transformation to lean manufacturing by an automative component
TRANSCRIPT

ARTICLE IN PRESS
Please cite this article in press as: D. RAJENTHIRAKUMAR, P.R. THYLA International Journal of Lean Thinking (2011)
International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
Lean Thinkingjournal homepage: www.thinkinglean.com/ijlt
Transformation to Lean Manufacturing By an Automative Component Manufacturing Company
D. Rajenthirakumar* Department of Mechanical Engineering,
PSG College of Technology, Peelamedu Coimbatore,
641 004,Tamil Nadu, India E-mail Adres: [email protected]
P.R. Thyla Department of Mechanical Engineering,
PSG College of Technology, Peelamedu Coimbatore,
641 004,Tamil Nadu, India
A B S T R A C T K E Y W O R D S
A R T I C L E I N F O
Lean manufacturing, Value stream mapping (VSM),
Kaizenß
Received 09 May 2011
Accepted 11 May 2011
Available online 19 May 2011
Lean manufacturing is an applied methodology of scientific,
objective techniques that cause work tasks in a process to be
performed with a minimum of non-value adding activities. It has
been increasingly adopted as a potential solution for many
organizations, particularly within the automotive (Womack et al.
1990; Jones, 1999) and aerospace (Abbett et al. 1999; Womack
and Fitzpatrick, 1999) manufacturing industries. This work
addresses the implementation of lean principles in an automotive
component manufacturing company with a focus on tube sub-
assembly line. The main objective is to develop several strategies
to eliminate waste on the shop floor. This paper describes how
the value stream mapping (VSM) and other suite of lean tools
such as kaizen can be used to map the current state of a
production line and design a desired future state.
________________________________
* Corresponding Author
1. Introduction
Lean manufacturing is one of the initiatives that many major businesses have been trying to
adopt in order to remain competitive in an increasingly global market. The focus of the approach is
on cost reduction by eliminating non value added activities. Originating from the Toyota
Production System, many of the tools and techniques of lean manufacturing have been widely used
in discrete manufacturing (Liker, 1998; Womack and Jones, 1996). Applications have spanned
many sectors including automotive, electronics, white goods, and consumer products
manufacturing (Womack and Fitzpatrick, 1999).
In order to achieve the improved market share and compete with their global counterparts,
automotive component manufacturing industries in India necessarily need to improve productivity
while ensuring lower cost and world class quality. However, it is strongly believed that unnecessary
capital investment is not going to solve the problem; rather, this will turn out to be a waste in the
long run. In this direction, the implementation of lean principles is highly recommended, in order
to identify the areas generating waste; thus, it further facilitates the optimization of the operating
conditions in a minimal investment.

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
This paper presents a case study of a large-scale automotive component manufacturing industry which
needs to improve the productivity in one their tube sub-assembly lines. The work focuses on the
implementation of lean principles and to develop different strategies to eliminate waste.
2. Brief Literature review
Lean manufacturing whish derived from Toyota Production System is a philosophy for structuring,
operating, controlling, managing, and continuously improving industrial production systems (Sahoo et al.
2008). Some of the standard lean tools, like VSM, production smoothing (heijunka), continuous
improvement (kaizen), 5S, single-minute die exchange, total quality management, just-in-time, etc., have
been conceived by TPS. The goal of lean manufacturing is to minimize waste in terms of non-value-added
activities, such as waiting time, motion time, set-up time, and WIP inventory, etc. (Liker, 1998).
The successful application of various lean practices had a profound impact in a variety of industries,
such as aerospace, computer and electronics manufacturing, forging company (Liker, 1998) process
industry (steel), and automotive manufacturing (Macduffie et al. 1996). Their methodology is similar,
using lean tools, and they are adapted to the study variables, but the improvement point and the results
achieved are different. Considering the available literature, the present work is the first attempt that
explores the degree of use of lean principles in automotive component manufacturing industry and
provides direction for future continuous improvement.
