transactions of the american institute of mining …library.aimehq.org/library/books/bulletin of the...
TRANSCRIPT
TRANSACTIONS O F THE AMERICAN INSTITUTE OF MINING ENGINEERS [BWJECT TO REVISION]
DISCUSSION O F THIS PAPER IS INVITED. I t should preferably be presented in p rson at'the Salt Lake meeting August 1914 when an abstract of the paper uill be read. If this is impossible, then discussion in knt ing d a y be'sent to the Editor. American Institute of Mimng Engineers, 29 West 39th Street. New York, N. Y., for presentation by the Secretary or other representative of its author. Unless special arrangement is made, the discussion of this paper will close Oct. 1, 1914. Any discussion offered thereafter should preferably be in the form of a new paper.
Precipitation of Copper from Solution at Anaconda
BY FREDERICK~LAIST AND F. F. FRICK, ANACONDA, MONT.
(Salt Lake Meeting, ~ u g h t , 1014)
Introduction
IN a leaching process, having obtained 'the copper in solution, the choice of .the precipitation method is influenced by the following factors:
1. Availability of precipitant. 2. Adaptability to the leaching process. 3. Final product desired. . .
4. Regeneration of leaching solutions. 5. Fouling of solutions: There are three general classes of precipitation methods: 1. The use of iron, scrap or sponge. 2. Electrolytic deposition. 3. The use of some gas or reagent by which the copper is obtained;
usually in the form of an intermediate precipitate which requires further treatment. For example, the precipitation of the copper as Cu2C12 from chloride solutions, with SO2 gas.
The use of iron is adapted to almost any process. It has the great advantage of extreme simplicity, an'd the recovery of the copper and any values present in a . highly concentrated, easily treatable form. The disadvantages are the cost in isolated places, the uncertainty of the scrap- iron market, and the fouling of the leaching solutions. The latter is a serious factor, when a reagent such as salt is used in them, which makes necessary their re-use.
Where applicable, electrolyfic deposition is very attractive. The copper is obtained in a form directly marketable, there is a regeneration of acid and no fouling of solutions. Unfortunately, chloride solutions do not lend themselves to. electrolysis. An entirely satisfactory anode inaterial has not yet been discovered, although magnetite, apart from being rather brittle, seems to answer the requirements fairly well.
The use of a method' of the third class is involved in many special

leaching processes, and is highly attractive theoretically. Such methods usually involve regeneration of leaching solutions, no fouling of solutions, and the use of some cheap reagent, as lime, or a by-product of the process itself, or of some process such as smelting. Some method of this kind is undoubtedly tha t of the future where electrolytic deposition is not appli- .
,.
cable. The copper solution from the 80-ton leaching plant, in, which the sand-
treatment method now being installed on a large scale was developed, averaged Cu, 1.91; Fe203+A1203, 3.88; N ~ I , 8.3 per cent.; Ag, 0.634 oz. The copper content of this solution cannot be increased much economic- ally. The application.of this solution to'successive lbts of roasted tailing, 1 from which about 10 lb. of- copper per ton can be recovered, would neces- sitate excessive washing of the tailing. The copper can be precipitated fro111 this solutionby means of scrap iron, the cement copper gojng di- rectly to the blast furnaces or converters. The use of sponge iron is illore attractive than the use of scrap iron, however. It can be made from calcines which contain about 50 per cent. iron. This makes the process , ., independent of the scrap-iron market. But the use of iron ne'cessitates the discard of about one-fourth of the solution each time to stop the accumulation of iron sulphate, and this leads to the loss of much valuable salt.
Owing to its high chlorine content the solution is not adapted to electrolysis.. With a view to getting s o m e t h i ~ l ~ better than scrap .iron, precipitation experiments have been and are being conducted on - . precipi- - . tation by sulphuretted hydrogen made from matte (also from calcium sulphate), sponge iron from calcined concentrafes, and sulphur dioxide from roasting-furnace gases.
I n the following discussion we shall attempt to explain the operation, difficulties, advantages and disadvantages, and the results obtainecl with each of these methods.
t
Hydrogen Sulphide . . ,,
Hydrogen sulphide was used as the precipitant in the work done on the experimental plant operated during the summer of 1912.
The precipitation tank, 10 by 10 by 7 ft., was equipped with an agita- tor and a system of lead pipes in the bottom for gas distribution. The 4
generator was a lead-lined iron drum 2 ft. in diameter and 4 ft. high. It , was built to stand 90 lb. pressure and fitted with air and steam connec- tions. The iron sulphide was put in through a hand hole in the top. The acid was introduced through an iron pipe by gravity. The gas passed through a lead main to the distributing pipes. When action ceased a plug was removed from the bottom of the tank, 90 Ib. air applied a11d the residue blown out.
The copper sulphide was filtered in a small hand-made wooden filter press, the inside dimensions of the frames of which were 12 by 12 by 1g in. Ordinary filter paper hacked up with heavy canvas was used. The copper sulphide was allowed to settle over night, the clear solution drawn off and the thickened residue drawn into a pressure cylinder, from which it was forced with 90-lb. air through a +-in. lead pipe to the press.
The absorption of the HzS gas was very inefficient. The gas entered under'considerable pressure and escaped in big bubbles through a depth of 36 f t . of solution., ,Some of the iron sulphide, which was the corn,- mercial kind, was of very poor quality. I t was foun'd that.when ground to 4 mesh the rate of evolution of the gas was about right.
A charge was 400 lb. of water, 100 lb. of 4-mesh iron sulphide, ancl 130 lb. of 66" BaumE acid which was slowly added. The acid strength .on starting was abo.ut24.5 per cent. and averaged 7.5 per cent. a t the end; 2.4 lb. acid per pound of copper were required for the generation of t he -H2S. The efficiency of the acid used in the generation was about 62 per cent. The efficiency of the FeS in the laboratory was 80.2 per cent., but in the plant only 54 per cent. was realized, due'to poor absorption of the gas. . .
About 100 lb. of matte were made by fusing in proper proportions a heavy pyrite cre, an oxidized iron ore, and lime rock, in graphite crucibles. This matte decomposed readily and.was 97.2 per cent. as efficient as the commercial FeS.
Analysis of Matte and FeS Matte, FeS,
Per Cent. Per'Ceni.,,. FeO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78.8 81.2 S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31 .1 ' .28.6 Cu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.23 . . . . . Ins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.8 0.4
The filtration gave some troublc, clue to defects in the press. When the press was working well the cakes were of about the consistency of cheese and assayed: Cu, 58; S, 29.0 per cent.; Ag, 69.5; Au, 0.04 oz. The cakes carried 48 per cent. moisture.
