tugas akhir - spmi.poltekba.ac.idspmi.poltekba.ac.id/spmi/fileta/140309232891_2017.pdf · surface...
TRANSCRIPT

i
PENGARUH POST-TREATMENT LAPISAN METANA-
KARBON TERHADAP SIFAT PERMUKAAN
THRUST WASHER DIFFERENTIAL
TUGAS AKHIR
KARYA TULIS INI DIAJUKAN SEBAGAI SALAH SATU SYARAT
UNTUK MEMPEROLEH GELAR AHLI MADYA DARI POLITEKNIK
NEGERI BALIKPAPAN
AHMAD JAILANI
140309232891
POLITEKNIK NEGERI BALIKPAPAN
PROGRAM STUDI ALAT BERAT
JURUSAN TEKNIK MESIN
2017
ii
LEMBAR PENGESAHAN
PENGARUH POST-TREATMENT LAPISAN METANA-
KARBON TERHADAP SIFAT PERMUKAAN THRUST
WASHER DIFFERENTIAL
Disusun Oleh :
AHMAD JAILANI
NIM : 140309232891
Pembimbing I
Wahyu Anhar, S.T., M.Eng.
NIDN. 1117058102
Pembimbing II
Hadi Hermansyah, S.Si., M.Si.
NIP. 198306192014041001
Penguji II
Donny Sayogi Sandhi
NRP. 80110011
Penguji I
Zulkifli,S.T., M.T.
NIP. 198508282014041003
Ketua Jurusan Teknik Mesin
Program Studi Alat Berat
Zulkifli,S.T., M.T.
NIP. 198508282014041003

iii
iv

v
Karya ilmiah ini kupersembahkan kepada
Ayah dan Ibunda tercinta
Abdul Fattah dan Hj. Marwati
Saudara kandung yang kusayangi
Rekan-rekan Mahasiswa Teknik Mesin Alat Berat Angkatan 2014
Dosen Teknik Mesin
Dosen pembimbing dan wali dosen
Rekan OJT di site Batulicin, Sebuku, dan Sungai danau
Seluruh mahasiswa Politeknik Negeri Balikpapan angkatan 2014
Terkhusus kawan-kawan 3 TM 1 angkatan 2014

vi
ABSTRAK
Thrust washer adalah sebuah komponen didalam differential yang memiliki
fungsi menjaga keausan antara dua komponen yang saling bergerak satu dengan
yang lainnya, sehingga pada komponen ini sangat dianjurkan untuk memiliki
meningkatkan sifat dari permukaan thrust washer. Dengan cara plasma
carburizing dinilai mampu meningkatkan permukaan material dengan cara
menyisipkan gas karbon yg melapisi permukaan material, sehingga tidak
merubah karekteristik dari base material. Hal ini dilakukan tidak lepas dari
peningkatan permukaan untuk mengurangi tingkat keausan dan meningkatkan
ketangguhan permukaan material. Selain itu, proses post-treatment juga
dilakukan dengan tujuan memadatkan lapisan material agar mendapatkan
kekerasan pasca dilakukannya plasma carburizing. Proses ini dilakukan dengan
cara menembakan atom argon ke material agar lapisan memadat dengan waktu
tertentu. Nilai kekerasan material tidak berbanding lurus antara waktu
penembakan dengan nilai kekerasan. Sehingga penulis menganalisa seberapa
waktu yang cocok untuk dilakukan proses post-treatment.
Kata Kunci : Differential, Thrust Washer, Plasma Carburizing, Post-
Treatment

vii
ABSTRACT
Thrust washer is a component inside the differential that has the function of
maintaining wear between two components that move with each other, so that this
component is strongly recommended to have improved the nature of the thrust
washer surface. By way of carburizing plasma is assessed able to increase the
surface of the material by inserting the carbon gas lining the surface of the
material, so as not to change the characteristics of the base material. This is done
not separated from the surface increase to reduce the wear rate and increase the
surface toughness of the material. In addition, post-treatment process is also done
with the aim of compacting the material layer to get the hardness of post-
carburizing plasma. This process is done by shooting argon atoms into the
material to coat the solids over time. The value of material hardness is not
directly proportional to the time of shooting with the hardness value. So the
authors analyze how much time suitable for the post-treatment process.
Keywords: Differential, Thrust Washer, Plasma Carburizing, Post-Treatment

viii
KATA PENGANTAR
Dengan memanjatkan puji dan syukur kepada ALLAH SWT Yang Maha
Kuasa, yang Maha Pengasih lagi Maha Penyayang, yang telah memberikan taufik
dan hidayah-Nya, serta berkah dan karunia-Nya, sehinggapenulis dapat
menyelesaikan penyusunan tugas akhir yang berjudul “PENGARUH POST-
TREATMENT LAPISAN METANA-KARBON TERHADAP SIFAT
PERMUKAAN THRUST WASHER DIFFERENTIAL” sesuai dengan waktu yang
ditetapkan dan dapat selesai dengan baik. Shalawat serta salam selalu tercurah
kepada junjungan kita Nabi Besar Muhammad SAW yang selalu menuntun
umatnya kepada jalan yang benar dan di ridhoi oleh Allah SWT. Tugas akhir ini
disusun untuk memenuhi salah satu persyaratan kelulusan dari Politeknik Negeri
Balikpapan sebagai Diploma III pada jurusan Teknik Mesin program Studi Alat
Berat.
Di dalam penyusunan tugas akhir ini, bukan tanpa kendala dan kesulitan
yang dihadapi oleh penulis, tapi berkat dukungan dan bantuan dari berbagai
semua pihak tugas akhir ini dapat diselesaikan dengan baik. Penulis
menyampaikan ucapan terima kasih yang sebesar-besarnya kepada:
1. Bapak Ramli, SE., M.M sebagai Direktur Politeknik Negeri Balikpapan.
2. Bapak Zulkifli, S.T., M.T, sebagai Ketua Jurusan Teknik Mesin, sekaligus
Ketua Program Studi Alat Berat
3. Bapak Wahyu Anhar, S.T., M.Eng. sebagai pembimbing I, Hadi Hermansyah,
S.Si., M.Si. sebagai dosen pembimbing II saya di Politeknik Negeri
Balikpapan dan yang telah membimbing dan memberikan pengarahan selama
pengerjaan tugas akhir ini.
4. Seluruh staf dan karyawan jurusan Teknik Mesin Politeknik Negeri
Balikpapan dan rekan-rakan atas diskusi dan konsultasi yang di berikan.
5. Ayahanda, Ibunda, dan sanak saudara yang telah memberikan dorongan baik
moril maupun material serta do‟a.
6. Seluruh sahabat angkatan 2014 Teknik Mesin yang telah banyak membantu
selama penyusunan tugas akhir ini hingga selesai.

