título: tecnología de soldadura para una torre soporte de
TRANSCRIPT

Título: Tecnología de soldadura para una torre soporte de aerogenerador con baja
potencia
Autor: Jorge Felix Pérez Nuñez
Tutor del trabajo: Dr. C. Carlos René Gómez Pérez

Title: Welding technology for a low power wind turbine support tower
Author: Jorge Felix Pérez Nuñez
Thesis Director: Dr. C. Carlos René Gómez Pérez
Curso 2018-2019

Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de
Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria “Chiqui
Gómez Lubian” subordinada a la Dirección de Información Científico Técnica de la
mencionada casa de altos estudios.
Se autoriza su utilización bajo la licencia siguiente:
Atribución- No Comercial- Compartir Igual
Para cualquier información contacte con:
Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de Las
Villas. Carretera a Camajuaní. km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830
Teléfonos.: +53 01 42281503-1419

Agradecimientos
Me gustaría agradecer a cada persona que hizo posible este trabajo de diploma por apoyarme
y alentarme a nunca rendirme. Agradecimientos especiales a mi familia: mi mamá Maray
Nuñez León y mi papa Jose Felix Pérez Vizcaino, porque me ayudaron a lograr mis metas y
sueños sin importar nada y porque lucharon a mi lado en cada batalla y celebraron cada
triunfo. A mi talentoso tutor Dr. C. Carlos René Gómez Pérez, por su duro trabajo y
dedicación. A todos los profesores que me ayudaron durante este proceso y durante toda la
carrera, por su contribución, apoyo y sugerencias constructivas. A mis amigos, que estuvieron
siempre pendientes y dispuestos a ayudarme si lo necesitaba.
A todos, muchas gracias.

Resumen
En el presente trabajo se elaboran las tecnologías para los procesos SMAW y GMAW, de
uniones soldadas con costuras de filete horizontal y vertical, bilaterales, para fabricar una
torre soporte de aerogenerador. El material de la torre es acero ASTM A36 con
susceptibilidad al agrietamiento en frío y en caliente. Las costuras I, II, III, IV y V,
realizadas con SMAW y electrodo con clasificación AWS 5.1 E7018, de nombre
comercial Kobelco LB-52-18 y diámetro 3,2 mm. La costuras se realizan en 2 pasadas,
empleando una corriente de soldadura de 90 A, voltaje de 24 V y velocidad de avance de
6,85 m/h, exceptuando la costura IV, la cual se realiza con una velocidad de avance de
10,6 m/h. El proceso GMAW se lleva a cabo con un electrodo AWS A 5.18 E70S-6, de
nombre comercial Kobelco MG-51T. Con este proceso para las costuras I, II, III y V se
emplea única pasada por cada lado, diámetro de electrodo de 1,2 mm, 235 A de corriente
de soldadura, voltaje de 25,75 V, velocidad de avance de 5,12 m/s, velocidad de
alimentación del alambre de 108,8 mm/s y consumo del gas protector de 12 l/min. Para la
costura IV, se emplea única pasada por cada lado, con diámetro del alambre de 1,2 mm,
corriente de soldadura de 233 A, voltaje de 25,65 V, velocidad de avance de 7,96 mm/s,
velocidad de alimentación de 107,2 mm/s y un caudal de 11,92 l/min. En los cálculos
económicos, el costo total de la soldadura SMAW es de 31,55 CUC, mientras que el
proceso GMAW presenta un costo total de 32,86 CUC.

Abstract
In this work, the technologies for the SMAW and GMAW processes, of welded joints
with horizontal and vertical fillet welds, are developed, to manufacture a wind turbine
support tower. The tower material is ASTM A36 steel with susceptibility to cold and hot
cracking. Seams I, II, III, IV and V, execution with SMAW and electrode with AWS 5,1
E7018 classification, trade name Kobelco LB-52-18 and diameter 3,2 mm. The welds are
made in 2 passes, using a welding current of 90 A, 24 V voltage and feed rate of
6.85 m/h, except when sewing IV, which is done with a feed rate of 10,6 m/h. The
GMAW process, with an AWS A5.18 E70S-6 electrode, commercial name Kobelco MG-
51T, is carried out. With this process for welds I, II, III and V, only one pass is used on
each side, electrode diameter of 1,2 mm, 235 A of welding current, voltage of 25,75 V,
feed rate of 5,12 m/s, wire feed speed of 108,8 mm/s and protective gas consumption of
12 l/min. For IV weld, only one pass through each side is used, with 1,2 mm wire
diameter, 233 A welding current, 25,65 V voltage, 7,96 mm/s feed rate, speed of feed of
107,2 mm/s and a flow rate of 11,92 l/min. In the economic calculations, the total cost of
SMAW welding is 31,55 CUC, while the GMAW process has a total cost of 32,86 CUC.

Índice
Introducción ............................................................................................................................................1
Capítulo 1: Diseño de las uniones soldadas ..........................................................................................6
1.1. Consideraciones sobre el material base ................................................................................6
1.2. Caracterización de las uniones soldadas ..............................................................................8
1.3. Cálculo de resistencia de las uniones ....................................................................................9
1.4. Conclusiones parciales ........................................................................................................ 13
Capítulo 2: Cálculos tecnológicos de los procesos de soldadura ..................................................... 15
2.1. Análisis de la soldabilidad del acero ASTM A36 .............................................................. 15
2.2. Cálculo tecnológico para el proceso SMAW ..................................................................... 16
2.3. Cálculo tecnológico para el proceso GMAW .................................................................... 24
2.4. Conclusiones parciales ........................................................................................................ 30
Capítulo 3: Cálculos económicos de los procesos de soldadura ...................................................... 32
3.1. Cálculo de los costos económicos para el proceso SMAW ............................................... 32
3.2. Cálculo de los costos económicos para el proceso GMAW .............................................. 41
3.3. Comparación de las tecnologías SMAW y GMAW ......................................................... 50
3.4. Conclusiones parciales ........................................................................................................ 50
Recomendaciones ................................................................................................................................ 53
Bibliografía ......................................................................................................................................... 54
Índice de figuras ............................................................................................................................... 55
Índice de tablas ................................................................................................................................. 55
Corriente ............................................................................................................................................... 59
Índice de abreviaturas
A: amperes
A: área
AMD: área del metal a depositar
Aw: longitud de la costura
C: cateto de soldadura
Cantcost: cantidad de costuras
Ccs: costo del consumible
CE: costo del electrodo
CEE: costo de la energía eléctrica
CF: costo del fundente
CGP: costo del gas protector
CMO+AMD: costo de la mano de obra y administrativo
Cts: costo total de soldadura
CTUS: costo total unitario de soldadura
CUCS: costo unitario del consumible de soldadura
CUEE: costo unitario de le energía eléctrica
CUMO: costo unitario de mano de obra
CUTS: costo unitario total de la soldadura
D: densidad de la corriente
de: diámetro de electrodo
DPBC: determinación de la distancia pieza boquilla de contacto

ED: eficiencia de deposición
ET: eficiencia total del electrodo
F: carga concentrada
F1: área del filete
fQMf: fuerza cortante producto del momento flector
F2: área del refuerzo
FG: gas protector
FO: factor operador
f: fuerza unitaria
Fpp: área de las pasadas posteriores
Fpr: área de las pasadas de raíz
H: hidrógeno
HSC: índice de sensibilidad al agrietamiento en caliente
Is: intensidad de la corriente de soldadura
Isr: intensidad de la corriente de soldadura recomendada
K: espesor de cálculo
K-1
: constante para los aceros
Ki: valor de coeficiente
KV: valor de coeficiente
L: longitud de arco
L1:distancia de aplicación
LC: longitud de la colilla

LE: longitud del electrodo
LT: longitud total
MEC: masa del electrodo que se consumirá
Mf: momento flector
MMD: masa de metal a depositar
Npr: número de pasadas de raíz
NTP: número total de pasadas
Pcm: composición química del acero
PE: precio del electrodo
PG: precio del gas protector
Pkwh: potencia eléctrica
Pw: coeficiente de sensibilidad al agrietamiento en frío
q: carga de viento por unidad de área
Qgas: flujo de gas
R: reacciones en los apoyos
Ua: voltaje de arco
V: volt
Va: velocidad del alambre
Vs: velocidad de soldadura
σ: tensión última

1
Introducción
En la Empresa de Antenas debe afrontar el diseño y construcción de una torre para soporte de
aerogenerador con baja potencia. El diseño de la estructura fue realizado en un trabajo de
diploma [1]. Sin embargo, este diseño no incluye los cálculos de resistencia de las uniones
soldadas, así como tampoco la tecnología de soldadura para su fabricación.
Luego, en este proyecto se proponen dos tecnologías de soldaduras: una por soldadura manual
por arco eléctrico con electrodo revestido (conocido como SMAW, por sus siglas en inglés) o
por soldadura por arco con electrodo revestido (111), según bibliografía) y otra soldadura con
protección gaseosa activa y electrodo fusible (conocido como GMAW, por sus siglas en
inglés) o 135 [6].
La soldadura por arco eléctrico manual (SMAW), es el procedimiento de fusión de metales
más empleado en la industria. Mediante la aplicación de calor intenso (>5000 ºC) producido
por un arco eléctrico, el electrodo conductor recubierto de longitud finita, se funde
permitiendo la fusión de piezas metálicas. Tras el enfriamiento y la solidificación se produce
una unión metalúrgica. Este proceso presenta varias ventajas como, el equipo es relativamente
simple, barato y portátil, tanto el metal de aporte como el medio para proteger al metal de
soldadura se garantizan por el propio electrodo recubierto, no es necesario el empleo de un
gas protector auxiliar o de fundentes, puede emplearse en áreas de acceso limitado y permite
la soldabilidad de la mayoría de los metales y que se realice en todas las posiciones. Entre sus
desventajas se encuentra que es un proceso relativamente lento, requiere gran habilidad por
parte del soldador debido a que el proceso es manual, no es aplicable en metales de bajo punto
de fusión como zinc, plomo y estaño y no es aplicable a espesores inferiores a 1,5 a 2 mm.
El proceso GMAW también se basa en un arco eléctrico, sin embargo, en este caso surge
entre un alambre-electrodo desnudo, que se alimenta continuamente y el metal base. Dicho
proceso se realiza bajo la protección de un gas suministrado externamente, que puede ser
inerte, activo o de una mezcla de ambos. Dicho gas protege a la soldadura de los efectos
dañinos del O2 y del N2 del aire. Sin embargo, también tiene ciertas desventajas; mientras que
cualquier proceso funciona adecuadamente en interiores, la soldadura GMAW en exteriores
se dificulta debido a factores atmosféricos como el viento. [6]

2
Las principales ventajas de este proceso son, es el único proceso de soldadura por arco con
electrodo consumible que puede emplearse para la soldadura de todos los metales y aleaciones
comerciales, permite que se realice la soldadura en todas las posiciones, comparado con el
proceso SMAW requiere menor nivel de habilidad por parte del soldador, comparado con el
proceso SMAW y GTAW requiere mayor velocidad de depósito y de soldadura, por lo que se
pueden soldar espesores pequeños hasta 6 mm sin necesidad de bisel. Entre sus limitaciones
se encuentra que el equipo es más complejo, más costoso y menos portátil que el de SMAW,
la pistola debe estar cerca de la pieza de trabajo, y por lo tanto, el proceso es menos adaptable
que el de electrodo recubierto para soldadura en áreas de difícil acceso, el proceso es menos
práctico que el SMAW y relativamente los altos niveles de radiación de calor y de intensidad
de arco pueden provocar cierto rechazo o resistencia por parte del soldadores.
La empresa cuenta con las condiciones adecuadas para la fabricación de la torre, como lo son
diferentes equipos de soldeo para los procesos SMAW y GMAW semiautomático. Se cuenta
con un equipo de oxicorte mecanizado para el dimensionamiento y biselado de las piezas, a
partir de las chapas de los metales base. El taller dispone con un amplio espacio para realizar
estas soldaduras en cualquier posición y para que esta se realice de la forma más fácil para el
operario.
Torre de celosía: El más simple método para construir una alta y rígida torre es una celosía
tridimensional, así, son llamadas torres de celosía (Ver figura 1). Este tipo de torre consiste en
una estructura metálica en la que se sustenta el rotor eólico y los componentes mecánicos de
la transmisión. Las torres de celosías fueron entonces los diseños preferidos para las primeras
pruebas de turbinas y continúan siéndolo para las más pequeñas turbinas en algunos casos.
Presentan la ventaja de tener un coste reducido, pero tienen una accesibilidad compleja que
dificulta las tareas de mantenimiento. El impacto visual de las torres de celosía es elevado a
distancias cercanas a la torre, sin embargo este tipo de torre se confunde con el horizonte
cuando la máquina se observa a una distancia suficientemente lejana. Ocasionalmente, esta
ventaja es considerada más importante que el impacto estético cercano.
El tipo de torre seleccionado fue la torre tipo celosía ya que por su configuración presenta una
fácil fabricación; y tiene un peso mucho menor en comparación con las otras torres, por lo que

3
facilita la transportación y el montaje en diferentes lugares. Por consecuencia de lo anterior
expuesto le permite al país disminuir las inversiones en la instalación de aerogeneradores. [1]
Figura 1: Torre de celosía
Sin embargo, la empresa no cuenta con una tecnología de soldadura para los diferentes tipos
de uniones con que cuenta la torre, por lo que en este proyecto se propone tecnologías de
soldadura SMAW y GMAW.