With a generator having an agitating device, and a properly designed . absorber, :there is no doubt but that a high efficiency could be obtained by .the use of this process. The reaction between CuS04 and the H2S liberates 1.55 lb. acid per pound of copper precipitated, and the reduction of the ferric salts also liberates some acid.
The advantages of this process are, 1. Regeneration of acid. 2. No fbuling of solutions. 3. A product which is high grade and can be readily worked into the
smelter process. -

1428 PRECIPITATION OF COPPER
4. The matte used in generating the HzS is enriched by removal of its iron and sulphur.
Another method of generating HZS which was considered, but not experimented with in connection ki th the present problem, consists of an adaptation of the Chance process, which is most successfully used for working up the so-called "soda waste," resulting from the manufacture of soda by the Le Blanc process. "Soda waste" is largely composed of calcium sulphide (CaS). This is finely ground and made into a thin mud with water and is then decomposed with carbon dioxide, the reaction being as follows: CaS + COz + HzO = CaC03 + H2S.
Experiments were made on this line by one of the writers several y,ears .I
ago and gave quite satisfactory results. The calcium sulphide (CaS) was made by reducing gypsum (CaS04) with coal in a shaft furnace similar to a lime kiln. The gypsum and coal were,formed into bricks with water. It was found that a vGy fair quality of calcium sulphide could be made in this manner, a yield of about 75 per cent. of the theo- retical being obtained. 7
The calcium sulphide was decomposed by means of gases taken from the reduction furnace. These averaged about 14 to 16 per cent. COZ and answered the purpose very well. Thc calcium sulphide absorbs the COz with avidity. No heat is required. A train of five cylinders, 1 ft . in diameter by 3 ft. tall, constructed of galvanized iron and connected by pipes and valves in such a way that any cylinder could be made the first (or last) of the series, was used for the decomposition 'of the CaS. The COz gas was forced through the cylinders by means of a small com- pressor. The gas on leaving the last CaS cylinder was conducted to a similar series of wooden cylinders containing copper solution, no inter- mediate pumping of the gas being required. The absorption of the H B was perfect. No odor whatever was perceptible a t the outlet of the last cylinder. The conversion of the calcium sulphide into calcium carbonate by the carbon dioxide gas was also perfect. No odor of Has could be detected when the residue from the tanks was dissolved in dilute hydro- chloric acid.
Sponge Iron
I n June, 1913, a sample of a concentrate high in iron sulphide was ,
roasted to a calcine assaying: SiOz, 4.3; FeO, 72.2; S, 4.2; Cu, 6.2; @e,- 56.2 per cent.
Two parts of this calcine were mixed with one part of fine Diamond- ville coal, sealed in a graphite crucible and heated to about 1,700" F. for
,a couple of hours. The residue had a copper equivalent of 1.77. (The '!copper equivalent" is the grams of sponge iron required tfprecipitate 1 g. of copper from a 1 per cent. copper solution prepared from crystallized copper sulphate.) A series of crucible tests followed, which gave suffi-
\ PRECIPITATION OF COPFER 1429
ciently good results t o warrant the collection and roasting of about 125 tons of the special high iron sulphide for further experiment.
The roasting was done in a 16-ft. six-hearth MacDougall furnace a t an average rate of 16.3 tons per day. Oil burners were used on the lower hearths t o maintain the temperature so that the roast could be carried below 4 per cent. in sulphur.
I
Assays of Concentrates and Calcine Concentrates Calcine
Per Cent. Per Cent. C u . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 . 7 . . . .
. . FeO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49.0 . . . . Ins.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.0 14.0 s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.4
A retort furnace was built near the leaching plant and operated during October and November, 1913. The equipment consisted of a three- retort coal-fired furnace, an elevation of which is shown in Fig. 1, and three air-tight cars for cooling the sponge. The retorts, similar to those used in gas making, were 88 f t , long, 15 in. deep, and 2 ft. wide inside, had 3 in. thick walls, and cast-iron fronts with gas connections. The fine reduced iron reoxidized so easily that air-ti&ht cars were necessary for cooling.
The charge consisted of a mixture of 30 parts ground Diamondville coal and 70 parts calcine. The first lot was prepared by grinding the coal, mixing with the calcine and grinding the mixture so that 96 per cent. passed 40 mesh. Later i t was found that it was unnecessary to grind the calcine. The coal was ground in a Hardinge mill so that 90 per cent. passed 60 mesh.
The first charge, only one muffle used, was left in for 24 hr. and gave a copper equivalent of 2.3. This was continued for a couple of weeks. The temperature was raised as fast as possible and the pyrometer reading was a t 1,600' for a t least 4 hr. before discharging. The pyrometer rod was not stuck down in the mixture, but was above it. The results from these charges were uniformly good, the copper equivalent varying from 2.2 to 3.0 g. iron per gram of copper. No special precautions were taken a t any time in charging or discharging. The samples of material were taken with a pipe sampler from a car of cooled material. The charge was always dampened to prevent too much dusting. The charges were about 450 t o 500 Ib. of original mixture. These gave on an average, 275 to 300 lb. of "iron." One charge during this time was rabbled every half hour for 9 hr. and the temperature worked up as fast as possible. It was dis- charged a t a temperature of 1,500" F. and gave a copper equivalent of 2.7 g. iron per gram of copper.
At the end of the first two weeks i t was deemed advisable to t ry to

1430 . PREClPlTAl'ION OF COPPER
get more material through the furnace, and a scheme was worked out to give each charge 8 hr. and work them off faster. This proved unsatisfac- tory. It was not possible to obtain more than 1,300" temperature and the resulting iron was very poor. About this time the muffles began t o crack and let air in. This naturally resulted in the production of a very poor grade of iron.
The best iron which was madc under the foregoing conditions was a black, dusty material. I t contained considerable coke and was quite light. The coarser calcine gave as good results as the ground material. Nonc of thc pyromctcr reaclings\vas ovcr 1,620". In all casesthe pyrome-
r
tcr tube was over and not buried in the mixture. Toward the end of the experiments, the muffles had quite a cake in the lower corners and on the bottom, which seemed to be more or less fused to them, and was impossible t o clean out.
