tribology and corrosion aspects of wind turbines · pdf filetribology • science of...
TRANSCRIPT

national Centre for Tribology at Southampton (nCATS), School of Engineering Sciences, University of Southampton,Southampton, UK.www.southampton.ac.uk/ncats
Wind Energy - Challenges for Materials, Mechanics and Surface Science, 28th Oct 2010, IoP, London
Robert J.K. Wood
Tribology and corrosion aspects of wind turbines

Tribology
• Science of lubrication, friction and wear
• Sand and liquid particle erosion of blades
• Gearbox performance
• Bearings ( blade pitch and yaw, shaft etc)
• Oil/grease lubrication systems
2
Estimated life of wind turbines is about 20 years, compared to conventional steam turbine generator units that have averaged 40 years
The failure rate of wind turbines is about 3 times higher than that of conventional generators (due to transient loading).
Therefore, reliability is essential to the success of wind energy systems and this demands good tribological designs and practice coupled with appropriate condition monitoring. This would also reduce maintenance costs. 3
Introduction

Introduction
Sustainability of turbines needs to be increased
Offshore wind turbines require a suitable support structure
Tribology of offshore energy conversion technologies should consider the whole system not just the tribologicalcomponents in isolation
Corrosion now a growing focus.
Talk outline
• Overview of wind turbine industry:
• Tribological challenges
- Drive train and gearbox
- Rolling element bearings
- Premature subsurface fatigue
- Butterfly and White Etching Cracking (WEC)
• Corrosion control (a growing concern)
• Research inputs for alleviation
5

Tribology of wind turbines
• Includes solid particle (hail, sand, dust/salt particles etc) and foreign object damage of blades,
• tribocorrosion of blades and bearings,
• biofouling of tower and ice on blades causing increased drag,
• unknown and unusual loadings on bearings and seals (40°misalignment),
• extremely high torques through the drive train as well as lubricant degradation particularly from salt water contamination and atmospheric corrosion.
• All of these add uncertainty to the lifetime of tidal and wind turbines
6

Main tribological components
Generator
Brake
GearboxMain shaft and bearings
Coupling
Blade pitch bearings
Yaw bearing
Lubrication system

Size effect on Power and Torque
• The shaft power is proportional to R2 but probably more important to the tribological components is the torque which is proportional to R3.
8

9
Wind turbine size development
470 MNm
70 MNm
Economics of large turbines
unproven
After RS Heemskerk, TC Wind, SKF
Challenges
10
Gearbox: Step up from 10 to ~1500+rpm. Low-speed bearing is subjected to cyclic loads due to the transient loading. High-speed bearings are highly susceptible to failure being subjected to braking loads and grid coupling loads.
Yaw Drive: Adjusts blades in the direction of the wind at increments of a few degrees. A rolling slewing bearing and their control system suffer from premature failure by wear.
Pitch Drive: The blade pitch control bearings (typically Ø2m+) and the attendant control system also experience premature failure by wear.
Filtration: The gearbox oil used to lubricate bearings & gears is part of acirculatory system contained within the nacelle, which regulates oil temperature and filtering of contaminates. Pressure loss across the filters can reduce contaminate removal efficiency, which can be exasperated by cold starts.

Size: Yaw and Pitch bearings
• Large slew rings bearings are designed to be flexible and modelled to match the blade and hub stiffness to understand the real internal load distribution.
• Premature wear is mainly due to poor grease properties that do not prevent false brinelling (damage caused by fretting, with or without corrosion, that causes imprints that look similar to brinelling) or poor sealing. Solvable
11

Wind turbine gearboxes are designed to last 20years!
Average life is only 5 years.
Bearing fail = GBX replaced.Costs £0.1-0.3M.
Gearbox replacement cost
Gearbox
25-70% of downtime due to major component failure. Gearboxes failures
are below these figures while 60-85% of gearbox failures are due to bearing
failures.