4
Problema práctico
En la Empresa de Antenas no se han desarrollado tecnologías de soldadura para los procesos
SMAW y GMAW destinados a la fabricación de una torre soporte para un aerogenerador de
baja potencia.
Objetivo General
Desarrollar las tecnologías para la fabricación de una torre soporte para un aerogenerador de
baja potencia mediante los procesos SMAW y GMAW, a través de los cálculos tecnológicos
de los regímenes de soldadura y la estimación de sus costos.
Objetivos específicos
1. Dimensionar las costuras que componen las uniones de la torre de manera que cumpla
con la resistencia mecánica del conjunto soldado.
2. Obtener los procedimientos de soldadura, mediante los procesos SMAW y GMAW,
para la fabricación de la torre soporte de un aerogenerador de baja potencia.
3. Valorar económicamente la fabricación por soldadura de la torre soporte para un
aerogenerador de baja potencia, mediante los procesos SMAW y GMAW.
Herramientas a usar
Metodologías de soldadura para los procesos SMAW y GMAW, desarrolladas por el CIS.
Tareas
1. Cálculo de resistencia mecánica de las uniones soldadas
2. Análisis del material base y su susceptibilidad al agrietamiento
3. Desarrollo de la tecnología de soldadura para el proceso SMAW
4. Desarrollo de la tecnología de soldadura para el proceso GMAW
5. Cálculos económicos asociados a los procesos SMAW y GMAW
6. Comparación de ambos procesos

5
Aportes del trabajo
1. Cálculo de resistencia de las uniones soldadas de una torre, de tipo cercha soldada para
el soporte de un aerogenerador.
2. Tecnologías de soldadura y costos de asociados a la construcción de una torre soporte,
de tipo cercha soldada, para el soporte de un aerogenerador.
3. Propuesta de procedimientos para los procesos SMAW y GMAW destinados a la
fabricación de una torre de tipo cercha soldada, que soporta un aerogenerador.

6
Capítulo 1: Diseño de las uniones soldadas
En el presente capítulo se persigue como objetivo caracterizar acero A36, a través de la
identificación de sus propiedades químicas y mecánicas, así como de sus homólogos
fundamentales, según normas internacionales. Se describen las partes de la torre que se van a
unir, las posiciones de soldaduras y se realiza el cálculo de resistencia para determinar los
catetos.
1.1. Consideraciones sobre el material base
A la empresa se le solicita construir una torre soporte para un aerogenerador (Figura 2), a
partir de perfiles de acero, por presentar este material un peso menor que el hormigón y un
impacto mucho menor en el medio ambiente.
Figura 2: Esquema de torre soporte para aerogenerador [1]
El material que se selecciona en la fábrica para la construcción de la torre es el acero ASTM
A36, el mismo es muy empleado en el campo de la ingeniería.

7
El acero ASTM A36 es un acero estructural al carbono, utilizado en construcción de
estructuras metálicas, puentes, torres de energía, torres para comunicación y edificaciones
remachadas, atornilladas o soldadas, herrajes eléctricos y señalización [2].
Dentro de los homólogos del acero A36 pueden referirse más de 10 clasificaciones según
normas internacionales [3].
Tabla 1. Homólogos del acero A36, según otras normas internacionales [3]
Norma
GOST
Código
normas
alemanas
DIN AFNO
R B.S UNI JIS SS UNE AISI GB EN
08kp 1.0330 St12 TC 14494CR FeP00 SPCC 1142 AP01 1008 08F FeP01
El acero A36 se produce en una amplia variedad de formas, que incluyen: planchas, perfiles
estructurales, tubos, láminas.
Las piezas hechas a partir de acero A36 son fácilmente unidas mediante casi todos los
procesos de soldadura. Los más comúnmente usados para el A36 son los menos costosos y
rápidos, como la SMAW, la GMAW, y la soldadura oxiacetilénica (OFW, oxifuel welding,
por sus siglas en inglés). El acero A36 es también comúnmente atornillado y remachado en
las aplicaciones estructurales: edificios, puentes, torres, etc.
El acero ASTM A36 puede clasificarse como un acero al carbono según sus propiedades
químicas (Tabla 2) [4].
Tabla 2. Composición química del acero ASTM A36 [4]
Carbono, C 0,25 - 0,29 %
Cobre, Cu 0,20 %
hierro, Fe 98 %
Manganeso, Mn 1,03 %
Fósforo, P ≤ 0,040 %
Silicio, Si 0,28 %
Azufre, S ≤ 0,050 %

8
Tabla 3. Propiedades mecánicas del acero ASTM A36 [5]
Propiedades SIU Americano Comentarios
Tensión Última 400 - 550 MPa 58000 - 79800 psi
Tensión de Fluencia 250 MPa 36300 psi
Alargamiento a la rotura 20 % 20 % en 200 mm
23 % 23 % en 50 mm
Módulo de Elasticidad 200 GPa 29000 ksi
Módulo Volumétrico 160 GPa 23200 ksi Típico para el acero
Coeficiente de Poisson 0,26 0,26
Módulo de corte 79,3 GPa 11500 ksi
SIU - Sistema Internacional de Unidades
1.2. Caracterización de las uniones soldadas
La torre, de tipo cercha soldada para el soporte de un aerogenerador está compuesta por varios
elementos soldados. La placa base de la torre (elemento 1) se fija a la base de hormigón
(Figura 3), a través de pernos de anclaje.
Los cartabones (2) se fijan por soldadura a los extremos de las cuatro vigas verticales (3) y a
la base (1) de la torre.
La estructura que se va a soldar (Figura 3), puede girarse libremente, lo que facilita el trabajo
del soldador con respecto a la posición de soldeo.
Los tranques horizontales (4) se fijan por soldadura (Figura 4) a las vigas verticales (3) y a la
base (1).
Luego, el conjunto soldado está compuesto por cinco elementos (Tabla 4).
Figura 3. Piezas componentes de la base de la torre [1]
2
1

9
Figura 4. Piezas componentes de la parte superior de la torre [1]
Tabla 4. Elementos que componen el conjunto soldado (ver Figura 3 y Figura 4)
Costura Elementos a
unir
Tipos de
costura
Tipos
de
unión
Posiciones Exigencias
I 1-3 Filete Bilateral En T 2F
Horizontal Alta responsabilidad
II 2-3 Filete Bilateral En T 3F Vertical Alta responsabilidad
III 2-1 Filete Bilateral En T 2F
Horizontal Alta responsabilidad
IV 3-4 Filete Unilateral A
Solapa
2F
Horizontal Alta responsabilidad
V 4-1 Filete Bilateral En T 2F
Horizontal Alta responsabilidad
1.3. Cálculo de resistencia de las uniones
En el siguiente epígrafe se realiza el cálculo de resistencia para determinar el cateto de
soldadura a partir de las simulaciones realizadas en el diseño de la torre anteriormente [1]
La fuerza concentrada (F) se determina (Ecuación 1) en función de la carga de viento
distribuida (q), la cual ha sido obtenida en trabajos precedentes [1], con un valor de
5,25 kN/m2. El área frontal de la torre (A) es de 1,025 m
2.
4
3

10
Figura 5: Ubicación de la carga del viento concentrada sobre la torre [1]
= 5,25 kN/m2 · 1,025 m
2
= 5,38 kN
El momento en la base de la torre se determina (Ecuación 2) en función de la fuerza ( ) y de
la distancia donde se concentra la fuerza (L1), la cual según la norma cubana de viento [10] se
ubica a mitad de la altura de la torre.
Ecuación 2
L1: es la distancia donde se concentra la fuerza, 6 m.
= 5,38 kN · 6 m
= 32,28 kN·m
= 32280 kN·mm
Además de la carga de viento distribuida en la torre, el aerogenerador también tiene un efecto
en este sentido debido al impacto del viento en su área frontal. Esto genera un momento
flector M2 el cual es máximo en la base de la torre.
Ecuación 1

11
Figura 6: Carga del aerogenerador
Sustituyendo en la (Ecuación 1) se determina la fuerza concentrada (F2) a partir de la carga de
viento sobre el aerogenerador (q) y del área frontal del aerogenerador (AF).
q = 19777 N/m2
= 19777 kN/m2 · 0,526 m
2
= 10,4 kN
El momento se determina ( ) sustituyendo en la (Ecuación 2) en función de la fuerza ( ) y
de la distancia donde se concentra la fuerza (L1)
L1: es la distancia donde se concentra la fuerza, que es en la mitad de la torre mitad de la
altura de la torre, 12 m.
= 10,4 kN · 12 m
= 124,8 kN·m
= 124800 kN·mm
El momento resultante (MR) se determina a partir de la Ecuación 4 que está en función de
y .
M1 + M2 Ecuación 3
kN· mm

12
El momento flector (Mf) se determina (Ecuación 4) en función del momento (M), el cual se
divide entre dos, porque se toma en cuenta solo las dos patas frontales de la torre que son las
que produce momento flector.
Ecuación 4
kN·mm
Las reacciones en los apoyos (R) se determina (Ecuación 5), que está en función del momento
flector (Mf) y de la distancia entre las patas de la torre (d)
Ecuación 5
R = 127 kN
La fuerza cortante y de compresión ( ) que produce el momento flector , se determina
(Ecuación 6) y (Ecuación 7) en función de las reacciones en los apoyos ( ), la longitud de la
costura ( ) y la fuerza concentrada ( ).
Ecuación 6
=
= 0,52 kN·mm
Ecuación 7
=
= 0,016 kN·mm
La fuerza unitaria resultante se determina (ecuación 8), en función de las fuerzas unitarias
producidas por el cortante (f1) y el momento flector (f2).

13
√
ecuación 8
√
fR = 0,52 kN/mm
A continuación se realiza el cálculo del cateto de las costuras de la base, empleando el método
de la costura tratada como una línea, del código AWS D1.1: 2000. La fuerza unitaria [f], que
actúa a tracción producida por la carga concentrada (F), que influye sobre el eje de la torre, se
determina (Ecuación 9Ecuación 5) en función de la longitud de la costura (Aw).
[f] = 0,087·C kN/
Debe cumplirse la condición siguiente: fR ≤ [ f ] luego, puede escribirse:
0,52 kN/mm ≤ 0,087 kN/ · C
C ≥ 5,97 mm
C = 6 mm
El cateto para las costuras que unen la estructura vertical de la torre con la base metálica es de
6 mm.
Considerando que las otras costuras solo estarán sometidas a la carga de viento, la cual es
muy baja debido a las pequeñas áreas de las vigas, se dimensionan estas costuras bajo el
criterio de mínima entrada de calor [8], con lo cual queda que para estas costuras se utilizara
un cateto de 4 mm.
1.4. Conclusiones parciales
1. La estructura soldada constituye una torre de tipo cercha, de 12 m de altura y un área
de la base de 1,56 m2, fabricada con vigas de perfiles L de 4,5 mm de espesor con
acero ASTM 36.
Ecuación 9

14
2. Todas las uniones son en T con costuras filete bilateral, exceptuando la costura IV que
es a solapa y unilateral, y de alta responsabilidad, tipificadas como 4.1.3 ( ), según
la NC ISO 9692-1, realizadas en posición horizontal 2F, exceptuando la costura II, que
será en posición vertical (3F).
3. Para los distintos tipos de uniones, a partir del cálculo de resistencia, se definieron las
siguientes dimensiones de catetos:
a. Cateto de 6 mm para la costura I, II, III y V.
b. Cateto de 4 mm, para la costura IV.
33

15
Capítulo 2: Cálculos tecnológicos de los procesos de soldadura
En el presente capítulo se persigue como objetivo analizar la soldabilidad del acero ASTM
A36, a través del cálculo del carbono equivalente y los índices de susceptibilidad al
agrietamiento para garantizar una buena resistencia mecánica de las uniones soldadas, así
como el desarrollo de las tecnologías de soldadura para los procesamientos SMAW y
GMAW, destinados a la construcción de una torre soporte, de tipo cercha soldada, para el
soporte de un aerogenerador.
2.1. Análisis de la soldabilidad del acero ASTM A36
a) Determinación de la sensibilidad al agrietamiento en frío
La sensibilidad al agrietamiento en frío se determina mediante el coeficiente de sensibilidad al
agrietamiento en frío (Pw) [11], que está en función del (Pcm), donde:
H (Hidrógeno Difusible) = 5 ml/g
K1 = 66·S (donde S es el mayor espesor de las piezas a soldar, en mm)
Pcm = 0,32 %
Pw = 0,43
Si Pw > 0,28 existen posibilidades del agrietamiento en frío
b) Determinación de la sensibilidad al agrietamiento en caliente

16
El índice de la sensibilidad al agrietamiento es caliente se determina en dependencia de la
composición química del material. [6]
HSC Índice de sensibilidad al agrietamiento en caliente
HSC = (0,25 · (0,05+0,04 + 0,28/25) · 103 /3 · 1,03
HSC = 8,18 %
HSC = 8,18 % > 4 %, entonces hay tendencia al agrietamiento en caliente, por lo que será
necesario tomar varias medidas para prevenir este defecto.
Medidas para prevenir el agrietamiento en caliente:
a) Utilizar el electrodo de baja aleación, recomendado en la presente tecnología, de
revestimiento básico, destinado a la soldadura del acero A36.
b) Utilizar electrodos, que aporten bajos contenidos P, S, Si y Ni.
Medidas para prevenir el agrietamiento en frío:
a) Usar un electrodo básico, para esto se recomienda el E 7018
b) Utilizar electrodos secos, almacenados herméticos o en hornos de mantenimiento.
c) Soldar sobre metales base libres de humedad, óxidos, grasa, aceite y otros
contaminantes.
d) Precalentar si es necesario.
Según la recomendación de la norma D.1.1, se puede soldar con electrodo E 7018 sin
precalentar [6]
2.2. Cálculo tecnológico para el proceso SMAW
Para la selección del electrodo para el proceso SMAW se tienen en cuenta los siguientes
requisitos:
a) Como el metal base tiene una tensión máxima de 420 - 550 MPa y, ya que para el
cálculo la tensión última del electrodo debe ser igual o relativamente menor a la del