It was early recognized that while a good sponge iron could be made in retorts, the fuel efficiency 'was low and the life of the retorts limited. So i t was decided to t ry reduction in a specially rebuilt MacDougall furnace. The furnace was so equipped tha t hot partly roasted calcine from another furnace was fed to the first hearth by a steel conveyor. The roasting was completed and the calcine preheated to 1,700° by oil

PRECIPITATION OF COPPER 1431
burners on the third hearth. The three lower hearths were equipped with oil-fired muffle floors. Fine coal was fed in on the fourth hearth. The . plan was to obtain a mixture of the preheated calcine and fine Coal on the lower hearths under strongly reducing conditions such that the reduction would be accomplished. The oil burners directed into the lower hearths worked alright but those into the muffles, due to the necessarily restricted size of the muffie, localized the flame too much, melting the bricks in the direct path of the flame and depositing carbon on the other portions.
The oil burners were removed and coal firing was tried. Two fire boxes were installed on the third floor, the fine coal being fed on the fourth floor. The addition of this cold coal lowered the temperature to such an extent that the-calcine did not reduce, and on increasing the -
temperature the coal burned off. It seemed impossible to get a high temperature and a reducing atmosphere a t the sanle time on the lower hearths. It was then decided t o add another fire box. At first i t was connected to the fifth hearth muffle only, but finally to both the fourth and fifth hearth muffles. While increasing the heat in these hearths,
. the muffles were poor conductors of heat and the piers and floors abovc burned out. Gas analyses made on the fifth and sixth hearths showed CO2, 15; 0 2 , 2.7; CO, 0.7 per cent., the temperature in the fifth hearth being 1,240" F. The best gas sample showed only 2.0 per cent. CO on the fifth hearth and this for only a short time.
Fine coke was next tried.and had the same effect of cooling the calcine: Though added on the third hearth, i t practically a11 dropped down to the fourth hearth before mixing with the calcine. By laboratory experiments it was shown tha t coke did not have the same reducing action on calcines as coal or charcoal under the same conditions and its use was discontinned. No appreciable reduction was obtained during this period. The product made by the furnace was magnetic, but showed no signs of metallic iron and would not precipitate any copper.
While using two fire boxes the coal burned was 4,000 Ib. per 24 hr. When the three were in operation i t required 7,500 Ib. per 24 hr. The special iron concentrates fed to MacDougall No. 62 a t a rate of 26 tons per -24 hr. averaged: Insol., 7.1; FeO, 47.6; and S, 46 per cent. They were roasted to 5 per cent. S.
Owing to the cooling effect of adding the coal dust to the calcine in the furnace, feeding a mixture of coal dust and calcine thoroughly mixed was tried. A nlixture of two-thirds calcine and one-third coal dust by weight was fed into the top of the furnace. No difficulty was experiencedin obtaining a high heat on the three upper hearths, but the lower hearths were cold. No reduction was obtained, due, probably, t o unavoidable leakage of air.
I n January, 1914, it was decided to start a new series of experiments. A series of laboratory experiments had been made in December using
Diamondville coal, Sunnyside coke, and charcoal as reducing agents. Equally good results were obtained from the coal and charcoal, but
(practically no reduction from the coke a t the temperatures used. The significance of these results was not appreciated a t the time, a s will be explained later.
The retort furnace was remodeled, a scrap cast-iron hydraulic cylinder 8+ ft. long and I8 in. in diameter, with a hinged door, being installed. This retort was operated for a couple of weeks with a mixture of 30 parts fine Diamondville coal and 70 parts calcine, with indifferent results.
In the meantime it happened tha t a crucible run was made, in the laboratory, using lumps of coal about thumb size instead of fine coal. , T o our surprise, excellent results were obtained. A new line of experi- ments was started in which calcine was heated and then mixed with coarse coal. A charge of calcine was heated to 1,500" in the retort and coarse coal was charged and rabbled in. The results were poor because of the difficulty of rabbling the coarse coal down into the fine calcine. How- ever, some reduction was obtained. 1
The great disadvantage of the retort method is the low fuel efficiency. . This was especially true when Diamondville coal, 38 per cent. volatile combustible matter, was used. The gas formed carried off the heat as rapidly as applied and the temperature could not be raised above 1,000" F. until it was driven off. I t was known that efficient reduction did not take place under 1,500" F., after all the gas was driven off; also that , while blast-furnace coke was not a reducer a t this temperature, charcoal - , was. So it was suggested thai the colce resulting from the coal must be I the reducer and that the hardness and character of the coke must be factors in its efficiency.
Diamondville coal assayed in 1912: volatile combustible matter, 38.38; fixed carbon, 45.28; ash, 10.01 per cent. It is not a coking coal, in the commercial sense, coke resulting from i t being very soft and friable.
A charge of fist-size Diamondville coal was coked in the retcrt a t 1,400" F. A cbarge of coke was ground, mixed'with calcine, and reduced in the retort with indifferent success. The next day the remaining coke, uncrushed, was charged with calcine into the retort. Conditions seemed to be just right this day and an excellent product resulted. The residue mas a gray spongy mass mixed with coarse unconsumed coke and had a copper equivalent of 1.4. It was now decided to preheat coke and calcine '
under efficient conditions and mix them in an air-tight container. The retort was shut down and a series of 40 crucible tests made in the
laboratory to determine conditions of time, temperature, per cent. of reducer, hardness of coke, possibility of mixing hot, and other details. The results of these experiments showed that if 15 parts of Diamondville coke and 85 parts of calcine could be preheated. t o 1,800" F., mixed, and I
/ maintained a t this temperature for a n hour, the resulting residue would have a copper: equivalent of 1.5.

PRECIPITATION OF. COPPER 1433
A double cr,ucible furnace to hold two No. 50 graphite crucibles was built. Oil burners were used' for heating. The miser was a sheet-iron shell 2 ft. deep and 20 in. in diameter l i n ~ d with 49 in. of fire brick. The mixer was providedwith an air-tight cover and three tuy&res, and placed on trunnions so it could be dumped. Coke was burned in t h e . . mixer to preheat it, air being supplied through the tuyhres. When the charge was ready the coke was dumped from tho mixer and the tuy6res closed.
Charges of calcine and coke were heated in the crucibles to between 1,700° and 1,800" F. and dumped together into the mixer. There was too much cooling in this manipulation and poor results were obtained. Put: ting the coke in the mixer and heating it by burning a part of it; using
'air through the .tuj&res; was tried. .This failed, due to the difficulty of getting the coke heated to a uniform temperature~throughout. However, a copper equivalent of 3.2 was obtained from a picked sample; ,
It was then decided.to build%wo small h,and-rotated, oil-fired, brick- lined cylinders for preheating, from which the charges could be very q ~ i ~ k i y drawn into the mixer. The soft ~iamondville coke was heated in one cylinder and the calcine in the other cylinder to 1;800° F. The cGrges were so small, however, that when they were .transferred to the mixer they lost about 300" F. in 'temperature. The resultant mkture, 1,500" F. a t the start,cooled rapidly and very poor results were obtainkd.
