thermo-mechanical extraction of aluminium from …
TRANSCRIPT

THERMO-MECHANICAL EXTRACTION OF ALUMINIUM FROM
THE DROSS OF MELTING Al AND AlMg SCRAP
Tibor Kulcsár1, Tamás Kékesi
2
1 PhD student,
2 Professor
Institute of Metallurgy, University of Miskolc, Hungary,
ABSTRACT
The thermodynamic properties of aluminium make its oxidation by various reactant
gases an important side-reaction of melting. Magnesium, as a major alloying component
plays a further important role in determining the properties of the heterogeneous dross
formed during the melting of aluminium alloys. The formed dross may entrap significant
amounts of the metal, whose specific amount can be determined by a method including a
thermo-mechanical treatment in an induction furnace with no special provisions, allowing
most of the entrapped metal to be cast into blocks. Further significant portion of the
contained metal is obtained by grinding and physical classification. These steps also a
modelling of the industrial dross treatment. The remaining metal content in the fine residue
was determined by a special chemical method. The metal content of the dross obtained
from the melting of Al alloys of various Mg concentrations were typically in the 70 - 85 %
range. Magnesium was found to play an important role in determining the mass and the
metal content of the dross. The useful effect of applying simple NaCl as melting additive
was pointed out.
1. INTRODUCTION
The production of aluminium and its alloys is increasingly based on secondary
resources, i.e. the re-melting of aluminium scrap obtained from the processing technology
or from commercial applications. The ratio of secondary aluminium production has
doubled the rate at the end of the 20th
century (~30 %) during the past twenty years [1].
This tendency is expected to continue as it is imperative to economize on the energy and
raw material consumption, as well as the amount of scrap generated is increasing.
However, efficient melting of aluminium alloys is not straightforward. Due to the high
specific heat capacity, much heat is required, however the oxidation of the main
component, aluminium is highly exothermic, even so the oxidation of magnesium, the
most important alloying component in wrought products. It causes local superheating
which, in turn, results in an increased rate of oxidation. A previous study [2] pointed out
the significance of metal losses by dross formation and revealed the amount and the
structure of the dross. On that basis, a practical method modelling industrial technologies
has been developed to determine the extractable metal content and to assess the influence
of oxidation during the hot treatment and that of the magnesium content in the alloy.
Aluminium oxidation is associated with a very negative Gibbs free energy change [3],
also indicating the extremely high stability of its native oxide. This value is lower than –
900 kJ/mol O2 at the typical temperature (~750 oC) of melting. A typical alloying element,
magnesium has an even lower value of Gibbs free energy related to its oxidation at this
temperature (< -1000 kJ/mol O2). Other alloying and accompanying elements form less
stable oxides on reacting with oxygen, which cannot be excluded from the melting process
carried out usually in gas fired furnaces. Therefore, the principal oxide components from
the melting of AlMg alloys can be Al2O3 and MgO, or the spinel compound MgAl2O4.
MultiScience - XXXI. microCAD International Multidisciplinary Scientific ConferenceUniversity of Miskolc, Hungary, 20-21 April 2017
ISBN 978-963-358-132-2
DOI: 10.26649/musci.2017.024

2
Different oxidised gas molecules arise from the combustion of the natural gas fuel. Due
to the much greater thermodynamic stability of the Al2O3 compound than the oxidised
gases, oxidation of aluminium can be caused not only by the available oxygen, but also by
the reactions with different gas components present in the furnace atmosphere:
2Al + 3/2 O2 = Al2O3 (1)
2Al + 3H2O = Al2O3 +3H2 (2)
2Al + 3CO2 = Al2O3 +3CO (3)
As the conditions in the furnace atmosphere are far from the standard states, an even the
partial pressures of H2O and CO2 are orders of magnitude higher than those of H2 and CO,
all the oxidation reactions of (1)-(3) are highly possible under practical conditions, and
their rate is largely dependent on the temperature and the availability of the metal surface
for contact. As a secondary unfavourable consequence, reaction (2) may not just produce
hydrogen gas, but hydrogen atoms directly dissolved in the aluminium melt (usually to the
1 -2 cm3/100g level). This process could be reversed only by a H2/H2O partial pressure
ratio of higher than 1020
. Similarly, reaction (3) is also highly possible and it could be
reversed only by a CO/CO2 partial pressure ratio of higher than 1010
. As the amount of
water vapour is approximately twice higher than that of carbon dioxide when natural gas is
combusted, and the thermodynamic driving force is also greater, H2O can be considered as
the major oxidising agent during the melting of aluminium scrap. Given the large
exothermic heat of aluminium oxidation (< 1100 kJ/mol O2), the surface of the melt can be
superheated and such solid phases as AlN and Al4C3 can be formed, resulting in unwanted
inclusions [4].
