universidad politÉcnica de madrid. - oa.upm.esoa.upm.es/32320/1/pedro_andre.pdf · producción y...
TRANSCRIPT

UNIVERSIDAD POLITÉCNICA DE MADRID.
ESCUELA TÉCNICA SUPERIOR DE INGENIEROS DE CAMINOS, CANALES Y PUERTOS
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
TESIS DOCTORAL
PEDRO ANDRÉ
LICENCIADO EN GEOGRAFIA FÍSICA Y ECONÓMICA
MADRID, 2014.

DEPARTAMENTO DE ORDENACIÓN DEL TERRITORIO, URBANISMO Y MEDIO AMBIENTE
ESCUELA TÉCNICA SUPERIOR DE INGENIEROS DE CAMINOS, CANALES Y PUERTOS
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
TESIS DOCTORAL
AUTOR
PEDRO ANDRÉ LICENCIADO EN GEOGRAFIA FÍSICA Y ECONÓMICA
DIRECTOR
DR. ING. AURELIO HERNÁNDEZ MUÑOZ PROFESOR ÉMERITO CATEDRÁTICO DE LA E. T. S. I. CAMINOS CANALES
Y PUERTOS – UPM
MADRID, 2014.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
1
ÍNDICE
Pág. Agradecimiento 17 Resumen 19 Abstract 20 CAPÍTULO 1. 21 1. ANTECEDENTES. 22 1.1. Antecedentes Personales 22 1.2. Solicitud de la tesis y aprobación. 24 1.3 Nivel de idiomas 24 CAPÍTULO 2. 25 2. GENERALIDADES. 26 2.1. Actividades de refino de crudo (Petróleo) 26 2.1.1. Relación de los productos acabados, semiacabados e intermedios en la industria del petróleo.
26
2.1.2. Composición del petróleo crudo y fracciones 27 2.2. Procesos de refino de crudo. 28 2.2.1. Almacenamiento de crudo y productos. 28 2.2.2. Problemática ambiental en las Refinerías. 34 2.2.3. Producción y componentes de aguas residuales generadas en los procesos de refinerías
36
2.3. Aguas de los vertidos de refinería. 38 2.3.1. Aguas residuales de refinerías 38 2.3.2. Contenidos de las aguas residuales de refinería 41 2.3.3. Los parámetros contaminantes significativos de las aguas residuales de refinerías.
43
2.4 Tratamiento de aguas residuales de refinería de petróleo. 50 2.4.1 Pretratamiento 50 2.4.2 Tratamiento Primario: 52 2.4.3 Tratamiento Secundario 60 2.4.3.1.Tipos de tratamientos biológicos 61 2.4.4 Tratamiento Terciario: 67 2.4.4.1. Tratamiento de contaminantes específicos de fenoles en las aguas residuales de refinerías de petróleo
68
2.4.4.2. Método de tratamiento de las aguas residuales de refinerías para la eliminación de los fenoles
68
CAPÍTULO 3. 74 3. OBJETIVOS INICIALES DE LA TESIS. 75 3.1 Objetivos iniciales de la tesis 75 CAPÍTULO 4. 76 4. INVESTIGACIÓN BIBLIOGRÁFICA. 77 4.1. Introducción 77 4.2. Fuentes Bibliográficas. 77 4.3. Resultado de la Investigación Bibliográficas. 78 4.3.1. Tratamiento de los fluentes líquidos de refinería. 79 4.3.2. Características de los vertidos de la industria del petróleo. 95 4.4. Comparación técnica de los distintos sistemas reutilización de agua residual de refinerías de petróleo.
96
4.5. Reutilización de agua residual de refinerías de petróleo. 97 4.5.1. Condicionantes para devolver los vertidos a los cauces de agua. 100 4.5.2. Normativa de calidad de los efluentes líquidos de refinerías. 105

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
2
4.6. Normativa española 106 4.7. Normativa de la U.E. 112 4.8. Otras normativas internacionales 115 4.9. Síntesis de la investigación bibliografía 116 4.10. Síntesis de la investigación a realizar 122 4.10.1. lista de los principal proceso de oxidación avanzada. 123 CAPÍTULO 5. 124 5. OBJETIVOS FINALES DE LA INVESTIGACIÓN. 125 5.1. Objetivos finales de la investigación. 125 CAPÍTULO 6. 126 6. METODOLOGIA DE LA INVESTIGACIÓN. PREVIA 127 6.1 Metodología aplicada. 127 6.1.1. Proceso de oxidación avanzada utilizada. 127 6.1.2 Parámetros que intervienen en los procesos de tratamiento del agua residual de la industria del petróleo.
127
6.1.3. Parámetros de Control de los Procesos de Oxidación Avanzada. 127 6.2. Parámetros y métodos analíticos. 128 6.2.1. Descripción de los parámetros utilizados. 128 6.3 Los Equipos del laboratorio de la Cátedra de Ingeniería Sanitaria y Ambiental.
138
6.3.1. Fotos de los equipos. 139 6.4. Parámetros de control en los ensayos realizados. 146 6.4.1. Ozono producido por equipo ( SP.Milenuins 10 g). 146 6.4.2. Ozono disuelto. 146 6.4.3. Tiempo de controlo. 147 6.4.4. Dosis de peróxido de hidrógeno. 147 6.4.5. Dosis de radiación ultravioleta. 147 6.5. Ensayos a realizar en los procesos de oxidación avanzada en la investigación.
148
6.5.1. Ozonización simple. 148 6.5.2. Peróxido de hidrógeno con ozono. 149 6.5.3. Ultravioleta con ozono. 150 6.6. Ensayos a realizar en la experimentación. 151 6.6.1. Ozonización simple. 151 6.6.2. Peróxido de hidrógeno con ozono. 152 6.6.3. Ultravioleta con ozono. 154 6.7. Desarrollo de la experimentación en el tiempo. 155 CAPÍTULO 7. 158 7. ENSAYOS DE CHOQUES. 159 7.1. Puesta a punta de los equipos utilizados en la investigación. 159 7.2. Comprobación del equipo de ozonizador ( SP. Milenuim 10 g). 162 7.2.1. Curva de producción de ozono por el fabricante 162 7.2.2. Ensayos para determinar la cantidad de ozono producido por el ozonizador
162
7. 3. . Equipo de ultravioleta – UV.16. 166 7.3.1. Ensayos choque de ultravioleta – UV.16. 167 7.4 Ensayos choques analíticas. 168 CAPÍTULO 8. 169 8. PRESENTACIÓN DE LOS RESULTADOS. 170 8.1. Primera fase 170 8.1.1. Resultados de trabajo experimental. 171 8.1.2. Caracterización de agua bruta de refinería utilizada en la Tesis de Investigación.
173
8.1.3. Resultados de análisis experimental. 174 8.1.3.1. Ozonización simple. 174

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
3
8.1.3.2. Peróxido de hidrógeno con ozono. 206 8.1.3.3. Ultravioleta ( U.V) con Ozono 233 8.2. Segunda fase. Ensayos en continua con 4 litros de muestra sin tratamiento previo.
264
8.2.1. Determinación de la producción de ozono. 265 8.2.2. Ensayos realizados. 266 8.2.2.1. Primera etapa: Ozono. 267 8.2.2.2. Segunda etapa: Peróxido de hidrógeno con ozono. 268 8.2.2.3. Tercera etapa: Ultravioleta con ozono. 269 8.3. Resultados de la investigación a 4 litros de muestras. 270 8.3.1. Primera etapa: Ozono. 270 8.3.2. Segunda etapa: Peróxido de hidrógeno con ozono. 284 8.3.3. Tercera etapa: Ultravioleta con ozono. 297 CAPÍTULO 9. 312 9. ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS. 313 9.1. Primera fase de los ensayos realizados con 1 litro de agua de muestra con tratamiento previo.
313
9.1.1. Proceso de ozono. 313 9.1.2. Proceso de peróxido de hidrogeno con ozono. 316 9.1.3. Proceso de ultravioleta con ozono. 319 9.2. Segunda fase de los ensayos realizados con 4 litros de agua de muestra con tratamiento previo.
323
9.2.1. Proceso de ozono. 323 9.2.2. Proceso de peróxido de hidrogeno con ozono. 325 9.2.3. Proceso de ultravioleta con ozono- 328 CAPÍTULO 10. 330 10. CONCLUSIONES. 331 10.1. Primera fase: Resumen de las conclusiones de los procesos de oxidación avanzada realizadas con 1 litro de agua de muestra con tratamiento previo.
331
10.2. Segunda fase: Resumen de las conclusiones de los procesos de oxidación avanzada realizadas con 4 litros de agua de muestra con tratamiento previo.
333
CAPÍTULO 11. 336 11. FUTURAS LINEAS DE INVESTIGACIONES 337 CAPÍTULO 12. 338 12. BIBLIOGRÁFIA 339 ANEXOS. 347
ÍNDICES DE TABLAS
CAPÍTULO 1. Tabla 1.1: Asignaturas cursadas en el doctorado 23 Tabla 1.2: Idiomas 24 CAPÍTULO 2 . Tabla 2.1. Emisiones de refinerías de petróleo. 35 Tabla 2.2. Segregación de las aguas residuales de refinería de petróleo. 41 Tabla 2.3. Bases de diseño para una unidad de flotación de recirculación 57 Tabla 2.4. Métodos de tratamiento para la eliminación de fenol en aguas residuales.
73
CAPÍTULO 4. Tabla 4.1 propiedades iniciales de emulsiones de petróleo en agua 79 Tabla 4.2 experimenta 4 en eliminación de los metales pesados 80 Tabla 4.3 sistemas de tratamiento de agua residual en las aguas en las 82

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
4
refinerías de petróleo Tabla 4.4 elección de depuración físico-químico de los efluentes líquidos de petroquímica.
84
Tabla 4.5 características de los efluentes líquidos en lagunas de aireación 86 Tabla 4.6 características química de agua residual de refinería de petróleo de Kirikkale
88
Tabla 4.7 valores de DQO y turbidez de agua residual tratada con diferentes coagulante
89
Tabla 4.8 datos finales de descarga durante seis meses 89 Tabla 4.9 comparación del consumo máximo de oxigeno de agua residual de refinería de petróleo y agua residual urbana
91
Tabla 4.10 tratamiento primario (Beychock, 1973) 93 Tabla 4.11 rendimientos hasta la salida de un proceso 93 Tabla 4.12 rendimientos a la salida de un tratamiento terciario 93 Tabla 4.13 aguas residuales brutas de refinerías de petróleo 95 Tabla 4.14 valores máximos y mínimos del influente de tratamiento de las aguas del proceso de petronor, Vizcaya-España
95
Tabla 4.15 condiciones de rendimiento de distintos técnicas de tratamientos para la eliminación de los contaminantes en las aguas residuales del petróleo.
96
Tabla 4.16 características física-química de suelo regado con agua subterránea y aguas residuales de refinería antes y después
98
Tabla 4.17: valores límites de vertidos a los ríos 100 Tabla 4.18 definición de valores límite de vertidos que como mínimo deben considerarse (reglamento de dominio hidráulico 1986)
102
Tabla 4.19 normativa aplicables en la calidad de las aguas en función de los usos, según directivas europeas.
103
Tabla 4.20. Valores límites de vertidos al mar 104 Tabla 4.21. Valores límites de vertidos a la red de alcantarillado 105 Tabla 4.22. Valores límites de los efluentes líquidos de petróleo 108 Tabla 4.23. Valores máximo permitido instalación de tratamientos de las de refinería del petronor, Muskiz-Viscaya. en los vertidos de la aguas del proceso
110
Tabla 4.24. Valores límites permitidos en los vertidos de la planta de aguas residuales de Puertollano - España, al cauce receptor.
111
Tabla 4.25. Valores límites de vertidos a los ríos 113 Tabla 4 26. Valores límites de vertidos a los ríos 113 Tabla 4.27. Valores límites de vertidos a los ríos, 114 Tabla 4.28 Valores límites de vertidos a los ríos, 114 Tabla 4.29 Valores límites de vertidos a los ríos, 115 Tabla 4.30.Rendimientos de los procesos depuración de vertidos de refinerías.
117
Tabla 4.31. Comparativa de los valores alcanzados. 118 Tabla 4.32.- Rendimiento alcanzado en tratamiento terciario (carbón y ozonización)
119
Tabla 4.33. Comparación del valor exigido de calidad y el agua con tratamiento terciario.
119
CAPÍTULO 6. Tabla 6.1. Parámetros y Métodos Analíticos. 128 Tabla 6.2. Equipos del Laboratorio de Ingeniería Sanitaria y Ambiental de la ETS – Caminos, Canales y Puertos de la U.P.M.
139
Tabla 6.3. Variación de la cantidad de ozono producido por el equipo. 151 Tabla 6.4. Programa de actividades de la investigación. 156 Tabla 6.5. Cronograma de la investigación. 157 CAPÍTULO 7.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
5
Tabla 7.1. Característica técnica de equipo de ozonizador SP, Milenium 10g), utilizado en la investigación.
159
Tabla 7.2. Cantidad de ozono producido a diferentes intensidades de corrientes en mA, con 4 litros de agua destilada.
163
Tabla 7.3. Comparación de datos de fabricante. 164 Tabla 7.4. Comparación de datos de producción a 1 litro y 4 litros de agua de muestra.
165
Tabla 7.5. Valores adoptados de la investigación. 165 Tabla 7.6. Determinación de dosis de ozono que reacciona con muestra de agua residual en mg/l por minutos a las intensidades de corrientes utilizados.
166
Tabla 7.7. Característica técnica del equipo de ultravioleta-UV.16. 167 CAPÍTULO 8. Tabla 8.1 Ozono generados y concentración de saturación de ozono en 1 litro de agua a diferentes intensidades de corrientes (mA).
170
Tabla 8.2. Dosis de ozono en la muestra de agua em mg/l para los distintos tiempos.
171
Tabla 8.3. Característica de agua bruta de refinería de petróleo utilizada en el trabajo de investigación.
174
Tabla 8.4. Reducción de la DQO por tratamiento con ozono. 174 Tabla 8.5. Reducción de las grasas y aceites por tratamiento con ozono a distintos tiempo de contacto.
176
Tabla 8.6. Reducción de los sólidos suspensión por tratamiento con ozono a distintos tiempo de contacto.
177
Tabla 8.7. Reducción de los fenoles por tratamiento con ozono a distintos tiempo de contacto.
179
Tabla 8.8. Reducción de turbidez por tratamiento con ozono a distintos tiempo de contacto.
180
Tabla 8.9. Modificación del pH por tratamiento con ozono a distintos tiempo de contacto.
182
Tabla 8.10. Reducción de la DQO por tratamiento con ozono. 182 Tabla 8.11. Reducción de grasas y aceites por tratamiento con ozono a distintos tiempo de contacto.
184
Tabla 8.12. Reducción de sólidos suspensión por tratamiento con ozono. 185 Tabla 8.13. Reducción de fenoles por tratamiento con ozono a distintos tiempo de contacto.
187
Tabla 8.14. Reducción de turbidez por tratamiento con ozono a distintos tiempo de contacto.
188
Tabla 8.15. Modificación del pH por tratamiento con ozono a distintos tiempo de contacto.
190
Tabla 8.16. Reducción de la DQO por tratamiento con ozono. 191 Tabla 8.17. Reducción de grasas y aceites por tratamiento con ozono a distintos tiempo de contacto.
192
Tabla 8.18. Reducción de sólidos suspensión por tratamiento con ozono. 194 Tabla 8.19. Reducción de fenoles por tratamiento con ozono a distintos tiempo de contacto.
195
Tabla 8.20. Reducción de turbidez por tratamiento con ozono a distintos tiempo de contacto.
197
Tabla 8.21. Modificación del pH por tratamiento con ozono a distintos tiempo de contacto.
198
Tabla 8.22. Reducción de la DQO por tratamiento con ozono. 199 Tabla 8.23. Reducción de grasas y aceites por tratamiento con ozono a distintos tiempo de contacto.
201
Tabla 8.24. Reducción de sólidos suspensión por tratamiento con ozono. 202 Tabla 8.25. Reducción de fenoles por tratamiento con ozono a distintos tiempo de contacto.
203

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
6
Tabla 8.26. Reducción de turbidez por tratamiento con ozono a distintos tiempo de contacto.
205
Tabla 8.27. Modificación del pH por tratamiento con ozono a distintos tiempos de contacto.
206
Tabla 8.28. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono con distintos tiempos de contactos.
207
Tabla 8.29. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.
207
Tabla 8.30. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
209
Tabla 8.31. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono..
210
Tabla 8.32. Reducción de turbidez por tratamiento con peróxido de hidrógeno y ozono.
212
Tabla 8.33. Modificación del pH por tratamiento con peróxido de hidrógeno y ozono.
213
Tabla 8.34. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono con distintos tiempos de contactos.
214
Tabla 8.35. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.
214
Tabla 8.36. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
216
Tabla 8.37. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono..
217
Tabla 8.38. Reducción de turbidez por tratamiento con peróxido de hidrógeno y ozono.
218
Tabla 8.39. Modificación del pH por tratamiento con peróxido de hidrógeno y ozono.
220
Tabla 8.40. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono con distintos tiempos de contactos.
220
Tabla 8.41. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.
221
Tabla 8.42. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
222
Tabla 8.43. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono..
223
Tabla 8.44. Reducción de turbidez por tratamiento con peróxido de hidrógeno y ozono.
225
Tabla 8.45. Modificación del pH por tratamiento con peróxido de hidrógeno y ozono.
226
Tabla 8.46. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono con distintos tiempos de contactos.
227
Tabla 8.47. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.
227
Tabla 8.48 Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
229
Tabla 8.49. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono..
230
Tabla 8.50. Reducción de turbidez por tratamiento con peróxido de hidrógeno y ozono.
232
Tabla 8.51. Modificación del pH por tratamiento con peróxido de hidrógeno y ozono.
233
Tabla 8.52. Reducción de la DQO por tratamiento con Ultravioleta y ozono con distintos tiempos de contactos.
234
Tabla 8.53. Reducción de grasas y aceites por tratamiento con Ultravioleta y 235

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
7
ozono. Tabla 8.54. Reducción de sólidos suspensión por tratamiento con ultravioleta y ozono.
237
Tabla 8.55. Reducción de fenoles por tratamiento con ultravioleta y ozono.. 238 Tabla 8.56. Reducción de turbidez por tratamiento con ultravioleta y ozono. 239 Tabla 8.57. Modificación del pH por tratamiento con ultravioleta y ozono. 241 Tabla 8.58. Reducción de la DQO por tratamiento con Ultravioleta y ozono con distintos tiempos de contactos.
241
Tabla 8.59. Reducción de grasas y aceites por tratamiento con Ultravioleta y ozono.
243
Tabla 8.60. Reducción de sólidos suspensión por tratamiento con ultravioleta y ozono.
244
Tabla 8.61. Reducción de fenoles por tratamiento con ultravioleta y ozono.. 246 Tabla 8.62. Reducción de turbidez por tratamiento con ultravioleta y ozono. 247 Tabla 8.63. Modificación del pH por tratamiento con ultravioleta y ozono. 248 Tabla 8.64. Reducción de la DQO por tratamiento con Ultravioleta y ozono con distintos tiempos de contactos.
249
Tabla 8.65. Reducción de grasas y aceites por tratamiento con Ultravioleta y ozono.
251
Tabla 8.66. Reducción de sólidos suspensión por tratamiento con ultravioleta y ozono.
252
Tabla 8.67. Reducción de fenoles por tratamiento con ultravioleta y ozono.. 254 Tabla 8.68. Reducción de turbidez por tratamiento con ultravioleta y ozono. 255 Tabla 8.69. Modificación del pH por tratamiento con ultravioleta y ozono. 256 Tabla 8.70. Reducción de la DQO por tratamiento con Ultravioleta y ozono con distintos tiempos de contactos.
257
Tabla 8.71. Reducción de grasas y aceites por tratamiento con Ultravioleta y ozono.
259
Tabla 8.72. Reducción de sólidos suspensión por tratamiento con ultravioleta y ozono.
260
Tabla 8.73. Reducción de fenoles por tratamiento con ultravioleta y ozono.. 261 Tabla 8.74. Reducción de turbidez por tratamiento con ultravioleta y ozono. 263 Tabla 8.75. Modificación del pH por tratamiento con ultravioleta y ozono. 264 Tabla 8.76. Producción de ozono y concentración de saturación de ozono en 4 litros de agua a diferentes intensidades de corrientes en miliamperio (mA).
266
Tabla 8.77. Concentración de ozono en la Cámara de contacto. 268 Tabla 8.78. Ozono disuelto en la muestra de agua residual antes de entrar a la cámara de contacto de ultravioleta.
269
Tabla 8.79. Datos obtenidos al trabajar con una intensidad de corriente de 100 mA, correspondiente a una concentración de ozono introducido de 6,006 mg/l por minuto.
270
Tabla 8.80. Datos obtenidos al trabajar con una intensidad de corriente de 300 mA, correspondiente a una concentración de ozono introducido de 15,54 mg/l por minuto
270
Tabla 8.81. Datos obtenidos al trabajar con una intensidad de corriente de 450 mA, correspondiente a una concentración de ozono introducido de 22,21 mg/l por minuto.
270
Tabla 8.82. Reducción de la DQO por tratamiento con ozono y porcentaje de eliminación.
271
Tabla 8.83. Reducción de fenoles por tratamiento con ozono y porcentaje de eliminación.
272
Tabla 8.84. Reducción de sólidos suspensión por tratamiento con ozono 273 Tabla 8.85. Reducción de la DQO por tratamiento con ozono y porcentaje de eliminación.
275
Tabla 8.86. Reducción de fenoles por tratamiento con ozono y porcentaje de 276
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
8
eliminación. Tabla 8.87. Reducción de sólidos suspensión por tratamiento con ozono 278 Tabla 8.88. Reducción de la DQO por tratamiento con ozono y porcentaje de eliminación.
279
Tabla 8.89. Reducción de fenoles por tratamiento con ozono y porcentaje de eliminación.
281
Tabla 8.90. Reducción de sólidos suspensión por tratamiento con ozono. 282 Tabla 8.91. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
284
Tabla 8.92. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono.
286
Tabla 8.93. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
287
Tabla 8.94. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
289
Tabla 8.95. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono.
290
Tabla 8.96. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
292
Tabla 8.97. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
293
Tabla 8.98. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono
295
Tabla 8.99. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
296
Tabla 8.100. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
298
Tabla 8.101. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono.
299
Tabla 8.102. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
301
Tabla 8.103. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
302
Tabla 8.104. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono.
304
Tabla 8.105. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
305
Tabla 8.106. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
307
Tabla 8.107. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono
308
Tabla 8.108. Reducción de sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
310
CAPÍTULO 10. Tabla 10.1. Rendimiento de eliminación de la DQO a los 11 minutos de tiempo de contacto.
331
Tabla 10.2. Rendimiento de eliminación de aceites y grasas a los 11 minutos de tiempo de contacto
331
Tabla 10.3. Rendimiento de eliminación de los sólidos suspensión a los 11 minutos de tiempo de contacto.
332
Tabla 10.4. Rendimiento de eliminación de los fenoles a los 11 minutos de tiempo de contacto.
332
Tabla 10.5. Rendimiento de reducción de turbidez a los 11 minutos de tiempo de contacto.
333
Tabla 10.6. Rendimiento de eliminación de la DQO a los 15 minutos de 333

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
9
tiempo de contacto. Tabla 10.7. Rendimiento de eliminación de los fenoles a los 15 minutos de tiempo de contacto.
334
Tabla 10.8. Rendimiento de eliminación de los sólidos suspensión a los 15 minutos de tiempo de contacto.
334
ÍNDICE DE FIGURAS.
CAPÍTULO 2. Figura 2.1: Principales productos de la Industria del Petróleo 28 Figura 2.2. Destilación con arrastre de vapor de las aguas sulfhídricas y amoniacales
51
CAPÍTULO 4. Figura 4.1. Esquema de tratamiento de aguas residuales por membrana y filtro verde
81
Figura 4.2. Esquema de tratamiento de aguas residuales por filtro arena 82 Figura 4.3. Esquema de tratamiento biológico de biocapa fija. 85 Figura.4.4. Esquema de tratamiento de agua residual por ultravioleta. 87 Figura.4.5. Esquema de tratamiento de agua residual por lodos activos. 88 CAPÍTULO 6. Figura 6.1. Balanza de precisión, modelo Metiler AE 200. 139 Figura 6.2. Balanza electrónica, modelo E 400. 139 Figura 6.3. Mufla. 140 Figura 6.4. Desecador de vidrio 140 Figura 6.5. Estufa de incubación. 141 Figura 6.6. pH metro. 141 Figura 6.7. Equipo de filtración al vacío. 142 Figura 6.8. Baño maría. 142 Figura 6.9. Termoreactor de DQO. 143 Figura 6.10. Conductivimetro. 143 Figura 6.11. Espectrofotometría de absorción atómica de llama. 144 Figura 6.12. Cámara de contacto utilizado en la investigación. 144 Figura 6.13. Turbidimetro. 145 Figura 6.14. Equipo de fotometría Merck, modelo Spectroquant Nova 60. 145 .CAPÍTULO 7. Figura 7.1. Equipo generador de oxigeno Geno-4 y ozonizador (SP. Milenium 10 g).
160
Figura 7.2. Esquema de cámara de contacto. 161 Figura 7.3. Equipo de ultravioleta – UV.16. 167
ÍNDICE DE GRÁFICOS
CAPÍTULO 7. Gráfico 7.1. Producción de ozono mediante alimentación de oxigeno facilitado por el fabricante.
162
Gráfico 7.2. Curvas de producción de ozono experimentado (g/h). 163 Gráfico 7.3. Comparación de curva de fabricante vs investigación de producción de ozono (g/h).
164
Gráfico 7.4. Comparación de curvas a 1 litro y 4 litros de agua de muestra (g/h).
165
CAPÍTULO 8. Gráfico 8.1. Producción de ozono en gramos por hora. 171 Gráfico 8.2. Variación de la DQO en función del tiempo de tratamiento con ozono a 5,97 mg/l por minutos en agua bruta y tratada.
175

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
10
Gráfico 8.3 Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 5,97 mg/l por minutos de dosis.
176
Gráfico 8.4. Concentración de grasas y aceites a la salida del proceso en función del tiempo de contacto.
177
Gráfico 8.5. Eliminación de grasas y aceites en función de tiempo de contacto.
177
Gráfico 8.6. Variación de sólidos suspensión en función de tiempo de contacto.
178
Gráfico 8.7. Eliminación de sólidos suspensión en función de tiempo de contacto
179
Gráfico 8.8. Variación de fenoles en función de del tiempo de contacto. 179 Gráfico 8.9. Eliminación de fenoles en función del tiempo de contacto. 180 Gráfico 8.10. Variación de turbidez en función del tiempo de contacto. 181 Gráfico 8.11. Eliminación de turbidez en función del tiempo de contacto. 181 Gráfico 8.12. Variación de la DQO en función del tiempo de tratamiento con ozono a 15,33 mg/l por minutos en agua bruta y tratada.
183
Gráfico 8.13 Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 15,33 mg/l por minutos de dosis.
183
Grafico 8.14. Concentración de grasas y aceites a la salida del proceso en función del tiempo de contacto.
184
Gráfico 8.15. Eliminación de grasas y aceites en función de tiempo de contacto.
185
Gráfico 8.16. Variación de sólidos suspensión en función de tiempo de contacto.
186
Gráfico 8.17. Eliminación de sólidos suspensión en función de tiempo de contacto
186
Gráfico 8.18. Variación de fenoles en función de del tiempo de contacto. 187 Gráfico 8.19. Eliminación de fenoles en función del tiempo de contacto. 188 Gráfico 8.20. Variación de turbidez en función del tiempo de contacto. 189 Gráfico 8.21. Eliminación de turbidez en función del tiempo de contacto. 189 Gráfico 8.22. Variación de la DQO en función del tiempo de tratamiento con ozono a 19,32 mg/l por minutos en agua bruta y tratada.
191
Grafico 8.23 Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 19,32 mg/l por minutos de dosis.
192
Gráfico 8.24. Concentración de grasas y aceites a la salida del proceso en función del tiempo de contacto.
193
Gráfico 8.25. Eliminación de grasas y aceites en función de tiempo de contacto.
193
Gráfico 8.26. Variación de sólidos suspensión en función de tiempo de contacto.
194
Gráfico 8.27. Eliminación de sólidos suspensión en función de tiempo de contacto
195
Gráfico 8.28. Variación de fenoles en función de del tiempo de contacto. 196 Grafico 8.29. Eliminación de fenoles en función del tiempo de contacto. 196 Gráfico 8.30. Variación de turbidez en función del tiempo de contacto. 197 Gráfico 8.31. Eliminación de turbidez en función del tiempo de contacto 198 Gráfico 8.32. Variación de la DQO en función del tiempo de tratamiento con ozono a 22,15 mg/l por minutos en agua bruta y tratada.
199
Gráfico 8.33 Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 22,15 mg/l por minutos de dosis.
200
Gráfico 8.34. Concentración de grasas y aceites a la salida del proceso en 201

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
11
función del tiempo de contacto. Gráfico 8.35. Eliminación de grasas y aceites en función de tiempo de contacto.
201
Gráfico 8.36. Variación de sólidos suspensión en función de tiempo de contacto.
202
Gráfico 8.37. Eliminación de sólidos suspensión en función de tiempo de contacto
203
Gráfico 8.38. Variación de fenoles en función de del tiempo de contacto. 204 Gráfico 8.39. Eliminación de fenoles en función del tiempo de contacto. 204 Gráfico 8.40. Variación de turbidez en función del tiempo de contacto. 205 Gráfico 8.41. Eliminación de turbidez en función del tiempo de contacto. 205 Gráfico 8.42. Variación del contenido de aceites y grasas a la salida del proceso en función de tiempo de contacto.
208
Gráfico 8.43. Eliminación de grasas y aceites en función del tiempo de tratamiento a 5,97 mg/l de dosis por peróxido de hidrógeno y ozono.
208
Gráfico 8.44. Variación de sólidos suspensión en función del tiempo de contacto con peróxido de hidrógeno y ozono..
209
Gráfico 8.45. Eliminación de sólidos suspensión en función de tiempo de contacto con peróxido de hidrógeno y ozono.
210
Gráfico 8.46. Variación de la concentración de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
211
Gráfico 8.47. Eliminación de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
211
Gráfico 8.48. Variación de turbidez en función del tiempo de contacto con peróxido de hidrógeno,
212
Gráfico 8.49. Reducción de turbidez en función del tiempo de contacto con peróxido de hidrógeno y ozono.
213
Gráfico 8.50. Variación del contenido de aceites y grasas a la salida del proceso en función de tiempo de contacto.
215
Gráfico 8.51. Eliminación de grasas y aceites en función del tiempo de tratamiento a 15,33 mg/l de dosis por peróxido de hidrógeno y ozono.
215
Gráfico 8.52. Variación de sólidos suspensión en función del tiempo de contacto con peróxido de hidrógeno y ozono..
216
Gráfico 8.53. Eliminación de sólidos suspensión en función de tiempo de contacto con peróxido de hidrógeno y ozono.
216
Gráfico 8.54. Variación de la concentración de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
217
Gráfico 8.55. Eliminación de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
218
Gráfico 8.56. Variación de turbidez en función del tiempo de contacto con peróxido de hidrógeno,
219
Gráfico 8.57. Reducción de turbidez en función del tiempo de contacto con peróxido de hidrógeno y ozono.
219
Gráfico 8.58. Variación del contenido de aceites y grasas a la salida del proceso en función de tiempo de contacto.
221
Gráfico 8.59. Eliminación de grasas y aceites en función del tiempo de tratamiento a 19,32 mg/l de dosis por peróxido de hidrógeno y ozono.
222
Gráfico 8.60. Variación de sólidos suspensión en función del tiempo de contacto con peróxido de hidrógeno y ozono..
223
Gráfico 8.61. Eliminación de sólidos suspensión en función de tiempo de contacto con peróxido de hidrógeno y ozono.
223
Gráfico 8.62. Variación de la concentración de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
224
Gráfico 8.63. Eliminación de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
224

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
12
Gráfico 8.64. Variación de turbidez en función del tiempo de contacto con peróxido de hidrógeno,
225
Gráfico 8.65. Reducción de turbidez en función del tiempo de contacto con peróxido de hidrógeno y ozono.
226
Gráfico 8.66. Variación del contenido de aceites y grasas a la salida del proceso en función de tiempo de contacto.
228
Gráfico 8.67. Eliminación de grasas y aceites en función del tiempo de tratamiento a 22,15 mg/l de dosis por peróxido de hidrógeno y ozono.
228
Gráfico 8.68. Variación de sólidos suspensión en función del tiempo de contacto con peróxido de hidrógeno y ozono..
229
Gráfico 8.69. Eliminación de sólidos suspensión en función de tiempo de contacto con peróxido de hidrógeno y ozono.
230
Gráfico 8.70. Variación de la concentración de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
231
Gráfico 8.71. Eliminación de fenoles en función del tiempo de contacto con peróxido de hidrógeno y ozono.
231
Gráfico 8.72. Variación de turbidez en función del tiempo de contacto con peróxido de hidrógeno,
232
Gráfico 8.73. Reducción de turbidez en función del tiempo de contacto con peróxido de hidrógeno y ozono.
232
Gráfico 8.74. Variación de la DQO en función del tiempo de tratamiento con ultravioleta y ozono a 5,97 mg/l por minutos en agua bruta y tratada.
234
Gráfico 8.75. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 5,97 mg/l por minutos de dosis.
235
Gráfico 8.76. Variación del contenido de grasas y aceites a la salida del proceso en función del tiempo de contacto.
236
Gráfico 8.77. Eliminación de grasas y aceites en función de tiempo de contacto.
236
Gráfico 8.78. Variación de sólidos suspensión en función de tiempo de contacto.
237
Gráfico 8.79. Eliminación de sólidos suspensión en función de tiempo de contacto
237
Gráfico 8.80. Variación de fenoles en función de del tiempo de contacto. 238 Gráfico 8.81. Eliminación de fenoles en función del tiempo de contacto. 239 Gráfico 8.82. Variación de turbidez en función del tiempo de contacto. 240 Gráfico 8.83. Reducción de turbidez en función del tiempo de contacto. 240 Gráfico 8.84. Variación de la DQO en función del tiempo de tratamiento con ultravioleta y ozono a 5,97 mg/l por minutos en agua bruta y tratada.
242
Gráfico 8.85. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 5,97 mg/l por minutos de dosis.
242
Gráfico 8.86. Variación del contenido de grasas y aceites a la salida del proceso en función del tiempo de contacto.
243
Gráfico 8.87. Eliminación de grasas y aceites en función de tiempo de contacto.
244
Gráfico 8.88. Variación de sólidos suspensión en función de tiempo de contacto.
245
Gráfico 8.89. Eliminación de sólidos suspensión en función de tiempo de contacto
245
Gráfico 8.90. Variación de fenoles en función de del tiempo de contacto. 246 Gráfico 8.91. Eliminación de fenoles en función del tiempo de contacto. 246 Gráfico 8.92. Variación de turbidez en función del tiempo de contacto. 247 Grafico 8.93. Reducción de turbidez en función del tiempo de contacto. 248 Gráfico 8.94. Variación de la DQO en función del tiempo de tratamiento con 250

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
13
ultravioleta y ozono a 5,97 mg/l por minutos en agua bruta y tratada. Gráfico 8.95. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 5,97 mg/l por minutos de dosis.
250
Gráfico 8.96. Variación del contenido de grasas y aceites a la salida del proceso en función del tiempo de contacto.
251
Gráfico 8.97. Eliminación de grasas y aceites en función de tiempo de contacto.
252
Gráfico 8.98. Variación de sólidos suspensión en función de tiempo de contacto.
253
Gráfico 8.99. Eliminación de sólidos suspensión en función de tiempo de contacto
253
Gráfico 8.100. Variación de fenoles en función de del tiempo de contacto. 254 Gráfico 8.101. Eliminación de fenoles en función del tiempo de contacto. 254 Gráfico 8.102. Variación de turbidez en función del tiempo de contacto. 255 Gráfico 8.103. Reducción de turbidez en función del tiempo de contacto. 256 Gráfico 8.104. Variación de la DQO en función del tiempo de tratamiento con ultravioleta y ozono a 5,97 mg/l por minutos en agua bruta y tratada.
258
Gráfico 8.105. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el rendimiento de la DQO en función de tiempo de tratamiento con ozonización simple a 5,97 mg/l por minutos de dosis.
258
Gráfico 8.106. Variación del contenido de grasas y aceites a la salida del proceso en función del tiempo de contacto.
259
Gráfico 8.107. Eliminación de grasas y aceites en función de tiempo de contacto.
259
Gráfico 8.108. Variación de sólidos suspensión en función de tiempo de contacto.
260
Gráfico 8.109. Eliminación de sólidos suspensión en función de tiempo de contacto
261
Gráfico 8.110. Variación de fenoles en función de del tiempo de contacto. 262 Gráfico 8.111. Eliminación de fenoles en función del tiempo de contacto. 262 Gráfico 8.112. Variación de turbidez en función del tiempo de contacto. 263 Gráfico 8.113. Reducción de turbidez en función del tiempo de contacto. 263 Gráfico 8. 114. Producción de ozono en gramos por hora en función con intensidad.
266
Gráfico 8.115. Variación de la DQO en función de tiempo de contacto. 271 Gráfico 8.116. Eliminación de la DQO en función del tiempo de contacto. 272 Gráfico 8.117. Variación de fenoles en función del tiempo de contacto. 272 Gráfico 8.118. Eliminación de fenoles en función del tiempo de contacto. 273 Gráfico 8.119. Variación de los sólidos suspensión en función del tiempo de contacto.
274
Gráfico 8.120. Eliminación de los sólidos suspensión en función del tiempo de contacto.
274
Gráfico 8.121. Variación de la DQO en función de tiempo de contacto. 275 Gráfico 8.122. Eliminación de la DQO en función del tiempo de contacto. 276 Gráfico 8.123. Variación de fenoles en función del tiempo de contacto. 277 Gráfico 8.124. Eliminación de fenoles en función del tiempo de contacto. 277 Gráfico 8.125. Variación de los sólidos suspensión en función del tiempo de contacto.
278
Gráfico 8.126. Eliminación de los sólidos suspensión en función del tiempo de contacto.
279
Gráfico 8.127. Variación de la DQO en función de tiempo de contacto. 280 Gráfico 8.128. Eliminación de la DQO en función del tiempo de contacto. 280 Gráfico 8.129. Variación de fenoles en función del tiempo de contacto. 281 Gráfico 8.130. Eliminación de fenoles en función del tiempo de contacto. 282

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
14
Gráfico 8.131. Variación de los sólidos suspensión en función del tiempo de contacto.
283
Gráfico 8.132. Eliminación de los sólidos suspensión en función del tiempo de contacto.
283
Gráfico 8.133. Variación de la DQO en función de tiempo de contacto con peróxido de hidrógeno.
285
Gráfico 8.134. Eliminación de la DQO en función del tiempo de contacto. 285 Gráfico 8.135. Variación de fenoles en función del tiempo de contacto. 286 Gráfico 8.136. Eliminación de fenoles en función del tiempo de contacto. 287 Gráfico 8.137. Variación de los sólidos suspensión en función del tiempo de contacto.
288
Gráfico 8.138. Eliminación de los sólidos suspensión en función del tiempo de contacto.
288
Gráfico 8.139. Variación de la DQO en función de tiempo de contacto. 289 Gráfico 8.140. Eliminación de la DQO en función del tiempo de contacto. 290 Gráfico 8.141. Variación de fenoles en función del tiempo de contacto. 291 Gráfico 8.142. Eliminación de fenoles en función del tiempo de contacto. 291 Gráfico 8.143. Variación de los sólidos suspensión en función del tiempo de contacto.
292
Gráfico 8.144. Eliminación de los sólidos suspensión en función del tiempo de contacto.
293
Gráfico 8.145. Variación de la DQO en función de tiempo de contacto. 294 Gráfico 8.146. Eliminación de la DQO en función del tiempo de contacto. 294 Gráfico 8.147. Variación de fenoles en función del tiempo de contacto. 295 Gráfico 8.148. Eliminación de fenoles en función del tiempo de contacto. 296 Gráfico 8.149. Variación de los sólidos suspensión en función del tiempo de contacto.
297
Gráfico 8.150. Eliminación de los sólidos suspensión en función del tiempo de contacto.
297
Gráfico 8.151. Variación de la DQO en función de tiempo de contacto con ultravioleta y ozono.
298
Gráfico 8.152. Eliminación de la DQO en función del tiempo de contacto. 299 Gráfico 8.153. Variación de fenoles en función del tiempo de contacto. 300 Gráfico 8.154. Eliminación de fenoles en función del tiempo de contacto. 300 Gráfico 8.155. Variación de los sólidos suspensión en función del tiempo de contacto.
301
Gráfico 8.156. Eliminación de los sólidos suspensión en función del tiempo de contacto.
302
Gráfico 8.157. Variación de la DQO en función de tiempo de contacto. 303 Gráfico 8.158. Eliminación de la DQO en función del tiempo de contacto. 303 Gráfico 8.159. Variación de fenoles en función del tiempo de contacto. 304 Gráfico 8.160. Eliminación de fenoles en función del tiempo de contacto. 305 Gráfico 8.161. Variación de los sólidos suspensión en función del tiempo de contacto.
306
Gráfico 8.162. Eliminación de los sólidos suspensión en función del tiempo de contacto.
306
Gráfico 8.163. Variación de la DQO en función de tiempo de contacto. 307 Gráfico 8.164. Eliminación de la DQO en función del tiempo de contacto. 308 Gráfico 8.165. Variación de fenoles en función del tiempo de contacto. 309 Gráfico 8.166. Eliminación de fenoles en función del tiempo de contacto. 309 Gráfico 8.167. Variación de los sólidos suspensión en función del tiempo de contacto.
310
Gráfico 8.168. Eliminación de los sólidos suspensión en función del tiempo de contacto.
311
CAPÍTULO 9.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
15
Gráfico 9.1. Comparación del rendimiento de eliminación de la DQO en función de tiempo de contacto a distintos dosis de ozono.
313
Gráfico 9.2. Comparación del rendimiento de eliminación de grasas y aceites en función de tiempo de contacto a distintos dosis de ozono.
314
Gráfico 9.3. Comparación del rendimiento de eliminación de los sólidos suspensión en función de tiempo de contacto a distintos dosis de ozono.
315
Gráfico 9.4. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de contacto a distintos dosis de ozono.
315
Gráfico 9.5. Comparación del rendimiento de eliminación de turbidez en función de tiempo de contacto a distintos dosis de ozono.
316
Gráfico 9.6. Comparación del rendimiento de eliminación de grasas y aceites en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
317
Gráfico 9.7. Comparación del rendimiento de eliminación de sólidos suspensión en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
318
Gráfico 9.8. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
318
Gráfico 9.9. Comparación del rendimiento de eliminación de turbidez en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
319
Gráfico 9.10. Comparación del rendimiento de eliminación de la DQO en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono
320
Gráfico 9.11. Comparación del rendimiento de eliminación de grasas y aceites en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono
320
Gráfico 9.12. Comparación del rendimiento de eliminación de los sólidos suspensión en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono
321
Gráfico 9.13. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono.
322
Gráfico 9.14. Comparación del rendimiento de eliminación de turbidez en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono.
322
Gráfico 9.15. Comparación del rendimiento de eliminación de la DQO en función de tiempo de contacto a distintos dosis de ozono.
324
Gráfico 9.16. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de contacto a distintos dosis de ozono.
324
Gráfico 9.17. Comparación del rendimiento de eliminación de los sólidos suspensión en función de tiempo de contacto a distintos dosis de ozono.
325
Gráfico 9.18. Comparación del rendimiento de eliminación de la DQO en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
326
Gráfico 9.19. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
327
Gráfico 9.20. Comparación del rendimiento de eliminación de los sólidos suspensión en función de tiempo de contacto a distintos dosis de peróxido de hidrógeno y ozono.
327
Gráfico 9.21. Comparación del rendimiento de eliminación de la DQO en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono
328
Gráfico 9.22. Comparación del rendimiento de eliminación de fenoles en función de tiempo de contacto a distintos dosis de Ultravioleta y ozono
329
Gráfico 9.23. Comparación del rendimiento de eliminación de los sólidos suspensión en función de tiempo de contacto a distintos dosis de Ultravioleta
329

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
16
y ozono.
FOTOS.
Foto 8.1. Bidones recepcionados de la refinerías de Castellón 172 Foto 8.2. Comparación de agua bruta e agua ozonizada 173 Foto 8.3. Cámara de contacto con 4 litros de agua destilada conteniendo 20 g/l de yoduro potásico.
265
Foto 8.4. Muestra de agua bruta procedente de la refinería de petróleo. 267 Foto 8.5. Muestra de agua tratada después de 15 minutos de tratamiento. 268

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
17
AGRADECIMIENTOS.
Quería agradecer en primer lugar a mi Señor Dios todopoderoso que está en el Cielo y
en la Tierra por haberme dado la inteligencia, concentración y la tranquilidad de poder
realizar esta Tesis Doctoral.
Agradezco a mis Padres, Hermanas/os, Tíos, Sobrinas/os, Primas/os por el gran amor
familiar y por su apoyo incondicional, desde el primer día hasta el presente.
Agradezco a Dr. Ing. D. Aurelio Hernández Muñoz, Profesor Emérito de la Cátedra de
Ingeniería Sanitaria y Ambiental, y Director de este trabajo, por su gran esfuerzo de
colaboración, paciencia y contribución en la ejecución de esta Tesis Doctoral, que ha
sido un gran honor trabajar y aprender con él.
Agradezco a Dra. Dña. Abilia Soriano Bartolo, de la Cátedra de Ingeniería Sanitaria y
Ambiental, por haber estado conmigo en los momentos difíciles, por su colaboración y
paciencia durante estos años de investigación.
Agradezco a Dr. D. Manuel Gil Rodríguez, Científico Titular del Consejo Superior de
Investigaciones Científicas – C.S.I.C, por brindarme sus conocimientos y su
colaboración en la elaboración de esta Tesis Doctoral.
Quería expresar también mis agradecimientos a los profesores Dra. Dña. Isabel del
Castillo, Dr. D. José Rubió Bosch, Dr. D. Manuel Macías Miranda, Dr. D. Juan Antonio
Cortacáns Torre, D. Emilio Ramírez Brandín, Ing. D. Ignacio Hernández Navarro, D.
Isidro Valiente Alaguero, por su ayuda y colaboración durante todos estos años de
investigación de la Tesis Doctoral.
Agradezco a D. Carlos Poza Barrasús, de la refinería de petróleo BP Oíl España,
ubicada en Castellón, por su gran colaboración en facilitarme envíos de muestras de
agua residual de petróleo para la realización de la presente investigación de Tesis
Doctoral en el laboratorio de la Cátedra de Ing. Sanitaria y Ambiental de la E.T.S.I. de
Caminos, Canales y Puertos – U.P.M.
Agradezco a D. Luis Javier Ruiz Martin - Peñasco, Biólogo Colegiado nº 18354 - M, de
la empresa CosemarOzono, por su colaboración en facilitarme el aparato de

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
18
Ozonización SP Milenium 10g para el tratamiento de agua residual procedente de la
refinería de petróleo.
Agradezco a mi País Angola y al Instituto Nacional de Bolsa de Estudio de Angola –
INABE, por haberme concedido una Beca de subsidio de estudio para poder concluir
mis estudios y mi Tesis Doctoral.
Agradezco al Gobierno Español por haberme dado la oportunidad de realizar mis
estudios de 3º Ciclo y concluir mi Tesis Doctoral en el Reino de España.
Agradezco a la Agencia Española de Cooperación Internacional por haberme
concedido una Beca de estudio para realizar el Máster en Contaminación Ambiental en
el Reino de España.
Agradezco al Ministerio de Medio Ambiente de Angola, por autorizarme a venir a
estudiar a España.
Agradezco a todos mis amigos y amigas que estén en Angola, Cuba, España, Portugal
y otros lugares en el mundo.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
19
RESUMEN.
La Tesis Doctoral surge debida de los problemas de contaminación ambientales que
presentan los efluentes líquidos refinería del petróleo y las industrias de extracción
del petróleo crudo en la zona costera de Angola principalmente en las provincias de
Cabinda, Zaire y Luanda, en las cuales sus vertidos destruyen la flora y fauna
acuática.
El objetivo de este trabajo consiste en implementar nuevas técnicas de los procesos
de oxidación avanzada para el tratamiento de los efluentes líquidos de refinerías de
petróleo, que permitan conseguir una calidad adecuada de los vertidos.
Este sector se considera como una fuente de contaminación del medio ambiente, que
requiere un control estricto y un tratamiento adecuado para la eliminación de los
contaminantes existente en este tipo de agua y posteriormente poder reutilizar estas
aguas tratadas para otros fines industriales o verter a los cauces receptores que al
menos no perjudique a los ecosistemas.
En esta tesis se ha investigado las técnicas más modernas de los procesos de
oxidación avanzada para el tratamiento de agua residual de refinería de petróleo, así
como: 1) ozonización, 2) peróxido de hidrógeno con ozono, y 3) ultravioleta con ozono.
Los resultados obtenidos en este trabajo muestran que el proceso de ozonización
simple, ha dado mejores resultados para el tratamiento de este tipo agua residual de
petróleo, tanto, en la eliminación de materia orgánica y los fenoles presentes en el
agua residual.
En la primera fase, con 1 litro de muestra, se alcanzó un rendimiento del 80% en la
eliminación de la DQO utilizando 5,97 mg/l de dosis de ozono, con 11 minutos de
tiempo de contacto. Respecto a los fenoles se alcanzó una eliminación del 100 % con
la misma dosis de ozono y con 11 minutos de tiempo de contacto.
En la segunda fase, con 4 litros de muestra, se alcanzó un rendimiento del 66% de la
DQO utilizando 22,21 mg/l de dosis de ozono, con 15 minutos de tiempo de contacto y
el rendimiento en la eliminación de los fenoles fue de 90 % a las mismas condiciones.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
20
ABSTRACT
The doctoral thesis arises because of environmental pollution problems posed by liquid
effluents and oil refinery industries extraction of crude oil in the coastal area of Angola
mainly in the provinces of Cabinda, Zaire and Luanda, in which their discharges
destroy aquatic flora and fauna.
The objective of this work is to implement new techniques of advanced oxidation
processes for the treatment of liquid effluents of oil refineries that will achieve an
adequate quality of discharges.
This sector is considered as a source of environmental pollution, which requires close
monitoring and appropriate treatment for the removal of existing contaminants in this
water and then treated to reuse this water for other industrial purposes or discharging
into streams receptors that at least does not harm ecosystems.
In this thesis we investigate the most modern techniques of advanced oxidation
processes for treatment of wastewater from oil refinery and: 1) ozonation, 2) hydrogen
peroxide, ozone, and 3) radiation with ozone.
The results obtained in this study show that the ozonation process simple, has yielded
better results for treating wastewater of this type of oil, so the removal of phenols and
organic matter present in the wastewater.
In the first phase, with 1 liter of sample was reached in 80% yield COD removal using
5.97 mg/l ozone dosage, with 11 minutes of contact time. Regarding phenols
elimination was achieved of 100% with the same dose of ozone and 11 minutes
contact time
In the second phase, with sample 4 liters was reached in 66% yield using 22.21 COD
mg / l ozone dosage, with 15 minutes of contact time and the performance in the
removal of phenols was of 90% at the same conditions.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
21
CAPÍTULO I
ANTECEDENTES PERSONALES