Planetary gear system
~2m
Non-classical tribology
• Problem is not poor application of tribology but
• Variable and sometimes high wind loads and many stop-starts (transient loading).
• Flexible structures with often oscillatory behaviour
• Low maintenance regimes
• Premature failure modes have not been seen before
• Some incorrect choice of bearings and variable quality of supply
14

Gearbox bearings
~2m
Cylindrical roller bearing
~0.25m
Rolling elements & race

Stresses induced by rolling contact

Cylindrical roller bearing Gearbox bearingsRolling element/race
~5cm~5mm
Cross section
~2m~20cm
Small area
y (mm)z
(mm
)
Example contour plot of the maximum
orthogonal shear stress (τo) in outer
ring subsurface with a central Hertzianpressure of 1.7GPa.
Zone most likely for subsurface yield and rolling contact fatigue

Cylindrical roller bearing Gearbox bearingsRolling element/race
~5cm~5mm
Cross section
~2m~20cm
Small area
1mm
ForcePressure created in
oil film
Approx shear stressdistribution with depth
max
Zone likely to initiate subsurface
fatigue

Premature subsurface fatigue:
Butterflies and White Etching Cracks (WEC)
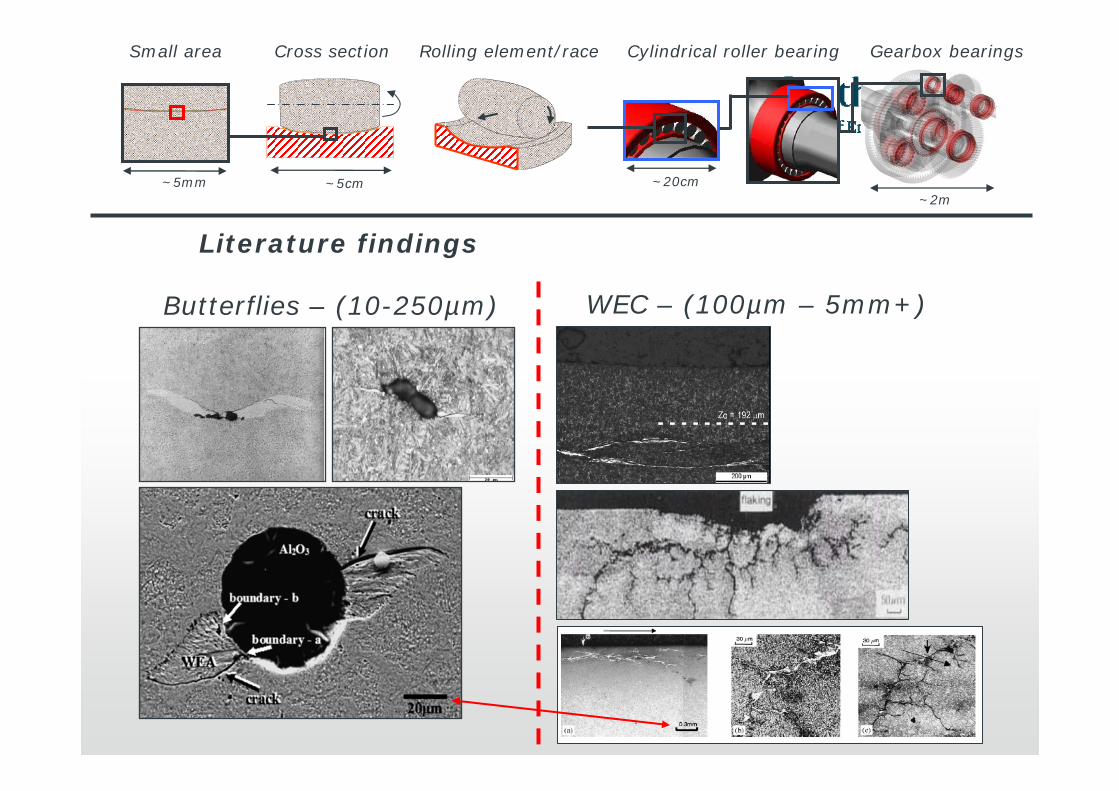
Butterflies – (10-250µm) WEC – (100µm – 5mm+)
Literature findings
Cylindrical roller bearing Gearbox bearingsRolling element/race
~5cm~5mm
Cross section
~2m~20cm
Small area

Cylindrical roller bearing Gearbox bearingsRolling element/race
~5cm~5mm
Cross section
~2m~20cm
Small area
Factors driving premature subsurface fatigue
- Slip between contact
- Surface shear stresses
- Metal-to-metal contact
- High water content in oil
- Certain oil additive types
- Static electric potential
- Standstill corrosion
50% of literature quote hydrogen as an
accelerator or root cause

