ton-mile_slipping and cutting drill line
DESCRIPTION
Ton-mile_slipping and Cutting Drill LineTon-mile_slipping and Cutting Drill LineTon-mile_slipping and Cutting Drill LineTon-mile_slipping and Cutting Drill LineTRANSCRIPT

know the maximum ton miles you can actually run drill line before a slip/cut? The amount you can run before making a cut depends on your rig, the type of drilling line, and the size of drilling line you're running.On most rigs using 1-1/2" or 1-5/8" drill line thestandard is going to be between 2700 and 3000 Ton miles. This is when allcalculations are done by hand as when the driller or T/P are calculating thetrips (weights and distance lifted) and work done using a T/M spread sheet etc.There are as stated many variables in this process. All rigs are not the same.Draw-works drum circumference and also block//crown sheave circumference willhave a great effect on line wear. Condition of the drum grooving on thedraw-works and fleet angle of the drill line from the crown to the kick-offrollers of the draw-works have an effect, the wear plate condition at the edge ofthe drum (are they worn which causes line damage) and does your second andthird layer wrap back perfectly as the drill line starts the next layer? Areyou drilling in the south or up north in hard rock country?Most of these questions all have purpose and on the other hand have none at all. Ifyou actually had a computerized T/M counter you might find that in reality youwere really cutting at 3700 or 4100 Ton miles. Blocks are moved all the timewithout being recorded. Drilling with stands and picking up singles from themousehole, working off of a stabbing board, so many variables are notconsidered.What does work is this. Rig history and being consistent as possible between crewswhen it comes to keeping important data and information such as T/Miles. If onecrew fails to keep proper records the next crew may pay the price and it can bea high price to pay.Two rigs running the exact same drill line from the same manufacturer may notachieve the same T/mile record because of the variables mentioned above.Periodic drill line inspections should be carried out looking for brokenstrands, flattened strands, distorted (out of round) drill line orunder-calipered drill line. Most drill line failures will occur naturallycloser to the fast line side of the reeve. First or second layer of thedraw-works drum, this is the oldest line and has the most actual ton miles onit. Lets just say your total string up is 1200 feet of cable. Each cut you
make is 100 feet. You have to achieve 12 slip and cuts to have the new linefrom the first cut reach the draw-works. Always inspect the wire which is onthe first layer of the drum plus the kick off point starting the second layer.Periodically check this drill line with a caliper (micrometer) to see if it isstill the proper diameter. If inner core is failing then the over-all diameterwill be less than normal.Sometimes rigs do get into an accepted slip and cut program from trial and error whichreally is wise and cost-effective and in this case people are not asking thequestion (how many T/M can you run before slipping and cutting?) If you areslipping and cutting constantly and consistently at 2800 T/M and never have tomake a long cut then for sure you are either running at or below the possibleachievable T/Miles. On the other hand if that line you are cutting is notflattened or contain any broken strands then it is possible that you couldactually extend your T/Ms to 2900 or 3000. But be cautious because there is apoint which can be passed which will show up a few cuts 3 or 4 down the linewhere you will see damage to the drill line and you might have to cut 200 to400 ft of drill line to get rid of the bad line and then drop back on yourT/Miles once again to prevent a repeat. Each rig is different, time, study andgood history will only really answer your question properly.Regardless of your rigs goal visual inspection overrides all other aspects. Is the line broken, flattened? How many busted strands. This among other things determines your rigs goal. I worked on a rig so small that there was no way to cut on ton miles. The line was worn smooth out long before you accumulated enough miles to cut. We just kept our eyes on it and cut about every couple of wells.
DRILLING LINE WEAR
In working the line, heavy wear occursa few localized sections: where therope makes contact with the travellingblock sheaves, the crown block
sheaves and the drum.
Heavy wear occurs in 3 localized areas:1. Where the drilling line makes contact withthe crown block and the travelling blocksheaves2. The position of the drilling line on thesheaves when the slips are set and pulled

1. 3. The position on the drum where eachwrap of the drilling line crosses over the
layers below
Extreme positions in the operations of run and pool out of hole
SLIP AND CUT TON MILES CALCULATIONS AS PER API RP9B- Work Done During Round-Trip