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
22
1. ANTECEDENTES
1.1. ANTECEDENTES PERSONALES.
Pedro André, de Nacionalidad Angoleña, cursa los estudios primarios en su País natal
de 1972 a 1977.
En 1977, obtuvo una beca del gobierno de Cuba y del Instituto Nacional de Beca de
Angola - INABE, para realizar estudios secundarios y preuniversitarios en Cuba, en la
Escuela Antonio Agostinho Neto Nº42, Isla de la Juventud – Cuba de 1977 a 1985.
En 1985, se traslada a la ciudad de la Habana – Cuba, donde realiza sus estudios
universitarios en la Universidad de la Habana, Facultad de Geografía. Obtiene el título
de Licenciado en Geografía, después de la presentación de su examen profesional
con la tesis “Proyecto de Organización de Servicios de Geodesia, Cartografía y
Catastro de Angola” de 1985 a 1990.
En 1992, regresa a Angola, siendo contratado por el Ministerio de Pesca y Medio
Ambiente de Angola “Ex Secretaría de Estado de Medio Ambiente”. Desempeñó su
función como Técnico Superior de Departamento de Proyectos y Estudios hasta 1995.
En 1995, obtuvo una beca de Cooperación Española para cursar estudios de
Postgrado “Máster en Contaminación Ambiental” en la Universidad Politécnica de
Madrid, Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos,
Cátedra de Ingeniería Sanitaria y Ambiental, obteniendo el titulo de Máster en
Contaminación Ambiental, al presentar su tesina “Estudios de Impactos Ambientales
del Vertedero Sanitario de Valdemingomez” (1996 – 1997).
Mientras efectúa el Postgrado, realiza cursos de especialidades tales como:
Curso " Evaluación de Impactos Ambientales", en la Escuela Técnica Superior de
Ingenieros de Montes, Universidad Politécnica de Madrid. (Octubre de 1995 - Marzo
de 1996).
Curso de "Restauración de Espacios Degradados" en la Escuela Técnica Superior de
Ingenieros de Montes, Universidad Politécnica de Madrid (Octubre de 1995 a Marzo de
1996).
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
23
Curso de Verano " Técnico Gestión de Residuos Sólidos Urbanos" en la Escuela
Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Cátedra de Ingeniería
Sanitaria y Ambiental. Madrid (1996).
Curso "Español aplicado a la Ingeniería" en la Escuela Técnica Superior de Ingenieros
de Agrónomos, Universidad Politécnica de Madrid (1997).
Durante el año académico (1996 - 1997) participa en el congreso internacional "
Reunión Internacional sobre Residuos Sanitarios" celebrado en Madrid.
En Mayo de 1996 inicia los trámites para ser aceptado en el Programa de Doctorado
"Territorio y Medio Ambiente" en la Escuela Técnica Superior de Ingenieros de
Caminos, Canales y Puertos. Cátedra de Ingeniería Sanitaria y Ambiental. Universidad
Politécnica de Madrid.
En 1998, obtiene una beca del gobierno de Angola, Instituto Nacional de Beca de
Angola- INABE para realizar estudios de Doctorado en la Escuela Técnica Superior de
ingenieros de Caminos, Canales y Puertos. Cátedra de Ingeniería Sanitaria y
Ambiental. Universidad Politécnica de Madrid.
Comienza el Doctorado en la Universidad Politécnica de Madrid, durante el curso de
1996 hasta la actualidad, habiendo cursado las siguientes asignaturas y obtención
correspondiente de crédito.
1º CURSO 1996/97
Asignaturas Créditos
Procesos de Tratamiento de Aguas Potables 3
Tratamientos Físico – Químico de Residuos Líquidos Industriales 3
Procesos de Eliminación de Nutrientes 3
Desinfección en la Reutilización de las Aguas y Lodos 6
Reutilización de las Aguas y Lodos 3
2º CURSO 1997/98
Asignaturas
Residuos Tóxicos y Peligrosos 6
Recuperación de Suelos 3
3º CURSO 1998/99
Procesos de Depuración de aguas Residuales Industriales 6
Tabla 1.1. Asignaturas cursadas en el doctorado.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
24
1.2. SOLICITUD DE LA TESIS Y APROBACIÓN.
En Junio de 1998, solicita al Departamento de “Ordenación del Territorio, Urbanismo y
Medio Ambiente”, la aceptación del Proyecto de Tesis Doctoral titulado " Procesos de
depuración de los efluentes líquidos de actividades petrolíferas".
Siendo aceptada la solicitud en la reunión celebrada por Comisión de Doctorado del
Departamento el 16 de septiembre de 1998, nombrando como director de la misma a
D. Aurelio Hernández Muñoz.
1.3 NIVEL DE IDIOMAS.
Idioma Habla Escribe Lee
Portugués Correctamente Correctamente Correctamente
Español Correctamente Correctamente Correctamente
Francés Correctamente Correctamente Correctamente
Inglés Medio Medio Medio
Tabla 1.2. Idiomas

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
25
CAPÍTULO 2.
GENERALIDADES.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
26
2. GENERALIDADES.
2.1. ACTIVIDADES DE REFINO DE CRUDO (PETRÓLEO).
El refino del petróleo consiste en un conjunto de técnicas, procesos de separación y
transformación, que permiten producir, a partir de petróleo crudo, una serie de
productos comerciales gaseosos, líquidos y sólidos.
En las refinerías se fabrican tres tipos de productos:
- Productos acabados que se suministran directamente al mercado: gasolina,
gasoil, etc.
- Productos semiacabados que sirven de base para la obtención de otros
(fracción, lubricantes para fabricar aceites).
- Productos intermedios para la industria petroquímica.
2.1.1. Relación de los productos acabados, semiacabados e intermedios en
la industria del petróleo:
Pueden citarse, entre otros, los siguientes productos:
- Gases: Hidrogeno e hidrocarburos ligeros.
- Gases: Licuados del Petróleo (propano y butano).
- Combustibles para motores de automóviles y aviación (gasolina).
- Gasolinas especiales y disolventes.
- Carburantes para reactores.
- Keroseno.
- Gas-oil: Combustible para motores diesel.
- Fuel-oil ligero para calefacción.
- Aceites ligeros (lubricantes para mecánica ligera).
- Aceites pesados para la obtención de lubricantes para motores.
- Aceites de cilindro para maquinas de vapor y engrase general.
- Parafinas y ceras.
- Fuel - oíl pesado.
- Asfalto y materiales asfálticos, sólidos y semisólidos.
- Cok.
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
27
- Nafta.
- Ácidos nafténicos.
- Aromáticos (fracciones BTX).
- Olefinos y diolecinos.
- Aceites bituminosos.
- Disolventes.
- Alquitrán o residuo.
2.1.2. Composición del petróleo crudo y fracciones.
El petróleo crudo y sus fracciones derivadas están formados por una mezcla de
diferentes hidrocarburos os (parafínicos, nafténicos, aromáticos), y además pequeñas
cantidades de azufre, oxigeno, nitrógeno y algunos metales como: (cromo y zinc).
- Hidrocarburos parafinicos: son saturados con átomos de carbono formando
cadenas aromáticas de formula empírica Las que tienen cadenas
lineales se llaman parafinas normales y la ramificadas isoparafinas. Los cuatros
primeros son gaseosas, líquidas las de número de átomos de carbono
comprendidos entre 4 - 20, solidas los de más de 20 carbonos. Las
isoparafinas tienen puntos de ebullición algo menores que las correspondientes
parafinas normales con el mismo peso molecular.
H-C-(C)-C-H= CH3- ( CH2 ) – CH3 = CnH2N+2
- Hidrocarbonos naftenicos o cicloparafinas: son hidrocarburos saturados de
formula empírica cuyos átomos de carbono están unidos formando
anillos. Las de bajo punto de ebullición suelen ser derivados del ciclo pantano y
ciclohexano; las de alto punto de ebullición son moléculas formadas por la
unión de varios anillos nafténicos o ciclos parafínicos.
- Hidrocarburos aromáticos: son hidrocarburos no saturados de estructura
cíclica, y tiene una formula
- Hidrocarburos oleofinas: son hidrocarburos no saturados de cadenas abiertas,
lineales o ramificadas, normalmente estos hidrocarburos no se encuentran en
el crudo, sino se forman durante la operación del refino.
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
28
- Compuestos de azufre: el azufre existe en el crudo tanto en estado libre como
combinado, estando en concentración variables, entre 0 - 8 %. Cuanto mayor
es el contenido de azufre, más costosas son las operaciones de refino.
- Los compuestos sulfurados: son los más molestos por su acción corrosiva, su
color y su acción sobre los catalizadores.
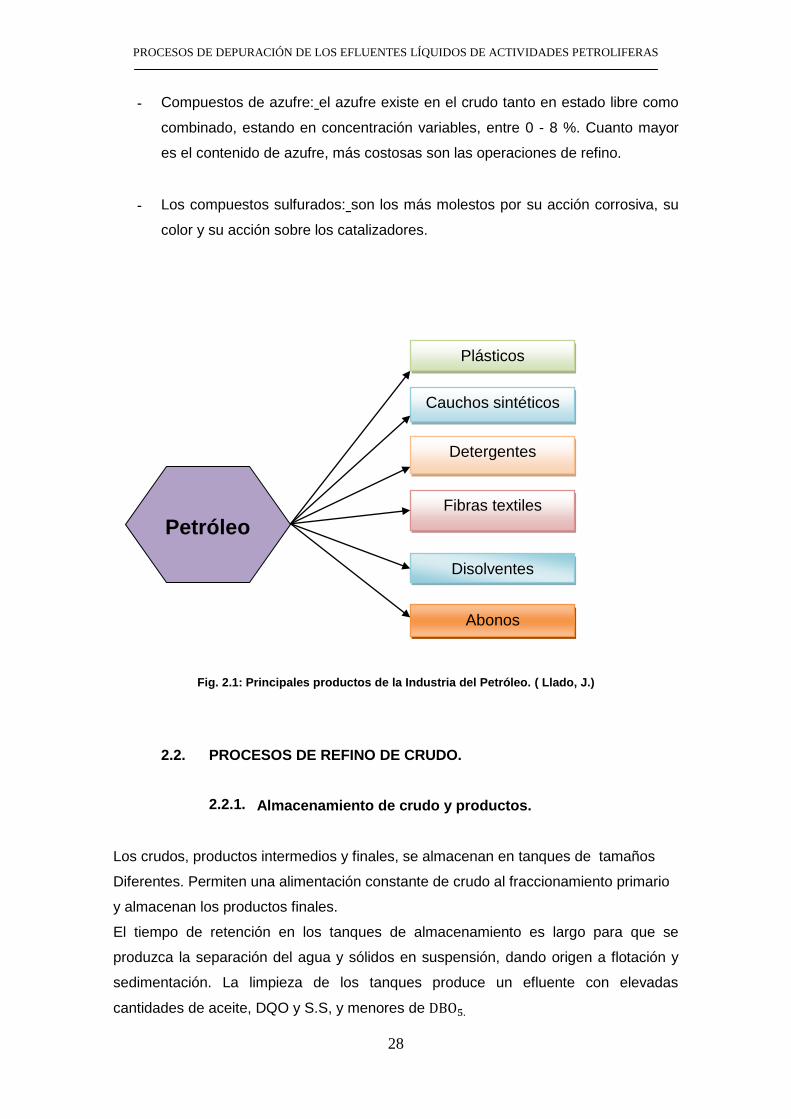
Fig. 2.1: Principales productos de la Industria del Petróleo. ( Llado, J.)
2.2. PROCESOS DE REFINO DE CRUDO.
2.2.1. Almacenamiento de crudo y productos.
Los crudos, productos intermedios y finales, se almacenan en tanques de tamaños
Diferentes. Permiten una alimentación constante de crudo al fraccionamiento primario
y almacenan los productos finales.
El tiempo de retención en los tanques de almacenamiento es largo para que se
produzca la separación del agua y sólidos en suspensión, dando origen a flotación y
sedimentación. La limpieza de los tanques produce un efluente con elevadas
cantidades de aceite, DQO y S.S, y menores de
Petróleo
Plásticos
Cauchos sintéticos
Detergentes
Fibras textiles
Disolventes
Abonos

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
29
Destilación.
La destilación permite la separación, o según la aceptación generalizada el
fraccionamiento de los componentes de una mezcla en función de las temperaturas de
ebullición, basado en las diferencias de su volatilidad.
La primera operación a la que se somete un “petróleo crudo” es la destilación inicial en
una instalación de fraccionamiento llamada toppiing. Esta unidad de refino separa el
crudo en varias fracciones o cortes, que constituyen las materias primas de las
instalaciones posteriores, y que las transforman en productos comerciales. En dicha
unidad se pueden obtener fracciones como: gas a la red, compuesto de gases
combustibles C1/C2, fracción C3/C4, gasolina ligera estabilizada (automóvil), fracción
nafta (reformado catalítico), keroseno (reactores y petróleo para quemar), gas-oil
atmosférico, gas-oil de vacío, residuo atmosférico (fuel-oíl pesados), residuo de vacío
(asfaltos).
Las unidades de destilación, a presión atmosférica, se están sustituyendo por otras
que combinan la destilación a vacío y la atmosférica. Para reducir la cantidad de aguas
residuales se instalan condensadores de superficie en lugar de columnas de
condensación barométricas.
Craqueo térmico.
Es el proceso de transformación de hidrocarburos que pone en juego la temperatura
como agente de activación. Al ser endotérmicas las fracciones de aceite pesado
procedentes de los destiladores a vacío, se descomponen en diferentes fracciones de
peso molecular más bajo, como aceites para calefacción domestica. El craqueo
térmico se realiza a temperaturas de 480 - 603 ºC y a presiones de 41,6 - 69,1 atm.
Este proceso era muy empleado antes del desarrollo del craqueo catalítico, ahora esta
cayendo en desuso, debido a que en la actualidad se procesan crudos con mayor
contenido en azufre.
Craqueo catalítico.
Las fracciones pesadas se descomponen en otras de peso molecular más bajo. El
empleo de catalizadores permite trabajar a temperaturas y presiones mas bajas que
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
30
en el caso del craqueo térmico, que inhibe la formación de productos de
polimerización.
Las unidades de Craqueo catalítico se están sustituyendo por procesos de
hidrocaqueo e hidrotratamiento.
Coquización.
El producto de cola de la columna de vacío, que constituye la alimentación de esta
unidad, se calienta e introduce en una columna de fraccionamiento donde la carga de
alimentación entra en contacto con los gases calientes, que provienen de los tanques
de coque, con los que se eliminan los componentes mas volátiles de la carga de
alimentación. El producto de cola de esta columna de fraccionamiento se conduce a
una de las secciones del horno, donde se alcanza una temperatura de unos 880 ºC, y
en la salida se envía a un tanque donde el tiempo de residencia es suficiente para la
formación de coque.
Hidrocraqueo.
Es un proceso, en presencia de hidrogeno o una corriente de las fracciones
hidrocarbonadas, de alto punto de ebullición y bajo precio en fracciones fuertemente
revalorizadas. Por otra parte, los procesos de hidrocraking son más flexibles,
permitiendo tratar cargas muy diversas: Naftas pesadas, queroseno, destilados medios
y pesados, cuya calidad puede ser inferior a la necesaria en el craqueo catalítico.
El hidrocraqueo se realiza a menores temperaturas " 203º - 425º C", y a mayores
presiones "7,8 - 137 atm". Por tanto todos los procesos de hidrocraqueo son
relativamente similares, y solo difieren en el catalizador que puede ser: metal, soporte
ácido, óxido sulfuroso, soporte ácido. Esta técnica está alcanzando un amplio
desarrollo.
Polimerización.
La polimerización obtiene gasolina de buena calidad a partir de olefinas básicamente
de 3 y 4 átomos de carbono, sin embargo, precisa una unidad de tratamiento de la
fracción de aceite a polimerizar para la eliminación de , mercaptanos y
compuestos de nitrógeno.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
31
Alcoholización.
Es un proceso que consiste en eliminar el agua a través de un grupo de secadores,
por tanto la alimentación se introduce en un reactor a la vez que se procede a la
adición intermitente del catalizador (cloruro de aluminio). En este reactor tiene lugar la
reacción de alcoholización de las olefinas y el isobutano, agregándose pequeñas
cantidades de HCI y agua, que actúan como promotores. Los productos de la reacción
que arrastran el catalizador en suspensión se llevan a un primer separador en el que
se recupera.
La corriente neutra exenta de catalizador se introduce en un tren de fraccionamiento
para eliminar el propano, isobutano y n-butano, y posteriormente pasa a una última
columna de fraccionamiento de los productos alcoholizados, pesados y ligeros.
Alquilación.
El proceso consiste en la reacción de una isoparafina, normalmente; isobutano y una
olefinas: propileno, butileno, amilenos, en presencia de un catalizador para obtener un
alquilato de gran octanaje, que se utiliza como un componente de la mezcla de
gasolina. Las unidades de alquilación con acido fluorhídrico no producen efluentes de
acido o sosa gastada, sin embargo pueden producirse fugas de fluoruros que platean
serios problemas de contaminación
La tendencia del proceso de alquilaci6n esta disminuyendo debido a la demanda de
gasolina de alto octanaje y bajo contenido en plomo.
Catalizadores comunes: Cloruro de aluminio, Acido Sulfúrico y Fluorhídrico.
Isomerización.
Es un proceso para obtener combustibles de motores de alto octanaje para la
transformación de las gasolinas ligeras en sus isómeros. Su aplicación suele ser la
producción de isobutano, “materia prima de la alquilación”, a partir de n-butano. Por lo
tanto la tendencia de la capacidad del proceso de isomerización de n-butano no
aumenta en las refinerías que dispongan de unidad de hidrocraqueo, debido a que en
esta unidad se desprenden gases ricos en isobutano.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
32
Reformado Catalítico.
El reformado catalítico es un proceso que permite la trasformación de cualquier
gasolina pesada de prima destilación en un carburante de alto número de octanos, con
rendimiento relativamente bueno. También se obtiene hidrogeno como subproducto,
por tanto el reformado catalítico es un medio utilizado para transformar cantidades
importantes de gasolina pesada en bases con alto índice de octanos. Los procesos de
reformado se realizan con catalizadores llamados de doble función, constituidos por un
metal colocado sobre un depósito de ácido. Esta asociación aporta: una función
hidrogenante y deshidrogenante debida al metal.
Refinado mediante disolventes.
Los disolventes son procesos que se utilizan para obtener aceites refinados,
compuestos de elevado octanaje e hidrocarburos aromáticos de elevada pureza. Las
operaciones comunes a este tipo de procesos son: secado y/o desaireación del
producto a tratar, extracción por contracorriente, separación de disolvente y producto
por calor y fraccionamiento o evaporación, eliminación de las trazas de disolventes del
producto y purificación del disolvente.
Hidrotratamiento.
El proceso de hidrotratamiento se aplica para la saturación de olefinas y para la
eliminación de compuestos de nitrógeno, oxigeno y azufre, y otros contaminantes de
las fracciones obtenidas por la destilación del Petróleo o por craking.
Los subprocesos que se aplican en hidrotratamiento son:
- Pre tratamiento de la fracción a procesar por reformado catalítico.
- Desulfuración de la Nafta.
- Purificación de aceites lubricantes.
- Pre tratamiento de la fracción a procesar por craqueo catalítico.
- Desulfuración del gas-oil pesado y residual.
- Saturación de la Nafta.
El hidrotratamiento, se realiza a temperaturas de 204º - 371ºC.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
33
Fabricación de aceites lubricantes.
El proceso se realiza a partir de jabón y aceites de petróleo, con arcilla y otros aditivos.
Se efectúan en diferentes operaciones como:
- Dosificación precisa de las materias primas, mezclado, calentamiento y
enfriamiento rápido, molido, deshidratación y purificación de aceites.
Asfaltación o Asfalto.
En el proceso de asfalto, el producto a tratar se pone en contacto con aire caliente que
oscila entre 203º - 280ºC. Para la obtención de asfalto se puede tratar a través de un
proceso continuo o intermitente. Los catalizadores no recuperables son: sulfato de
cobre, cloruro de zinc, cloruro férrico, cloruro de aluminio, pentóxido de fósforo y otros.
El catalizador no suele contaminar el efluente del proceso.
Proceso de acabado de producto.
El proceso de acabado comprende: secado y desmercaptanización y purificación final
de aceites lubricantes.
a. Secado y desmercaptanización.
Son dos procesos muy utilizados para eliminar compuestos de azufre, agua y otras
impurezas de gasolina, keroseno, combustibles para turbinas de combustión,
combustibles de uso domestico y otras fracciones.
Los métodos imprescindibles de desmercaptanizacion son:
- Oxidación de mercaptanos a disulfuros.
- Eliminación de mercaptanos
- Destrucción y eliminación de todos los compuestos de azufre

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
34
b. Purificación final de aceites lubricantes.
Los aceites lubricantes, desparafinados y refinados mediante disolventes, se someten
a un tratamiento final por acido o arcilla para eliminar el calor y otras impureza. El
proceso más utilizado es la filtración por contacto en continuo, los lodos de arcilla-
aceite se calienta y el aceite se elimina por filtración al vacío.
2.2.2. Problemática ambiental en las Refinerías.
En las refinerías de Petróleo, la problemática proviene principalmente de una serie de
operaciones, las cuales se adaptan a los procesos de obtención de diferentes
productos.
- En la obtención de refino y transporte.
- En la emisión de efluentes líquidos, gaseosos y sólidos obtenidos en la fase de
refino.
- En las emisiones liquidas, gaseosos y sólidos obtenidos a través de la
utilización de estas materias primas en los diversos procesos de refino.
- En las emisiones gaseosas producidas mediante la utilización de los productos
acabados de refino.
- En las diferentes etapas de procesos de refino, aparecen una serie de
hidrocarburos no quemados, monóxido de carbono, amoniaco y anhídrido
sulfuroso.
- En la producción de aguas residuales derivados en los distintos procesos de
refino, se origina un grado de contaminación que varía de una planta a otra, de
acuerdo con las unidades incluidas, con el tipo de crudo utilizado y con la
ubicación de la planta, tipos de proceso aplicado, y la antigüedad de la propia
refinería.
- En la evacuación de los lodos, el vertedero procedente de refinería provoca
complicación en los acuíferos subterráneos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
35
Emisión
Fuentes potenciales
Óxidos de Azufre
Calderas calefactores de procesos, regeneradores de la
unidad de cracking catalítico, unidades de tratamiento,
antorcinas de , operaciones de descoquificado
Hidrocarburos
Mecanismo de carga, área de repostaje, muestreo, tanques
de almacenamiento, separadores de aguas residuales,
sistemas de purgas, regeneradores catalíticos, bombas,
válvulas, torres de refrigeración, inyectores de vacío,
condensadores barométricos, soplador de aire, equipos de
alta presión que manejan hidrocarburos volátiles, calefactores
de proceso, calderas.
Óxidos de Nitrógeno
Calefactores de proceso, calderas, compresores,
regeneradores catalíticos, antorchas
Partículas
Regeneradores catalíticos, caldera, calefactores de proceso,
operaciones de coquizado, incineradores.
Aldehídos
Regeneradores catalíticos
Amoniaco
Regeneradores catalíticos
Olores
Unidades de procesado (soplantes, generador de vapor).
Drenajes, respiradores de tanque, sumideros de los
condensadores barometría, separa barométricos,
separadores de aguas residuales
Monóxido de
Carbono
Regeneración de catalizadores, coquizado y descoquizado,
compresores, incineradores.
Tabla 2.1. Emisiones de refinerías de petróleo.
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
36
2.2.3. Producción y componentes de aguas residuales generadas en los
procesos de refinerías.
Almacenamiento de crudos y productos.
Los componentes contaminantes importantes de las aguas residuales, generadas en
este proceso son; aceites libres y emulsionados y S.S. El almacenamiento de
productos intermedios da lugar a aguas residuales cargadas de polisulfuros, sulfuro de
hierro y S.S. El almacenamiento de producto terminados puede originar efluentes
alcalinos con elevada, y en ocasiones con plomo tetractilo. Otros efluentes
producidos se deben a fugas, derrames, filtros para secar el producto y limpieza de los
tanques.
Desalado de los crudos.
Las aguas residuales producidas en el desalado contienen aceites emulsionados y en
ocasiones libres, amoniaco, fenoles, sulfuros, S.S., cloruros y otras sustancias
disueltas. También presentan valores de y DQO elevados, y producen
contaminación térmica, a menudo con temperaturas superiores a 95ºC.
Destilación.
Las aguas residuales generadas en este proceso contienen: sulfuros, amoniaco,
aceites, cloruros, mercaptanos y fenoles. Los condensadores barométricos empleados
en los procesos de destilación al vacío dan lugar a aguas residuales conteniendo
emulsiones de aceite muy estables.
Craqueo térmico.
Las aguas residuales de este proceso contienen: aceites, amoniaco, fenoles y
sulfuros, también presentan valores elevados de , DQO y alcalinidad.
Craqueo catalítico.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
37
Las aguas residuales de la unidad de craqueo catalítico contienen: aceites, sulfuros,
fenoles, cianuros y amoniaco. Presentan características alcalinas y valores elevados
de y DQO.
Hidrocaqueo.
Las aguas residuales del proceso contienen: sulfuros, fenoles y amoniaco.
Polimerización.
Es uno de los procesos más contaminantes y las aguas residuales generadas en este
proceso contienen cantidades elevadas de sulfuros, mercaptanos y amoniaco.
Alquilación.
Las aguas residuales de este proceso contienen: sólidos suspensión, sólidos disueltos,
sulfuros, aceites y otros contaminantes.
Existe otra corriente de aguas residuales procede de los condensadores que contienen
aceites, sulfuros y otras sustancias.
En las refinerías el acido sulfúrico limpio procedente del reactor no recuperado se
utiliza para neutralizar otros efluentes.
Isomerización.
En este proceso se generan contaminaciones bajas de fenol bajo y DQO, pero no es
probable que presenten sulfuros y amoniaco en los efluentes.
Reformado.
El volumen de aguas residuales generadas es pequeño, presentan reacción alcalina y
contienen pequeñas cantidades de sulfuros, amoniaco, mercaptanos y aceites.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
38
Refinado mediante disolventes.
En esta unidad se generan efluentes acuosos, que contiene pequeñas cantidades del
disolvente utilizado y aceites. Algunos disolventes empleados como, fenol, glicoles y
aminas dan lugar a valores de elevados.
Hidrotratamiento.
Las aguas residuales en este proceso contiene sulfuros y amoniaco, también pueden
contener fenoles, si el material tratado presenta un punto de ebullición elevado.
Asfaltación o Asfalto.
Las aguas residuales en este proceso contienen elevadas concentraciones de aceites,
pequeñas cantidades de fenoles, y presentan una DQO alta.
Productos acabados: (secados y desmercaptanizacion).
Los contaminantes líquidos más importantes son: sosa gastada, contenido de fenoles
y sulfuros. La sosa gastada fenólica contiene: fenol, cresoles, xilenos, compuestos de
azufre y aceites neutros.
Otro tipo de aguas residuales procedentes del lavado del producto tratado y de la
regeneración de las soluciones de tratamiento, contienen cantidades pequeñas de
aceites y sustancias de tratamiento como: plumbito sódico o cloruro de cobre.
Productos acabados (purificación final de aceites lubricante).
El tratamiento acido da lugar a aguas residuales acidas con alto contenido de sólidos
suspensión, sólidos disueltos, sulfatos, sulfanatos y emulsiones de aceites estables.
2.3. AGUAS DE LOS VERTIDOS DE REFINERÍA.
2.3.1. Aguas residuales de refinería pueden dividirse en:
Aguas libres de aceite y material orgánico.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
39
Los efluentes son provenientes del agua de refrigeración que no son parte de aceite y
agua lluvia libre de aceite, pero la única contaminación encontrada en esta agua, es su
contenido en sólidos en suspensión.
Aguas aceitosas de forma accidental.
Los efluentes líquidos pertenecientes a las corrientes que normalmente están libres de
aceites, también pueden alcanzar a contaminarse con él, a través de un fallo técnico o
accidente. Aguas procedentes de agua de lluvia de tanques, tuberías y agua de
proceso libre de aceite.
Aguas aceitosas de limpieza o de lluvia.
Los efluentes líquidos que comprende el agua de lluvia de las áreas de procesado del
crudo, el agua de limpieza, talleres, aguas sucias, aguas contra incendios.
Aguas sanitarias.
Pertenece al agua de servicios sanitarios de las áreas de edificación, oficinas,
comedores, cafetería, laboratorio, ducha, botiquín.
Aguas de deslastre.
El agua proveniente de operaciones habituales de deslastre de los barcos en los
puestos petroleros, según el tamaño representan de 33% al 25% de su capacidad útil
de carga, porque contiene un elevado contenido de sales de cloruro de sodio,
proveniente del agua de mar y de sólidos en suspensión. Alcoholes solubles en agua
hasta aceites residuales, presentan una DQO elevada, además esta agua contiene
productos químicos utilizados en la limpieza de barcos.
Aguas de procesos.
El agua suele estar en contacto con las corrientes de proceso, pero contiene
cantidades variables de aceite, material soluble (sulfuro de amonio, fenoles, tiofenoles,
ácidos orgánicos y sales inorgánicas; cloruro de sodio), procedentes de aguas de
condensación-- de vapores de la unidades de tratamiento de los eyectores de
extracción de los separadores “strippers”, del salador, aguas de purgas de los balones

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
40
de reflujo y de vaciado de los depósitos de almacenamiento, aguas de lavado y de
acondicionamiento de los productos fraccionados, alcalinas y acidas.
SISTEMA
CORRIENTE
CONTENIDOS EN
Sólidos disueltos
Aceites y grasas Fenoles sulfuros
•Aguas aceitosas
-Aguas pluviales en
zonas de procesos
1
2
1
-Aguas pluviales en
bloques de bombas de
trasiego, mezcla y
expedición.
1
2
1
-Aguas contra
incendios.
1
1
1
-Aguas pluviales en
zonas de
almacenamiento de
productos.
1
2
1
•Aguas limpias.
-Efluentes planta de
tratamiento de agua
bruta.
2
1
1
-Purgas de calderas 2 1 1
-Pluviales en zonas no
contaminadas.
1
1
1
•Agua de proceso.
-Efluentes del desalador
2
2
2
-Efluentes del
tratamiento de aguas
sulfhidricas y
amoniacales.
2
1 - 2
2
-Efluentes del
tratamiento de sosa
cáustica gastada.
1 - 2
1 - 2
1 - 2
-Purgas de agua del
almacenamiento de
crudo.
2
2
2
•Aguas sanitarias
-Servicios , comedor,
botiquín, duchas, etc.
2
2
2
•Aguas aceitosas
con plomo.
-Aguas pluviales en
zonas de
almacenamiento de
gasolina y preparación
de plomo tretaetilo.
1
2
1
-Purgas de limpieza de
tanques de gasolina.
2
2
1
Tabla 2.2. Segregación de las aguas residuales de refinería de petróleo. (Según De Lora, F., Miro, J.
1978)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
41
Fuente. IASA-Asesoría e Ingeniería Ambiental S. A.
Nota:
1: Contenido bajo.
2: Contenido alto.
2.3.2. Contenidos de las aguas residuales de refinería.
El grado de contaminación de aguas residuales va a ser variable a lo largo del tiempo,
con carácter general, pudiendo caracterizarse, según su contenido, por:
- Materia orgánica biodegradable.
- Materia orgánica no biodegradable.
- Hidrocarburos.
- Sólidos en suspensión totales.
- Sólidos disueltos.
- Productos inorgánicos.
Materia orgánica biodegradable.
La contaminación es susceptible de ser utilizada por los microorganismos, como
fuente de alimentación, es relativamente baja en las aguas residuales de refinería, en
comparación con las de otro tipo de vertido industrial. La aparición de hidrocarburos
alifáticos de moléculas relativamente pequeñas, hace que la relación sea
> 0,45 - 0,55, lo que indica una alta biodegradabilidad de la materia orgánica
contenida.
Materia orgánica no biodegradable.
Varios compuestos orgánicos pueden llegar a ser no solo no biodegradables
(hidrocarburos superiores) sino incluso biotoxicos y por tanto perjudiciales para los
microorganismos que participan en los procesos de oxidación biológica. Este es el
caso de los fenoles y cianuros que aparecen en las aguas residuales procedentes de
las distintas etapas del proceso.
Hidrocarburos (aceites).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
42
Los aceites son los contaminantes principales, tanto cualitativamente como
cuantitativamente, bajo esta denominación se engloban o abarcan todos los
hidrocarburos ligeros, con densidad menor que el agua, que pueden aparecer en
forma de gotas microscópicas formando emulsiones.
Sólidos totales en suspensión (SST).
Está presente principalmente en las aguas residuales del proceso y de deslastre de
refinería, que proceden principalmente de las aguas de drenaje de los tanques de
crudo, así como de los efluentes de la unidad de coquización.
Sólidos disueltos (SD).
Estos sólidos contienen básicamente materia orgánica biodegradable, y su
concentración es relativamente baja en las aguas residuales procedentes de refinería.
Productos inorgánicos.
Entre los parámetros más importantes en los vertidos de este tipo de aguas, pueden
citarse:
- Nitrógeno amoniacal; procedente de los compuestos nitrogenados,
contenidos en el propio crudo a destilar. No se trata de un compuesto tóxico,
pero es utilizado como nutriente por las algas y los microorganismos,
aumentando la demanda química de oxigeno "DQO", en el agua residual.
- El contenido en amoniaco se puede reducir de un 10 a un 45% en el reactor
biológico.
- Sulfuros, procedentes de aguas de condensados resultantes de las unidades
de cracking, reformado, destilación atmosférica e hidrosulfuracion, sulfuros en
forma de sulfuro de hidrogeno.
- Sales minerales, los fluidos resultantes de la planta, de tratamiento de agua
para calderas, tienen una salinidad elevada y valores de pH extremos,
dependiendo de la etapa del tratamiento.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
43
- Fosfatos, prácticamente no existen o son muy escasos en las aguas
residuales de refinería, es aportado como nutrientes al reactor biológico.
2.3.3. Los parámetros contaminantes significativos de las aguas residuales de
refinerías.
Los parámetros contaminantes, que se encuentran principalmente en los vertidos de
refinerías, se describen a continuación, apareciendo como las características físicas,
químicas y biológicas de las aguas residuales de las refinerías.
- Demanda bioquímica de oxigeno.
- Demanda química de oxigeno.
- Aceites y grasas.
- Compuestos fenólicos.
- Cromo total.
- Zinc.
- Sólidos disueltos totales (S.D.T).Cianuros.
- pH.
- Sulfuros.
- Nitrógeno amoniacal (N-NH3).
- Sólidos en suspensión totales (S.S.T).
- Carbono orgánico totales (C.O.T).
- Temperatura.
- Cloruros.
- Fosfatos totales.
- Fluoruros.
Demanda bioquímica de oxigeno (DBO5).
Suele ser utilizado por las refinerías como un indicador de la contaminación, ya que es
el único parámetro existente en la actualidad que mide la cantidad de oxigeno
consumido por los microorganismos para metabolizar las aguas residuales. Por otra
parte todos los organismos acuáticos necesitan cierta concentración de oxigeno
disuelto para mantener sus funciones vitales. Generalmente todas las aguas
residuales procedentes de refinerías presentan una demanda de oxigeno más o
menos grandes, pues los principales contaminantes, causantes de la demanda de

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
44
oxigeno, son los hidrocarburos biodegradables solubles y los compuestos inorgánicos
de azufre.
Demanda química de oxigeno (DQO).
Es una medida del oxigeno necesario para oxidar las sustancias existentes en las
aguas residuales.
Ventaja de la DQO.
Proporciona los resultados en menos de tres horas.
Inconveniente.
Consiste en no diferenciar entre materia orgánica biodegradable y no biodegradable.
La presencia de sustancias reductoras inorgánicas (sulfuros, iones metálicos, cloruros,
etc.) producen interferencias.
Aceites y grasas.
Todavía no se conoce un disolvente eficaz para las grasas o aceites, pero se puede
determinar a partir del triclorotrifluoretano y hexano con disolvente, por lo tanto la
mayor parte de los aceites y grasas presentes en las aguas residuales de refinería son
de naturaleza hidrocarbonada y presentan una demanda química de oxígeno
importante.
La cantidad media de sustancias extraíbles por triclorotrifluoretano o hexano en el
efluente de refinería está comprendida entre un máximo de 37mg/l y un mínimo de
4mg/l.
Por otra parte, al analizar el contenido de grasas, se determinan cuantitativamente una
serie de sustancias con características físicas similares, solubles en el disolvente
utilizado. Estas sustancias son:
Ácidos grasos, jabones, parafinas, aceites y otros materiales extraíbles por el
disolvente de la muestra acidulada, y que no se volatilizan durante la evaporación del
disolvente.
Los efectos de grasas y aceites en el medio ambiente (ríos, etc.), pueden concretarse
en:

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
45
- Algunos elementos solubles presentan efectos tóxicos
- Consumo de oxígeno
- Los aceites y grasas sedimentados en el fondo impiden el desarrollo de
los organismos bénticos y destruyen las áreas de desove.
- Los hidrocarburos insolubles y los aceites flotantes impiden la
transferencia de oxígeno y recubren el plumaje de las aves.
- Las materias solubles y emulsionadas comunican sabor a la carne de los
peces.
- Los aceites emulsionados se adhieren a las branquias y superficie de los
peces y destruyen las algas u otros organismos planctónicos.
Compuestos fenólicos.
Los efluentes contaminados con compuestos fenólicos se producen principalmente en
las unidades de craqueo catalítico, destilación de crudos y acabado de productos.
También los fenoles y compuestos fenólicos son muy tóxicos para los peces y otros
organismos acuáticos. Los clorofenoles dan un sabor desagradable a la carne de los
peces que impiden su comercialización.
Los compuestos fenólicos son más tóxicos que el fenol puro, su toxicidad depende del
compuesto y de la naturaleza del agua residual. Por otra parte los fenoles limitan el
empleo del agua en determinadas industrias, como alimentarias y de bebidas, por ser
causantes de olores y sabores desagradables en los productos.
Cromo total.
El cromo está presente en las aguas de abastecimiento en estado trivalente y
hexavalante. Los cromatos (CrO42-) están presentes en los efluentes de refinería
cuando se añaden al agua de refrigeración para controlar la corrosión. El cromo en
estado de oxidación se combina con el oxígeno para dar trióxido de cromo (CrO3),
cromato (CrO42-) y dicromato (CrO72-). El cromo es tóxico para la vida humana,
concentraciones bajas de cromo presentan efectos perjudiciales. La toxicidad de las
sales de cromo sobre las especies acuáticas depende del tipo de especies,
temperatura, pH, concentración y efectos antagónicos o sinérgicos de los compuestos
presentes en el agua.
Zinc.
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
46
Los compuestos de zinc se emplean como inhibidores de corrosión para aguas de
refrigeración. También durante la combustión de combustibles fósiles se origina zinc y
su presencia en los efluentes líquidos de refinería puede ser debida a los procesos de
extracción. La concentración de zinc en las aguas residuales de las refinerías suele
variar de 0.004 a 1.84 mg/l y la media es 0.16 mg/l.
Sólidos disueltos totales.
Están presentes en las aguas residuales de las refinerías fundamentalmente
(carbonatos, cloruros y sulfatos). La concentración media de S.D.T en los efluentes de
refinería es de 400 – 700 mg/l. Las causas de esta concentración son la reutilización y
reciclado del agua, sin embargo, la concentración del mismo está muy relacionada con
la calidad del agua, empleada en los procesos de refino y con su reutilización. Por este
problema es conveniente que los requisitos de calidad de este indicador sean
normalizados.
Cianuros.
Los cianuros son muy venenosos para el hombre. Las truchas y otros organismos
acuáticos son muy sensibles a los cianuros. Las cantidades del orden de 1ppm
pueden ser normales. Su toxicidad en el agua se debe más al cianuro de hidrógeno
(HCN) no disuelto que al ión cianuro (CH), el cianuro de hidrógeno se disocia en el
agua dependiendo del pH, en iones H+ y CN-, a valores de pH 7 o inferiores, menos
del 1% del cianuro está presente como CN – a pH 8 el 6.7% del CN -; a pH 9 el 42%
del CN -; a pH 10 el 87% del CN está asociado. También la toxicidad de los cianuros
aumenta con la temperatura y la disminución de la presión de oxígeno.
La concentración de cianuros en las aguas residuales de refinerías oscila entre 0 –
0.18 mg/l para las unidades de procesos.
pH (acidez y alcalinidad).
- El pH es un parámetro válido para el control de los efluentes líquidos de refinería,
ya que el pH del vertido está comprendido entre 6.5 – 8.5 porque los valores
alejados de 7 perjudican a los tratamientos de eliminación de otros
contaminantes.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
47
- El pH ácido de las aguas residuales de las refinerías se debe a la disociación de
compuestos orgánicos e inorgánicos. Los ácidos (sulfúrico, clorhídrico, nítrico,
fosfórico, carboxílicos y carbónico) proceden a las unidades de destilación.
Craqueo, coquización e hidrosulfuración, alquilización y polimeración.
- El pH alcalino de las aguas residuales de las refinerías se debe a la presencia de
amoníaco y sosa empleada en la eliminación de azufre. Proceden de las
unidades de procesos de craqueo y destilación.
Los valores de pH alto tienen efectos desfavorables sobre el emulsionamiento de
aceites, la corrosión, precipitación, volatilización de sulfuros y otros gases.
Sulfuros.
Los sulfuros aparecen en las aguas residuales de las refinerías, y son producidas
principalmente en las unidades de craqueo, reformado, destilación e hidrosulfuración.
Contienen sulfuros en forma de sulfuro de hidrógeno. Este parámetro presenta una
elevada demanda de DQO y una alta toxicidad, puede incluso perjudicar al reactor
biológico, de no ser controlada.
Nitrógeno Amoniacal (N-NH3).
Los efluentes líquidos proceden de los condensados de las unidades de procesos
(destilación y craqueo). Los efluentes de amoníaco suelen estar presentes en forma se
sulfuro o bisulfuro amónico y otras sales como cloruro amónico, pero se presenta en
estado no ionizado. A valores de pH altos es más tóxico y de pH bajos se forman iones
amonios de menos toxicidad. En presencia de oxígeno disuelto se convierte a nitrato
(NO3) por acción de las bacterias nitrificantes. El ion nitrito (NO2-) producto intermedio
de la descomposición de amoníaco a nitrato puede estar presente en condiciones de
baja concentración de oxígeno.
El amoníaco presenta efectos tóxicos sobre todas las formas de vida acuática a
concentraciones comprendidas entre 10 y 25 mg/l, dependiendo del pH y
concentración de oxígeno disuelto.
El amoníaco contribuye a problemas de eutrofización por dar lugar a nitrógeno como
producto de descomposición.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
48
Sólidos en Suspensión Totales (S.S.T).
Los sólidos en suspensión proceden de las unidades de las operaciones de
almacenamiento de crudo, alquilación, desalado, coquización y acabado de productos.
Este indicador incluye materia orgánica e inorgánica.
- Los componentes inorgánicos son arena, limos y arcilla.
- Los componentes orgánicos están formadas por grasas, aceites, brea, fibras,
pelos, serrín y otros materiales.
El medio receptor forma depósitos que destruyen la fauna del fondo marino (alimento
de los peces), y los lugares de desove, por lo tanto los depósitos de materia orgánica
pueden dar lugar a condiciones de descomposición anaeróbicas.
Carbono orgánico total (C.O.T).
Es una medida del carbono contenida en la materia orgánica, que está presente en las
aguas residuales procedentes de las unidades de destilación, craqueo, y desalado,
pues el analizador de C.O.T toma un volumen pequeño de muestra y lo oxida
térmicamente a 150 ºC, la cantidad de CO2 formada se determina por absorción
infrarroja.
Se expresa el contenido total en carbono inorgánico y por otra parte de la misma
muestra se oxida térmicamente a 950 ºC. El dióxido de carbono obtenido corresponde
al contenido de carbono total.
El desarrollo de los analizadores automáticos de carbono proporcionó un método
rápido y sencillo para determinar en nivel de carbono orgánico en las aguas
residuales.
Temperatura.
Es un parámetro que influye sobre la calidad del agua y también es un factor regulador
de los procesos naturales en el medio acuático. Gobierna las funciones fisiológicas de
los organismos, actúa directamente o indirectamente con otros constituyentes del
agua, sus cambios afectan a la vida acuática.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
49
En las refinerías, los procesos que originan la contaminación térmica son: destilación,
craqueo y desalado de crudo. Por otro lado las aguas residuales de refinería
consumen más rápidamente el oxígeno del agua a temperaturas altas y aumenta la
toxicidad. Cuando predomina la elevación de la temperatura, contribuye la
descomposición de lodos, formación de gas, la multiplicación de bacterias saprófitas y
hongos (por presencia de residuos orgánicos), y el consumo de oxígeno por los
procesos de putrefacción.
Cloruros.
Los cloruros derivan del agua salada contenida en el petróleo, y de los procesos de
desmercaptanización con cloruros de cobre, isomerización catalítica, cuando se
emplea cloruro de aluminio. Por lo tanto la toxicidad de los cloruros depende del metal
con el que están combinados.
El cloruro sódico es el más abundante de todos (cloruro sódico 75 %, cloruro de
magnesio 15 % y cloruro de calcio 10 %) en los efluentes de refinerías.
El cloruro sódico tiene problemas de sabor, corrosión, y afecta la calidad del agua para
usos industriales a concentraciones inferiores a las tóxicas.
En las refinerías, la cantidad de cloruro en los efluentes líquidos varía de 57 a 712
mg/1 y la media es de 176 mg/l.
Fosfatos.
Los fosfatos, presentes en los efluentes líquidos de las refinerías, proceden de los
productos químicos utilizados en el control de la corrosión. En los sistemas de
refrigeración suelen contener de 20 a 50 mg/l de ion fosfato. El fósforo es un elemento
importante para el desarrollo de los organismos y en el medio acuático es un nutriente
y también en las aguas residuales industriales pueden estar presentes en forma de
diferentes compuestos. Los fosfatos totales se emplean para señalar todos los fosfatos
existentes en la muestra analizada independientemente del compuesto químico.
La concentración de fosfatos totales en las aguas residuales de las refinerías suelen
variar entre un máximo de 9.49 mg/l y un mínimo de 0.096 mg/l y la media es de 0.68
mg/l.
Fluoruros.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
50
Los fluoruros presentes en los efluentes líquidos de las refinerías, proceden de las
unidades de alquilación cuando se emplea el ácido fluorhídrico. Las aguas pueden
contener el fluoruro de forma natural pero si la concentración es superior a 1.0 - 1.5
mg, su consumo puede provocar afluorosis dental a ciertos niños y deformaciones en
el esqueleto de niños y adultos.
Como no existen métodos económicos, a excepción del ablandamiento de las aguas
conteniendo magnesio, se recomienda el límite máximo de fluoruros admisible en un
efluente y se debe basar en los límites de agua potable.
2.4. TRATAMIENTO DE AGUAS RESIDUALES DE REFINERÍA DE PETRÓLEO..
Los tratamientos de efluentes líquidos se han clasificado según el tamaño de los
sólidos que se separan en: pretratamiento, tratamiento primario, tratamiento
secundario, tratamiento terciario, etapas que se corresponden con las operaciones
llevadas a cabo en la mayoría de las depuradoras de aguas residuales para este tipo
de vertidos.
2.4.1. Pretratamiento.
El pretratamiento se emplea para tratar las aguas sulfhídricas, amoniacales y eliminar
la sosa cáustica gastada. Estas aguas presentan una demanda elevada de oxígeno,
alta toxicidad y olor desagradable.
El método usual de pretratamiento es la destilación con arrastre de vapor de las aguas
sulfhídricas y amoniacales.
La operación consiste en una destilación con inyección de vapor, mediante la cual el
contenido en sulfhídrico y en amoníaco se reduce hasta 20 - 100 ppm.
Destilación por arrastre de vapor:
Las aguas sulfhídricas y amoniacales contienen sulfuro de hidrógeno, amoníaco,
mercaptanos, fenoles, y a veces, en menor cantidad, ácidos orgánicos solubles, bases
de nitrógeno y cianuros. La destilación con arrastre de las aguas sulfhídricas puede
conseguir una eliminación de sulfuros del 85 - 99% y también la eliminación de
amoníaco varía de 0 - 99%, pues el porcentaje de eliminación depende de las
condiciones de pH del agua residual y temperatura. Se puede conseguir la eliminación
de otros contaminantes como fenoles y cianuros en una reducción del orden del 30 %.
Estas aguas residuales se someten a un tratamiento con el objetivo de disminuir el
contenido de contaminantes fundamentalmente H2S y NH3.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
51
Estos efluentes líquidos proceden de unidades de destilación de crudos, reformado
catalítico, craqueo, destilación a vacío e hidrodesulfuración.
Fig 2. 2: Destilación con arrastre de vapor de las aguas sulfhídricas y amoniacales. (De Lora, F.)
Método de oxidación cáustica.
En la eliminación de sulfuros, existe la alternativa de oxidación. Por este
procedimiento, las aguas sulfhídricas y la sosa cáustica gastada se procesan juntas
oxidando los sulfuros a tiosulfatos y posteriormente éstos a sulfatos. Así se reducen
los niveles de este contaminante en la descarga al sistema de tratamiento posterior.
Oxidación / neutralización de sosa cáustica.
Este proceso oxida corrientes producidas en el tratamiento de hidrocarburos que
contienen H2S y mercaptanos, y/o neutraliza corrientes cáusticas conteniendo sulfuros
u otros compuestos orgánicos como fenol o ácidos nafténicos. Estas corrientes tienen
valores típicamente altos en pH y contienen niveles sustanciales de DBO5 y DQO.
Utilización de Sosa cáustica en las refinerías:
Al incineración
Vapor
Aguas sulfidricas
y amoniacales Al sistema de agua de
proceso