3. Problem environment
The objective of this paper is to use a case-based method to demonstrate how lean manufacturing
principles when used appropriately, can help the industry eliminate waste, improve productivity and
product quality, reduce lead time and obtain better overall financial and operational control. A large scale
automotive component manufacturing company’s tube sub-assembly line is used to illustrate the method
followed.
The company produces drag links, centre links and tie rods for India’s major car manufacturing
companies. The typical operations involved for making the CDS and CEW: 50*6, 40*5, 45*4.5, 26*5 types
of tube are tube heating, squeezing single and double bending. The various component groups handled
by the product assembly line are double side squeezed tube, single side squeezed tube, single bending
with and without squeezing and double bending with and without squeezing. Fig. 1 shows the typical
products handled in the assembly line. Table 1 summarizes the overall nature of the assembly line.
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
2

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Figure 1. Typical products handled by the line
Table 1. Summary of the assembly line characteristics
Sl. No. Description Data
1. Nature of production system Batch production
2. Set-up time
Heating 30 min
Squeezing 45 min
Bending 50 min
3. Transfer of material Manual
4. Mean time between failure 6 days
5. Total man power 18 per day
6. Work-In-Progress 2200 units
7. Material travel distance 62 ft
8. No of machines involved 7
9. Space occupied 899 sq. ft.
The company was experiencing severe pressures, both internally and externally, to improve the
productivity of the assembly line. In recent years, the company has tried many options with huge capital
investments; however, the results achieved were not significant compared to the investment made. In the
pursuit of consistency, the management decided to implement lean principle. After several brain storming
and a thorough study of the shop floor, it was observed that the tube subassembly line consists various
forms of non-value-adding activities as follows:
High lead time
Accumulation of high inventory
Unnecessary material flow
High material travel distance
Poor Mean-Time-Between-Failure (MTBF)
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
3
Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Under-utilized man power
In order to implement lean principles, a task team was formed with people from different department,
all having wealthy knowledge and information pertaining to production, machinery, scheduling and
planning. The prime objective is to develop different strategies to reduce the level of non-value activities
present in any form by implementing the various lean tools. The research targets for the task team are as
follows:
Reducing change-over time to 10 minutes
Increasing the line productivity by 25%
Reducing the WIP to 200 units
Improving the material flow
4. Implementation and results
The lean tool VSM applied as a method to lead the activities. In order to visualize the non-value-added
activities it was decided to first construct the current state value map.
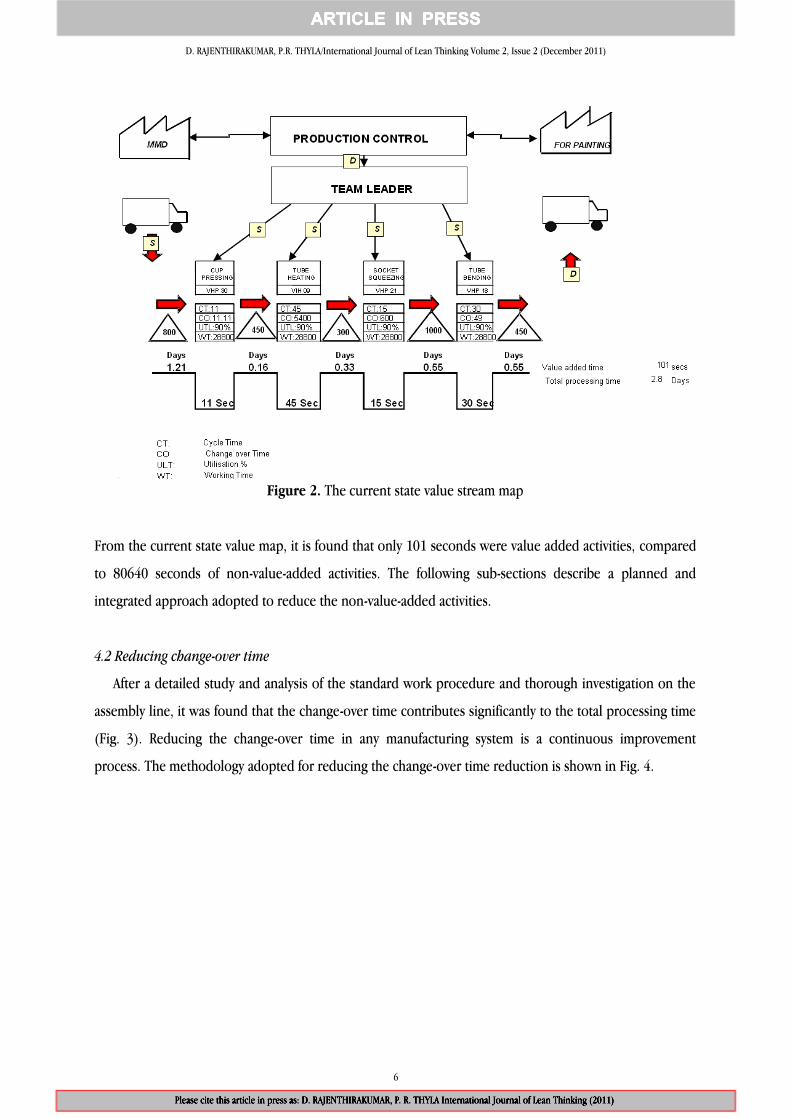
4.1 Constructing the current state value stream map