The oxide layer formed at the aluminium surface may be dense enough to decrease the rate
of the process dramatically. However, according to experimental results [5] the oxide layer
is growing rapidly at higher temperatures too:
0,633,0-exp1 tv A (4)
where t is time in minutes, and the constant A is 0.4 µm at 700 oC, but 2.4 at 800
oC. It
indicates the strong influence of the temperature on the rate of oxide layer formation.
Initially, an amorphous oxide layer may be formed at lower temperatures, which is
transformed into the -Al2O3 form of highly active specific surface (~ 400 m2/g), capable
of efficient gas adsorption. The thin oxide layer at the surface of the aluminium melt may
protect it from serious further oxidation. However, there is a slow transformation into the
α-Al2O3 crystalline form of higher (4 – 4.1 g/cm3) density above 700
oC. This causes a
considerable reduction in the volume of the oxide skin, which will develop craks, exposing
the melt to further intensive oxidation.
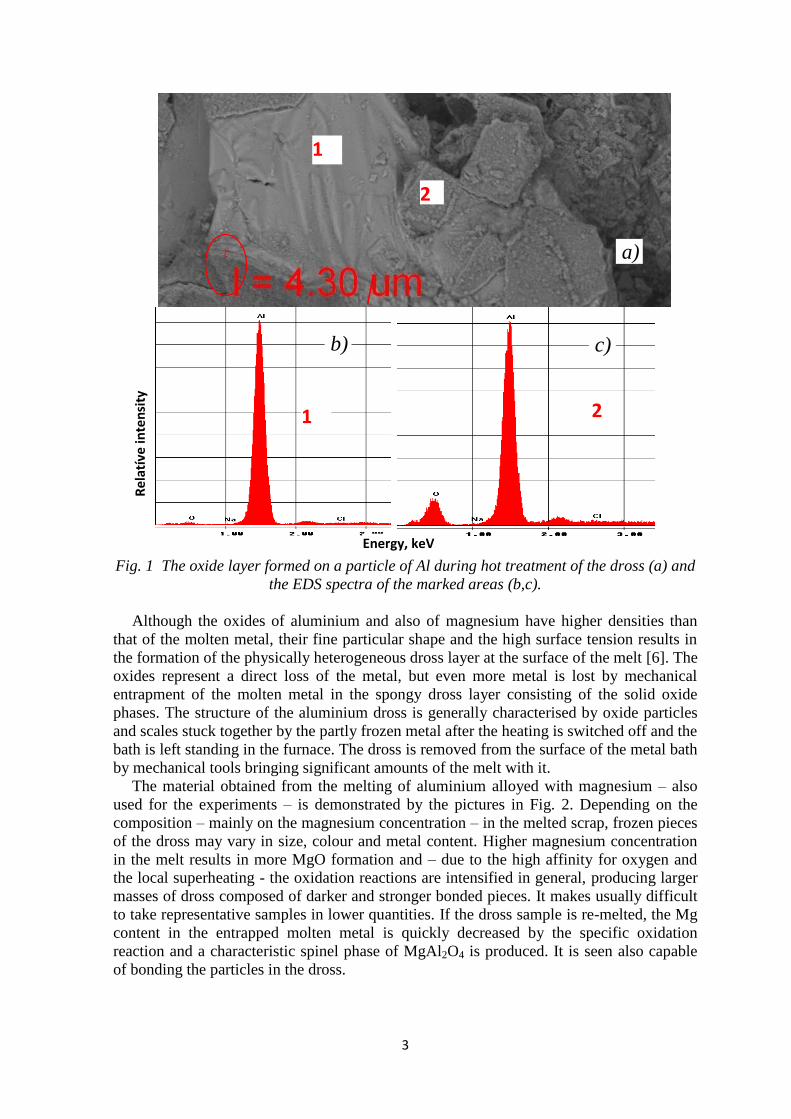
The oxide layer developed on an alumium particle in a dross sample collected from the
melting of un-alloyed aluminium scrap in a conventional furnace and subsequently treated
at 900 oC for several minutes in a closed furnase crucible, folowed by grinding, is shown in
the Scanning Electron Microscope (SEM) image of Fig. 1. The related Energy Dispersive
X-Ray spectra (EDS) of the marked areas point out the broken oxide coating of the
aluminium core. As measured on the microphotograph, the layer covering the aluminium
core was 4…5 µm thick. This may be an effective barrier to further oxidation or to any
reaction directly with the metal. However, relatively moderate mechanical forces applied
during melting or higher impacts during the grinding of the solidified material after the
high-temperature treatment can break this oxide shell. Thus, the molten aluminium drops
can merge during melting, or the solid aluminium particles can be reached by reagents in a
chemical reaction devised for the processing of the residue.