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
52
En las refinerías la sosa cáustica se emplea frecuentemente en las operaciones de
neutralización y extracción de:
- Materiales ácidos que pueden existir naturalmente en el crudo o cualquiera de
sus fracciones.
- Productos de reacción con ácidos, que pueden originarse en diversos procesos
químicos.
- Materiales ácidos formados durante las operaciones de craqueo térmico y
craqueo catalítico tales como: compuestos fenólicos y ácidos orgánicos.
Por tanto la sosa gastada puede estar contaminada con olefinas, mercaptanos y
fenoles, asimismo puede contener hidróxido de sodio, sulfuro de hidrógeno y dióxido
de carbono disuelto en el agua, dependiendo de la fuente de proceso que contamina el
agua desde el punto de vista de la toxicidad, consumo de oxígeno, olor, sabor y pH.
2.4.2. Tratamiento primario.
El tratamiento primario involucra principalmente la remoción de aceite y sólidos en
suspensión no disueltos. La técnica empleada para la remoción de aceite es la
separación por gravedad, que se basa en las gravedades específicas del aceite y del
agua. Los separadores agua-aceite, suelen complementarse con unos equipos que
permiten separar las partículas en suspensión y así se completa este tratamiento
primario.
Tipos de separadores agua-aceite.
i. Separadores API.
Los separadores agua - aceite tienen la función de retirar el aceite libre que arrastran
las corrientes de aguas residuales procedentes de las refinerías. Una de las técnicas
más sencillas es la separación por gravedad, esta separación se realiza en un
separador agua - aceite API (American Petroleum Institute), separador de dimensiones
apropiadas para permitir que el flujo sea laminar y cuyo mecanismo es retener el agua
vertida, reteniéndola por un tiempo suficiente que permita a las gotas de aceite
separarse, y alcanzar la superficie del depósito, desde donde serán eliminadas.
La elección del tipo de separador por gravedad, depende principalmente de las
características del agua residual a tratar, del volumen del agua y del espacio
disponible.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
53
ii. Separadores de placas paralelas.
Los separadores de placas en general se desarrollan con el fin de aumentar el
rendimiento y la capacidad de un API.
Estos procesos se caracterizan por la circulación de la corriente de agua residual, que
contiene las partículas de aceite, entre placas paralelas inclinadas, muy poco
distanciadas entre sí, de tal modo que las gotas de aceite se aglomeren en las caras
inferiores de las placas para, deslizarse después por éstas hasta alcanzar la superficie
del agua, de tal manera que la distancia que debe recorrer una partícula antes de que
se elimine es de tan sólo unos centímetros, en vez de varios metros, como en el caso
del separador API.
iii. Separadores de placas corrugadas CPI.
Los separadores de placas corrugadas son una modificación de los separadores (PPI)
y están constituidas por una serie de placas corrugadas dispuestas paralelamente y
separadas entre sí por unos 2 a 4 cm y con una inclinación de 45°, su funcionamiento
es idéntico al de los separadores de placas paralelas PPI.
Los separadores de placas corrugadas tienen una capacidad mayor que los
separadores de placas paralelas de dimensiones análogas y ocupa una superficie 6
veces menor que la de un separador API.
Los separadores de placas corrugadas presentan una ventaja adicional; para las
velocidades utilizadas en los separadores convencionales, el régimen entre las placas
es de tipo laminar, por lo tanto este régimen es ideal para la separación de aceite que
no se consigue en los separadores API. Otra de las ventajas del separador de placas
corrugadas es que resulta más económico su mantenimiento, menos gastos de
inversión que el separador de placas paralelas además el viento no afecta su
funcionamiento. Se recomienda que en cualquier diseño de un equipo de placas,
deben tomarse en cuenta las especificaciones del fabricante de placas seleccionadas.
Tipos de flotación.
El proceso de flotación con aire es utilizado, en el tratamiento de aguas residuales de
refinería, con el fin de eliminar sólidos en suspensión de tamaño fino, así como
partículas de grasas y aceites de tamaño muy pequeños, tanto si se encuentran en
estado libre como emulsionadas, previa coagulación-floculación.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
54
I. Flotación por vacío.
Este proceso, consiste en la saturación a presión atmosférica del agua residual a tratar
en un tanque de aireación, o bien por inyección de aire en la línea de bombeo y
posterior aplicación de vacío. En estas condiciones de vacío, la solubilidad del aire en
el agua disminuye, produciéndose gran cantidad de burbujas en la masa del líquido
que produce el arrastre de los sólidos en suspensión, grasas y aceites a la superficie,
de donde son eliminados en forma continua.
La unidad de vacío consiste en un tanque cilíndrico y cerrado en el cual se mantiene
una presión de 20-25 mm de mercurio (Hg), disponiendo de un conjunto de rasquetas
para eliminar en forma continua los sólidos y espumas formadas, así como de una
purga de fondo para la eliminación de sólidos que pudiesen haber decantado.
El proceso de flotación por vacío no se emplea generalmente, entre otras razones,
debido a los problemas mecánicos de los equipos de vacío.
II. Flotación por Disolución (D.A.F).
Este proceso, se realiza disolviendo aire en el agua residual bajo presión y liberándolo
a presión atmosférica posteriormente en un tanque de flotación. El aire liberado forma
pequeñas burbujas que se adhieren a la materia suspendida provocando que la
materia suspendida flote en la superficie formando una espuma que posteriormente es
removida por medios mecánicos o manuales.
El rendimiento de la flotación depende de las características de fijación de las burbujas
de aire en la superficie de la materia en suspensión. El empleo de aditivos, como los
agentes humectantes, favorecen esta fijación o captura de las burbujas de aire, ya que
la adición de productos floculantes aumenta también el rendimiento global de la
flotación con aire. Por otro lado, el aceite y los sólidos en suspensión contienen
materia orgánica, su remoción no sólo clarifica el agua residual, sino que disminuye la
demanda de oxígeno. También parte del aire disuelto reacciona, muy probablemente
con los contaminantes disueltos que generan demanda de oxígeno, y tiene lugar una
reducción adicional de la demanda de oxígeno disuelto en el agua residual.
III. Flotación por aire inducido.
En la flotación por aire inducido el agua se introduce mediante turbinas o bien
inyectores, presentándose en unidades compactas. El sistema de aspiración y

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
55
dispersión se basa en la función de un rotor y de un estator, que al girar producen la
mezcla íntima del aire con la pulpa objeto de la flotación.
El estator está diseñado para que en la fase mixta, las fuerzas de cizallamiento
originen la dispersión de burbujas finas.
El rotor hace que la posibilidad de contacto entre las burbujas y las partículas sólidas
contenidas en el líquido sea más alta, con el máximo rendimiento de la flotación. La
aspiración del aire puede hacerse por inducción mecánica o forzado por medio de una
soplante.
Los componentes de carácter hidrófilo se adhieren a las burbujas y suben a la
superficie en forma de espuma, que rebosa por unos vertederos laterales provistos
con paletas si fuera necesario.
En la celda de funcionamiento se distinguen 3 fases:
- Zona inferior de mezcla.
- Zona de flotación propiamente dicha.
- Zona superior de espuma.
Un faldón o caperuza tiene por misión crear condiciones de no-turbulencia en el seno
de la flotación.
Parámetros de diseño para una unidad de Flotación.
En el diseño de una unidad de flotación es necesario tener en cuenta factores como:
caudal, tipo y cantidad de las materias a eliminar, aire y temperatura).
1) Caudal.
Es uno de los factores más importantes. Por lo tanto las unidades de flotación deben
diseñarse para caudales constantes, y cuando se prevé la existencia de caudales
variables o intermitentes se recomienda la instalación de tanques de
homogeneización. El caudal de recirculación viene determinada por la cantidad de
partículas a eliminar, la temperatura del agua, presión de trabajo, etc.…
2) Tipo y cantidad de materias a eliminar.
Permite calcularse o estimarse el volumen de espumas que se formará en la cámara
de flotación y además conocer la posible sedimentación de sólidos. Se pone de

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
56
manifiesto la necesidad de instalar un sistema de evacuación de los sólidos
sedimentados.
3) Aire.
El caudal de aire necesario para llevar a cabo la flotación depende de la cantidad de
sólidos que hay que eliminar, de los aditivos utilizados y del sistema de operación de
2,5 atmósferas.
4) Temperatura.
La temperatura de la corriente de aguas residuales es un factor importante de diseño.
Los gradientes elevados o las variaciones rápidas de temperaturas generan corrientes
de convección que perjudican la separación de la materia en suspensión.
La cantidad de aire que se disuelve en el agua es función de la presión y temperatura,
a medida que la temperatura aumenta la solubilidad disminuye, por lo tanto para
conseguir una flotación eficaz es necesario tomar en cuenta que a medida que
aumenta la temperatura de las corrientes de aguas residuales, las presiones deben ser
mayores.
Velocidad de recirculación 37% de la velocidad de alimentación total
Presión de aire 33 – 55 psig
Tiempo de retención del aire 2 minutos del flujo de recirculación
Retención en el tanque de flotación
de recirculacion
15 – 20 minutos del flujo total incluyendo la
recirculación
pH 7,5 – 8,5
Floculación quimica 25 ppm de alumina en el flujo total
Velocidad del aire 6 – 8 ft
Profundidad del liquido en el tanque de flotación
Nota: 0,25 sef/100 galones de total principal = 0,75 sef /100 galones de flujo de recirculación =
68 ppm de aire en recirculación.
Equilibrio de solubilidad a 95º C y 35 psig = 68 ppm
0,50 sef/ 100 galones de flujo total = 136 ppm de aire de circulación
Equilibrio de solubilidad a 90ºC Y 55 psig = 95 ppm
Tabla 2.3. Bases de diseño para una unidad de flotación de recirculación. (Beychock, M.).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
57
Tipos de operación en el proceso de flotación de aire.
a) Flujo total.
Este tipo de operación presenta las siguientes características:
- Se obtiene la máxima solubilidad de aire a cualquier presión que se opere con
producción de burbujas.
- Para caudales iguales se necesita una cámara de flotación menor que en el caso de
recirculación. El menor coste de la cámara de flotación permite utilizar, a igualdad de
costes, una bomba de presurización con mayor potencia.
b) Flujo parcial.
Presenta las siguientes características:
- Basta una bomba de presurización más pequeña y reduce el coste de bombeo
a un valor que es inferior al del sistema del flujo total.
- Basta un sistema de control más sencillo para regular los caudales fluctuantes.
- Reduce la cantidad de emulsión que hay que tomar en la bomba de
presurización.
- Permite regular la formación de flóculos mediante el by-pass de la bomba de
presurización.
c) Operación con recirculación.
Consiste en disolver aire en las corrientes de recirculación del efluente clarificado. La
corriente de circulación contiene 20 a 50 % de la materia que se encuentra en
suspensión en la carga de alimentación.
Este sistema de operación presenta las siguientes características:
- La bomba de presurización necesaria es de menor potencia y el coste de
bombeo es menor que en el sistema de flujo total.
- El sistema de control de la bomba es muy sencillo ya que se opera con una corriente
de recirculación.
-- La situación de la bomba de presurización maximiza la formación de
emulsiones.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
58
- Se optimiza la formación de flóculos que se pueden separar en la cámara de
flotación sin llegar a destruirlos.
- La inyección de aire se efectúa en la corriente de recirculación que está más
limpia que la de alimentación, los costes de mantenimiento disminuyen.
d) Coagulación y floculación química.
El proceso de la floculación química tiene como objetivo principal clarificar las aguas
residuales por la remoción física de materia suspendida. Esto se logra a través de la
adición de coagulantes químicos que precipitan en forma de flóculos, en los cuales la
materia suspendida, aceitosa y sólida es atrapada. Una adecuada coagulación-
floculación puede llegar a separar partículas coloides del orden del 60 % al 90 %. En la
coagulación el flóculo es aglomerado hasta que llega a un tamaño razonable y es
removido como sedimento o lodo.
Este proceso no sólo clarifica las corrientes residuales, sino que reduce en alguna
medida la demanda de oxígeno. Normalmente en este proceso no se utiliza el aire.
Factores que se deben tomar en cuenta para lograr una buena
coagulación.
- Presencia de una cantidad mínima de iones hierro o aluminio que favorezcan la
formación de flóculos o coágulos, debido a que la mayoría de los coloides están
cargados negativamente y los cationes bivalentes o triovalentes son los más
empleados para neutralizarlos.
- Presencia de un ión fuerte como sulfato o cloruro.
- Ajuste del pH a un rango definido por la mejor insolubilización de los hidróxidos
formados.
- El coagulante más empleado en las aguas residuales de refinería es el cloruro
férrico.
Pre- tratamiento en el recipiente de coagulación – floculación.
El recipiente de coagulación-floculación consiste en tres zonas básicas: (Zonas A, B y
C). (Beychock, M.).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
59
Zona A, adición de coagulantes químicos en la corriente de proceso con un
mezclado rápido. Está diseñada para una retención que no sobrepase los 5
minutos. Los coagulantes precipitan como flóculos microscópicos.
Zona B, zona de agitación y circulación suave de 10 - 20 rpm. La velocidad se
ajusta, según el tipo de floculo. El tiempo de retención para el crecimiento del
floculo es usualmente de 10 - 25 minutos.
Zona C, es una zona de permanencia para remover el sedimento o lodo. El
tiempo de retención puede ser hasta 3 horas.
Tipos de coagulantes y coadyuvantes utilizados.
1) Los coagulantes químicos usuales son.
- Alumina o AL2 (SO4)3-18 H2O.
- Cloruro férrico (C13Fe).
- Sulfato de aluminio (SO4Al3).
- Sulfato ferroso (SO4Fe).
- Poli cloruro de aluminio (Pl5Al1).
- Sulfato férrico (SO4)3 Fe2, etc...
Un coagulante muy empleado, en los efluentes residuales de refinería, es un poli
electrolito.
2) Los coadyuvantes usuales son:
- Silicato de sodio o Na2O (SiO2)3.
- Cal viva o apagada
- Carbonato de sodio
- Sosa cáustica.
- Sulfato de magnesio.
Filtración.
Este proceso consiste en el paso de un líquido a través de un medio filtrante para
eliminar la materia en suspensión presente en el agua residual.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
60
El medio filtrante puede ser arena, tierra de diatomeas, tejido filtrante, papel poroso,
etc. En las refinerías de Petróleo se utilizan filtros de arena para eliminar los sólidos en
suspensión y aceites del influente.
En este sistema de tratamiento, los contaminantes (aceites y sólidos en suspensión),
quedan retenidos en el medio filtrante, este medio filtrante debe ser lavado o sustituido
periódicamente. Los medios fibrosos se pueden lavar mediante técnicas especiales o
se pueden sustituir por un elemento nuevo.
Los medios granulares se pueden lavar haciendo pasar agua a través del lecho o con
agua y aire.
El empleo de los sistemas de filtración, con necesidades periódicas de lavado en las
plataformas sobre el mar, presentan algún tipo de inconveniente, debido a la serie de
mecanismos de regulación y control necesarios para su funcionamiento y las
dificultades de evacuación de las aguas de lavado. Los medios filtrantes
reemplazables originan también problemas de evacuación de los elementos filtrantes
contaminados.
Los sistemas de filtración se pueden clasificar en base al medio filtrante.
- Filtros de medio fibroso, son fibras de vidrio, normalmente en forma de
elemento reemplazable o cartucho.
- Filtros de medio suelto, que suelen constituir un lecho de material granular
como arena, grava y/o carbón granulado.
2.4.3. Tratamiento Secundario.
Tratamiento Biológico.
El tratamiento biológico tiene como objetivo remover los aromáticos más ligeros y los
hidrocarburos parafínicos, los fenoles, los ácidos carboxílicos, cianuros y sulfuros.
(Environment Processes. 1994). Estos procesos son sensibles a las condiciones
operacionales, por ejemplo las fluctuaciones en la calidad de los parámetros del agua
de alimentación, temperatura, pH y niveles de oxígeno, la presencia de contaminantes
como sulfuro de hidrógeno y la presencia de aceite o sólidos en suspensión en
exceso.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
61
Existen muchas variedades de tratamientos biológicos, cada uno adaptado a ciertos
tipos de aguas residuales y condiciones ambientales como, temperatura y tipo de
suelo.
2.4.3.1. Tipos de Tratamientos Biológico.
A. Procesos aerobios de tratamiento de cultivo en suspensión.
- Lagunas de oxidación.
- Tratamiento por fangos activados.
- Aireación coloidal.
1. Lagunas de oxidación.
El tratamiento por lagunas de oxidación, es una forma común de eliminar y oxidar la
materia orgánica en las aguas residuales.
En la actualidad, la estabilización y oxidación de los residuos en las lagunas, es el
resultado de muchos fenómenos naturales de autodepuración. La primera fase es la
sedimentación, los sólidos decantables se depositan en las lagunas en una zona,
alrededor de la entrada, el tamaño de esta zona depende de la forma de llegar el
vertido y la ubicación de la entrada.
Parte de la materia en suspensión y coloidal se precipita por la acción de las sales
solubles, la descomposición por los microorganismos del sedimento que se produce,
transforma los lodos en residuos inertes y sustancias orgánicas solubles que a su vez
son necesarias para otros microorganismos y algas para sus procesos metabólicos.
La descomposición de la materia orgánica es la labor de los microorganismos
aeróbicos o anaeróbicos. En las lagunas cuando la carga de contaminación es
excesivamente alta o profunda para no tener oxígeno cerca del fondo, se pueden
encontrar ambos tipos de microorganismos, descomponiendo activamente la materia
orgánica al mismo tiempo.
Los microorganismos anaeróbicos facultativos son capaces de vivir bajo condiciones
aeróbicas o anaeróbicas y colaboran en la descomposición del vertido en la zona de
transición entre las condiciones aeróbicas y anaeróbicas. Por lo tanto es necesario

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
62
mantener condiciones aeróbicas, ya que los microorganismos aeróbicos causan la
oxidación más completa de la materia orgánica.
La función de las algas en las lagunas de estabilización u oxidación:
Las algas utilizan CO2, sulfatos, nitratos, fosfatos, agua y luz de sol para sintetizar su
propio material orgánico celular y producir oxígeno libre. Este oxígeno disuelto en el
agua de la laguna se utiliza por las bacterias y otros microorganismos para sus propios
procesos metabólicos entre los que están, la respiración y la degradación del material
orgánico de la laguna, siendo así se completa el ciclo natural de plantas y animales.
Inconvenientes, en época de nieve y hielo (invierno):
- Se dificulta que la luz del sol penetre en la laguna puesto que producen una
reducción en el tamaño y número de las algas presentes, pero las algas no
mueren, producen muy poco oxígeno por la ausencia de luz natural.
- Se dificulta la mezcla y aireación debido a la acción del viento.
- Se dificulta la aireación por el fenómeno del equilibrio dinámico de atmósfera-
agua.
- Se producen condiciones anaeróbicas si se continúa durante un período de
tiempo largo.
- Las lagunas de oxidación modernas, tienen una profundidad máxima de agua
de 1,2 metros y operan en un sistema continuo.
- Se trata de mantener en el agua un pH muy próximo a la neutralidad, una
concentración adecuada de oxígeno y las sales minerales como nutrientes para
la oxidación biológica.
- Se utilizan productos químicos neutralizantes para modificar el pH, la
concentración de oxígeno se mantiene reduciendo el tiempo de retención y en
depósitos poco profundos se añaden los nutrientes para acelerar la actividad
biológica.
2. Tratamiento por fangos activos.
Hay varios tipos de procesos de lodos activados o fangos activos para la estabilización
del agua residual en la actualidad. Aunque varían en algunos aspectos, presentan en
común el mezclado de las aguas residuales con lodo microbiano previamente
sintetizado en un sistema provisto de aire o aireado mecánicamente.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
63
El resultado final es que parte del agua residual biológicamente degradable, se
convierte en productos finales oxidados, mientras que la parte que resta se convierte
en lodo microbiano.
Lodo activo es un flóculo que es altamente activo en coloides y en materia residual
suspendida procedente de la corriente acuosa.
Tipos de procesos de fangos activos:
- Proceso convencional.
- Proceso de mezcla completa.
- Proceso de aireación escalonada.
- Proceso de aireación graduada.
- Proceso de estabilización por contacto.
- Proceso aeróbico prolongado o tratamiento aeróbico prolongado.
- Proceso de doble etapa.
- Proceso de Kraus.
a. Proceso convencional.
El proceso convencional ha sido empleado en forma muy extendida en el tratamiento
de aguas residuales industriales. El período de aireación suele ser de seis horas. El
lodo activo separado del depósito de sedimentación se recircula a un caudal del 25 al
50 % del influente al depósito de aireación para mantener una concentración elevada
del mismo, de tal modo que el lodo activo crece continuamente, es necesario purgar el
exceso. En la mayoría de estos sistemas la purga se lleva a cabo de forma continua a
un caudal relativamente pequeño.
b. Proceso de mezcla completa.
En este proceso el contenido total del depósito de aireación se mezcla completa y
uniformemente (Nemerow, N. 1977). Aunque puede existir una variación que involucra
un depósito de sedimentación de forma independiente con un reciclaje de los lodos. La
alimentación de residuos orgánicos se mezcla con toda la masa microbiana en lugar
de hacerlo con sólo una fracción de, esto trae como consecuencia que el depósito de
aireación se emplea como depósito de compensación para reducir fluctuaciones en las
características de la alimentación.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
64
Puesto que el sistema puede funcionar con cualquier grado de síntesis y purga de
lodos, desde los sistemas de capacidad elevada y baja, o de aireación prolongada.
El sistema de lodos más sencillo consiste en la mezcla completa y purga total de lodos
formado por un depósito de aireación.
La solución mezclada se descarga del depósito de aireación como efluente sin
separación subsiguiente de sólidos ni recirculación al depósito de aireación.
Cuando los sólidos en suspensión en el efluente presentan un problema, en el
depósito de aireación pueden montarse pequeñas balsas de retención para facilitar o
permitir la sedimentación de sólidos.
c. Proceso de aireación escalonada.
Este proceso de aireación escalonada, tiene la única variante con respecto a la
tecnología convencional, que la carga orgánica se distribuye en varios puntos del
depósito de aireación.
d. Proceso de aireación graduada.
Este proceso de aireación graduada, presenta una variante en el depósito de aireación
que es la demanda de oxígeno, no es uniforme en todo el sistema, sino que decrece a
lo largo de su longitud. En los sistemas de aireación graduada se colocan los difusores
de aire adicionales a la entrada del depósito de aireación, su número disminuye en el
extremo del depósito para equilibrar al suministro con la demanda de oxígeno.
e. Proceso estabilización por contacto.
En el proceso de estabilización por contacto, los lodos nuevos se mezclan para su
aireación con los lodos activos formados previamente en un tanque de estabilización,
oxidación o digestor aeróbico durante un corto período de tiempo de 15 a 40 minutos,
comparado con las 4-8 horas del proceso convencional. (Beychock, M) dice: esta
mezcla de lodos activados y los lodos nuevos en el agua residual se clarifica por
precipitaciones en unas 2 horas y después los lodos precipitados que consisten en
flóculos de lodos activados con impurezas absorbidas del vertido sin tratar, sufren una
intensa oxidación biológica por retención de aireación e 3 - 5 horas, vuelven al tanque
de mezcla y se mezclan otra vez con las aguas residuales sin tratar, absorbiendo y

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
65
adsorbiendo la materia orgánica añadida continuando así la operación en un proceso
continuo.
El exceso de lodos residuales se puede eliminar del sistema en las etapas de
clarificación o estabilización, efectuando una digestión anaeróbica o en la eliminación
del agua por medio de filtros de vacío.
f. Proceso tratamiento por aireación prolongada.
Este proceso consiste en una aireación durante un largo período de aireación de 1 a 3
días. Precipitación final de los lodos y retomo de los lodos precipitados al tanque de
aireación, no hay necesidad de sedimentación primaria o digestión de los lodos pero el
sistema de aireación debe ser amplio para el período de aireación requerido.
El proceso de oxidación total, es útil en pequeñas instalaciones y no requiere una
supervisión especial. Se producen pequeñas dificultades si los lodos flotan, aunque el
período de retención es relativamente corto.
Se verifica en este proceso que los sólidos son bajos en volátiles y la velocidad de
precipitación es muy rápida, el retorno de los lodos es continuo y muy rápido, también
los lodos en el sistema se mantienen aeróbicos en todo momento.
El tratamiento aeróbico prolongado a pesar de producir pocos lodos residuales,
presenta el inconveniente de requerir aproximadamente tres veces la cantidad de aire
de las plantas convencionales de lodos activos y de dejar concentración de flóculos en
el efluente y por otro lado necesita muy poco trabajo de mantenimiento y se adecúa
bien a descargas súbitas de las operaciones industriales.
g. Proceso de doble etapa.
Este proceso consiste en la utilización de dos procesos convencionales de fangos
activos en serie, puesto que esta modificación resulta viable en casos de alta carga de
DBO5 inicial obteniéndose altos rendimientos y consumos energéticos más bajos.
h. Proceso de Kraus.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
66
Este proceso es similar al proceso convencional de fangos activos, viable en
específico, cuando se presenta una carencia de nutrientes en el agua, por lo tanto, el
proceso consiste en recircular el fango estabilizado aeróbicamente cuando se ha
producido en el, un proceso de nitrificación.
3. Aireación coloidal.
El tratamiento por aireación de coloides implica la eliminación completa por oxidación
más que por adsorción y oxidación parcial como en el tratamiento de los lodos
activados.
La aireación coloidal consiste en oxidar la materia orgánica disuelta en ausencia de
colonias agrupadas. Las bacterias se siembran para oxidar, se encuentran en el
líquido que sobrenada, después de que los residuos han sido aireados y precipitados,
una parte de este líquido sobrenadante se retiene para sembrar las nuevas aguas
residuales mientras que los lodos precipitados en el tanque secundario se tratan por
otros sistemas de lodos o se dirigen.
El sistema de aireación coloidal no requiere aumentar el aire para conseguir igual
reducción en la DBO, que en el proceso de los lodos activados, sin embargo, cuando
se considera que la DBO inicial del sistema es muy alta, la cantidad requerida por kilo
de DBO eliminado es prácticamente la misma que si se utiliza dicho proceso, aunque
los períodos de aireación para alcanzar la misma reducción de la DBO son
generalmente más largos, 24 horas comparados con 6 horas.
La ventaja del sistema de aireación coloidal es que elimina ciertos problemas
asociados con la siembra de lodos, por lo tanto, en muchas aguas residuales se
convierte difícil mantener una concentración conveniente de lodos.
Heukelekian, H. llegó a la conclusión que el sistema de aireación coloidal es mejor
que el sistema de lodos activados para el tratamiento de residuos orgánicos
concentrados y solubles porque los lodos activados tienen tendencia a concentrarse
en las aguas residuales orgánicas, y es difícil desarrollar unos lodos activados de un
residuo soluble.
B. Procesos aeróbicos no biológicos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
67
1. Combustión húmeda.
La combustión húmeda, consiste en bombear las aguas residuales con una carga
orgánica y aire en un reactor a presión elevada a 84 kg/cm2. Las fracciones orgánicas
sufren una rápida oxidación aunque estén disueltas o suspendidas en las aguas
residuales Esta oxidación calienta el agua por conducción directa y luego produce
vapor.
Los productos químicos inorgánicos que están presentes en las aguas residuales
pueden recuperarse en una cámara separada, y se aplica energía de una fuente
externa para iniciar el proceso que requiere del 12 al 20% de su energía para
mantenerse y el resto de 80 - 88% puede utilizarse como vapor de proceso o para
mover turbinas y producir energía eléctrica o mecánica.
El proceso de combustión húmeda puede mantenerse por sí misma cuando las aguas
residuales tienen un alto porcentaje de materia orgánica normalmente alrededor del
5% de sólidos y 70 % de materia orgánica.
Este proceso tiene lugar cuando el agua residual se combina con una fuente de
oxígeno gaseoso, generalmente aire a temperaturas de 120°C - 320°C. A estas
temperaturas la solubilidad del oxígeno en soluciones acuosas se caracteriza por una
fuerza para la oxidación.
2.4.4. Tratamiento Terciario.
El tratamiento terciario consiste en un grupo de procedimientos avanzados de refino
que permiten llegar a obtener agua de calidad que se desee. Son tratamientos
especiales de acabado, en los que se eliminan, incluso, contaminantes que pueden
proceder de los tratamientos de depuración anteriores, como: Pre tratamiento,
Tratamiento primario y Tratamiento secundario.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
68
2.4.4.1. Tratamiento de contaminantes específicos de fenoles en las aguas
residuales de refinería de petróleo.
El fenol, es un contaminante específico en las aguas residuales de refinería de
petróleo, procedente principalmente de las unidades de proceso de craqueo y craqueo
catalítico.
La eliminación de este contaminante es de suma importancia, debido a que
concentraciones elevadas del mismo producen la destrucción de los microorganismos
utilizados en las plantas de depuración biológica.
Los efluentes que contienen fenoles son nocivos por su olor y sus efectos tóxicos
sobre la fauna acuática, cuando se encuentran en concentraciones superiores a 50
ppm.
Presentan algunas características los compuestos fenólicos en agua.
- Presentan una elevada demanda de oxígeno, con lo cual consumen oxígeno
de las aguas receptoras.
- Dan al agua sabor y olor desagradables, prácticamente no se detecta sabor
para concentraciones inferiores a 1 ppm, pero en algunos casos llega a
percibirse para concentraciones de 0.1 a 0.01 ppm.
- Se recomienda que la concentración de fenoles en el efluente del agua residual
tratada debe estar en el rango de 0.01 - 1 ppm.
2.4.4.2. Método de tratamiento de las aguas residuales de refinería para la
eliminación de los fenoles.
- Métodos No Destructivos.
- Métodos Destructivos.
1. Métodos No Destructivos.
Permiten la recuperación de fenol y su reutilización.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
69
a) Extracción con disolventes.
Este método consiste en poner en contacto la corriente residual que contiene el fenol a
eliminar con un disolvente orgánico, en el que el fenol se disuelva.
En el proceso de extracción con recuperación del fenol y separación del disolvente
arrastrado por la corriente acuosa, el contacto entre las fases acuosa y orgánica se
realiza industrialmente en bacterias de mezcladores sedimentadores, columnas de
distintos tipos o en mezcladores centrífugos.
En los procesos Dual Solvente (dos disolventes), se emplea un disolvente polar
(acetato de butilo), para extraer el fenol del agua residual y se recupera el extractante
disuelto en el agua mediante una segunda extracción con un hidrocarburo volátil como
Isobutano. Los problemas que se presentan en los procesos de extracción son, poder
obtener una buena transferencia de materia y a la vez una buena separación de fases,
evitar la separación de la interfase y conseguir un sistema de control eficaz.
b) Adsorción con Carbón Activo.
Este método se utiliza para el tratamiento de aguas residuales con bajos contenido del
contaminante, como es el caso común en las aguas residuales provenientes de las
refinerías.
En este proceso, el fenol queda retenido en la superficie del carbón activo que
posteriormente se regenera para su utilización.
La capacidad de saturación del carbón activo oscila entre los 04 y 0.09 gramos de
fenol/ gramos de carbón activo, y una vez que el carbón se encuentra saturado de
fenol, se procede a su regeneración.
El proceso de regeneración puede ser destructivo (regeneración térmica), o no
destructivo.
c) Adsorción con Resinas.
Existen resinas absorbentes sintéticas con una elevada área superficial, que pueden
utilizarse en la recuperación del contaminante fenol de aguas residuales.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
70
El fenómeno de adsorción con resinas se debe a fuerzas de Van der. Waals, entre el
soluto y la superficie sólida.
Las energías de enlace son menores que en el caso del carbón activo.
La capacidad del adsorbente depende de la concentración de fenol y de la presencia
de otras sustancias orgánicas en la corriente acuosa. Las resinas más empleadas son
la de estructura basada en el Poli metacrilato o Polietileno.
Acabado el proceso se lleva a cabo la regeneración de las resinas a través de
contacto con una disolución alcalina o por tratamiento con disolventes (metanol y
acetona).
d) Procesos con membranas.
Los procesos de filtración a través de membranas tales como:
Ultrafiltración, que separa partículas coloides e Hiperfiltración, que separa moléculas
disueltas de bajo peso molecular, aunque pueden ser procesos utilizables en la
depuración de aguas residuales fenólicas, que se tratarán muy superficialmente dado
que no se utilizan comúnmente en escala industrial. Generalmente las condiciones de
Hiperfiltración son preferibles a las de Ultrafiltración.
Las membranas más adecuadas son las de Zr (IV) - PAA y Zr (IV) - Si.
La retención de fenoles se favorece a pH bajos, mientras que la velocidad de flujo
aumenta con la presión y temperatura. La concentración de fenol en la alimentación
apenas afecta a estas variables.
2. Métodos destructivos.
Consisten en la oxidación del fenol.
a. Incineración.
Las aguas residuales con una concentración de fenol elevada, pueden ser depuradas
por incineración, el fenol se destruye, transformándose en dióxido de carbono (CO2) y
agua (H2O).
C6 H5 OH + 7O2 6 CO2 + 3 H 2 O.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
71
Este proceso sólo se menciona someramente ya que se lleva a cabo más
comúnmente para lodos fenólicos o teóricamente para mezclas del 18% de fenol y
82% de agua que podría incinerarse con un 10% de aire. A 760°C, sin necesidad de
aportar combustible. En el aspecto más importante dentro de la economía de los
efluentes fenólicos, es el fuel auxiliar necesario para mantener la combustión.
b. Oxidación Química.
La oxidación química del fenol con agentes químicos es un método de depuración
eficaz y ampliamente utilizado. Como oxidantes se utilizan reactivos como peróxido,
ozono, dióxido de cloro y permanganato de potasio.
- La oxidación del fenol con un reactivo de tipo peróxido.
Da lugar a una serie de productos aciclicos (ácidos muclónicos, maleico, fumárico,
succínico, malónico, oxálico, fórmico y carbónico. Se obtiene aproximadamente 60%
de ácidos fórmico y carbónico en forma de sales de sodio y aproximadamente 40% del
resto. La velocidad de reacción aumenta con el exceso de reactivo y con la
temperatura.
- La oxidación del fenol con peróxido de hidrógeno.
Se lleva a cabo en presencia de sales ferrosas y/o férricas actúan como catalizadores
en concentraciones mínimas de 20 ppm. La reacción se conoce como reacción de
fenton, dada la presencia de sales de hierro que actúan como catalizadores, se opera
a pH 5 - 6, temperatura moderada 60°C - 120°C y con una reacción oxidante fenol 4:1.
- En la relación de fenol con Ozono.
Se producen compuestos como: catecol, ácido mucónico, glioxal, ácido gluoxílico,
ácido fórmico y dióxido de carbono.
- La oxidación completa de fenol a dióxido de carbono y agua.
Depende de las condiciones de operación del proceso; concentraciones de fenol y
ozono, temperatura, pH y tiempo de contacto gas-líquido.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
72
- Dióxido de cloro; (CLO2).
Oxida al fenol formando compuestos inodoros e insípidos, sin formar clorofenoles, a
pH 7 - 8 oxida los compuestos fenólicos a benzoquinoma y a pH mayor que 10. La
oxidación continúa a ácido maleico y oxálica. Para una oxidación a benzoquinoma se
emplea una relación 3:3.
Este tratamiento no se recomienda para efluentes con altas concentraciones de fenol,
debido a que un exceso de ClO2, puede originar concentraciones demasiado elevadas
de clorito de sodio en el agua.
- La oxidación del fenol con permanganato potásico.
Se realiza de la siguiente ecuación:
3 C6 H5 OH + 28 Kmn O4 + 25 H2 O l8 CO2 + 28 KOH + 28 MnO2.
La reacción se lleva a cabo a pH 7-10, produciéndose dióxido de manganeso (MnO2),
que es un compuesto insoluble.
El tratamiento con permanganato suele complementarse con adsorción, con carbón
activado y luego con cloración.
- La oxidación del fenol con oxígeno.
Se realiza a presiones moderadas de 10 - 20 atmósferas y a temperaturas medias de
100º - 200°C y en presencia de catalizadores de calcio y dióxido de manganeso
soportados sobre alúmina debido a la baja solubilidad del oxígeno en el agua a presión
atmosférica.
c. Depuración biológica.
Los procesos de depuración biológica del fenol que pueden ser en presencia de aire
(aeróbicos) o en ausencia del mismo (anaeróbicos).
El fenol sirve como fuente energética y como fuente de carbono para la síntesis de
masa celular. Los microorganismos que son capaces de oxidar el fenol, son
abundantes en la naturaleza.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
73
En la depuración biológica es necesario ajustar el pH y las concentraciones de nitratos
y fosfatos en el efluente (agua residual a tratar).
Los procesos aeróbicos son los más utilizados debido a su eficacia y sencillez, sin
embargo, el empleo de lodos activados como el resultante de la mezcla de barro
Bethelem y Phenobac de la Worne Biochemical Co.
Puede tratar concentraciones hasta de 50-100 ppm de fenol y también existen
inclusive bacterias del tipo n de uniocardia que pueden tratar concentraciones de hasta
4 gramos/litros, por tanto dando una depuración hasta 99 %.
Métodos no destructivos - Adsorción con resinas.
- Adsorción con carbón activo.
- Proceso con membrana
(ultrafiltración y hiperfiltración).
Métodos destructivos - Incineración.
- Oxidación quimica.
- Degradación o depuración biologica.
Tabla 2.4. Métodos de tratamiento para la eliminación de fenol en aguas residuales. (García portilla
J., Diez y Coca, J. 1989).
Kelly V.P., Sandra, M.A., Juan, M.M. (2012). Han aplicado tecnología avanzada de
oxidación no fotoquímica, ozonización y oxidación electroquímica como posibles
alternativas para tratar las aguas de lavados de biodiesel. La caracterización
fisicoquímico de las aguas mostró altos niveles de DQO, DBO, COT y CH4O. Ambas
tecnologías aumentaran levemente la biodegradabilidad del agua de los lavados
Davalos, M., Flores ,S., Lenin, J. ( 2011). Han realizado un estudio para aguas
residuales de refinerías de petróleo de Amazonas 1 y 2 en el Complejo industrial de
Shushufindi, para disminuir la concentración de fenoles, empleando procesos de
peróxido de hidrógeno y de lodos activados, para extraer y oxidar los fenoles
contenidos en dicha agua residual. Los resultados obtenidos indican que la sumatoria
de los porcentajes de extracción en las unidades de oxidación y filtración disminuye el
contenido de fenoles en las aguas residuales.
García, P et al, (1989). Señala que, para eliminación de fenol en efluentes con una
concentración de 110 mg/l, es necesario utilizar una relación ozono/fenol de 50 mg/I
para conseguir una oxidación completa a 24º C, aunque la reacción con ozono es
más rápida que con peróxido de hidrógeno.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
74
CAPITULO 3
OBJETIVOS INICIALES DE LA TESIS

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
75
3. OBJETIVOS INICIALES DE LA TESIS.
3.1. Objetivos iniciales de la Tesis.
El principal objetivo de esta investigación consiste en desarrollar nuevas técnicas,
dentro de los procesos de tratamiento de los efluentes líquidos de refinerías de
petróleo, que permitan alcanzar la calidad adecuada de los vertidos según las normas
existentes. Este sector industrial se clasifica como fuente de contaminación del medio
ambiente, requiere un control estricto y un tratamiento adecuado para posteriormente
poder reutilizar estas aguas tratadas, o, al menos, que no perjudique a los
ecosistemas de los cauces receptores.
Actualmente, la normativa exige que las aguas industriales de refino sean tratadas,
debido a su contenido de compuestos contaminantes con fuertes perjuicios para los
recursos hidráulicos en particular y al medio ambiente en general. En este contexto, el
presente trabajo de investigación se propone como objetivos preliminares:
- Cuantificar la contaminación general en las distintas unidades del proceso.
- Señalar los contaminantes residuales, después de los Pretratamientos, tratamientos
primarios y secundarios, utilizados en los procesos de depuración.
- Proponer una nueva normativa de calidad de los efluentes líquidos de refinería.
-Implementar técnicas de tratamiento avanzado, complementario de los sistemas
convencionales utilizados en los efluentes líquidos de refinerías.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
76
CAPITULO 4
INVESTIGACIÓN BIBLIOGRÁFICA

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
77
4. INVESTIGACION BIBLIOGRÁFICA.
4.1. IINTRODUCCIÓN.
En este capítulo se describe la forma utilizada de acceso a los bancos de datos, y se
señala parte de la investigación bibliográfica en relación con el tema de la tesis
doctoral “Proceso de depuración de los efluentes líquidos de actividades
petrolíferas o refinerías”.
Se contemplan los trabajos de investigación científica publicados en los últimos años.
4.2. FUENTES BIBLIOGRÁFICAS.
Para la realización de este trabajo, se revisó abundante documentación, consultas
bibliográficas y se accedió a una bibliografía especializada al tema, la búsqueda se
efectúo en varias bibliotecas en Madrid, centros de datos nacionales e internacionales
tales como:
Biblioteca de la Escuela Técnica Superior de Ingenieros de Caminos, Canales y
Puertos, Ciudad Universitaria de Madrid, c/ Profesor Aranguren s/n.
Biblioteca de Ministerio de Medio Ambiente, Nuevos Ministerios, Paseo de la
Castellana s/n.
Biblioteca de la Universidad Politécnica de Madrid y Universidad de Complutenses de
Madrid.
Base de Datos del Centro de Estudios y Documentación Europea-Ceyde, Universidad
Politécnica de Madrid, Paseo de Juan XXIII, n°11-2ª.
Centro de Información y Documentación en Ciencia y Tecnología (CSIC), c/ Joaquín
Costa n°22.
Centro de Datos de la biblioteca de Ministerio de Industria y Energía, Paseo de la
Castellana s/n.
Centro de Datos de Empresa Repsol-YPF, Paseo de la Castellana n°
278-280
.Centro de Datos de la Universidad de Agostinho Neto de Angola, Avenida de 4 de
febrero - Luanda.
Revistas Nacionales e Internacionales: Environmental Protection Agency, Tecnología
del Agua, Ingeniería del Agua.
Internet: - www.Hyder_consulting.com.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
78
www.lblink.com.
www.petrobras.com/br.
Para la búsqueda de información se han empleado palabras claves, que dan acceso a
la investigación bibliográfica. Se han introducido los siguientes términos: tratamiento,
refinería, agua residual, petróleo, aceite, lodo, legislación, reglamento, reutilización,
reciclado, etc.…, y la mezcla adecuada de ellas, buscando la relación más precisa con
el tema de la tesis.
Se obtuvieron más de 1.100 documentos, y se seleccionaron los más concordantes al
tema de tesis, 120 artículos seleccionados, que aparecen referenciados en el Anejo
Bibliográfico.
Particularmente, las informaciones bibliográficas obtenidas en el presente trabajo, se
han dividido en los siguientes grupos, que se corresponden con los objetivos iniciales
de la tesis.
1º.- Tratamientos de los efluentes líquidos de refinerías
2º.- Análisis de los resultados de distintos procesos a los vertidos de refinerías
3º.- Comparación técnica de los distintos sistemas
4º.- Reutilización de agua residual de refinerías de petróleo
5º.- Normativa de calidad de los efluentes líquidos de refinerías
6º.- Normativa española
7º.- Normativa de la U.E.
8º.- Otras normativas internacionales.
Recuérdese que los objetivos iniciales de la tesis se dirigían a investigar sobre los
siguientes temas:
1°- Presentar una nueva normativa de calidad de los efluentes líquidos de refinerías de
petróleo.
2°- Aprovechar la reutilización de las aguas residuales de refino para otros fines.
3°- Desarrollar una nueva técnica para un tratamiento avanzado de los efluentes
líquidos de refinerías.
4.3. RESULTADO DE LA INVESTIGACIÓN BIBLIOGRAFICAS.
En este apartado se consideran las respuestas encontradas, relacionadas con tema de
la tesis doctoral “Proceso depuración de los efluentes líquidos de actividades

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
79
petrolíferas”, los resultados deducidos de la investigación bibliografía se ordenan
atendiéndose a los objetivos iniciales provistos para tesis.
4.3.1. Tratamientos de los efluentes líquidos de refinerías.
Actualmente es indispensable, en la búsqueda de la nueva tecnología punta, minimizar
los volúmenes de agua residual ya que presentan un enorme conjunto de
componentes orgánicos que contienen materia orgánica poco biodegradable.
La depuración de los efluentes líquidos de refinerías evoluciona constantemente desde
hace una decena de años en Europa, ha ido incrementando el desarrollo de flotación
por aire disuelto en la substitución de sedimentación que se aplicaba anteriormente.
Anonymous. (1996), demostró que la mejor eliminación de hidrocarburos, metales
pesados, compuestos orgánicos de emulsiones de petróleo en agua residual de
petróleo se consigue por electro floculación. Es una técnica imprescindible para
industrias petroquímicas.
Los resultados obtenidos en los ensayos, demuestran que la separación de
hidrocarburos alifáticos polares y aromáticos llega hasta un 65%, y la concentración de
hidrocarburos alcanza valores por debajo de 6-13 mg/l de hidrocarburos.
El proceso de la electrofloculación conduce a una mejor eficiencia de separación con
menos demanda de energía.
Propiedades Valores
Alifático no polar 13 mg/l
Aromático no polar 0,2 mg/l
Alifático polar 6 mg/l
Aromático polar 11 mg/l
pH 6,58 mg/l
Tº C 4º C
Número de partícula 217,000
Tabla 4.1. Propiedades iniciales de emulsiones de petróleo en agua.
Fuente: Electro floculación eliminación de metales pesados y compuestos orgánicos de
emulsiones de petróleo en agua. (1996).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
80
Metales Influente ( mg/l) Afluente ( mg/l) Eliminación (%)
Zinc 0,34 0,03 91,2
Hierro 9,1 0,55 94
Plomo 0,2 0,1 50
Cromo 0,02 0,02 0
Cobalto 0,1 0,1 0
Cobre 0,02 0,02 0
Cadmio 0,03 0,03 0
Tabla 4.2. Experimenta 4 en la eliminación de los metales pesados.
Fuente: Electro floculación para la eliminación de, metales pesados y compuestos orgánicos de
emulsiones de petróleo en agua (1996).
Meier, Alan L. y Nikolic. (1995), desarrollaron un nuevo enfoque para el tratamiento
de aguas residuales de refinerías de petróleo, en una planta piloto en Croacia,
utilizando flotación con arena en un clarificador de flotación con aire disuelto,
combinado con floculación, flotación y filtración multicapa, para producir un efluente de
alta calidad.
Así, el efluente de unidad de flotación con arena ha tenido una concentración más bajo
en hidrocarburos, que las aguas de los pozos subterráneos, que suministraban agua
de proceso para refinería.
Durante 5 semanas de ensayos cada muestra de efluente de la unidad contenía
menos de 1 mg/l de hidrocarburos totales.
Antes de emplear la flotación con arena, los efluentes eran tratados por separador API,
en la cual el contenido de hidrocarburos de los efluentes estaba en el rango de 10-60
mg/l.
Brian, By., Reed, E., Patrick, C. (1989), han realizado un estudio para agua residual
de petróleo en una planta piloto ubicado en el oeste de Virginia - EUA, empleando un
proceso de ultrafiltración, seguido de un filtro verde para la eliminación de aceite y
sólidos suspendidos totales. Como se producía una gran cantidad de efluente liquido
aceitoso, decidieron aumentar la planta de tratamiento con objetivo de impedir posibles
contaminaciones en las aguas superficiales y subterráneas.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
81
Los autores propusieron un esquema de tratamiento para este tipo de agua: lagunaje,
coagulación-floculación, flotación por aire, ultrafiltración por membrana tubular y filtro
verde.
Los resultados obtenidos, indican que el contenido de aceite y grasa estaba por debajo
de l00 mg/l y sólidos suspendidos totales muy bajo.
Fig 4.1 Esquema de tratamiento de aguas residuales por membrana y filtro verde.
Chen, S. (1999), investigó en una planta piloto de tratamiento de agua residual de
refinería de petróleo para la eliminación de nitrógeno amoniacal, utilizando un proceso
biológico de membrana.
Los resultados obtenidos en el nitrógeno amoniacal, demanda química de oxigeno,
aceite y grasa, nitratos, del efluente tratado estaba por debajo de: (20 mg/l de 〖NH〗4,
50 mg/l de DQO, 5 mg/l de aceite y grasa, y l0 mg/l de nitratos).
Por otra parte, el proceso aplicado presentaba ventajas de tolerancia a puntas de
carga con efecto en desnitrificación. El agua tratada que salía del proceso estaba casi
sin sólidos en suspensión.
Concawe. (1984), sobre 85 refinerías de petróleo, en relación con la cantidad, calidad,
y proceso de tratamiento, demostraron que se mantuvo la tendencia hacia un amplio
tratamiento de los efluentes líquidos durante el periodo de 1981 a 1984. Se ha
reducido al 20 por 100 el número de refinerías, que únicamente utilizaban el sistema
de separación por gravedad API.
Actualmente, se han instalado sistemas de tratamiento biológico en más del 70 por
100 de las refinerías. Por otra parte las encuestas muestran que el 35 por 100 de las
mismas mejoraron su sistema de tratamiento de agua residual. Véase en la tabla 4.3.
Influente
Lagunaje Coagulación y floculación Ultrafiltración Filtro verde
Afluente