Heating a,mixture ~f the coke and calcine in one cylinder to 1,800° and then quickly sealing the ends, gave a product with a.copper equiva- lent of 2.35. This was so promising that a larger furnace of the Briickner type was made by lining a section of a White Howell furnace, 5 ft. in diameter and 12 ft. long, with 45 in. of fire brick about the middle ,and a 30-in. brick wall in each end, with a 12-in. opening in one end for . an oil burner and an 18-in. opening in the other for a stack connection. A 6-in. charging and discha,rging door was put in one side midway be- tween the ends, and a power drive arranged'which gave I .28 rev. per min- ute. This gave a furnace 4 ft. 3 in. in diameter inside and 7 ft. long, with a capacity of 2,400 lb. of charge. Fig. 2 is a photograph of this furnace, including the oil burner.
The sheet-iron box around the middle of the furnace is stationary and makes a reasonably air-tight space in which the sponge iron can be discharged without excessive oxidation. The discharging door revolves inside the box and the iron falls into a rapid stream of water in a launder belonr, where it is quenched and washed into a collecting box. Complete data on this furnace have not been obtained. However, the results ob- tained so far are satisfactory and no difficulties are Apparent which will prevent the development of the process to a commercial basis'.
\., The furnace is operated as follows: '1,400 lb. calcine are charged and-heated with a fuel-oil flame to about
5

1434 PRECIPITATION OF COPPER
1,3000 F. This requires about It hr. In a commercial plant the calcine would be drawn hot directly from tho MacDougall hoppers to the furnace. About 600 lb. of coal are then ~hoveled in through the front, in small lots. The furnace continues to revolve and in about ~ hr. after starting to charge the coal the hydrocarbons are burned off. The oil flame is again started. In Ii to 2 hr. the charge is up to 1,6800 to 1,7000 and reduction is complete. The discharging door is removed and the charge quenched.
We are making sponge iron with a copper equivalent of 1.5 on samples Rcr-ccned through a 14-mesh screen. The coal used amounts to 40 per cent. of the weight of t!IC calcin:; It is probable that this percentage
Fl • 2.-SPONGE IRON FURNACE.
can be reduced. Coke to the extent of 25 per cent. of the weight of the coal is recovered by screening the product discharged from the furnace. This coke cail undoubtedly be used again. The quenching works well, the quenched product averaging 1.7 copper equivalent. 'Fhe best results are obtained at a temperature of 1,6800 to 1,7000 F. If the temperature is carried much above 1,7000 F. there is a tendency for the charge to nodulize. The fuel consumption for heating, 20 gal. fuel oil to a ton charge, is very reasonable when it is considered that the process is interuiittent, the scale is small, and the apparatus is still in the experimental stage. We expect to present a paper later giving a full account of this process.
1435PRECIPITATION OF COPPER
Sulphur Dioxide Precipitation
When cupric copper in solution is reduced with 80 z, in the presence of chlorides, there is a precipitation of cuprous chloride, the amount of
FIG. 3.-Two-TON SULPHUR DIOXIDE PRECIPITATION PLANT•.
precipitation depending on the solubility of the cuprous chloride in the solution. The reaction is, 2CuC1z + O2 + 2H20 = Cu2Clz + H 2S0 4
+ 2HCl.
1436 PRECIPITATION OF COPPER
According to this reaction the equivalent of 1.54 lb. of HzS04 is regener- ated per pound of copper reduced. Actually, from our solutions, 2 to 2.5 lb. of acid per pound of copper reduced are regenerated, due to reduction of ferric salts and a catalytic action of the cuprous chloride. Either pure SO2, gaseous or liquid, or a gas containing 10 per cent. SO2 by volume, can be used for the reduction. A gas containing less than 8 per cent. SO2 by volume does not .give satisfactory results. The most satisfactory conditions for the reduction and precipitation of the copper, so far as we have determined them, are saturation of the cold solutions by passing the SOz gas through a t 15 lb. pressure per square inch, heating to boiling under 20 lh. pressure per square inch and then cooling to 60" to 70" F. The
cuprous chloride separates as a heavy white crystalline precipitate which settles readily.
Three and one-half tons of the 2 per cent. Cu solution carrying 8.5 per cent. NaCl have been precipitated in 500-lb. lots. An average of 80 per cent. of the copper and 100 per cent. of the silver,was precipitated, giving a tail solution carrying 0.4 per cent. Cu and 4.0 percent. HzS04, the cuprous chloride being soluble in this 8.5 per cent. NaCl solution to the extent of 0.4 per cent. Cu.
The first experiinents were made in a lead-lined iron aut&clave, ,, holding about 700 cc. ' The solution was saturated under 10 lb. pressure '
.PRECIPITATION OF COPPER 1437
per square inch.with pure SO2 gas, obtained from ,cans of liquid SO2, transferred to the auto-clave, and heated to boiling under 10 lb. pressure per square inch. On a leaching-plant solution carrying 1.5 per cent. Cu. a 71 per cent. precipitation was made.
The copper solution used in the following experimental work contained : Cu, 2.0; Fez03 + A1203, 4.6; NaCI, 4.8 to 8.5; HzS04, 0.5 per cent.; Ag, 0.45 oz.
A lead-lined pressure tank 1 ft . in diameter and 2 ft. deep, with a lead heating coil, was used. The copper solution from the 2,000-ton sands- ~eadhing plant will have about this analysis and carry 8.5 per cent. NaCl. The solution was saturated under pressure, which was maintained during the heating stage. At first pure SO2 was used. Later 10 per cent. SO2 gas made from pure SOz and air was tried. After the details of manipu- lation were worked out a 90 per cent. precipitation was made with no trouble. Following are the data of one of these runs:
Volume solution, liters.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26.5 Per cent. Cu in head solution.. . . . . . . . . . . . . . . . . . . . . . . . . 2.0 Per cent. NaCl in head solution.. . . . . . . . . . . . . . . . . . . . . . 4 . 8 Per cent. Cu in tail solution.. . . . . . . . . . . . . . . . . . . . . . . . . . . 0 . 2 Per cent. Acid in head solution.. . . . . . . . . . . . . . . . . . . . . . . . 0 . 5 Per cent. Acid in tail solution.. . . . . . . . . . . . . . . . . . . . . . . . 4.0
. Per cent. SO2 in gas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.0 Saturation time in hours.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.0 Heating time in hours.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 . 0 Final temperature in degrees F. . . . . . . . . . . . . . . . . . . . . . . . . 195.0 Saturation pressure in pounds.. . . . . . . . . . . . . . . . . . . . . . . . . 15.0 Heating pressure in pounds. . . . . . . . . . . . . . . . . . . . . . . . . . . . 20.0 . Per cent. precipitation.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90.0
NOTE.-Later by a change of steam connections the heating was accomplished in 3 hr.