ix
7. Semua pihak yang penulis tidak dapat menyebutkan satu per satu, yang telah
memberikan bantuan secara langsung maupun tidak langsung dalam
penyusunan tugas akhir ini hingga selasai.
Tugas Akhir ini masih jauh dari sempurna, oleh karena itu kritik dan saran
sangat penulis harapkan demi kesempurnaan tugas akhir ini. Semoga Tugas Akhir
ini bermanfaat baik bagi penulis maupun bagi pihak-pihak yang membacanya,
Terimakasih.
Balikpapan, 20 Agustus 2017
Penulis

x
DAFTAR ISI
COVER ............................................................................................................... i
LEMBAR PERSETUJUAN............................................................................... ii
SURAT PERNYATAAN.................................................................................. iii
SURAT PERNYATAAN PUBLIKASI ............................................................ iv
LEMBAR PERSEMBAHAN ............................................................................ v
ABSTRAK ........................................................................................................ vi
ABSTRACT ..................................................................................................... vii
KATA PENGANTAR .................................................................................... viii
DAFTAR ISI ...................................................................................................... x
DAFTAR GAMBAR ....................................................................................... xii
BAB I PENDAHULUAN
1.1 Latar Belakang ........................................................................................... 1
1.2 Rumusan Masalah ...................................................................................... 2
1.3 Batasan Masalah......................................................................................... 2
1.4 Tujuan Masalah .......................................................................................... 2
1.5 Manfaat Penulisan ...................................................................................... 2
1.6 Sistematika Penulisan................................................................................. 3
BAB II LANDASAN TEORI
2.1 Tinjauan Pustaka ........................................................................................ 4
2.2 Differential ................................................................................................. 5
2.2.1 Thrust Washer ........................................................................................... 6
2.3 Surface Treatment ...................................................................................... 7
2.4 Teknologi Karburasi .................................................................................. 7
2.4.1 Prinsip Dasar Karburasi Plasma ................................................................ 7
2.5 Chemical Vapor Desposition ................................................................... 10
2.6 Uji Kekerasan ........................................................................................... 10
2.6.1 Uji Kekerasan Metode Mikro Vickers...................................................... 11
2.7 Rekristalisasi ............................................................................................. 12
xi
BAB III METODOLOGI PENELITIAN
3.1 Jenis Penelitian ......................................................................................... 14
3.2 Tempat dan Waktu Penelitian .................................................................. 14
3.3 Material dan Persiapan Benda Uji ........................................................... 14
3.4 Langkah Kerja .......................................................................................... 16
3.5 Pengujian Kekerasan (Mikro Vickers) ..................................................... 17
3.6 Membersihkan Benda Uji Dengan Ultrasonic Cleaner ........................... 17
3.7 Pelapisan Material Dengan Plasma Carburizing dan Post-Treatment .... 18
3.7.1Proses Pelapisan Plasma Carburizing ..................................................... 18
3.7.2Proses Post-Treatment Terhadap Lapisan Karbon ................................... 18
BAB IV PEMBAHASAN
4.1 Pengujian Kekerasan Mikro Vickers Thrust Washer ............................... 21
4.2 Pengujian Kekerasan Lapisan Carburizing .............................................. 21
4.3 Pengujian Kekerasan Post-Treatment Terhadap Lapisan Karbon ............ 22
BAB V PENUTUP
5.1 Kesimpulan .............................................................................................. 25
5.2 Saran ......................................................................................................... 25
DAFTAR PUSTAKA
LAMPIRAN

xii
DAFTAR GAMBAR
Gambar 2.1 Komponen Differential 6
Gambar 2.2 Thrust Washer 7
Gambar 2.3 Skema Peralatan Plasma Carburizing 8
Gambar 2.4 (a) Hot-Wall Thermal CVD 10
Gambar 2.4 (b) Plasma Assisted CVD 10
Gambar 2.5 Penguji Vickers 11
Gambar 2.6 Bentuk Indentor Vickers 11
Gambar 2.7 Pertumbuhan Butir Pada Rekristalisasi 13
Gambar 3.1 Potongan Sampel Pengujian 15
Gambar 3.2 Packing Sampel Uji 15
Gambar 3.3 Pengamplasan 16
Gambar 3.4 Polishing Menggunakan Bludru 16
Gambar 3.5 Mesin Penguji Kekerasan (Mikro Vickers) 17
Gambar 3.6 Wadah Ultrasonic Cleaner 18
Gambar 3.7 Alat Plasma Carburizing 19
Gambar 3.8 Flow Chart Penelitian 20
Gambar 4.1 Grafik Hubungan Kekerasan Terhadap Kedalaman Benda Uji 21
Gambar 4.2 Mekanisme Difusi 22
Gambar 4.3 Grafik Hubungan kekerasan Dengan Waktu Post-Treatment 22
Gambar 4.4 Sketsa Tubrukan Ion Terhadap Permukaan 23
Gambar 4.5 Ilustrasi Shot Peening 23
Gambar 4.6 Rekristalisasi 24
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Differential merupakan salah satu komponen power train yang berfungsi
untuk meneruskan putaran tenaga dari transmisi melalui drive shaft yang
selanjutnya akan diteruskan ke final drive atau roda dan juga berfungsi membuat
kecepatan roda kiri dan kanan berbeda saat membelok. Pada komponen
differential terdapat komponen thrust washer yang berfungsi menjaga keausan
antara komponen yang saling bergerak satu dengan yang lainnya.
Tugas akhir ini merujuk kepada tugas akhir sebelumnya, dimana
permasalah differential cast yaitu pecahnya thrust washer differential sebelum
lifetime. Sehingga mengakibatkan komponen utama pada differential rusak akibat
pecahan tersebut. Dari hasil tersebut penulis menganalisa terdapat 2 kemungkinan
yaitu komponen kurang keras atau terlalu keras.
Surface treatment dapat didefinisikan sebagai suatu usaha dalam upaya
meningkatkan kualitas atau mutu pada permukaan material yang diinginkan.
Dalam penelitian ini penulis menggunakan metode carburizing terhadap
permukaan thrust washer dengan tujuan untuk meningkatkan kinerja
(performance), meningkatkan kualitas material, dan memperpanjang life time
pada thrust washer. Sehingga diperlukan peningkatan kualitas material untuk
meningkatkan life time thrust washer maka material diberi perlakuan Plasma
Carburizing. Plasma Carburizing adalah suatu proses pengerasan permukaan
material (baja) dengan cara pendifusian atom-atom karbon ke dalam permukaan
material. Proses pendifusian ini memanfaatkan energi listrik dan energi termal
(panas).
Setelah dilakukan carburizing, benda uji dilanjutkan dengan proses Post-
Treatment. Dimana proses ini adalah proses setelah carburizing dengan cara
memadatkan permukaan benda uji dengan menembakan atom-atom argon agar
permukaan menjadi padat dan keras
Penulis akan membahas karakterisitik kekerasan pada material, kemudian
akan dikomparasi atau dibandingkan dengan komponen sebelum dilakukan

2
surface treatment. Berdasarkan latar belakang tersebut, penulis tertarik melakukan
sebuah penelitian dengan objek thrust washer dengan maksud meningkatkan
kualitas material dengan metode post-treatment lapisan carburizing.
1.2 Rumusan Masalah
Perumusahan masalah dalam penelitian ini adalah “Seberapa besar
pengaruh deposisi lapisan tipis karbon, yang dilanjutkan dengan proses post
treatment sebelum dan sesudah proses pelapisan terhadap perubahan struktur
material thrust washer”.
1.3 Batasan Masalah
Untuk mencegah tidak melebarnya masalah dari pembahasan utama, maka
perlu dilakukan pembatasan masalah yang dibatasi pada hal-hal sebagai berikut:
1. Material yang digunakan untuk dilapisi adalah trust washer pada Quon Truck.
2. Metode pelapisan menggunakan metode plasma carburizing dengan
dilanjutkan proses post-treatment.
3. Waktu pelapisan carburizing adalah 4 jam, sedangkan waktu post-treatment
divariasikan selama 10, 20, dan 30 menit.
1.4 Tujuan Penelitian
Tujuan penulisan tugas akhir ini adalah:
1. Mengetahui angka kekerasan komponen washer input shaft differential.
2. Mengetahui karakteristik sifat kekerasaan dari komponen dengan proses
plasma carburizing.
3. Mengetahui karakteristik sifat kekerasan sesudah dilakukan proses post-
treatment.
1.5 Manfaat Penulisan
Berdasarkan tujuan penelitian tugas akhir, maka diharapkan dapat
memberikan manfaat antara lain:
1. Menambah ilmu pengetahuan dan mengetahui tentang meningkatkan
kualitas komponen trust washer differential.