3
Fig. 1 The oxide layer formed on a particle of Al during hot treatment of the dross (a) and
the EDS spectra of the marked areas (b,c).
Although the oxides of aluminium and also of magnesium have higher densities than
that of the molten metal, their fine particular shape and the high surface tension results in
the formation of the physically heterogeneous dross layer at the surface of the melt [6]. The
oxides represent a direct loss of the metal, but even more metal is lost by mechanical
entrapment of the molten metal in the spongy dross layer consisting of the solid oxide
phases. The structure of the aluminium dross is generally characterised by oxide particles
and scales stuck together by the partly frozen metal after the heating is switched off and the
bath is left standing in the furnace. The dross is removed from the surface of the metal bath
by mechanical tools bringing significant amounts of the melt with it.
The material obtained from the melting of aluminium alloyed with magnesium – also
used for the experiments – is demonstrated by the pictures in Fig. 2. Depending on the
composition – mainly on the magnesium concentration – in the melted scrap, frozen pieces
of the dross may vary in size, colour and metal content. Higher magnesium concentration
in the melt results in more MgO formation and – due to the high affinity for oxygen and
the local superheating - the oxidation reactions are intensified in general, producing larger
masses of dross composed of darker and stronger bonded pieces. It makes usually difficult
to take representative samples in lower quantities. If the dross sample is re-melted, the Mg
content in the entrapped molten metal is quickly decreased by the specific oxidation
reaction and a characteristic spinel phase of MgAl2O4 is produced. It is seen also capable
of bonding the particles in the dross.
Re
latí
ve in
ten
sity
2 1
Energy, keV
2
1
a)
b) c)

4
Fig. 2 Dross obtained from an aluminium melt alloyed with ~ 4% Mg
(a – macrophotograph, b - SEM image, c, d – EDS spectra of the marked points).
The amount of the generated dross is usually increased by the magnesium concentration
in the aluminium alloy melted [7], and it also depends largely on the physical shape of the
melted material. If the charge consists of more loose scrap of high specific surface area,
which may often be contaminated, the dross rate can be several times higher compared to
the case of melting bulky and clean raw material. Therefore, recycling the high metal
content by direct treatment of the hot dross is of paramount economic interest. In order to
assess the recoverable portion of the metal, it is important to examine the dross by a
method similar to the usually applied hot processing technology.
2. EXPERIMENTAL PROCEDURE
Dross samples were collected from the ladles used for containing the removed material
from industrial melting furnaces. After crushing the large pieces, the sample was
homogenized by mixing, and portions of suitable masses were weighed and fed into the
crucible of a medium frequency induction furnace. Halide salt was added at different ratios
and the charge was heated to ~ 900 oC. Application of an Ar atmosphere is preferred.
When the set temperature was reached, the charge was agitated by special perforated
pressing and stirring tools fitted to the shape of the graphite-clay melting crucible. The
mechanical forces applied at the elevated temperature caused the breaking of the oxide
layers and the separated metal drops could merge. Thus a molten metal pool was formed at
the top of the charge, which could be taped into a steel mould. The residue – still
containing molten metal in dispersion – was scraped out of the crucible and granulated in a
water bath. The thermomechanical processing steps are demonstrated by Fig. 3.
a) b)
c) d)
1 cm
Al2O3 (Al) ~ MgAl2O4
2 1
Re
latí
ve in
ten
sity
Energy, keV

5
Fig. 3 The process of thermo-mechanical treatment, a – melting and mechanical influence,
b – tapping, c – cast block, d – granulation.