17
metal base, entonces el electrodo debe tener la clasificación AWS A 5.1 E 70XX,
garantizando una tensión máxima superior o aproximada a 420 MPa.
Tensión máxima del metal base = 420 MPa = 60 ksi
Tensión máxima del electrodo E70 = 550 MPa = 70 ksi
b) Seleccionar un electrodo E701X, que permite soldar en todas las posiciones. Esto es
importante considerarlo para la tecnología de soldadura de la estructura.
c) Atendiendo a las medidas que se tomaron para reducir la tendencia al agrietamiento
en caliente del material base (con tensión última de 420 MPa se seleccionó el
electrodo básico AWS A 5.1 E 7018, clasificación comercial LB-52-18 [9] una
resistencia ligeramente superior.
Tabla 5. Datos del fabricante del AWS A 5.1 E 7018 LB-52-18 [9]
de (mm) 2,6 3,2 4,0 5,0 6,0
L (mm) 350 400 450 450 450
A F 65 - 95 90 - 130 130 - 190 190 - 250 250 - 320
V &
OH
60 - 90 80 - 120 110 – 170 165 - 210 -
TS (N/mm2) 560
YP (N/mm2) 500
Cálculo de los parámetros del régimen de soldadura mediante el proceso SMAW
Las uniones soldadas son en T (Figura 7) con costuras filete bilateral (Figura 8), exceptuando
la costura IV que es a solapa y unilateral, con alta responsabilidad, tipificadas como
4.1.3 ( ), según la NC ISO 9692-1, realizadas en posición horizontal 2F, exceptuando la
costura II, que será en posición vertical (3F).
33

18
Figura 7: Croquis de borde, según la NC 9692 [6]
Figura 8: Preparación de borde, según la NC 9692 [6]
El cálculo de los regímenes de soldadura se dividirá en dos grupos, según el cateto. Grupo 1,
costuras I, II, III y V y Grupo 2, costura IV a independientemente.
Cálculo del régimen de soldadura SMAW para la costuras del grupo 1 (I, II, III y V)
Costura I, II, III, V (cateto 6 mm)
Se seleccionó un electrodo AWS A 5.1 E 7018 LB-52-18, atendiendo a las consideraciones
vertidas en el epígrafe 2.2.
La selección del diámetro del electrodo se establece atendiendo al espesor mínimo de las
piezas a unir (Tabla 6).
Tabla 6. Diámetros recomendados para electrodos [6]
Espesor del Metal Base (mm) 1 - 2 3 4 - 5 6 - 12 13 y
mayores
Diámetros recomendados
de electrodo (mm) 1,6 – 2,4 3,2 3,2 - 4 4 – 4,8 4,8 – 7,9
33
33

19
Según [6], el diámetro de electrodo correcto es aquel que utilizado deposite la cantidad de material
suficiente para la realización de la dimensión del cateto requerido en la costura de filete.
Como el acero A36 tiene susceptibilidad al agrietamiento en caliente, se recomienda una
entrada mínima de calor, la cual es directamente proporcional a la corriente aplicada y al
diámetro del electrodo, entonces se selecciona el menor del rango recomendado (3,2 mm)
(Tabla 6¡Error! No se encuentra el origen de la referencia.). Por otra parte, la soldadura es
e filete con un cateto de 6 mm y no lleva pasadas de raíz, por lo que el cálculo se realizará
solo para el diámetro 3,2 mm.
El número de pasadas totales (NTP) se determina (Ecuación 10) en función del área de las
pasadas posteriores (Fpp) (Ecuación 11) y de las pasadas de raíz (Fpr). El área total
involucrada (Ft) (Ecuación 12) está formada (Figura 9) por el área del filete (F1)
(Ecuación 13) y del refuerzo (F2) (Ecuación 14). El área de las pasadas de raíz (Fpr) resulta
cero, por ser una costura de filete de cateto 6 mm.
Figura 9: Esquema de la unión soldada con costura de filete, bilateral
Ecuación 10
El número de pasadas de raíz es cero, por ser costura de filete: Npr = 0 pasadas.
Ecuación 11
Donde depp es el diámetro del electrodo para pasadas posteriores.
F1
F2 F1: área del filete
F2: área del refuerzo

20
(Figura 9) Ecuación 12
= 0,7·ancho del cordón·altura del refuerzo Ecuación 13
= 0,7· 5,65 · 1 = 3,77
= cateto opuesto·cateto adyacente/2 Ecuación 14
= 6 · 6/2; F2 = 18
Sustituyendo F1 y F2 en Ecuación 12:
= 21,77
Sustituyendo Fpp, Fpr, Ft y Npr en la Ecuación 10:
= 0,56 ≈ 1 pasada
= 2 pasadas; para la unión bilateral
La velocidad de soldadura (Vs) se determina mediante la (Ecuación 15), dependiendo de la
relación de la razón de depósito (Rd), la densidad del material ( ) y el área total de la
soldadura (Ep).
Vs
Ecuación 15
Rd es razón de depósito se asume de 1,17 kg/h
- 7,85 g/cm3 = 7,85·10-6
kg/mm3
Vs =
= 6846 mm/h = 6,85 m/h mm/h = 6,84m/h
Corriente de Soldadura (Is)
Según el fabricante del electrodo AWS A 5.1 E 7018 LB-52-18, para un diámetro de 3,2 mm
la corriente recomendada está entre 90 A y 130 A, tanto para corriente alterna (CA), como
para corriente directa electrodo positivo (CDEP). En este caso se trabajará con una polaridad
normal (CDEP), debido a que se trata de un electrodo básico, y para mejorar la estabilidad de
arco.

21
Como el material base tiene tendencia al agrietamiento en caliente, para contrarrestar esto se
propuso reducir la cantidad de calor aportado, lo cual se logra, además de seleccionando el
diámetro de electrodo menor (3,2 mm), también empleando la corriente mínima (90 A) del
rango establecido por el fabricante (Tabla 5)
Voltaje del arco (Ua)
El voltaje de soldadura (Ua) se determina mediante la Ecuación 16.
Ecuación 16
L: es longitud de arco, que se estima en 3,2 mm
de: es diámetro de electrodo = 3,2 mm
K-1
= 12 para los aceros
D es densidad de la corriente = Is/(3,14·de2) /4 Ecuación 17
D = 90/(3,14·3,22 mm) /4
D = 11,25 A/mm2
a 1 d / 10
Ua = 12 + (3,2 · 3,2 mm) / 10) ·11,25 A/mm2
Ua = 24 V
Grupo 2 costura IV
Cálculo de las pasadas posteriores
Para la costura III el diámetro del electrodo se selecciona de 3,2 mm pues, como se mencionó
anteriormente, hay que minimizar el aporte de material debido a que el acero A36 presenta
susceptibilidad al agrietamiento en caliente. También el espesor mínimo de las piezas a unir
es de 12 mm, por lo que el cateto será de 6 mm. El número de pasadas de pasadas totales
(NTP) se determina (Ecuación 10) en función del área de las pasadas posteriores (Fpp)
(Ecuación 11) y de las pasadas de raíz (Fpr). El área total involucrada (Ft) (Ecuación 12) está
formada (Figura 9) por el área del filete (F1) (Ecuación 13) y del refuerzo (F2) (Ecuación 14).
El área de las pasadas de raíz (Fpr) resulta cero, por ser una costura de filete.

22
Sustituyendo en la Ecuación 11 se obtiene
No se consideran pasadas de raíz (Npr = 0)
Donde, depp es el diámetro del electrodo para pasadas posteriores.
= 0,7 · 7,07 · 1
F1 = 6 mm2
F2 = 4 · 4/2 = 8 mm2
= 14 mm2
= 0,43 ≈ 1 pasadas
= 1 · 2 (por ser bilateral)
= 2 pasadas
La velocidad de soldadura se determina mediante la (Ecuación 15) por la relación de la razón
de depósito (Rd), ( ) que es el peso específico del material (Ep) que es el área total de la
soldadura.
Rd es razón de depósito de valor 1,17 kg/h
- 7,85 g/cm3=7,85·10-6
kg/mm3
Vs =
= 10646 mm/h = 10,6 m/h
Corriente de soldadura
Según el fabricante del electrodo AWS A 5.1 E 7018 LB-52-18, para un diámetro de 3,2 mm
la corriente recomendada está entre 90 A y 130 A, tanto para corriente alterna (CA), como
para corriente directa electrodo positivo (CDEP). En este caso se trabajará con una polaridad
normal (CDEP), debido a que se trata de un electrodo básico, y para mejorar la estabilidad de
arco.
23
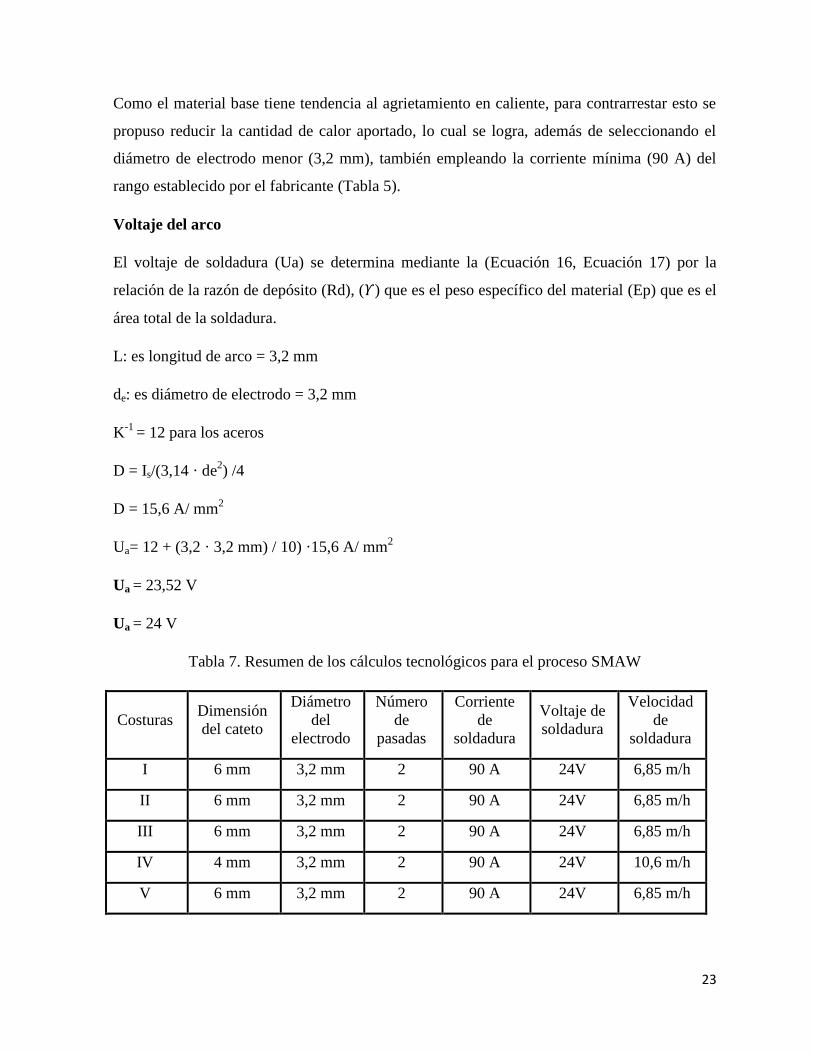
Como el material base tiene tendencia al agrietamiento en caliente, para contrarrestar esto se
propuso reducir la cantidad de calor aportado, lo cual se logra, además de seleccionando el
diámetro de electrodo menor (3,2 mm), también empleando la corriente mínima (90 A) del
rango establecido por el fabricante (Tabla 5).
Voltaje del arco
El voltaje de soldadura (Ua) se determina mediante la (Ecuación 16, Ecuación 17) por la
relación de la razón de depósito (Rd), ( ) que es el peso específico del material (Ep) que es el
área total de la soldadura.
L: es longitud de arco = 3,2 mm
de: es diámetro de electrodo = 3,2 mm
K-1
= 12 para los aceros
D = Is/(3,14 · de2) /4
D = 15,6 A/ mm2
Ua= 12 + (3,2 · 3,2 mm) / 10) ·15,6 A/ mm2
Ua = 23,52 V
Ua = 24 V
Tabla 7. Resumen de los cálculos tecnológicos para el proceso SMAW
Costuras Dimensión
del cateto
Diámetro
del
electrodo
Número
de
pasadas
Corriente
de
soldadura
Voltaje de
soldadura
Velocidad
de
soldadura
I 6 mm 3,2 mm 2 90 A 24V 6,85 m/h
II 6 mm 3,2 mm 2 90 A 24V 6,85 m/h
III 6 mm 3,2 mm 2 90 A 24V 6,85 m/h
IV 4 mm 3,2 mm 2 90 A 24V 10,6 m/h
V 6 mm 3,2 mm 2 90 A 24V 6,85 m/h

24
Cálculo tecnológico para el proceso GMAW
Selección del electrodo para el proceso GMAW
Según Catálogo Kobelco, se selecciona un metal de aporte AWS A 5.18 E70S-6, de nombre
comercial Kobelco MG-51T [9], el cual corresponde al grupo de alambres de aceros de bajo
carbono, utiliza un gas protector CO2, con una resistencia a la tracción de 72 ksi que es mayor
a la resistencia a la tracción del metal base en este caso de 57 ksi.
Primeramente, se determina el tipo de costura a realizar, según la cantidad de pasadas
(Tabla 8). Para ello, se tiene en cuenta el tamaño del cateto de soldadura. Para todas las
costuras el cateto se encuentra dentro del rango comprendido entre 1 y 8 mm, para la posición
horizontal y la costuras será de filete bilateral, entonces el tipo de costura será con pasada
única.
Tabla 8. Tipo de costura por la cantidad de pasadas en la soldadura GMAW [6]
Tipo de costura por
la cantidad de
pasadas
Espesor de metal
Cost. de Ranura
(mm)
Cateto de costura de filete (mm)
Posición Horizontal Posición Plana
Pasada única 0,8 – 8 1 -8 5 – 11
Dos pasadas
bilateral 3 – 12 1 – 8 5 – 11
Múltiples pasadas 13 - 120 9 - 60 12 - 60
Considerando los criterios de la bibliografía [6], para costuras con una única pasada, el
método de cálculo a emplear debe ser según el área de metal a depositar, ya que no existe
exigencia de penetración para la costura de filete. Este método se aplicará a continuación para
todos los tipos de costuras de la torre.
Como la determinación de los parámetros del régimen depende del cateto de soldadura, se
decide agrupar las costuras en función del mismo los miembros estructurales. Así, pueden
conformarse dos grupos de costuras: Grupo 1 (para las costuras I, II, III y V), con catetos de
6 mm y grupo 2 la costura IV con cateto de 4 mm.