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
82
Año de
encuesta
Número
de
refinerías
que han
informado
sobre
estos
datos
Refinerías equipados con.
Solo separación por
gravedad.
Separación por
gravedad y
tratamiento
avanzado.
Separación por
gravedad,
tratamiento
avanzado y
tratamiento biológico.
Nº (%) Nº (%) Nº (%)
1969 82 51 62 12 15 19 23
1974 112 47 42 21 19 44 39
1978 109 40 37 15 14 54 49
1981 105 31 30 19 18 55 52
1984 85 15 18 8 9 62 73
Tabla 4.3. Sistemas de tratamiento de agua residual en las refinerías de petróleo. (Concawe 1984).
Congram, G. (1976), Proponen un esquema de tratamiento de los efluentes líquidos
de petróleo por un separador API, flotación con aire inducido, regulador (poli
electrolito) como agente aditivo para la eliminación de aceite y sólidos en suspensión,
proceso biológico (Biodisk) para reducir una gran parte de los contaminantes (DQO,
fenoles, y sulfuros) y por último un tratamiento terciario por filtración ( arena y carbón),
elimina DQO, aceite y sólidos en suspensión en los límites establecidos.
Fig. 4.2. Esquema de tratamiento de aguas residuales por filtro arena.
Tyagi, R.D., Tran, F.T., Chowolhury,A. (1993), realizaron pruebas en una planta
piloto de agua residual de refinería de petróleo con los procesos biológicos de fangos
activos y lechos bacterianos para eliminación de los compuestos orgánicos, nitrógeno,
amoniaco, fenol, aceites y grasas y sólidos en suspensión.
Los resultados obtenidos en el sistema de fangos activos eran mejores que en los
lechos bacterianos).
Influente
API Flotación con aire Flotación con aire
Regulador
Biodisco
Afluente
Filtro arena y carbón

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
83
Elmaleh, S. (1996), utilizó el proceso de tratamiento de agua residual de refino de
petróleo por ultrafiltración de membrana carbosep M9.
Los análisis fueron realizados en una planta piloto en Irán, anteriormente contenía
alrededor de 20 mg/l de hidrocarburos y 30 mg/l de sólidos en suspensión, que salía
del reactor biológico una temperatura de 3 5°C. Posteriormente empleó la membrana
carbosep M9 por ser una barrera total de hidrocarburos a una emulsión sintética,
hecha con crudo Iraní, permitiendo un alto flujo de agua.
Así las nuevas normas de Unión Europea exigen que la calidad de agua residual de
refinería debe contener menos de 5 mg/l de hidrocarburos y menos de 10 mg/l de
sólidos en suspensión.
El autor ha llegado a la conclusión de que para lograr tales normas de la Unión se
debe aplicar el proceso de ultra filtración de membrana carbosep M9, en la cual
produce un efluente libre de hidrocarburos y sólidos en suspensión bajo cualquier
condición operacional.
Fortuny et al. (1994), demostró que si la concentración de fenol supera 1 000 mg/l,
debe aplicarse un pretratamiento previo a la depuración biológica, o a un sistema de
oxidación drástico. Si la concentración de fenol está entre 1 y l0 mg/l, se recomienda
un sistema de extracción líquido-líquido. Si se superan estos límites, propone que se
debe aplicar cada método siguiente:
Si la concentración de fenol es elevada entre 1 - 8 por 100, se debe extraer con
disolventes u oxidar con peróxido de hidrógeno.
Si la concentración de fenol oscila entre 0.1-1 por 100, son adecuados los sistemas de
adsorción con resinas, y la extracción u oxidación con permanganato potasio.
Si la concentración de fenol baja hasta 0,01 por 100, es recomendable la adsorción
con carbón activo y su regeneración con disolvente
Berne, F. (1979), presenta nuevas vías de tratamientos de efluentes líquidos de
petróleo por flotación y filtración
Entre los dos métodos indicados, el proceso físico - químico radica por yuxtaposición
de coagulación con emulsiones a partir de las sales de hierro o sales de aluminio y con
una separación de flóculos formados en los decantadores y en los flotadores.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
84
Los dos métodos implican consumos de los reactivos y las mismas cantidades que los
lodos, aunque la flotación favorece la eficacia del espesador
Durante estos últimos años se utilizaron los poli electrolitos catíonicos como
coagulante, lo que ha dado un nuevo progreso a la depuración de aguas residuales de
petróleo.
Por otra parte, se plantea que el tratamiento físico - químico anteriormente estaba
constituido por unidad bastante compleja, consumidora de reactivo de coagulación y
generadora de grandes volúmenes de fangos.
Temperatura Hidrocarburos Materias en
suspensión Sulfuros Procesos
< 50 50 – 100 mg/l
20 – 60 mg/l. < 10 Filtración
50 – 100 mg/l < 10
Filtración o
Flotación
< 50
100 – 250 mg/l
posible emulsión
química 50 – 100 mg/l < 10 - 15
Flotación con
polímeros
cationico o con
coagulante de
aluminio.
>10 - 15
Flotación con
coagulante de
Fe
40 - 100 50 – 1000 mg/l 20 – 50 mg/l < 10 Flujo de
coagulante
Tabla 4.4. Elección de depuración físico-químico de los efluentes líquidos de petroquímica.
Fuente: Revista de industria minera, Instituto de información científica e Técnica, Francia. (1979).
Galil et al. (1988). Han demostrado que grandes volúmenes de aguas residuales con
alta concentración de compuestos fenólicos de orden 15 000 mg/l, pueden causar
grandes problemas en el tratamiento biológico, como alta carga orgánica, e inhibición,
baja concentración de los MLVSS y descarga brusca de agua residual con fenoles
elevados, provocando el aumento de turbidez, decoloración de MLVSS y olores en
aguas residuales.
Para evitar dicho problema es necesario que la carga orgánica no deba exceder de los
0.15 kg DBO/kgMLSS/día.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
85
Hamona, M., and Haddad, Al. (1988), han desarrollado nuevas innovaciones de la
tecnología del reactor biológico de bío-capa fija para tratar aguas residuales de
refinerías.
Los ensayos realizados en la planta piloto, estaban comprendidos por cuarto reactores
de tipo biocapa fija, que tenían unos volúmenes netos de 50 litros cada uno.
El autor, inoculó en el desarrollo de los reactores de biocapa fija, con lodos activos
procedentes de una planta piloto de tratamiento de aguas urbanas.
Durante dos semanas, emplearan agua residual de refinería de petróleo proveniente
de unidades de procesos para el reactor. Véase la figura 4.3.
Efectuó ensayos en dos etapas: 1. Sistema de flujo continúa, cuyo objetivo era
estudiar las condiciones de operación. 2. Las características propias del proceso de
biocapa fija que se operaban a una velocidad constante de flujo, utilizando una
corriente de agua residual de refinería de petróleo después de separación por flotación
por aire.
El investigador argumenta que el proceso de biocapa-fija reduce en gran cantidad de
contaminantes como: (DQO, contenido de aceite, sulfuros, fenoles y amonio)
Fig.4.3 Esquema de tratamiento biológico de biocapa fija.
Guida, J.W., Fruge, D.E. (1995), utilizaron un método de prevención anticontaminante
en una planta piloto de refinería de petróleo de Lousiana, con motivo de mejorar los
procesos operativos y de mantenimiento de la planta. Intentaron minimizar el tamaño y
los costes operativos de la planta de tratamiento de aguas residuales, para acoplar a
la normativa actual medioambiental.
Demostraron que la refinería se adapta a las regulaciones presentes y futuras del
medio ambiente en su diseño de la planta de tratamiento de aguas residuales.
Influente
Pretratamiento Flotación por aire Biocapa fija
Afluente

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
86
Anteriormente, el tratamiento de aguas residuales de la instalación presentaba un alto
coste
Kenawy, F.A., Kandil, M.E. (1997), recomendaron que para mejorar la efectividad de
flujo de agua residual de aceite - agua es necesario utilizar el separador API para la
eliminación de aceite de los efluentes líquidos de refinerías de petróleo.
Los resultados obtenidos demuestran que el separador API tiene un potencial de
recuperar todos las gotitas de aceites superior a 30 micras cuando los platos tienen un
movimiento vibratorio con una inclinación de 60 grado con el eje horizontal separado
0.75 pulgadas.
Los datos obtenidos realizaron en tres corrientes diferentes de agua, la primera de
3000 ppm, segunda de 300 ppm, y la última de 40 ppm.
En el futuro se debe continuar investigado los parámetros que afectan al separador
API tal como: régimen de flujo de agua residual, características hidráulicas e
intensidad de variaciones
Kee. Kean. Chin, (1994), evaluó la eficiencia del proceso de tratamiento de las aguas
residuales de refinería de petróleo en una planta piloto de tratamiento de agua de
Singapur.
Los resultados obtenidos señalan que el API ha separado la mayor parte de los sólidos
sedimentados e hidrocarburos, el aceite residual varió de 680 mg/l a 104 mg/l.
Además trató mediante coagulación química, floculación, y flotación por aire disuelto
que eliminó más de 80% de hidrocarburos y grasas, la demanda química de oxigeno
fue reducida de 970 mg/l hasta 378 mg/l, con un tiempo de retención de 15 días,
mediante un proceso de aireación continua, la relación de DQO/DBO fue alta debido a
la presencia de un alto porcentaje de componentes orgánicos refractarios.
Parámetros Influentes Efluentes
15 días 20 días 30 días
DQO 970 mg/l 378 mg/l 286 mg/l 117 mg/l
DBO 336 mg/l 38 mg/l 22 mg/l 19 mg/l
Aceites y grasas 145 mg/l 47 mg/l 28 mg/l 16 mg/l
Sulfuros 2,72 mg/l 0,82 mg/l 0,59 mg/l 0,43 mg/l
Tabla 4.5 Característica de los efluentes líquidos en lagunas de aireación.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
87
Fuente: departamento de ingeniería civil de la universidad nacional de Singapur.
Karakulski, K., Morawski, W.A. (1998), hicieron investigaciones sobre la depuración
de agua residual de petróleo combinando dos procesos: Ultrafiltración por membrana
tubular y Foto catalítico.
Los estudios fueron realizados en una planta piloto de Szczecin - Swinoujscie
(Polonia) en dos fases: uno por procesos de ultra filtración de membranas tubular
hecho de cloruro de polivinilo (PVC), poliacrilonitrico (PAN) y fluoruro de polivinildeino
(PVDF), obteniendo un afluente tratado con un contenido de aceite inferior a 15 mg/l y
una eliminación de DQO en el rango de 92-96%.
En el proceso de foto-catalítico se han realizado dos experimentos: - el primero
usando Dióxido de Titano (K-Tio2) como catalizador para la descomposición completa
de aceite, logrando, después de 2 horas de radiación ultravioleta, un contenido de
aceite de 0,8 mg/l en el afluente tratado.
En el segundo ensayo, aplicando Hidróxido de Potasio (KOH) y Dióxido de Titano
(Tio2) como catalizador, después de 3 horas de radiación ultravioleta, se alcanzó un
contenido de aceite de 0,8 mg/l en el agua residual tratada.
Los autores destacaron que el proceso de fotocalitico es muy efectivo para tratamiento
de agua residual de refinería de petróleo.
Fig.4.4 Esquema de tratamiento de agua residual por ultravioleta.
Matsui et al, (1974), presentaran un esquema de tratamiento de agua residual de
refinería por un separador API para eliminación de aceite, coagulación y floculación
con FeCl3 para romper la emulsión de aceite flotación por aire para eliminación de
floculos, tratamiento biológico por lodos activados con un influente de 480 mg/l
DBO/m3/día, y con un efluente tratada a 30 mg/l de DQO y máximo a 40 mg/l y con un
contenido de aceite de 10 mg/l y máximo 2 mg/l.
Afluente
Influente
Pretratamiento Ultrafiltración Ultravioleta

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
88
Fig.4.5 Esquema de tratamiento de agua residual por lodos activos.
Sahinde Dermirci y Baki Erdogan. (1998), los autores desarrollaron un estudio sobre
el tratamiento de aguas residuales de refinerías de petróleo de Kirikkale - Turquía,
usando algunos coagulantes como cloruro fénico, sulfato ferroso, sulfato de aluminio y
cal como coadyuvante: arcillas locales.
Los resultados obtenidos muestran que las arcillas locales con un valor de 100 mg/l
mezclado con 100 mg/l de coagulantes eliminan el 90% de demanda química de
oxígeno y la turbidez, por otra parte reduce considerablemente las concentraciones de
metales como magnesio, níquel y zinc. Así usando las arcillas locales no necesita
mayor inversión de capital, para poder tratar estas aguas residuales de refinería,
bastando con alrededor de 50 mil dólares anuales.
Se recomienda un pretratamiento, precipitación (coagulación con sulfato de aluminio
mezclado con arcilla local) y con tratamiento de biopuríficación.
Parámetros Valores medios ( mg/l)
DQO 800
DBO 350
DQO/DBO 2,3
Aceites y grasas 3000
Fenoles 8
Sulfatos 17
Sólidos en suspensión 100
pH 6,5 – 8,5
Tabla 4.6. Características químicas de agua residual de refinería de petróleo de Kirikkale.
Fuente: Wat. Res. Vol. 32, no.11, pp. 4395-3499, 1998.
Arcilla local
100 mg/l
Al2(SO2)4 FeO2 FeSO4 CaO
DQO Turbidez DQO Turbidez DQO Turbidez DQO Turbidez
Samas 61 20 44 12 65 21 65 17
Lodo activado
de Samas
57 11 33 11 52 11 37 13
Influente
API Floculación Flotación con aire Lodos activos
Afluente

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
89
Cambersian 55 35 23 18 64 32 22 19
Lodo activado
de
Cambersian
53 27 44 22 58 27 48 25
Ceylian 62 33 46 14 60 15 50 12
Lodo activado
de Ceylian
60 30 42 13 57 12 48 11
Hasandede 29 16 17 13 32 17 29 17
Lodo activado
de Hasandede
23 9 14 9 26 11 14 11
Keskin 32 28 37 30 38 34 34 28
Lodo activado
de Keskin
30 25 30 32 25 22 30 29
Tabla 4.7. Valores de DQO y turbidez de agua residual tratada con diferentes coagulantes a 100
mg/l.
Fuente: Departamento de química, de la Universidad de oeste del Midole. Ankara, Turquía 1998.
Siendo:
Parámetro inicial de entrada de DQO 130 ppm y turbidez 35 ppm.
Smith, D.E. (1998 ), desarrolló un estudio en la planta piloto de refinería de petróleo
de Humber-Reino Unido por tratamiento biológico de lodos activados, empezó con
mucho éxitos en dos meses, consiguió una biomasa activa y alcanzó unos parámetros
de calidad de descarga admisibles en 4 semanas de trabajo.
Usando oxigeno puro ha sido completamente justificado por la baja cantidad de lodos
producidos.
El tratamiento de efluente logró mejores resultados bajos las condiciones normales
particularmente con el amonio, alcanzado un efluente de 30 - 50 mg/l de sólidos
suspendidos totales y 20 – 70 mg/l de DBO.
Por otra parte se ha obtenido una reducción significativa de nitrógeno amoniacal desde
niveles de entrada 25 mg/l.
Parámetros Unidades Valor medio Eliminación (%) Concentración
DQO mg/l 65 96 200
NH mg/l < 1 1,2 10
SST mg/l 7 17 30
Tabla 4. 8. Datos finales de descarga durante seis meses.
Fuente: Tratamiento de agua residual de refinería de petróleo del Conoco, 1998.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
90
Throop, W.N. (1997), ha realizado un experimento con los efluentes líquidos con un
contenido de fenol de 123 ppm con la adición de 10 mg/l de permanganato de potasio
que permite eliminar el fenol con un tiempo de contacto de 20 minutos por lo tanto con
el permanganato suele complementarse con adsorción, carbón activo y posterior con
cloración.
ÜIker, B.O. (1997), hizo un estudio para eliminar aguas residuales aceitosos reales y
sintética a través de un método de electrocoagulación y electroquímica usando en el
reactor coagulante sulfato de hierro, y aluminio.
La eficacia de eliminación de tal método ha sido del 100% para diferentes
concentraciones iniciales del experimento
El investigador señala que, se puede lograr la estabilización de aceite y emulsión de
agua aplicando la electrocoagulación para quitar los aceites del agua residual
Mahendraker, V. (1996), estudió para evaluar y comparar la biodegradación aeróbica
de aguas residuales urbanas y aguas residuales de refinería de petróleo por
respirometría antes del separador API, para tal estudio, utilizaron relaciones altas de
substratos iniciales para sembrar proporciones de la biomasa de 20 y 15 para
aumentar las condiciones de crecimiento.
Así, cada muestra de agua residual se diluyó en 5 concentraciones y el oxigeno
utilizado se registraba hasta el comienzo de la fase endógena, además los datos del
consumo de oxigeno se analizaron con la formula de Mónod y Haldane.
Los resultados obtenidos, señalan que el agua residual de refinería fue más inhibitoria
que las aguas residuales urbana.
Indicó que en la muestra RFWW1B, el valor de consumo de oxigeno ha sido bajo y las
curvas de crecimiento fueron por debajo de 60% debido a alta concentración de
fenoles y la muestra RFWW2B, el consumo de oxigeno, la curva de crecimiento fue
bien definido y la actividad metabólica mas pronunciado con un consumo de oxigeno,
comparable al de agua residual urbana, la muestra RFWW1B, ha sido la más
inhibitoria del consumo de oxigeno.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
91
Muestras Números Eliminación (%) Tiempo de
ensayo por
horas
Valor máximo de
consumo de
oxigeno mg/l
MWW 1 1 R5 100 24 8,5
RFWW 1B 3 R2 40 30 2,2
RFWW 2B 4 R6 100 48 7,0
Tabla 4.9. Comparación del consumo máximo de oxigeno del agua residual de refinería de petróleo y
agua residual urbana.
Fuente: Water quality res. J. Canadá, 1996
Siendo:
MWW: Agua residual urbana.
RFWW: Agua residual de refinería.
Zubarev, S.V. (1990), propone un método de membrana por osmosis inversa para
depuración de agua residual de refinería de petróleo. El esquema de proceso del
trabajo está constituido por lagunaje, tratamiento biológico, ultrafiltración, osmosis
inversa.
Yoshihiro, S., Toshiroh, M. (2005). .examinaron un nuevo método para la eliminación
de aceite emulsionado de agua por coagulación y separación de espuma usando
policloruro de aluminio y la caseína de la leche.
Beychock, (1998), examinó en detalle tres métodos de tratamiento en la planta.
Separador API, tratamiento secundario y también incluyó un capítulo dedicado a datos
de coste.
Laffly, (1989), estudió la contaminación del agua residual por toxicidad procedente de
una refinería de petróleo de Estados Unidos de América, puesto que las leyes
ordinarias en USA, enfatizan en toxicidad para poder establecer límites en descargas
directas y son aplicables a pretratamiento a descargas indirectas.
El departamento de interior de los Estados Unidos de América, (l967), considera que
los métodos de tratamientos de vertidos que son aplicados en las refinerías de
petróleo se pueden dividir en cinco tipos: - Físico, - Químico, - Biológico, -Terciarios y
por último métodos especiales.
Según Serna Murillo, J. A., (2009), consideró en su tesis de doctoral sobre
acondicionamiento ambiental y sostenibilidad en la prospecciónes petrolíferas, la

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
92
comparación con el proceso de oxidación avanzada con un proceso que incluya la
adición de un gente químico o coagulante, así como la combinación de ambos.
Las propuestas que plantea, la oxidación avanzada presenta los mejores resultados
sobre todos, si el agua presenta altas concentraciones de DQO, fenoles y metales
pesados.
Los resultados de los ensayos realizados muestran que es posible optimizar el
proceso de oxidación avanzada en la relación del porcentaje que se requiera remover
de contaminantes orgánicos previo a estudios de viabilidad.
La oxidación avanzada sigue siendo un tratamiento poco utilizado y sin embargo
presenta ciertas ventajas con respecto a otras alternativas de tratamiento para aguas
con estas características como:
- El uso de peróxido de hidrógeno incrementa de una manera notoria la
velocidad de degradación del fenol.
- El contenido inicial de peróxido de hidrógeno es proporcional a la velocidad de
degradación de los compuestos orgánicos de las mezclas evaluadas.
- Transforman y destruyen químicamente el contaminante hasta la
mineralización.
Rodrigues, M. (2013). En su estudio investigó la influencia de las variables de tiempo,
temperatura y agitación de DQO, en el proceso de flotación y luego las variables de
tiempo y la agitación de DOQ en el proceso de absorción. Los resultados obtenidos en
los ensayos demuestran que el proceso de flotación obtuvo una reducción de DQO
de 75% y de aceites y grasas una reducción de 51%, en cuanto al proceso de
absorción alcanzó una reducción de DQO mayor que 50%, y aceites y grasas de 58%
de reducción.
d. Reducción porcentual de aguas residuales de una instalación petrolera.
Parámetros Separador API
(%)
Flotación con
aire (%)
Floculación y
coagulación (%)
Electrofloculación
(%)
DBO 35 60 70 -
Sólidos en
suspensión
50 - 90 50 - 90 -
Fenoles 0 0 0 -

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
93
Aceites y grasas - - 90 -
Turbidez - - 93 -
Zinc - - - 91,2
Plomo - - - 50
Hierro - - - 94
Tabla 4.10 Tratamiento Primario (Beychock, 1973).
Parámetros Fangos activos (%)
DBO 70 - 95
DQO 30 - 70
Sólidos en suspensión 60 - 85
Fenoles 65 - 85
Sulfuros 65 - 99
Aceites y grasas 75
Cianuros 90
Turbidez 85
Tabla 4.11 Rendimientos hasta la salida de un proceso (Beychock, 1973).
Parámetros Carbón activo (%) Ozonización (%)
DBO 50 - 90 50 - 90
Fenoles 80 - 99 80 - 99
Sulfuros 80 - 99 80 - 99
Tabla 4.12 Rendimientos a la salida de un tratamiento terciario(Beychock, 1973).
e. Reducción de contaminación en un tratamiento primario
El proceso de separación API sobre las aguas residuales del petróleo, reduce la DBO
hasta el 35 % y los fenoles 0 %, sin embargos los valores obtenidos no se aproximan a
los valores máximos permitidos en la norma vigente de los vertidos, porque
comparando los valores de las tablas de los efluentes de agua bruta de petróleo, y de
las aguas depuradas del mismo, el proceso no es eficaz para alcanzar la reducción
necesaria, por tanto es necesario un tratamiento secundario para alcanzar los valores
límites requeridos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
94
f. Reducción de la contaminación en procesos de flotación
El proceso de flotación con aire, en los efluentes líquidos de petróleo reduce la DBO
hasta el 60 % y los sólidos en suspensión hasta el 50 - 90 %, este proceso no es
eficaz para este tipo de aguas, ya que los resultados no alcanzaron los valores límites
admisibles de los vertidos para el cauce receptor, siendo necesario acudir a procesos
de tratamiento biológicos.
Mediante el proceso de floculación y coagulación, se permite reducir DBO hasta el 10 -
70%, los Sólidos en Suspensión el 50 - 90 %, Aceites y grasas el 90% y Turbidez
hasta 93 % tabla 4.32. Se observa que los resultados no fueron satisfactorios, por no
alcanzar los valores límites permitidos de los vertidos, por tanto es necesario un
proceso secundario para garantizar las condiciones de vertido exigidas.
g. Reducción de la contaminación con un tratamiento biológico
El proceso de lodos activos puede lograr los valores límites de concentración, por
debajo de los admisibles para las aguas residuales del petróleo. Este proceso reduce
la DBO del 70 - 95 %, la DQO del 30 al 70 %, los Sólidos en Suspensión del 60 - 85 %,
fenoles de 65 - 99 %. Los Sulfuros del 90 - 95 %, Aceites y grasas hasta el 75 %,
Cianuros hasta el 90% Turbidez hasta el 85 %, se observa que este proceso es muy
eficaz para tratamiento de aguas residuales de petróleo.
El proceso de los fangos activados es muy eficaz para la eliminación de materia
orgánica.
h. Reducción de la contaminación con tratamiento terciario.
En el tratamiento de aguas residuales de refinería del petróleo, incluido procesos de
carbón activo y ozonización, en las cuales se destaca el proceso de carbón activo,
reducen la DBO al 50 90 %, fenoles y sulfuros al 80 - 99 %, se llega a la conclusión,
que este proceso de carbón activo es muy eficaz, logra alcanzar los valores límites
permitidos en las norma de vertidos.
El proceso de electrofloculación en los efluentes líquidos de petróleo, reduce los
metales pesados como: Zinc 91.2%, plomo 50% y el hierro hasta 94%, tabla 4.32, por

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
95
tanto es muy eficaz para la eliminación de los metales pesados, hidrocarburos y
compuestos orgánicos de emulsiones de petróleo en aguas residuales.
4.3.2. Características de los vertidos de la industria del petróleo.
Este apartado trata de los efluentes líquidos procedentes del conjunto de los procesos
de la planta. Presentan un grado de contaminación alta, como indica la tabla 4.13.
Parámetros Valor máximo Valor medio Valor mínimo
DBO 600 mg/l 300 mg/l 250 mg/l
DQO 700 mg/l 400 mg/l 350 mg/l
Aceites y grasas 500 mg/l 300 mg/l
pH 9,5 7,5 6,5
Fenoles 25 mg/l 20 mg/l
Amoniaco 395 mg/l 262 mg/l 70 mg/l
Sòlidos disuelto total 700 mg/l 500 mg/l 400 mg/l
Zinc 1,8 mg/l 0,1 mg/l 0,04 mg/l
Cianuros 40,2 mg/l 0,18 mg/l 0,01 mg/l
Cloruros 712 mg/l 176 mg/l 57 mg/l
Fosfatos totales 50 mg/l 30 mg/l 20 mg/l
Temperatura 40 º C 35 º C 30 º C
Sulfuros 50 mg/l 30 mg/l 25 mg/l
Sólidos en
suspensión 3000 mg/l
1000 mg/l 450 mg/l
Mercaptanos 10 mg/l 10 mg/l
Cromatos 0,1 mg/l 0,5 mg/l 0,05 mg/l
Tabla 4.13. Aguas residuales brutas de refinerías de petróleo, (Nemerow, 1977 y A.I.S.A)
Parámetro Valor máximo Valor minino
DBO 600 mg/ l 487 mg/l
DQO 1300 mg/l -
Sólidos en Suspensión 3000 mg/l 1000 mg/l
Temperatura 35º C 30 º C
Conductividad 5000 mg/l 4000 mg/l
Nitrógeno amoniacal 395 mg/l 262 mg/l
Sulfuros 325 mg/l 215 mg/l
Aceites y grasas 1500 mg/l -
Tabla 4.14. Valores máximos y mínimos del influentes de tratamientos de las aguas del proceso de
refinería de petróleo del Petronor, Vizcaya – España.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
96
En cuanto a conductividad, sólidos en suspensión, y cloruros se aprecia que sus
valores son altos y un alto contenido de sales en las aguas del proceso de Petronor.
4.4. COMPARACIÓN TÉCNICA DE LOS DISTINTOS SISTEMAS.
El sistema de flotación con aire es más sencillo, ya que su coste de instalación y
operación son más bajos que los de floculación-coagulación, necesita adición de
reactivos, mezclas rápidas, y lentas, y separación por sedimentación lámelar.
Mientras que el separador API, presenta los menores costes de instalación y
operación, aunque su eficacia siendo menor que en los otros casos considerados
Tabla 4.14.
Si se va a realizar el tratamiento biológico, no es necesario aplicar la separación API.
El tratamiento biológico puede eliminarse realizado un tratamiento primario intenso a
base coagulación-floculación y decantación, y con tratamiento terciario de carbón
activo u ozonización ya que ambos presentan rendimientos análogos.
Se aconseja utilizar la electrofloculación en presencia de cantidades importante de
metales pesados, como es frecuente en las aguas residuales de las industrias
petroquímicas. Por contra la electrofloculación apenas reduce materia orgánica.
El proceso de electrofloculación de los efluentes líquidos del petróleo es necesario si
hubiese metales pesados, previo al tratamiento biológico.
Procesos Flotantes
(%)
DBO (%) DQO (%) Fenoles
(%)
Plomo
(%)
Cianuros
(%)
API 0 35 0
Flotación 50 - 90 60 0
Floculación 93 70 0
Electrofloculación 50
Lodos activos 75 70 - 95 30 - 70 65 - 85 90
Carbón activo 50 - 90 80 - 99
Ozonización 50 - 90 80 - 99
Tabla 4.15 Condiciones de rendimiento de distintos técnicas de tratamientos para la eliminación de
los Contaminantes en las aguas residuales del Petróleo.
Por otra parte, esta tabla indica los elementos más características de las refinerías de
petróleo o industrias petroquímicas, que se considera como peligrosos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
97
4.5. REUTILIZACIÓN DE AGUA RESIDUAL DE REFINERÍAS DE PETRÓLEO.
La reutilización de agua residual tratada es importante para optimizar los costos de
tratamientos de los efluentes contaminados y la disminución de agua a tratar.
Ozair, Aziz., (1995). expone un experimento de reutilización de agua residual tratada
de una refinería de petróleo de Mathura - India, en un campo de cultivo de cereales en
la base de crecimiento, rendimiento y calidad de granos de cereales.
Señala que el suelo regado con este tipo de agua tratada de refino no presenta
influencia significativa en los cambios de pH, carbono orgánico totales, calcio, sales
solubles, capacidad de intercambio catiónico y R.A.Z.
El investigador propone que la reutilización de agua residual de refino de petróleo
para regadío mejora los cultivos de cereales.
Los resultados obtenidos, entre las aguas subterráneas y aguas residuales tratadas
de refino de petróleo muestran casi los mismos resultados aproximadamente en el
90%, solo se nota una pequeña diferencia en sodio bicarbonato y sales. Véase en la
tabla 4.16.
Mijaylova, N. (2007), definó y desarrolló el mejor sistema de tratamiento de las aguas
congénitas que permite obtener un efluente con la calidad adecuada para su
aprovechamiento en los pozos de inyección. La característica del agua congénita
presentó un alto contenido de cloruros y de sodio.
Elementos
Agua subterránea Agua tratada de refinería
En el suelo Después de
estriado En el suelo
Después de
estriado
pH 7,6 7,8 7,9 8,3
C.O.T. (%) 1,18 1,26 1,19 1,43
Conductividad
eléctrica (ds/m)
0,37 0,41 0,43 0,49
Fosforo kg/ha 13,36 9,12 13,62 10
Potasio. 8 9 9 11
Nitrógeno kg/ha 214,52 118,20 123,56 121
Sodio. (mg/l) 19 24,66 18 39
Calcio. (mg/l) 29,64 28,66 30,63 26,44
Magnesio. (mg/l) 16,73 12,94 19,54 16,56

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
98
C.I.C (meq/100
mg suelo)
2,54 2,23 2,67 2,83
Sulfatos.(mg/l) 13,14 11,66 16,86 15,68
Cloruros.(mg/l) 88 94 106 126
Bicarbonato. 122 104 129 122
Carbonato. ND ND ND ND
S.S.T.(mg/l) 860 866 934 928
S.A.R 0,69 0,95 0,62 1,45
E.S.P. 5,52 10,13 5,59 12,24
Tabla 4.16. Características física-química de suelo del regadío con agua subterránea y aguas
residuales de refinerías antes y después.
Fuente: Journal. Environment, SCI. Health, A 30 (4), 735 - 751 (1995).
Siendo:
C.I.C: Capacidad de intercambio cationico (meq/100 mg suelo).
ND: Todas las determinaciones están expresado en mg/l en extracto de 1 mg de suelo
y 5 litros de agua (1: 5).
Igbal Ahmad, S. Hayat, A. Ahmad, A. Inam and Samiullah. (2005), investigaron en
las características químicas contenidos en metales pesados y las características
microbiológicas del suelo regado con efluentes de la refinería de Mathura-India, se
compararon con suelo que recibe agua fresca o potable. En este campo se utiliza para
cultivar diferentes cultivos temporales durante todo el año. En los últimos 15 años, las
características del suelo anteriores no cambiaron de forma significativa en la respuesta
a la aplicación de efluentes, sin embargo, una acumulación no significativa deciertos
metales pesados en el suelo se observó de mismo modo, las poblaciones microbianas
y la diversidad no afectaron significativamente, por lo tanto, se sugirió que la refinerías
de petróleo del efluente tratado adecuadamente puede usarse de manera segura
como un regadío a los campos agrícolas. Sin embargo, el seguimiento del estado de
salud del suelo es necesario para la aplicación a largo plazo.
L, Zbontar (2000). con respecto a la minimización de la producción de aguas
residuales de refino y generación para la utilización, se realizaron análisis de corriente
de agua residual de refinería de petróleo y complejos petroquímicos, midieron
caudales, temperaturas, pH, contenido contaminantes.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
99
- Viendo las características de las mismas, se establecieron las siguientes
conclusiones
- Posibilidad de reducir el consumo del agua de entrada en los procesos,
reduciendo la carga de sistema de tratamiento y prolongando su tiempo de
retención al 7% de toda agua gastada, considerando la fracción de tiempo del
trabajo a 335 días por años y una relación de formaldehido (4:1 o 80%)
- El periodo de amortización deseado en las plantas petroquímicas sería de 6
meses con un ahorro de 27.630 dólares.
- El periodo de amortización propuesta en la planta de refinería de petróleo seria
de 11 días con ahorro anual de 15.500 dólares.
- En un futuro próximo el precio de agua de entrada y las restricciones en la
expansión del uso de agua y regeneración de agua residual puede ser
minimizado por su uso y regeneración.
- Aunque la reutilización del agua representa un gran beneficio, no es simple
lograr en la práctica una calidad adecuada.
De Bustamante, I. et al. (2010), investigaron sobre la implicación de reutilizar las
aguas residuales procedentes de las estaciones depuradoras de aguas residuales
urbanas en tres zonas de España.
En Andalucía, donde el agua regenerada se aplica a filtro verdes y riego de cultivo
para la obtención de biodiesel.
En Canarias se utilizaran para riego de campos de golf y en Cataluña, donde el agua
es inyectada para generar una barrera hidráulica contra la intrusión marina del
acuífero.
Susan, B., Arumugan, K. (1996-2000), llevaron a cabo un estudio sobre la aplicación
de afluentes urbanos depurados en tierras forestales para reponer las aguas
subterráneas sometidas a un tratamiento secundario, y se rociaron en tres zonas
forestales diferentes: zona de robles (quercus spp), zona de plantación de pinos rojos
(Pinus resinosa) y zona de poco densa de abeto blanco (Picea glauca).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
100
Los resultados obtenidos indicaron que: - regando los bosques con el afluente en
cantidades de 2,5 cm /ha por semana durante un año quedaron en el suelo el
nitrógeno, el fosforo y otros componentes del agua filtrada en la cual resultó de calidad
potable, - Aplicando una cantidad de 15 000 m3/ha por semana durante un año, el 95
% del afluente aplicado se acumuló en el embalse del agua freática, y por último, los
nutrientes del afluente causaron un aumento del crecimiento del árbol ( medido por el
diámetro de un 80 a 186 por ciento.
Los resultados de la investigación demostraron que los afluentes urbanos tratados se
pueden reciclar mediante ecosistemas forestales para depurar el agua residual al agua
potable, reponer las reservas freáticas y aumentar el crecimiento de los árboles.
4.5.1. Condicionantes para devolver los vertidos a los cauces de agua.
La depuración de las aguas residuales de refinerías del petróleo es una tarea
imprescindible en la industria petroquímica para evitar la contaminación de los cauces
receptores como puede contemplarse en las tablas, que se incorporan a continuación.
Parámetros Límite máximo Límite mínimo
DBO 40 mg/l 20 mg/l
DQO 160 mg/l 80 mg/l
pH 6,5 – 9,5 6 – 9
Hidrocarburos 5 mg/l 0,5 mg/l
Sólidos en suspensión 80 mg/l 20 mg/l
Materias sediméntales - 0,5 mg/l
Sólidos gruesos ausentes ausentes
Fenoles 1 mg/l 0,5 mg/l
Temperaturas 40º C 30º C
Detergentes 2 mg/l 0,1 mg/l
Tabla 4.17. Valores límites de vertidos a los ríos, ( Nemerow, N. 1977).
Se recomienda que las industrias del petróleo desarrollen políticas y programas
medioambientales de los vertidos, implementen un sistema adecuado de tratamiento
de los efluentes líquidos de las refinerías de petróleo, debiendo verter sus aguas
cuando estén siempre libres de aceites y grasas, metales pesados y otras sustancias
contaminantes.
Las condiciones reales a conseguir alcanzar por los vertidos de la industria del
petróleo sobre los cauces superficiales, y ríos en concreto, vienen determinadas por

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
101
las normativas que definen los límites de vertidos y por las normativas que definen la
calidad de las aguas en función de los usos de las aguas de los cauces receptores.
Parámetros Unidad Clase 3 ó Tipo 3
pH - 5,5 – 9,5
Sólidos en suspensión mg/l 80
DBO mg/ll 40
DQO mg/l 160
Temperatura ºC 30
Materias sedimentables mg/l 0,5
Color Inapreciable Inapreciable
Aluminio mg/l 1
Arsénico mg/ll 0,5
Bario mg/l 20
Boro mg/l 2
Cadmio mg/l 0,1
Cromo mg/l 2
Hierro mg/l 0,2
Manganeso mg/l 2
Níquel mg/l 2
Mercurio mg/l 0,05
Plomo mg/l 0,2
Selenio mg/l 0,03
Estaño mg/l 10
Cobre mg/l 0,2
Zinc mg/l 3
Cianuros mg/l 0,5
Cloruros mg/l 2
Sulfatos mg/l 2
Sulfuros mg/l 1
Fluoruros mg/l 6
Fósforo total mg/l 10
Amoniaco mg/l 15
Nitrógeno nítrico mg/l 10
Aceites y grasas mg/l 20
Fenoles mg/l 0,5
Aldehídos mg/l 1
Detergentes mg/l 2
Tabla 4.18. Definición de los valores limites de vertidos como minino que deben considerarse
(Reglamento de dominio hidráulico, Aurelio Hernandez Muñoz,1986).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
102
La tabla 4.18, contempla los parámetros característicos que se deben considerar como
mínimo en la estima del tratamiento de vertidos, ya que los vertidos de la industria del
petróleo se incluyen en la clase 3, para poder cumplir las normativas de los vertidos a
los cauces receptores.
Es conveniente prestar atención a la tabla 4.18, que muestra los metales pesados que
presentan valores límites muy estricto, por ser más tóxicos, destacándose, (fenoles,
cianuros, cobre, selenio plomo, mercurio y arsénico) en relación con otros metales
que figuran en la tabla 4.18, arriba indicada.
Las aguas residuales de la industria del petróleo necesitan un tratamiento más
enérgico que las aguas residuales urbanas.
Las aguas residuales de la industria del petróleo deben cumplir las condiciones
exigidas en función de usos, que incluyen para alimentación, baño, vida de los peces,
y riego. Sirve como base de las normativas vigentes en España.
Parámetros Unidad
Alimentación Baño Peces Riego
Valor limite
admitido
A3
Valor
limite
admitido
Valor limite admitido Valor
limite
admitido Salomón Ciprinidos
pH - 5,5 - 9 6 - 9 6 – 9 ( I ) 6 – 9 ( I )
S.S. mg/l < 25 ( G ) < 25 ( I ) 500
Temperatura mg/ll 22 ( G ) 21,5 ( I ) 28 ( I )
DBO mg/l 7 ( G ) < 3 (G) < 6 ( G)
DQO mg/l 30 ( G )
Nitratos mg/l 50 ( I )
<0,01 G) <0,03
(G)
fluoruros mg/l 0,7 –1,7 ( G ) 1
Aceites y grasa mg/l 0,3
Cloruros mg/ll 200 ( G )
Sulfuros mg/l 150 ( G ) 1
Sulfatos mg/l 2 ( G )
Amoniaco mg/l 0,5 ( G ) <0,04
(G) < 0,2 (G )
Hidrocarburos mg/l 0,5 ( G ) 3 ( I ) 3 ( I )
Fenoles mg/l - 0,005 2 ( I ) 2 ( I )
Hierro mg/l 1 ( G ) 5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
103
Manganeso mg/l 1 ( G ) 0,2
Cobre mg/l 1 ( G ) <0,04
(G)
< 0,04 (G) 0,2
Zinc mg/l 1 ( G ) < 0,3 ( I ) < 1,0 ( I 2
Boro mg/l 1 ( G ) 0,75
Berilio mg/l 0,1
Cobalto mg/l 0,05
Níquel mg/l 0,2
Arsénico mg/l 0,05 ( G ) 0,1
Cadmio mg/l 0,0001 ( I ) 0,01
Cromo total mg/l 0,05 0,1
Plomo mg/l 0,05 ( I ) 0,5
Selenio mg/l 0,01 ( I ) 0,02
Mercurio mg/l 0,0005 ( G)
Bario mg/l 0,0005 ( G)
Cianuros mg/l 0,06 ( I)
Fosfatos mg/l 0,7 ( G) 0,2 0,4
Oxigeno
disuelto mg/l 30 ( G) 80 - 120
100 % >
7 (G)
100 % > 5
(G) 3
Nitrógeno
kijedea NO3
excluido
mg/l 3 ( G)
Tabla 4.19. Normativas aplicables en la calidad de las aguas en función de los usos, según
directivas europeas, ( Libro de Depuración de agua residual, Aurelio Hernández Muñoz)
Siendo:
(G) = Valor límite guía orientativo de calidad.
(I) = Valor límite imperativo.
A3 = Tratamiento avanzado físico, químico y desinfección.
Para verter al cauce receptor las aguas residuales de la industria del petróleo son
necesarios tratamientos específicos, para alcanzar los valores límites de calidad de
agua en función de su uso, y los objetivos establecidos dentro de las normas vigentes.
Por otro lado, en la tabla 4.19, se observa que los metales pesados tóxicos (cadmio,
cromo, arsénico, níquel, mercurio, plomo, selenio, cobre, y zinc), sus valores límites
son inferiores a 3 mg/l.
En relación con los vertidos al mar, deben observarse unas condiciones tales como
las que se muestran en la tabla 4.19.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
104
Parámetros Límite máximo
DBO 100 mg/l
DQO 300 mg/l
pH 5,5 – 9
Hidrocarburos clorados 0,02 mg/l
Aceites y grasas 20 mg/l
Compuestos fenolicos 5 mg/l
Temperatura 45 ºC
Sólidos disueltos totales 100 mg/l
Nitrógeno - amoniacal 50 mg/l
Fluoruros 15 mg/l
Selenio 0,05 mg/l
Arsénico 0,2 mg/l
Sulfuros 5 mg/l
Cianuros 0,2 mg/l
Zinc 5 mg/l
Níquel 0,5 mg/l
Mercurios 0,01 mg/l
Cadmio 2 mg/l
Cromo 1 mg/l
Plomo 1 mg/l
Cobre 3 mg/l
Tabla 4.20. Valores limites de vertidos al mar, (Ross, 1979)
Si circunstancialmente una industria de este tipo vertiese sobre una red de
Alcantarillado urbano, precisaría autorización municipal, las condiciones orientativas
serian las definidas en la tabla 4.20.
Parámetros Límite máximo
DBO 500 mg/l
DQO 750 mg/l
Sólidos en suspensión 600 mg/l (b)
Sólidos disuelto totales 2,100 mg/l (b)
pH 5,5 - 9
Temperatura 45 ºC
Aceites y grasas 100 mg/l
Compuestos fenolicos 5,0 mg/l
Cianuros 2,0 mg/l
Cromo hexavalentes 2,0 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
105
Cobre 3,0 mg/l
Plomo 1,0 mg/l
Níquel 2,0 mg/l
Zinc 15 mg/l
Cloruros 600 mg/l
Boro 2 mg/l
Sulfatos 1000 mg/l
Sodio 60 mg/l
Nitrógeno – amoniacal 50 mg/l
Tabla 4.21. Valores límites de vertidos la red de alcantarillado, (Nemerow, 1977).
Observaciones:
(a): Sujeto a la revisión por las autoridades locales.
(b): Revisable a 750 por autoridad local.
*: Estas normas sólo son posibles de aplicar, realizando el tratamiento de las
aguas residuales vertidas en tierras de cultivo.
4.5.2. Normativa de calidad de los efluentes líquidos de refinerías
Samaniego, S., Marco, V. (2007), publicaron que debido a la contaminación global a
causa del desarrollo industrial, se han presenciado efectos y cambios en el clima , en
el aire, en el suelo, en el agua , que afecta directa e indirectamente a los seres vivos
del planeta, incluyendo al hombre, que evita seguir contribuyendo al problema de la
contaminación global en la actualidad, se creó la Norma Internacional ISO 14001, la
misma que especifica los requisitos mínimos para un sistema de gestión ambiental
adecuado y por otra parte ha cobrado gran revelancia el control de los riesgos
laborales que tienen todas las industrias y organización para sus operadores. La
Norma Internacional OHSAS-18001, establece los requisitos minimos para la gestión
de riesgo en materia de seguridad y salud ocupacionales-SSO y a la vez busca
mejorar el desempeño de las empresas.
4.6. Normativa Española.
Dentro de la legislación española, conviene destacar:
- Parámetros característicos que se deben considerarse como mínimo en la
estima del tratamiento de vertidos, según el Real decreto -606- 23/05/2003, por

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
106
el que se modifica el Real Decreto 849/1986, de 11 de abril, por el que se
aprueba el reglamento del dominio público hidráulico, que desarrollan los títulos
preliminares, I, IV, V, VI, y VII de la ley 29/1985, de 2 de Agosto, de aguas.
Disposición: 606; Fecha Disposición: 23/03/2003; N. Boletín: 135; Fecha
Boletín: 06/06/2003.
- Orden 29 de abril de 1977, se regula las características de los efluentes y su
tratamiento. El Real Decreto 258/89, establece la normativa sobre vertidos de
sustancias peligrosas desde tierra al mar.
- Reglamento de seguridad de refinería de petróleo y parques de
almacenamiento de productos petrolíferos de 3/12/75.
- Orden de 30 de diciembre de 1977, con prohibición de los vertidos de
hidrocarburos.
- Orden de 1 de junio de 1963, para prevenir y combatir la contaminación por
hidrocarburos, relativa a determinadas empresas, se complementa con
ordenes de 27 de mayo de 1967, de 21 de agosto de 1967 y de 27 de mayo de
1971, se dispone que se instalarán equipos de vigilancia y depuración en estas
empresas: refinerías de petróleo, suministradores de fuel - oil y gasoil pesado-
astilleros y factorías que reparen petroleros.
- En 1962, por orden de 12 de junio, se creo la Comisión Nacional para evitar la
contaminación del mar por hidrocarburos.
- Ley de costas 22/88 del 28 de julio, establece las condiciones generales en los
que la administración conceda la autorización de vertido.
- Orden de 23 de diciembre de 1986 (Min. de Obras Públicas y Urbanismo), por
la que se dictan normas complementarias en relación con la autorización de
vertidos de aguas residuales.
- Real decreto 484/1995, de 7 de Abril, sobre medidas de regularización y control
de vertidos (BOE núm. 95, de 21 de Abril de 1995; Rectificado, BOE núm.114,
de 13 de Mayo de 1995.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
107
- Orden 16/07/1987. Por la que se regulan las empresas colaboradoras de los
organismos de cuenca en materia de control de vertidos de aguas residuales
fecha. Disposición: 16/07/1987; N Boletín: 185; Fecha Boletín: 04/ 08/ 1987.
.
- Real decreto 258/1989, de 10 de Marzo, por el que se establece la normativa
general sobre vertidos de sustancias peligrosas desde tierra al mar.
- Real decreto 418/1968, de 9 de Marzo, sobre el régimen de autorización de las
refinerías de petróleos (B.O.E de 11 de Marzo). Derogado por la Ley 34/1992,
de 22 de Diciembre.
- Orden del 13 de julio de 1993, Ministerio. O. Pública y transporte, sobre
instrucción para el proyecto de conducción de vertidos desde tierra al mar.
- Real decreto 896/1986, de 21 de Marzo, por el que se modifica el artículo 9 del
reglamento de seguridad de refinerías de petróleo y parques de
almacenamiento de productos petrolíferos (B.O.E. de 9 de Mayo). Derogado
por Real decreto 2085/1994, de 20 de octubre.
- Real decreto 2085/1994, de 20 de octubre, por el que se aprueba el reglamento
de instalaciones petrolíferas (B.O.E. de 27 de Enero 1995).
Parámetros Unidad de
medida
Concentración a no sobrepasar en más del:
50 % de muestras 10 % de muestras
Grasas y aceites mg/l 1,0 2,0
Toxicidad Ut 7,5 10,0
Turbidez Ust 50,0 75,0
pH 6 - 9 6 - 9
Cadmio mg/l 0,5 1,0
Cromo total mg/l 1,5 3,0
Cobre mg/l 0,5 1,0
Plomo mg/l 7,5 15,0
Mercurio mg/l 0,05 0,10
Níquel mg/l 5,5 11,0
Plata mg/l 0,025 0,05
zinc mg/l 3,5 7,0
Arsénico mg/l 3,0 6,0