Experiments were made on the operation of a MacDougall roaster to give a 10 per cent. gas. The furnace was run hot on a heavy feed of undried fine concentrates. The gas, obtained without difficulty a t 10 per cent., was drawn from the second hearth by a small compressor, and compressed to 90 lb. in a 5-cu. ft. oxygen cylinder. This gas gave as good results as the mixture of pure gas and air.
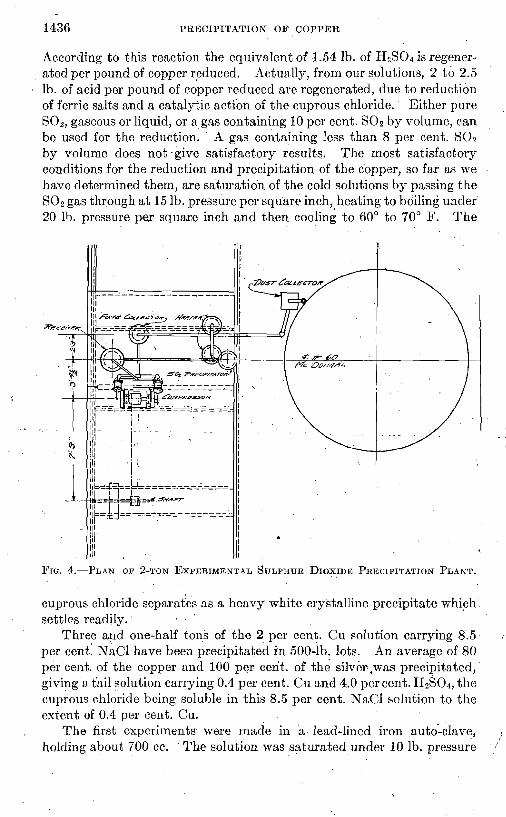
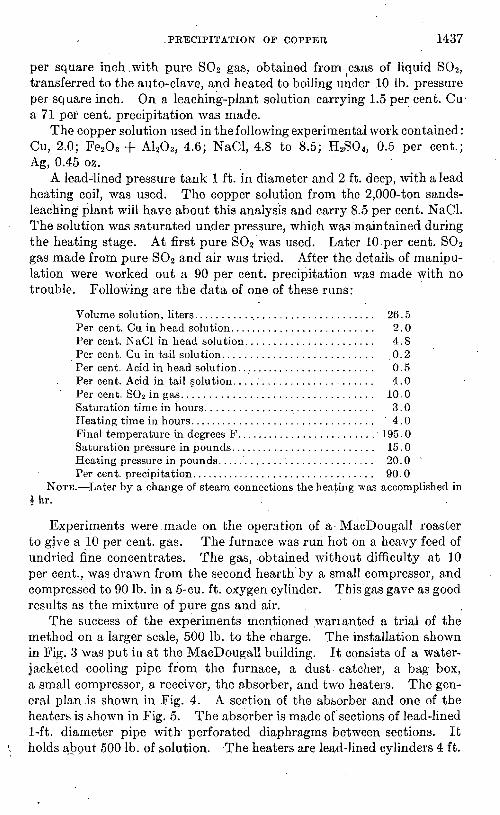
The success of the experiments mentioned war~anted a trial of the method on a larger scale, 500 lb. to the charge. The installation shown in Fig. 3 was put in a t the MacDougall building. It consists of a water- jacketed cooling pipe from the furnace, a dust catcher, a bag box, a small compressor, a receiver, the absorber, and two heaters. The gen- eral plan is shown in Fig. 4. A section of the absorber and one of the heaters is shown in Fig. 5. The abs~rber is made of sections of lead-lined 1-ft. diameter pipe with perforated diaphragms between sections. It
I holds about 500 lb. of solution. The heaters are lead-lined cylinders 4 ft.
long and 1 tf. in diameter. A woolen bag is used to remove the fine dust, and fum?. The residue in the bag consists of fine dust, elemental sulphur,
AB~D~PBZP
9 - LEHD SuPor~m
Dfl7.w~ OF CUNNkr/ON5
e r CONN,~C~/W \
C2 S' & I J / / d C - n Y
Xurvr h/& LEAO P/PE
FIG. 5.-SECTION O F ABSORBER AND HEATER. . ,
arsenic, and sulphuric acid, and is very corrosive, the bags lasting,only about 6 hr.

PRECIPITATION OF COPPER 1439
The absorber is charged with about 500 lb. of 2 per cent. copper solu- tion. The SO2 gas is forced in under the lowest diaphragm. A pressure of 15 Ib. per square inch is maintained by regulation of the vent. The gas has been passed through a t rates varying from 0.8 to 6.1 cu. f t . per minute. The absorption of the SO2 gas is almost complete for the first hour, and then gradually decreases to about 60 per cent. The solution changes from the blue cupric color to a greenish-brown color, and some CuzClz is precipitated. Samples are taken every hour, and after 2.5 to 3 hr. a small portion boiled in an Erlenmeyer flask and cooled has a characteristic appearance when the reduction is completed, which we have learned from experience indicates that the charge is ready for heating. The charge is drawn off in 125-lb. lots to the heaters. The heating time averages 35 to 40 min. The pressure is maintained a t 20 lb. After 35 to 40 min. the pressure is gradually reduced and the charge allowed to boil several minutes. The four heats from one absorber charge are drawn into a barrel, and after cooling over night the supernatant solution' is sampled for copper.
The first 18 runs were made on a solution running 2 per cent. Cu and 4.8 per cent. NaCl. An average precipitation of 90 per cent. of the copper was obtained. Then it was decided to increase the salt content of the solution to 8.5 per cent. the percentage which will be carried in the solu- tions from the 2,000-ton sands-leaching plant.
Ttable I shows the data of 14 runs. In all these runs, 500 lb. of copper solution assaying 2 per cent. Cu, 8.5 per cent. NaC1, and 0.5 per cent. H2SOrwas used. Thesaturation pressure was 15 lb. and the heating pressure 20 lb. per square inch. The absorption of the SOz gas varied from 60 to 75 per cent. The average copper content of the tail solu- tions was 0.36 and the average precipitation 81.7 per cent.