Cylindrical roller bearing Gearbox bearingsRolling element/race
~5cm
Cross section
~2m~20cm
Small area
1mm
~1cm
~5mm
1mm
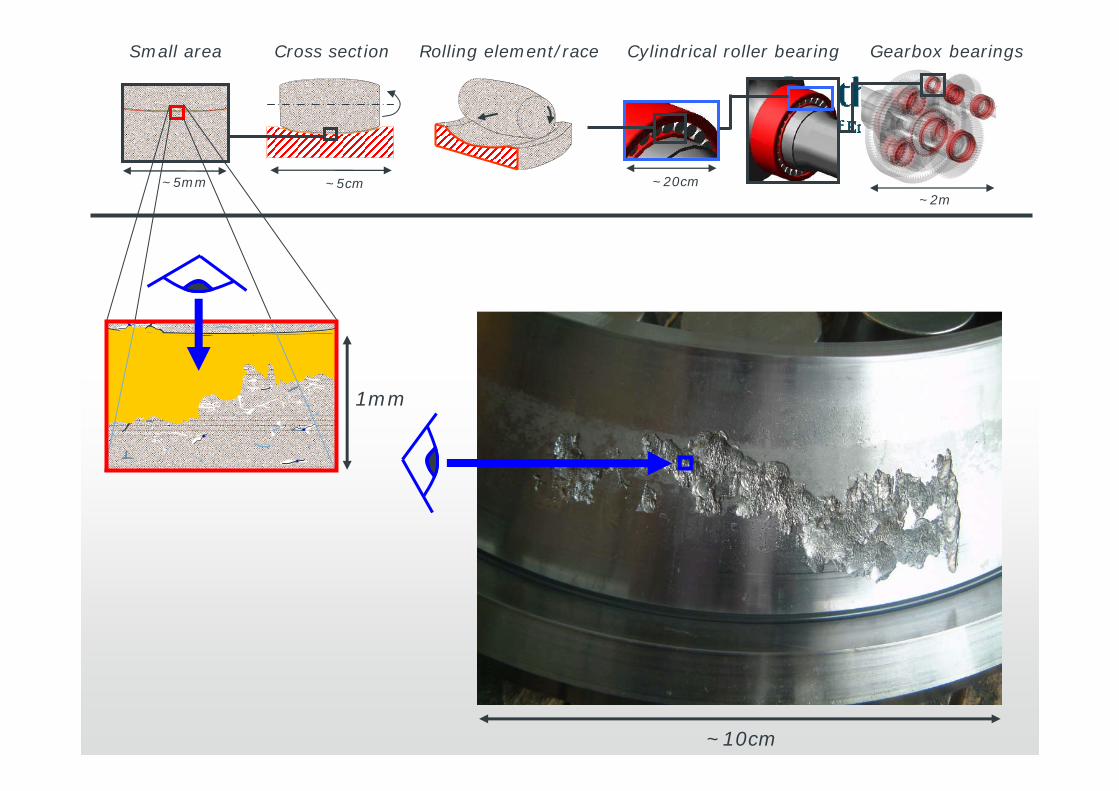
Cylindrical roller bearing Gearbox bearingsRolling element/race
~5cm
Cross section
~2m~20cm
Small area
~10cm
~5mm

Corrosion
• Seawater is a saline solution and a ionic conducting electrolyte.
• Invokes electrochemical reactions that drive metallic corrosion processes.
• Salt spray/droplets
• Flow corrosion
• Type and concentration of salt, dissolved oxygen concentration, temperature, orientation of surface etc
24

Interior corrosion protection
• improved painting systems
• maintaining a dry environment inside the machine via sealing.
• The gear and generator are cooled by heat exchangers recycling the air used in the air-cooling system.
• De-humidifying devices can be placed in the tower and nacelle room.
• The de-humidifying system maintains the interior relative humidity below the limit of any steel corrosion risk limit (60%).
• For additional protection, the main electric components (generator, control systems, etc.) have standby heating systems, preventing condensation, even during sudden variations in temperature.
25

26
External Corrosion Zones
Atmospheric corrosion zone
splash zone
Submerged zone
Rotor
Nacelle
Tower
sub-structuremoorings
Sea level

Structural
• Atmospheric Area -multilayered paint system Zinc primer (Thermal sprayed), silicon epoxy sealant, 2 part liquid epoxy, UV resistant top coat of polyurethane. 370 microns thick.
• The Splash Zone – 1 mm thick polyester sprayed coating –this zone needs specialist inspections/monitoring.
• The submerged area – coating plus CP (sacrificial anodes or impressed current)
• 10 to 20 year coating life
27
Power generation • Use of VCI (Vapour Corrosion Inhibitor)