The only complicated part of a cut-off
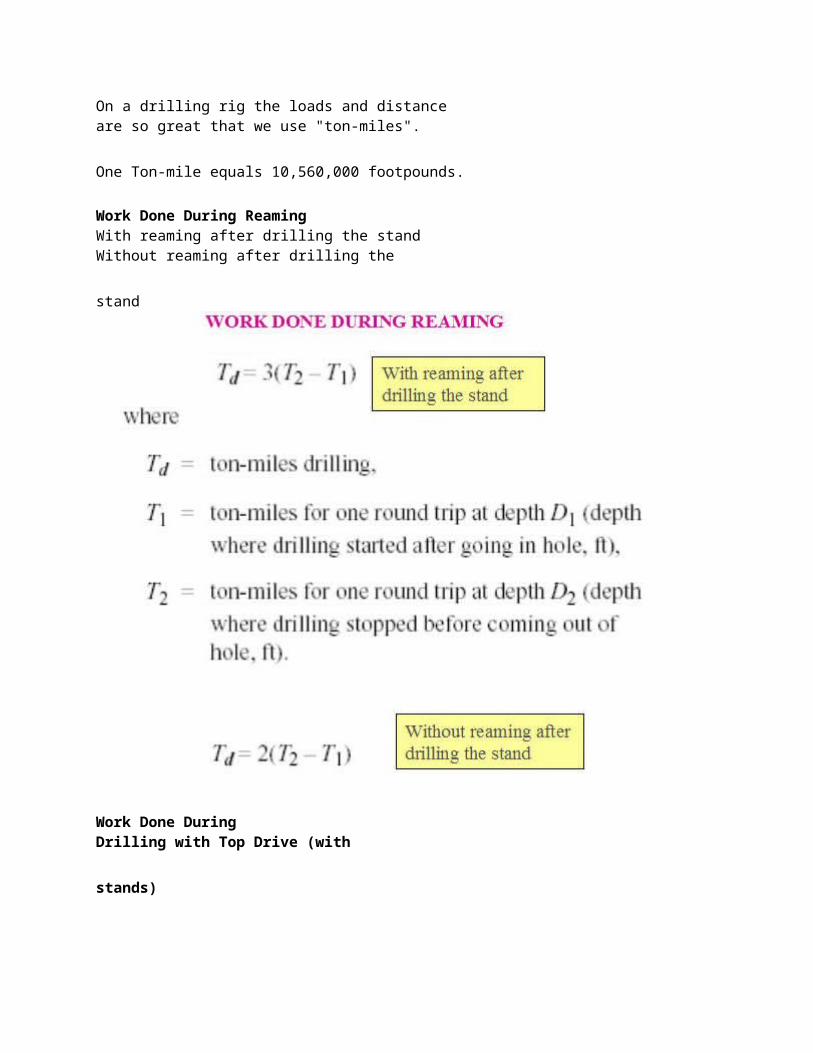
procedure is the determination of howmuch work has been done by the wirerope.Methods such as counting the numberof wells drilled or keeping track of daysbetween cuts are not accurate becausethe loads change with the depth andwith different drilling conditions.For an accurate record of the amount ofwork done by a drilling line, it'snecessary to calculate the weight beinglifted and the distance it is raised andlowered. In engineering terms, work ismeasured in foot-pounds.On a drilling rig the loads and distanceare so great that we use "ton-miles".
One Ton-mile equals 10,560,000 footpounds.