25
Cálculo del régimen de soldadura GMAW - CO2 para la costuras del grupo 1 (I, II, III y
V), según el área del metal a depositar (Cateto 6 mm)
Las uniones soldadas son en T, con costuras de filete bilateral (Figura 9) según la NC ISO
9692-2 y (Código AWS D 1.1-2015), exceptuando la costura IV que es a solapa y unilateral,
con alta responsabilidad. Las costuras realizadas son en posición horizontal 2F, exceptuando
la costura II, que será en posición vertical (3F) (Tabla 9).
Tabla 9. Preparación de la unión para soldaduras a topes desde ambos lados [6]
N0
Ref.
Espesor
del
material
T (mm)
Simbolo
(según
la norma
NC ISO
2553)
Seccion
Transversal Angulo
α, β
Separación
b (mm)
Representacion
Gráfica
4.1.3 t1 > 4
t2 > 4
0 0
Continuación de aplica la metodología establecida por el colectivo de autores del CIS [6] para
la determinación del régimen de soldadura GMAW, según el área del metal a depositar.
1ro
: El área total involucrada (Ft) Ecuación 12 está formada (Figura 9) por el área del filete
(F1) Ecuación 13 y del refuerzo (F2) Ecuación 14. El área de las pasadas de raíz (Fpr) resulta
cero, por ser una costura de filete de cateto 6 mm.
2do
: Determinación del diámetro del electrodo
El diámetro de alambre electrodo se determina Ecuación 19 a partir del coeficiente de Kd, que
a su vez se selecciona (Tabla 19) [6] en función de la posición de soldadura y del nivel de
automatización.
Para las costuras I, II, III y V, el cateto es de 6 mm . Sustituyendo en la (Ecuación 18)
Ecuación 18
33 33 33

26
Dado que el diámetro de cálculo del electrodo está en un rango entre 1,04 y 2,1 mm, el
diámetro normalizado del electrodo (denorm) correspondiente se escoge de 1,2 mm, el cual
cumple con los parámetros exigidos por la literatura (Tabla 10).
Tabla 10: Limite de diámetros de alambre-electrodos en soldadura GMAW – CO2 [6]
Posición de
soldadura
Diametros de alambre – electrodo (mm) para soldadura
Semiautomatica Mecanizada o automatica
Plana y Horizontal
filete 0.8 –2,0 0,8 – 2,0
Vertical ≤ 14, No se aplica
Horizontal,
Sobrecabeza ≤ 1,2 No se aplica
3ro
: Determinación de la velocidad de soldadura
Para posición plana y horizontal de filete, la velocidad de soldadura (Vs) se determina
(Ecuación 19) en función del diámetro del electrodo (de) y del área del metal a depositar.
Ecuación 19
⁄
Para soldadura semiautomática se recomienda [6] que la velocidad de soldadura (Vs) esté entre
4 y 10 mm/s.
Como Vs = 5,12 mm/s, se cumple con el rango requerido, según el nivel de automatización del
proceso.
4to
: Determinación de la velocidad de alimentación del alambre
La determinación de la velocidad de alimentación del alambre Ecuación 20 se realiza en
función del área del metal a depositar (Ft), la velocidad de soldadura Va, la eficiencia de
deposición (ED), que para cada proceso GMAW con CO2 oscila de 88 % a 95 % y el diámetro
de electrodo (de).

27
Ecuación 20
⁄
⁄
5to
: Determinación de la corriente de soldadura
La determinación de la corriente de soldadura Ecuación 21 se realiza en función del diámetro
de electrodo (de) y de la velocidad de alimentación del alambre (Vei).
(√ ) Ecuación 21
(√ ⁄ )
6to
: Determinación del voltaje de arco (Ecuación 22)
El voltaje de arco se calcula mediante la Ecuación 22, en función del diámetro de electrodo
(de) y de la corriente calculada (Is).
Ua = Ecuación 22
Ua = 14 + 0,05 235 A
Ua = 25,75 V
7mo
: Determinación de la distancia pieza boquilla de contacto Ecuación 23
Ecuación 23
mm
Por lo que DPBC debe seleccionarse entre 9,6 mm y 14,4 mm
8vo
: Determinación del consumo del gas protector CO2
El consumo del gas protector CO2 se determina Ecuación 24 en función de la intensidad de la
corriente calculada (Is).
Ecuación 24

28
Qgas = 0,2 (235 A)0,75
Qgas = 12 l/min
Cálculo del régimen de soldadura GMAW - CO2 para la costura IV, grupo 2, según el
área del metal a depositar
1ro
: Determinación del área del metal a depositar
El área del metal a depositar se determina Ecuación 12
2do
: Determinación del diámetro del electrodo
El diámetro de alambre electrodo se determina ecuación 18 a partir del coeficiente de Kd, que
a su vez se selecciona (tabla 19) [6] Ecuación 19 en función del tipo de corriente y de Ft.
Para la costura IV, el cateto es de 4 mm. Sustituyendo en la Ecuación 18:
Dado que el diámetro de cálculo del electrodo está en un rango entre 0,79 mm y 1,59 mm, el
diámetro normalizado del electrodo (denorm) correspondiente se escoge de 1,2 mm, el cual
cumple con los parámetros exigidos por la literatura (Tabla 10).
3ro
: Determinación de la velocidad de soldadura
Para posición plana y horizontal de filete, la velocidad de soldadura (Vs) se determina
(Ecuación 19) en función del diámetro del electrodo (de) y del área del metal a depositar.
⁄
Para soldadura semiautomática se recomienda que la velocidad de soldadura (Vsi) esté entre 4 y
10 mm/s.[6]
Como Vs = 7,96 mm/s, se cumple con el rango requerido, según el nivel de automatización del
proceso.

29
4to
: Determinación de la velocidad de alimentación del alambre
La determinación de la velocidad de alimentación del alambre Ecuación 20 se realiza en
función del área del metal a depositar (Ft), la velocidad de soldadura Va, la eficiencia de
deposición (ED), que para cada proceso GMAW con CO2 oscila de 88 % a 95 % y el diámetro
de electrodo (de).
⁄
⁄
5to
: Determinación de la corriente de soldadura
La determinación de la corriente de soldadura Ecuación 21 se realiza en función del diámetro
de electrodo (de) y de la velocidad de alimentación del alambre (Vei).
(√ )
6to
: Determinación del voltaje de arco Ecuación 22
El voltaje de arco se calcula en función del diámetro de electrodo (de) y de la corriente
calculada (Is)
Ua = 14 + 0,05 233
Ua = 25,65 V
7mo
: Determinación de la distancia pieza boquilla de contacto Ecuación 23
mm
Por lo que DPBC debe seleccionarse entre 9,6 mm y 14,4 mm
8vo
: Determinación del consumo del gas protector CO2
El consumo del gas protector CO2 se determina Ecuación 24 en función de la intensidad de la
corriente calculada (Is).
Qgas = 0,2 (233 A)0,75

30
Qgas = 11,92 l/min
La los cálculos del proceso GMAW.
Tabla 11 muestra los resultados de los parámetros obtenidos de los cálculos del proceso
GMAW.
Tabla 11. Resumen del proceso GMAW
Cost. Espesor
mín. C de Np Is Ua Vs Va Qgas
I 4,5 6 1,2 2 235 25,75 5,12 108,8 12
II 4,5 6 1,2 2 235 25,75 5,12 108,8 12
III 12 6 1,2 2 235 25,75 5,12 108,8 12
IV 4,5 4 1,2 2 233 25,65 7,96 107,2 11,92
V 6 6 1,2 2 235 25,75 5,12 108,8 12
1. Cost. - Costuras soldadas
2. Espesor mínimo (mm)
3. C - Dimensión del cateto (mm)
4. de - Diámetro del electrodo (mm)
5. Np - Número de pasadas
6. Is - Corriente de soldadura (A)
7. Us - Voltaje de soldadura (V)
8. Vs - Velocidad de soldadura (mm/s)
9. Va - Velocidad del alambre (mm/s)
10. Qgas - Consumo del gas protector (l/min)
2.3. Conclusiones parciales
1. Para el proceso SMAW, los parámetros de soldadura son:
a) Para la costura I, II, III y V con un cateto 6 mm, el diámetro del electrodo
seleccionado es de 3,2 mm, con 2 pasadas posteriores, la velocidad de soldadura es de
6,85 m/h, la corriente de soldadura es de 90 A y el voltaje del arco 24 V.
b) Para la costura IV, con un cateto 4 mm, el diámetro del electrodo seleccionado es de
3,2 mm, con 2 pasadas posteriores, la velocidad de soldadura es de 10,6 m/h, la
corriente de soldadura es de 90 A y el voltaje del arco 24 V.
2. Para el proceso GMAW los parámetros de soldadura son:

31
a) Las costuras I, II, III y V se realizan con un cateto de 6 mm, un diámetro del electrodo
seleccionado de 1,2 mm, una velocidad de soldadura de 5,12 mm/s, una velocidad de
alimentación del alambre de 108,8 mm/s, una corriente de soldadura de 235 A, un
voltaje del arco de 25,75 V, con una distancia desde la pieza a la boquilla de contacto
de 12 ± 2,4 mm y un consumo del gas protector es de 12 l/min.
b) Las costuras IV, se realizan con un cateto de 4 mm de, un diámetro del electrodo
seleccionado es de 1,2 mm, una velocidad de soldadura es de 7,96 mm/s, una
velocidad de alimentación del alambre 107,2 mm/s, una corriente de soldadura es de
233 A, un voltaje del arco 25,65 V, con una distancia desde la pieza a la boquilla de
contacto de 12 ± 2,4 mm y un consumo del gas protector es de 11,92 l/min.

32
Capítulo 3: Cálculos económicos de los procesos de soldadura
El presente capítulo tiene como objetivo desarrollar los costos asociados a las tecnologías de
soldadura para los procesamientos SMAW y GMAW, destinados a la construcción de una
torre soporte, de tipo cercha soldada, para el soporte de un aerogenerador.
En la tabla 12 se resumen los datos necesarios para el cálculo de los cálculos económicos del
proceso SMAW.
Tabla 12: Datos necesarios para los cálculos económicos
Datos COSTURA I, II, III y V
(SMAW)
COSTURA IV
(SMAW)
Área del metal depositado (Fpp) 32 mm2 32 mm
2
Área de la pasada (At) 21,77 mm2 14 mm
2
Número de pasadas (NTP) 2 2
Diámetro del alambre-electrodo (de) 3,2 mm 3,2 mm
Velocidad de Soldadura (Vs) 6,85 m/h 10,6 m/h
Corriente de soldadura (Is) 90 A 90 A
Voltaje de arco (Va) 24 V 24 V
Longitud de la costura (Lc)
I – 0,12 m
II y III – 0,25 m
V – 0,6 m
0,06 m
Número de Costuras (Nc) I y V – 8
II y III – 16 336
3.1. Cálculo de los costos económicos para el proceso SMAW
Determinación del costo total de soldadura según la dimensión del cateto, para cateto de
6 mm se encuentra el grupo 1 (costuras I, II, III, V) y para cateto de 4 mm grupo 2
(costura IV).