The granulated dross residue was dried in an oven at 110 oC, followed by grinding in an
attrition mill. Thus the oxide particles were pulverized, but the metal particles were only
deformed. A preliminary coarse screening separated the large (> 5 mm) metal pieces, and
the remaining material was further ground in a ball mill. This treatment liberated the
medium (1…5 mm) size metallic particles, which were then separated by fine sieving. All
the previously obtained bulk and particulate fractions could be considered as practically
metallic, therefore their proportion in the raw sample could be determined by weighing
after these grinding and separating steps, as illustrated by Fig. 4.
Fig. 4 The further processing of the dross residue (a) by attrition grinding (b), screening
(c), resulting in the separation of coarse metal particles (d)
Separation of the metallic particles was followed by a final fine grinding of the sub-
millimetre ( < 1 mm) fraction. Its purpose was just to break the oxide coating of the tiny
metallic particle cores. Virtually all the oxide components are found in this final powder
fraction, however it may also contain some dispersed metal. In order to determine this
minor metal content of the fine powder, we have devised an indirect chemical method. It is
based on the principle that aluminium oxide is dissolved in an aggressive alkaline medium
by the liberation of only water, but the dissolution of metallic Al is accompanied by the
evolution of stoichiometric amount of hydrogen:
a) b) c) d)
a) b) c) d)

6
Al +NaOH + H2O = NaAlO2 + 1.5H2 (5)
Al +3NaOH = Na3AlO3 + 1.5H2 (6)
Due to the high specific surface area of the fine aluminium particles in the residual sub-
millimetre fraction, this reaction is intensive in a hot ~ 6M NaOH solution. The lay-out of
a special equipment used for the quantification of this reaction is shown in Fig. 5.
Fig. 5 The system (a) devised for the analysis of the Al content in the fine powdery fraction
obtained after the thermo-mechanical treatment and mechanical processing of the Al dross
and a particle found in the fine powder fraction of the treated dross.
Small portions (~0.5 g) were taken as samples from the sub-millimetre residual powder
and placed in a filter bag together with a platinum mesh helping the evolution of hydrogen
in the reaction. The top of the sample bag was fixed in a copper spiral which was used for
stabilizing its position under the gas collection funnel and above the magnetic stirrer bar.
The evolved gas was collected in a graduated burette attached to the gas collection funnel
up-side down. The starting level of the hot 6M NaOH reagent solution was set to the
highest mark by applying suction. The collected gas forced the meniscus of the liquor
continuously down, and it was reset to the highest mark by re-applying the suction if
further gas volume was to be collected. We have developed a computer program which
could also take the effects of temperature, relative liquid height, and vapour pressure of the
solution also into account when converting the obtained gas volume into the concentration
of Al in the powder fraction of the examined dross:
ps
p
o
OHo
1000245.1
27298g2
Al m
m
Tp
phρpVm
i
ii
(7)
where Vi is the partial gas volume in one cycle, cm3, po is the atmospheric pressure, Pa, ρ is
the density of the reagent solution, kg/m3, T is the temperature in the burette, K, g is the
acceleration of gravity (9.81 m/s2), hi is the height of the meniscus above the solution level,
pH2O is the vapour pressure of the solution, Pa, mp is the total mass of the powder fraction,
g, and mps is the tested mass the powder sample reacted, g.
Heating
stirrer
Gas
collecting
funnel
Gas
burette
Water jet
aspirator
Needle
valve
Temperature
controller
Sample
a)
b)
7
The SEM image of a typical particle constituting the powder fraction of the processed
dross is shown in Fig. 5.b. The oxide coating of the metallic core was broken by the final
activating grinding before the chemical analysis. Hydrogen evolution becomes intensive as
the reagent reaches a wider metal surfaces and the evolved gas enhances the stirring.
3. EXPERIMENTAL RESULTS AND DISCUSSION
Indicted by the relatively high scattering of the results obtained for the total metal
content in dross samples obtained from different charges of the same alloy type, the
properties of the dross may vary with the practical conditions of melting, such as e.g. the
relative mass and type of the charged scrap, the time and temperature of melting, and –
naturally – from the subjective factors of dross removal. However, the average values
obtained for certain alloy types show a definite tendency.