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
108
Cianuros mg/l 5,0 10
Cloro residual total mg/l 1,0 2,0
Compuestos fenolicos mg/l 0,5 1,0
Nitrógeno - amoniacal mg/l 40,0 60,0
Hidrocarburos colorados mg/l 0,003 0,006
Tabla 4.22. Valores límites de los efluentes líquidos de petróleo.
Fuente: Sistema de medio ambiente, contaminación de las aguas, (Revista 1997).
- UNE-EN-ISO 2029-1990, Para determinar el contenido de agua en petróleo
crudo por método de destilación.
- UNE 77-035-83, Método de análisis de agua en vertidos industriales para la
determinación de acidez, eficacia en los procesos de tratamiento de aguas.
- Norma DIN 38409 Hl8, Análisis de aceite en aguas por infrarrojos, consiste en
la extracción del aceite existente en la muestra de agua empleando un
disolvente halocarbonado.
- Norma 4500D del Standard Methods, que garantiza para determinar la
concentración del ion cloruro en cualquier tipo de aguas que estén libres de los
componentes que interfieran con las medidas potenciométricas en mV.
- Norma (ASTM D 1067/02), consiste para determinar la acidez o alcalinidad de
todos los tipos de agua.
- Norma.4500-CNE. (20 edición), Métodos estándar para el análisis de aguas y
aguas residuales. Cianuros por colorimetría. , Se eliminan o reducen el CN por
destilación.
- Norma (RR-442/03), describe el procedimiento para la determinación de
sulfuros y mercaptanos, en el rango de 0,5 a >1000 ppm en cáusticos y aguas
de refinería.
- Norma 8507 de HACH para el espectrofotómetro DR/2000, Determina el
contenido en nitratos de aguas potables y aguas de desechos industriales que
estén libres de componentes que interfieran con las medidas de absorbancia
obtenidas por espectrofotometría.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
109
- Norma 2540 D del Standard Methods, determina el contenido de sólidos en
suspensión que queda en un filtro inferior a 2Ltm de porosidad ( 0,7 o 0,45 um),
después de secado a 103 - 105°C, de una muestra de agua potable o agua de
desechos industriales.
- Norma de 2540 B del Standard Methods, determinar el contenido de sólidos
que queda en un recipiente después de la evaporación de una muestra de
agua potable o agua de desechos industriales.
- Norma de HP 8452ª, que determina el contenido de sulfato en el agua.
- Norma 4500-H A y B del Standard Methods (20 TH) que se basa en la
aplicación a todos los pH.
- Norma 4500- G. Amoniaco en aguas y aguas residuales por el Fenóxidu
principio consiste que el fenol alcalino y el hipoclorito reaccionan con el
amoniaco par dar azul de indofenol, proporcional a la concentración de
amoniaco. El color azul se intensifica con nitroprusida sódica.
- Norma de ASTM D 1426/03, determina el nitrógeno amoniacal en agua.
- Norma 8171 de HACH para el espectrofotómetro DRI2000, determina el
contenido en nitratos de aguas potables y aguas de desechos industriales que
estén libres de componentes que interfieran con las medidas de absorbancia
obtenidas por espectrofotometría.
- Norma 4500-P E de Standard Methods determina el contenido en orto-fosfato
como (PO4) de aguas potables y aguas de desechos industriales que estén
libres de componentes que interfieran con las medidas de absorbancia
obtenidas por espectrometría.
- Norma TR-0201-01 para el equipo Traacs 800, para la determinación de
fenoles a niveles de ppm en aguas o aguas de desechos industriales.
- Norma de 3500 Ca A y B.2340 dureza A y B Métodos estándares para análisis
de aguas y aguas residuales (20 Edición).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
110
- Norma 3500 como cromatos ( ) de aguas potables y aguas de
desechos industriales que estén libres de componentes que interfieran con las
medidas de absorbancia obtenidas por espectrofotometría.
- Norma 2510 A y B Conductividad, Métodos Estándar para análisis de aguas y
aguas residuales (20° edición).
- Norma VELP Científica, sirve para determinar DQO en aguas de desechos
industriales.
- Norma de manométrico de HACH, para determinar de o sirve para definir
la cantidad de oxigeno requerida durante la estabilización o descomposición de
la materia orgánica por la acción de bioquímica aeróbica.
- La legislación Española consideran los 39 parámetros para el vertido de
efluentes líquidos industriales. Que tal legislación se desarrolla en la ley de
agua.
Parámetros Valor máximo ( mg/l)
DQO 125
DBO 35
Sólidos en suspensión 55
Nitrógeno - amoniacal 15
Nitrógeno - nítrico 35
Tabla 4.23. Valor máximo permitido de la planta de instalación de tratamiento de refinería del
Petronor, Muskiz – Vizcaya, en los vertidos de las aguas del proceso.
Esta tabla 4.23 señala los valores obtenidos en una planta piloto (Vizcaya), de
tratamiento de aguas de proceso de refinería del petróleo para reducir las cargas
contaminantes, a parte incorporándose un tratamiento biológico.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
111
Límite
permitido
como
mínimo
pH HC DBO DQO S.S Fe NH4 NO3 NO2 PO4 S Cr
(VII) CN F SO4 C
9,5 20 40 160 80 0,5 15 44 10 4 1 0,20 0,50 6 2000 20
Año 2000
Enero 7,8 2,00 34 124 35 0,02 4,31 9,79 1,24 0,74 0,10 0,04 0,01 0,95
Febrero 7,5 2,00 37 124 41 0,02 2,02 9,31 0,30 1,30 0,07 0,04 0,01 0,78
Marzo 7,1 3,05 28 104 25 0,01 4,25 13,81 9,06 0,11 0,10 0,04 0,01 0,64
Abril 7,1 2,00 29 107 36 0,01 1,53 5,27 0,57 1,01 0,08 0,04 0,01 0,49
Mayo 7,5 2,00 19 65 14 0,01 0,53 6,75 0,64 0,23 0,10 0,04 0,01 0,64
Junio 7,4 2,00 27 89 23 0,01 3,54 6,65 0,90 0,50 0,10 0,04 0,01 0,50
Julio 7,3 2,00 24 80 12 0,01 3,06 6,68 1,51 0,46 0,10 0,04 0,01 3,24
Agosto 7,7 2,00 21 79 13 0,01 0,27 7,22 0,42 1,74 0,10 0,04 0,01 1,34
septiembre 7,4 2,00 29 107 19 0,01 0,18 7,46 0,29 0,33 0,10 0,04 0,01 0,40
Octubre 7,3 2,22 26 83 23 0,01 1,35 9,77 0,43 0,40 0,10 0,04 0,01 0,47
Noviembre 7,7 2,00 28 94 12 0,01 0,37 7,63 0,29 0,12 0,10 0,04 0,01 0,44
Diciembre 7,3 2,00 35 117 57 0,02 0,84 8,94 0,11 0,28 0,10 0,04 0,01 0,69
Año 2001
Enero 7,2 2,00 37 131 29 0,01 5,48 8,41 0,04 0,20 0,10 0,04 0,01 0,63 664 29
Febrero 7,5 2,82 49 160 36 0,01 3,60 10,30 0,04 0,08 0,10 0,04 0,01 0,29 553 37
Marzo 7,6 2,59 45 158 45 0,04 14,81, 8,17 0,05 0,18 0,10 0,04 0,01 0,49 511 20
Abril 7,7 2,34 44 141 21 0,01 2,56 10,18 0,29 0,20 0,10 0,04 0,01 0,79 500 26
Mayo 7,5 2,00 37 120 30 0,04 0,59 6,64 0,29 0,23 0,10 0,04 0,01 0,40 434 28
Junio 7,2 2,75 36 124 17 0,01 0,19 6,73 0,07 0,26 0,10 0,04 0,01 0,55 263 21
Julio 7,5 3,50 39 131 67 0,01 13,56 7,26 0,03 0,81 0,10 0,04 0,01 0,31 209 16
Agosto 7,7 2,00 35 121 20 0,01 2,77 6,49 0,68 0,54 0,10 0,04 0,01 1,24 506 33
septiembre 7,4 2,00 32 114 22 0,03 4,57 6,42 0,20 0,23 0,10 0,04 0,01 0,97 583 26
Octubre 7,5 2,00 38 117 18 0,00 2,15 6,52 0,10 1,64 0,10 0,04 0,01 1,05 508 22
Noviembre 7,7 2,07 37 130 41 0,01 1,26 6,38 0,05 0,30 0,10 0,04 0,01 0,69 534 26
Diciembre 7,7 3,43 46 138 36 0,05 3,88 6,75 0,13 0,88 0,10 0,04 0,01 0,52 646 21
Año 2002
Enero 7,6 2,00 42 146 104 0,01 18,82 5,87 0,09 0,21 0,10 0,04 0,02 0,55 578 19
Febrero 7,6 2,00 33 103 22 0,01 5,26 7,81 1,21 1,26 0,10 0,04 0,02 1,19 650 22
Marzo 7,7 2,00 30 91 23 0,01 0,78 7,30 0,61 2,54 0,10 0,04 0,02 1,82 671 24
Abril 7,9 2,00 61 197 40 0,01 1,72 6,56 0,12 1,70 0,10 0,04 0,02 1,83 631 20
Mayo 7,8 2,00 30 113 17 0,01 2,93 6,00 0,31 0,66 0,10 0,04 0,02 2,13 941 29
Junio 7,6 2,00 27 101 10 0,01 4,37 4,09 0,44 0,55 0,10 0,04 0,02 1,92 861 32
Julio 7,9 2,00 31 104 13 0,01 4,45 5,60 0,76 1,24 0,10 0,04 0,09 1,65 791 26
Agosto 8,0 2,00 35 105 11 0,01 1,13 6,39 0,47 0,83 0,10 0,04 0,02 2,41 106 33
septiembre 7,6 2,00 34 127 12 0,01 1,89 6,59 0,35 0,41 0,10 0,04 0,02 1,35 791 28
Octubre 7,9 2,00 21 70 19 0,00 1,05 7,00 0,37 0,74 0,10 0,04 0,02 1,99 625 29
Noviembre 8,0 2,00 41 126 23 0,01 1,89 8,09 0,05 0,46 0,10 0,04 0,02 2,20 705 30
Diciembre 7,9 2,00 59 183 21 0,05 1,05 7,75 0,22 0,35 0,10 0,04 0,02 1,59 593 27
Año 2003
Enero 7,8 310 23 68 19 0,01 2,95 7,13 0,81 0,11 0,05 0,04 0,02 1,40 638 25
Febrero 7,8 200 33 105 23 0,01 0,79 10,63 0,89 0,57 0,10 0,04 0,03 2,65 894 24
Marzo 7,6 200 43 121 38 0,01 5,38 7,12 0,31 0,28 0,10 0,04 0,09 2,21 543 17
Abril 8,0 2,00 34 124 24 0,01 8,64 8,71 0,40 0,73 0,10 0,04 0,02 2,29 965 36
Mayo 7,9 2,00 69 223 62 0,26 11,23 6,74 0,10 2,15 1,05 0,04 0,02 1,79 923 37
Junio 8,2 2,00 35 112 30 0,01 3,36 5,67 0,61 0,71 0,58 0,04 0,02 5,73 871 33
Julio 7,8 2,00 40 120 33 0,01 3,53 6,37 0,15 0,62 0,58 0,04 0,03 2,42 1068 31
Agosto 7,3 5,67 132 403 170 0,13 9,90 9,91 0,26 2,97 0,73 0,04 0,09 1,06 606 20
septiembre
Octubre
Noviembre
Diciembre
Tabla 4.24. Valores límites permitidos en los vertidos de la planta de aguas residuales de Puerto
llano – España, al cauce receptor.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
112
En la tabla 4.24, aparecen los datos de los últimos 4 años, entre los cuales cumplen
los valores mínimo considerado en la Normativa Español, de vertidos al cauce
receptor, Ley 29/1985, de 2 de Agosto, de Aguas.
4.7. Normativa de la U.E.
Directiva 76/464/CEE de 4 de mayo de 1970, relativa a la contaminación causada por
determinadas sustancias peligrosas vertidas en el medio acuático, listo I y II.
Directiva 80/686/CEE, sobre los hidrocarburos.
Directiva 91/271/CEE, recientemente transpuesta al ordenamiento interno en el Real
decreto-Ley 1 1/1995, hará que las empresas con vertidos biodegradables controlen y
adecuen sus efluentes líquidos a los límites de vertidos para el año 2000.
Resolución del Consejo, de 7 de febrero de 1983, que toma nota de las 129 sustancias
que servirán de base a la comisión para proseguir los trabajos de aplicación de la
directiva 76/464.
Directiva 96/61/CEE, establezca un inventario de las principales emisiones, vertidos y
de las fuentes responsables relativas a la prevención y al control integrado de la
contaminación y de la próxima directiva marco de la política de las aguas.
Directiva 86/85/CEE, establece un sistema comunitario de información para el control y
la disminución de la contaminación causada por el vertido de hidrocarburos y otras
sustancias peligrosas al mar.
La normativa Europea sobre tratamiento de aguas residuales con hidrocarburos, de
acuerdo con las normas y las cantidades máximas de hidrocarburos de los efluentes
ha de ser inferior a 5 mg/l y los sólidos en suspensión a menos de 10 mg/l.
Decisión 77/585/CEE, relativa a la celebración del convenio para la protección del mar
mediterráneo contra la contaminación, así como del protocolo sobre la prevención de
la contaminación del mar mediterráneo causado por vertidos desde buques y
aeronaves.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
113
Decisión 81/420/CEE, relativa a la celebración del protocolo sobre cooperación para
combatir en situaciones de emergencia la contaminación del mar mediterráneo
causada por hidrocarburos y otras sustancias perjudiciales
A continuación se muestran los límites de vertidos admitidos en varios países de
Europa.
ALEMANIA.
Parámetros Valor máximo Valor mínimo
DBO 25 mg/l
DQO 80 mg/l
Temperatura 28 ºC 20 ºC
pH 6,5 – 9,5 6 – 9
Sólidos en suspensión 20 mg/l
Cloruros 350 mg/l 150 mg/l
Hierro 1,5 mg/l 0,5 mg/l
Manganeso 0,5 mg/l 0,25 mg/l
Cobre 3 mg/l
Zínc 5 mg/l
Aceites y grasas O mg/l
Fenoles 0,1 mg/l 0,005 mg/l
Tabla 4.25. Valores límites de vertidos a los ríos.
FRANCIA.
Parámetros Valor máximo Valor mínimo
DBO 40 mg/l 25 mg/l
DQO 150 mg/l 80 mg/l
Nitrógeno - amoniacal 80 mg/l 7 mg/l
pH 8,5 5,5
Temperatura 30 ºC
Fluoruros 15 mg/l
Sulfuros 0 mg/l 0 mg/l
Cianuros 1 mg/l 0,1 mg/l
Arsénico 0 mg/l 0 mg/l
Plomo 2 mg/l 0,1 mg/l
Zínc 15 mg/l 5 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
114
Hidrocarburos 20 mg/l 5 mg/l
Fenoles 1 mg/l 0,5 mg/l
Tabla 4 26. Valores límites de vertidos a los ríos.
BÉLGICA.
Parámetros Valor máximo Valor mínimo
DBO 50 mg/l 30 – 15 mg/l
DQO 50 mg/l
Temperatura 30 ºC 30 ºC
pH 6,5 – 8,5
Sólidos en suspensión 1000 mg/l
Fluoruros 10 mg/l
Sulfatos 2000 mg/l
Cianuros 2 mg/l 0,5 mg/l
Hierro 2 mg/l
Plomo 1 mg/l
Zínc 5 mg/l
Hidrocarburos 15 mg/l 5 mg/l
Aceites y grasas 100 mg/l
Tabla 4 27. Valores límites de vertidos a los ríos.
GRAN BRETAÑA.
Parámetros Valor máximo Valor mínimo
Temperatura 32 ºC 25 ºC
pH 6 – 8,5 5 – 8
Sólidos en suspensión 30 mg/l 30 mg/l
DBO 20 mg/l
Fluoruros 10 mg/l 10 mg/l
Cloruros 1 mg/l 1 mg/l
Sulfatos 1200 mg/l 1000 mg/l
Cianuros 0,1 mg/l
Cromo hexavalente 2 mg/l 0,5 mg/l
Hierro 4 mg/l 0,3 mg/l
Mercurio 0,01 mdg/l
Plomo 0,1 mg/l
Aceites y grasas 50 mg/l 4 mg/l
Hidrocarburos 0,5 mg/l 0,01 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
115
Fenoles 0,5 mg/l
Disolventes orgánicos 0 0,2 mg/l
Nitrógeno – amoniacal 10 mg/l
Tabla 4 28. Valores límites de vertidos a los ríos.
SUIZA.
Parámetros Valor mínimo
Sólidos en suspensión 20 mg/l
DQO 10 mg/l
DBO 20 mg/l
Temperatura 30 ºC
pH 6,5 – 8,5 mg/l
Fluoruros 10 mg/l
Sulfuros 0,1 mg/l
Cianuros 0,1 mg/l
Arsénico 0,1 mg/l
Bario 5 mg/l
Cadmio 0,1 – 2 mg/l
Cromo hexavalente 0,1 mg/l
Hierro 2 mg/l
Mercurio 0,01 mg/l
Níquel 2 mg/l
Plomo 0,5 mg/l
Cromo 0,5 mg/l
Zinc 2 mg/l
Aceites y grasas 20 mg/l
Hidrocarburos 10 mg/l
Fenoles 0,05 md/l
Cloro activo 0,05 mg/l
Tabla 4 29. Valores límites de vertidos a los ríos.
4.8. OTRAS NORMATIVAS INTERNACIONALES
Argentina. - Buenos Aires.
Resolución n° 103 del 24 de enero de 1983, relativa a las normas para el vertidos de
efluentes líquidos en el marco de la ley n° 5965/5 8 y su decreto reglamentario u0
2009/60, en virtud de las innovaciones tecnológicas aplicadas tanto en los procesos

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
116
productivos como en las depuraciones de los efluentes industriales y en la
recuperación de la calidad de los recursos hídricos y ambientales de la provincia de
Buenos Aires.
Ley 6260, prevención y control de la contaminación por parte de las industrias.
Real Decreto 674/89, vertidos a conductos cloacales, pluviales o cursos de agua.
Real Decreto787/94, reglamento descarga de efluentes industriales a las aguas,
provincia del chaco.
Ley 15080, normas sobre emisión o descarga al ambiente de efluentes líquidos y sus
agregados, provincia de la pampa.
4.9. SÍNTESIS DE LA INVESTIGACIÓN DE BIBLIOGRAFÍA.
Los procesos de depuración de aguas residuales del petróleo existente están basados
en su mayor parte:
Tratamiento primario.
- Separadores API
- Flotación con aire
- Floculación y coagulación
- Electrofloculación
Tratamiento biológico.
- Fango activo
- Lagunaje
Tratamiento terciario.
- Carbón activo
- Ozonización.
Procesos Parámetros Rendimientos ( % )
API DBO 35
Fenoles 0
Flotación
DBO 60
Sólidos en suspensión 59 - 90
Fenoles 0
Floculación – Coagulación
DBO 10 - 70
Sólidos en suspensión 50 - 90
Fenoles 0

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
117
Aceites y grasas 90
Turbidez 93
Electrofloculación
Zinc 91
Plomo 50
Hierro 94
Cromo 50
Cobalto 50
Cobre 50
Cadmio 50
Fenoles 0
Fango activos
DBO 70 - 95
DQO 30 - 70
Sólidos en suspensión 60 - 85
Fenoles 65 - 99
Sulfuros 90 - 95
Aceites y grasas 75
Cianuros 90
Turbidez 85
Carbón activo
DBO 50 - 90
Fenoles 80 - 99
Sulfuros 80 - 99
Ozonización
DBO 50 - 90
Fenoles 80 - 99
Sulfuros 80 - 99
Tabla 4.30. Rendimientos de los procesos depuración de vertidos de refinerías.
En la tabla 4.30, se presentan los rendimientos de los tratamientos de las aguas
Residuales, según los procesos de tratamiento adoptado. Como se puede ver en dicha
tabla, los rendimientos alcanzados, en cada proceso, a parte de los valores obtenidos
para la DBO, los rendimientos para la eliminación de fenoles y metales pesados son
bajos. De manera que se requiere un tratamiento posterior terciario para eliminar los
contaminantes presentes en dicho agua residual.
Procesos
Parámetros Rendimiento
( % )
Valor
máximo
(mg/l)
Valor
mínimo
(mg/l)
Valor
exigido
(mg/l )
API DBO 35 390 162,5 30 *
Flotación con aire DBO 60 240 100 30 *
S.S. 50 - 90 300 100 30*

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
118
Floculación,
Coagulación y
Decantación
DBO 70 180 75 30 *
S.S. 50 - 90 300 100 30 *
Aceites y
grasas 90 50 30 0 *
Turbidez 93 - - -
Electrofloculación Zinc 91,2 1,4 0,1 3
Plomo 50 - - 0,2
Fangos activos
DBO 70 -95 30 12,5 30
DQO 30 - 70 210 105 160
Sólidos en
suspensión 60 - 80 600 200 30 *
Fenoles 65 - 85 3,75 3 0,5 *
Sulfuros 65 - 99 0,5 0,25 1
Aceites y
grasas 75 125 75 0 *
Cianuros 90 4 0,001 0,5
Turbidez 85 . - -
Carbón activos
DBO 50 -90 60 25 40
Fenoles 80 - 99 0,25 0,2 0,5
Sulfuros 80 - 99 0,5 0,25 1
Ozonización
DBO 50 -90 60 25 40
Fenoles 80 - 99 0,25 0,2 0,5
Sulfuros 80 - 99 0,5 0,25 1
Tabla 4.31. Comparativa de los valores alcanzados.
Siendo.
* . Significa que los parámetros indicados no han alcanzados los valores limites
exigidas en las normas de depuración de aguas residuales para cauce receptor.
En la tabla 4.31 se presentan los valores máximos, mínimos de salidas y valores
exigidas para la calidad de agua residual a su cauce receptor, resulta que los valores
exigidos en cada proceso no cumplan. Por este motivo aparece como necesario
merece un tratamiento especial con finalidad de oxidar estos elementos tóxicos y
contaminantes que perjudica la calidad del agua de las aguas receptoras y a sus
ecosistemas.
Según la investigación bibliográfica, para eliminar los contaminantes de metales,
fenoles, y otros contaminantes indicados, se han utilizado como tratamiento terciario,
los procesos de carbón activo y ozonización.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
119
Procesos Parámetros Rendimientos ( % )
Carbón activo DBO
Fenoles
Sulfuros
Metales pesados
50-80
80-99
80-99
escaso
Ozonización DBO
Fenoles
Sulfuros
Metales pesados
50-90
80-99
80-99
escaso
Tabla 4.32. Rendimiento alcanzado en tratamiento terciario (carbón y ozonización).
En tabla 4.32, se puede ver que los procesos de carbón activo y ozonización son
eficaces para el tratamiento de agua residual típica de la actividad petrolera, como
señalan la reducción de fenoles, DBO y sulfuros, indicada sobre esta agua residual.
Los rendimientos alcanzados de ambos procesos son similares, pero con una
variación muy amplia. Esto parece obligar a una investigación complementaria.
Con los resultados señalados se tienen valores limites de calidad de agua muy
ajustados, en relación con las normas vigentes de vertidos.
Parámetros Rendimiento (%) Valor máx (mg/l) Valor min ( mg/l) Valor exigida
(mg/l)
DBO 50 - 90 60 25 30
Fenoles 80 - 99 0,25 0,2 0,5
Sulfuros 80 - 99 0,5 0,25 1
Metales pesados Escaso - - N.A
Tabla 4.33. Comparación del valor exigido de calidad y el agua con tratamiento terciario.
Siendo:
N. A: Valor limite no alcanzado
Con independencia de lo señalado anteriormente, es necesario señalar los problemas
de estos tratamientos terciarios. Deben señalarse los siguientes aspectos técnicos y
económicos.
Carbón activo.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
120
Problemas técnicos:
El carbón activo se produce para alcanzar una superficie específica muy grande entre
500 - 1500 m2/g. Se caracteriza por su estructura interna que está formado por unos
poros de tamaños de macro poros, con radio mayor a 25nm, meso poros entre 25 y 1
nm y micro poros, con radio inferior a 1 nm.
El carbón activo se prepara a partir de diversos materiales, tales como: carbón,
madera, cáscaras de nueces, turba y petróleo. El carbón se transforma en activado,
cuando es calentado a altas temperaturas entre 800º a 1000°C, en ausencia de
oxigeno, por tanto el resultado es la creación de millones de poros microscópicos en la
superficie del carbón.
El carbón activo es conocido por su extraordinaria habilidad en eliminar el cloro, sabor
y olor en las aguas domesticas y residuales y micro contaminantes.
El carbón activo está compuesto por un 75 - 80% de carbón y un 5- 10% de cenizas.
El carbón activo, puede reactivarse mediante calor y oxidación para que se vuelva
sumamente poroso y capaz de adsorber o capturar fácilmente las impurezas en el
agua.
El carbón activo a utilizar, puede ser: carbón activo en polvo (PAC) y carbón activo
granular (GAC).
El carbón activo en polvo, funciona rápidamente y eficazmente, pero está
limitado a depuraciones de menor escala, es muy caro si se usa de manera
continua.
El carbón activo granular, consiste en partículas de aproximadamente un
milímetro de diámetro, diez a cien vedes el tamaño de las partículas de carbón
en polvo, se distribuye en un lecho o columnas a través de los cuales se hace
pasar o percollar lentamente el agua fuente. Algunas veces se unen entre si
varias columnas de adsorción en un solo sistema. Al igual el carbón activo en
polvo y el carbón activo granular atrae también, no solamente los
contaminantes conocidos, sino además atrae materia orgánica disuelta
naturalmente y en su mayoría inocua.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
121
Problema económico:
El problema económico, que puede presentar el carbón activo, es el costo elevado de
inversión y los costes operacionales, que están asociados a este tipo de aguas, que
requieren un alto costo en explotación y de mantenimiento.
Ozonización.
Problemas técnicos.
El ozono, se emplea para la eliminación de compuestos tanto orgánicos como
inorgánicos, reduce en gran medida el olor, color, sabor de agua y turbidez de las
aguas, así como compuestos refractarios (sustancias tóxicas y compuestos
farmacéuticos).
El ozono se constituye en moléculas con tres átomos de oxigeno. Puede ser formado
en la capa de ozono de la atmósfera, y es producida por descarga eléctrica a través de
oxigeno. Consiste en pasar oxigeno en forma gaseosa a través de dos electrodos
separados por un dialéctico, y aplicar un voltaje entre los electrodos, los electrones
suministran la energía para disociar las moléculas de oxigeno, produciéndose la
formación de ozono.
La ozonización es uno de los procesos más avanzados empleados para el tratamiento
de las aguas residuales con un poder desinfectante y de eliminación de virus, también
asegura por una parte, la descomposición (bacterias, virus, etc...), por otra parte la
oxidación por ozono no produce ningún residuo toxico, son solos productos inocuos de
la oxidación y oxigeno.
La ozonización se incluye dentro de los procesos de oxidación avanzada que se define
como procesos de oxidación que implican la generación de radicales hidroxilo en
cantidad suficiente para interaccionar con los compuestos orgánicos del medio.
Es un oxidante muy fuerte, segundo después del radical hidroxilo libre, capaz de
participar en numerosas reacciones químicas con sustancias inorgánicas y orgánicas.
Las reacciones con ozono se puede producir por dos mecanismos: las reacciones
directas y las reacciones indirectas:

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
122
Las reacciones directas son reacciones muy selectivas, atacando a dobles enlaces y
algunos grupos funcionales.
Las reacciones indirectas son consecuencias de la acción de las radicales hidrólisis
resultantes de la descomposición del ozono en el agua.
Los principales catalizadores que se utiliza en ozonización son los óxidos de metales
de transición (manganeso, titanio, aluminio) y metales u óxidos soportados (cobre u
óxido de titanio sobre alúmina), carbón activo granular (GAC) y sistemas
mesoporosos, como los silicatos MCM o SBA.
El problema a destacar es la complicidad del proceso, y la necesidad de un control
adecuado en su funcionamiento.
Problemas económicos.
La ozonización presenta un coste inicial del equipamiento alto, y el coste elevado de
consumo energético, los generadores requieren mucha energía a pesar de las
menores dosis utilizadas, a parte el elevado coste de los reactivos, debido a su alto
costo , su uso resulta limitado a grandes escalas. Es decir tanto la primera instalación,
como el mantenimiento y explotación son caros.
4.10. SINTESIS DE LA INVESTIGACIÓN A REALIZAR.
Una vez realizada la investigación bibliográfica, puede concluirse que están
suficientemente definidos los procesos de tratamiento de las aguas residuales de
petróleo ó de refinería de petróleo, como: Pretratamiento, tratamiento primario,
tratamiento biológico y tratamiento terciario, y queda suficientemente especificada la
normativa existente.
Por el contrario no se ha encontrado un proceso adecuado para la eliminación de los
compuestos, como compuestos inorgánicos y los metales pesados, así como fenoles
en este tipo de agua residual. Por esta razón se pretende, por su novedad, dedicar,
en esta tesis, la investigación hacia nuevos horizontes en la implementación de
nuevas tecnologías, basándose fundamentalmente en tratamientos terciarios
avanzados, como es la aplicación a estos vertidos de la oxidación avanzada.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
123
El proceso de oxidación avanzada, se basa en procesos fisicoquímicos capaces de
producir cambios profundos en la estructura química de los contaminantes, ya que
involucran la generación uso de especies transitorias con elevado poder reductor,
principalmente el radical hidroxilo (HO). Por tanto el radical hidroxilo se genera por
medios fotoquímicas o por otras formas de energía y posee una alta eficacia en la
oxidación de materia orgánica.
4.10.1. Lista de los principales proceso de oxidación avanzada.
Ozonización en medio alcalina
Ozonización con peróxido de hidrógeno
Reactivo de fentón
Oxidación electroquímica
Radiólisis y tratamiento con haces de electrones
Plasma no térmica.
Descarga electro hidráulica - ultrasonido.
Oxidación en agua sub. y supercrítica.
Fotolisis del agua en el ultravioleta de vacío.
Ultravioleta y peróxido de hidrógeno.
Ultravioleta y ozono.
Foto - fenton.
Ferrioxalato y otros complejos de Fe (III)
Ultravioleta y peryodato.
Fotocatálisis heterogénea.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
124
CAPITULO 5
OBJETIVOS FINALES DE LA INVESTIGACIÓN

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
125
5. OBJETIVOS FINALES DE LA INVESTIGACIÓN.
5.1. Objetivos finales de la investigación.
El principal objetivo final de este trabajo es introducir nuevos sistemas de tratamiento
para la eliminación de fenoles y metales pesados, garantizando los valores límites
admisibles de las aguas residuales de refinerías de petróleos, ya que esta industria es
una de los contaminantes del medio ambiente, principalmente cuando descarguen sus
aguas en los ríos, mares, etc.
Se pretende en esta tesis, partiendo de los tratamientos convencionales ya utilizado,
plantear nuevos escalones de procesos que garanticen las condiciones de vertidos.
El presente trabajo de tesis presenta como objetivo final: Implementar nuevas técnicas
para un tratamiento avanzado de los efluentes líquidos de refinerías de petróleo.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
126
CAPITULO 6.
METODOLOGIA DE LA INVESTIGACIÓN.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
127
6. METODOLOGIA DE LA INVESTIGACIÓN PREVIA.
6.1. METODOLOGÍA APLICADA.
La metodología seguida en este trabajo de investigación, consiste en el desarrollo
experimental de técnicas de los procesos de oxidación avanzada para la depuración
de aguas residuales de la refinería del petróleo.
6.1.1. Procesos de oxidación avanzada utilizada.
- Ozonización simple.
- Peróxido de Hidrógeno con Ozono.
- Ozono con Ultravioleta.
6.1.2. Parámetros que intervienen en los procesos de tratamiento de agua
residual de la industria del petróleo utilizados.
Los parámetros utilizados como definitorios de la calidad del agua residual
procedentes de los vertidos de la refinería de petróleo son los siguientes:
- DQO
- Sólidos suspensión
- Aceites y grasas
- Temperatura.
- pH
- Fenoles
- Metales pesados (cadmio, zinc, níquel, plomo, cobre y cromo).
- Turbidez
- Conductividad.
6.1.3. Parámetros de control de los procesos de oxidación avanzada empleados.
Por otro lado para el control de procesos, se consideran los siguientes parámetros:
- Dosis de ozono.
- Ozono disuelto.
- Ozono producido.
- Dosis de peróxido de hidrógeno.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
128
- Dosis de ultravioleta.
- Tiempo de contacto.
6.2. Parámetros y métodos analíticos utilizados
A continuación se describen cada uno de los métodos analíticos usados la presente
investigación, extraídos fundamentalmente de los Standard Methods.
Parámetros Métodos analíticos.
DQO 5220 Standard Methods Sal de Mohr, 5220 B, refujo abierto 5220 C,
Titulométrico y Colométrico (Standard
Methods).
pH 4500 H ( Standard Methods ) 4500 H B electrometría, pHmetro ( Standard
Methods)
Tempertatura 2550 Standard Methods Termómetro, método de laboratorio 8
Standard Methods).
Grasas y Aceites 5520 ( Standard Methods) 5520 B ( gravimetría) Standard Methods
Fenoles 5530 ( Standard Methods) 5530 D ( Fotometría ) Standard Methods
Sólidos suspensión (Standard Methods) Filtración Standard Methods
Turbidez 2130 Standard Methods Turbidez 2130 B Standard Methods
Metales pesados Zn, Cd, Pl, Cr, Cu, Ni. 3111, Especfotométria de absorción atómica
de llama.
Dosis Ozono Standard Methods
Ozono producido Standard Methods
Ozono disuelto Standard Methods
Dosis de Peróxido de hidrógeno
Dosis de UV -16
Tiempo retención
Tabla 6.1. Parámetros y Métodos Analítico.( APHA, Métodos Normalizados 1992)
6.2.1. Descripción de los Parámetros utilizados.
DQO
La DQO se utiliza como un indicador para identificar las características de las aguas
residuales. La determinación de éste parámetro puede ser perturbado por algunas
sustancias inorgánicas, tales como nitrito, cloruro, peróxido de hidrógeno, etc.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
129
Material de laboratorio utilizado.
- Matraz erlenmeyer de 250 ml.
- Pipetas de 4,5 ml, 5 ml, 10 ml.
- Pipeta aforada de 50 ml.
- Termoreactor de DQO.
- Tubos de ensayo.
- Vasos de precipitados
- Buretas
Reactivos utilizados.
- Reactivo de digestión. Disolver 10.126 gramos de dicromato de potasio y 33
gramos de sulfato de mercurio en 500 ml de agua destilada y añadir 167 ml de
acido sulfúrico concentrado, y luego enrasar hasta 1000ml con agua destilada.
- Solución catalítica. Disolver 10.7 gramos de sulfato de plata en 1 litro de ácido
sulfúrico concentrado, y dejar reposar durante 48 horas hasta que se observe la
disolución total.
- Solución de sal de Mohr. Disolver 13.72 gramos de sulfatos ferroso amoniaco en
agua destilada, y añadir 20ml de ácido sulfúrico concentrado, y diluir hasta 1 litro
de destilada.
- Solución Indicadora de Ferroína, disolver 1.49 gramos de fenantrolina y 0.695
gramos de sulfato ferroso ( x 7 ) en agua destilada, aforando a 100 ml.
Procedimiento.
Se añaden 2,5 ml de agua residual en un tubo de ensayo, añadiéndose 1.5 ml reactivo
de digestión, 3,5 ml de solución catalítica, se forma dos capas, y se cierran ó se tapan
bien los tubo de ensayos y se coloca en el termoreator de DQO, durante 2 horas a
148 grado de temperatura. Al cabo de éste tiempo se retiran los tubos de ensayos de
muestra y se deja enfriar hasta temperatura ambiente, y luego se introduce la muestra
en un matraz Erlenmeyer de 250 ml, y se enjuaga un poco con agua destilada el resto
de muestra que ha quedado en el tubo de ensayo al matraz, y se añaden 1 ó 2 gotas
del indicador de ferroína y se titula la muestra, adicionando a través de una bureta la

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
130
sal de Mohr, hasta que se aprecie el viraje del indicador a color naranja, y se anota los
ml de sal de Mohr gastado, que sería ( B, ml).
El mismo procedimiento indicado anteriormente, se realiza a un patrón Blanco con 2,5
ml de agua destilada, y siguiendo los mismo pasos anteriores para la muestra, que
sería (A, ml) Blanco.
Cálculo del factor de la Sal de Mohr.
En un Erlenmeyer de 250 ml se ponen 5 ml de agua destilada, y 3 ml de ácido
sulfúrico concentrado, y dejar enfriar y adicionar 5 ml de la solución de dicromato
potásico, y añadir unas gotas de ferroina y titular con sal de Mohr hasta que se
produzca el viraje del indicador a color naranja y anotándose los ml del titulante
gastado.
Cálculo de Factor de Sal de Mohr
Cálculo de la DQO.
Donde:
A = ml de Sal de Mohr consumidos en el blanco.
B = ml de Sal de Mohr consumidos en la muestra.
F = Factor de la Sal de Mohr.
Sólidos en Suspensión
Se hizo por método de filtración (gravimetría).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
131
Principio.
Los sólidos suspendidos se analizó mediante la filtración de la muestra y posterior
secado a 103°C — 105°C, durante 1 hora del residuo filtrado, para después de
terminar éste por gravimetría.
Material utilizada.
- Vidrio de reloj.
- Estufa de secado.
- Balanza analítica de precisión.
- Desecador.
- Probetas
Procedimiento.
Preparación del filtro. Se coloca el filtro sobre el soporte filtrante y se humedece con
un poco de agua destilada luego, se pone en marcha la bomba de vacío y cuando
haya pasado todo el agua, se retira el microfiltro y colocarlo en un vidrio de reloj
secándolo a 105° C durante 60 minutos en el interior de una estufa, y el filtro se
enfría en un desecador hasta temperatura ambiente y se pesa el filtro vacio en el
momento de su utilización.
El filtro seco y pesado, se coloca sobre el soporte filtrante y se añade 50 ml de agua
residual y luego se pone en marcha el equipo de filtración al vacio y cuando termina de
pasar el agua filtrada, se saca el microfiltro y ponerlo en vidrio de reloj, colocándose
en un estufa a temperatura de 105º C durante 1 hora. Posteriormente, se retira el filtro
y se lleva en un desecador hasta alcanzar la temperatura ambiente, y se pesa el filtro
seco.
Cálculos.
(mg /l) sólidos suspendidos totales =

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
132
F = Peso del filtro (mg)
S = Sólidos suspensión totales + filtro (mg)
Aceites y grasas.
Principio.
Los aceites y grasa son productos insolubles en el agua ya que en muchos casos
pueden encontrar en forma de emulsión bajo la acción de productos químico,
detergentes, etc.
Material utilizado
- Embudos de decantación
- Probetas
- Matraz Erlenmeyer de 500 ml
- Equipo de baño maría
- Embudos
- Vasos de precipitado
- Pipetas
Reactivos.
- Hexano
Procedimiento.
Se hizo lo siguiente: en un embudo de decantación de 1000 ml, se añadió 500 ml de
muestra. Se acidificó con ácido clorhídrico (HCl) hasta un pH de 5 con el fin de
hidrolizar los jabones y romper las posibles emulsiones.
Se añaden 50 ml de hexano, al embudo de decantación donde se encuentra muestra
utilizada, y se agita durante 20 minutos, dejándose que las dos capas se separaren, y
se extrae la fase acuosa y la fase con el hexano se coloca en un Erlenmeyer de 500
ml seco y pesado.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
133
Se vuelve a realizar la extracción de la fase acuosa con 50 ml de Hexano siguiendo el
procedimiento indicado anteriormente, y se añade la nueva fase del hexano al
Erlenmeyer.
Para asegurar la extracción completa de las grasas, se realizó una tercera extracción
con 20 ml de Hexano y agitando 10 minutos, y vertiendo la fase con hexano en el
Erlenmeyer de 500 ml.
Se procedió a la evaporación del Hexano, colocando el Erlenmeyer que contiene la
fase con hexano en un baño maría, el calentamiento no debe sobrepasar los 70 ° C, y
se detendrá cuando en el Erlenmeyer solo quedaban las grasas..
Se deja enfriar el Erlenmeyer en un desecador hasta temperatura ambiente durante 30
minutos y luego se pesa.
Las operaciones de evaporación y pesada se hacían de inmediato para evitar los
fenómenos de oxidación y volatilización, que interfieren aumentando o disminuyendo
el peso.
Cálculos de aceites y grasas
A = Peso de Erlenmeyer después de evaporación (mg/l).
B = Peso Erlenmeyer vacío.
Temperatura
Principio.
La determinación de temperatura de agua residual de muestra empleada, se realizó
mediante un termómetro de mercurio.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
134
Procedimiento.
Se tomó la medición durante 5 - 10 minutos en el agua, antes de tomar el resultado de
la medición.
Unidades mediciones.
La unidad de medición para temperatura, fue los grados centígrados.
En verano la temperatura de agua residual utilizada fue de 27.5 ºC – 28º C, en
primavera fue de 20º C, en otoño fue de 20º C -25º C y en invierno fue de 20º C.
pH
Método Instrumental de pHmetro, modelo pH meter 507, Marca Crison.
Principio
Se determinó por método instrumental de pHmetro como el logaritmo negativo de la
concentración de iones hidrógeno los valores de pH.
En un agua pura a 20ºC, se considera que [H+] = [OH] = iones/l.
pH = 7 medio neutro.
pH > 7 medio alcalino.
pH <7 medio ácido
Procedimiento.
El pHmetro, depende de las instrucciones de fabricante del equipo.
La metodología utilizada es siguiente:
- ajustar el pHmetro a la temperatura de la muestra.
- Calibrar el pHmetro con las soluciones tampón de referencia, marcadas
por el fabricante.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
135
- Introducir el electrodo en la muestra, y esperar hasta que se estabilice
la lectura digital.
- Anotar el valor de pH
El pH obtenido en la muestra de agua varió entre 7.21 – 7.86.
Fenoles.
Método de Test en cubetas ( Kits) de Merck. Se utilizó un equipo fotométrico de
Merck, modelo Spectroquant Nova 60.
Principio
El fenol y derivados de fenol reaccionan con un derivado tiazólico dando un
azocolorante violeta rojizo que se determina fotométricamente.
El intervalo de medida del fenol por kit es de 0.10 – 2.50 mg/l de fenol.
Reactivos.
Un tubo de ensayo
1 frasco de reactivo Ph-1K
1 frasco de reactivo Ph-2k
Procedimiento.
Colocamos un tubo de ensayo, 10 ml de agua de muestra y 1 microcuchara gris rasa
de reactivo Ph-1K, agitamos la cubeta firmemente cerrada hasta que el reactivo se
haya disuelto completamente en la muestra, y a continuación añadimos 1
microcuchara verde rasa de reactivo Ph-2K en la muestra, se cierra y se agita hasta
que el reactivo se haya disuelto completamente en la muestra y se deja en reposo 1
minuto de tiempo de reacción y luego medimos la muestra en el equipo de fotometría.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
136
Metales Pesados. Seleccionados
- Cromo
- Zinc
- Cadmio
- Níquel
- Plomo
- Cobre
Principios.
En la espectrofotometría de absorción atómica de llama se dirige un rayo luminoso a
través de una llama a un monocromador y sobre un detector que mide la cantidad de
luz absorbida por el elemento atomizado en la llama, para determinados metales, por
tanto la absorción atómica presenta una sensibilidad superior a la emisión de llama.
Como cada metal pesado tiene su longitud de onda de absorción característica, se
utiliza como fuente luminosa una lámpara compuesto de dicho elemento; esto
proporciona un método relativamente libre de interferencias espectrales o de radiación.
La cantidad de energía absorbida en la llama a una longitud de onda característica es
proporcional a la concentración del elemento en la muestra, en un intervalo de
concentraciones limitado.
La mayor parte de los instrumentos de absorción atómica están equipados para
funcionar también en la forma de emisión.
Los requisitos para determinar metales pesados por espectrofotometría de absorción
atómica varían con el metal y/o con la concentración que se determina.
La determinación de los metales pesados por espectrofotometría de absorción atómica
de llama, en este trabajo de investigación abarca los siguientes metales: Cromo, Zinc,
Cadmio, Níquel, Plomo y Cobre.
Reactivos.
Ácido nítrico 69 %
Ácido sulfúrico 96 %

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
137
Agua destilada.
Materiales.
Placa calentadora modelo P selecta.
Espectrofotometría de absorción atómica de llama.
Embudos
Probetas
Matraces aforados de 100 ml.
Matraces Erlenmeyer.
Pipetas
Vasos de precipitados.
Procedimiento.
En un matraz Erlenmeyer se coloca 100 ml de muestra, se añaden 10 ml de ácido
nítrico y 5 ml de ácido sulfúrico, y llevar a la placa calefactora a una temperatura por
debajo de ebullición, hasta obtener unos 15 ml ó 20 ml de muestra. Se retira y se dejar
enfriar. Y luego se coloca la muestra a un matraz aforado 100 ml, y a continuación se
enrasa con el agua destilada hasta los 100 ml. Posteriormente se procedía a su
medición por espectrofotometría de llama.
Turbidez
Método instrumental de Turbidimetro (nefelómetrico
)
Principio.
Hemos utilizado el método instrumental de Turbidimetro ó nefelómetrico que se basa
en comparación de la intensidad de la luz dispersada por la muestra en condiciones
definidas y la dispersada por una solución patrón de referencia en idénticas
condiciones. Cuanto mayor es la intensidad de la luz dispersada, más intensa es la
turbidez.
Procedimiento.
- Se utilizó un equipo de Merck, modelo Merck turbiquant 1500 IR.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
138
- Calibrar el turbidímetro con soluciones patrones, como indica el fabricante.
- Introducir la muestra en la cubeta, taparla y anotar la lectura de turbidez.
- Interpretación de los resultados.
- Los valores se leen directamente en el equipo.
- Los resultados se expresan en N.T.U.
Conductividad
Se utilizó un conductivímetro Marca Crison, modelo conductivity meter 524.
Procedimiento.
Se calibró el aparato con el patrón de indica el fabricante.
El procedimiento que se utilizó fue medir directamente la muestra con la sonda de
conductividad.
6.3. EQUIPOS UTILIZADOS EN EL LABORATORIO DE LA CÁTEDRA DE
INGENIERIA SANITARIA Y AMBIENTAL.
A continuación se citan los equipos más significativos, detallando marca/modelo, que
se utilizó en la investigación.
Equipo Modelo / Marca.
Balanza de precisión Mettler AE 200
Equipo de filtración Millipore
Nevera congelador
pHmetro Críson
Turbidimetro
Espectrofotometría absorción atómica de
llama
Hitachi Z - 8230
Termo reactor de DQO Merck
Equipo de UV-16
Ozonizador SP ( Milenium) 10 g
Mulfa
Desecadores de vidrio
Estufa.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
139
Baño María
Conductivimetro
Cámara de contacto
Equipo de fotometría Spectroquant Nova 60
Balanza electrónica E 400
Tabla 6.2. Equipos del Laboratorio de Ingeniería Sanitaria y Ambiental de la ETS. Caminos, Canales
y Puertos de la U.P.M. utilizados.
6.3.1. Fotos de los equipos.
.
Fig. 6.1 Balanza de Precisión, modelo Mettler AE200
Fig. 6.2 Balanza electrónica, modelo E 400.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
140
Fig. 6. 3 Mufla.
Fig.6.4 Desecadores de vidro .