Work Done During ReamingWith reaming after drilling the standWithout reaming after drilling the
stand
Work Done DuringDrilling with Top Drive (with
stands)
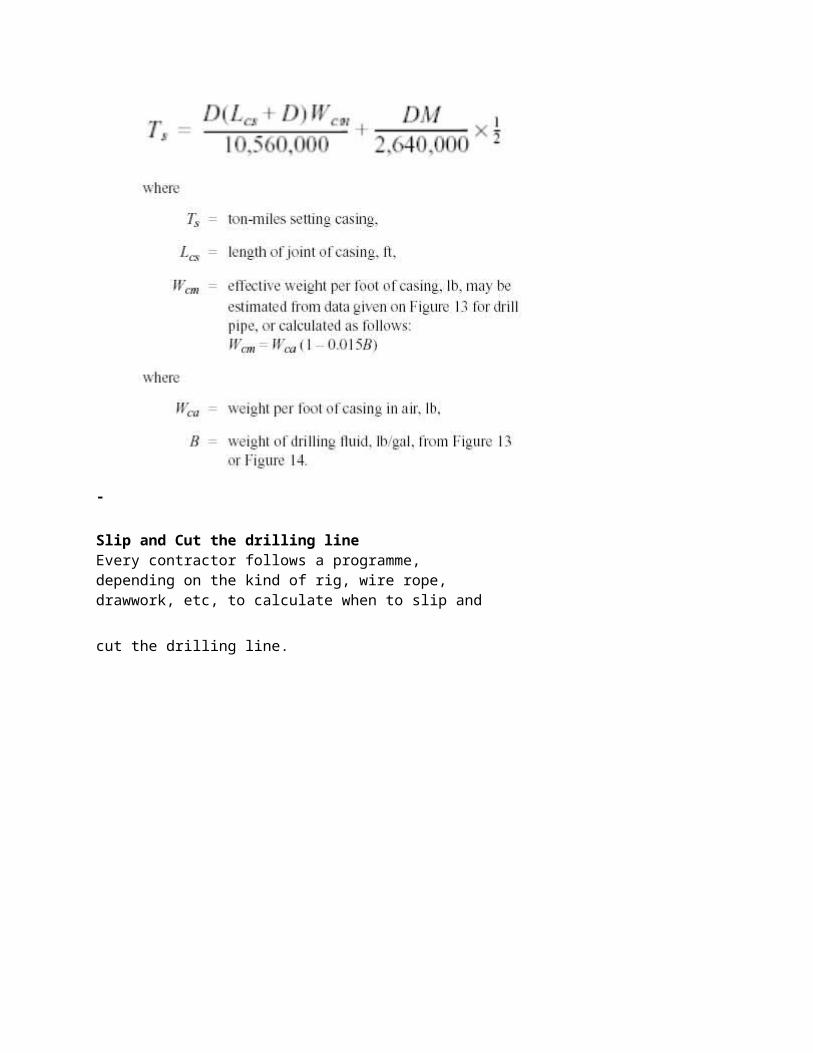
Work Done During CSGThe ton-miles of work done in settingcasing would be one-half the ton-milesdone in making a round trip if the weight ofthe casing were the same as the weight ofthe drill pipe.

-
Slip and Cut the drilling lineEvery contractor follows a programme,depending on the kind of rig, wire rope,drawwork, etc, to calculate when to slip and
cut the drilling line.
IADC tool Pusher's manual
Recommended Cutoff Lengths
Length of drilling line to be cut following the API RP 9B regulations.

Table: Recommended Cutoff Lengths
Ton miles for 1 " drilling line suggest by IADC
1. Do not accumulate more than 3700ton-miles between cuts, even on the firstcut of a new line.2. So long as less than 3700 ton-mileshave been accumulated, a cut may bemade anytime it is convenient. Todetermine the length to cut, refer to theabove table or calculate so that your"ton-miles per foot cut" is constant(length to cut = T - M since last cut25.0).3. This program is based upon a goal of25.0. Any attempt to improve ropeservice by increasing the ton-mile goalshould not be made until one entiredrilling line (requiring no long cuts) hasbeen used following this particular
program.
The whole objective of a ton-mile programme is to obtain maximum rope service withoutjeopardising the safety of the rig operation. This is achieved by shifting the rope through thepreviously discussed critical wear areas and distributing the wear more uniformly along the length of

the rope. If too much wire rope is cut off too frequently, there will be an obvious waste of usabledrilling line, which will result in higher than necessary rig operating costs. However if the rope ismoved through the reeving system too slowly, sooner or later some section of the drilling line willbecome worn and damaged to such an extent that there will be a danger of failure, injury topersonnel, damage to equipment and expensive downtime. At the very least it will be necessary tomake a "long cut" to eliminate some broken wires, such as has happened quite frequently over thepast couple of years on several rigs in Kuwait. For these reasons it is important that the drilling linebe cut off at the proper rate. The purpose of a ton-mile programme is to provide a method forkeeping track of the amount of work done by the drilling line, and a systematic procedure for makingcuts of the appropriate length at the appropriate time. In conjunction with the record keepingrequired for the cut-off procedure, daily visual inspection of the drilling line should be made forbroken wires and any other rope damage.It should be reiterated here that in all cases visual inspection of the wire rope
must take precedence over any predetermined calculations.
Round trip ton-miles Calculation
All types of ton-mile service should be calculated and recorded in order to obtain a true picture of the total service received from the rotary drilling line. There are several types of ton miles as follows;
1. Round trip ton-miles2. Drilling or “connection” ton-miles3. Coring ton-miles4. Ton-miles setting casing5. Short-trip ton-miles
For this time, I will show how to calculate round trip ton-mile.
Round Trip Ton-Miles Calculation
The formula for round trip ton-miles is listed below;
RTTM = (Wp x D x (Lp + D) + (2 x D) x (2 x Wb + Wc)) ÷ (5280 x 2000)
whereRTTM = Round Trip Ton-MilesWp = buoyed weight of drill pipe in lb/ftD = hole measured depth in ftLp = Average length per stand of drill pipe in ftWb = weight of travelling block in lbWc = buoyed weight of BHA (drill collar + heavy weight drill pipe + BHA) in mud minus the buoyed weight of the same length of drill pipe in lb** If you have BHA (mud motor, MWD, etc) and HWDP, you must add those weight into calculation as well not just only drill collar weight. **2000 = number of pounds in one ton5280 = number of feet in one mile
Note: One ton-mile equals 10,560,000 foot- pounds, and is equivalent to lifting 2,000 pounds a distance of 5,280 feet
Example: Round trip ton-miles
Mud weight = 10.0 ppgAverage length per stand = 94 ftDrill pipe weight = 13.3 lb/ftHole measure depth = 5500 ftDrill collar length = 120 ftDrill collar weight = 85 lb/ft