The operation of this plant was highly satisfactory. The only trouble experienced with the plant proper was the failure of the heater linings. The heaters were originally lined with old 6-lb. lead, and both failed. The first one which failed, after relining with new 8-lb. lead, served for 48 heats and then showed no appreciable deterioration.
Reduction of Cuprous Chloride
There are three methods of reduction of the cuprous chloride which have been worked out to some extent and which seem capable of develop- ment to a commercial basis.
1. Precipitation with sponge iron. 2. Reduction with coke with limestone present to 5ux and hold the
chlorine. : 3. Electrolytic reduction.
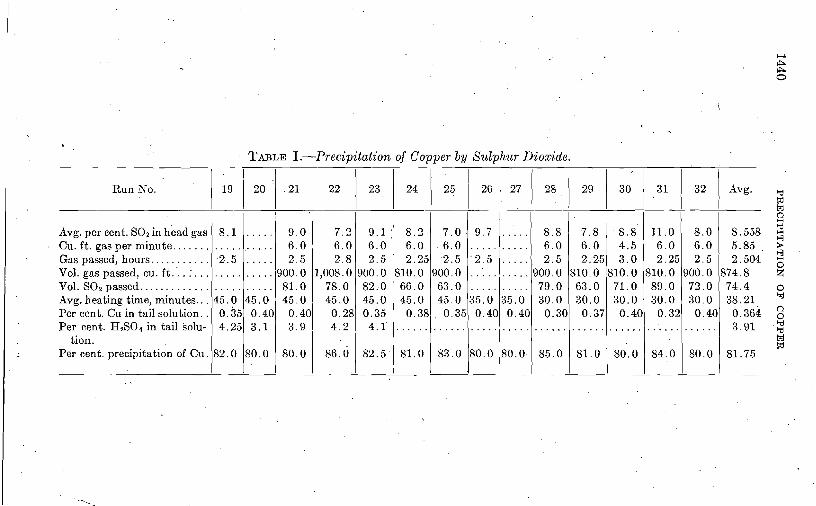
Run No.
Avg. per cent. SO2 in hkad gas Cu. ft. gas per minute.. . . . . .
. . . . . . . . . Gas passed, hours.. Vol. gas passed, cu. f t . . . : . . . Vol. SO2 passed.. . . . . . . . . . . . Avg. heating time, minutes.. . Per cent. Cu in tail solution. . Per cent. HzS04 in tail solu-
tion. Per cent. precipitation of Cu .
T ~ L E I.-Precipitation of Copper by Sulphur Dioxide. --
2 0 21 2 2 I 2 3 1 2 4 1 2 5 1 2 6 2 7 28 2 9 3 ; 3 1 1 3 2
-- I I I I I I I I I I I
Avg.

PRECIPITATION OF COPPER 1441
Precipitation with Sponge Iron
Sponge iron, when mixed with cuprous chloride 40 to 50 per cent. solids, gives a rapid and complete precipitation, with the evolution of considerable heat. The reaction is, CuzClz + Fe = 2Cu + FeC12. It is evident from this reaction that only one-half as much iron is required to precipitate the copper from cuprous chloride as from a cupric salt. A sponge iron with a copper equivalent of 2.30 on a copper sulphate solution gave a copper equivalent of 1.20 on cuprous chloride. The cement copper from the precipitation of copper from cuprous chloride with sponge i ~ o n is rather granular, settles readily and washes easily. A sample made from sponge iron with a 1.20 copper equivalent on cuprous copper assayed 56 per cent. Cu and 0.1 per cent. C1.
The precipitation of the copper from solutions by the SOz method followed by the treatment of the cuprous chloride with sponge iron make an effective combination. Concentrates may be roasted in a suitable furnace to make the required SO2 gas, and the hot calcine drawn directly from the hoppers beneath the roasting furnace into the revolving furnace for reduction to sponge iron. I n a suitable furnace the concentrates can be roasted to under 4 per cent. S and 10 per cent. gas produced. I t would figure about as follows: 100 tons concentrates assaying, Cu, 5.3; in- soluble, 6.4; FeO, 48.6; Fe, 37.8; S, 44.8 per cent., will roast to a calcine assaying, Cu, 8.4; insoluble, 10.6; FeO, 62.6; S, 3.7 per cent. About 40 tons sulphur or 80 tons SO2 are available. About 60 per cent. ,,Q \ of this SO2, or say 50 tons, can be absorbed in precipitation of the copper. The reaction is, 2CuClz + SO2 + 2H20 = CuzC12 + HzSOz + 2IIC1. I t is evident from this reaction that 50 tons SO2 will precipitate about 100 tons copper. I
The original concentrates contain 37.8 tons iron, of which 80 per cent. is available, for precipitation of copper, in the form of a sponge iron with a copper equivalent of 1.5 to 1.6 on copper sulphate solution and 0.8 to 0.9 on cuprous copper. Cuprous copper requires 0.44 Ib. pure iron per pound of copper for precipitation. 37.8 X 0.80 + 0.44 = 68.7 tonsdopper precipitated. This gives a comfortable margin of SOz for precipitation and any excess can, be easily wasted. The above calculation is rather rough, because, as before mentioned, the complete data of the sponge iron process are not yet worked out, but it is probable that it is not far off.
i The combination of the methods has these advantages: 1. The conversion of a large part of the SO2 from the roasting process
directly into sulphuiic acid in the leaching solutions, accompanied by the precipitation of the copper in a concentrated form, from which it can be recovered by precipitation with the sponge iron resulting from the reduc- tion of the calcine.
. . 2. The use of only one-half as much iron to precipitate the copper from
1442 PRECIPITATION OF COPPER . .
the cuprous form as from the cupric, and hence the return of only one- half as much iron into the leaching solutions to foul them.
3. The precipitation of the copper in a concentrated condition by a simple process, in a form easily washed and handled.
4. The possibility of the treatment of the~ferrous chloridewhich results in such a way that the valuable chlorides can be returned to the leaching solutions unaccompanied by iron.
Reduction with 'Coke in the Presence of .Limestone
By this method the cuprous chloride is directly reduced to metallic copper, by a furnace process, with the production of a calcium chloride ' slag fromwhich the chlorides may be leached and returned to the leaching .'
process. Cuprous chloride i$ very volatile a t high temperatures. How- ever, by having fine limestone about 10 to 15 per cent. in excess of the theoretical requirements, in intimate mixture with the coke and cuprous chlorjde, i t is possible to accomplish'reduction with a loss of not more than 5 or 6 per cent. of the copper.