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
141
Fig. 6. 5 Estufa de Incubación.
Fig. 6.6 pH metro.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
142
Fig. 6.7 Equipo de filtración al vacío.
Fig. 6.8 Baño maria.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
143
Fig. 6. 9 Termorreactor de DQO-
Fig. 6.10 Conductivimetro.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
144
Fig. 6.11 Espectrofotometría de absorción atómica de llama.
Fig. 6.12 Cámara de contacto utilizado en la investigación.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
145
Fig. 6.13 Turbidimetro.
Fig. 6.14 Equipo de fotometría Merck, modelo Spectroquant Nova 60.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
146
6.4. PARÁMETROS DE CONTROL EN LOS ENSAYOS.
- Ozono producido por el equipo
- Ozono disuelto
- Tiempo de contacto.
- Dosis de peróxido de hidrógeno
- Radiación ultravioleta.
6.4.1 Ozono producido por el equipo
Para determinar la cantidad de ozono producido por el equipo, se empleó el método de
yodométrico del Standard Methods.
La cantidad de ozono producido por el equipo a 1 litro de muestra con yoduro de
potásico, a distintas intensidades de corriente aplicada, durante la investigación
fueron: 22,85 mg/l , 61,08 mg/l, 87,80 mg/ l y 94,33 mg/ l
Se determinó mediante yodometría, según la siguiente fórmula.
Siendo:
CO = Cantidad de ozono (mg/l de oxígeno ozono)
V = volumen de tiosulfato gastado (ml)
N = Normalidad del tiosulfato (0,1N)
t = tiempo (min)
Q = caudal de ozono (l/min)
6.4.2 Ozono disuelto.
Es el ozono contenido en la muestra de agua en tratamiento, para lo cual se captura el
ozono con yoduro potásico y se titula por yodometría.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
147
6.4.3 Tiempo de Contacto.
El tiempo de contacto depende mucho de varios factores como: el contenido orgánico
de la muestra, naturaleza de los compuestos orgánicos, temperatura del agua, presión
atmósfera y las dosis del ozono.
El tiempo de contacto deberá ser mayormente controlado para las necesidades de
desinfección o las necesidades de oxidación, y a parte podemos decir que, el tiempo
de contacto no tiene normalmente la misma aplicación en los diferentes tipos de
reactores. La intensidad de mezclado y el grado de transferencia tiene un efecto
importante en relación con el tiempo de contacto relativo al proceso.
Numerosos experimentos de muestran que, incrementando la temperatura de 0º a 30º
C, se afecta a la solubilidad del ozono y a su tasa de descomposición.
En tratamiento de agua de abastecimiento público, el tiempo de contacto de ozono con
agua a tratar esta comprendido entre 4 y 6 minutos.
En una primera etapa, a 1 litro de muestra, se trabajó con los siguientes tiempos de
contacto: 2, 5, 7, 9, 11 minutos.
En una segunda etapa a 4 litros de muestra, se trabajó con los siguientes tiempos de
contacto: 3, 6, 9, 12, 15 minutos.
6.4.4 Dosis de peróxido de hidrógeno.
La dosis de peróxido de hidrógeno que se utilizó en la primera etapa fueron de: 10
mg/l de H2O2 al 33% en un litro de muestra.
En la segunda etapa fue de 1.5 ml de H2O2 al 33% en 4 litros de muestra.
6.4.5 Dosis radiación ultravioleta.
La dosis de radiación UV que da el equipo es de ≥ 30.000µW/cm2. El tiempo de
radiación que se aplicó a 0,5 litros de agua ozonada fue de 5 minutos. Y la dosis de
radiación UV ha sido de 0,1 mW/cm2

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
148
Dosis UV = Intensidad
6.5. ENSAYOS A REALIZAR EN LOS PROCESOS DE OXIDACIÓN AVANZADA EN
LA INVESTIGACIÓN.
En función de los objetivos finales de en este trabajo de tesis, se ha decidido de
investigar los efectos de los procesos de oxidación avanzada sobre las aguas
residuales de la industria del petróleo.
A continuación se describen los ensayos realizados, cada uno de ellos de los procesos
de oxidación avanzados seleccionados, en este trabajo de investigación:
- Ozonización en medio alcalina.
- Ozonización con peróxido de hidrógeno.
- Ultravioleta y ozono.
6.5.1. Ozonización en medio alcalino.
El ozono puede reaccionar de forma directa con un sustrato orgánico a través de una
reacción lenta y selectiva (primera ecuación), o de una reacción radical libre favorecida
en medio alcalino, rápida y no selectiva. Ecuación 2.
. (1)
k= . (2)
La primera reacción, es de importancia en medios ácidos y para solutos que
reaccionan muy rápido con el ozono.
La segunda reacción, puede iniciarse de distintos modos, con especies tales como
o sustancias húmicas. Por lo tanto, la ozonización es más
eficiente en medios alcalinos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
149
La ozonización en medio alcalino, se realiza para aumentar la velocidad de
descomposición del ozono, incrementando la velocidad de generación de radicales
hidroxilo. La generación de radicales hidroxilo puede ser aumentada con la adición de
peróxido de hidrógeno ampliando la concentración de los mismos en el agua.
En las plantas de agua potables se utiliza dosis de ozono entre 1- 5 mg/l, con tiempo
de contacto hasta 10 minutos y en el tratamiento de las aguas residuales se aplican
dosis de ozono más altos [J.L.Sotelo, F.B .Novillo, J.B.de.Heredia. 1985].
6.5.2. Peróxido de Hidrógeno con Ozono.
La ozonización transforma los contaminantes en compuestos más simples, más
refractarios al reactivo. Se logra una mejora agregando agua oxigenada (peróxido de
hidrógeno - ), que es un ácido débil, un poderoso oxidante y un compuesto
inestable.
El uso de estos dos oxidantes combinados permite aprovechar los efectos sinérgicos
entre ellos, lo que produce una destrucción adicional de vía carga orgánica.
La adición de peróxido de hidrógeno a los sistemas de ozonización es de las formas
más inmediatas de acelerar la descomposición de ozono a la formación de radicales
hidroxilo (OH).
El proceso no es barato, pero es rápido, y puede tratar contaminantes orgánicos
presentes en agua muy bajas en concentraciones (mg/l), a pH entre 7 - 8, la relación
molar óptima de peróxido de hidrógeno ( ), es 2:1, el proceso se acelera a pH
alcalino.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
150
Aurelio Hernández Muñoz, José Antonio Serna Murillo, (2009), en su trabajo de
investigación, añadieron peróxido de hidrógeno al 33% para eliminar los fenoles y
DQO, la oxidación durante 50 hrs., tomando muestras a lo largo del tiempo, primera
muestra en 20 minutos, segunda en 30 minutos y última final a las 24 hrs.
6.5.3. Ozono con Ultravioleta.
Las reacciones de la combinación de los métodos ultravioletas con peróxido de
hidrógeno y ozono con peróxido de hidrógeno pueden sintetizarse de la forma
siguiente:
La irradiación del ozono en aguas produce peróxido de hidrógeno en forma
cuantitativa. El peróxido de hidrógeno, así generado se fotoliza a su vez, generando
radicales HO, y reacciona con el exceso de ozono, produciendo radicales.
Podría considerarse en principio solo como una forma cara de producir y luego
HO.
Se analizará el agua bruta de petróleo a la entrada, y después de pasar por cada uno
de procesos indicados, aplicándose los métodos analíticos correspondientes en cada
uno de ellos. De acuerdo a las características de este tipo de aguas residuales
procedente de industria petrolera, se analizaran en principio, los parámetros indicados
en el apartado 6.1.2 .después de haber pasado por un tratamiento previo.
Los ensayos a realizar serán los necesarios para considerar variación de la cantidad
de ozono producido por el equipo, las dosis de peróxido de hidrógeno, Ultravioleta, y
el tiempo de contacto utilizado.
Proceso Cantidad de O3
generada por el
equipo (g/h)
Tiempo de contacto
(minutos)
Número de ensayos

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
151
Ozonización simple
1,37; 3,67; 5,27; 5,66 2, 5, 7, 9, 11.y luego
3, 6, 9, 12, 15.
124
Peróxido de
Hidrógeno con Ozono
A la cantidad de
ozono anterior se
añadió 10 ml de H2O2
a 1 litro de agua de
muestra y 1,5 ml
H2O2 a 4 litros de
agua de muestra
utilizada.
2, 5, 7, 9, 11 y luego
con 3, 6, 9, 12, 15.
124
Ozono con ultravioleta
A la cantidad de
ozono anterior al
cabo de cada tiempo,
se llevó al equipo de
UV, con una dosis de
radiación de 0,1
mW/cm2
2, 5, 7, 9, 11, y 3, 6,
9, 12, 15 y 5 min de
tiempo de retención
en el reactor de
Ultravioleta.
124
Total 372
Tabla. 6.3. Variación de la cantidad de ozono producido por el equipo, las dosis de peróxido de
hidrógeno, Ultravioleta, el tiempo de contacto utilizado, y Definición de los ensayos realizados.
6.6. ENSAYOS A REALIZAR EN LA EXPERIMENTACIÓN EN EL TIEMPO.
Durante la trayectoria los métodos análisis de cada uno de los procesos seleccionado,
primero, hemos trabajado con un volumen de 1 litro de agua residual y otro con un
volumen de 4 litros de muestra, e introducir la muestra utilizada en la cámara de
contacto.
Primer, hemos trabajado con varios Tiempos de contactos en todos los procesos de
oxidación avanzada que fueran de 2’, 5´, 7’, 9’ y 11’, y luego con otros Tiempos de
contactos a 3’, 6’, 9’, 12’, y 15`.
6.6.1. Ozonización simple.
En primer, se introduce 1 litro de muestra en la cámara de contacto con diferentes
tiempos y distintas intensidades de corrientes, a partir de allí se ponía en marcha el
equipo, y se regulaba las intensidades seleccionadas en la investigación, de modo que
cada intensidad correspondía a varios tiempos de retención, y con un volumen de
muestra, y se introduce en la cámara de contacto, y cada tiempo de contacto

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
152
correspondía a 1 litro de muestra, y se retiraba la muestra tratada a través de un
orificio exterior que se encuentra en la parte inferior de la cámara de contacto , y luego
se analizaba detalladamente todos los parámetros seleccionados en la investigación.
6.6.2. Peróxido de hidrógeno con Ozono.
La ozonización transforma los contaminantes en compuestos más simples, más
refractarios al reactivo. Se logra una mejora agregando Peróxido de hidrógeno, ),
que es un ácido débil tiene un poderoso oxidante y un compuesto inestable:
Procedimiento.
En nuestro trabajo de investigación aplicándose el proceso de oxidación avanzada de
Peróxido de hidrógeno con ozono, se analizó los siguientes parámetros (DQO, sólidos
suspensión, aceites y grasas fenoles, metales pesados (cadmio, zinc, plomo, cobre,
níquel y cromo) y durante los ensayos analíticos efectuado en el laboratorio sanitario,
la DQO de tratada fue superior de la DQO bruta, y era necesario de aplicar otra dosis
de peróxido de hidrógeno, y hemos obtenidos buenos resultados favorable de la DQO
tratada.
Primeramente, para empezar los ensayos analíticos, se llevó a cabo añadiéndose el
peróxido de hidrógeno de 33% con la muestra para determinar los fenoles, DQO y
otros parámetros seleccionados, y por consiguiente los tiempos de contactos acogidos
fueran de 2, 5, 7. 9 y 11 minutos, y por otro lado fueran de 3, 6, 9, 12, y 15 minutos.
Primer parte, hemos recogido 1 litro de muestra de agua residual de petróleo
utilizada, y se añade 10 mg/l de peróxido de hidrógeno en la muestra, y se introduce
en la cámara de contacto y se pone en marcha el equipo de ozonizador y con
diferentes tiempos de contactos y con distintas intensidades de corrientes, y luego se
preparaba para hacer la DQO, se añaden 2,5 ml de muestra utilizada dentro de un
tubo de ensayo, y añadiéndose 1,5 ml de reactivo de digestión, 3,5 ml de solución
catalítica, y se forma dos capas distintas y se cierre los tubos de ensayos y se coloca
en el termoreactor de DQO, durante 2 horas, se calienta hasta 140 grado de
temperatura, por lo tanto alcanzando esta temperatura recomendable, se retira los
tobos de ensayos con muestras y se deje enfriar hasta una temperatura ambiente, y
luego se introduce las muestras en los matrazos Erlenemeyer de 250 ml y se enjuague
un poco con agua destilada, y el resto de muestra que se queda en el tubo de ensayo
se introduce en el matraz Erlenmeyer de 250 ml y se añaden 1 ó 2 gotas del indicador

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
153
de ferroina y se titula la muestra adicionando a través de una bureta de ó refrigerante
introduciendo el sal de Mohr, a partir de allí de la titulación se aprecie el viraje del
indicador a color naranja y se anota los ml de sal de Mohr gastado, seria (B,ml). Y se
aplica la fórmula para calcular la DQO de entrada como la DQO de salida, donde cada
vez se notaba que la DQO de ozonizada ó salida era superior al DQO de salida. A
partir ai dimos cuenta que la dosis que estamos aplicar de peróxido de hidrógeno en
la muestra era demasiado en cada 1 litro de agua de muestra, de manera que la
DQO bruta era inferior al de DQO ozonizado (salida), entonces la DQO de salida era
superior a la DQO de entrada, había producido una interferencia en la DQO debido al
alta dosis de Peróxido de hidrógeno (H2O2) que estábamos añadiendo en la muestra,
por lo tanto fue necesario de encontrar una solución sobre el problema hemos aplicada
otro métodos de análisis para encontrar buenos resultados. y no hemos encontrado
buenos resultado, fue necesario de aplicar otros métodos analítica. Y a continuación
abajo indicamos algunos autores que habla sobre las interferencia de Peróxido de
hidrógeno con DQO en las aguas residuales.
Interferencia.
Yun Whan Kang, Min-Jung e Kyung-Yup Hwang, (1999). Proponen para corregir el
efecto de la concentración de Peróxido de hidrógeno en la Demanda Química de
Oxígeno (DQO), y también muestran que esta ecuación correlación puede ser aplicada
a las muestras que contienen peróxido de hidrógeno y sustancias orgánicas. El valor
de la DQO, eliminada se obtiene a través de esta ecuación.
Ecuación:
DQO (mg/l) = DQOm - ƒ (H2O2). ( I ).
ƒ= 0.4706 – 4.06 x 10-5[H2O2] ( II ).
Donde:
ƒ : es el factor de corrección que significa la relación entre el valor de la DQO con la
concentración de Peróxido de hidrógeno.
DQO: es la demanda química de oxígeno medida en mg/ l.
Cuando la concentración de Peróxido de hidrógeno ( H2O2) es inferior a 200 mg/ l, el
factor de corrección ƒ, debe ser valorado como 0,4706 porque la Diferencia entre el
valor DQO calculada con el factor ƒ de corrección es de 0,4706 y este valor con la
ecuación ( II ) no es más que a 0,8 mg/l.
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
154
Talinli y Anderson. (2010), informaron que cuando hay un error de 25 % en el
método de Dicromato (K2Cr2O7) es debido a la interferencia de peróxido de hidrógeno
en la muestra y cada 1 mg/l de peróxido de hidrogeno contiene dicromato presente en
agua de muestra y aporta 0,256 mg/l de espuma.
Segunda parte, se cogió 4 litros de agua de muestra y añadiendo una dosis de 1,5
mg/l del H2O2 , mezclando con muestra, y introduciendo la muestra en la cámara de
contacto con finalidad de que se mezcla la muestra con peróxido de hidrógeno y
introduciendo el ozono al cámara de contacto, y jugando con diferentes tiempo de
contacto tales como; 3, 6, 9, 12, y 15 minutos y con diferentes intensidades como de
100 miliamperio, 300 miliamperio y por ultimo 450 miliamperio, según la recta de la
tabla del fabricante del equipo de ozono (Ozonizador SP Milenium 10 g) y la
producción de ozono producido se mide en función de los valores de intensidades en
la tabla y luego se multiplica los valores con el coeficiente de la recta por 2,5 g de
ozono producido que sería la dosis real de ozono que estamos echando, en cada
concentración ( muestra ) en la cámara de contacto. y según la tabla de la recta del
fabricante la dosis de 100 miliamperio corresponde a 41.7 mg/min, 300 miliamperio
corresponde a 122,9 mg/min, 400 miliamperio corresponde a 166 mg/min y 450
miliamperio corresponde a 179,1 mg/min. Y se calcula la DQO pero aquí se emplea
los mismos pasos que se aplicó por la primera parte, para calcular la DQO, y la
diferencia con el anterior es que en la segunda parte, se analiza la DQO, cuando se
toma la muestra tratada en el orificio de salida de la cámara de contacto, se añade en
la muestra el yoduro de potasio de 20 gramos, y luego se titula con tiosulfato de sodio
1N, teniendo en cuenta que todo estos pasos se hizo con diferentes cantidad de ozono
producido por el equipo, y hemos obtenidos buenos resultados de la DQO tratada.
6.6.3. Ultravioleta con ozono.
Procedimiento:
Aquí en este proceso, hemos cogido 1 litro y 4 litros de agua de muestra utilizada,
introducimos en la cámara de contacto la muestra, se pone en marcha el Equipo de
ozonizador SP Millenium 10 g, variándose la intensidades y tiempo de contacto, luego
la muestra ozonizada se saca en el orificio de salida en la parte inferior de la cámara
de contacto y se lleva la muestra tratada en el equipo de Ultravioleta utilizada, y se
introduce 0,5 litro de muestra, y se conecta el equipo, y a un tiempo de retención de 5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
155
minutos, y luego se analiza la muestra de cada parámetros seleccionados en la
investigación.
Podemos decir que durante los ensayos de análisis realizadas a través de este
proceso hemos obtenidos resultados favorables.
6.7. DESARROLLO DE LA EXPERIMENTACIÓN EN EL TIEMPO.
El desarrollo de la experimentación de la presente investigación, así como el tiempo
que dura los ensayos en el laboratorio se presente en la siguiente tabla.
Actividad Duración
en meses
1ª Etapa
1. Revisión bibliográfica y selección del tema de tesis 1
2. Presentación del tema de tesis 1
3. Respuesta de aceptación del tema de tesis 1
4. Comunicación y asignación del director de tesis 2
2ª Etapa
5. Selección del banco de información 1
6. Búsqueda en bancos de información 3
7. Pedido de resúmenes al banco de información 3
8. Análisis de la selección de la investigación bibliográfica 2
9. Determinación de los objetivos finales 1
3ª Etapa
10. Búsqueda de contactos en las distintas refinerías de petróleo 3
11. Contacto y visita a una depuradora de aguas residuales industriales 1
12. Envío de cartas y espera de respuesta de las refinerías 3
13. Aceptación de toma de muestra en la refinería de Castellón 1
14. Búsqueda de la forma de envío de muestras desde Castellón a Madrid. 1
15. Aceptación de colaboración de envío de muestras por parte de la
empresa ( refinería)
1
16. Ensayos de choque con las primeras muestras 2
17. Selección de las mejores técnicas analíticas para llevar a cabo la
investigación.
1
18. Ensayos experimentales de la investigación 12
19. Presentación de resultados 5
4ª Etapa

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
156
20. Evaluación de los resultados experimentales 2
21. Conclusiones de acuerdo a los objetivos planteados 1
22. Redacción de la tesis 4
23. Revisión de la tesis 3
24. Impresión de la tesis 1
25. Presentación de la tesis 2
Tabla 6.4 Programa de actividades de la investigación
Nº Duración en meses
1 2 3 4 5 6
Primera etapa
1 x
2 x
3 x
4 x x
Segunda etapa
5 x
6 x x x
7 x x x
8 x x
9 x
Duración en meses
Tercera etapa
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
10 x x x
11 x
12 x x x
13 x
14 x
15 x
16 x x
17 x
18 x x x x x x x x x x x x
Cuarta etapa
30 31 32 33 34 35 36 37 38 39 40 41 42 43 44
19 x x x x x
20 x x

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
157
21 x
22 x x x x
23 x x x
24 x
25 x x
Tabla. 6.5 Cronograma de la investigación

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
158
CAPITULO 7
ENSAYOS CHOQUES
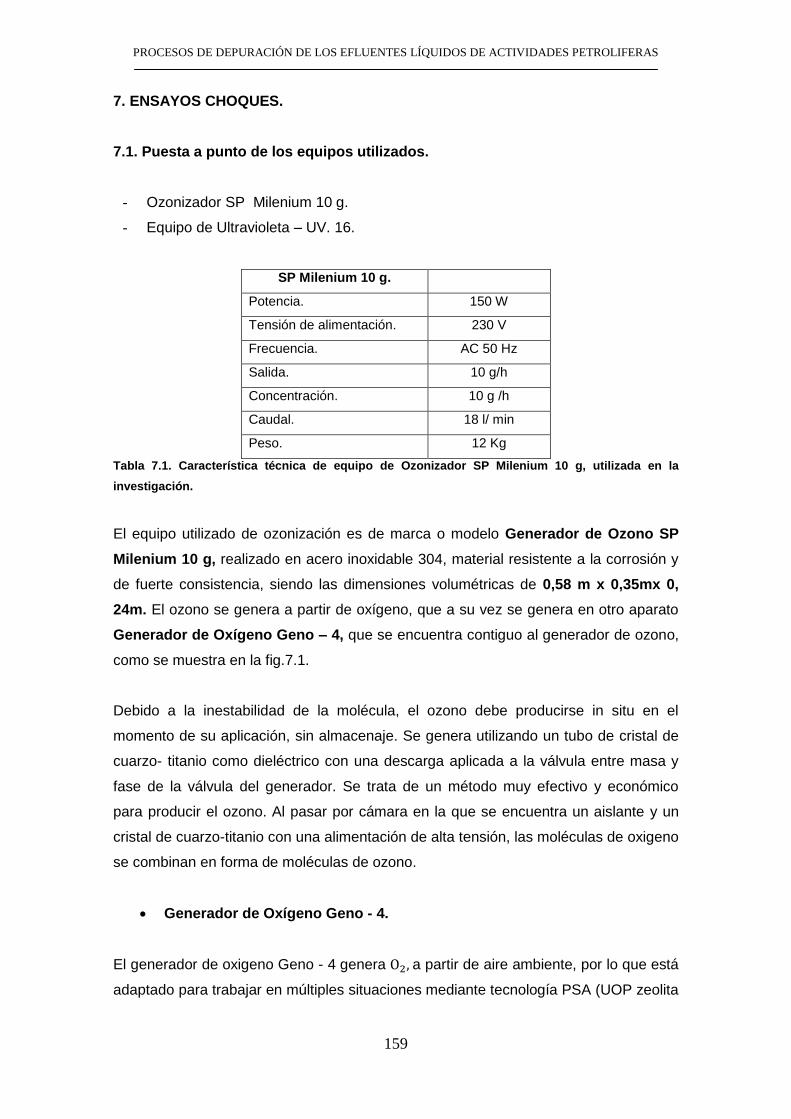
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
159
7. ENSAYOS CHOQUES.
7.1. Puesta a punto de los equipos utilizados.
- Ozonizador SP Milenium 10 g.
- Equipo de Ultravioleta – UV. 16.
SP Milenium 10 g.
Potencia. 150 W
Tensión de alimentación. 230 V
Frecuencia. AC 50 Hz
Salida. 10 g/h
Concentración. 10 g /h
Caudal. 18 l/ min
Peso. 12 Kg
Tabla 7.1. Característica técnica de equipo de Ozonizador SP Milenium 10 g, utilizada en la
investigación.
El equipo utilizado de ozonización es de marca o modelo Generador de Ozono SP
Milenium 10 g, realizado en acero inoxidable 304, material resistente a la corrosión y
de fuerte consistencia, siendo las dimensiones volumétricas de 0,58 m x 0,35mx 0,
24m. El ozono se genera a partir de oxígeno, que a su vez se genera en otro aparato
Generador de Oxígeno Geno – 4, que se encuentra contiguo al generador de ozono,
como se muestra en la fig.7.1.
Debido a la inestabilidad de la molécula, el ozono debe producirse in situ en el
momento de su aplicación, sin almacenaje. Se genera utilizando un tubo de cristal de
cuarzo- titanio como dieléctrico con una descarga aplicada a la válvula entre masa y
fase de la válvula del generador. Se trata de un método muy efectivo y económico
para producir el ozono. Al pasar por cámara en la que se encuentra un aislante y un
cristal de cuarzo-titanio con una alimentación de alta tensión, las moléculas de oxigeno
se combinan en forma de moléculas de ozono.
Generador de Oxígeno Geno - 4.
El generador de oxigeno Geno - 4 genera a partir de aire ambiente, por lo que está
adaptado para trabajar en múltiples situaciones mediante tecnología PSA (UOP zeolita

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
160
molecular), tras la adsorción de aire se consigue una pureza del oxígeno de hasta un
95%.
El aire contiene aproximadamente 77% de nitrógeno 1% de argón y 20% de oxígeno,
siendo el resto otros gases.
La tecnología PSA atrapa las moléculas que contiene el aire dejando pasar
únicamente las de
El sistema PSA del que dispone el generador Geno - 4 retiene las moléculas de
oxigeno llevándolas a un tanque de recepción de a través de dos tanques de
Zeolita, dispuesta dentro de los cilindros en forma de pequeñas bolitas, que funcionan
entrando aire presurizado correctamente filtrado aleatoriamente a intervalos o ciclos de
10 segundos, evitando la saturación de cada uno de los concentradores y conteniendo
a su salida las partículas de oxígeno contenido en el fluido portador (aire ambiente
debidamente filtrado y presurizado) ventilando en el final de cada proceso o ciclo el
concentrador que no está trabajando.
De esta forma conseguimos con una concentración de 95% exento de aire
correctamente filtrado y debidamente seco sin necesidad de una aparatosa instalación
y reposición de botellas de una forma rápida, sencilla y económica.
Fig. 7.1. Equipo Generador de Oxígeno Geno-4 (izq.) y Ozonizador (SP Milenium 10g).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
161
Cámara de contacto utilizado en la investigación.
La cámara de contacto tiene una función de reactor, en ella se produce el contacto de
ozono con el agua residual de la refinería de petróleo. La cámara de contacto está
constituida por un tubo de vidrio de diámetro interior de 7 cm, a altura de 1,5 m, y la
capacidad útil de 5 litros aproximadamente.
Funcionamiento.
El ozono se incorpora por la parte inferior en forma de burbujas aumentándola
superficie de contacto entre ozono y el agua, facilitando así cierto tiempo de contacto.
La salida de ozono residual se realiza por la parte superior del reactor y
transportándose al destructor térmico del ozono.
Puesto que agua bruta residual a tratar entra por la parte superior de la cámara y sale
por la parte inferior de la misma cámara de contacto.
Fig.7.2. Esquema de cámara de contacto.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
162
7.2. COMPROBACIÓN DEL OZONIZADOR.
7.2.1. Curva de producción de ozono por el fabricante
Producción de ozono en función de la intensidad (Amperio), mediante descarga
eléctrica silenciosa, con alimentación de aire ambiente presurizado (Oxigeno), dado
por el fabricante.
Grafico 7.1. Producción de Ozono mediante alimentación de Oxigeno, facilitado por el fabricante.
7.2.2. Ensayo para determinar la cantidad de ozono producido por el
ozonizador.
Curva realizada con 4 litros de agua destilada conteniendo 20 g/l de yoduro potásico y
con 5 intensidades de corriente.
En la tabla 7.2, se muestra la cantidad de ozono producido por el generador a ozono a
un caudal de 2 l/min de ozono + oxígeno. Para obtener dichos resultados se realizó la
siguiente experimentación: Se llena la columna con 4 litros de agua destilada
conteniendo 20 g/l de yoduro potásico y se fija la intensidad deseada, hasta que se
consume el yoduro, y el ozono escape por la parte superior, donde se tenía un frasco
lavador indicativo de salida de ozono. De la misma forma se hizo con las demás
intensidades de corriente.
PRODUCCIÓN DE OZONO EN FUNCIÓN DE LA INTENSIDAD
0
200
400
600
800
1000
1200
1400
0
1,2
5
2,5
3,7
5 5
6,2
5
7,5
8,7
5
10
11
,3
12
,5
13
,8 15
16
,3
17
,5
18
,8 20
21
,3
22
,5
23
,8 25
26
,3
27
,5
28
,8 30
PRODUCCIÓN DE OZONO EN GRAMOS
MEDIDA
AMPERÍMETRO EN
mA

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
163
De cada muestra resultante, se tomó 200 ml, se acidificó con 10 ml H2SO4 2 N, y se
tituló con tiosulfato 0,1N, utilizando un indicador de yodo como es el almidón. La
cantidad de ozono se determinó según la siguiente ecuación:
Cantidad de O3 producido (g/h)
Intensidad (mA)
1,60 100
4,39 300
5,14 400
5,75 450
5,98 500 Tabla 7.2. Cantidad de O3 producido a diferentes intensidades de corriente en (mA),
con 4 litros de agua destilada
La curva 7.2, representa la tendencia que sigue los datos obtenidos en la tabla
anterior. Como puede observarse es una ecuación lineal, con una ligera desviación
fruto de los errores de la volumetría.
Grafico 7.2. Curva de producción de ozono experimentado (g/h).
En la tabla 7.3, se compara los datos facilitados por el fabricante con la investigación
realizada. Los datos dados por el fabricante se referían al equipo salido de fábrica. El
método de obtención puede ser diferente al utilizado en nuestra investigación.
y = 81,468x - 18,794 R² = 0,9797
-100
0
100
200
300
400
500
600
0 1 2 3 4 5 6 7
Inte
nsi
dad
(m
A)
Dosis de ozono (g/h)
Ozono
Lineal (Ozono)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
164
Fabricante (g/h)
Investigación a 4 L (g/h)
Intensidad (mA)
12,5 5,98 500
11,3 5,75 450
10 5,14 400
7,5 4,39 300
2,5 1,6 100
0 0 0 Tabla 7.3. Comparación de datos de fabricante vs investigación.
El gráfico 7.3, representa una comparación de ambos datos, como puede observarse
la curva del fabricante es una recta prefecta, mientras lo obtenido en nuestra
investigación tiene un pequeña desviación.
Grafico 7.3. Comparación de curvas fabricante vs investigación de producción de
ozono (g/h)
Para nuestra investigación se tomó en cuenta la cantidad de ozono producido obtenido
por el método yodométrico, según los ensayos realizados.
En la tabla 7.4, se muestran los datos obtenidos llenando la columna de contacto con
1 litro de agua destilada conteniendo 20 g/l de yoduro potásico y con 4 litros a las
mismas concentraciones. Se trabajó con las 5 intensidades de corriente que se
muestra en la tabla.
y = 39,937x + 0,1276 R² = 1
y = 81,493x - 18,822 R² = 0,9852
-100
0
100
200
300
400
500
600
0 2 4 6 8 10 12 14
Inte
nsi
dad
(m
A)
Producción de ozono (g/h)
Fabricante
Invest. 4 L

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
165
Investigación a 1 L (g/h)
Investigación a 4 L (g/h)
Intensidad (mA)
6,358 5,98 500
5,66 5,75 450
5,268 5,14 400
3,665 4,39 300
1,37 1,6 100
0 0 0 Tabla 7.4: Comparación de datos de producción a 1 y 4 litros de muestra
Grafico 7.4: Comparación de curvas a 1 litro vs 4 litros de muestra (g/h)
En el gráfico 7.4, se puede observar el comportamiento de las dos curvas a 1 litro y a 4
litros de agua de muestra en gramos por hora, puesto que los resultados obtenidos
entre ambas curvas se aproximan.
Intensidad (mA)
Valores adoptados en los ensayos
(g/h)
500 6,37
450 5,74
400 5,11
300 3,84
100 1,32
0 0 Tabla 7.5: Valores adoptados en la investigación.
y = 79,182x - 4,4743 R² = 0,9998
-100
0
100
200
300
400
500
600
0 1 2 3 4 5 6 7
Inte
nsi
dad
(m
A)
Ozono (g/h)
1 L (g/h)
4 L (g/h)
Recta de ajuste
Lineal (Recta de ajuste)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
166
Se realizan ambas experimentaciones debido a que en la investigación se realizaron
los ensayos con dos tipos de volúmenes de muestras. En una primera etapa se trabajó
con un litro de muestra de agua residual proveniente de una refinería de petróleo y en
una segunda etapa se trabajó llenando la columna o cámara de contacto con 4 litros
de muestra de agua residual de la misma refinería.
La primera etapa o primera parte los ensayos se realizaron con tres envíos de
muestras en bidones, que se almacenaban en la nave, para ir sacando las cantidades
precisas de 1 litro, en los distintos tiempos, para realizar los ensayos. La segunda
etapa o 2º parte, los ensayos se realizaron con un 4º envío desde la refinería, sacando
muestras de 4 litros para los ensayos
Para determinar la dosis de ozono que reacciona con la muestra de agua residual se
han realizado, determinaciones a los tiempos de oxidación fijados en la primera etapa
como son 2, 5, 7, 9, y 11 minutos a las intensidades de corriente de 100, 300, 400, y
450 mA.
Los resultados se presentan en la tabla 7.6.
Tiempo ( min)
1,32 g/h de
ozono (100 mA)
3,66 g/h de
ozono (300 mA)
5,26 g/h de
ozono (400 mA)
5,66 g/h de
ozono (450 mA)
Ozono (mg/l) Ozono (mg/l) Ozono (mg/l Ozono (mg/l
2 11,4 28,8 39 43,2
5 31,2 74,4 93 111,6
7 42 117 142,2 157,8
9 52,2 137,4 166,8 199,5
11 67,2 169,8 216 243,3
Tabla 7.6. Determinación de dosis de ozono que reacciona con muestra de agua residual en mg/l
por minutos a las intensidades de corrientes utilizadas.
7.3. EQUIPO DE ULTRAVIOLETA – UV 16, UTILIZADO.
Funcionamiento.
El aparato de Ultravioleta modelo - UV.16, tiene como función la eliminación de
destruir las bacterias y virus presentes en el agua. A continuación aparecen las
características técnicas del equipo, según facilita el fabricante

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
167
Parámetro UV 16
Longitud de onda. 254 nm
Potencia. 16 Wh
Dosis UV. ≥ 30.000 µW/cm2
Frecuencia. 50 Hz
Presión mínima y máxima. 0,5 – 9 bar
Alimentación eléctrica. 220 v
Dimensión de cámara. 50x346 mm
Caudal máximo. 10 l/min
Tabla 7. 7. Característica técnica del Equipo de Ultravioleta – UV. 16.
Fig. 7.3 Equipo de Ultravioleta- UV.16 utilizado.
7.3.1. Ensayos choque con Ultravioleta – UV.16.
La muestra ozonizada sale de la cámara de contacto y se lleva en el equipo de
Ultravioleta-UV.16. Se conecta el equipo sobre la corriente eléctrica y a un tiempo de
retención de 5 minutos con la muestra en cada intervalo de tiempo de contacto
estipulado, y luego se análisis todos los parámetros seleccionados en la investigación.
Para determinar la dosis de radiación UV, hemos tomado la referencia que da el
fabricante, que es de ≥ 30.000µW/cm2. El tiempo de radiación que se aplicó a 0,5 litros
de agua ozonada fue de 5 minutos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
168
Mediante la siguiente ecuación, se determinó la dosis de radiación que se aplicó en la
presente investigación.
Dosis UV = Intensidad
30 mWs/cm2 = mW/cm2 x 300 seg
Despejando la ecuación tenemos: mW/cm2 = 0,1
Por lo tanto, la dosis de radiación UV ha sido de 0,1 mW/cm2
Podemos decir que durante los ensayos de los análisis realizadas a través de este
proceso hemos obtenidos resultados favorables.
7.4. ENSAYOS CHOQUE ANALITICOS.
Se han comprobado todas las técnicas analíticas, justificado la bondad de las
determinaciones realizadas.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
169
CAPITULO 8
PRESENTACIÓN DE RESULTADOS

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
170
8. PRESENTACIÓN DE RESULTADOS
8.1. PRIMERA FASE.
En esta primera parte se trabajó con una cámara de contacto, constituida por una
columna de vidrio, con un litro de agua conteniendo yoduro potásico en concentración
de 20 g/l.
Los resultados de estos ensayos aparecen en la siguiente tabla 8.1.
Intensidad
(mA)
Producción de ozono (g/h)
Concentración de saturación de
ozono (mg/l)
Tiempo (t) (min)
100 1,371 214,8 9’48”
300 3,665 510,0 8’35”
400 5,268 526,8 6’
450 5,66 566,0 5’ Tabla 8.1. Ozono generado y concentración de saturación de ozono en 1 litro de agua a diferentes
de intensidades de corriente (mA).
El tiempo (t) en minutos representa el comienzo de escape de ozono de la cámara de
contacto.
Con estos datos puede representarse la producción de ozono para las distintas
intensidades de corriente en miliamperios (mA) establecidas en el equipo, en el
siguiente gráfico 8.1.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
171
Gráfico 8.1: Producción de ozono en gramos por hora.
Tiempo
( min)
1,37 g/h de
ozono (100 mA)
3,66 g/h de
ozono (300 mA)
5,26 g/h de
ozono (400 mA)
5,66 g/h de
ozono (450 mA)
Ozono (mg/l) Ozono (mg/l) Ozono (mg/l Ozono (mg/l
2 11,4 28,8 39 43,2
5 31,2 74,4 93 111,6
7 42 117 142,2 157,8
9 52,2 137,4 166,8 199,5
11 67,2 169,8 216 243,3
mg/l. min 5,97 15,33 19,32 22,15
Tabla 8. 2: Dosis de ozono en la muestra de agua residual en mg/l para los distintos tiempos.
8.1.1. Resultados de Trabajo Experimental.
En este apartado se muestra las características del agua residual con la que se
trabajó, así como cada una de las fases experimentales realizadas para la obtención
de los resultados, presentándose los resultados obtenidos en tablas y gráficos.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
172
Bidones de muestra de agua residual de refinería de petróleo del Castellón.
Foto 8.1: Bidones recepcionados de la refinería de petróleo de Castellón

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
173
8.1.2. Caracterización de agua bruta de refinería utilizada en la Investigación.
Foto 8. 2: Comparación del agua bruta y agua ozonizada.
En la foto 8.2, se puede observar el aspecto de agua residual tratada con ozono y el
agua bruta de la refinería de petróleo.
La siguiente tabla representa las características de agua bruta de refinería de petróleo,
antes de los tratamientos previstos en la presente investigación.
Parámetros Valor límite
DQO 681,9 mg/l
Grasas y aceites 0,2 mg/l
Sólidos suspensión 128 mg/l
Temperatura 20 º C
pH 7,85
Fenoles 3,31 mg/l
Turbidez 119 NTU
Conductividad 2,70 µЅ/cm
Zinc 0,1 mg/l
Cadmio No detectado
Níquel 0,02 mg/l
Cobre 0,03 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
174
Plomo 0,64 mg/l
Cromo No detectado
Tabla 8.3. Características de agua bruta de refinería de petróleo, utilizada en el trabajo de
Investigación.
8.1.3. Resultados de Análisis Experimental.
En este apartado corresponden a los resultados obtenidos en la fase experimental de
los Procesos de oxidación avanzadas seleccionados como: Ozonización simple,
Peróxido de hidrogeno con ozono y Ultravioleta con ozono.
8.1.3.1. Ozonización simple.
Los resultados que se presentan a continuación corresponden a la etapa de proceso
de ozonización simple. El agua utilizada en los ensayos era distinta cada día, ya que
estaba sometida a los procesos propios precisos del almacenamiento.
Dosis de ozono a 5,97 mg/l por minutos.
DQO.
En la tabla 8.1.4, se indica la reducción de la DQO por tratamiento con ozono, con
distintos tiempos de contacto.
Muestras
DQO de agua bruta, mg/l.
211
195
226
195
166
150
180
135
150
136
165
150
135
120
105
135
120
106
120
106
Media ± s 206,75±14,8 157,75±19,5 150,25±11,84 123,75±14,36 113,0±8,0
DQO de agua tratada, mg/l.
Tiempo,min. 2 5 7 9 11
Muestras
180
165
180
150
90
45
90
90
60
62
60
61
45
30
45
30
30
15
30
15
Media ± DS 168,75±14,36 78,75± 22,5 60,75 ± 0,96 37,5 ± 8,66 22,5±8,66
Eliminación
(%)
18,4
50,1
59,6
69,7
80,1
Tabla: 8. 4: Reducción de la DQO por tratamiento con ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
175
Gráfico 8. 2: Variación de la DQO en función del tiempo de tratamiento con ozono a 5,97 mg/l por
minutos en las de bruta y tratada.
Y1 =230,14 e-0,066 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 257,23 e-0,222 X, que representa la ecuación de la curva exponencial del agua
tratada.
En el grafico 8.2, se observa el comportamiento de las curvas de la DQO, agua bruta y
tratada, en función del tiempo de contacto en el tratamiento con ozono.
y = 230,14e-0,066x R² = 0,8425
y = 257,23e-0,222x R² = 0,8926
0
50
100
150
200
250
0 2 4 6 8 10 12
DQ
O (
mg/
l)
Tiempo (min)
Agua bruta
agua tratada
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0
50
100
150
200
250
0 2 4 6 8 10 12
Re
nd
imie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
agua tratada
Rendimiento (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
176
Gráfico 8.3. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la DQO
en función de tiempo de tratamiento con ozonización simple a 5,97 mg/l por minutos de dosis.
En el grafico 8.3, se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 80% a los
11 minutos de tiempo de contacto.
Aceites y grasas.
En la tabla 8.5, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l y con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas
(mg/l) Eliminación (%)
Entrada Salida
0 0,1 0,1 0
2 0,1 0,09 10
5 0,1 0,08 20
7 0,1 0,06 40
9 0,1 0,04 60
11 0,1 0,02 80
Tabla 8.5. Reducción de grasas y aceites por tratamiento con ozono, por distintos tiempos de
contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
177
Gráfico 8.4: Concentraciones de grasas y aceites a la salida del proceso en función de los tiempos
de contacto.
Gráfico 8. 5: Eliminación de Grasas y aceites en función del tiempo de contacto.
En el grafico 8.5, se muestra la eliminación porcentual de grasas y aceites para
distintos tiempos de contacto, mostrándose un rendimiento de reducción de 80% a los
11 minutos de tratamiento.
Sólidos en suspensión.
En la tabla 8.6, se muestra el contenido de sólidos suspensión en función del tiempo
de contacto en el tratamiento con 5,97 mg/l de dosis por ozono. Se reduce el grado de
los contaminantes del sólido suspensión en el agua a 68,1 %.
Tiempo. ( min)
S.S (mg/l) Eliminación (%)
Entrada Salida
0 44 44 0
2 44 36 18,1
5 44 20 54,5
7 44 18 59,0
9 44 16 63,6
11 44 14 68,1
Tabla 8. 6: Reducción de Sólidos suspensión por tratamiento con ozono, para distintos tiempos de contacto.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
178
Gráfico 8. 6: Variación de Sólidos suspensión en función de tiempo de tratamiento de contacto.
Gráfico 8. 7: Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.7, se muestra la eliminación porcentual de los sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento de reducción de 68,1% a
11 minutos de tratamiento.
Fenoles.
En la tabla 8.8, se muestra la variación de los fenoles en función de tiempo de
contacto a una dosis de 5,97 mg/l por ozonización.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SS (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
179
Tiempo
(min)
Fenoles
(mg/l) Eliminación (%)
Entrada Salida
0 1,06 1,06 0
2 1,06 0,4 66,2
5 1,06 0,3 71,6
7 1,06 0,1 90,5
9 1,06 0,04 96,2
11 1,06 0,02 98,1
Tabla 8. 7. Reducción de Fenoles por tratamiento con ozono, con distintos tiempos de contacto.
Gráfico 8. 8: Variación de fenoles en función del tiempo de contacto.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
180
Gráfico 8.9: Eliminación de Fenoles en función del tiempo de contacto.
En el grafico 8.9, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto, mostrándose un rendimiento de reducción de 98,1% a 11 minutos
de tratamiento por ozonización.
.
Turbidez.
En la tabla 8.8, se muestra la variación de turbidez en función de tiempo de contacto a
una dosis de 5,97 mg/l por ozonización.
Tiempo.(min)
Turbidez.(NTU) Eliminación. (%)
Entrada Salida
0 15,5 15,5 0
2 15,5 9,3 40,0
5 15,5 1,89 87,8
7 15,5 1,82 88,2
9 15,5 1,75 88,7
11 15,5 1,54 90,0
Tabla 8. 8: Reducción de Turbidez por tratamiento con ozono, a distintos tiempos de contacto.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
181
Gráfico 8.10: Variación de Turbidez en función del tiempo de contacto.
.
Gráfico 8.11. Eliminación de Turbidez en función del tiempo de contacto.
En el grafico 8.11, se muestra la eliminación porcentual de turbidez en función del
tiempo de contacto, mostrándose un rendimiento de reducción de 90 % a 11 minutos
de tratamiento por ozonización.
Conductividad.
De acuerdo los resultados obtenidos, no se observa variación significativa en los
distintos ensayos realizados con el proceso de ozonización, los cual es normal el no
afectar al contenido salino.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de la Turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
182
pH
En la tabla 8.9, se muestra el comportamiento de pH en función del tiempo de
contacto.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,9 7,82 7,9 7,28 7,51
Agua tratada 8,19 8,24 8,28 8,45 8,20
Tabla 8.9: Modificación del pH por tratamiento con ozono a distintos tiempos de contacto.
Como se observa solo se produce una ligera alcalinización.
Temperatura.
De acuerdo con los resultados obtenidos no se observa ninguna modificación en la
temperatura.
Dosis de Ozono a 15,33 mg/l por minutos.
DQO.
En la tabla 8.10, se indica la reducción de la DQO por tratamiento con ozono, con
distintos tiempos de contacto.
Muestras
DQO de agua tratada, mg/l
157
146
157
146
150
136
150
136
121
106
120
135
105
90
90
105
75
85
90
75
Media ± s 152±6 143 ± 8 121 ± 10 98±9 81 ±8
DQO de agua tratada, mg/l
Tiempo, mim. 2 5 7 9 11
Muestras
90
67
90
67
60
45
75
90
45
30
60
45
31
16
30
15
30
15
30
15
Media ± s 79±10 68±20 45±10 23±9 23±9
Eliminación % 48 53 63 76 72
Tabla 8.10. Reducción de la DQO por tratamiento con ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
183
Gráfico 8.12. Variación de la DQO en función de tiempo de tratamiento con ozono a 15,33 mg/l por
minutos en las aguas de bruta y tratada.
Y1 =189,04 e-0,075 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 122,86 e-0,165 X, que representa la ecuación de la curva exponencial del agua
tratada.
El gráfico 8.12, muestran las ecuaciones de ajuste que se han realizado a los datos
obtenidos en la investigación.
Gráfico 8.13: Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la
DQO en función de tiempo de tratamiento con ozonización simple a 15,33 mg/l por minutos de
dosis.
y = 189,04e-0,073x R² = 0,861
y = 122,86e-0,165x R² = 0,7195
0
20
40
60
80
100
120
140
160
180
0 2 4 6 8 10 12
DQ
O (
mg/
l)
Tiempo (min)
Agua bruta
agua tratada
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
200,0
0 2 4 6 8 10 12
Re
nd
imie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
184
En el grafico 8.13, se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 76 % a los
11 minutos de tiempo de contacto.
Grasas y aceites. En la tabla 8.11, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l y con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas (mg/l)
Eliminación (%)
Entrada Salida
0 0,1 0,1 0
2 0,1 0,06 25
5 0,1 0,04 50
7 0,1 0,02 75
9 0,1 0 100
11 0,1 0 100
Tabla 8.11. Reducción de grasas y aceites por tratamiento con ozono, por distintos tiempos de
contacto.
Gráfico 8.14. Concentraciones de grasas y aceites a la salida del proceso en función de los
tiempos de contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
185
Gráfico 8.15. Eliminación de Grasas y aceites en función del tiempo de contacto.
En el grafico 8.15, se muestra la eliminación porcentual de grasas y aceites para
distintos tiempos de contacto, mostrándose un rendimiento de reducción de 100 % a
los 11 minutos de tratamiento.
Sólidos suspensión.
En la tabla 8.12, se muestra el contenido de sólidos suspensión en función del tiempo
de contacto en el tratamiento con 15,33 mg/l de dosis de ozono. Se reduce el grado de
los contaminantes del sólido suspensión en el agua a 63,6 %.
Tiempo. ( min)
S.S (mg/l) Eliminación (%)
Entrada Salida
0 44 44 0
2 44 28 36,3
5 44 26 40,9
7 44 20 54,5
9 44 18 59,0
11 44 16 63,6
Tabla 8.12. Reducción de Sólidos suspensión por tratamiento con ozono, por distintos tiempos de contacto.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
186
Gráfico 8.16. Variación de Sólidos suspensión en función de tiempo de tratamiento de contacto.
Gráfico 8.17. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.17, se muestra la eliminación porcentual de los sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento de reducción de 63,6% a
los 11 minutos de tratamiento.
Fenoles
En la tabla 8.13, se muestra la variación de los fenoles en función de tiempo de
contacto a una dosis de 15,33 mg/l por ozonización.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo(min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
187
Tiempo
(min)
Fenoles
(mg/l) Eliminación (%)
Entrada Salida
0 1,06 1,06 0
2 1,06 0,11 89,6
5 1,06 0,06 94,3
7 1,06 0,04 96,2
9 1,06 0,02 98,,1
11 1,06 0,00 100
Tabla 8.13. Reducción de Fenoles por tratamiento con ozono, con distintos tiempos de contacto.
Gráfico 8.18. Variación de fenoles en función del tiempo de contacto.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
188
Gráfico 8.19: Eliminación de Fenoles en función del tiempo de contacto.
En el grafico 8.19, se muestra la eliminación porcentual de Fenoles en función del
tiempo de contacto, mostrándose un rendimiento de reducción de 100 % a 11 minutos
de tratamiento por ozonización.
Turbidez. En la tabla 8.14, se muestra la variación de turbidez en función del tiempo de contacto
a una dosis de 15,33 mg/l por ozonización.
Tiempo.(min)
Turbidez.(NTU) Eliminación. (%)
Entrada Salida
0 15,5 15,5 0
2 15,5 10,9 29,6
5 15,5 4,7 69,6
7 15,5 4,6 70,3
9 15,5 4,26 72,5
11 15,5 0,71 95,4
Tabla 8.14: Reducción de Turbidez por tratamiento con ozono, con distintos tiempos de contacto.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
189
Gráfico 8. 20. Variación de Turbidez en función del tiempo de contacto.
Gráfico 8.21. Reducción de Turbidez en función del tiempo de contacto.
En el grafico 8.21, se muestra la eliminación porcentual de turbidez en función del
tiempo de contacto, mostrándose un rendimiento de reducción de 95,4 % a los 11
minutos de tratamiento por ozonización.
Conductividad. De acuerdo los resultados obtenidos, no se observa variación significativa en los
distintos ensayos realizados con el proceso de ozonización, los cual es normal el no
afectar al contenido salino.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo(min)
Eliminación de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
190
pH.
En la tabla 8.15, se muestra el comportamiento de pH en función del tiempo de
contacto.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,69 7,69 7,00 7,57 7,40
Agua tratada 8,00 8,05 8,00 8,16 8,20
Tabla 8.15. Modificación del pH por tratamiento con ozono, con distintos tiempos de contacto.
Como se observa solo se produce una ligera alcalinización.
Temperatura.
De acuerdo con los resultados obtenidos no se observa ninguna modificación en la
temperatura.
Dosis de Ozono a 19,32 mg/l por minutos.
DQO.
En la tabla 8.16, se indica la Reducción de la DQO por tratamiento con ozono, con
distintos tiempos de contacto.
DQO de agua bruta, mg/l.
Muestras
150
136
150
136
144
135
143
136
141
121
141
120
136
121
135
120
106
90
105
91
Media ± s 143 ± 8,08 139,5±4,65 130,75±11,8 128 ± 8,6 98 ± 8,67
DQO de agua tratada, mg/l.
Tiempo, min. 2 5 7 9 11
Muestras
90
75
90
75
75
60
60
30
60
60
45
75
45
40
45
40
30
30
45
30
Media ± s 82,5 ± 8,66 56,25±
18,87
60 ± 12,24 42,5 ± 2,88 33,75 ± 7,5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
191
Eliminación (%) 42,3 59,7 54,1 66,8 66
Tabla 8.16. Reducción de la DQO por tratamiento con ozono.
Gráfico 8.22. Variación de la DQO en función de tiempo de tratamiento con ozono a 19,32 mg/l por
minuto en las aguas bruta y tratada.
Y1 =162,91 e-0,037 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 97,183 e-0,093 X, que representa la ecuación de la curva exponencial del agua
tratada
En el grafico 8.22, se observa el comportamiento de las curvas de la DQO, agua bruta
y tratada, en función del tiempo de contacto en el tratamiento con ozono.
y = 162,91e-0,037x R² = 0,6095
y = 97,183e-0,093x R² = 0,6398
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12
DQ
O (
mg/
l)
Tiempo (min)
Agua bruta
agua tratada