33
Costura I
El costo unitario incurrido en la realización de una costura soldada (CTS-pp) se compone
(Ecuación 25), el costo de mano de obra y administrativo (CMO + ADM), el costo de electrodos a
consumir (CE) y el costo de energía eléctrica (CEE) Ecuación 26 y, finalmente, todos en
CUC/m.
Para un electrodo E 7018 LB-52-18, con diámetro 3,2 mm, el precio (PE) por kilogramo es de
0,65 CUC/kg, mientras que la tarifa del Costo de Energía Eléctrica es de 0,20 CUC/kW/h y el
Costo de Mano de Obra es de 0,15 CUC/h.
Determinación de la cantidad de material a depositar
La cantidad de material a depositar se calcula Ecuación 27 en función de la masa de metal a
depositar (MMD, en kg/m), del área de las pasadas (Ft, en m2) y del peso específico del acero
(γAcero = 7850 kg/m3). Como es una costura de filete, no se calcula la masa para pasadas de
raíz.
MMD - para pasadas posteriores
Ft = 21,77 mm2
Fpp = 0,217 · 10-4
m2 · 7850 kg/ m
3
MMD = 0,17 kg/m
Cálculo de los costos de los electrodos
El costo de los electrodos (CE en CUC) se determina Ecuación 28 en función de la masa del
electrodo que se consumirá (MEC en kg/m), el precio del electrodo por kilogramo
(PE en CUC/kg) y a partir de la eficiencia total del electrodo (ET = 0,65 %) Ecuación 29 y de
la longitud del electrodo (LE = 0,335 m), de la longitud de la colilla (LC = 0,075 m) y
eficiencia de deposición (ED = 71,6 %) (Ecuación 30).
Ecuación 25
Ecuación 26
Ecuación 27

34
Dónde:
Costos de los Materiales de Aporte. Costo del electrodo
CUE = 0,31 kg/m · 0,65 CUC/kg
CUE = 0,20 CUC /m
Determinación de los costos de la energía eléctrica
La energía eléctrica se determina Ecuación 32, en función de su precio (PkWh = CUC/kW), la
eficiencia de la fuente de corriente (EEF = 65 %), la razón de depósito (RD = 1,17 kg/h), el
factor operativo (para SMAW FO = 30 %), para pasadas posteriores (MMD-pp = 0,17 kg/m).
Determinación de los costos de la mano de obra y administrativos
Los costos de la mano obra y administrativos se determina a partir de la Ecuación 33 que
depende de la tarifa del costo de la mano de obra (TMO+ADM = 0,15 CUC/h), razón de depósito
Ecuación 28
Ecuación 29
Ecuación 30
CUE = MEC kg/m · PE CUC/kg Ecuación 31
Ecuación 32

35
(RD = 1,17 kg/h), factor operativo (para SMAW FO = 30 %) y para pasadas posteriores
(MMD-pp = 0,20 kg/m).
CMO+ADM = para pasadas posteriores
Costo total unitario (por metro) de la soldadura para pasadas posteriores
El costo total unitario (CTS) se determina Ecuación 34, a partir de los costos antes
determinados (CMO+ADM-PP, CE y CEE).
CTUS = 0,59 CUC/m
Los elementos, que conforman la costura I, son 1 y 3. El costo total de la soldadura (CTS), en
(CUC), se determina Ecuación 35 en función del costo total unitario (CTS = 0,81 CUC/m), de
la cantidad de costuras (Cantcos = 8) la longitud de una costura (Lcost = 0,12 m) y el número de
pasadas (Ntp = 2 pasadas).
CTS = 0,59 CUC/m 8 0,12 m 2
CTS = 1,13 CUC
Costura II
Los elementos, que conforman la costura II, son 2 y 3. Esta costura está integrada por
(Cantcos) 16 costuras similares, conformada cada una, por una longitud (Lcost) de 0,25 m y
realizadas en 2 pasadas (Ntp).
Sustituyendo en la Ecuación 35
Ecuación 33
CTUS = CMO+ADM + CE + CEE Ecuación 34
CTUS = 0,07 CUC/m + 0,20 CUC/m + 0,32 CUC/m
CTS = CTS Cantcost Lcost Ntp Ecuación 35

36
CTS = 0,59 CUC/m 16 0,25 m 2
CTS = 4,72 CUC
Costura III
Costo total unitario (por metro) de la soldadura para pasadas posteriores
Cantcos: 16 costuras
Ntp: 2 pasadas
Lt: longitud total de la costura (0,25 m)
CTS = 0,59 CUC/m 16 0,25 m 2
CTS= 4,72 CUC
Costura V
Costo total unitario (por metro) de la soldadura para pasadas posteriores
Cantcos: 8 costuras
Ntp: 2 pasadas
Lt: longitud total de la costura (0,6 m)
Los elementos que conforman la costura V, son 1-4
Sustituyendo en la Ecuación 35
CTS-pp = 0,59 CUC/m
Lt: longitud total de la costura (0,6 m)
CTUS = 0,59 CUC/m 8 0,6 m 2
CTUS = 5,66 CUC

37
Costura IV
Cálculo de los costos económicos para el proceso SMAW
El costo unitario incurrido en la realización de una costura soldada (CTS-pp) se compone
Ecuación 25, el costo de mano de obra y administrativo (CMO + ADM), el costo de electrodos a
consumir (CE) y el costo de energía eléctrica (CEE) Ecuación 26 y, finalmente, todos en
CUC/m.
Para un electrodo E 7018 LB-52-18, con diámetro 3,2 mm, el precio (PE) por kilogramo es de
0,65 CUC/kg, mientras que la tarifa de Costo de Energía Eléctrica es de 0,20 CUC/kW/h y el
Costo de Mano de Obra es de 0,15 CUC/h.
Determinación de la cantidad de material a depositar
La cantidad de material a depositar se calcula Ecuación 27 en función de la masa de metal a
depositar (MMD, en kg/m), del área de las pasadas (Ft, en m2) y del peso específico del acero
(γAcero = 7850 kg/m3). Como es una costura de filete, no se calcula la masa para pasadas de
raíz.
MMD - para pasadas posteriores
Ft = 14 mm2
Ft = 0,14 · 10-4
m2 · 7850 kg/ m
3
MMD = 0,11 kg/m
Determinación de los costos de los electrodos
El costo de los electrodos (CE en CUC) se determina Ecuación 28 en función de la masa del
electrodo que se consumirá (MEC en kg/m), el precio del electrodo por kilogramo
(PE en CUC/kg) y a partir de la eficiencia total del electrodo (ET = 0,65 %) Ecuación 29 y de
la longitud del electrodo (LE = 0,335 m), de la longitud de la colilla (LC = 0,075 m) y
eficiencia de deposición (ED = 71,6 %) Ecuación 30.
Dónde:

38
Costos de los Materiales de Aporte. Costo del electrodo
CUE = 0,13 CUC /m
Determinación de los costos de la energía eléctrica
La energía eléctrica se determina mediante la Ecuación 32, donde depende del precio de la
energía eléctrica (Pkwh = CUC/kW), eficiencia de la fuente de corriente (EEF = 65 %), razón de
depósito (RD = 1,17 kg/h), factor operativo (para SMAW FO = 30 %) y para pasadas
posteriores (MMD-pp = 0,20 kg/m). [6]
Determinación de los costos de la mano de obra y administrativos
Los costos de la mano obra y administrativos se determina a partir de la Ecuación 33 que
depende de la tarifa del costo de la mano de obra (TMO+ADM = 0,15 CUC/h), razón de depósito
(RD = 1,17 kg/h), factor operativo (para SMAW FO = 30 %) y para pasadas posteriores
(MMD-pp = 0,20 kg/m).
CMO+ADM = para pasadas posteriores
CUE = 0,2 kg/m · 0,65 CUC/kg

39
Costo total unitario (por metro) de la soldadura
El costo total unitario se determina a partir de la Ecuación 34
Sustituyendo en la Ecuación 35
CTUS = 0, 05 CUC/m + 0,13 CUC/m + 0,20 CUC/m
CTUS = 0,38 CUC/m
Cantcos: 336
Ntp: 2
Lt: longitud total de la costura (0,06 m)
CTS = 0,38 CUC/m 336 0,06 m 2
CTS = 15,32 CUC
CTST: es el costo total de todas las soldaduras, que componen la torre.
CTST = 1,13 + 4,72 + 4,72 + 15,32 + 5,66
CTST = 31,55 CUC
La costura más cara es la IV, ya que tiene un cateto de soldadura de 4 mm, un área de
14 mm2, una longitud total de 20 m de costura, 336 costuras totales, con 2 pasadas cada una,
que representan una longitud total de 20,16 m de soldadura. Para esta costura el indicador de
costo más elevado es el asociado a la energía eléctrica, con un gasto de 0,20 CUC/m, que
representa un 52,6 % por ciento del total de los costos consumidos en su ejecución. Por el
contrario, la más económica es la costura I, ya que tiene un cateto de soldadura de 4 mm, un
área de 14 mm2 por costura, 8 costuras totales, con 2 pasadas, cada una con una longitud de
0,96 m. Para esta costura el indicador de costo más elevado es el asociado a la energía
eléctrica con un gasto de 0,32 CUC/m, que representa un 54,2 % por ciento del total de los
costos consumidos en su ejecución (Tabla 13).

40
El indicador de costo mayor es el asociado a la energía eléctrica (1,48 CUC/m), que
representa el 54 % del costo total unitario de la soldadura de la torre.
Tabla 13. Resumen de los costos económicos del proceso SMAW
Costura MMD
(kg/m) L (m)
Cant
Cost
CMO +
ADM
(CUC/m)
CUE
(CUC/m)
CUEE
(CUC/m)
CTUS
(CUC/m)
CTS
(CUC)
I 0,17 0,96 8 0,07 0,20 0,32 0,59 1,13
II 0,17 4,00 16 0,07 0,20 0,32 0,59 4,72
III 0,17 4,00 16 0,07 0,20 0,32 0,59 4,72
IV 0,11 20,16 336 0,05 0,13 0,20 0,38 15,32
V 0,17 4,80 8 0,07 0,20 0,32 0,59 5,66
CTS 0,79 33,76 384 0,33 0,93 1,48 2,74 31,55
CMO + ADM: Costos de la mano de obra y administrativo
FPP: Área del metal a depositar
MMD: Masa del metal a depositar
CUE: Costo de la electrodo
CUEE: Costo de la energía eléctrica
CTUS: Costo total unitario de soldadura
CTS: Costo total de la soldadura

41
3.2. Cálculo de los costos económicos para el proceso GMAW
En la tabla 14 se resumen los datos necesarios para el cálculo de los cálculos económicos del
proceso SMAW
Tabla 14: Datos necesarios para los cálculos económicos
Datos COSTURA I, II, III y V
(GMAW)
COSTURA IV
(GMAW)
Área del metal depositado (Fpp) 32 mm2 32 mm
2
Área de la pasada (At) 21,77 mm2 14 mm
2
Número de pasadas (NTP) 2 2
Diámetro del alambre-electrodo (de) 3,2 mm 3,2 mm
Velocidad de Soldadura (Vs) 5,12 mm/s 7,96 mm/s
Velocidad de alimentación del alambre (Ve) 108,8 107,2
Corriente de soldadura (Is) 235 A 233 A
Voltaje de arco (Va) 25,75 V 25,65 V
Flujo de gas (QGAS = FG) 12 l/min 11,92 l/m
Longitud de la costura (Lc)
I – 0,12 m
II y III – 0,25 m
V – 0,6 m
0,06 m
Número de Costuras (Nc) I y V – 8
II y III – 16 336
Determinación del costo total de soldadura según la dimensión del cateto, para cateto de
6 mm se encuentra el grupo 1 (costuras I, II, III, V) y para cateto de 4 mm grupo 2
(costura IV).
Costura I
El costo total unitario (CTS) para el proceso GMAW se determina Ecuación 36 en función del
costo de la mano de obra (CMO), los costos de consumibles de soldadura (CCS) y el costo de la
energía eléctrica (CEE).