Relevant information from various departments is collected to construct the current state value stream.
Information related to the assembly line, such as cycle time at each work stations, machine down time for
each process, inventory, change-over time, set-up time, number of workers and operational hours per day
are also collected and documented properly. Table 2 summarizes the major activities associated with tube
subassembly line. To complete the value map, a timeline is added at the bottom of the map recording the
total processing time and the value-added time. Finally, the value stream map for the current state is
constructed as shown in Fig. 2.
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
4

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Table 2. Major activities in the tube subassembly line
Sl. No. Activity Description
1
Cup pressing GWI
2
Tube heating
3
Squeezing
4
Cup pressing GWO
5
Tube bending
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
5
Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Figure 2. The current state value stream map
From the current state value map, it is found that only 101 seconds were value added activities, compared
to 80640 seconds of non-value-added activities. The following sub-sections describe a planned and
integrated approach adopted to reduce the non-value-added activities.
4.2 Reducing change-over time
After a detailed study and analysis of the standard work procedure and thorough investigation on the
assembly line, it was found that the change-over time contributes significantly to the total processing time
(Fig. 3). Reducing the change-over time in any manufacturing system is a continuous improvement
process. The methodology adopted for reducing the change-over time reduction is shown in Fig. 4.
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
6

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Figure 3. Change-over time analysis
Figure 4. Methodology adopted for change-over time reduction
4.3.1 Tube bending process – Time study analysis
The various elements associated with change-over time are identified and different strategies are
implemented to reduce the change-over time. The standard work elements and work element time is
measured, documented and classified as internal and external as shown in Table 3. In order to reduce the
total change-over time, various strategies such as data documentation, method and time study, review of
standard work procedure and continuous monitoring are adopted. Fig. 5 summarizes the results of time
study.
Figure 5. Time study summary
Change-over time reduction
Change-over time reduction
during bending
Time study analysis
Kaizen Process improvement
Modified inspection Fixture standardisation
Change-over time reduction
during heating
Process standardisation
Squeezing set-up time reduction
Kaizen Improved die design
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
7

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Table 3. Standard work elements classification
Through brain storming conducted with the employees, a list of non-value adding activities are
identified. The Pareto chart of the non-value adding activities along with their time is shown in Fig. 6 and
Table 4 shows the improvement activities identified by the brainstorming.