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
192
Gráfico 8.23. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la
DQO en función de tiempo de tratamiento con ozonización simple a 19,32 mg/l por minutos de
dosis.
En el grafico 8.23, se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 66 % a los
11 minutos de tiempo de contacto.
Grasas y aceites. En la tabla 8.17, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l y con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,08 20
5 0,1 0,06 40
7 0,1 0,04 60
9 0,1 0 100
11 0,1 0 100
Tabla 8.17. Reducción de grasas y aceites por tratamiento con ozono, por distintos tiempos de
contacto.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
0 2 4 6 8 10 12
Re
nd
imie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
193
Gráfico 8.24. Concentración de Grasas y aceites a la salida del proceso en función de los tiempos
de contacto.
Gráfico 8.25. Eliminación de Grasas y aceites en función del tiempo de contacto.
En el grafico 8.25, se muestra la eliminación porcentual de grasas y aceites para
distintos tiempos de contacto, y mostrándose un rendimiento de reducción de 100 % a
los 9 minutos de tratamiento.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
gras
as y
ace
ite
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
194
Sólidos suspensión. En la tabla 8.18, se muestra el contenido de sólidos suspensión en función de tiempo
de contacto en el tratamiento con 19,32 mg/l de dosis por ozono. Se reduce el grado
de los contaminantes del sólido suspensión en el agua a 63,6 %.
Tiempo. ( min)
S.S (mg/l) Eliminación (%)
Entrada Salida
0 44 44 0
2 44 28 36,3
5 44 26 40,9
7 44 24 45,5
9 44 20 54.5
11 44 18 59
Tabla 8.18. Reducción de Sólidos suspensión por tratamiento con ozono, para distintos tiempos de contacto.
Gráfico 8.26. Variación de Sólidos suspensión en función de tiempo de contacto.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST(
mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
195
Gráfico 8.27. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.27, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento de reducción del 63,6 % a
los 11 minutos de tratamiento por ozonización.
Fenoles. En la tabla 8.19, se muestra la variación de los fenoles en función de tiempo de
contacto con a una dosis de 19,32 mg/l por ozonización.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,03 97,2
5 1,06 0,01 99,0
7 1,06 0,0 100
9 1,06 0,0 100
11 1,06 0,0 100
Tabla 8.19. Reducción de Fenoles por tratamiento con ozono, con distintos tiempos de contacto.
0
10
20
30
40
50
60
70
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
196
Gráfico 8.28. Variación de fenoles en función de tiempo de contacto.
Gráfico 8.29. Eliminación de Fenoles en función de tiempo de contacto.
En el grafico 8.29, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto, mostrándose un rendimiento de reducción de 100 % a partir de 7
minutos de tratamiento por ozonización.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
197
Turbidez. En la tabla 8.20, se muestra la variación de turbidez en función de tiempo de contacto
con una dosis de 19,32 mg/l por ozonización.
Tiempo
(min)
Turbidez
(NTU)
Eliminación (%) Entrada Salida
0 13,4 13,4 0
2 13,4 2,25 83,2
5 13,4 1,94 85,5
7 13,4 1,49 88,8
9 13,4 1,30 90,2
11 13,4 0,71 94,7
Tabla 8.20. Reducción de Turbidez por tratamiento con ozono.
Gráfico 8.30. Variación de turbidez en función de tiempo de contacto.
0
2
4
6
8
10
12
14
16
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
198
Gráfico 8.31. Eliminación de turbidez en función de tiempo de contacto.
En el grafico 8.31, se muestra la eliminación porcentual de turbidez en función del
tiempo de contacto, mostrándose un rendimiento de reducción del 94,7% a los 11
minutos de tratamiento por ozonización.
Conductividad.
De acuerdo los resultados obtenidos, no se observa variación significativa en los
distintos ensayos realizados con el proceso de ozonización, los cual es normal el no
afectar al contenido salino.
pH. En la tabla 8.21, se muestra el comportamiento de pH en función de tiempo de
contacto.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,69 7,57 7,69 7.56 7,89
Agua tratada 8 8,2 8,12 8,08 8
Tabla 8.21. Modificación del pH por tratamiento con ozono, con distintos tiempos de contacto.
Temperatura. De acuerdo con los resultados obtenidos no se observa ninguna modificación en la
temperatura.
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
199
Dosis de Ozono a 22,15 mg/l por minutos.
DQO.
En la tabla 8.22, se indica la reducción de la DQO por tratamiento con ozono.
DQO de agua bruta, mg/l.
Tiempo (min) 151
136
150
135
135
75
105
76
120
90
105
90
110
106
100
106
106
60
45
60
Muestras
Media ± s 143 ± 8,67 97,75±28,5 101,25±14,3 105,5 ± 4,1 67,75± 26,5
DQO de agua bruta, mg/l.
Tiempo, min. 2 5 7 9 11
Muestras
121
105
94
105
90
60
30
60
45
30
45
30
30
16
60
15
15
15
16
16
Media ± s 106,25±11,1 60 ± 24,5 36,5 ± 8,66 30,25 ± 21,0 15,5 ± 0,58
Eliminación (%) 25,7 38,6 63 71,3 77,1
Tabla 8.22. Reducción de la DQO por tratamiento con ozono.
Gráfico 8.32. Variación de la DQO en función de tiempo de tratamiento con ozono a una dosis de
22,15 mg/l por minuto en las aguas bruta y tratada.
Y1 =156,9 e-0,069 X, que representa la ecuación de la curva exponencial de los datos del
agua bruta.
y = 156,9e-0,069x R² = 0,4588
y = 161,21e-0,21x R² = 0,8041
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12
DQ
O (
mg/
l)
Tiempo (min)
Agua bruta
agua tratada

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
200
Y2 = 161,21 e-0,21 X, que representa la ecuación de la curva exponencial del agua
tratada.
En el grafico 8.32, se observa el comportamiento de las curvas de la DQO, agua bruta
y tratada, en función del tiempo de contacto en tratamiento con ozono.
Gráfico 8.33. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la
DQO en función de tiempo de contacto con ozono a una dosis de 22,15 mg/l por minuto.
En el grafico 8.33, se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 77,1% a los
11 minutos de tiempo de contacto.
Grasas y aceites. En la tabla 8.23, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,09 10
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 2 4 6 8 10 12
Re
nd
imie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
201
5 0,1 0,08 20
7 0,1 0,06 40
9 0.1 0,04 60
11 0,1 0,02 80
Tabla 8.23. Reducción de grasas y aceites por tratamiento con ozono.
Gráfico 8.34. Variación del contenido de Grasas y aceites en función de tiempo de contacto.
.
Gráfico 8.35. Eliminación de Grasas y aceites en función de tiempo de contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
202
En el grafico 8.35, se muestra la eliminación porcentual de grasas y aceites para
distintos tiempos de contacto, mostrándose un rendimiento de reducción del 80 % a
los 11 minutos de tratamiento.
Sólidos suspensión En la tabla 8.24, se muestra el contenido de sólidos suspensión en función de tiempo
de contacto en el tratamiento con una dosis de 22,15 mg/l de ozono, se reduce el
grado de los contaminantes de sólidos en suspensión en el agua a 46,4 %.
Tiempo
(min)
SST
(mg/l)
Eliminación (%) Entrada Salida
0 56 56 0
2 56 40 28
5 56 38 32
7 56 37 34
9 56 34 39,3
11 56 30 46,4
Tabla 8.24. Reducción de Sólidos suspensión por tratamiento con ozono.
Gráfico 8.36. Variación de sólidos en suspensión en función de tiempo de contacto.
0
10
20
30
40
50
60
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
203
Gráfico 8.37. Eliminación de sólidos en suspensión en función de tiempo de contacto.
En el grafico 8.37, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento de reducción del 46,4 % a
los 11 minutos de tratamiento.
Fenoles
En la tabla 8.25, se muestra la variación de los fenoles en función de tiempo de
contacto con una dosis de 22,15 mg/l por ozonización.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,02 98,1
5 1,06 0,0 100
7 1,06 0,0 100
9 1,06 0,0 100
11 1,06 0,0 100
Tabla 8.25. Reducción de fenoles por tratamiento con ozono.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
204
Gráfico 8.38. Variación de fenoles en función de tiempo de contacto.
Gráfico 8.39. Eliminación de fenoles en función de tiempo de contacto.
En el grafico 8.39, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto, mostrándose un rendimiento de reducción del 100 % a los 5
minutos de tratamiento por ozonización.
Turbidez. En la tabla 8.26, se muestra la variación de turbidez en función de tiempo de contacto
con una dosis de 22,15 mg/l por ozonización.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
205
Tiempo
(min)
Turbidez (NTU)
Eliminación (%)
Entrada Salida
0 15,5 15,5 0
2 15,5 5,3 65,8
5 15,5 4,5 70,9
7 15,5 4,4 71,6
9 15,5 4,3 72,2
11 15,5 4,2 72,9
Tabla 8.26. Reducción de la turbidez por tratamiento con ozono.
Gráfico 8.40. Variación de la turbidez en función de tiempo de contacto.
Gráfico 8.41. Reducción de la turbidez en función de tiempo de contacto.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
206
En el grafico 8.41, se muestra la eliminación porcentual de la turbidez en función del
tiempo de contacto, mostrándose un rendimiento de reducción del 72,9 % a los 11
minutos de tratamiento por ozonización.
Conductividad (µЅ/cm). De acuerdo los resultados obtenidos, no se observa variación significativa en los
distintos ensayos realizados con el proceso de ozonización, los cual es normal el no
afectar al contenido salino.
pH En la tabla 8.27, se muestra el comportamiento de pH en función de tiempo de
contacto.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,9 7,69 7,70 7,45 7,69
Agua tratada 8,3 8,39 8,37 8,23 8,20
Tabla 8.27. Modificación del pH por tratamiento con ozono, con distintos tiempos de contacto.
Temperatura. De acuerdo con los resultados obtenidos no se observa ninguna modificación en la
temperatura.
8.1.3.2. Peróxido de hidrógeno con Ozono.
Los resultados que se presentan a continuación corresponden a los ensayos
realizados con un tratamiento conjunto de Peróxido de Hidrógeno y Ozono.
Poner dosis de peróxido de hidrógeno utilizado durante los ensayos de los análisis
realizados en laboratorio fue de 3300 mg/l de H2O2
El agua bruta variaba cada día, debido a muestras distintas, o a la evolución de la
calidad debida al almacenamiento de la muestra.
Dosis de peróxido de hidrógeno con Ozono de 5,97 mg/l por minutos. De acuerdo con la investigación bibliográfica las dosis entre peróxido y ozono se
recomienda que estén en relación de 2:1.
Esta variación de 10, 2 y 1 ml de peróxido de hidrógeno se realizó para verificar el
efecto producido.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
207
En la tabla 8.28. Se muestran los resultados de la reducción de la DQO por el
tratamiento con peróxido de hidrógeno y con ozono con una concentración de ozono
en el agua de 5,97 mg/l.
DQO.
DQO de agua bruta, mg/l.
Muestras
302 256 301 279
75 67 60 75
105 90 75 105
105 120 135 120
136 106 91 76
Media ± s 285 ± 22 69 ± 7 94 ± 14 120 ± 12 102 ± 26
DQO de agua tratada, mg/l
Tiempo, min. 2 5 7 9 11
Muestras
188 150 226 150
324 286 308 256
308 275 241 226
258 180 256 271
305 286 324 305
Media ± s 179 ± 36 294 ± 30 263 ± 37 241 ± 41 305 ± 16
% Eliminación 37 -326 -179 -100 -199
Tabla 8.28. Reducción de DQO por tratamiento con peróxido de hidrógeno con ozono, con distintos tiempos de concentración.
Grasas y aceites. En la tabla 8.29, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites de 0,1 mg/l y a distintos tiempos de contacto, utilizado una
concentración de peróxido de hidrógeno y ozono en el agua con una concentración de
5,97 mg/l.
Tiempo de
contacto, (min).
Aceites y grasas ( mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,06 40
5 0,1 0,04 60
7 0,1 0,02 80
9 0,1 0,00 100
11 0,1 0,00 100
Tabla 8.29. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
208
Gráfico 8.42. Variación del contenido de Grasas y aceites a la salida del proceso en función de
tiempo de contacto.
.
Gráfico 8.43. Eliminación de Grasas y aceites en función de tiempo de tratamiento a 5,97 mg/l de
dosis por Peróxido de hidrógeno con ozono.
En el grafico 8.43, se muestra la eliminación porcentual de grasas y aceites con
peróxido de hidrógeno y ozono, y mostrándose los rendimientos en función de tiempos
de contacto, observándose una reducción de 100 % a los 9 minutos de tratamiento.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
209
Sólidos suspensión. En la tabla 8.30, se muestra el contenido de sólidos suspensión en función de los
tiempos de contactos con peróxido de hidrógeno y ozono y se reduce a los sólidos
suspensión en el agua hasta a 42,8 %.
Tiempo
(min)
SST
(mg/l)
Eliminación (%) Entrada Salida
0 56 56 0
2 56 44 21,4
5 56 42 25
7 56 36 35,7
9 56 34 39,2
11 56 32 42,8
Tabla 8.30. Reducción de Sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.44. Variación de sólidos suspensión en función de tiempo de contacto con tratamiento de peróxido de hidrógeno y ozono.
0
10
20
30
40
50
60
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
210
Gráfico 8.45. Eliminación de sólidos suspensión en función de los tiempos de contacto con
peróxido de hidrógeno y ozono.
En el grafico 8.45, se muestra la eliminación porcentual de sólidos suspensión, en
función de los tiempos de contactos, y mostrándose un rendimiento de reducción de
42,8 % a los 11 minutos con un tratamiento por peróxido de hidrógeno y ozono.
Fenoles.
En la tabla 8.31, se muestra la variación de los fenoles en función de los tiempos de
contacto con peróxido de hidrógeno y ozono.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,0 100
5 1,06 0,0 100
7 1,06 0,0 100
9 1,06 0,0 100
11 1,06 0,0 100
Tabla 8.31. Reducción de Fenoles por tratamiento con peróxido de hidrógeno y ozono.
0
5
10
15
20
25
30
35
40
45
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
211
Gráfico 8.46. Variación de la concentración de fenoles en función del tiempo de contacto con
peróxido de hidrógeno y ozono.
En el grafico 8.46, se puede observar el comportamiento de la curva de reducción de
los fenoles con peróxido de hidrógeno y ozono, para diferentes tiempos de contactos.
Gráfico 8.47, Eliminación de fenoles en función del tiempo de contacto con peróxido de hidrógeno
y ozono.
En el grafico 8.47, se muestra la eliminación porcentual de fenoles en función de los
tiempos de contacto, y mostrándose un rendimiento de reducción de 100 % a los 2
minutos.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
212
Turbidez. En la tabla 8.32, se muestra la variación de turbidez en función del tiempo de contacto
con peróxido de hidrógeno y ozono.
Tiempo
(min)
Turbidez
(NTU) Eliminación (%)
Entrada Salida
0 15,5 15,5 0
2 15,5 4,4 71,6
5 15,5 4 74,1
7 15,5 3,87 75,0
9 15,5 3,51 77,3
11 15,5 3,45 77,7
Tabla 8.32. Reducción de la turbidez por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.48. Variación de turbidez en función del tiempo de contacto con peróxido de hidrógeno y ozono.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
213
Gráfico 8.49. Reducción de turbidez en función del tiempo de contacto con peróxido de hidrógeno
y ozono.
En el grafico 8.49, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contactos, y mostrándose un rendimiento de reducción del 77,7 % a los 11
minutos de tratamiento con peróxido de hidrógeno y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
pH. En la tabla 8.33, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalinización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7.69 7,45 7,50 7,69 7,40
Agua tratada 8,50 8,35 8,39 8,32 8,40 Tabla 8.33. Reducción de pH por tratamiento con peróxido de hidrógeno y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura, después de los
ensayos realizados.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Reducción de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
214
Dosis de peróxido de hidrógeno con Ozono de 15,33 mg/l por minutos.
DQO.
En la tabla 8.34. Puede verse los resultados en la reducción de la DQO por tratamiento
con peróxido de hidrógeno y ozono con una concentración de ozono en el agua de
15,33 mg/l.
DQO de agua bruta, mg/l.
Tiempo, min 68 60 75 60
53 60 45 53
113 105 120 113
135 120 105 120
165 150 135 120
Muestras
Media ± s 65,75 ± 7,2 52,75 ± 6,1 112,75 ± 6,1 120 ± 12,4 142,5 ± 19,4
DQO de agua tratada, mg/l.
Tiempo, min 2 5 7 9 11
Muestras
328 331 324 331
248 233 256 241
301 286 271 226
289 286 268 248
301 286 271 226
Media ± s 328,5 ± 3,3 244,5 ± 9,8 271 ± 32,4 272,75 ±18,9 271 ± 32,4 Tabla 8.34. Reducción de DQO por tratamiento con peróxido de hidrógeno y ozono, con distintos tiempos de concentración.
Grasas y aceites. En la tabla 8.35, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites de 0,1 mg/l y a distintos tiempos de contacto, utilizado una
concentración de peróxido de hidrógeno y ozono en el agua con una concentración de
15,33 mg/l.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,06 40
5 0,1 0,04 60
7 0,1 0,02 80
9 0.1 0,02 80
11 0,1 0,00 100
Tabla 8.35. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
215
Gráfico 8.50. Variación del contenido de Grasas y aceites a la salida del proceso en función de
tiempo de contacto.
Gráfico 8.51. Eliminación de Grasas y aceites en función de tiempo de contacto a 15,33 mg/l de
dosis por Peróxido de hidrógeno con ozono.
En el grafico 8.51, se muestra la eliminación porcentual de grasas y aceites con
peróxido de hidrógeno y ozono, y mostrándose los rendimientos en función de tiempos
de contacto, observándose una reducción de 100 % a los 11 minutos de tratamiento.
Sólidos suspensión. En la tabla 8.36 se muestra el contenido de sólidos suspensión en función de los
tiempos de contactos con peróxido de hidrógeno y ozono y se reduce a los sólidos
suspensión en el agua hasta a 40,9 %.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
216
Tiempo
(min)
SS
(mg/l)
Eliminación (%) Entrada Salida
0 44 44 0
2 44 34 22,7
5 44 32 27,2
7 44 30 31,8
9 44 28 36,3
11 44 26 40,9
Tabla 8.36. Reducción de Sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.52. Variación de Sólidos suspensión en función de tiempo de contacto.
.
Gráfico 8.53. Eliminación de sólidos suspensión en función de tiempo de contacto.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
5
10
15
20
25
30
35
40
45
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SS (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
217
En el grafico 8.53, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 40,9 %
a los 11 minutos con tratamiento por peróxido de hidrógeno y ozono.
Fenoles.
En la tabla 8.37, se muestra la variación de los fenoles en función de tiempo de
contacto con peróxido de hidrógeno y ozono.
Tiempo
(min)
Fenoles (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,08 92,4
5 1,06 0,06 94,3
7 1,06 0,04 96,2
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.37. Reducción de Fenoles por tratamiento con Peróxido de hidrógeno y ozono.
Gráfico 8.54. Variación de fenoles en función del tiempo de contacto.
En el grafico 8.54, se puede observar el comportamiento de la curva de reducción de
los fenoles con peróxido de hidrógeno y ozono, para diferentes tiempos de contactos.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
218
Gráfico 8.55, Eliminación de Fenoles en función de tiempo de contacto.
En el grafico 8.55, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto y mostrándose un rendimiento de reducción de 100 % a los 9 y 11
minutos.
Turbidez. En la tabla 8.38, se muestra la variación de turbidez en función de tiempo de contacto
con peróxido de hidrógeno y ozono.
Tiempo
(min)
Turbidez
(NTU) Eliminación (%)
Entrada Salida
0 15,5 15,5 0,0
2 15,5 3,64 76,5
5 15,5 3,50 77,4
7 15,5 3,40 78,0
9 15,5 3,21 79,2
11 15,5 3,18 85,9
Tabla 8.38. Reducción de la turbidez por tratamiento con peróxido de hidrógeno y ozono.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
219
Gráfico 8.56. Variación de la turbidez en función del tiempo de contacto.
Gráfico 8.57. Reducción de la turbidez en función de tiempo de contacto.
En el grafico 8.57, se muestra la eliminación porcentual de turbidez en función del
tiempo de contacto, y mostrándose un rendimiento de reducción de 85,9 % a los 11
minutos de tratamiento por peróxido de hidrógeno con ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Reducción de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
220
pH En la tabla 8.39, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalinización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,69 7,50 7,69 7,70 7,69
Agua tratada 8,21 8,20 8,40 8,39 8,30 Tabla 8.39. Reducción de pH por tratamiento con peróxido de hidrógeno y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura, después de los
ensayos realizados.
Dosis de Peróxido de hidrógeno con Ozono a 19,32 mg/l por minutos.
DQO. En la tabla 8.40. Puede verse los resultados en la reducción de la DQO por tratamiento
con peróxido de hidrógeno y ozono con una concentración de ozono en el agua de
19,32 mg/l.
DQO de agua bruta, mg/l
Muestras
107 106 107 107
117 96 74 42
128 117 64 32
213 170 106 43
191 181 170 160
Media ± s 106,75 ± 0,5 82,25 ± 32,07 85,25 ± 45,2 133 ± 74,4 175,5 ± 13,4
DQO de agua tratada, mg/l
Tiempo, min
2 5 7 9 11
Muestras
468 447 426 458
458 479 490 426
865 959 937 777
868 852 831 788
970 874 874 863
Media ± s 449,75 ± 18 463,25 ± 28,2 884,5 ± 82,1 834,75 ± 34,7 895,25 ± 50,1 Tabla 8.40. Reducción de DQO por tratamiento con peróxido de hidrógeno y ozono, con distintos tiempos de concentración.
Grasas y aceites. En la tabla 8.41, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites de 0,1 mg/l y a distintos tiempos de contacto, utilizado una
concentración de peróxido de hidrógeno y ozono en el agua con una concentración de
19,32 mg/l.
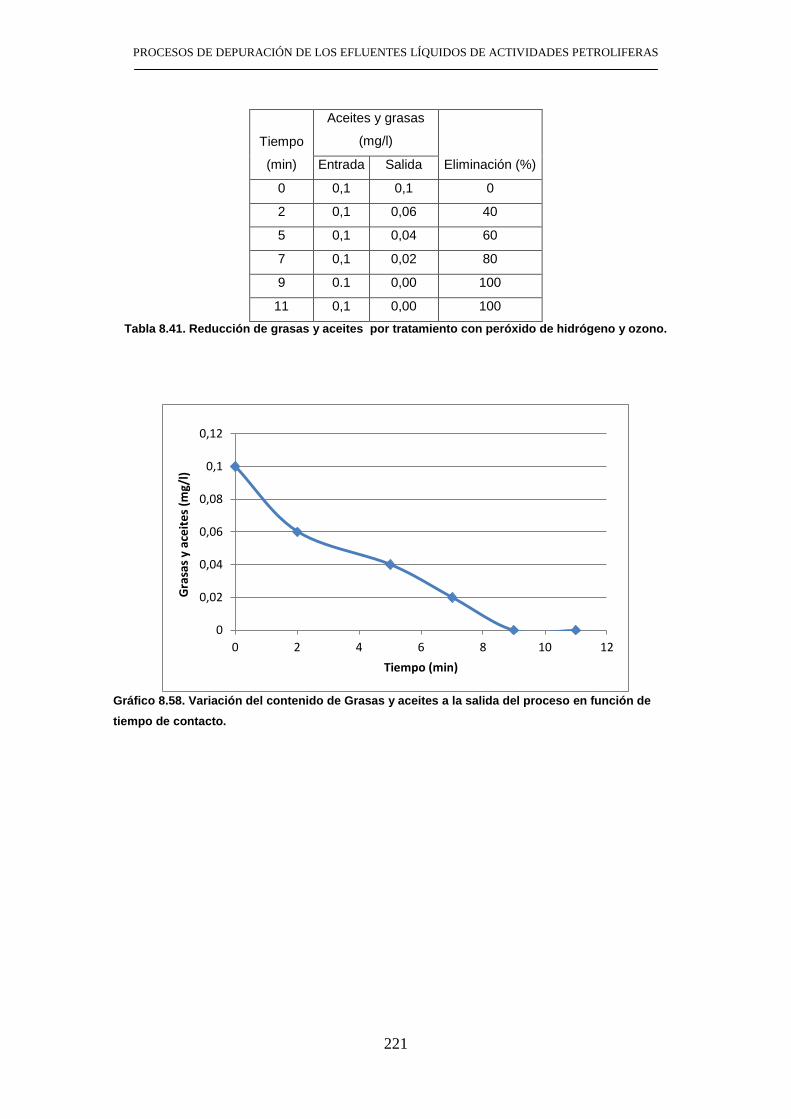
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
221
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,06 40
5 0,1 0,04 60
7 0,1 0,02 80
9 0.1 0,00 100
11 0,1 0,00 100
Tabla 8.41. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.58. Variación del contenido de Grasas y aceites a la salida del proceso en función de
tiempo de contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
222
Gráfico 8.59. Eliminación de Grasas y aceites en función de tiempo de contacto a 19,32 mg/l de
dosis por Peróxido de hidrógeno con ozono.
En el grafico 8.52, Se muestra la eliminación porcentual de grasas y aceites con
peróxido de hidrógeno y ozono, y mostrándose los rendimientos en función de tiempos
de contacto, observándose una reducción de 100 % a los 11 minutos de tratamiento.
Sólidos suspensión En la tabla 8.42, se muestra el contenido de sólidos suspensión en función de los
tiempos de contactos con peróxido de hidrógeno y ozono y se reduce a los sólidos
suspensión en el agua hasta a 67,8 %.
Tiempo
(min)
SST, (mg/l)
Eliminación (%) Entrada Salida
0 56 56 0
2 56 34 39,2
5 56 32 42,8
7 56 30 46,4
9 56 20 64,2
11 56 18 67,8
Tabla 8.42. Reducción de Sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
223
Gráfico 8.60. Variación de Sólidos suspensión en función de tiempo de contacto.
.
Gráfico 8.61. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.61, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 67,8 %
a los 11 minutos con tratamiento por peróxido de hidrógeno y ozono.
Fenoles.
En la tabla 8.43, se muestra la variación de los fenoles en función de tiempo de
contacto con peróxido de hidrógeno y ozono.
0
10
20
30
40
50
60
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
224
Tiempo
(min)
Fenoles, (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,00 100
5 1,06 0,00 100
7 1,06 0,00 100
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.43. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.62. Variación de fenoles en función del tiempo de contacto.
.
Gráfico 8.63. Eliminación de Fenoles en función de tiempo de contacto.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
225
En el grafico 8.63, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto y mostrándose un rendimiento de reducción de 100 % a los 9 y 11
minutos.
Turbidez En la tabla 8.44, se muestra la variación de turbidez en función de tiempo de contacto
con peróxido de hidrógeno y ozono.
Tiempo
(min)
Turbidez
(NTU) Eliminación (%)
Entrada Salida
0 15,5 15,5 0,00
2 15,5 4,90 68,3
5 15,5 4,36 71,8
7 15,5 4,30 72,2
9 15,5 4,26 72,5
11 15,5 0,71 95,4
Tabla 8.44. Reducción de la turbidez por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.64. Variación de turbidez en función de tiempo de contacto con peróxido de hidrógeno y ozono.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
226
Gráfico 8.65. Reducción de turbidez en función de tiempo de contacto con peróxido de hidrógeno y
ozono.
En el grafico 8.65, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contacto y mostrándose un rendimiento de reducción de 95,4 % a los 11
minutos de tratamiento con peróxido de hidrógeno y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la conductividad.
pH. En la tabla 8.45, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,69 7,50 7,05 7,69 7,70
Agua tratada 8,02 8,06 8,07 8,05 8 Tabla 8.45. Reducción de pH por tratamiento con peróxido de hidrógeno y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura después de los
ensayos realizados.
Dosis de Peróxido de hidrógeno con Ozono a 22,15 mg/l por minutos.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Reducción de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
227
DQO. En la tabla 8.46. Puede verse los resultados en la reducción de la DQO por tratamiento
con peróxido de hidrógeno y ozono con una concentración de ozono en el agua de
22,15 mg/l.
DQO de agua bruta, mg/l
Muestras
106 96 85 74
160 149 138 106
564 554 543 522
213 202 191 181
117 106 96 85
Media ± s 90,25 ±13,8 138,25 ± 23,3
545,75 ± 18 196,75 ± 13,8
101 ± 13,7
DQO de agua tratada, mg/l
Tiempo (min) 2 5 7 9 11
Muestras
906 874 832 831
959 927 905 884
991 937 935 916
160 150 138 128
905 831 788 778
Media ± s 860,75 ± 36,2
918,75 ± 32,07
944,75 ± 32,3
144 ± 13,95 825.5 ± 57,8
Tabla 8.46. Reducción de DQO por tratamiento con peróxido de hidrógeno y ozono, con distintos tiempos de concentración.
Grasas y aceites En la tabla 8.47, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites de 0,1 mg/l y a distintos tiempos de contacto, utilizado una
concentración de peróxido de hidrógeno y ozono en el agua con una concentración de
22,15 mg/l.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,08 20
5 0,1 0,06 40
7 0,1 0,04 60
9 0.1 0,02 80
11 0,1 0,00 100
Tabla 8.47. Reducción de grasas y aceites por tratamiento con peróxido de hidrógeno y ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
228
Gráfico 8.66. Variación del contenido de Grasas y aceites a la salida del proceso en función de
tiempo de contacto.
Gráfico 8.67. Eliminación de Grasas y aceites en función de tiempo de contacto a 22,15 mg/l de
dosis por Peróxido de hidrógeno con ozono.
En el grafico 8.67, Se muestra la eliminación porcentual de grasas y aceites con
peróxido de hidrógeno y ozono, y mostrándose los rendimientos en función de tiempos
de contacto, observándose una reducción de 100 % a los 11 minutos de tratamiento.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
229
Sólidos suspensión. En la tabla 8.48, se muestra el contenido de sólidos suspensión en función de los
tiempos de contactos con peróxido de hidrógeno y ozono y se reduce a los sólidos
suspensión en el agua hasta a 68,1 %.
Tiempo
(min)
SST, (mg/l)
Eliminación (%) Entrada Salida
0 44 44 0
2 44 26 40,9
5 44 22 50,0
7 44 20 54,5
9 44 16 63,6
11 44 14 68,1
Tabla 8.48. Reducción de Sólidos suspensión por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.68. Variación de Sólidos suspensión en función de tiempo de contacto.
.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
230
Gráfico 8.69. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.69, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 68,1 %
a los 11 minutos con tratamiento por peróxido de hidrógeno y ozono.
Fenoles.
En la tabla 8.49, se muestra la variación de los fenoles en función de tiempo de
contacto con peróxido de hidrógeno y ozono.
Tiempo
(min)
Fenoles, (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,00 100
5 1,06 0,00 100
7 1,06 0,00 100
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.49. Reducción de Fenoles por tratamiento con Peróxido de hidrógeno y ozono.
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
231
Gráfico 8.70. Variación de fenoles en función del tiempo de contacto.
Gráfico 8.71. Eliminación de fenoles en función de tiempo de contacto.
En el grafico 8.71, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto y mostrándose un rendimiento de reducción de 100 % a los 9 y 11
minutos.
Turbidez En la tabla 8.50, se muestra la variación de turbidez en función de tiempo de contacto
con peróxido de hidrógeno y ozono.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
232
Tiempo
(min)
Turbidez, (NTU) Eliminación (%)
Entrada Salida
0 15,5 15,5 0,00
2 15,5 2,86 81,5
5 15,5 1,34 91,3
7 15,5 1,12 92,7
9 15,5 0,85 94,5
11 15,5 0,70 95,4
Tabla 8.50. Reducción de la turbidez por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.72. Variación de turbidez en función de tiempo de contacto con peróxido de hidrógeno y ozono.
Gráfico 8.73. Reducción de turbidez en función de tiempo de contacto con peróxido de hidrógeno y
ozono.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Reducción de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
233
En el grafico 8.73, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contacto y mostrándose un rendimiento de reducción de 95,4 % a los 11
minutos de tratamiento con peróxido de hidrógeno y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
pH En la tabla 8.51, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,69 7,50 7,69 7,70 7.69
Agua tratada 8,29 8,0 8,27 8,09 8,40 Tabla 8.51. Reducción de pH por tratamiento con peróxido de hidrógeno y ozono.
Temperatura.
Según los resultados no se observa modificación en la temperatura después de los
ensayos realizados.
8.1.3.3. Ultravioleta con ozono.
Los resultados que se presentan a continuación corresponden a los ensayos
realizados con un tratamiento conjunto de Ultravioleta con ozono.
El agua bruta variaba cada día, debido a muestras distintas, o a la evolución de la
calidad debida al almacenamiento de la muestra.
Dosis de Ultravioleta con ozono de 5,97 mg/l por minutos.
DQO.
En la tabla 8.52, puedes verse los resultados en la reducción de la DQO por
tratamiento con Ultravioleta y ozono con una concentración de ozono en el agua de
5,97 mg/l.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
234
DQO de agua bruta, mg/l
Muestras
143
133
122
112
122
112
103
93
102
92
102
82
100
95
93
80
116
107
85
78
Media ± s 128 ± 13,4 108 ± 12 95 ± 10 92 ± 9 97 ± 18
DQO de agua tratada, mg/l
Tiempo, min 2 5 7 9 11
Muestras
102
92
81
65
80
65
60
50
51
26
51
20
50
39
29
19
39
34
38
30
Media ± s 85 ±16 64 ± 13 37 ± 16 34 ± 13 35 ± 4
Eliminación (%) 33 41 61 63 64
Tabla 8.52. Reducción de DQO por tratamiento con ultravioleta y ozono, con distintos tiempos de concentración.
Gráfico 8.74. Variación de la DQO en función de tiempo de tratamiento con ultravioleta y ozono a
5,97 mg/l por minutos. en las aguas de bruta y tratada.
Y1 =129,09 e-0,034 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 97,704 e-0,111 X, que representa la ecuación de la curva exponencial del agua
tratada.
y = 129,09e-0,034x R² = 0,4338
y = 97,704e-0,111x R² = 0,5409
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12
DQ
O (
mg/
l)
Tiempo (min)
Agua bruta
Agua tratada

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
235
En el grafico 8.74, se observa el comportamiento de las curvas de la DQO, agua bruta
y tratada, en función del tiempo de contacto en el tratamiento con ultravioleta y ozono.
Gráfico 8.75. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la
DQO en función de tiempo de contacto con ultravioleta y ozono a 5,97 mg/l por minutos de dosis.
En el grafico 8.75, se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 64 % a los
11 minutos de tiempo de contacto.
Grasas y aceites. En la tabla 8.53, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l y con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,08 20
5 0,1 0,06 40
7 0,1 0,04 60
9 0.1 0,02 80
11 0,1 0,02 80
Tabla 8.53. Reducción de grasas y aceites por tratamiento con ultravioleta y ozono.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
0 2 4 6 8 10 12
Re
nfi
mie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
236
Gráfico 8.76. Variación del contenido de Grasas y aceites en función del tiempo de contacto.
Gráfico 8.77. Eliminación de Grasas y aceites en función de tiempo de contacto.
En el grafico 8.77, se muestra la eliminación porcentual de grasas y aceites para
distintos tiempo de contacto, mostrándose un rendimiento de reducción de 80 % al 11
minutos de tratamiento.
Sólidos suspensión. En la tabla 8.54, se muestra el contenido de sólidos suspensión en función de tiempo
de contacto en el tratamiento con 5,97 mg/l de dosis por Ultravioleta con ozono, se
reduce el grado de los contaminantes de sólidos suspensión en el agua a 73 %.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
237
Tiempo
(min)
SST, (mg/l)
Eliminación (%) Entrada Salida
0 44 44 0
2 44 22 50
5 44 18 59
7 44 16 64
9 44 14 68
11 44 12 73
Tabla 8.54. Reducción de Sólidos suspensión por tratamiento con ultravioleta y ozono.
Gráfico 8.78. Variación de Sólidos suspensión en función de tiempo de contacto.
Gráfico 8.79. Eliminación de sólidos suspensión en función de tiempo de contacto.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
238
En el grafico 8.79, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 73 % a
los 11 minutos con tratamiento por ultravioleta con ozono.
Fenoles.
En la tabla 8.55, se muestra la variación de los fenoles en función de tiempo de
contacto con ultravioleta y ozono.
Tiempo
(min)
Fenoles, (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,33 69
5 1,06 0,04 96
7 1,06 0,02 98
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.55. Reducción de Fenoles por tratamiento con ultravioleta y ozono.
Gráfico 8.80. Variación de fenoles en función del tiempo de contacto.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
239
Gráfico 8.81, Eliminación de fenoles en función de tiempo de contacto.
En el grafico 8.78, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto y mostrándose un rendimiento de reducción de 100 % a los 9 y 11
minutos.
Turbidez. En la tabla 8.56, se muestra la variación de turbidez en función de tiempo de contacto
con ultravioleta y ozono.
Tiempo
(min)
Turbidez
(NTU) Eliminación (%)
Entrada Salida
0 15,5 15,5 0,00
2 15,5 5,14 67
5 15,5 5,00 68
7 15,5 4,46 71
9 15,5 1,30 92
11 15,5 1,10 93
Tabla 8.56. Reducción de la turbidez por tratamiento con ultravioleta y ozono.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
240
Gráfico 8.82. Variación de turbidez en función de tiempo de contacto con ultravioleta y ozono.
Gráfico 8.83. Reducción de turbidez en función de tiempo de contacto con ultravioleta y ozono.
En el grafico 8.83, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contacto y mostrándose un rendimiento de reducción de 93 % a los 11
minutos de tratamiento con ultravioleta y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Reducción de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
241
pH. En la tabla 8.57, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,40 7,51 7,14 7,43 7,50
Agua tratada 8,6 8,8 8,8 8,15 8,15
Tabla 8.57. Reducción de pH por tratamiento con ultravioleta y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura después de los
ensayos realizados.
Dosis de Ultravioleta con ozono de 15,33 mg/l por minutos.
DQO.
En la tabla 8.58. Puedes verse los resultados en la reducción de la DQO por
tratamiento con Ultravioleta y ozono con una concentración de ozono en el agua de
15,33 mg/l.
DQO de agua bruta, (mg/l)
Muestras
175
165
155
146
146
137
145
136
165
156
145
127
68
59
68
60
98
87
98
87
Media ±s 160 ± 13 141 ± 5 148 ± 16 64 ± 5 93 ± 6
DQO de agua tratada, mg/l
Tiempo, min 2 5 7 9 11
Muestras
126
116
126
116
121
116
107
78
107
97
77
59
49
39
29
19
49
30
49
30
Media ± s 121 ± 6 106 ± 19 85 ± 21 34 ± 13 40 ± 11
Eliminación (%) 25 26 43 47 57
Tabla 8.58. Reducción de DQO por tratamiento con ultravioleta y ozono, con distintos tiempos de concentración.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
242
Gráfico 8.84. Variación de la DQO en función de tiempo de tratamiento con ultravioleta y ozono a
15,33 mg/l por minutos en las aguas de bruta y tratada.
Y1 =203,05 e-0,084 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 189,83 e-0,555 X, que representa la ecuación de la curva exponencial del agua
tratada
En el grafico 8.84, se observa el comportamiento de las curvas de la DQO, agua bruta
y tratada, en función del tiempo de contacto en el tratamiento con ultravioleta y ozono.
Gráfico 8.85. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la
DQO en función de tiempo de contacto con ultravioleta y ozono a 15,33 mg/l por minutos de dosis.
y = 203,05e-0,084x R² = 0,5493
y = 189,83e-0,155x R² = 0,6822
0
20
40
60
80
100
120
140
160
180
200
0 2 4 6 8 10 12
DQ
O (
mg/
l)
Tiempo (min)
Agua bruta
Agua tratada
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0
20
40
60
80
100
120
140
160
180
200
220
240
0 2 4 6 8 10 12
Re
nd
imie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
243
En el grafico 8.85, se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 57 % a los
11 minutos de tiempo de contacto.
Grasas y aceites. En la tabla 8.59, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l y con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,08 20
5 0,1 0,06 40
7 0,1 0,04 60
9 0.1 0,02 80
11 0,1 0,02 80
Tabla 8.59. Reducción de grasas y aceites por tratamiento con ultravioleta y ozono.
Gráfico 8.86. Variación del contenido de Grasas y aceites en función del tiempo de contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
244
Gráfico 8.87. Eliminación de grasas y aceites en función de tiempo de contacto.
En el grafico 8.87, Se muestra la eliminación porcentual de grasas y aceites para
distintos tiempo de contacto, mostrándose un rendimiento de reducción de 80 % a los
11 minutos de tratamiento.
Sólidos suspensión. En la tabla 8.60, se muestra el contenido de sólidos suspensión en función de tiempo
de contacto en el tratamiento con 15,33 mg/l de dosis por Ultravioleta con ozono, se
reduce el grado de los contaminantes de sólidos suspensión en el agua a 61,5 %.
Tiempo
(min)
SST, (mg/l)
Eliminación (%) Entrada Salida
0 46,8 46,8 0
2 46,8 22,0 53,0
5 46,8 20,0 57,3
7 46,8 20,0 57,3
9 46,8 18,0 61,5
11 46,8 18,0 61,5
Tabla 8.60. Reducción de Sólidos suspensión por tratamiento con ultravioleta y ozono.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
245
. Gráfico 8.88. Variación de Sólidos suspensión en función de tiempo de contacto.
Gráfico 8.89. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.89, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 61,5 %
a los 11 minutos con tratamiento por ultravioleta con ozono.
Fenoles.
En la tabla 8.61, se muestra la variación de los fenoles en función de tiempo de
contacto con ultravioleta y ozono.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
246
Tiempo
(min)
Fenoles, (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,01 90
5 1,06 0,09 91
7 1,06 0,00 100
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.61. Reducción de Fenoles por tratamiento con ultravioleta y ozono.
Gráfico 8.90. Variación de fenoles en función del tiempo de contacto.
Gráfico 8.91, Eliminación de fenoles en función de tiempo de contacto.
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
247
En el grafico 8.91, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto y mostrándose un rendimiento de reducción de 100 % a los 9 y 11
minutos.
Turbidez. En la tabla 8.62, se muestra la variación de turbidez en función de tiempo de contacto
con ultravioleta y ozono.
Tiempo
(min)
Turbidez, (NTU)
Eliminación
(%) Entrada Salida
0 14,8 14,8 0,00
2 14,8 1,38 90,7
5 14,8 0,09 99,4
7 14,8 0,09 99,4
9 14,8 0,04 99,7
11 14,8 0,03 99,8
Tabla 8.62. Reducción de la turbidez por tratamiento con ultravioleta y ozono.
Gráfico 8.92. Variación de Turbidez en función de tiempo de contacto con ultravioleta y ozono.
-2
0
2
4
6
8
10
12
14
16
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
248
Gráfico 8.93. Reducción de turbidez en función de tiempo de contacto con ultravioleta y ozono.
En el grafico 8.93, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contacto y mostrándose un rendimiento de reducción de 99,8 % a los 11
minutos de tratamiento con ultravioleta y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
pH En la tabla 8.63, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,66 7, 50 7,7 7,60 7,70
Agua tratada 8,46 8,72 8,65 8,67 8,87
Tabla 8.63. Reducción de pH por tratamiento con ultravioleta y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura después de los
ensayos realizados.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Reducción de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
249
Dosis de Ultravioleta con ozono de 19,32 mg/l por minutos.
DQO.
En la tabla 8.64. Puedes verse los resultados en la reducción de la DQO por
tratamiento con Ultravioleta y ozono con una concentración de ozono en el agua de
19,32 mg/l.
Tabla 8.64. Reducción de DQO por tratamiento con ultravioleta y ozono, con distintos tiempos de concentración.
DQO de agua bruta, mg/l
Muestras
116
107
97
87
175
165
155
145
107
88
107
77
68
58
48
39
97
87
48
38
Media ± s 102 ±13 160 ± 13 95 ± 15 53 ± 13 68 ± 29
DQO de agua tratada, mg/l
Tiempo, min. 2 5 7 9 11
Muestras
65
58
29
19
78
68
53
30
58
49
43
38
30
20
30
20
29
19
29
19
Media ± s 43 ± 22 57± 21 47 ± 9 25 ± 6 24 ± 6 Eliminación (%) 58 64 51 53 65

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
250
Gráfico 8.94. Variación de la DQO en función de tiempo de tratamiento con ultravioleta y ozono a
19,32 mg/l por minutos en las aguas bruta y tratada.
Y1 =158,34 e-0,088 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 58,037 e-0,073 X, que representa la ecuación de la curva exponencial del agua
tratada.
En el grafico 8.94, se observa el comportamiento de las curvas de la DQO, agua bruta
y tratada, en función del tiempo de contacto en el tratamiento con ultravioleta y ozono.
Gráfico 8.95. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la DQO
en función de tiempo de contacto con ultravioleta y ozono a 19,32 mg/l por minutos de dosis.
y = 158,34e-0,088x R² = 0,3799
y = 58,037e-0,073x R² = 0,2473
0
20
40
60
80
100
120
140
160
180
200
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Agua bruta
Agua tratada
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 2 4 6 8 10 12
Re
nd
imie
nto
(%
)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
251
En el grafico 8.95, Se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción del 65 % a los
11 minutos de tiempo de contacto.
Grasas y aceites. En la tabla 8.65, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1mg/l y con distintos tiempos de contacto en el
tratamiento.
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,06 40
5 0,1 0,04 60
7 0,1 0,02 80
9 0.1 0,01 90
11 0,1 0,01 90
Tabla 8.65. Reducción de grasas y aceites por tratamiento con ultravioleta y ozono.
Gráfico 8.96. Variación del contenido de Grasas y aceites en función del tiempo de contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
252
Gráfico 8.97. Eliminación de Grasas y aceites en función de tiempo de contacto.
En el grafico 8.97, Se muestra la eliminación porcentual de grasas y aceites para
distintos tiempo de contacto, mostrándose un rendimiento de reducción de 90 % a los
11 minutos de tratamiento.
S-olidos suspensión. En la tabla 8.66, se muestra el contenido de sólidos suspensión en función de tiempo
de contacto en el tratamiento con 19,32 mg/l de dosis por Ultravioleta con ozono, se
reduce el grado de los contaminantes de sólidos suspensión en el agua a 68,1 %.
Tiempo
(min)
SST, (mg/l)
Eliminación (%) Entrada Salida
0 44 46,8 0
2 44 22,0 50,0
5 44 20,0 54,5
7 44 18 59,0
9 44 16 63,6
11 44 14 68,1
Tabla 8.66. Reducción de Sólidos suspensión por tratamiento con ultravioleta y ozono.
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
253
.Gráfico 8.98. Variación de Sólidos suspensión en función de tiempo de contacto.
Gráfico 8.99. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.99, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 68,8 %
a los 11 minutos con tratamiento por ultravioleta con ozono.
Fenoles.
En la tabla 8.67, se muestra la variación de los fenoles en función de tiempo de
contacto con ultravioleta y ozono.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)
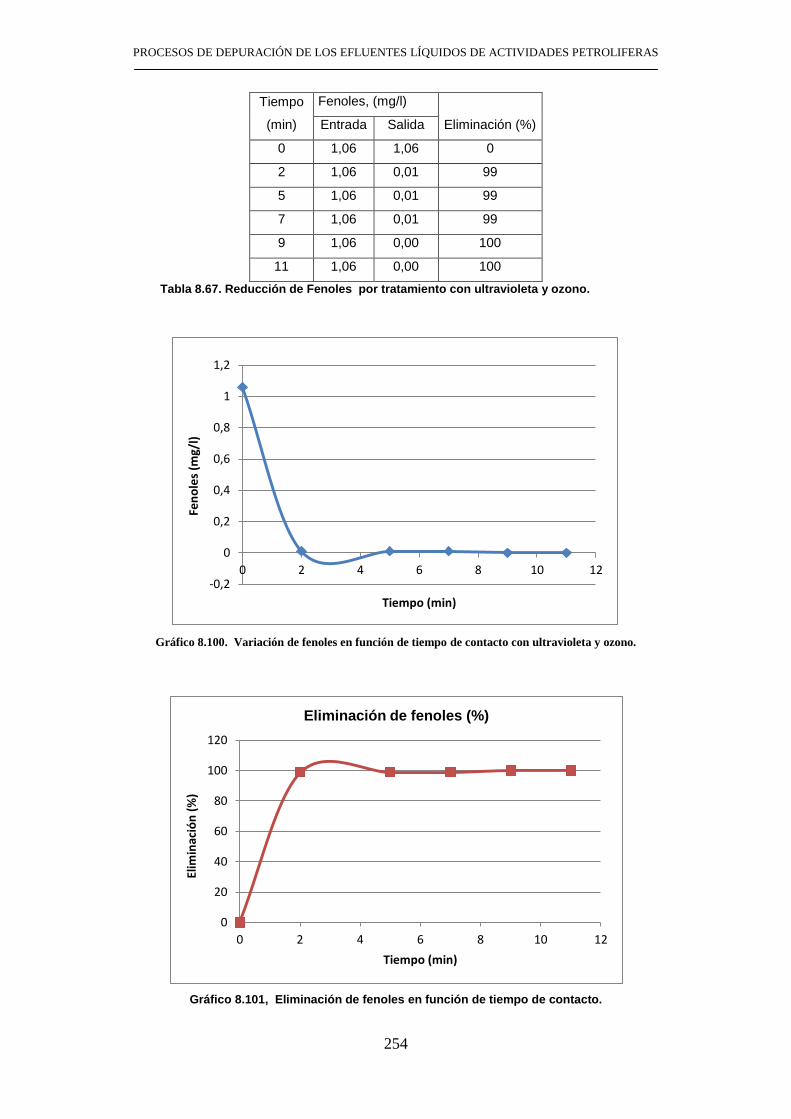
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
254
Tiempo
(min)
Fenoles, (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,01 99
5 1,06 0,01 99
7 1,06 0,01 99
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.67. Reducción de Fenoles por tratamiento con ultravioleta y ozono.
Gráfico 8.100. Variación de fenoles en función de tiempo de contacto con ultravioleta y ozono.
Gráfico 8.101, Eliminación de fenoles en función de tiempo de contacto.
-0,2
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
255
En el grafico 8.101, se muestra la eliminación porcentual de fenoles en función del
tiempo de contacto y mostrándose un rendimiento de reducción de 100 % a los 7, 9 y
11 minutos.
Turbidez. En la tabla 8.68, se muestra la variación de turbidez en función de tiempo de contacto
con ultravioleta y ozono.
Tiempo
(min)
Turbidez, (NTU)
Eliminación
(%) Entrada Salida
0 15,4 15,4 0,00
2 15,4 1,2 92,2
5 15,4 0,8 94,8
7 15,4 0,72 95,3
9 15,4 0,70 95,4
11 15,4 0,68 95,5
Tabla 8.68. Reducción de la turbidez por tratamiento con ultravioleta y ozono.
Gráfico 8.102. Variación de Turbidez en función de tiempo de contacto con Ultravioleta y ozono.
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
256
Gráfico 8.103. Reducción de turbidez en función de tiempo de contacto con ultravioleta y ozono.
En el grafico 8.103, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contacto y mostrándose un rendimiento de reducción de 95,6 % a los 11
minutos de tratamiento con ultravioleta y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
pH. En la tabla 8.69, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,40 8,62 7,80 8,00 7,66
Agua tratada 8 8,20 8,68 8,74 8,9
Tabla 8.69. Reducción de pH por tratamiento con ultravioleta y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura después de los
ensayos realizados.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
257
Dosis de Ultravioleta con ozono de 22,15 mg/l por minutos.
DQO.
En la tabla 8.70. Puedes verse los resultados en la reducción de la DQO por
tratamiento con Ultravioleta y ozono con una concentración de ozono en el agua de
22,15 mg/l.
DQO de agua bruta, mg/l
Muestras
117
106
117
106
64
53
63
53
149
139
127
117
106
85
96
85
202
213
202
191
Media ± s 112 ± 6 58 ± 6 133 ± 14 93 ± 10 202 ± 9
DQO de agua Tratada, mg/l
Tiempo, min 2 5 7 9 11
Muestras
85
64
85
64
43
32
42
31
95
85
74
80
64
50
64
50
150
138
53
43
Media ± s 75 ±12 37 ± 6 84 ± 9 57 ± 8 96 ± 56
Eliminación 34 37 37 39 53
Tabla 8.70. Reducción de DQO por tratamiento con ultravioleta y ozono, con distintos tiempos de concentración
y = 69,352e0,0676x R² = 0,2562
y = 53,984e0,0244x R² = 0,0338
0
50
100
150
200
250
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Agua bruta
Agua tratada