3
2. Dapat mengetahui karakteristik sifat kekerasaan dari komponen sebelum dan
sesudah proses plasma carburizing dan proses post treatment.
3. Dapat mengetahui perbedaan kekerasan sebelum dan sesudah dilakukan
plasma carburizing dan proses post treatment.
1.6 Sistematika Penulisan
Dalam penulisan tugas akhir ini dibuat sistematika penulisan agar arah
penulisan jelas sehingga mudah dipahami, sistematika penulisan tugas akhir
ini :
BAB I : PENDAHULUAN
Pada bagian ini terdiri dari latar belakang masalah, rumusan masalah, tujuan
penelitian, manfaat penelitian dan sistematika.
BAB II : LANDASAN TEORI
Merupakan uraian - uraian pendukung yang berhubungan dengan proses
pengolahan data dan dalam usaha pemecahan masalah tugas akhir ini.
BAB III : METODOLOGI PENELITIAN
Di dalam bab ini disajikan secara sederhana menguraikan variabel penelitian dan
definisi secara operasional. Penentuan sampel, jenis dan sumber data, metode
pengumpulan data dan metode analisis yang digunakan dalam penelitian.
BAB IV : HASIL DAN PEMBAHASAN
Di dalam bab ini diuraikan deskripsi objek penelitian analisis data dan
pembahasan hasil penelitian.
BAB V : PENUTUP
Di dalam bab ini disajikan kesimpulan berdasarkan hasil analisa yang merupakan
jawaban dari perumusan masalah yang ada dan saran yang dapat digunakan
kedepanya.

4
BAB II
LANDASAN TEORI
2.1 Tinjauan Pustaka
Shinn Shyong Tzeng,. dkk., (2010) [1], pada jurnal Diamond & Related
Materials yang berjudul pengaruh plasma nitrogen post-treatment pada lapisan
karbon seperti berlian sintetis oleh plasma RF yang meningkatkan deposisi uap
kimia. Lapisan DLC (Diamond Like Carbon) disintesis dengan RF-PECVD
menggunakan asitelin sebagai sumber karbon dan efek plasma post-treatment
dengan tekanan yang berbeda pada struktur dan lapisan DLC dalam penelitian ini.
Kekerasan permukaan dengan AFM (Atomic Force Microscope) mikroskop daya
atom, menunjukkan bahwa kekerasan yang lebih tinggi diperoleh setelah
perlakuan post-treatment pada tekanan yang lebih tinggi (0,3 dan 0,9 torr) dan
perlakuan post-treatment pada tekanan rendah (0,15 torr) menghasilkan kekerasan
yang lebih rendah dari pada lapisan yang asli. Analisis Raman dan pengukuran
kekerasan pada nanopartikel menunjukkan bahwa rasio ID/IG yang lebih tinggi
diamati setelah plasma post-treatment dengan tekanan yang lebih rendah dan
akibatnya kekerasan yang lebih rendah juga diukur. Dibandingkan dengan lapisan
DLC asli, tekanan sisa setelah proses plasma post-treatment sedikit menurun
sebab daaerah yang relatif tipis yang terlibat dalam proses plasma post-treatment.
Shinn Shyong Tzeng,. dkk., (2011) [2], pada jurnal Diamond & Related
Materials yang berjudul karakterisasi permukaan dan sifat nanopartikel dari
lapisan karbon seperti berlian sintetis oleh plasma RF yang meningkatkan
deposisi uap kimia. Lapisan DLC (Dimond Like Carbon) disintesis oleh RF-
PECVD menggunakan asetelin sebagai sumber karbon dan pengaruh parameter
deposisi yang berbeda, termasuk rasio C2H2/N2 dan tekanan deposisi pada
karakterisasi permukaan dan sifat mekanik lapisan DLC diteliti. Kekerasan
lapisan DLC asetelin/nitrogen, rasio reaksi atmosfer dan juga kekerasan menurun.
Lapisan kasar dengan tegangan sisa yang lebih tinggi diperoleh saat menggunakan
tekanan deposisi yang lebih tinggi dari 40,0 Pa (0,3 torr). Untuk efek plasma post-
treatment menggunakan atmosfer yang berbeda, perlakuan menggunakan plasma

5
post-treatment dengan hidrogen menghasilkan permukaan yang rata, sedangkan
perlakuan menggunakan plasma post-treatment dengan nitrogen dan argon
menghasilkan permukaan yang kasar. Variasi tegangan sisa setelah uji coba
plasma selama 5 menit cukup kecil dibandingkan dengan lapisan DLC asli karena
daerah yang relatif tipis yang terlibat dalam proses plasma post-treatment.
Bertolak bekalakang dengan perubahan parameter deposisi (rasio C2H2/N2 dan
tekanan deposisi) perlakuan plasma post-treatment menurunkan kekasaran pada
permukaan tanpa mengorbankan kekasaran yang signifikan.
Dwi Priyantoro., dkk., (2016) [3] pada Jurnal Forum Nuklir (JFN)
Volume 12, Nomor 2 yang berjudul perlakuan permukaan pada roller rantai
dengan metode plasma carburizing dari campuran gas he dan ch4 pada tekanan
1,8 mbar. Transmisi daya mekanik antara dua roda gigi dapat menggunakan
rantai. Bagian dari mata rantai yang bergesekan langsung dengan roda gigi adalah
roller rantai. Permukaan roller rantai harus memiliki sifat yang keras agar tidak
mudah aus. Pengerasan permukaan roller rantai dapat dilakukan dengan
pembentukan lapisan DLC pada permukaan tersebut. Lapisan DLC dapat dibentuk
dengan metode plasma carburizing. Plasma carburizing dalam penelitian ini
memanfaatkan lucutan pijar DC dari campuran gas helium dan gas metana pada
tekanan 1,8 mbar dan temperatur 573 K, sedangkan waktu perlakuan bervariasi 1,
2, 3, 4, dan 5 jam. Hasil penelitian menunjukkan bahwa kekerasan permukaan
roller rantai naik dari 276,05 VHN menjadi 403,56 VHN atau terjadi kenaikan
sebesar 46,19% setelah dilakukan perlakuan plasma carburizing selama 4 jam
Berdasarkan tinjauan pustaka [1]-[3] membuat penulis tertarik untuk
membahas dan melakukan penelitian tentang metode carburizing sehingga dapat
mengetahui karakteristik sifat kekerasan setelah proses carburizing dan
dilanjutkan dengan perlakuan post-treatment.
2.2 Differential
Differential merupakan salah satu komponen power train yang berfungsi
untuk meneruskan tenaga putaran transmisi melalui propeller shaft yang
selanjutnya akan membuat penyaluran tenaga lebih halus ke final drive atau roda-
roda penggerak dan membuat kecepatan roda kiri dan kanan berbeda saat

6
membelok. Saat kendaraan berjalan belok atau pada jalan yang buruk akan terjadi
jarak tempuh yang beda anatara roda kanan dan kiri. Jika kedua roda berputar
pada kecepatan sama, roda dengan jarak tempuh lebih pendek akan slip. Tujuan
differential ini akan secara otomatis membuat kecepatan roda berbeda antara roda
kiri dan roda kanan sehingga perputaran menjadi halus. Differential akan
mengurangi keausan ban dan kerusakan shaft differential.
Gambar 2.1 Komponen Differential
Sumber : (tyospidermenk.blogspot.co.id)
Differential terbagi menjadi 2 bagian utama yaitu Final Gear dan
Differential Gear. Final Gear terdiri dari Drive Pinion/Pinion Shaft dan Ring
Gear/Bevel Gear, dan berfungsi untuk memperbesar momen dan mengubah arah
putaran sebesar 90°. Sedangkan Differential Gear terdiri dari Side Gear, dan
berfungsi untuk membedakan kecepatan putaran roda kiri dan kanan saat
membelok. Salah satu komponen yang terdapat pada Differential yaitu trust
washer.
2.2.1 Thrust Washer
Thrust Washer merupakan salah satu komponen yang berfungsi menjaga
keausan antara dua komponen yang saling bergerak satu dengan yang lainnya,
sehingga pada komponen ini sangat dianjurkan untuk memiliki karakteristik yang
kuat.