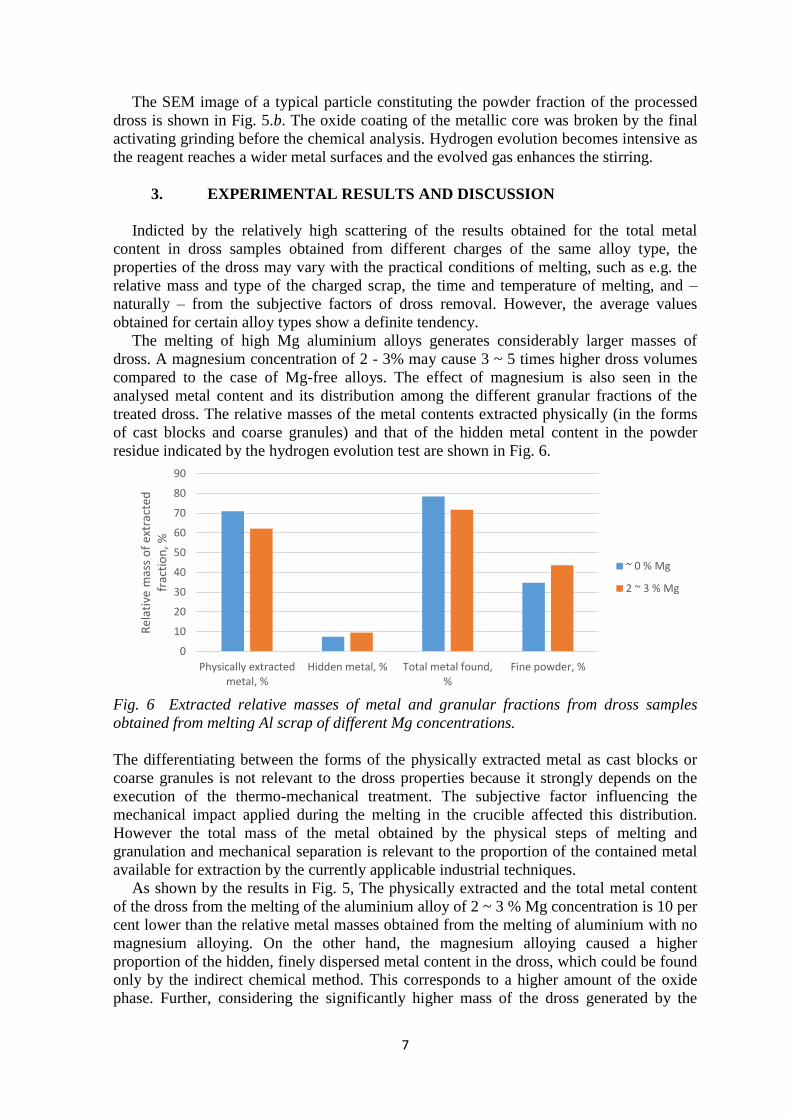
The melting of high Mg aluminium alloys generates considerably larger masses of
dross. A magnesium concentration of 2 - 3% may cause 3 ~ 5 times higher dross volumes
compared to the case of Mg-free alloys. The effect of magnesium is also seen in the
analysed metal content and its distribution among the different granular fractions of the
treated dross. The relative masses of the metal contents extracted physically (in the forms
of cast blocks and coarse granules) and that of the hidden metal content in the powder
residue indicated by the hydrogen evolution test are shown in Fig. 6.
Fig. 6 Extracted relative masses of metal and granular fractions from dross samples
obtained from melting Al scrap of different Mg concentrations.
The differentiating between the forms of the physically extracted metal as cast blocks or
coarse granules is not relevant to the dross properties because it strongly depends on the
execution of the thermo-mechanical treatment. The subjective factor influencing the
mechanical impact applied during the melting in the crucible affected this distribution.
However the total mass of the metal obtained by the physical steps of melting and
granulation and mechanical separation is relevant to the proportion of the contained metal
available for extraction by the currently applicable industrial techniques.