HWDP length = 49 lb/ftHWDP weight = 450 ftBHA weight from directional driller = 8,300 lbBHA length = 94 ftTravelling block assembly = 95,000 lb
Solution:
a) Buoyancy factor:BF = (65.5 – 10.0) ÷ 65.5BF = 0.847
b) Buoyed weight of drill pipe in mud, lb/ft (Wp):Wp = 13.3 lb/ft x 0.847Wp = 11.27 lb/ft
c) buoyed weight of BHA (drill collar + heavy weight drill pipe + BHA) in mud minus the buoyed weight of the same length of drill pipe in lb (Wc):
Wc = {[(120×85) + (49×450) + (8300)] x 0.847} – [(120+450+94) x13.3x 0.847]Wc = 26,866 lb
Round trip ton-miles = [(11.27 x 5500 x (94+ 5500)) + (2 x 5500) x (2 x 95000 + 26,866)] ÷ (5280 x 2000)RTTM = 258.75 ton-mile
Use of Ton Mile formula.To convert the use of lbs. & ft. as used on the rig to ton-miles we need a conversion factor: - 2000(lbs. In a ton) x 5280 (ft. in a mile) = 10 560 000To understand this figure it may be useful to realise that if you pick up or lower a 1lbs. Wt.10 560 000 ft. it is equivalent to 1 Ton Mile.By a similar argument if you have a wt. Of 10 560 000 lbs. and ether picked up orlowered it 1 ft. it to is equivalent to doing 1 Ton Mile of work.
The formula.D x ( D + L ) x BWS + (1/2 BHA + TBW) x D For Tripping Ton Miles10 560 000 2 640 000D x ( D + L ) x BWS + TBW x D For Csg. Ton Miles10 560 000 2 640 000D - Distance of trip.L - Length of tubular being used (i.e. 43’ for Csg. Or 95 ‘ for d.p.).BWS – Boyd wt. Of string in mud.(1/2 BHA)-Bottom hole Assembly Wt.Only to be used in conjunction with DrillingTBW- Travelling Block Wt.This gives you Ton Miles for a round trip. It must be HALVED for a one way tripi.e. Csg.To understand the formula we will consider the Left Hand Side and the Right Hand Side of itseparately.The R.H.S. first: - this gives you the work done in Ton Miles for moving the blocks duringtripping operations, in the case of Drilling Ton Miles it accounts for the additional burden ofthe B.H.A.To round trip a string the blocks will travel a distance of 4 times the depth of the hole.i.e. to round trip one stand: - Blocks go up derrick & p/up stand.Blocks go down derrick r.i.h.Blocks go up derrick p.o.o.h.Blocks go down derrick to starting point.The work done lifting and lowering the blocks whilst tripping just one stand of pipecan be calculated as follows: -The Wt. of the travelling block times the distanceit travels times four = 120 000 lbs. x 95 ft. x 4= 120 000 x 380= 45 600 000 ft./ lbs. work for a round tripThis figure is divided by the conversion factor: -45 600 000 / 10 560 000 = 4.32 Ton Miles work for round tripThis half of the formula could be written,T.B.W. x D x 4 But can be simplified by instead of10 560 000 multiplying the product of the brackets by4, dividing 10 560 000 by 4 as follows.T.B.W. x D2 640 000If a B.H.A. is involved it is only burdening the blocks for two of the four passes theblocks make of the derrick, hence only adding ½ B.H.A. to the T.B.W.The L.H.S. now- This side of the formula works out the Ton Miles accumulated by hoistingand lowering the weight of the tubules.Consider a round trip of 500 ft. using stands of 100 ft. length that weigh 20 lbs. per ft.i.e. 1 St. weighs 2000 lbs. in mud.Lower wt. of 1 st. 100 ft. = 2 000 x 100 = 200 000 ft. / lbs. work.Lower wt. of 1+2 st. 100 ft = 4 000 x 100 = 400 000 “Lower wt. of 1+2+3 st. 100 ft. = 6 000 x 100 = 600 000 “Lower wt. of 1+2+3+4 st. 100 ft. = 8 000 x 100 = 800 000 “