7
Gambar 2.2 thrust washer
Sumber : (Dokumen Pribadi)
2.3 Surface Treatment
Surface Treatment adalah suatu perlakuan untuk menghasilkan
terbentuknya kulit lapisan pada permukaan baja, dimana lapisan tersebut memiliki
sifat-sifat lebih baik dibandingkan dengan bagian dalam pada baja. Perlakuan
permukaan ini bertujuan untuk meningkatkan sifat kekerasan pada permukaan
baja.
2.4 Teknologi Karburasi
Carburizing/karburasi adalah menambahkan atom karbon pada permukaan
material/baja yang kandungan karbonnya rendah, sehingga metode ini cocok
untuk baja karbon rendah atau baja paduan dengan kandungan karbon antara 0,1%
sampai dengan 0,25%. Kandungan karbon setelah proses karburasi dapat
meningkat hingga 0,7 % sampai 0,9 %. Karburasi dilakukan pada suhu austenit
yaitu pada 900°C sampai dengan 930°C, karena pada kondisi austenit karbon akan
larut interstisi secara optimal. Kelarutan karbon dalam baja juga dipengaruhi oleh
suhu baja tersebut. Kekerasan permukaan material yang dihasilkan tergatung dari
jumlah kandungan karbon yang masuk dalam permukaan baja Adapun metode-
metode yang dilakukan dalam proses nitridasi salah satunya adalah karburasi
plasma.
2.4.1 Prinsip dasar karburasi plasma
Prinsip dari metode ini adalah, masuknya atom-atom gas terioniasi
(plasma) ke dalam material karena adanya pengaruh medan yang diionisasikan

8
berasal dari gas alam hidrokarbon seperti CH4 dan C6h6. Gas tersebut dialirkan
ke dalam tabung lucutan (kondisi vakum orde 10² Torr), dimana
komponen/material yang akan dikeraskan diletakkan pada elektroda bawah
(katoda) dalam tabung tersebut. Karena adanya beda potensial yang terpasang
diantara 2 elektroda (orde 1-3 keV), maka gas-gas karbon akan terionisasi. Ion-ion
karbon tersebut karena adanya pengaruh medan listik akan menumbuk permukaan
material tersebut. Adanya sifat yang lebih unggul (keras dan ulet) disebabkan
karena adanya perubahan struktur Kristal dalam bahan logam akibat adanya
pemanasan suhu, kekosongan, intertisial, ketidakmurnian maupun terbentuknya
fasa baru.
Gambar 2.3 Skema Peralatan Plasma Carburizing
Sumber : (Dokumen Pribadi)
Komponen utama dari peralatan adalah tabung karburasi, sistem pemanas,
sistem tegangan tinggi, sistem vakum, tangki beserta sistem aliran gas, dan
pemegang sampel.
1. Tabung Karburasi
Tabung bagian luar dengan diameter luar 46 cm, tinggi 55 cm, dan tebal 8
mm, dibuat dari baja karat SS-304. Tabung pengungkung plasma yang
direncanakan dari bahan quartz diganti dari bahan baja tahan karat yang
dilubangi karena kesulitan mendapatkan bahan quartz dengan diameter besar.
2. Sistem Pemanas
Sistem karburasi dirancang dengan ruang yang dipanaskan menggunakan
pemanas elektrik yang memanaskan seluruh ruang uji dan bukan hanya benda
uji saja. Sistem pemanas dirancang dan dibuat dengan electric-heater (fire-
brick), terdiri dari 2 buah (2 x 2000 watt) atau 4 buah (4 x 1000 watt) untuk
mencapai temperatur operasi yang diperlukan. Temperatur dikontrol dengan

9
temperature controller type Autonic TZ4M berjenis PID dengan kemampuan
self-tune. Controller ini dilengkapi dengan Solid-State-Relay (SSR) dengan
kapasitas 30 ampere. Termokopel jenis „K‟ dengan kemampuan ukur dan
ketahanan diatas 1000C, dipakai untuk mengukur temperatur dalam ruang
nitridasi untuk diumpankan ke temperature controller. Temperatur operasi
dalam tabung berkisar antara 350C-590C, dalam desain memungkinkan
temperatur hingga mendekati 1000C.
3. Sistem Aliran Gas
Sistem aliran gas dirancang agar memungkinkan penggunaan gas tunggal
(N2) maupun campuran, misalnya N2/H2, N2/CH4, dengan laju alir yang
terukur. Untuk rancangan ini digunakan kontrol dan pengukur aliran gas dari
tabung gas menuju ruang nitridasi dengan menggunakan flow-meter dan
needle valve. Arah dan keluaran gas dalam ruang nitridasi dirancang dengan
sambungan variabel sehingga ketinggian pipa dalam diatur. Dengan kondisi
ini peralatan bisa dikopel untuk proses pengerasan bahan dengan gas atau
campuran gas serta mekanisme pengerasan lainnya.
4. Sistem Tegangan Tinggi
Sistem tegangan tinggi dirancang dengan tegangan tinggi DC 1-20 kV dengan
arus 1-50 mA. Untuk pengembangan selanjutnya akan dirancang sumber
tegangan berupa tegangan tinggi DC berpulsa dengan frekuensi 100-1000 Hz,
dan bila mungkin dirancang untuk bisa dipasangkan juga dengan RF yang
ditunjukan khusus untuk membangkitkan plasma. Komponen tegangan tinggi
menggunakan sistem trafo dan pelipat tegangan.
5. Sistem Vakum
Untuk operasi nitridasi dirancang sistem vakum pada ruang karburasi sampai
10-3
mBar. Sistem vakum dihasilkan dari pompa rotari dengan kapasitas
4501/menit sehingga tekanan vakum ruang untuk operasi dapat dicapai
dengan waktu sekitar 15 menit. Peralatan ukur tekanan vakum pirani-meter,
katup pengatur dan beberapa saluran belows diperlukan untuk mengatur
sistem vakum.
10
2.5 Chemical Vapor Desposition
Chemical Vapor Desposition (CVD) merupakan reaksi kimia yang
dimaksudkan untuk meningkatkan kemurnian dan hasil yang tinggi dari suatu
material padat. Proses ini sering digunakan dalam industri semi konduktor untuk
menghasilkan lapisan yang tipis. Dalam beberapa tipe CVD, substrat diarahkan ke
satu atau beberapa bagian yang mudah menguap, sehingga reaksi terjadi pada
bagian permukaan substrat untuk menghasilkan endapan yang diinginkan.
Seringkali dihasilkan produk sampingan yang mudah menguap yang terdistribusi
oleh gas yang mengalir dalam ruang reaksi.
Proses microfabrication kebanyakan menggunakan CVD untuk
mendapatkan material dalam berbagai bentuk, seperti monocrystalline,
polycrystalline, amorphouse, dan epitaxial. Material yang diendapkan biasanya
silikon, serat karbon, carbon nanofibers, filaments, carbon nanotubes, SiO2,
silikon-germanium, tungsten, silicon nitride, silikon oxinitrit, titanium nitrit. CVD
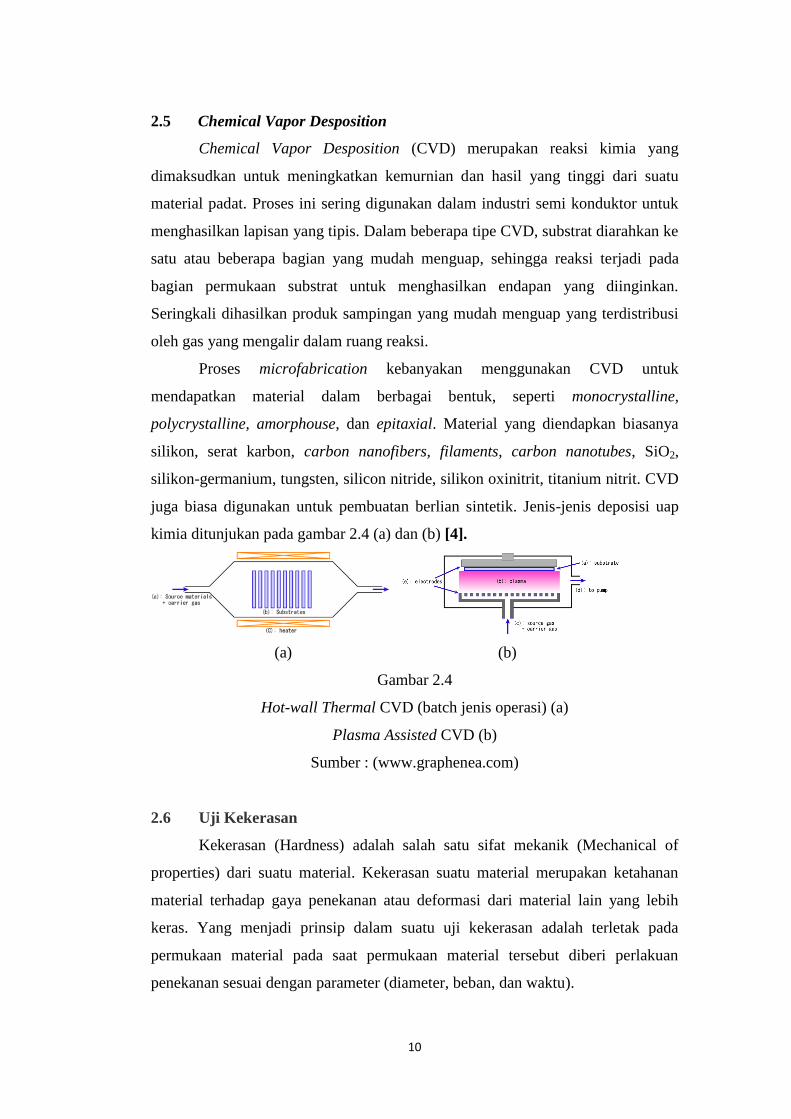
juga biasa digunakan untuk pembuatan berlian sintetik. Jenis-jenis deposisi uap
kimia ditunjukan pada gambar 2.4 (a) dan (b) [4].
(a) (b)
Gambar 2.4
Hot-wall Thermal CVD (batch jenis operasi) (a)
Plasma Assisted CVD (b)
Sumber : (www.graphenea.com)
2.6 Uji Kekerasan
Kekerasan (Hardness) adalah salah satu sifat mekanik (Mechanical of
properties) dari suatu material. Kekerasan suatu material merupakan ketahanan
material terhadap gaya penekanan atau deformasi dari material lain yang lebih
keras. Yang menjadi prinsip dalam suatu uji kekerasan adalah terletak pada
permukaan material pada saat permukaan material tersebut diberi perlakuan
penekanan sesuai dengan parameter (diameter, beban, dan waktu).