As shown by the results in Fig. 5, The physically extracted and the total metal content
of the dross from the melting of the aluminium alloy of 2 ~ 3 % Mg concentration is 10 per
cent lower than the relative metal masses obtained from the melting of aluminium with no
magnesium alloying. On the other hand, the magnesium alloying caused a higher
proportion of the hidden, finely dispersed metal content in the dross, which could be found
only by the indirect chemical method. This corresponds to a higher amount of the oxide
phase. Further, considering the significantly higher mass of the dross generated by the
0
10
20
30
40
50
60
70
80
90
Physically extractedmetal, %
Hidden metal, % Total metal found,%
Fine powder, %
Rel
ativ
e m
ass
of
extr
acte
d
frac
tio
n, %
~ 0 % Mg
2 ~ 3 % Mg
8
melting of magnesium alloyed aluminium, the recoverable metal loss from a melting
charge is generally higher in this case.
It is also seen that the total amount of the physically recovered metal fractions and the
residual fine powder is approximately 5 % higher than the examined dross sample. It is
caused by the inadvertent oxidation during the thermo-mechanical treatment, as for these
tests no Ar atmosphere was applied. According to the molar ratio of the oxide to the metal,
this difference means that the original total metal content in the dross sample could be
approximately 5 % higher. Comparing the chemical compositions of the metal fraction in
the raw dross sample to that of the metal extracted showed that only about 10 % of the
original magnesium content remained in the extracted metal after the thermo-mechanical
treatment without an efficient protective gas atmosphere. The concentration of those
alloying elements which are less reactive than aluminium and magnesium remained
unchanged or even increased during as a result of the thermo-mechanical treatment. In case
of silicon, the slight increase may be caused not only by the loss of some metal content (~
5%) during the treatment, but also by the reaction of hot molten aluminium with the
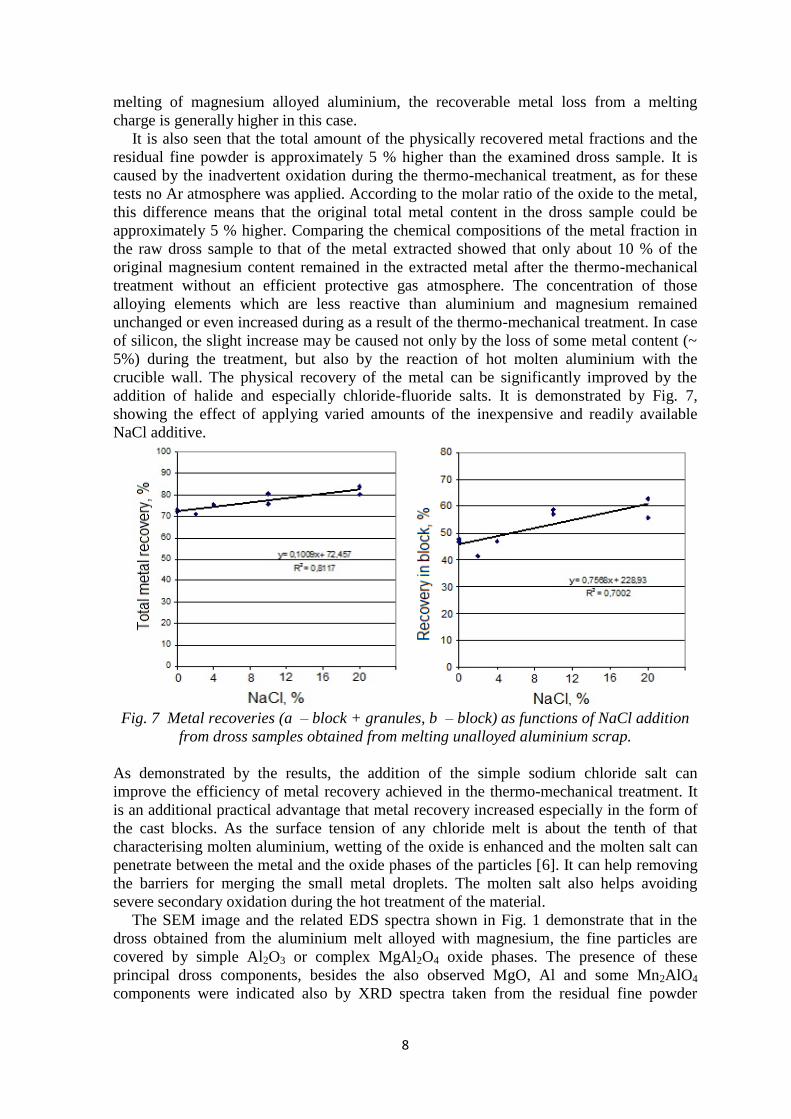
crucible wall. The physical recovery of the metal can be significantly improved by the
addition of halide and especially chloride-fluoride salts. It is demonstrated by Fig. 7,
showing the effect of applying varied amounts of the inexpensive and readily available
NaCl additive.