Table 4. Improvements activities to eliminate NVA
Sl. No. Improvement activity NVA activity (number) addressed
1 Standardization of fixtures 8,9
2 Standardization of fasteners and accessories 2, 3, 5, 11, 14, 16, 17
3 Designated roller fixture stand with rolling trolley 6, 7, 10, 13, 18
4 Locations for trolley 1, 12
5 Standardization of height blocks 4, 15
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
8

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Figure 6. Pareto chart showing NVA along with their processing time
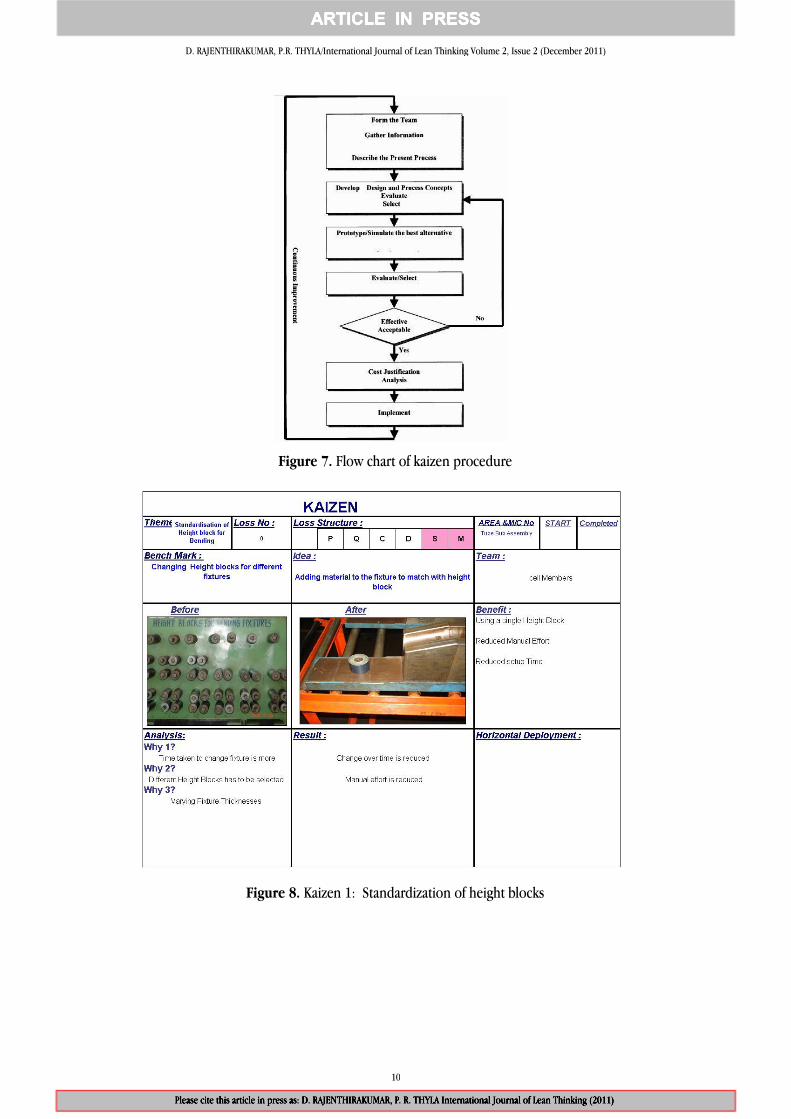
4.3.1.1 Kaizen
Keeping the change-over time reduction during bending process as an objective, the kaizen procedure
followed is shown in the flow chart (Fig. 7).
Step – 1: Form the team and gather information
In this step, the facts of the process and the direction for improvement are examined. This information
will be used in the next step, the current process, to gather information about the process.
Step – 2: Description of the process
Utilizing the kaizen methodology, the team will select the aspect of the process most in need of
improvement.
Step – 3: Decide goal of the team
After gathering detailed information about the current process, the kaizen team identified the goal, which
took into consideration the directions of the management. In this case, the team decided to focus on
improving the method of tube bending process. This improvement was expected to reduce 50% of the set
up time of that process. This reduction of time was, in turn, expected to reduce the change-over time and
manual effort.