11
2.6.1 Uji Kekerasan Metode Mikro Vickers (VHN)
Pengujian kekerasan dengan metode Vickers merupakan pengujian
kekerasan dengan pembebanan yang relatif kecil. Pengujian ini bertujuan untuk
menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap
penekanan intan berbentuk piramida sebagai indentor dengan sudut puncak 136°
yang ditekankan pada permukaan material uji. Mikro hardness menggunakan
beban antara 1 sampai 1000 gram, sedangkan makro hardness lebih besar dari
1000 gram.
Gambar 2.5 Pengujian Vickers
Sumber : (Calister, 2001)
Gambar 2.6 Bentuk Identor Vickers
Sumber : (Calister, 2001)
12
Rumus untuk menentukan besarnya nilai kekerasan dengan metode vikers yaitu:
…………………………………………………….……(1)
………………….………………………………………(2)
………………………………………………………….(3)
Keterangan :
HV = Angka Kekerasan Vickers
F = Beban (kgf)
d = Diagonal (mm)
Sumber: (Material Teknik 2nd session [email protected] Page 6)
2.7 Rekristalisasi
Rekristalisasi adalah pembentukan sekumpulan butir regangan bebas dan
equiaxed baru yang memiliki kerapatan dislokasi rendah dan merupakan
karekteristik dari kondisi yang didahului dengan prakondisi. Kekuatan pendorong
untuk mennghasilkan struktur butir baru ini adalah perbedaan energi internal
antara material yang tegang dan tidak tegang. Butiran baru terbentuk sebagai inti
yang sangat kecil dan tumbuh sampai mereka benar-benar menggantikan bahan
induknya. Juga selama rekristalisasi, sifat mekanik yang berubah akibat kerja
pendinginan dikembalikan ke nilai yang telah mereka gunakan, yaitu logam
menjadi lebih lembut, lebih lemah, namun lebih lentur. Beberapa perlakuan panas
dirancang untuk memungkinkan rekristalisasi terjadi dengan modifikasi dalam
karekteristik mekanis. Rekristalisasi adalah suatu proses yang besarnya tergantung
pada waktu dan suhu, tingkat rekristalisasi meningkat seiring waktu.
Selama proses rekristalisasi pertumbuhan bersifat kontinu dan biasanya
terjadi pengesaran merata dari agregat polikristalin. Meskipun demikian, bahkan
sesudah pertumbuhan selesai dalam spesimen yang sebelumnya mengalami

13
pengerasan kerja yang besar, ukuran butiran relatif tetap kecil karena perlakuan
pengerjaan menghasilkan sejumlah besar nuklei. Pertumbuhan butir yang
berlebihan sering dapat dipicu antara lain dengan cara, spesimen diberi perlakuan
anil regangan kritis atau dengan proses rekristalisasi sekunder. Dengan
menetapkan deformasi kritis (umumnya beberapa persen regangan) terhadap
spesimen, jumlah nuklei akan tetap minimal, dan bila peregangan ini diikuti
dengan anil temperatur tinggi dengan gradien termal tertentu. Beberapa nuklei
berpeluang untuk tumbuh lebih cepat dibandingkan nuklei lainnya. Dalam teknik
ini, apabila kondisi dikendalikan dengan cermat, keseluruhan spesimen dapat
berubah menjadi kristal tunggal. Istilah rekristalisasi sekunder menggambarkan
proses dimana spesimen yang telah mengalami perlakuan rekristalisasi primer
pada temperatur rendah dinaikan temperaturnya agar terjadi pertumbuhan cepat
luar biasa dari beberapa butir. Satu-satunya gaya penggerak rekristalisasi sekunder
adalah reduksi energi bebas batas butir, sama seperti pada pertumbuhan butir
normal, sehingga diperlukan kondisi khusus agar hal ini dimungkinkan. Salah satu
agar pertumbuhan luar biasa terjadi, ialah menghalangi pertumbuhan kontinue
yang normal dengan inklusi. Hal ini terjadi pada pertumbuhan butir luar biasa dari
kawat tungsten yang mengandung toria, atau pengasaran tiba-tiba sekitar 1000C
baja deoksidasi.
Gambar 2.7 Pertumbuhan Butir Pada Rekristalisasi
Sumber : (Met. Fsk Modern & Rkys Material)