Fig. 7 Metal recoveries (a – block + granules, b – block) as functions of NaCl addition
from dross samples obtained from melting unalloyed aluminium scrap.
As demonstrated by the results, the addition of the simple sodium chloride salt can
improve the efficiency of metal recovery achieved in the thermo-mechanical treatment. It
is an additional practical advantage that metal recovery increased especially in the form of
the cast blocks. As the surface tension of any chloride melt is about the tenth of that
characterising molten aluminium, wetting of the oxide is enhanced and the molten salt can
penetrate between the metal and the oxide phases of the particles [6]. It can help removing
the barriers for merging the small metal droplets. The molten salt also helps avoiding
severe secondary oxidation during the hot treatment of the material.
The SEM image and the related EDS spectra shown in Fig. 1 demonstrate that in the
dross obtained from the aluminium melt alloyed with magnesium, the fine particles are
covered by simple Al2O3 or complex MgAl2O4 oxide phases. The presence of these
principal dross components, besides the also observed MgO, Al and some Mn2AlO4
components were indicated also by XRD spectra taken from the residual fine powder

9
fraction. Due to the applied high temperature, AlN could also appear from the reaction of
Al with air. The oxide phases surrounding the aluminium droplets prevent their
coagulation.
4. CONCLUSIONS
The magnesium content of the aluminium melt is an important factor in determining the
amount and the properties of the dross arising from melting aluminium scrap, which is
becoming more and more important as a staple raw material for aluminium alloy
production. The intensive oxidation of magnesium increases the superheating of the dross
and generates the MgAl2O4 spinel phase. It increases the mass of the generated dross and
also the total amount of the entrapped metal. The metal content of the dross can be
determined by the devised thermo-mechanical method – modelling the industrially
applicable extracting technologies - combined with the dissolution of samples from the
finely ground residual powder in aggressive NaOH reagent. The latter step evolves
hydrogen gas, whose volume can be measured and used for determining the hidden
aluminium fraction. Although the dross from the melting of un-alloyed aluminium may
contain approximately 10 % higher amount of entrapped metal (~ 80 %) than that arising
from the melting of AlMg alloys, the total metal content is still much higher in the latter
case because of the usual generation of 3 – 5 times larger dross masses. The amount of the
hidden metal content finely dispersed in the powder fraction obtained after the dross
treatment is less than 10%, which can however be recovered by hydrometallurgical
techniques.
ACKNOWLEDGEMENT
The research was carried out in the Centre of Applied Materials Science and Nano-
Technology at the University of Miskolc. The continuation is supported by the GINOP-
2.2.1-15-2016-00018 project in the framework of the New Széchenyi Plan of Hungary, co-
financed by the European Social Fund.
REFERENCES
[1] Hajnal, J.: Al industry: as the success of the recent decades, XVII. Fémkohászati
Szakmai Nap, 75 éves a KÖFÉM, Székesfehérvár, 2016.10.14.
[2] Tóth, G.B., Harangi, Z., Kulcsár, T., Kékesi, T.: Metal content of drosses arising from
the melting of aluminium XXVII MicroCad International Scientific Conference,
Miskolc, Hungary, 21-22 March 2013, Section C-D/14, p12.
[3] Gilchrist, J.D.: Extraction Metallurgy, Elsevier; 2Rev Ed., 1979
[4] Gripenberg, H., Johansson, A.: Low-temperature oxyfuel combustion technology for
Al melting, Proc. EMC2007, June 11-14, 2007, Düsseldorf, Germany, 1295-1303.
[5] Krone, K.: Aluminium Recycling, VDS, Düsseldorf, 2000.
[6] Ho, F.K., Sahai, Y.: Interfacial Phenomena in Molten Aluminium and Salt System.
2nd. Int. Symp. Recycling of Metals and Engineered Materials, eds. Van Linden,
J.H.L., Stewart, D.L., Sahai, Y.: TMS, Warrendale, 1990, 85-103.
[7] Jancok, J.: Aluminium Dross in the SLOVALCO‘s Casthouse, Conference on
Aluminium Technology, Bratislava, 2008.