Lower wt. of 1+2+3+4+5 st. 100 ft. = 10 000 x 100 = 1 000 000 “N.B. Each consecutive stand has the wt. of theprevious stands attached. Total : - 3 000 000 x 2 to complete theround trip.6 000 000 ft. lbs. work on line.To convert this to Ton Miles, divide this by the conversion factor: -6 000 000 = 0.57 Ton Miles work for10 560 000 round tripIf we use the formula to simplify the maths: -D x ( D + L ) BWS = 500 ( 500 + 100 ) x 20 = 0.57 Ton Miles work for10 560 000 10 560 000 round tripOn the same trip the blocks would have contributed: -TBW x D = 120 000 x 500 = 22.73 Ton Miles work for round trip2 640 000 2 640 000Total Ton Miles for a round trip of 500ft. = 22.73 + 0.57 = 23.30 Ton Miles work forRound tripAs can be seen at shallow depths heavy blocks have a significantly greater affect onTon Miles clocked up, as does the weight of the pipe being moved.Drilling Ton-Miles.Drilling ton miles are arrived at by: -Firstly calculating the round trip Ton Miles at the depth you start drilling andsubtracting this figure from the round trip Ton Miles at the depth you finish drilling.Then secondly multiplying this figure, traditionally by three or if you were coring, bytwo.The need to multiply the Ton Miles can be explained as follows: -Drilling with a Kelly can be broken down into six operations, each operation placing ½ around trip work on the line. The total of which would require three round trips for everysingle drilled.1st The Kelly is drilled down plus or minis 31 ft.2nd The Kelly is back reamed plus or minis 31 ft.3rd The Kelly is reamed down plus or minis 31 ft.4th The Kelly is pulled back up plus or minis 31 ft., the slips are set & the Kelly is broken off5th The Kelly is made up to the single in the mouse hole, and then lifted up a further 31 ft.6th The new single is made up to the string and the string is lowered back down 31 ft. to thebottom.N.B. If hole conditions require additional reaming, each additional ream will add one moreround trip over that section.The reason Coring Ton Miles are only multiplied by two, is because during thisoperation the string is not usually back reamed if it can be avoided, thereby reducing thechance of losing the core being collected.Drilling with a Top Drive however can be broken down into four operations, each operationplacing ½ round trip work on the line. The total of which would require two round trips forevery stand drilled.1st The stand is drilled down.2nd The stand is back reamed.3rd The stand is reamed down again.

4th TheTop Drive is broken off, and the blocks go up for the next stand, drilling recommencesAnd finally it is important to realise that the measuring and recording of Ton Miles isnot a direct, but an indirect indication of the work and wear that your line has done. It doesnot take into account shock loads, hard braking or damage being done by sheaves or spoolingon the drum. The life expectancy of your line can only be fully assessed by full inspection ofthe line that is cut off during your slip and cut routine.The entire piece, as well as the individual strands that make up the line is inspectedfor corrosion and how much tar lubrication is remaining. Testing includes amongst otherthings measuring the lines, flexibility (both twisting and bending), its ability to stretch underload, and recover to its original length, and ultimately full destruction testing to identify theload it will brake at. It is important to realise that a high braking strain on its own is notnecessarily a good sine, a work hardened line can have a high braking strain but haveexceeded its life expectancy, caused by its reduced ability to bend or stretch.It is through these inspections that you have to be prepared adjust at how many Ton-Miles you perform yore slip and cut routine.
Cutting off a Drilling Line: Safe ProceduresFor many years drilling contractors have extended the life of their drilling lines by moving the areas of wear toward the drum to be cut off. The proper time to slip or cut off line on the drum end varies on different rigs.
The crews should remember whatever cut-off procedure they are using, visual inspection should come first. If the line becomes too badly worn, it should be cut off or changed when noticed. In preparation for cutting (slipping) the drilling line, employees should be aware of the potential hazards, including but not limited to:
1. Fall from height: wear proper fall protection (full body harness) and utilize 100% tie off.2. Hoisting personnel into the derrick may result in falls, caught in, caught between: use
full body harness type boatswain’s chair (or work basket), use personnel hoisting procedures, be sure the winch operator has full view of the person being hoisted at all times. The winch operator must stay at winch at all times when a person is being hoisted, held in position, or lowered.
3. Struck by: be aware of potential dropped from the derrick, stay out from below derrickman when he is tying off the blocks, take care when removing the drilling line form the drum, be aware of use of tools while tightening the clamps on the line (drum and dead line).
4. Slip/Fall while removing drilling line from drum/rig floor: be aware of footing, keep deck clear of tripping hazards, use a rig floor winch to let the cut off line down from the rig floor.
5. Miscommunication: hold a pre-job safety meeting to discuss each member’s responsibilities, assign a signal man for tasks that require hoisting operations.