14
BAB III
METODOLOGI PENELITIAN
3.1 Jenis Penelitian
Jenis penelitian dalam tugas akhir ini adalah Experiment yang bertujuan
untuk meningkatkan kualitas material thrush washer sehingga perlu di lakukan
Surface Treatment.
3.2 Tempat dan Waktu Penelitian
Penelitian ini di lakukan di Workshop Teknik Mesin Politeknik Negeri
Balikpapan dan Laboraturium uji bahan BATAN (Badan Tenaga Nuklir Nasional)
Yogyakarta. Waktu penelitian mulai tanggal 1 April 2017 sampai dengan 30 Juli
2017.
3.3 Material dan Persiapan Benda Uji
Demi lancarnya penelitian ini perlu dilakukan persiapan sebelumnya agar
hal-hal yang tidak diinginkan tidak terjadi, hal yang dibutuhkan meliputi:
1. Mempersiapkan benda yang akan diuji sesuai dengan kebutuhan yaitu
Material Thrust Washer Quon Truck.
2. Melakukan pembagian komponen material thrust washer yang digunakan
sebagai sampel pengujian dengan cara memotong menggunakan gerinda
potong, pemotongan dilakukan secara hati –hati agar tidak terjadi perubahan
struktur akibat panas yang timbul saat pemotong, dan tidak terjadi perubahan
bentuk spesimen akibat beban alat potong, hasil pemotongan di tunjukkan
pada Gambar 3.1. Selanjutnya potongan material thrust washer di bungkus
menggunakan tisu lalu di masukkan ke plastik klip dalam keadaan vakum di
tunjukkan pada Gambar 3.2. Sampel di bungkus dalam plastic klip dalam
keadaan vakum dengan tujuan agar sampel yang telah di potongan tidak
terjadi kontaminasi dengan udara bebas yang dapat membuat sampel uji
korosi, sehingga berpotensi menggunakan proses maupun hasil pengujian.

15
Gambar 3.1 potongan sampel pengujian
Sumber : (Dokumen Pribadi)
Gambar 3.2 packing sampel uji
Sumber : (Dokumen Pribadi)
3. Melakukan pengamplasan pada permukaan material yang akan di uji,
pengamplasan dilakukan dari amplas kasar sampai amplas halus seperti di
tunjukkan pada Gambar 3.3. Untuk mendapatkan hasil yang maksimal hal-hal
yang harus di perhatikan dalam pengamplasan adalah air yang mengalir pada
pengamplasan harus cukup sebagai media pendinginan.
4. Melakukan polishing pada benda uji sampai didapatkan permukaan benda uji
yang rata mengkilap seperti ditunjukkan pada Gambar 3.4, tidak ada bekas
amplas. Dalam polishing yang harus diperhatikan seperti, polishing
dilakukan tanpa air mengalir, media poles yang digunakan Alumina/Autosol
secukupnya, setelah permukaan benda uji halus dan mengkilap tanpa goresan,
bersihkan permukaan benda uji dengan alkohol.

16
Gambar 3.3 Pengamplasan
Sumber : (Dokumen Pribadi)
Gambar 3.4 Polishing menggunakan kain bludru (Velvet)
Sumber : (Dokument Pribadi)
3.4 Langkah Kerja
Mencari teori-teori tentang carburizing dan post treatment, mempelajari
cara-cara kerja proses plasma carburizing dan post treatment. Setelah
mendapatkan teori-teori tentang proses carburizing maka mulai melakukan
persiapan, setelah benda uji sudah siap kemudian benda uji yang belum menerima
treatment di uji vickers. Setelah mengetahui nilai kekerasan material standart
kemudian di lanjutkan proses pelapisan Setelah material selesai di lapisi, material
langsung di uji untuk mengetahui nilai kekerasaannya. Lalu dilanjutkan dengan
proses post treatment dengan cara menembakan atom argon ke bagian permukaan
material, dengan waktu 10, 20, dan 30 menit. Hasil pengujian material akan di
komparasi dengan material yang belum diproses carburizing dan post-treatment.
Setelah semua proses uji selesai maka kita mendapatkan kesimpulan dari
penelitian ini.

17
3.5 Pengujian Kekerasan (Mikro Vickers)
Pengujian kekerasan mikro vickers merupakan suatu pengujian yang
digunakan untuk mengetahui nilai kekerasan dari suatu material dengan
menggunakan beban dibawah 1 Kgf, kekerasan dapat didefinisikan sebagai
ketahanan suatu material terhadap deformasi permanen oleh penekanan.
Kekerasan dapat diukur dengan cara pengujian, dalam pengujian kekerasan
dilakukan dengan menggunakan alat kekerasan vickers (Vickers Hardness Tester).
Uji kekerasan Vickers menggunakan penumbuk piramida intan yang dasarnya
berbentuk bujur sangkar. Pengujian pada penelitian ini sebanyak 2 kali, meliputi:
1. Pengujian mikro vickers sebelum material dengan indikator beban 500 gf dan
penekanan selama 10 detik. Pengujian dilakukan pada material dengan
potongan melintang, agar dapat diketahui nilai kekerasan base metal material
thrust washer differential. Pengujian mikro vickers dilakukan di
Laboratorium Pengujian Mesin Politeknik Negeri Balikpapan.
2. Pengujian mikro vickers sesudah material mengalami carburizing dengan
indikator beban 500 gf dan penekanan selama 10 detik. Pengujian mikro
vickers dilakukan di Laboratorium BATAN (Badan Tenaga Nuklir Nasional),
mesin penguji kekerasan ditunjukan pada gambar 3.5.
Gambar 3.5 Mesin Penguji Kekerasan (Mikro Vickers)
Sumber : (Dokumen Pribadi)
3.6 Membersihkan Benda Uji Dengan Ultrasonic Cleaner
Ultrasonic Cleaner adalah alat untuk membersihkan kontaminasi seperti
kotoran, minyak, polisihing. Penggunaan alat ini adalah dengan cara

18
merendamkan material yang akan dicuci dengan cairan alkohol 95% kemudian
menggunakan gelombang suara berfrequensi tinggi yaitu sekitar 18 kHz. Gambar
wadah ultrasonic cleaner bisa dilihat pada gambar 3.5.
Gambar 3.6 Wadah Ultrasonic Cleaner
Sumber : (Dokumen Pribadi)
3.7 Pelapisan Material Dengan Plasma Carburizing dan Post-Treatment
3.7.1 Proses pelapisan plasma carburizing
Setelah material dibersihkan, kemudian benda uji dimasukan dalam tabung
plasma carburizing . Alat plasma ditunjukan pada gambar 3.7. Prinsip dari
metode ini adalah, masuknya atom-atom gas terionisasi (plasma) ke dalam
material karena adanya pengaruh medan yang diinisasikan berasal dari gas alam
hidrokarbon seperti CH4 dan gas mulia Ar sebagai gas penghantar proses plasma.
Gas tersebut dialirkan kedalam tabung lucutan (kondisi vakum), dimana material
yang akan dilapisi diletakkan pada elektroda bawah (katoda) dalam tabung
tersebut. Karena adanya beda potensial yang terpasang di antar elektroda, maka
gas-gas karbon akan terionisasi. Ion-ion karbon tersebut karena adanya pengaruh
medan listrik akan menumbuk permukaan material dan ion karbon tadi melapisi
bagian permukaan material sedangkan gas mulia tadi hanya sebagai penghantar
saja untuk memadatkan dan menghasilkan lapisan karbon.
3.7.2 Proses post-treatment terhadap lapisan karbon
Setelah lapisan karbon tadi terbentuk pada permukaan kemudian
dilanjutkan dengan proses post-treatment menggunakan gas mulia yaitu argon.
Gas tersebut dialirkan kedalam tabung lucutan (kondisi vakum), dimana material
yang akan dikeraskan diletakkan pada elektroda bawah (katoda) dalam tabung
tersebut. Karena adanya beda potensial yang terpasang diantara 2 elektroda, maka