Corrosion accelerated damage
• Stand-still corrosion can affect bearing life
• Small amounts of water ingress into lubricant coupled with modest temperature cycles between running (frictional/flash temperature heating) and stand-still.
• Axial cracks on bearing surfaces and spalls correlate to extent of surface corrosion.
• Extent of visual corrosion correlates with subsurface damage (Cracking).
• Possible link between corrosion and hydrogen generation and associated acceleration of WEA/WEC and reduced fatigue life.
28
Condition monitoring
Condition-based maintenance for wind turbines is relatively new but is a fast developing research area.
Various on-line and off-line monitoring techniques, including vibration, temperature, debris and electrical monitoring, are being developed for wind turbine condition monitoring. Potential additional techniques include Acoustic Emission, thermal imaging, ultrasonic, fibre optics etc
However, adaptation of these techniques has been challenging and the effectiveness is affected due to rapidly varying load, slow-speed rotation and non-rigid foundations.
29

Currently PhD programmes:
– Intelligent health monitoring of oil lubricated hybrid bearings using multiple sensors and GMM approaches developed within the group.
– Premature subsurface failures in wind turbine gearbox bearings (sponsored by Vestas Wind Systems)
– oil age detection using integrated smart sensors (sponsored by Shell Global Solutions, UK)
Research strategy:
– Develop robust sensing techniques and advanced signal processing methods for tribological applications, e.g. subsurface crack and lubrication regime detection using acoustic emissions and electrostatic sensing.
– Develop low friction and wear resistant surfaces such as textured surfaces and self assembled monolayer.
– Modelling of interfaces.
Current Research

Green lubricants
Nano additives development (EP additives)
Solid lubricants and low friction coatings (for extreme environments)
• Use wet and dry depositions to produce v. low friction coatings • nanostructured and hydrophobic • with embedded Nano Particles
IF-WS2 Red - Synthetic oilBlue -Synthetic oil with 0.1% IF-WS2 NPs
Current Research

Corrosion monitoring systems - (BAE Systems, Rolls-Royce, Dstl, GE are all seeking critical information on the most damaging localised corrosion processes).•Provide early warning of costly corrosion damage and critical information on location, and importantly the rate of deterioration. Vital for the economic viability of offshore renewable power generation (wind, wave and tidal).•Effective condition monitoring is essential to make these system economical viable in this very challenging and unforgiving environment.
Antifouling / biocorrosion / biofilm sensing – exploring the bio-electrochemical interface (biologically catalyzed process – surface degradation to the autocatalytic generation of biocides).
Ship resistance effects of marine biofilms and slime fouling (enhance hydrodynamic performance and the science of biofilm attachment).

Natural Product AF Films and Coatings
Current Research Focus:
Incorporation of Natural Products (NP) in marine paints as environmentally acceptable antifoulants
Synthesis of polymeric self-polishing marine paint binders
Laboratory and marine exposure testing of novel antifouling (AF) coatings
Strategic Vision:
Future AF coatings will rely less on toxic compounds and more on surface effects to deter fouling on ships’ hulls
Formation of “slime” (a resistant film of bacteria and microalgae, e.g. diatoms) on the latest generation foul-release AF coatings leads to increased drag and fuel consumption. A solution to this problem is the next challenge for AF technology
Chondrus crispus – a source of NP
Polymer synthesis
Coating formulation and testing

The bearing issues due increasing bearing sizes and extremely high and variable loads. Quality of the steel used is an issue.
The additional cost of providing unexpected maintenance and/or repair significantly affects the cost of wind energy as a whole and undermines the reputation of this green energy source to producereliable energy.
Current bearing and gearbox standards are not good enough to ensure the turbine works well.
Corrosion a growing area of concern particularly corrosion-induced but dynamically driven failures. Drastic reduction in bearing life associated with stand-still corrosion.
Condition monitoring has potential to predict premature failures.
Conclusions

Further reading
R.J.K. Wood, A.S. Bahaj, S.R. Turnock, L. Wang, M. Evans, Tribological design constraints of marine renewable energy systems, Phil. Trans. R. Soc. A 28 October 2010 vol. 368 no. 1929 4807-4827.
35

Thank You!
Prof Robert J K WoodnCATS Director
email: [email protected]: +44 (0) 23 8059 4881web: www.soton.ac.uk/ncats
Advance invitation to: One day workshop on Marine energy systems: Tribology and corrosion, March 2011, nCATS, University of Southampton