Step – 4: Alternate methods – 1. Standardization of height blocks 2. Adjustable socket locator
Following the Kaizen methodology, the Kaizen team developed twenty ideas to improve the bending
process. Fig. 8 and Fig. 9 demonstrate two such alternatives at a glance.
Step – 5: Evaluate and select the best solution
The thirteen best kaizen among the twenty solutions are selected to improve the tube bending process
took into consideration the directions of the management.
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
9
Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Figure 7. Flow chart of kaizen procedure
Figure 8. Kaizen 1: Standardization of height blocks
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
10
Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Figure 9. Kaizen 2: Adjustable socket locator
Step – 6: Simulation and evaluation
To confirm the possibility of implementing the methods by the Kaizen team, a simulation was undertaken.
The team decided to see if it was possible to reduce the change over time with reduced human effort. To
do this, the team used Arena, one of the most powerful simulators with the animation function and an
easy-to-use interface. The results show that the change-over time during the bending process is reduced
from 2815 sec to 755 sec which is 73% change-over time reduction.
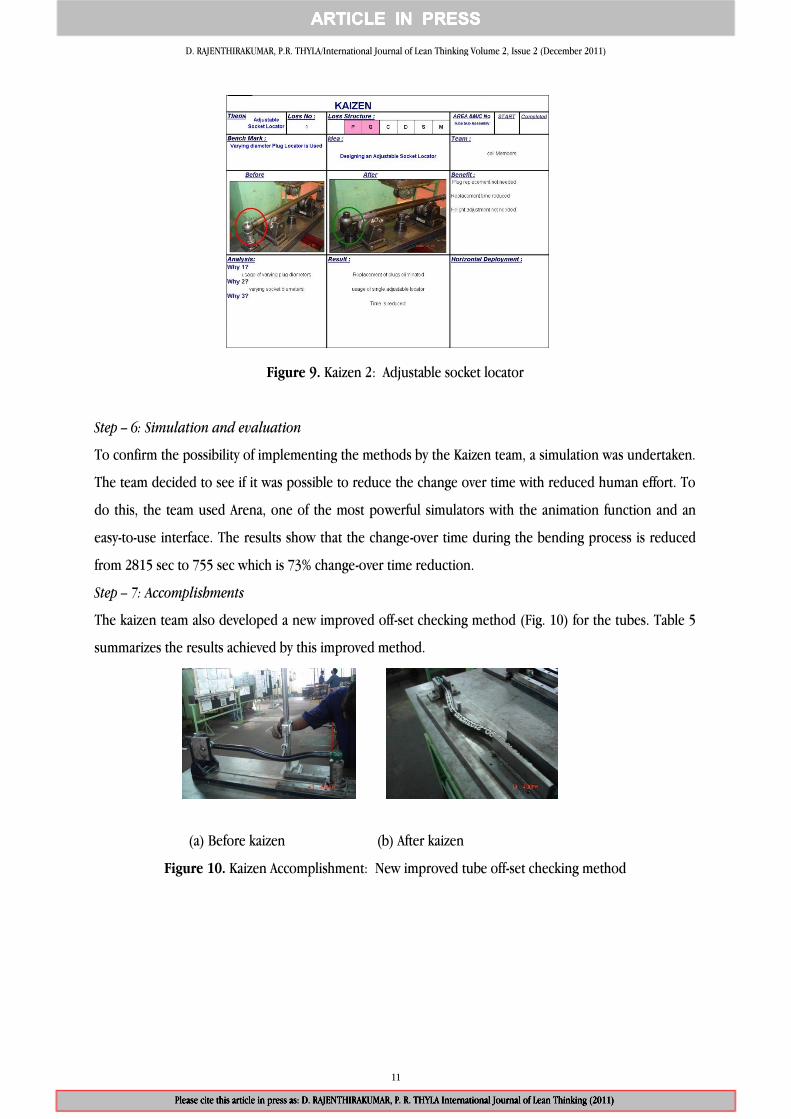
Step – 7: Accomplishments
The kaizen team also developed a new improved off-set checking method (Fig. 10) for the tubes. Table 5
summarizes the results achieved by this improved method.