19
gas mulia akan terionisasi. Ion-ion tersebut karena adanya pengaruh medan listrik
akan menumbuk permukaan material tersebut, kemudian memadatkan lapisan
karbon yang telah terbentuk sebelumnya, sehingga menghasilkan kekerasan
permukaan material yang lebih baik.
Gambar 3.7 Alat Plasma Carburizing
Sumber : (Dokumen Pribadi)
20
Y
N
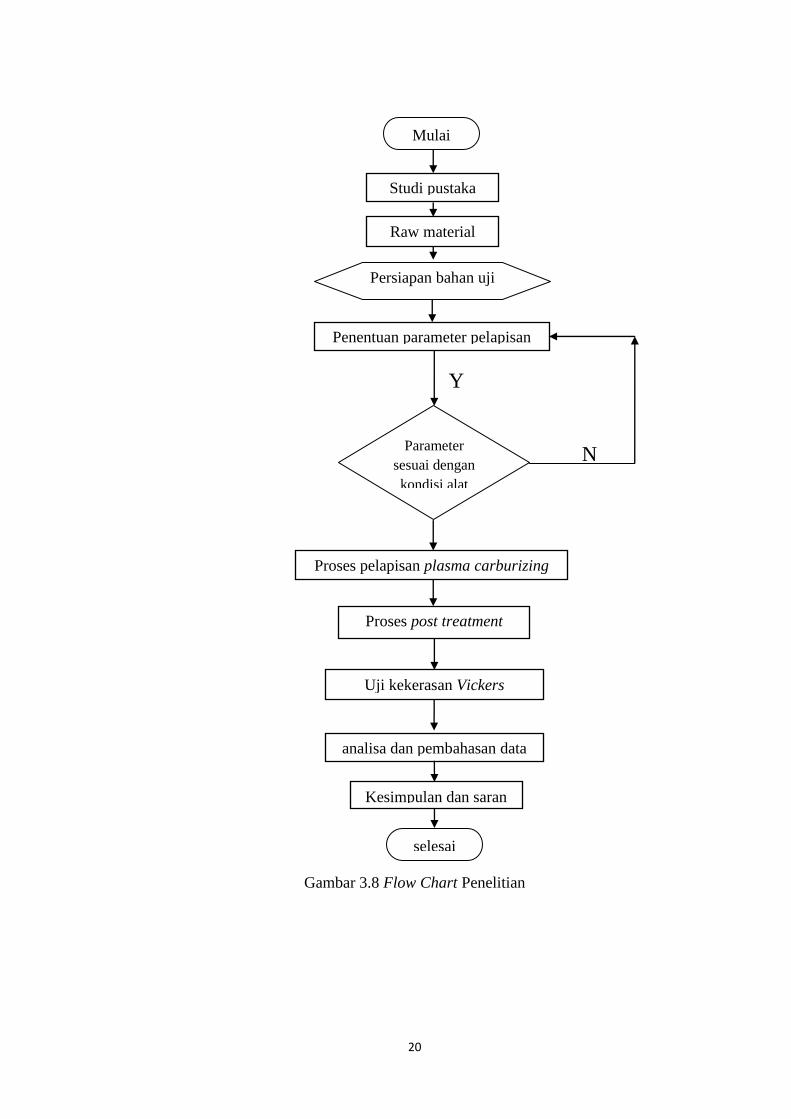
Gambar 3.8 Flow Chart Penelitian
analisa dan pembahasan data
Kesimpulan dan saran
Studi pustaka
Parameter
sesuai dengan
kondisi alat
Mulai
Raw material
Penentuan parameter pelapisan
Persiapan bahan uji
Proses pelapisan plasma carburizing
Uji kekerasan Vickers
selesai
Proses post treatment

21
BAB IV
PEMBAHASAN
4.1 Pengujian Kekerasan Mikro Vickers Thrust Washer
Berdasarkan uji kekerasan vickers dengan pembebanan 500gf dan dwell
time 10s, diketahui kekerasan komponen thrust washer sisi luar lebih tinggi
dibandingkan dengan permukaan bagian inti dengan angka kekerasan sisi luar
367,7 VHN dan 361,3 VHN. Sementara angka kekerasan bagian inti 306,0 VHN.
Hal ini membuktikan bahwa pada sisi luar memiliki angka kekerasan yang lebih
tinggi dibandingkan bagian inti thrust washer, karena raw material telah
mengalami treatment terbukti dengan perbedaan nilai kekerasan pada material.
Gambar 4.1 Grafik Hubungan Angka Kekerasan Terhadap Kedalaman Benda Uji
(Raw Material)
4.2 Pengujian Kekerasan Lapisan Carburizing
Pada pelapisan plasma Carburizing material dilapisi menggunakan
campuran gas metana (CH4) 10% + gas argon (Ar) 90% dengan temperatur
300C. Pelapisan permukaan benda kerja dengan karbon selama 4 jam memiliki
kekerasan permukaan dengan nilai 240,04 VHN, terlihat pada Gambar 4.3.
Melihat pada Gambar 4.1 bahwa kekerasan lapisan pada permukaan lebih rendah
dari pada kekerasan raw material. Hal itu terjadi dikarenakan energi aktivasi
argon rendah yakni hanya sebesar 1520,6 kJ/mol. Dibanding dengan gas mulia
lainnya, sebagai contoh adalah helium yang memiliki energi aktivasi lebih besar
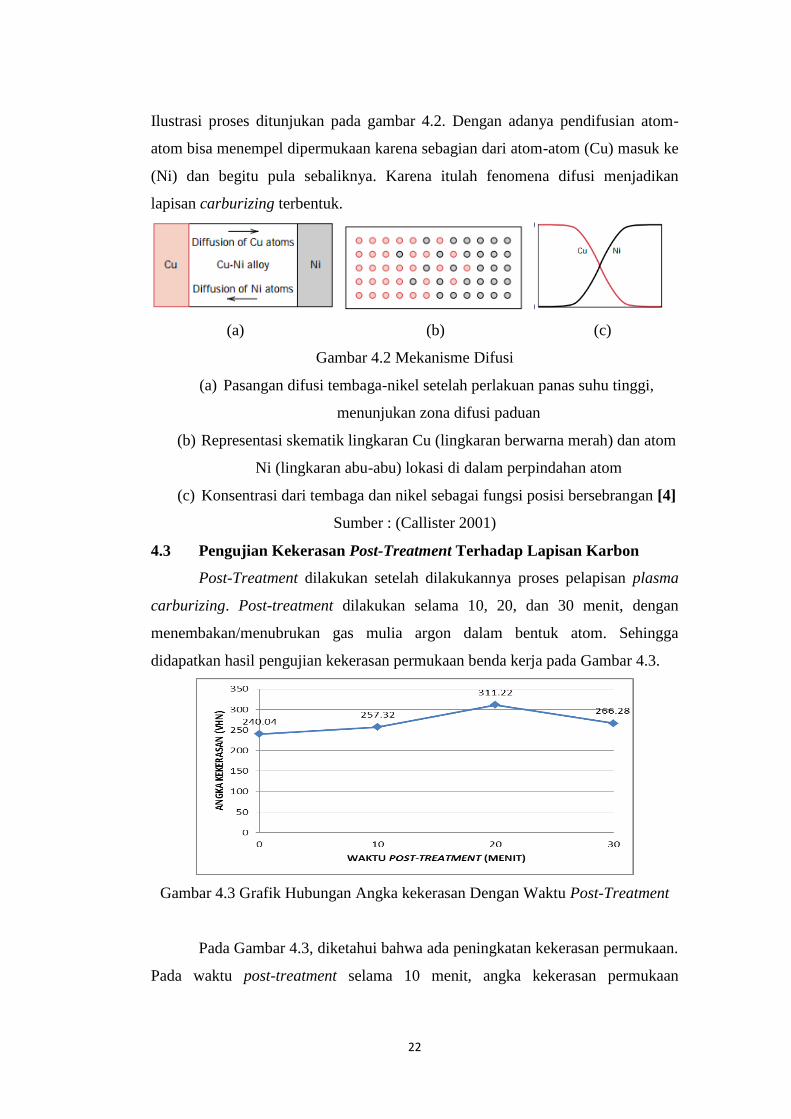
yaitu 2372,3 kJ/mol. Pembentukan lapisan karbon terjadi melalui proses difusi.
22
Ilustrasi proses ditunjukan pada gambar 4.2. Dengan adanya pendifusian atom-
atom bisa menempel dipermukaan karena sebagian dari atom-atom (Cu) masuk ke
(Ni) dan begitu pula sebaliknya. Karena itulah fenomena difusi menjadikan
lapisan carburizing terbentuk.
(a) (b) (c)
Gambar 4.2 Mekanisme Difusi
(a) Pasangan difusi tembaga-nikel setelah perlakuan panas suhu tinggi,
menunjukan zona difusi paduan
(b) Representasi skematik lingkaran Cu (lingkaran berwarna merah) dan atom
Ni (lingkaran abu-abu) lokasi di dalam perpindahan atom
(c) Konsentrasi dari tembaga dan nikel sebagai fungsi posisi bersebrangan [4]
Sumber : (Callister 2001)
4.3 Pengujian Kekerasan Post-Treatment Terhadap Lapisan Karbon
Post-Treatment dilakukan setelah dilakukannya proses pelapisan plasma
carburizing. Post-treatment dilakukan selama 10, 20, dan 30 menit, dengan
menembakan/menubrukan gas mulia argon dalam bentuk atom. Sehingga
didapatkan hasil pengujian kekerasan permukaan benda kerja pada Gambar 4.3.
Gambar 4.3 Grafik Hubungan Angka kekerasan Dengan Waktu Post-Treatment
Pada Gambar 4.3, diketahui bahwa ada peningkatan kekerasan permukaan.
Pada waktu post-treatment selama 10 menit, angka kekerasan permukaan