A mixture of 100 parts'of slightly moist cuprous chloride, 65 parts limestone, and 10 parts coke was melted in a No. 50 graphite crucible and the melt poured into a sand mold. The button assayed 97 per cent. and the slag 0.88 per cent. Cu; 93.1 per cent. of the copper was recovered in .
the button and 1.4 per cent. in the slag, making a total recovery of 94.5 per cent. The slag, which carried 86 per cent. of the original chlorine in the cuprous chloride, and assayed 35 percent . Cl, "is leached for 2 hr: j with warm water; 56.6 per cent. was soluble and the residue assayed 1.6 per cent. C1. . This indicated a recovery of 98.7'per cent. of the chlorine in the slag and 84.9 per cent. of the original chlorine in the cuprous chlo- ride. This recovery was probably low, due-to loss of slag in cleaning up. The insoluble, consisting mostly of lime and carrying some copper, set'tled readily and could be worked up in the'smelter process, for its copper value without trouble.
Briquettes were madeof a mixture of 100 parts moist cuprous chloride, 75 parts limestone, 10 parts coke, and 5 parts cement, by hand pressure, and with a testing machine a t 2,500 to 5,000 lb. per square inch, in a die 3 in. in diameter. Excellent briquettes resulted in all cases, assaying about.26 per cent. Cu. A charge of briquettes was melted down in a small reverberatory about 12 in. wide and 20'in. long, using the f l a ~ i ~ e of, an oil burner for heating; 94.1 per cent. of the copper was recovered, 87.6 per cent. in a button and6.5 per cent. in the slag. A charge of briquettes was also fused in a small cupola; 93.9 per cent. of the copper was accounted .for, 90.8 per cent. in the button, which assayed.96.1 per cent. Cu, and 3.1 per cent. in the slag, which assayed 1.65 per cent. Cu..
I n all cases there was considerable fume.given off,:and the flame had a /
PRECIPITATION OF COPPER 1443
characteristic bluish color. It is very probable that with a suitable installation 95 per cent. of the copper could be recoveredin metallic form and in the slag, and that 75 per cent. of the volatile copper could be caught
. in a Cottrell treater or a milk of lime absorption tower.
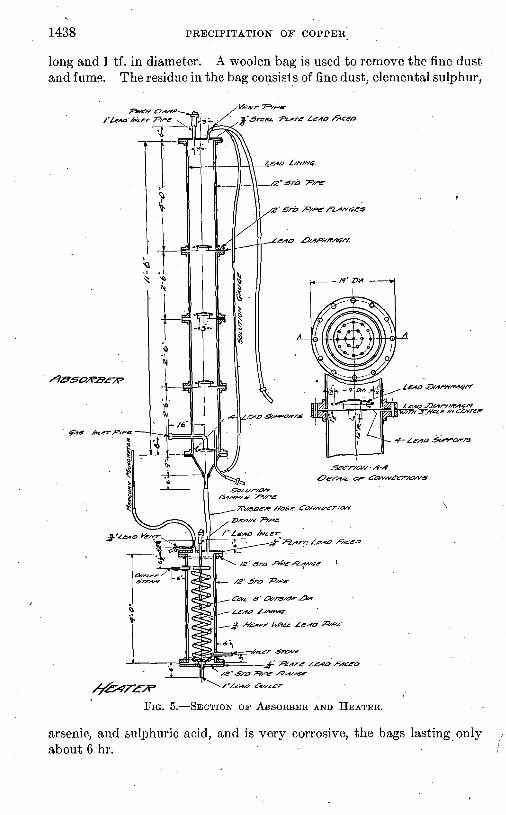
Electrolytic Reduction
The reduction of the copper from cuprous chloride by electrolysis requires only one-half the current which would be required to precipitate
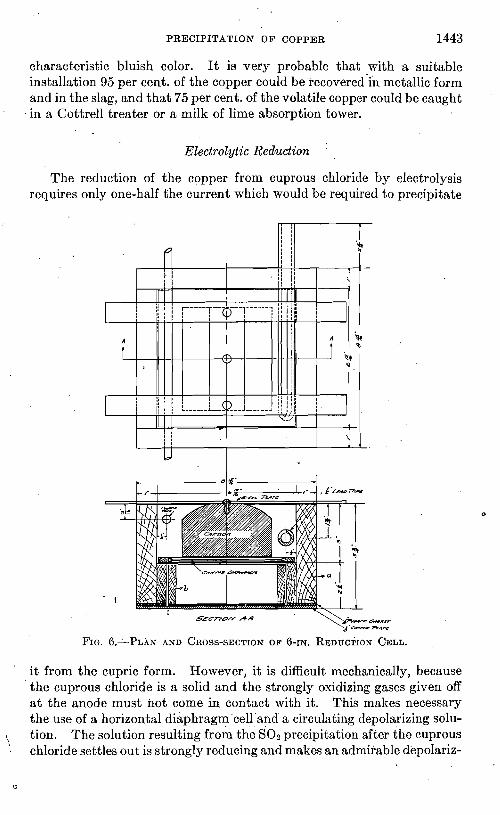
FIG. 6.-PLAN AND CROSS-SECTION OF 6-IN. REDUCTION CELL.