42
Determinación del costo unitario de los consumibles de soldadura
Los costos unitarios de los consumibles se determinan Ecuación 37 en función del costo de
electrodos a consumir (CE), los costos del fundente (CF) y el costo del gas protector (CGP),
todos en CUC/m de costura.
La cantidad de metal a depositar en la costura (I) se determina Ecuación 38, que está en
función de la masa de metal de soldadura a depositar en toda la unión (MMD), del área total de
metal a depositar en toda la unión Ecuación 12 (AMD) y la densidad del metal de soldadura a
depositar (MD).
Ft = 21,77 mm2
= 21,77 10-6
m2 y MD = 7850 kg/m
3
MMD = 0,17 kg/m
Determinación del costo unitario del alambre
El costo unitario del alambre (CUE) se determina Ecuación 39 en función del precio
(PE, en CUC/kg) y la eficiencia total (ET en %) del electrodo. Para los procesos que utilizan
alambre continuo (GMAW, FCAW, SAW) ET ED, que representa la eficiencia de
deposición.
Para un alambre E70S-6 aplicado al proceso de soldadura GMAW, con un diámetro del
electrodo (de) de 1,4 mm, se considera el precio del alambre electrodo (PE) de 0,73 CUC/kg.
Según la literatura [6], la eficiencia de deposición (ED) cuando se emplea un 100 % de CO2,
como gas de protección, es de un 93 %, equivalente a 0,93, para los cálculos.
CTUS = CUMO + CUCS CUEE Ecuación 36
CUCS = CUE + CUGP Ecuación 37
MMD (kg/m) = MMD (m2)
(kg/m
3) Ecuación 38
Ecuación 39

43
CUC/m
Por lo que el costo unitario del alambre (CUE) asciende a 0,13 CUC/m.
Determinación del costo unitario del gas protector
El costo unitario del gas protector (FGU) se determina Ecuación 40 está en función del flujo de
gas protector (FG), el precio del gas protector (PG) y la velocidad de soldadura (Vs, en m/h).
FGU (m3/h) = FG (l/min) · 0,06
Siendo: FG = 12 l/min 0,06 = 0,72 m3/h; el PG, cuando se emplea 100 % CO2 como gas
protector es de 7,47 CUC/m3; y la Vs = 5,12 mm/s 3,6 m/h = 18,4 m/h.
CUGP = 0,29 CUC/m
CUCS = 0,29 CUC/m + 0,13 CUC/m
CUCS = 0,42 CUC/m
Determinación del costo unitario por mano de obra
El costo unitario por mano de obra (CUMO) se determina Ecuación 42 en función de la tarifa de
los costos de mano de obra de la empresa en cuestión (TMO, en CUC/h), del factor operador
(FO) y la razón de depósito (RD, en kg/h)
Se asume una tarifa de costo de mano de obra (TMO) de 0,15 CUC/h, para un soldador A.
MMD = 0,17 kg/m, calculado según la Ecuación 38
Ecuación 40
CUCS = CUGP + CUE Ecuación 41
Ecuación 42

44
Según la literatura [6] se asume un factor operador (FO) del 40 %, que se traduce en 0,4 para
los cálculos, coherente con un nivel de automatización para proceso de soldadura
semiautomático.
Igualmente, según la misma literatura [6], para proceso GMAW, se asume una razón de
depósito (RD) de 3,36 kg/h.
CUC/m
Determinación del costo unitario de la energía eléctrica
La determinación del costo unitario de la energía eléctrica (CUEE) se realiza Ecuación 43, en
función del voltaje de arco (Va, en V), el precio de la energía eléctrica (PkWh, en CUC/kWh),
la corriente de soldadura (IS, en A), la eficiencia de la fuente de energía (EFE) y la razón de
depósito del electrodo (RD).
Sustituyendo los datos en la Ecuación 43
0,08 CUC/m
El costo unitario de la costura I se determina ecuación 44 por la sumatoria de los costos
totales involucrados. El costo total de soldadura (CTS) se determina Ecuación 45 en función de
la longitud (0,12 m) y cantidad (8) de cada costura, aunque el concepto de unión bilateral (2).
CUTS = 0,42 CUC/m + 0,02 CUC/m + 0,08 CUC/m
CUTS = 0,52 CUC/m
Ecuación 43
CUTS = (CUCS + CUMO + CUEE) ecuación 44
CTS = CUTSI Cantcost Lcost Ntp Ecuación 45

45
CTS = 0,52 CUC/m 8 0,12 m 2
CTS = 1 CUC
Costura II
Como la costura II tiene el mismo cateto de soldadura que la costura I, ambas área totales van
hacer iguales, por lo que los parámetros de corriente y velocidad de soldadura, el voltaje de
arco y el consumo del gas protector, también son iguales. Por lo que el valor del costo unitario
(CUTSI) va a coincidir con el de la costura I. La diferencia estriba en el costo total (CTS),
debido a que las longitudes (0,25 m) y cantidad (16) de cada costura, aunque se mantiene el
concepto de unión bilateral (2).
Luego, sustituyendo en la ecuación 44:
CUTS = 0,42 CUC/m + 0,02 CUC/m + 0,08 CUC/m
CUTS = 0,52 CUC/m
Luego, sustituyendo en la Ecuación 45
CTS = 0,52 CUC/m 16 0,25 m 2
CTS = 4,16 CUC
Costura III
Como la costura III tiene el mismo cateto de soldadura que las costuras I y II, por lo que las
áreas totales son iguales, por lo que los parámetros de corriente y velocidad de soldadura, el
voltaje de arco y el consumo del gas protector, también son iguales. Por lo que el valor del
costo unitario (CUTSI) va a coincidir con el de la costura I. La diferencia estriba en el costo
total (CTS), debido a que las longitudes (0,6 m) y cantidad (8) de cada costura, aunque se
mantiene el concepto de unión bilateral (2).
CUTS = 0,42 CUC/m + 0,02 CUC/m + 0,08 CUC/m
CUTS = 0,52 CUC/m
CTS = 0,52 CUC/m 16 0,25 m 2

46
CTS = 4,16 CUC
Costura V
Como la costura V tiene el mismo cateto de soldadura que las costuras I, II y III, las áreas
totales son iguales, por lo que los parámetros de corriente y velocidad de soldadura, el voltaje
de arco y el consumo del gas protector, también son iguales. Por lo que el valor del costo
unitario (CUTSI) va a coincidir con el de la costura I. La diferencia estriba en el costo total
(CTS), debido a que las longitudes (0,6 m) y cantidad (8) de cada costura, aunque se mantiene
el concepto de unión bilateral (2).
Sustituyendo en la ecuación 44
CUTS = 0,42 CUC/m + 0,02 CUC/m + 0,08 CUC/m
CUTS = 0,52 CUC/m
Sustituyendo en la Ecuación 45 se obtiene
CTS = 0,52 CUC/m 8 0,6 m 2
CTS = 5 CUC
Costura IV
El costo total unitario (CTS) para el proceso GMAW se determina Ecuación 36 en función del
costo de la mano de obra (CMO), los costos de consumibles de soldadura (CCS) y el costo de la
energía eléctrica (CEE).
Determinación del costo unitario de los consumibles de soldadura
Los costos unitarios de los consumibles se determinan Ecuación 37 en función del costo de
electrodos a consumir (CE), los costos del fundente (CF) y el costo del gas protector (CGP),
todos en CUC/m de costura.
La cantidad de metal a depositar en la costura (IV) se determina Ecuación 38, que está en
función de la masa de metal de soldadura a depositar en toda la unión (MMD), del área total de
metal a depositar en toda la unión Ecuación 12 (AMD) y la densidad del metal de soldadura a
depositar (MD).

47
= 14 mm2
= 14 10-6
m2 y MD = 7860 kg/m
3
MMD = 0,11 kg/m
Determinación del costo unitario del alambre
El costo unitario del alambre (CEU) se determina Ecuación 39 en función del precio
(PE, en CUC/kg) y la eficiencia total (ET en %) del electrodo. Para los procesos que utilizan
alambre continuo (GMAW, FCAW, SAW) ET ED, que representa la eficiencia de
deposición.
Para un alambre E70S-6 aplicado al proceso de soldadura GMAW, con un diámetro del
electrodo (de) de 1,4 mm, se considera el precio del alambre electrodo (PE) de 0,73 CUC/kg.
Según la literatura [6], la eficiencia de deposición (ED) cuando se emplea un 100 % de CO2,
como gas de protección, es de un 93 %, equivalente a 0,93, para los cálculos.
CUC/m
Por lo que el costo unitario del alambre (CUE) asciende a 0,08 CUC/m.
Determinación del costo unitario del gas protector
El costo unitario del gas protector (FGU) se determina Ecuación 40 está en función del flujo de
gas protector (FG), el precio del gas protector (PG) y la velocidad de soldadura (Vs, en m/h).
Siendo: FG = 11,92 L/min 0,11 kg/m = 1,23 m3/h; el PG, cuando se emplea 100 % CO2 como
gas protector es de 7,47 CUC/m3; y la Vs = 7,96 mm/s 3,6 m/h = 28,7 m/h.
CUCS = 0,32 CUC/m + 0,08 CUC/m
CUCS = 0,40 CUC/m

48
Determinación costo unitario de mano de obra
El costo unitario de mano de obra (CUMO) se determina Ecuación 42 en función de la tarifa de
los costos de mano de obra de la empresa en cuestión (TMO, en CUC/h), del factor operador
(FO) y la razón de depósito (RD, en kg/h)
Se asume una tarifa de costo de mano de obra (TMO) de 0,15 CUC/h, para un soldador A.
MMD = 0,11 kg/m, calculado según la Ecuación 38
Según la literatura [6] se asume un factor operador (FO) del 40 %, que se traduce en 0,4 para
los cálculos, coherente con un nivel de automatización para proceso de soldadura
semiautomático.
Igualmente, según la misma literatura [6], para proceso GMAW, se asume una razón de
depósito (RD) de 3,36 kg/h.
CUC/m
Determinación del costo unitario de la energía eléctrica
La determinación del costo unitario de la energía eléctrica (CUEE) se realiza Ecuación 43 en
función del voltaje de arco (Va, en V), el precio de la energía eléctrica (PkWh, en CUC/kWh),
la corriente de soldadura (IS, en A), la eficiencia de la fuente de energía (EFE) y la razón de
depósito del electrodo (RD).
Sustituyendo los datos en la Ecuación 43, se tiene:
0,05 CUC/m
El costo unitario de la costura IV se determina ecuación 44 por la sumatoria de los costos
totales involucrados. El costo total de soldadura (CTS) se determina Ecuación 45 en función de
la longitud (0,06 m) y cantidad (336) de cada costura, aunque el concepto de unión bilateral
(2).

49
CUTS = 0,40 CUC/m + 0,012 CUC/m + 0,05 CUC/m
CUTS = 0,46 CUC/m
CTS = 0,46 CUC/m 336 0,06 m 2
CTS = 18,54 CUC
La Tabla 15 muestra los resultados de los de los costos económicos del proceso GMAW.
Tabla 15. Resumen de los costos económicos del proceso GMAW
Costura CUMO
(CUC/m) Cant
Cost
MMD
(kg/m) CUE
(CUC/m)
CUEE (CUC/m)
CUGP
(CUC/m) CUTS
(CUC/m) CTS
(CUC)
I 0,02 8 0,17 0,13 0,08 0,29 0,52 1
II 0,02 16 0,17 0,13 0,08 0,29 0,52 4,16
III 0,02 16 0,17 0,13 0,08 0,29 0,52 4,16
IV 0,012 336 0,11 0,08 0,05 0,32 0,46 18,54
V 0,02 8 0,17 0,13 0,08 0,29 0,52 5
Total 0,09 384 0,79 0,6 0,37 1,48 2,54 32,86
CUMO: Costo unitario de la mano de obra
Ft: Área total de metal a depositar
MMD: Masa del metal a depositar
CUE: Costo unitario del electrodo
CUGP: costo unitario del gas protector
CUEE: Costo unitario de la energía eléctrica
CUTS: Costo unitario total de la soldadura
CTS: Costo total de la soldadura
La costura más cara es la IV, ya que tiene un cateto de soldadura de 4 mm, un área de
14 mm2, una longitud de 0,06 m por costura, 336 costuras totales, con 2 pasadas cada una, que
representan una longitud total de 20 m de soldadura. Para esta costura el indicador de costo
más elevado es el asociado al costo del gas protector, con un gasto de 0,32 CUC/m, que
representa un 69,5 % por ciento del total de los costos consumidos en su ejecución. Por el
contrario, la más económica es la costura I, ya que tiene un cateto de soldadura de 4 mm, un

50
área de 21,77 mm2
por costura, 8 costuras totales, con 2 pasadas, cada una con una longitud de
0,96 m. Para esta costura el indicador de costo más elevado también es el asociado a la del gas
protector con un gasto de 0,29 CUC/m, que representa un 92,1 % por ciento del total de los
costos consumidos en su ejecución.
El indicador de costo mayor es el asociado al gas protector (5,95 CUC/m), que representa el
92,8 % del costo total unitario de la soldadura total de la torre.
3.3. Comparación de las tecnologías SMAW y GMAW
El proceso más económico es el SMAW, ya que el costo total de la soldadura es de
31,55 CUC, para este proceso los indicadores de costos más elevados son el asociado a la
energía eléctrica (1,48 CUC/m), que representa un 54 %, y el costo del electrodo
(0,93 CUC/m), que representa el 34 %, del total de los costos unitarios asociados al proceso.
Ambos representan el 88 % de los costos unitarios.
El proceso más costoso es el GMAW, ya que el costo total es de 32,86 CUC, para este
proceso el indicador más elevado es el asociado al costo unitario del gas protector con un
valor de 5,95 CUC/m, que representa un 92,8 % del total de los costos unitarios asociados al
proceso.
El proceso SMAW es 3,9 % más económico que el GMAW.
3.4. Conclusiones parciales
1. En el proceso SMAW el indicador más elevado es el del costo de energía eléctrica que
es de 1,48 CUC/m, que representa un 54 % del costo unitario total de la soldadura. El
costo total de la soldadura es de 31,55 CUC.
2. En el proceso GMAW el indicador más elevado es el del costo unitario del gas
protector con un valor de 1,48 CUC/m, que representa un 0,58 % del costo total
unitario de la soldadura total de la torre. El proceso GMAW presenta un costo total de
32,86 CUC.
3. El proceso GMAW es 3,9% más económico que el SMAW.