23
meningkat menjadi 257,32 VHN. Lalu pada waktu 20 menit kekerasan meningkat
menjadi 311, 22 VHN. Hal ini terbukti dengan adanya post-treatment, angka
kekerasan permukaan meningkat. Proses terjadinya tubrukan/tembakan atom
argon, karena adanya anoda dan katoda pada tabung plasma. Sesuai dengan
prinsip elektron, bahwa elektron akan bergerak dari anoda ke katoda dengan
benda kerja berada di posisi katoda. Proses ini akan mengikat ion-ion argon
sehingga menabrak ke permukaan benda kerja, kemudian memadatkan karbon
yang telah terlapisi dipermukaan benda uji. Efek tubrukan dalam ilustrasi ini
merujuk pada proses shot peening [5] ditunjukan pada gambar 4.5. Proses dimulai
dalam menembakan permukaan oleh sebuah bola baja kecil, tetapi pada proses ini
menggunakan atom argon yang disebut media shot. Ini menghasilkan indentasi
kecil atau lesung di permukaan shot peening ini berfungsi untuk merapatkan dan
memadatkan lapisan karbon yang telah terbentuk sebelumnya. Hal inilah yang
menyebabkan angka kekerasan menjadi meningkat terhadap angka kekerasan
pada lapisan karbon.
Gambar 4.4 Sketsa Tubrukan Ion Terhadap Permukaan
Sumber : (Dokumen Pribadi)
Gambar 4.5 Ilustrasi Shot Peening
Sumber : (www.engineeredabrasives.com)

24
Namun pada waktu post-treatment melebihi 20 menuju 30 menit,
kekerasan permukaan menurun pada angka 266,28 VHN. Pada proses tersebut
permukaan benda kerja mengalami proses rekristalisasi. Dimana fenomena ini
menurun kekerasannya dikarenakan, temperatur yang konstan tetapi waktu
bertambah. Pada Gambar 4.6 diketahui bahwa terdapat hubungan antara
temperatur dengan waktu treatment yang akan menyebabkan terjadinya
rekristalisasi. Apabila temperatur tinggi, maka waktu yang dibutuhkan untuk
rekristalisasi pendek. Sebaliknya apabila temperatur rendah, maka waktu yang
dibutuhkan untuk rekristalisasi lama.
Gambar 4.6 Rekristalisasi
Sumber : (Callister 2001)
25
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan data yang diperoleh selama melakukan penelitian, maka
didapatkan kesimpulan yaitu:
1. Kekerasan sisi luar adalah 367,7 VHN dan 361,3 VHN. Sementara angka
kekerasan bagian inti 306,0 VHN. Hal ini membuktikan bahwa material
didesain keras pada permukaan agar keausan semakin lama.
2. Nilai kekerasan permukaan setelah dilapisi karbon dengan proses plasma
carburizing adalah 240,04 VHN. Hal ini terjadi dikarenakan nilai aktivasi
argon lebih rendah dibanding helium ataupun gas mulia lainnya, sehingga
argon tidak cocok untuk peningkatan kekerasan permukaan benda kerja.
3. Pada proses post-treatment diperoleh hasil kekerasan pada permukaan benda
kerja meningkat pada waktu 10 dan 20 menit dengan angka 257,32 VHN dan
311,22 VHN. Namun pada waktu 30 menit, kekerasan menurun menjadi
266,28 VHN. Hal ini terjadi karena adanya waktu optimum pada benda kerja
yaitu terjadinya rekristalisasi.
5.2 Saran
Berdasarkan kesimpulan dari hasil uraian pembahasan, maka penulis
mencoba memberikan saran dan masukan sebagai salah satu pembelajaran
lanjutan kepada pembaca.
1. Pelapisan karbon dengan bantuan metana dan argon belum mampu
meningkatkan kekerasan pada permukaan benda kerja, namun ketangguhan
pada permukaan meningkat.
2. Perlu peningkatan campuran metana dengan campuran yang lebih banyak
dibandingkan argon.
3. Kekerasan pada permukaan meningkat setelah dilakukan post-treatment,
namun ada sebuah titik optimasi dimana kekerasan pada permukaan
mengalami penurunan kekerasan.

26
DAFTAR PUSTAKA
Shinn Shyong Tzeng., dkk., (2010) “pengaruh plasma nitrogen post-
treatment pada lapisan karbon seperti berlian sintetis oleh plasma RF yang
meningkatkan deposisi uap kimia” dalam : Journal Diamond and Related
Materials 19 Hal 783-786
Shinn Shyong Tzeng., dkk., (2011) “karekteristik permukaan dan sifat
nanopartikel dari lapisan karbon seperti berlian sintetis oleh plasma RF
yang meningkatkan deposisi uap kimia” dalam : Journal Thin Solid Film 519
Hal 4870-4873
Dwi Priyantoro., dkk., (2016) “Perlakuan permukaan pada roller rantai
dengan metode plasma carburizing dari campuran gas he dan ch4 pada
tekanan 1,8 mbar” dalam : Jurnal Forum Nuklir (JFN) Volume 12, No. 2 Hal:
71-74
Handbook Fundamental Of Materials Science and Engineering “Diffusion”
Chapter 6, HAL 146-147
Handbook Fundamental Of Materials Science and Engineering
“Recristallization” Chapter 8, HAL 217
www.Batan.go.id (Dokumentasi pengujian laboratorium 2014)
Met. Fsk Modern & Rkys Material
tyospidermenk.blogspot.co.id
www.graphenea.com
www.engineeredabrasives.com

27
Lampiran 1
Pelapisan karbon suhu 300 C dengan waktu 4 jam dengan Gas CH4 (10%)+Ar (90%)
Post Treatment dengan gas Ar (menit)
No 0 10 20 30
1 199.50 205.00 257.50 213.20
2 189.30 211.40 244.10 232.20
3 191.70 207.60 258.50 204.80
4 193.20 203.10 240.00 203.70
5 194.20 210.50 254.80 219.80
967.90 1,037.60 1,254.90 1,073.70
Rerata 193.58 207.52 250.98 214.74
X 1,24 240.04 257.32 311.22 266.28

28
Lampiran 2
Pengujian vickers, kekerasan raw material (500 gf dwell time 10s)
A B C Average
Posisi 1 367 356 380 367.6666667
Posisi 2 321 309 329 319.6666667
Posisi 3 310 288 320 306
Posisi 4 330 301 324 318.3333333
Posisi 5 375 343 366 361.3333333
Average 340.6 319.4 343.8