it from the cupric form. However, it is difficult mechanically, because the cuprous chloride is a solid and the strongly oxidizing gases given off a t the anode must not come in contact with it. This makes necessa,ry the use of a horizontal diaphragm'cell'and a circulating depolarizing solu-
\, tion. The solution resulting from the SO^ precipitation after the cuprous chloride settles out is strongly reducing and makes an admirable depolariz-
1444 ' PRECIPITATION OF COPPER
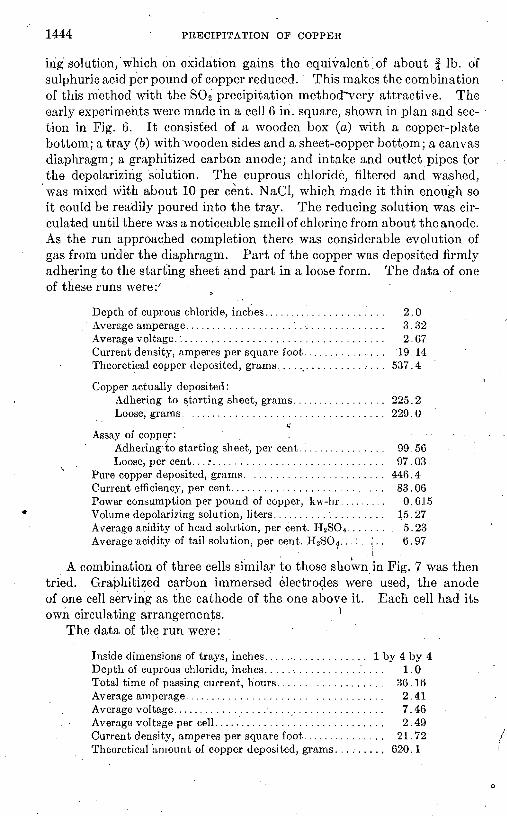
ilig solution,~which on oxidation gains the equivalent :of about 2 Ib. of sulphuric acid per pound of copper reduced. This makes the combination of this method with the SO; precipitation method-very attractive. The early experiments were made in a cell 6 in. square, shown in plan and sec- tion in Fig. 6. It consisted of a wooden box (a) with a copper-plate bottom; a tray (b) with'rvooden sides and a sheet-copper bottpm; a canvas diaphragm; a graphitized carbon anode; and intake and outlet pipes for the depolarizing 'solution. The cuprous chloride, filtered and washed,
'was mixed mith about 10 per c6nt. NaCI, which inade i t thin enough so i t could be readily poured into the tray. The reducing solution was cir- culated until there was a noticeable smell of chlorine from about the anode. > As the run approached completion there was considerable evolution of gas from under the diaphragm. Part of the copper was deposited firmly adhering to the starting sheet and part in a loose form. The data of one of these runs were:' . ,
Depth of cuprous chloride, inches. . . . . . . . . . . . . . . . . . . . . . 2 . 0 Average amperage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 .32 Average voltage. : . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.67 Current density, amperes per square foot. . . . . . : . . . . . . . . '19.14
. . . Tlleoretical copper deposited, grams. . . . , . . . . . . . . . . : 537.4
Copper actually deposited: Adhering to starting sheet, grams
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Loose, grams.. 'I
Assay of copper: / Adheringf,to starting sheet, per cent. . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . Loose, per cent. . 7 . . i
. . . . . . . . . . . . . . . . . . . Pure copper deposited, grams. . . . . . . . . . . . . . . . . . . . . Current efficiency, per cent. .
. . Power consumption per pound of copper, kw-hr. . . . . . . . . . . . . . Volume depolarizing solut,ion, liters. :
Average acidity of head solution, per cent. F12SO~. . Average'acidity of tail solution, per cent,. HISO1.. .
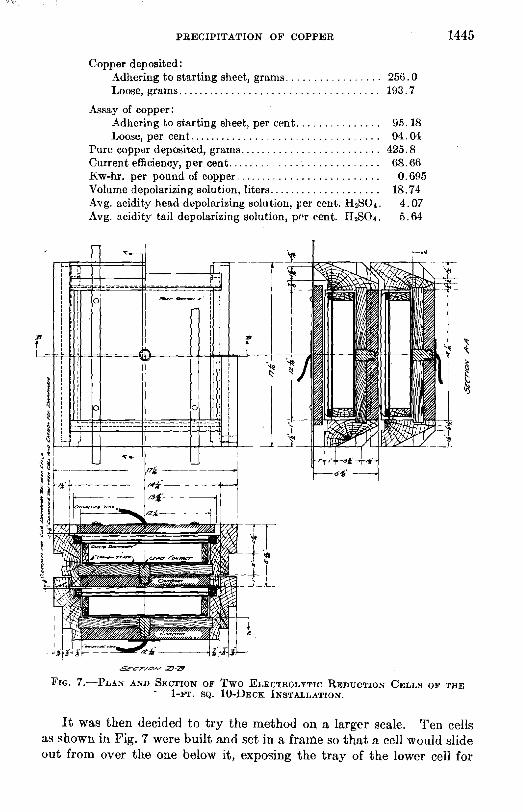
A combination of three cells similar to those shokn in Fig. 7 was then tried. Graphitized carbon immersed electrodes were used, the anode of one cell serving as the cathode of the one above it. Each cell had its own circulating arrangements. \
The data of the run were:
Inside dimensions of trays, inches. . . . . . . . . . . . . . . . . . . 1 by 4 by 4 Depth of cuprous chloride, inches.. . . . . . . . . . . . . . . . . . . . . . 1.0 Total time of passing current, hours . . . . . . . . . . . . . . . . . . . 36.16 Average amperage. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.41 Average voltage. . . . . . . . . . . . . . . . : . : . . . . . . . . . . . . . . . . . . . 7.46 Average voltage per cell. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.49 Current density, amperes per square foot . . . . . . . . . . . . . . . 21.72 /
Theoretical &mount of copper deposited, grams.. . ; . . . . . 620.1
1445 PRECIPITATION OF COPPER
Copper deposited; Adhering to starting sheet, grams . Loose, grams .
Assay of copper; Adhering to starting sheet, per cent . Loose, per cent " .
Pure copper deposited, grams . Current efficiency, per cent .. , . Kw-hr. per pound of copper . Volume depolarizing solution, liters '" . Avg. acidity head depolarizing solution, per cent. H 2S04 •
Avg. acidity tail depolarizing solution, p('r cent. H 2S0 4 •
256.0 193.7
95.18 94.04
425.8 68.66 0.695
18.74 4.07 5.64
oo
o
t ~ _~ , , ,i t;=~~-;::-:=I:--'*,=':..::='::=c:::;.="~"'~=.;~-:ff-'=_-:.=--=;--"":':'-:::'0'::':':_='=--=,:_=;':-"~I I: I
21 1
L~I=iI#=oI=t=~B=====I=+=
FIG. 7.-PLAN AND SECTION OF Two ELECTROLYTIC REDUCTION CELLS OF THE I-FT. sQ. lO-DECK INSTALLATION.
It was then decided to try the method on a larger scale. Ten cells as shown in Fig. 7 were built and set in a frame so that a cell would slide out from over the one below it, exposing the tray of the lower cell for
1446 PRECIPITATION OF COPPER
filling or removal. The cells were set on an incline of i in. to the foot, the overflow "ide being the high side. This made unnecessary the use of a dam on the overflow side to bring the solution in contact with the anode surface.
As yet the cell has not been worked out to an entirely satisfactory basis, but it seems capable of development.
Conclusion At present it seems advisable to precipitate the copper directly from
the copper solutions of the 2,000-ton sands-leaching plant with sponge iron. The precipitation of the copper from such solutions with sponge iron is being worked out and promises to be simple. Until the leaching process is established on a definite operating basis it does not seem advisable to introduce a complicated precipitation method.
The acid plant now building will have ample capacity for the first 2,OOO-ton leaching unit. When the time comes to build further units, the installation of an 802 precipitation plant will depend on considerations of first cost of acid and precipitation plants, cost of operation and other factors which undoubtedly will develop.