When getting ready to cut off the drilling line, the traveling block should be hung in the derrick on block hanging line(s) that hang from the crown. The hanging line should be rated for the weight of the blocks plus an adequate safety factor (check with wire rope manufacturer).
The TIW valve should be installed in the drill pipe prior to hanging off the blocks and the elevators attached to the pipe in the hole.
The derrickman should get to the traveling block by means of the air hoist line with a boatswain’s chair (or derrick work basket). The driller should be at the master clutch. Once the derrickman has attached the hanging line(s) to the blocks, he should return to the drill floor. When removing the blocks hanging line(s) after the drill line is cut and slipped, the derrickman should utilize a boatswain’s chair and air hoist line to reach the hanging line(s). After he has disengaged the hang-line from the block, he should swing the hang-line to a man in the derrick corner to be secured. The man in the derrick who is to secure the hang-line should have fall protection harness and be secured to the derrick at all times. The derrickman should then return to the floor by the boatswain’s chair. The man that secured the hang-line should climb down the derrick ladder using a safe climbing device. He should never slide down the dead line.
1. Remove the excess worn line from the drum and cutoff as planned. Always use a wire line cutter. Never use a hatchet or sharp tool. Wear eye protection (chipping goggles) in addition to this check.
2. Clamp the drum end of the line back into the drum and tighten the drum clamp as tightly as possible.
3. Loosen the clamps on the wire line anchor and slip through as much line as is needed to put the desired wraps on the drum. Care should be taken to ensure that the warps are tight and together.
4. Tighten the wire line clamps on the anchor, pick up traveling block and remove the hanging line(s) from block. The hanging line(s) should be tied back in the corner of the derrick out of the way of the blocks and ready for use the next time the line is slipped or cut off.
5. Recheck all clamps and position of line and start in hole with a safe drilling line.6. Reinstall the crown protection device if it was removed. Adjust as necessary to stop the
blocks as required.7. Reinstall the guard on the front of the drawworks.8. Reinstall the weight indicator sensor on the dead line and remove the TIW valve.
Hazard OF SLIPPING AND CUTTING DRILL LINEWHAT HAPPENED:A rig crew gathered tools and equipment and rigged up to slip and cut the drill line. Two floormen werelocated on top of the motor shed where they marked and cut the drill line. The dead end of the drill linewas rigged to lift out of the drawworks with a crane using a cable clamp type-lifting device. As the drillline was removed from the drum, the crane hoisted it. When it was about 70 ft. (21.3 m) in the air, thedrill line slipped out of the clamp device and the line fell striking a floorman on the hardhat andshoulder.WHAT CAUSED IT:Employee was allowed to stand under a hoisted load.CORRECTIVE ACTIONS:
Do not allow personnel to work or stand under hoisted loads.Conduct a Job Safety Analysis (JSA) to determine the possible hazards associated with thetask. Information on performing JSAs can be found in the IADC Accident PreventionReference Guide.Include the JSA in the pre-job safety meeting conducted prior to the task to ensure all points ofhazard are discussed including that all personnel are aware of the hazards of working under aload.Prior to hoisting a load ensure, that all personnel are out of the area below where the load isbeing hoisted and its expected path of movement.To avoid a hazard by hoisting the cable into the air, roll it off of the drawworks drum and pull itout the V-door.