51
Conclusiones Generales
1. La torre, de tipo cercha soldada, diseñada para el soporte de un aerogenerador tiene
una altura total de 12 m, con una base de área 1,56 m2, perfiles laminados de tipo L,
soldados con costuras de filete. El material seleccionado para la fabricación de la torre
es el ASTM A36.
2. Todas las uniones son en T con costuras filete bilateral, exceptuando la costura IV que
es a solapa y unilateral, y de alta responsabilidad, tipificadas como 4.1.3 ( ), según
la NC ISO 9692-1, realizadas en posición horizontal 2F, exceptuando la costura II, que
será en posición vertical (3F). Las dimensiones de los catetos para las diferentes
uniones son:
a. Cateto de la costura I, II, III y V = 6 mm
b. Cateto de la costura IV = 4 mm
3. Para el proceso SMAW:
Se seleccionó un electrodo AWS A 5.1 E 7018, con clasificación comercial Kobelco
LB-52-18
a) Para la costura I, II, III y V con un cateto 6 mm, el diámetro del electrodo
seleccionado es de 3,2 mm, con 2 pasadas posteriores, la velocidad de soldadura es de
6,85 m/h, la corriente de soldadura es de 90 A y el voltaje del arco 24 V.
b) Para la costura IV, con un cateto 4 mm, el diámetro del electrodo seleccionado
es de 3,2 mm, con 2 pasadas posteriores, la velocidad de soldadura es de 10,6 m/h, la
corriente de soldadura es de 90 A y el voltaje del arco 24 V.
4. Para el proceso GMAW:
Se seleccionó un electrodo AWS A 5.18 E70S-6, de nombre comercial Kobelco
MG-51T.
a) Las costuras I, II, III y V se realizan con un cateto de 6 mm, un diámetro del
electrodo seleccionado de 1,2 mm, una velocidad de soldadura de 5,12 mm/s,
una velocidad de alimentación del alambre de 108,8 mm/s, una corriente de
soldadura de 235 A, un voltaje del arco de 25,75 V, con una distancia desde la
33

52
pieza a la boquilla de contacto de 12 ± 2,4 mm y un consumo del gas protector
es de 12 l/min.
b) Las costuras IV, se realizan con un cateto de 4 mm de, un diámetro del
electrodo seleccionado es de 1,2 mm, una velocidad de soldadura es de 7,96 mm/s,
una velocidad de alimentación del alambre 107,2 mm/s, una corriente de soldadura
es de 233 A, un voltaje del arco 25,65 V, con una distancia desde la pieza a la
boquilla de contacto de 12 ± 2,4 mm y un consumo del gas protector es de
11,92 l/min.
5. El proceso SMAW es 3,9 % más económico que el SMAW para la fabricación por
soldadura de la torre, de tipo cercha estudiada, destinada para el soporte de un
aerogenerador.

53
Recomendaciones
1. Se recomienda utilizar el proceso SMAW ya que es 3,9 % más económico que el SMAW
para la fabricación por soldadura de la torre, de tipo cercha estudiada, destinada para el
soporte de un aerogenerador.

54
Bibliografía
1. Chaviano, G. R. Evaluacion por el metodo de elementos finitos, el diseño de una torre para
aerogeneradorres de baja potencia para la fabrica de Antenas. Trabajo de Diploma de
Pregrado. Tutor: Ing. Jorge Luis Díaz López; Andy Rivero Fleites. Facultad de Ingeniería
Mecánica e Industrial. Universidad Central "Marta Abreu" de Las Villas, Santa Clara. Villa
Clara. 2018. Disponible en: http://dspace.uclv.edu.cu:8089/handle/123456789/23/discover
2. Oficina Nacional de Normalización. Calificación de soldadores—Soldadura por fusión—
Parte 1: Aceros. NC ISO 9606-1:1994.IDT. Enmienda 1:1998. La Habana.
3. Castro, P. H. Acero ASTM A36 de 2019.Disponible en:
https://es.scribd.com/doc/89693272/Acero-ASTM-A36#, Fecha de consulta: Marzo de 2019.
4. Guía para la selección y conversión de aceros sovieticos a otras normas internacionales.
Tipos de aceros y sus conversiones. Aceros rusos y sus equivalentes.
https://dokumen.tips/documents/guia-para-la-seleccion-y-conversion-de-aceros-sovieticos-a-
otras-normas-internacionales.html. Fecha de consulta: Marzo 2019
5. MatWeb. ASTM A36 Steel, plate. Disponible en:
http://www.matweb.com/search/DataSheet.aspx?MatGUID=afc003f4fb40465fa3df05129f0e8
8e6. Consultado el: 14/enero de 2019.
6. Pozo Morejón, J. A; Ortiz Méndez, T.; Herrera Artiles, A. Metodología para el
establecimiento de una tecnología de soldadura [Monografía]. Villa Clara. Cuba: Universidad
Central "Marta Abreu"de Las Villas, 2017, 50 p. Situado en el portal docente:
\\10.12.1.66\fimi\Carreras\CRD\Ing Mecanica\5to año\Tecnologia de Soldadura\Bibliografía
7. AWS. Specification for carbon steel electrodes and rods for gas shielded arc welding.
A.W.S. A5.18/A5.18M-2001, Miami: Ed. AWS, 29 p.
8. Pozo Morejón, Juan A. Construcciones Soldadas. Monografía. Ed. Feijóo. 1998
9. Kobe-Steel. Catálogo de consumibles de soldadura. Kobelco, Firma Japonesa. 379p
10. Oficina Nacional de Normalización (ONN). Carga de Viento. Método de cálculo. NC 285:
2003. La Habana, Cuba. (2003)
11. Rodríguez Pérez, Manuel. Apuntes para la asignatura Procesos Tecnológicos [Conferencia
10]. Universidad Central "Marta Abreu"de Las Villas, 2014,. Situado en el portal docente:
\\10.12.1.66\fimi\Carreras\CRD\Ing Mecanica\3er año.

Índice de figuras Figura 1: Torre de celosía.........................................................................................................................3
Figura 2: Esquema de torre soporte para aerogenerador [1] ....................................................................6
Figura 3. Piezas componentes de la base de la torre [1] ...........................................................................8
Figura 4. Piezas componentes de la parte superior de la torre [1] ............................................................9
Figura 5: Ubicación de la carga del viento concentrada sobre la torre [1] ............................................ 10
Figura 6: Carga del aerogenerador ........................................................................................................ 11
Figura 7: Croquis de borde, según la NC 9692 [6] ............................................................................... 18
Figura 8: Preparación de borde, según la NC 9692 [6] ......................................................................... 18
Figura 9: Esquema de la unión soldada con costura de filete, bilateral ................................................ 19
Índice de tablas Tabla 1. Homólogos del acero A36, según otras normas internacionales [3] ..........................................7
Tabla 2. Composición química del acero ASTM A36 [4] .......................................................................7
Tabla 3. Propiedades mecánicas del acero ASTM A36 [5] .....................................................................8
Tabla 4. Elementos que componen el conjunto soldado (ver figura 2 y figura 3)....................................9
Tabla 5. Datos del fabricante del AWS A 5.1 E 7018 LB-52-18 [9] ........................................................ 17
Tabla 6. Diámetros recomendados para electrodos [6] ......................................................................... 18
Tabla 7. Resumen de los cálculos tecnológicos para el proceso SMAW .............................................. 23
Tabla 8. Tipo de costura por la cantidad de pasadas en la soldadura GMAW [6] ................................ 24
Tabla 9. Preparación de la unión para soldaduras a topes desde ambos lados [6] ................................ 25
Tabla 10: Limite de diámetros de alambre-electrodos en soldadura GMAW – CO2 [6] ....................... 26
Tabla 11. Resumen del proceso GMAW............................................................................................... 30
Tabla 12: Datos necesarios para los cálculos económicos .................................................................... 32
Tabla 13. Resumen de los costos económicos del proceso SMAW ...................................................... 40
Tabla 14: Datos necesarios para los cálculos económicos .................................................................... 41
Tabla 15. Resumen de los costos económicos del proceso GMAW ..................................................... 49

ANEXOS

Anexo 1. Recomendaciones de precalentamiento [6]
Especificación del acero Procesos de soldeo
Espesor (mm)
Temp. mín. de precale
nt.(C)
ASTM A36 ASTM A53 Gr. B ASTM A106 Gr. B ASTM A131 Gr. A, B, CS, D, DS, E ASTM A139 Gr. B ASTM A381 Gr. Y35 ASTM A500 Gr. A, B, C
ASTM A501 Gr. A ASTM A516 ASTM A524 Gr. I & II ASTM A573 Gr. 65 ASTM A709 Gr. 36 API 5L Gr. B, X42 ABS Gr. A, B, D, CS, DS, E
SMAW, con electrodos que no sean de bajo hidrógeno
3 – 20 (incl.)
Más de 20 hasta 38 incl.
Más de 38
hasta 65 incl.
Más de 65
Ninguna
65
110
150
ASTM A36 ASTM A53 Gr. B ASTM A106 Gr. B ASTM A131 Gr. A, B, CS, D DS, E, AH 32 & 36, DH 32 & 36 EH 32 & 36 ASTM A139 Gr. B ASTM A381 Gr. Y35 ASTM A441 ASTM A500 Gr. A, B, C ASTM A501 Gr. A, B ASTM A516 Gr. 55 & 60 65 & 70 ASTM A524 Gr. I & II ASTM A529 Gr. 50 & 55 ASTM A537 Clases 1 & 2 ASTM A572 Gr. 42, 50, 55
ASTM A573 Gr. 65 ASTM A588 ASTM A595 Gr. A, B, C ASTM A606 ASTM A618 Gr. Ib, II, III ASTM A633 Gr. A, B, C, D ASTM A709 Gr. 36, 50, 50S, 50W, HPS50W ASTM A808 ASTM 913 Gr. 50 ASTM 992 API 5L Gr. B, X42 API Spec. 2H Gr. 42, 50 API 2MT1 Gr. 50 API 2W Gr. 42, 50, 50T API 2Y Gr. 42, 50, 50T ABS Gr. AH32 & 36 DH32 & 36 EH32 & 36
SMAW con electrodos
de bajo hidrógeno,
SAW, GMAW, FCAW
3 – 20 (incl.)
Más de 20 hasta 38 incl.
Más de 38
hasta 65 incl.
Más de 65
Ninguna
10
65
110
ASTM A572 Gr. 60 & 65 ASTM A633 Gr. E ASTM A913 Gr. 60, 65, 75 ASTM A710 Gr. A Clase 2 ≤50 mm ASTM A710 Gr. A Clase 3 >50 mm
ASTM 709
c Gr. HPS 70W
ASTM 852c
API 2W Gr. 60 API 2Y Gr. 60 API 5L Gr. X52
SMAW
con electrodos de bajo
hidrógeno, SAW,
GMAW, FCAW.
3 – 20 (incl.)
Más de 20 hasta 38 incl.
Más de 38
hasta 65 incl. Más de 65
10
65
110
150
ASTM A710 Gr. A (todas las clases) ASTM A913 Gr. 50, 60, 65
SMAW, SAW, GMAW, FCAW
capaz de depositar un
cont. de hidrógeno máx.
de 8 ml/100g
Todos los espesores
mayores que 3 mm
Ninguna
ASTM A514
c (65 mm e inferiores)
ASTM A517c
ASTM A709c Gr. HPS 100W (HPS 690W) (65 mm e
inferiores)
SMAW
con electrodos de bajo
hidrógeno, SAW,
GMAW, FCAW
Hasta 20
Más de 20 hasta 38 incl.
Más de 38
hasta 65 incl.
Más de 65
10
50
80
110

Anexo 2: Especificaciones de procedimientos de soldadura para la fabricación de la torre
ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA (EPS) Costura I, III y V
Empresa ______UCLV______________________ No. de RCP que soporta ________-_____________ Proceso(s) de soldadura ____SMAW____________
Procedimiento No. ___-_____________________ Revisión __-__ Fecha _julio 2019_____
Tipo: Manual X Semiaut. Mecaniz. [ ] Autom. _________________________________________________________________________________________ DISEÑO DE UNION EMPLEADA Tipo: ____En T __________________________ Costura
unilateral bilateral X
Respaldo: Si No X Material del respaldo_____-__________ Abertura de raíz ___-____ Altura del talón ___-___ Angulo de ranura ___-___ Radio ( J - U ) ___-____
Resanado: Si No - Método ____-________
METALES BASE Especificación del material ASTM A 36 Tipo o grado ______________-________________ Espesor: Ranura __-_______ Filete __6 mm___ Diámetro (tubo) ___________________________
METALES DE APORTE Especificación AWS _AWS A 5.1___ Clasificación AWS ___ E 7018
PROTECCIÓN Fundente _____-_______ Gas_______-________
Composición ___-_____ Electrodo-Fundente (Clas.) Flujo ________-______ ____________________ Diám. de tobera de gas
________-__________
PRECALENTAMIENTO Temp. de Precalentamiento, Min. ____-_______ Temp. entre pasadas: Mín. __-__ Máx. _-_
POSICIÓN Posición para cost. de Ranura __-____ Filete 2F_
Progresión: Ascendente - Descendente -
CARACTERÍSTICAS ELÉCTRICAS Modo de transferencia (GMAW):
Cortocircuito Globular Gota Fina
Corriente: CA CDEP X CDEN Pulsada Otra _______________________________________ Electrodo de tungsteno (GTAW): Tipo: ____-__________ Diámetro ___-_________
TÉCNICA Cordón estrecho u oscilado _____Estrecho________ Pasada(s) simple o múltiple (por lado) ___1________ Número de electrodos ______-__________________ Espacio entre electrodos: Longitudinal ____-______
Lateral _____-_________ Angulo _______-________
Distancia pieza - boquilla de contacto _____-_______ Martillado ___________-_______________________ Limpieza entre pasadas ______Cepillo de alambre___
TRATAMIENTO TÉRMICO POSTERIOR Temperatura __________-______________________ Tiempo ______________-______________________
_________________________________________________________________________________________
PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Veloc. Detalles de la unión
No. de Pasada
Proceso Clasif.
Diám. (mm)
Tipo y
Polarid.
Intensid. o
Veloc. de Alim.
Voltaje ( V )
de Sold. ( m/h )
1 y 2 SMAW E7018 3,2 CDEP 90 A 24 6,85