(a) Before kaizen (b) After kaizen
Figure 10. Kaizen Accomplishment: New improved tube off-set checking method
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
11

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
Table 5. Improvements after new off-set checking method
Sl. No. Activity Processing time in seconds
Before implementation After implementation
1 Tube off-set checking 300 30
2 Lifting the previous fixture to the trolley 240 80
3 Moving the unloaded fixture to stand 150 60
5. Other improvements through lean principles
The summary of other improvements and financial benefits obtained after implementing lean principles in
the manufacturing shop floor is given in the Table 6.
Table 6. Summary of other improvements and benefits
Sl.
No. Description
Before lean
implementation
After lean principles
implementation Financial benefits
1 Production per day 1320 units 1740 units 32% productivity
improvement
2 Man power utilization
per day 18 14 3.6 Lakhs per annum
3 Machine utilization 7 6 6 Lakhs
4 Cost of power Rs. 1.3 per unit Rs. 0.3 per unit 9.6 Lakhs per annum
5 Space utilization 899 square feet 620 square feet 279 square feet space saved
6 Work-In-Process 2200 units 200 units Reduction of inventory by
2000 units
6. Concluding remarks
Due to increased customer expectations and severe global competition, the automotive component
manufacturing companies are desperately trying to improve productivity at lower cost and still retain
excellent product and service quality. Under these circumstances, the implementation of lean principles
improves the production environment with moderate investment. This case study carries evidence of
genuine advantages when applying lean principles to the manufacturing shop floor. Furthermore, the
benefits of lean are evident from the improved production output.
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
12

Please cite this article in press as: D. RAJENTHIRAKUMAR, P. R. THYLA International Journal of Lean Thinking (2011)
ARTICLE IN PRESS
References
Abbett D, Payne V, Gulfstream V (1999) Value stream tour. Lean Enterprise Institute, Atlanta.
Abdulmalek FA, Rajgopal J (2006) Analyzing the benefits of lean manufacturing and value stream mapping
via simulation: a process sector case study. Int J Prod Econ 107:223–236.
Houlahan CJ (1994) Reduction of front-end loading of inventory: making the airframe industry lean
through better inventory management. Massachusetts Institute of Technology, Cambridge.
Jones DT (1999) Seeing the whole: macro value stream mapping. Lean Enterprise Institute, Atlanta.
Laughlin, K (1995) Increasing competitiveness with a cellular process. Ind Eng (April):30–33.
Liker JK (1998) Becoming lean. Productivity Press, Portland.
MacDuffie JP, Sethuraman K, Fisher ML (1996) Product variety and manufacturing performance: evidence
from the international automotive assembly plant study. Mgmt Science 42:350–369.
Peters G, Lodge M, Goodrich BF (1999) Aerospace 717 engine nacelle. Lean Enterprise Institute, Atlanta.
Sahoo AK, Singh NK, Shankar R, Tiwari MK (2008) Lean philosophy: implementation in a forging
company. Int J Adv Manuf Technol 36:451–462. doi:10.1007/s00170-006-0870-2.
Womack JP, Jones D, Roos D (1990) The machine that changed the world. Rawson Associates, New York.
Womack JP, Jones DT (1996) Lean thinking: banish waste and create wealth in your corporation. Simon &
Schuster, New York.
Womack JP, Fitzpatrick D (1999) Lean thinking for aerospace: the industry that can afford its future. Lean
Enterprise Institute, Atlanta.
D. RAJENTHIRAKUMAR, P.R. THYLA/International Journal of Lean Thinking Volume 2, Issue 2 (December 2011)
13