Continuación del Anexo 2
ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA (EPS) Costura II
Empresa ______UCLV______________________ No. de RCP que soporta ________-_____________ Proceso(s) de soldadura ____SMAW____________
Procedimiento No. ___-_____________________ Revisión __-__ Fecha _julio 2019_____
Tipo: Manual X Semiaut. Mecaniz. [ ] Autom. _________________________________________________________________________________________ DISEÑO DE UNION EMPLEADA Tipo: ____En T __________________________ Costura
unilateral bilateral X
Respaldo: Si No X Material del respaldo_____-__________ Abertura de raíz ___-____ Altura del talón ___-___ Angulo de ranura ___-___ Radio ( J - U ) ___-____
Resanado: Si No - Método ____-________
METALES BASE Especificación del material ASTM A 36 Tipo o grado ______________-________________ Espesor: Ranura __-_______ Filete __6 mm___ Diámetro (tubo) ___________________________
METALES DE APORTE Especificación AWS _AWS A 5.1___ Clasificación AWS ___ E 7018
PROTECCIÓN Fundente _____-_______ Gas_______-________
Composición ___-_____ Electrodo-Fundente (Clas.) Flujo ________-______ ____________________ Diám. de tobera de gas
________-__________
PRECALENTAMIENTO Temp. de Precalentamiento, Min. ____-_______ Temp. entre pasadas: Mín. __-__ Máx. _-_
POSICIÓN Posición para cost. de Ranura __-____ Filete 3F_
Progresión: Ascendente X Descendente
CARACTERÍSTICAS ELÉCTRICAS Modo de transferencia (GMAW):
Cortocircuito Globular Gota Fina
Corriente: CA CDEP X CDEN Pulsada Otra _______________________________________ Electrodo de tungsteno (GTAW): Tipo: ____-__________ Diámetro ___-_________
TÉCNICA Cordón estrecho u oscilado _____Estrecho________ Pasada(s) simple o múltiple (por lado) ___1________ Número de electrodos ______-__________________ Espacio entre electrodos: Longitudinal ____-______
Lateral _____-_________ Angulo _______-________
Distancia pieza - boquilla de contacto _____-_______ Martillado ___________-_______________________ Limpieza entre pasadas ______Cepillo de alambre___
TRATAMIENTO TÉRMICO POSTERIOR Temperatura __________-______________________ Tiempo ______________-______________________
_________________________________________________________________________________________
PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Veloc. Detalles de la unión
No. de Pasada
Proceso Clasif.
Diám. (mm)
Tipo y
Polarid.
Intensid. o
Veloc. de Alim.
Voltaje ( V )
de Sold. ( m/h )
1 y 2 SMAW E7018 3,2 CDEP 90 A 24 6,85

Continuación del Anexo 2
ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA (EPS) Costura IV
Empresa ______UCLV______________________ No. de RCP que soporta ________-_____________ Proceso(s) de soldadura ____SMAW____________
Procedimiento No. ___-_____________________ Revisión __-__ Fecha _julio 2019_____
Tipo: Manual X Semiaut. Mecaniz. [ ] Autom. _________________________________________________________________________________________ DISEÑO DE UNION EMPLEADA Tipo: ____En T __________________________ Costura
unilateral bilateral X
Respaldo: Si No X Material del respaldo_____-__________ Abertura de raíz ___-____ Altura del talón ___-___ Angulo de ranura ___-___ Radio ( J - U ) ___-____
Resanado: Si No - Método ____-________
METALES BASE Especificación del material ASTM A 36 Tipo o grado ______________-________________ Espesor: Ranura __-_______ Filete __4 mm___ Diámetro (tubo) ___________________________
METALES DE APORTE Especificación AWS _AWS A 5.1___ Clasificación AWS ___ E 7018
PROTECCIÓN Fundente _____-_______ Gas_______-________
Composición ___-_____ Electrodo-Fundente (Clas.) Flujo ________-______ ____________________ Diám. de tobera de gas
________-__________
PRECALENTAMIENTO Temp. de Precalentamiento, Min. ____-_______ Temp. entre pasadas: Mín. __-__ Máx. _-_
POSICIÓN Posición para cost. de Ranura __-____ Filete 2F_
Progresión: Ascendente Descendente
CARACTERÍSTICAS ELÉCTRICAS Modo de transferencia (GMAW):
Cortocircuito Globular Gota Fina
Corriente: CA CDEP X CDEN Pulsada Otra _______________________________________ Electrodo de tungsteno (GTAW): Tipo: ____-__________ Diámetro ___-_________
TÉCNICA Cordón estrecho u oscilado _____Estrecho________ Pasada(s) simple o múltiple (por lado) ___1________ Número de electrodos ______-__________________ Espacio entre electrodos: Longitudinal ____-______
Lateral _____-_________ Angulo _______-________
Distancia pieza - boquilla de contacto _____-_______ Martillado ___________-_______________________ Limpieza entre pasadas ______Cepillo de alambre___
TRATAMIENTO TÉRMICO POSTERIOR Temperatura __________-______________________ Tiempo ______________-______________________
_________________________________________________________________________________________
PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Veloc. Detalles de la unión
No. de Pasada
Proceso Clasif.
Diám. (mm)
Tipo y
Polarid.
Intensid. o
Veloc. de Alim.
Voltaje ( V )
de Sold. ( m/h )
1 y 2 SMAW E7018 3,2 CDEP 90 A 24 10,6

Continuación del Anexo 2
ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA (EPS) Costura I, III y V
Empresa ______UCLV______________________ No. de RCP que soporta ________-_____________ Proceso(s) de soldadura ____GMAW____________
Procedimiento No. ___-_____________________ Revisión __-__ Fecha _julio 2019_____
Tipo: Manual Semiaut. X Mecaniz. [ ] Autom. _________________________________________________________________________________________ DISEÑO DE UNION EMPLEADA Tipo: ____En T __________________________ Costura
unilateral bilateral X
Respaldo: Si No X Material del respaldo_____-__________ Abertura de raíz ___-____ Altura del talón ___-___ Angulo de ranura ___-___ Radio ( J - U ) ___-____
Resanado: Si No - Método ____-________
METALES BASE Especificación del material ASTM A 36 Tipo o grado ______________-________________ Espesor: Ranura __-_______ Filete _6 mm____ Diámetro (tubo) ___________________________
METALES DE APORTE Especificación AWS _AWS A 5.18___ Clasificación AWS ___E70S-6
PROTECCIÓN Fundente _____-_______ Gas_______CO2________
Composición __100 %_____ Electrodo-Fundente (Clas.) Flujo _____12 l/min_____ ____________________ Diám. de tobera de gas
________12 mm__________
PRECALENTAMIENTO Temp. de Precalentamiento, Min. ____-_______ Temp. entre pasadas: Mín. __-__ Máx. _-_
POSICIÓN Posición para cost. de Ranura __-____ Filete 2F_
Progresión: Ascendente Descendente
CARACTERÍSTICAS ELÉCTRICAS Modo de transferencia (GMAW):
Cortocircuito Globular Gota Fina
Corriente: CA CDEP X CDEN Pulsada Otra _______________________________________ Electrodo de tungsteno (GTAW): Tipo: ____-__________ Diámetro ___-_________
TÉCNICA Cordón estrecho u oscilado _____Estrecho________ Pasada(s) simple o múltiple (por lado) ___1________ Número de electrodos ______-__________________ Espacio entre electrodos: Longitudinal ____-______
Lateral _____-_________ Angulo _______-________
Distancia pieza - boquilla de contacto __9,6 mm____ Martillado ___________-_______________________ Limpieza entre pasadas ______Cepillo de alambre___
TRATAMIENTO TÉRMICO POSTERIOR Temperatura __________-______________________ Tiempo ______________-______________________
_________________________________________________________________________________________
PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Veloc. Detalles de la unión
No. de Pasada
Proceso Clasif.
Diám. (mm)
Tipo y
Polarid.
Intensid. o
Veloc. de Alim.
Voltaje ( V )
de Sold. ( m/h )
1 y 2 SMAW E70S-6 1,2 CDEP 235 A 25,75 5,12

Continuación del Anexo 2
ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA (EPS) Costura II
Empresa ______UCLV______________________ No. de RCP que soporta ________-_____________ Proceso(s) de soldadura ____GMAW____________
Procedimiento No. ___-_____________________ Revisión __-__ Fecha _julio 2019_____
Tipo: Manual Semiaut. X Mecaniz. [ ] Autom. _________________________________________________________________________________________ DISEÑO DE UNION EMPLEADA Tipo: ____En T __________________________ Costura
unilateral bilateral X
Respaldo: Si No X Material del respaldo_____-__________ Abertura de raíz ___-____ Altura del talón ___-___ Angulo de ranura ___-___ Radio ( J - U ) ___-____
Resanado: Si No - Método ____-________
METALES BASE Especificación del material ASTM A 36 Tipo o grado ______________-________________ Espesor: Ranura __-_______ Filete __6 mm___ Diámetro (tubo) ___________________________
METALES DE APORTE Especificación AWS _AWS A 5.18___ Clasificación AWS ___E70S-6
PROTECCIÓN Fundente _____-_______ Gas_______CO2_______
Composición ___100 %_____ Electrodo-Fundente (Clas.) Flujo _____12 l/min_____ ____________________ Diám. de tobera de gas
________12 mm__________
PRECALENTAMIENTO Temp. de Precalentamiento, Min. ____-_______ Temp. entre pasadas: Mín. __-__ Máx. _-_
POSICIÓN Posición para cost. de Ranura __-____ Filete 3F_
Progresión: Ascendente X Descendente
CARACTERÍSTICAS ELÉCTRICAS Modo de transferencia (GMAW):
Cortocircuito Globular Gota Fina
Corriente: CA CDEP X CDEN Pulsada Otra _______________________________________ Electrodo de tungsteno (GTAW): Tipo: ____-__________ Diámetro ___-_________
TÉCNICA Cordón estrecho u oscilado _____Estrecho________ Pasada(s) simple o múltiple (por lado) ___1________ Número de electrodos ______-__________________ Espacio entre electrodos: Longitudinal ____-______
Lateral _____-_________ Angulo _______-________
Distancia pieza - boquilla de contacto __9,6 mm____ Martillado ___________-_______________________ Limpieza entre pasadas ______Cepillo de alambre___
TRATAMIENTO TÉRMICO POSTERIOR Temperatura __________-______________________ Tiempo ______________-______________________
_________________________________________________________________________________________
PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Veloc. Detalles de la unión
No. de Pasada
Proceso Clasif.
Diám. (mm)
Tipo y
Polarid.
Intensid. o
Veloc. de Alim.
Voltaje ( V )
de Sold. ( m/h )
1 y 2 SMAW E70S-6 1,2 CDEP 235 A 25,75 5,12

Continuación del Anexo 2
ESPECIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA (EPS) Costura IV
Empresa ______UCLV______________________ No. de RCP que soporta ________-_____________ Proceso(s) de soldadura ____GMAW____________
Procedimiento No. ___-_____________________ Revisión __-__ Fecha _julio 2019_____
Tipo: Manual Semiaut. X Mecaniz. [ ] Autom. _________________________________________________________________________________________ DISEÑO DE UNION EMPLEADA Tipo: ____En T __________________________ Costura
unilateral bilateral X
Respaldo: Si No X Material del respaldo_____-__________ Abertura de raíz ___-____ Altura del talón ___-___ Angulo de ranura ___-___ Radio ( J - U ) ___-____
Resanado: Si No - Método ____-________
METALES BASE Especificación del material ASTM A 36 Tipo o grado ______________-________________ Espesor: Ranura __-_______ Filete __4 mm___ Diámetro (tubo) ___________________________
METALES DE APORTE Especificación AWS _AWS A 5.18___ Clasificación AWS ___E70S-6
PROTECCIÓN Fundente _____-_______ Gas_______CO2_______
Composición __100 %-_____ Electrodo-Fundente (Clas.) Flujo _____12 l/min_____ ____________________ Diám. de tobera de gas
________12 mm__________
PRECALENTAMIENTO Temp. de Precalentamiento, Min. ____-_______ Temp. entre pasadas: Mín. __-__ Máx. _-_
POSICIÓN Posición para cost. de Ranura __-____ Filete 2F_
Progresión: Ascendente Descendente
CARACTERÍSTICAS ELÉCTRICAS Modo de transferencia (GMAW):
Cortocircuito Globular Gota Fina
Corriente: CA CDEP X CDEN Pulsada Otra _______________________________________ Electrodo de tungsteno (GTAW): Tipo: ____-__________ Diámetro ___-_________
TÉCNICA Cordón estrecho u oscilado _____Estrecho________ Pasada(s) simple o múltiple (por lado) ___1________ Número de electrodos ______-__________________ Espacio entre electrodos: Longitudinal ____-______
Lateral _____-_________ Angulo _______-________
Distancia pieza - boquilla de contacto __9,6 mm____ Martillado ___________-_______________________ Limpieza entre pasadas ______Cepillo de alambre___
TRATAMIENTO TÉRMICO POSTERIOR Temperatura __________-______________________ Tiempo ______________-______________________
_________________________________________________________________________________________
PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Veloc. Detalles de la unión
No. de Pasada
Proceso Clasif.
Diám. (mm)
Tipo y
Polarid.
Intensid. o
Veloc. de Alim.
Voltaje ( V )
de Sold. ( m/h )
1 y 2 SMAW E70S-6 1,2 CDEP 233 A 25,65 7,96