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
258
Gráfico 8.104. Variación de la DQO en función de tiempo de tratamiento con ultravioleta y ozono a
22,15 mg/l por minutos. en las aguas bruta y tratada.
Y1 =69,352 e-0,0676 X, que representa la ecuación de la curva exponencial de los datos
del agua bruta.
Y2 = 53,984 e-0,0244 X, que representa la ecuación de la curva exponencial del agua
tratada
En el grafico 8.104, se observa el comportamiento de las curvas de la DQO, agua
bruta y tratada, en función del tiempo de contacto con ultravioleta y ozono.
Gráfico 8.105. Curvas de ajuste de la DQO de agua bruta y agua tratada, y el Rendimiento de la
DQO en función de tiempo de contacto con ultravioleta y ozono a 22,15 mg/l por minutos de dosis.
En el grafico 8.105, Se muestra la eliminación porcentual de la DQO de las curvas
ajustadas numéricamente, y mostrándose un rendimiento de reducción de 53 % de
eliminación.
Grasas y aceites.
En la tabla 8.71, se muestra los datos obtenidos en el agua tratada con un contenido
de grasas y aceites inferior a 0,1 mg/l y con distintos tiempos de contacto en el
tratamiento.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 2 4 6 8 10 12 R
en
dim
ien
to (
%)
DQ
O E
/S (
mg/
l)
Tiempo (min)
Curvas de ajuste de la DQO
Agua bruta
Agua tratada
Rendimiento

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
259
Tiempo
(min)
Aceites y grasas
(mg/l)
Eliminación (%) Entrada Salida
0 0,1 0,1 0
2 0,1 0,06 40
5 0,1 0,04 60
7 0,1 0,02 80
9 0.1 0,02 80
11 0,1 0,02 80
Tabla 8.71. Reducción de grasas y aceites por tratamiento con ultravioleta y ozono.
Gráfico 8.106. Variación del contenido de Grasas y aceites en función de tiempo de contacto.
Gráfico 8.107. Eliminación de Grasas y aceites en función de tiempo de contacto.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 2 4 6 8 10 12
Gra
sas
y ac
eit
es
(mg/
l9
Tiempo (min)
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de grasas y aceites (%)
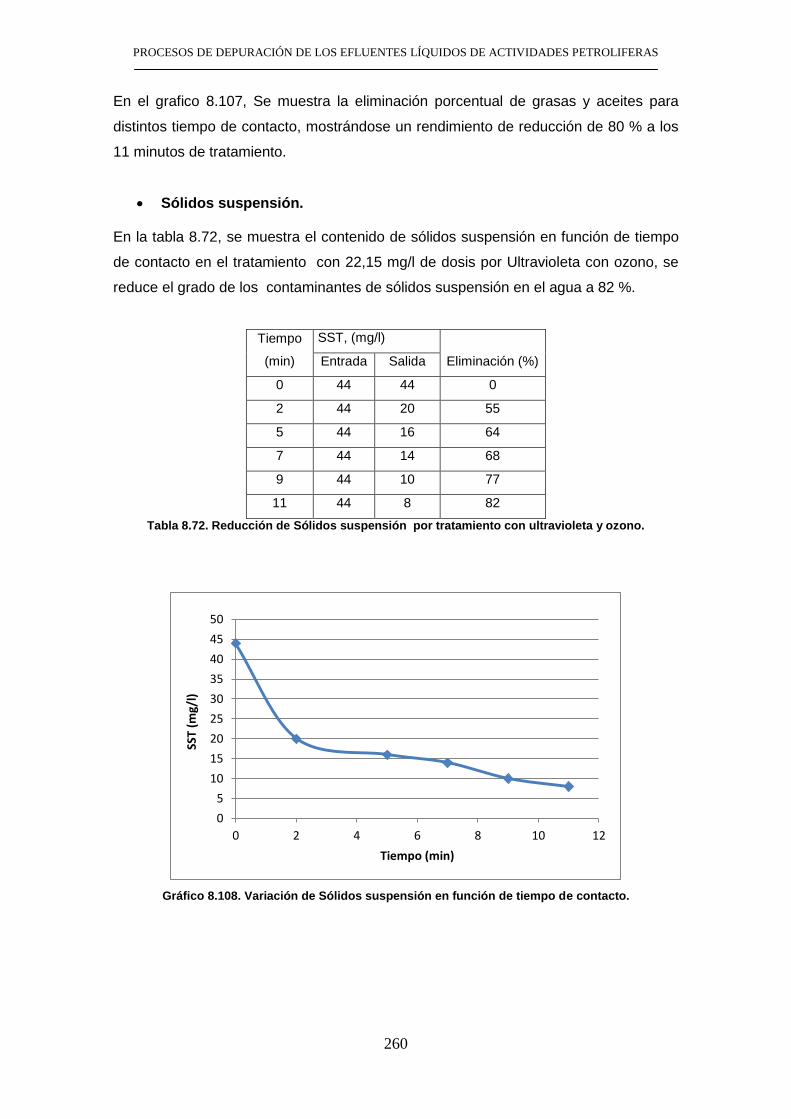
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
260
En el grafico 8.107, Se muestra la eliminación porcentual de grasas y aceites para
distintos tiempo de contacto, mostrándose un rendimiento de reducción de 80 % a los
11 minutos de tratamiento.
Sólidos suspensión. En la tabla 8.72, se muestra el contenido de sólidos suspensión en función de tiempo
de contacto en el tratamiento con 22,15 mg/l de dosis por Ultravioleta con ozono, se
reduce el grado de los contaminantes de sólidos suspensión en el agua a 82 %.
Tiempo
(min)
SST, (mg/l)
Eliminación (%) Entrada Salida
0 44 44 0
2 44 20 55
5 44 16 64
7 44 14 68
9 44 10 77
11 44 8 82
Tabla 8.72. Reducción de Sólidos suspensión por tratamiento con ultravioleta y ozono.
Gráfico 8.108. Variación de Sólidos suspensión en función de tiempo de contacto.
0
5
10
15
20
25
30
35
40
45
50
0 2 4 6 8 10 12
SST
(mg/
l)
Tiempo (min)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
261
Gráfico 8.109. Eliminación de sólidos suspensión en función de tiempo de contacto.
En el grafico 8.109, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, y mostrándose un rendimiento de reducción de 82 % a
los 11 minutos con tratamiento por ultravioleta con ozono.
Fenoles.
En la tabla 8.73, se muestra la variación de los fenoles en función de tiempo de
contacto con ultravioleta y ozono.
Tiempo
(min)
Fenoles, (mg/l)
Eliminación (%) Entrada Salida
0 1,06 1,06 0
2 1,06 0,18 83
5 1,06 0,01 90
7 1,06 0,00 100
9 1,06 0,00 100
11 1,06 0,00 100
Tabla 8.73. Reducción de Fenoles por tratamiento con ultravioleta y ozono.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de SST (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
262
Gráfico 8.110. Variación de fenoles en función de tiempo de contacto con ultravioleta y ozono.
Gráfico 8.111, Eliminación de Fenoles en función de tiempo de contacto.
En el grafico 8.111, se muestra la eliminación porcentual de fenoles en función de
tiempo de contacto, y mostrándose un rendimiento de reducción de 100 % a los 7 a
11 minutos.
Turbidez.
En tabla 8.74, se muestra la variación de turbidez en función de tiempo de contacto
con ultravioleta y ozono.
-0,2
0
0,2
0,4
0,6
0,8
1
1,2
0 2 4 6 8 10 12
Fen
ole
s (m
g/l)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de fenoles (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
263
Tiempo
(min)
Turbidez, (NTU)
Eliminación
(%) Entrada Salida
0 16 16 0,00
2 16 0,99 93,8
5 16 0,95 94,0
7 16 0,90 94,4
9 16 0,87 94,6
11 16 0,85 94,7
Tabla 8.74. Reducción de la turbidez por tratamiento con ultravioleta y ozono-.
Gráfico 8.112. Variación de turbidez en función de tiempo de contacto con ultravioleta y ozono.
Gráfico 8.113. Reducción de turbidez en función de tiempo de contacto con ultravioleta y ozono.
-2
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12
Turb
ide
z (N
TU)
Tiempo (min)
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación de la turbidez (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
264
En el grafico 8.113, se muestra la eliminación porcentual de turbidez en función de los
tiempos de contacto y mostrándose un rendimiento de reducción de 94,7 % a los 11
minutos de tratamiento con ultravioleta y ozono.
Conductividad (µЅ/cm). Según los análisis realizados no aparece una variación significativa en la
conductividad.
pH. En la tabla 8.75, se muestra el comportamiento de pH en función del tiempo de
contacto, pudiéndose calificar de una ligera alcalización.
pH
Tiempo (min) 2 5 7 9 11
Agua bruta 7,45 7,69 7,50 7,85 7,70
Agua tratada 8,50 8,65 8,7 8,17 8,8
Tabla 8.75. Reducción de pH por tratamiento con ultravioleta y ozono.
Temperatura. Según los resultados no se observa modificación en la temperatura después de los
ensayos realizados.
8.2. SEGUNDA FASE: Ensayo en continuo con 4 litros de muestra sin tratamiento previo. En esta segunda etapa, se trabajó con 4 litros de muestra de agua residual procedente
de la refinería de petróleo. En esta última fase, no se realizan los tratamientos previos
que se hicieron en la primera etapa. Ya que, se pretendió observar la eficacia de los
procesos ya ensayados en el tratamiento directo del agua residual, tal y como salen de
los distintos procesos en la industria petroquímica. Debido a la distancia de la refinería
y el costo del transporte, se recibían cada 2 meses 200 litros de muestra, que se
almacenaban en neveras manteniéndose a 4ºC. De todas maneras, las muestras
estaban sometidas a sedimentación debido a su almacenamiento. Antes de cada
ensayo se agitaba el bidón con el fin de homogeneizar las muestras.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
265
8.2.1. Determinación de la producción de ozono. En esta segunda parte todos los ensayos se han realizado en una columna de vidrio
con capacidad útil de 4 litros.
Para la determinación de la producción de ozono se procedió a llenar la columna con 4
litros de agua destilada con yoduro potásico con una concentración de 20 g/l.
Foto 8.3. Cámara de contacto con 4 L de agua destilada conteniendo 20 g/l de yoduro potásico.
Primeramente se fija la intensidad de corriente que se va aplicar para generar ozono.
Las intensidades de corrientes que se utilizaron para producir ozono fueron 100, 300 y
450 mA. Se dejó pasar ozono hasta saturación, en el momento en que el exceso
comenzó a salir par la parte superior de la columna, la mezcla gaseosa se recogía en
un frasco lavador de gases, conteniendo 200 ml de agua destilada con una

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
266
concentración de yoduro potásico de 20 g/l y un mililitro de almidón. En cuanto la
solución del lavador se tiñó de azul se paró el generador de ozono y se procedió a
analizar el ozono disuelto en la muestra de agua de la columna y del lavador de gas.
La concentración de ozono en mg/l se determinó por volumetría.
Intensidad (mA)
Producción de ozono (g/h)
Concentración de saturación de ozono
(mg/l)
Concentración de ozono por minuto
(mg/l)
100 1,60 66,48 6,006
300 4,39 183,12 15,546
450 5,75 239,58 22,21
500 5,98 248,98 24,91 Tabla 8.76. Producción de Ozono y concentración de saturación de ozono en 4 litros de agua a diferentes de intensidades de corrientes en mili amperios (mA).
De acuerdo con los datos anteriores se obtiene el gráfico siguiente de producción de
ozono en función de la intensidad fijada en el equipo.
Gráfico 8.114.Producción de ozono en gramos por hora en función con la intensidad.
8.2.2. Ensayos realizados Este apartado corresponde a los análisis realizados con la muestra de agua residual
de la industria petroquímica, sin ningún tratamiento previo. Como se puede observar,
el agua tenía una coloración parduzca y con fuerte olor a hidrocarburos.
y = 81,468x - 18,794 R² = 0,9797
-100
0
100
200
300
400
500
600
0 1 2 3 4 5 6 7
Inte
nsi
dad
(m
A)
Dosis de ozono (g/h)
Ozono
Lineal (Ozono)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
267
Foto 8.4. Muestra de agua bruta procedente de la refinería de petróleo
8.2.2.1. Primera etapa: Ozono simple.
La primera etapa corresponde a los análisis realizados introduciendo ozono a dosis de
1,60 g/h correspondiente a una intensidad de 100 mA; 4,39 g/h correspondiente a una
intensidad de 300 mA; y 5,75 g/h, correspondiente a una intensidad de 450 mA, a las
muestras de agua residual. Se trabajaron a tiempos de reacción de 3, 6, 9, 12, y 15
minutos, al cabo de dichos tiempos se tomaron muestras para los análisis de la DQO,
fenoles, SS, turbidez, y concentración de ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
268
Tiempo (min)
5,75 g/h de ozono
(6,006 mg/l)
4,39 g/h de ozono
(15,55 mg/l)
1,60 g/h de ozono
(22,21 mg/l)
O3 (mg/l) O3 (mg/l) O3 (mg/l)
3 2,64 1,44 0
6 3,12 2,16 0
9 5,04 3,6 1,2
12 5,28 3,84 1,2
15 5,52 4,66 1,68 Tabla 8.77. Concentración de ozono en la cámara de contacto.
Foto 8.5. Muestra de agua tratada después de 15 minutos de tratamiento.
8.2.2.2 . Segunda etapa: Peróxido de hidrógeno con ozono.
En la segunda etapa, se añadió a la muestra de agua residual ozono y 1,5 mg/l de
peróxido de hidrógeno al 33%, (cuya concentración en la muestra fue de 116, 25 mg/l).

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
269
La cantidad de ozono introducido son los mismos que en el apartado anterior, a los
mismos tiempos de reacción. La concentración de peróxido de hidrógeno es la misma
en todos los casos.
Se tomaron muestras para los análisis correspondientes a DQO, fenoles, SS, turbidez,
presentes en la muestra a los tiempos de reacción de 3, 6, 9, 12, y 15 minutos.
8.2.2.3 . Tercera etapa: Ultravioleta con ozono.
En la Tercera etapa, se añade a la muestra de agua residual ozono a las mismas a
dosis antes indicadas y a los mismos tiempos de reacción.
Al cabo de los tiempos indicados, se tomaron 500 ml de muestra y se han introducido
en un reactor que contiene una la lámpara de UV, por un tiempo de retención de 5
minutos.
Al término de los 5 minutos de retención en la cámara de UV se sacó la muestra y se
procedió a los análisis respectivos de DQO, Fenoles, SS, Turbidez.
En la tabla 8.78, se muestran las concentraciones de ozono disuelto en la muestra a
los tiempos indicados.
Tiempo
(min)
5,75 g/h de Ozono 4,39 g/h de Ozono 1,60 g/h de Ozono
Ozono (mg/l) Ozono (mg/l) Ozono (mg/l)
3 3,84 6,96 0
6 4,56 6,48 0
9 4,80 6,00 0,72
12 6,24 5,52 2,40
15 6,72 5,52 3,36
Tabla 8.78. Ozono disuelto en la muestra de agua residual antes de entrar a la cámara de
ultravioleta.
De las tablas anteriores se puede determinar la concentración de ozono que reaccionó
con la muestra.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
270
Tiempo de reacción (min) 3 6 9 12 15
Concentración de ozono producido (mg/l) 18,02 36.04 54,06 72,06 90,09
Concentración de ozono disuelto en la cámara de
contacto (mg/l)
0 0 1,2 1,2 1,68
Concentración de ozono que reaccionó (mg/l) 18.02 36,04 52,86 70,86 88,41
Tabla 8.79. Datos obtenidos al trabajar con una intensidad de corriente de 100 mA,
correspondiente a una concentración de ozono introducido de 6,006 mg/l por minuto.
Tiempo de reacción (min) 3 6 9 12 15
Concentración de ozono producido (mg/l) 46,64 93,28 139,91 186,55 233,19
Concentración de ozono disuelto en la cámara
de contacto (mg/l)
1,44 2,16 3,84 3,60 4,56
Concentración de ozono que reaccionó (mg/l) 45,2 91,12 136,07 182,95 228,63
Tabla 8.80. Datos obtenidos al trabajar con una intensidad de corriente de 300 mA,
correspondiente a una concentración de ozono producido de 15,55 mg/l por minuto.
Tiempo de reacción (min) 3 6 9 12 15
Concentración de ozono introducido (mg/l) 66,65 133,20 199,95 266,60 333,26
Concentración de ozono disuelto en la
cámara de contacto (mg/l)
2,64 3,12 5,04 5,28 5,52
Concentración de ozono que reaccionó (mg/l) 64,01 130 194,91 261,32 327,74
Tabla 8.81. Datos obtenidos al trabajar con una intensidad de corriente de 450 mA,
correspondiente a una concentración de ozono producido de 22,21 mg/l por minutos.
8.3. RESULTADOS DE LA INVESTIGACIÓN A 4 LITROS DE MUESTRAS.
8.3.1. Primera etapa: Proceso de ozono.
Ensayos con dosis de ozono de 6,006 mg/l por minutos.
DQO.
En la tabla 8.82, se muestra la reducción de la DQO por tratamiento con ozono con
una dosis de 6,006 mg/l, con distintos tiempos de contacto.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
271
Tiempo
(min)
DQO
(mg/l)
Eliminación
(%)
0 345 0,0
3 257 25,5
6 232 32,8
9 211 38,8
12 201 41,7
15 199 42,3
Tabla 8.82. Reducción de la DQO por tratamiento con ozono y porcentaje de eliminación.
Gráfico 8.115. Variación de la DQO en función de tiempo de contacto.
En el grafico 8.115, se puede observar el comportamiento de la curva de reducción de
la DQO con una dosis de ozono de 6,006 mg/l en función del tiempo de contacto..
0
50
100
150
200
250
300
350
400
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
272
Gráfico 8.116. Eliminación de la DQO en función de tiempo de contacto.
En el grafico 8.116, se muestra la eliminación porcentual de DQO en función del
tiempo de contacto, con una dosis de ozono de 6,006 mg/l por minuto.
Fenoles.
En la tabla 8.83, se muestra la variación de los fenoles en función de tiempo de
contacto con ozono a una dosis de 6,00 mg/l por minuto.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 4,30 0,0
3 3,39 21,2
6 2,85 33,7
9 2,30 46,5
12 2,03 52,8
15 2,00 53,5
Tabla 8.83. Reducción de Fenoles por tratamiento con ozono y porcentaje de eliminación.
Gráfico 8.117, Variación de fenoles en función de tiempo de contacto.
En el grafico 8.117, se puede observar el comportamiento de la curva de reducción de
los fenoles con una dosis de ozono de 6,006 mg/l con diferentes tiempos de contacto.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
273
Gráfico 8.118, Eliminación de fenoles en función del tiempo de contacto, con una dosis de ozono de 6,006 mg/l.
En el grafico 8.118, se puede observar el comportamiento de la curva de eliminación
de los fenoles en función del tiempo de contacto.
Sólidos suspensión.
En la tabla 8.84, se muestra el contenido de sólidos en suspensión en función del
tiempo de contacto con una dosis de ozono de 6,006 mg/l por minuto y el porcentaje
de eliminación alcanzados.
Tiempo
(min)
SS
(mg/l)
Eliminación
(%)
0 146 0,0
3 88 39,7
6 84 42,5
9 76 47,9
12 76 47,9
15 74 49,3
Tabla 8.84. Reducción de sólidos en suspensión por tratamiento con ozono.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
274
Gráfico 8.119. Variación de los sólidos en suspensión en función del tiempo de contacto, con una
dosis de ozono de 6,006 mg/l.
En el grafico 8.119, se puede observar la reducción de los sólidos en suspensión con
una dosis de ozono de 6,006 mg/l en función del tiempo de contacto.
Gráfico 8.120. Eliminación de sólidos en suspensión en función de tiempo de contacto.
En el grafico 8.120, se muestra la eliminación porcentual de los sólidos en suspensión,
mostrándose un rendimiento de eliminación del 49,3 % a los 15 minutos de contacto.
Ensayos con dosis de ozono de 15,55 mg/l por minuto.
DQO.
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12 14 16
S.S.
(m
g/l)
Tiempo (min)
SS(mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 2 4 6 8 10 12 14 16
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
275
En la tabla 8.85, se muestran los resultados obtenidos en la reducción de la DQO,
trabajando con una dosis de ozono de 15,55 mg/l, con distintos tiempo de contacto.
Tiempo
(min)
DQO
(mg/l)
Eliminación
(%)
0 375 0,0
3 293 21,9
6 262 30,1
9 218 41,9
12 207 44,8
15 191 49,1
Tabla 8.85. Reducción de DQO por tratamiento con ozono y porcentaje de eliminación.
Gráfico 8.121. Variación de la DQO en función de tiempo de contacto.
En el grafico 8.121, se puede observar el comportamiento de la curva de reducción de
la DQO con una dosis de ozono de 15,55 mg/l por minuto.
0
50
100
150
200
250
300
350
400
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
276
Gráfico 8.122. Eliminación de la DQO en función del tiempo de contacto.
En el grafico 8.122, se muestra la eliminación porcentual de la DQO, obteniéndose una
reducción del 49,1 % a los 15 minutos de tratamiento.
Fenoles.
En la tabla 8.8, se muestra la variación de los fenoles en función de tiempo de
tratamiento con una dosis de ozono de 15,55 mg/l, se observa que, al aumentar el
tiempo de tratamiento se reduce la concentración del fenol.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 9,45 0
3 3,12 67
6 2,81 70,3
9 2,64 72,1
12 1,93 79,6
15 1,21 87,2
Tabla 8.86. Reducción de Fenoles por tratamiento con ozono y porcentaje de eliminación.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
277
Gráfico 8.123. Variación de fenoles en función de tiempo de contacto
En el grafico 8.123, se puede observar el comportamiento de la curva de reducción de
los fenoles en función del tiempo contacto.
Gráfico 8.124. Eliminación de fenoles en función del tiempo de contacto, con una dosis de ozono de 15,55 mg/l.
En el grafico 8.124, se puede observar el comportamiento de la curva de eliminación
de los fenoles en función del tiempo de contacto con una dosis de ozono de 15,55
mg/l.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12 14 16
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
278
Sólidos suspensión.
En la tabla 8.87, se muestra el contenido de sólidos en suspensión en función de
tiempo de tratamiento con una dosis de ozono de 15,55 mg/l por minuto y el porcentaje
de eliminación de los mismos.
Tiempo
(min)
SS
(mg/l)
Eliminación
( % )
0 104 0,0
3 88 15,4
6 84 19,2
9 70 32,7
12 66 36,5
15 62 40,4
Tabla 8.87. Reducción de los sólidos en suspensión por tratamiento con ozono.
Gráfico 8.125. Variación de los sólidos en suspensión en función de tiempo de contacto con una
dosis de ozono de 15,55 mg/l.
En el grafico 8.125, se puede observar el comportamiento de la reducción de los
sólidos en suspensión en función del tiempo con una dosis de ozono de 15,55 mg/l.
0
20
40
60
80
100
120
0 5 10 15 20
S. S
. (m
g/l)
Tiempo (min)
SS(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
279
Gráfico 8.126. Eliminación de los sólidos en suspensión en función del tiempo de contacto.
El grafico 8.126, muestra la curva de eliminación de los sólidos en suspensión,
alcanzándose un rendimiento del 40,4 % a los 15 minutos de tratamiento.
Ensayos con dosis de ozono de 22,21 mg/l por minuto
DQO.
En la tabla 8.88, se muestran los resultados obtenidos en la eliminación de la DQO,
trabajando con una dosis de ozono de 22,21 mg/l y con tiempos de retención de 3, 6,
9, 12, y 15 minutos.
Tiempo
(min)
DQO
(mg/l)
Eliminación
(%)
0 600 0,0
3 360 39,8
6 287 52,0
9 235 60,7
12 221 63,0
15 200 66,6
Tabla 8.88. Reducción de la DQO por tratamiento con ozono y porcentaje de eliminación.
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
0 2 4 6 8 10 12 14 16
Elim
inac
iön
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
280
Gráfico 8.127. Variación de la DQO en función del tiempo de contacto.
En el grafico 8.127, se puede observar el comportamiento de la curva de reducción de
la DQO a una dosis de 22,21 mg/l de ozono a diferentes tiempos de tratamiento.
Gráfico 8.128. Eliminación de la DQO en función de tiempo de contacto.
En el grafico 8.128, se muestra la eliminación porcentual de la DQO, llegando a
rendimiento del 66,6 % a los 15 minutos de tratamiento.
0
100
200
300
400
500
600
700
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO(mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
281
Fenoles.
En la tabla 8.89, se muestran los resultados obtenidos en la eliminación de los
fenoles, trabajando con una dosis de ozono de 22,21 mg/l por minuto y con tiempos de
tratamiento de 3, 6, 9, 12, y 15 minutos.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 6,78 0
3 2,72 59,9
6 1,75 74,1
9 1,27 81,3
12 0,93 86,3
15 0,67 90,1
Tabla 8.89. Reducción de fenoles por tratamiento con ozono y porcentaje de eliminación.
Gráfico 8.129. Variación de los fenoles en función de tiempo de contacto.
En el grafico 8.129, se puede observar el comportamiento de la curva de reducción de
fenoles con una dosis de ozono de 22,21 mg/l y con diferentes tiempos de tratamiento.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
282
Gráfico 8.130, Eliminación de los fenoles en función de tiempo de contacto.
En el grafico 8.130, se muestra la eliminación porcentual de fenoles, obteniéndose una
reducción del 90,1 % a los 15 minutos de tratamiento.
Sólidos suspensión.
En la tabla 8.90, se muestra el contenido de sólidos suspensión en función de tiempo
de tratamiento con una dosis de ozono de 22,21 mg/l por minuto, obteniéndose una
reducción del 36,5% de los sólidos suspensión en la muestra tratada.
Tiempo
(min)
S.S.
(mg/l)
Eliminación
(%)
0 104 0
3 88 15,4
6 78 25
9 74 28,8
12 66 36,5
15 66 36,5
Tabla 8.90. Reducción de los sólidos suspensión por tratamiento con ozono.
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
283
Gráfico 8.131. Variación de Sólidos suspensión en función de tiempo de contacto.
En el grafico 8.131, se puede observar el comportamiento de la variación de sólidos
en suspensión, trabajando con una dosis de ozono de 22,21 mg/l por minuto a
diferentes tiempos de tratamiento.
Gráfico 8.132. Eliminación de sólidos suspensión en función de tiempo de tratamiento.
En el grafico 8.132, se muestra la eliminación porcentual de sólidos suspensión
obteniéndose una reducción del 36,5 % a los 12 minutos de tratamiento.
0
20
40
60
80
100
120
0 5 10 15 20
S. S
. (m
g/l
)
Tiempo (min)
SS(mg/l)
0
5
10
15
20
25
30
35
40
0 5 10 15 20
Eli
min
ac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
284
8.3.2. Segunda etapa: Proceso de peróxido de hidrógeno con ozono.
En esta segunda etapa, se trabajó adicionando 1,5ml de peróxido de hidrógeno a 4
litros de muestra de agua residual de petróleo, siendo la concentración del peróxido en
la muestra de 116,25 mg/l, para luego inyectar ozono a la columna a distintas dosis. La
dosis de peróxido fue la misma en todo el experimento.
Ensayo con una dosis de ozono de 6,006 mg/l por minuto y una
concentración de peróxido de hidrógeno de 116,25 mg/l.
DQO.
En la tabla 8.91, se indica la reducción de la DQO por tratamiento con peróxido de
hidrógeno con ozono con distintos tiempo de contacto.
Tiempo
(min)
DQO
(mg/l)
Eliminación
(%)
0 265 0,0
3 243 8,3
6 227 14,3
9 204 23,0
12 196 26,0
15 185 30,2
Tabla 8.91. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
285
Gráfico 8.133. Variación de la DQO en función del tiempo de contacto con peróxido de hidrógeno y
ozono.
Gráfico 8.134. Eliminación de la DQO en función de tiempo de contacto con peróxido de hidrógeno
y ozono.
En el grafico 8.134, se muestra la eliminación porcentual de la DQO en función del
tiempo de contacto con ozono y peróxido.de hidrógeno.
0
50
100
150
200
250
300
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
286
Fenoles
En la tabla 8.92, se muestra la variación de los fenoles en función de tiempo de
contacto con una dosis de ozono de 6,006 mg/l y una concentración de peróxido de
hidrógeno de 116,25 mg/l.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 8,86 0,0
3 2,96 66,6
6 2,43 72,6
9 2,30 74,0
12 1,97 77,8
15 1,89 78,7
Tabla 8.92. Reducción de fenoles por tratamiento con peróxido de hidrógeno y ozono.
Gráfico 8.135. Variación de los fenoles en función de tiempo de contacto.
En el grafico 8.135, se puede observar la reducción de los fenoles con una dosis de
ozono de 6,006 mg/l por minuto y 116,25 mg/l de peróxido, en función del tiempo de
contacto.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
287
Gráfico 8.136, Eliminación de fenoles en función de tiempo de contacto.
En el grafico 8.136, se muestra la eliminación porcentual de los fenoles en función de
tiempo de contacto, alcanzándose una reducción de 78,7 % a los 15 minutos de
tratamiento.
Sólidos suspensión.
En la tabla 8.93, se muestra el contenido de sólidos suspensión y el porcentaje de
eliminación, en función del tiempo de contacto con ozono a una dosis de 6,006 mg/l y
una concentración de peróxido de hidrógeno de 116,25 mg/l.
Tiempo
(min)
SS
(mg/l)
Eliminación
(%)
0 126 0,0
3 80 36,5
6 78 38,1
9 72 42,9
12 68 46,0
15 66 47,6
Tabla 8.93. Reducción de los sólidos en suspensión y porcentaje de eliminación en Función de tiempo de contacto.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
288
Gráfico 8.137. Variación de los sólidos en suspensión en función de tiempo de contacto.
En el gráfico 8.137, se puede observar la reducción de los sólidos en suspensión con
una dosis de ozono de 6,006 mg/l en función del tiempo de contacto.
Gráfico 8.138. Eliminación de sólidos en suspensión en función de tiempo de contacto.
En el grafico 8.138, se muestra la eliminación porcentual de los sólidos en suspensión
en función del tiempo de contacto, alcanzándose un rendimiento de reducción de 47,6
% a los 15 minutos de tratamiento.
0
20
40
60
80
100
120
140
0 5 10 15 20
S. S
. (m
g/l)
Tiempo (min)
SS(mg/l)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
289
Ensayos con dosis de ozono de 15,55 mg/l por minuto y 116,25 mg/l de
peróxido de hidrógeno.
DQO.
En la tabla 8.94, se muestra la reducción y el porcentaje de eliminación de la DQO en
función del tiempo de tratamiento con peróxido de hidrógeno y ozono a las
concentraciones antes indicada.
Tiempo
(min)
DQO
(mg/l)
Eliminación
(%)
0 301 0,0
3 207 31,2
6 188 37,5
9 178 40,9
12 170 43,5
15 159 47,2
Tabla 8.94. Reducción de la DQO por tratamiento con ozono y peróxido de hidrógeno.
.
Gráfico 8.139, Variación de la DQO en función de tiempo de contacto con peróxido de hidrógeno y
ozono.
0
50
100
150
200
250
300
350
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
290
Gráfico 8.140. Eliminación de la DQO en función del tiempo de contacto con peróxido de hidrógeno
y ozono.
En el grafico 8.140, se muestra la eliminación porcentual de la DQO en función del
tiempo de contacto, alcanzándose un rendimiento del 47,2 % a los 15 minutos.
Fenoles.
En la tabla 8.95, se muestra la reducción y porcentaje de eliminación de los fenoles en
función de tiempo de contacto a una dosis de ozono de 15,55 mg/l y con 116,25 mg/l
de peróxido de hidrógeno.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 4,36 0,0
3 2,91 33,3
6 2,10 51,8
9 2,00 54,1
12 1,43 67,2
15 1,27 70,9
Tabla 8.95. Reducción de los fenoles por tratamiento con peróxido de hidrógeno y ozono.
0,0
10,0
20,0
30,0
40,0
50,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
291
Gráfico 8.141. Variación de los fenoles en función de tiempo de contacto.
Grafico 8.142. Eliminación de los fenoles en función de tiempo de contacto.
En el grafico 8.142, se muestra la eliminación porcentual de los fenoles, obteniéndose
un rendimiento de eliminación del 70,9 % a los 15 minutos de tratamiento con ozono y
peróxido de hidrógeno.
Sólidos suspensión.
En la tabla 8.96, se muestran el contenido de los sólidos en suspensión en función del
tiempo de contacto, con una dosis de ozono de 15,55 mg/l por minuto y adición de
peróxido de hidrógeno con una concentración de 116,25 mg/l en la muestra.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
292
Tiempo
(min)
SS
(mg/l)
Eliminación
(%)
0 125 0,0
3 76 39,2
6 68 45,6
9 66 47,2
12 62 50,4
15 54 56,8
Tabla 8.96, Reducción de los sólidos en suspensión en función del tiempo de contacto.
Gráfico 8.143. Variación de los sólidos en suspensión en función del tiempo de contacto.
0
20
40
60
80
100
120
140
0 5 10 15 20
S.S
(mg/
l)
Tiempo (min)
SS(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
293
Gráfico 8.144. Eliminación de los sólidos en suspensión en función del tiempo de contacto.
En el grafico 8.144, se muestra la eliminación porcentual de los sólidos en suspensión
en función del tiempo de contacto, alcanzándose una reducción del 56,8 % a los 15
minutos de tratamiento.
Ensayos con dosis de ozono de 22,21 mg/l por minuto y 116,25 mg/l de
peróxido de hidrógeno.
DQO.
En la tabla 8.97, se puede observar los resultados la DQO al someter el agua residual
al tratamiento de ozono y peróxido de hidrógeno a los distintos tiempos de contacto.
Tiempo
(min)
DQO
(mg/l)
Eliminación
(%)
0 302 0,0
3 184 39,1
6 174 42,4
9 157 48,0
12 144 52,3
15 135 55,3
Tabla 8.97. Reducción de la DQO por tratamiento con peróxido de hidrógeno y ozono.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
294
Gráfico 8.145. Variación de la DQO en función del tiempo de contacto con peróxido de hidrógeno
y ozono.
Gráfico 8.146. Eliminación de la DQO en función del tiempo de contacto con peróxido de hidrógeno
y ozono.
En el grafico 8.146, se muestra la eliminación porcentual de DQO, obteniéndose un
rendimiento de 55,3 % a los 15 minutos de tiempo de contacto.
0
50
100
150
200
250
300
350
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
295
Fenoles.
En la tabla 8.98, se muestra la variación de los fenoles en función de tiempo de
contacto con una dosis de ozono de 22,21 mg/l y con 116,25 mg/l de peróxido de
hidrógeno.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 3,32 0
3 1,93 41,9
6 1,59 52,1
9 1,27 61,7
12 1,02 69,3
15 0,99 70,2
Tabla 8.98. Reducción de fenoles por tratamiento con peróxido de hidrógeno con ozono.
Gráfico 8.147. Variación de los fenoles en función del tiempo de contacto.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
296
Grafico 8.148, Eliminación de fenoles en función de tiempo de contacto.
En el grafico 8.148, se muestra la eliminación porcentual de los fenoles, alcanzándose
un rendimiento del 70,2 % a los 15 minutos de tratamiento.
Sólidos suspensión.
En la tabla 8.99, se muestran los resultados obtenidos en relación a los sólidos en
suspensión en función de tiempo de contacto, tratando el agua residual con una dosis
de ozono de 22,21 mg/l y 116,25 mg/l de peróxido de hidrógeno.
Tiempo (min)
SS (mg/l)
Eliminación (%)
0 119 0,0
3 60 49,6
6 58 51,3
9 56 52,9
12 54 54,6
15 50 58,0 Tabla 8.99. Reducción de los sólidos suspensión y porcentaje de eliminación en función
de tiempo de contacto.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
297
Gráfico 8.149. Variación de los sólidos en suspensión en función de tiempo de contacto.
Gráfico 8.150. Eliminación de los sólidos suspensión en función del tiempo de contacto.
En el grafico 8.150, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento del 58,0 % a los 15
minutos de tratamiento.
8.3.3. Tercera etapa: Proceso de Ultravioleta con ozono.
Ensayo con una dosis de ozono de 6,006 mg/l por minuto y una dosis de
radiación UV de 0,1 mW/cm2.
0
20
40
60
80
100
120
140
0 5 10 15 20
S. S
. (m
g/l)
Tiempo (min)
SS(mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
298
DQO.
En la tabla 8.100, se puede observar los resultados de la DQO al someter el agua
residual al tratamiento de ozono con una dosis de 6,006 mg/l con tiempos de contacto
de 0 – 15 minutos y con una radiación UV posterior. Aplicando una dosis de radiación
UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo (min)
DQO (mg/l)
Eliminación (%)
0 270 0,0
3 195 27,8
6 183 32,2
9 177 34,4
12 173 35,9
15 168 37,8 Tabla 8.100. Reducción de la DQO por tratamiento con ultravioleta y ozono.
Gráfico 8.151. Variación de la DQO en función de tiempo de contacto con una UV con ozono.
0
50
100
150
200
250
300
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
299
Gráfico 8.152. Eliminación de la DQO en función de tiempo de contacto
En el grafico 8.152, se muestra la eliminación porcentual de DQO en función de tiempo
de contacto, mostrándose un rendimiento de reducción del 37,8 % a los 15 minutos de
tratamiento con ozono, y posteriormente con 5 minutos de tiempo retención en la
cámara de UV.
Fenoles.
En la tabla 8.101, se puede observar los resultados de los fenoles al someter el agua
residual al tratamiento de ozono con una dosis de 6,006 mg/l con tiempos de contacto
de 0-15 minutos y con una radiación UV posterior. Aplicando una dosis de radiación
UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo
(min)
Fenoles
( mg/l)
Eliminación
(%)
0 4,40 0
3 2,92 33,6
6 2,16 50,9
9 1,96 55,5
12 1,71 61,1
15 1,45 67,0
Tabla 8.101. Reducción de los fenoles por tratamiento con ultravioleta con ozono
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (%)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
300
Gráfico 8.153. Variación de los fenoles en función del tiempo de contacto con una dosis de ozono
de 6.006 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
Grafico 8.154. Eliminación de los fenoles en función del tiempo de contacto con una dosis de
ozono de 6.006 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
En el grafico 8.154, se muestra la eliminación porcentual de los fenoles, y
mostrándose un rendimiento de reducción del 67,0 % a los 15 minutos de tratamiento
con ozono y posteriormente con 5 minutos de tiempo retención en la cámara de UV.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
301
Sólidos suspensión.
En la tabla 8.102, se puede observar los resultados de los sólidos en suspensión al
someter el agua residual al tratamiento de ozono con una dosis de 6,006 mg/l con
tiempos de contacto de 0 – 15 minutos y con una radiación UV posterior. Aplicando
una dosis de radiación UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la
cámara de UV.
Tiempo
(min)
S.S.
(mg/l)
Eliminación
(%)
0 87 0
3 78 10,3
6 72 17,2
9 70 19,5
12 68 21,8
15 68 21,8
Tabla 8.102. Reducción de los sólidos en suspensión por tratamiento con UV y ozono.
Gráfico 8.155. Variación de los sólidos en suspensión en función del tiempo de contacto con una
dosis de ozono de 6.006 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20
S. S
. (m
g/l)
Tiempo (min)
SS(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
302
Gráfico 8.156. Eliminación de sólidos suspensión en función del tiempo de contacto con una
dosis de ozono de 6.006 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
En el grafico 8.156, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento de reducción del 21,8 %
a los 15 minutos de tratamiento con ozono y posteriormente con 5 minutos de tiempo
retención en la cámara de UV.
Ensayos con una dosis de ozono de 15,55 mg/l por minuto y una dosis de
radiación UV de 0,1 mW/cm2.
DQO.
En la tabla 8.103, se puede observar los resultados de la DQO al someter el agua
residual al tratamiento de ozono con una dosis de 15,55 mg/l con tiempo de contacto
de 0-15 minutos y con una radiación UV posterior. Aplicando una dosis de radiación
UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo (min)
DQO (mg/l)
Eliminación (%)
0 294 0,0
3 206 29,9
6 165 43,9
9 146 50,3
12 141 52,0
15 135 54,1 Tabla 8.103, Reducción de la DQO por tratamiento con UV y ozono.
0,0
5,0
10,0
15,0
20,0
25,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)
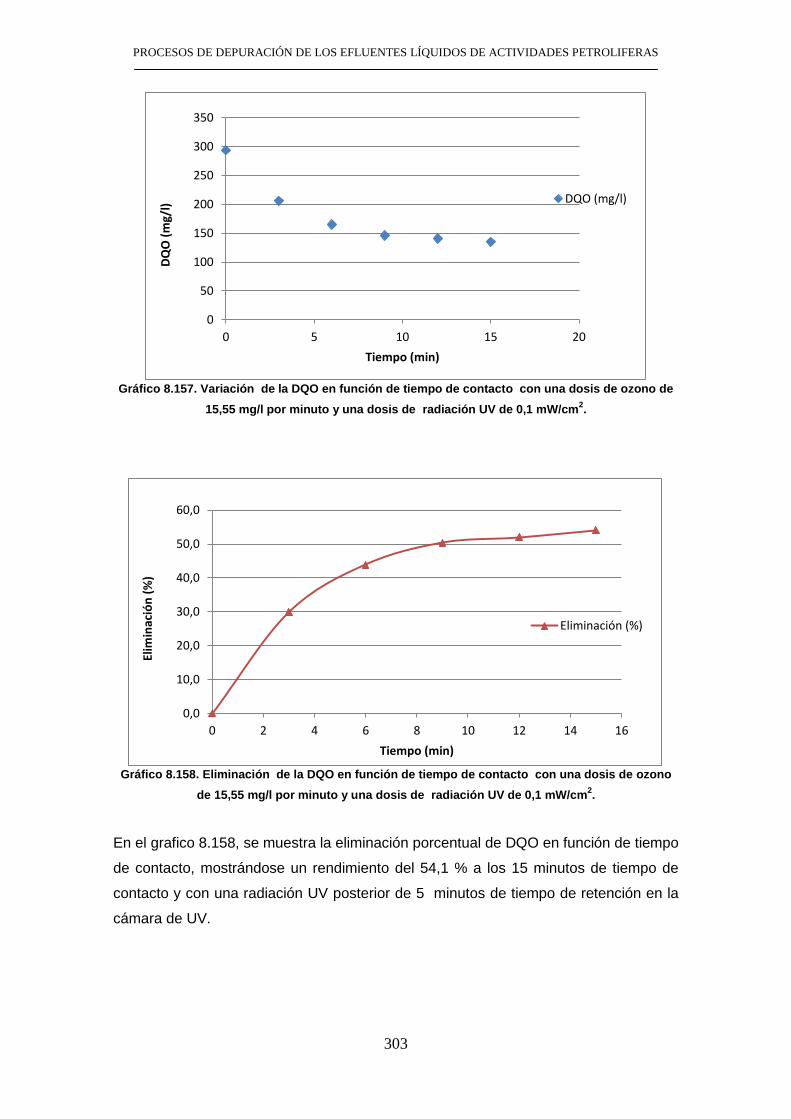
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
303
Gráfico 8.157. Variación de la DQO en función de tiempo de contacto con una dosis de ozono de
15,55 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
Gráfico 8.158. Eliminación de la DQO en función de tiempo de contacto con una dosis de ozono
de 15,55 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
En el grafico 8.158, se muestra la eliminación porcentual de DQO en función de tiempo
de contacto, mostrándose un rendimiento del 54,1 % a los 15 minutos de tiempo de
contacto y con una radiación UV posterior de 5 minutos de tiempo de retención en la
cámara de UV.
0
50
100
150
200
250
300
350
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
0 2 4 6 8 10 12 14 16
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
304
Fenoles.
En la tabla 8.104, se puede observar los resultados de los fenoles, al someter el agua
residual al tratamiento de ozono con una dosis de 15,55 mg/l con tiempo de contacto
de 0-15 minutos y con una radiación UV posterior. Aplicando una dosis de radiación
UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo
(min)
Fenoles
(mg/l)
Eliminación
(%)
0 2,92 0
3 2,05 29,8
6 1,60 45,2
9 1,21 58,6
12 1,18 59,6
15 1,10 62,3
Tabla 8.104. Reducción de los fenoles por tratamiento con UV y ozono.
Gráfico 8.159. Variación de los fenoles en función de tiempo de contacto con una dosis de ozono
de 15,55 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 2 4 6 8 10 12 14 16
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
305
Grafico 8.160. Eliminación de los fenoles en función de tiempo de contacto con una dosis de
ozono de 15,55 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2
En el grafico 8.160, se muestra la eliminación porcentual de los fenoles, mostrándose
un rendimiento del 62,3 % a los 15 minutos de tratamiento, y posteriormente con 5
minutos de tiempo retención en la cámara de UV.
Sólidos suspensión.
En la tabla 8.105, se puede observar los resultados de los sólidos en suspensión al
someter el agua residual al tratamiento de ozono con una dosis de 15,55 mg/l con
tiempo de contacto de 0 – 15 minutos y con una radiación UV posterior. Aplicando una
dosis de radiación UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la
cámara de UV.
Tiempo
(min
S.S.
(mg/l)
Eliminación
(%)
0 80 0
3 58 27,5
6 54 32,5
9 50 37,5
12 46 42,5
15 44 45
Tabla 8.105. Resultados obtenidos en la eliminación de los fenoles por tratamiento con UV y
ozono..
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
306
Gráfico 8.161. Variación de los sólidos en suspensión en función de tiempo de contacto con una
dosis de ozono de 15,55 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2
Gráfico 8.162. Eliminación de sólidos suspensión en función de tiempo de contacto con una dosis
de ozono de 15,55 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
En el grafico 8.162, se muestra la eliminación porcentual de sólidos suspensión en
función del tiempo de contacto, mostrándose un rendimiento del 45 % a los 15 minutos
de tratamiento con ozono, y posteriormente con 5 minutos de tiempo retención en la
cámara de UV.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12 14 16
S. S
. (m
g/l)
Tiempo (min)
SS(mg/l)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
307
Ensayos con una dosis de ozono de 22,21 mg/l por minuto y una dosis de
radiación UV de 0,1 mW/cm2.
DQO.
En la tabla 8.106, se puede observar los resultados de la DQO al someter el agua
residual al tratamiento de ozono con una dosis de 22,21 mg/l con tiempo de contacto
de 0 – 15 minutos y con una radiación UV posterior, aplicando una dosis de radiación
UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo (min)
DQO (mg/l)
Eliminación (%)
0 292 0,0
3 146 50,0
6 144 50,7
9 131 55,1
12 126 56,8
15 117 59,9 Tabla 8.106, Resultados obtenidos en la reducción de la DQO por tratamiento con ozono y
ultravioleta.
Gráfico 8.163, Variación de la DQO en función de tiempo de contacto con una dosis de ozono de
22,21 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2
0
50
100
150
200
250
300
350
0 5 10 15 20
DQ
O (
mg/
l)
Tiempo (min)
DQO (mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
308
Gráfico 8.164. Eliminación de la DQO en función de tiempo de contacto con una dosis de ozono
de 22,21 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
En el grafico 8.164, se muestra la eliminación porcentual de DQO en función de tiempo
de contacto, mostrándose un rendimiento del 59,9 % a los 15 minutos de tiempo de
tratamiento.
Fenoles.
En la tabla 8.107, se puede observar los resultados de los fenoles al someter el agua
residual al tratamiento de ozono con una dosis de 22,21 mg/l con tiempo de contacto
de 0 – 15 minutos y con una radiación UV posterior, aplicando una dosis de radiación
UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo
(min)
Fenoles
mg/l
Eliminación
(%)
0 3,14 0
3 1,19 62,1
6 0,78 75,2
9 0,70 77,7
12 0,68 78,3
15 0,65 79,3
Tabla 8.107. Resultados obtenidos en la eliminación de los fenoles por tratamiento con
UV y ozono.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
309
Gráfico 8.165. Variación de los fenoles en función de tiempo de contacto con una dosis de ozono
de 22,21 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2
Grafico 8.166, Eliminación de los fenoles en función de tiempo de contacto con una dosis de
ozono de 22,21 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
En el grafico 8.166, se muestra la eliminación porcentual de los fenoles, y
mostrándose un rendimiento del 79,3 % a los 15 minutos de tratamiento por ozono y
posteriormente con 5 minutos de retención en la cámara de UV.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 5 10 15 20
Fen
ol (
mg/
l)
Tiempo (min)
Fenol(mg/l)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
310
Sólidos suspensión.
En la tabla 8.108, se puede observar los resultados de los sólidos en suspensión al
someter el agua residual al tratamiento de ozono con una dosis de 22,21 mg/l con
tiempos de contacto de 0-15 minutos y posteriormente aplicando una dosis de
radiación UV de 0,1 mW/cm2 y 5 minutos de tiempo de retención en la cámara de UV.
Tiempo
(min)
S.S.
(mg/l)
Eliminación
(%)
0 126 0
3 50 60,3
6 48 61,9
9 44 65,1
12 40 68,3
15 38 69,8
Tabla 8.108. Resultados obtenidos en la reducción de los sólidos en suspensión por tratamiento
con ozono y ultravioleta.
Gráfico 8.167. Variación de los sólidos en suspensión en función de tiempo de contacto con una
dosis de ozono de 22,21 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2.
0
20
40
60
80
100
120
140
0 5 10 15 20
S. S
. (m
g/l)
Tiempo (min)
SS(mg/l)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
311
Gráfico 8.168. Eliminación de los sólidos en suspensión en función de tiempo de contacto con
una dosis de ozono de 22,21 mg/l por minuto y una dosis de radiación UV de 0,1 mW/cm2
En el grafico 8.168, se muestra la eliminación porcentual de sólidos en suspensión en
función del tiempo de contacto, mostrándose un rendimiento del 69,8 % a los 15
minutos de tratamiento, con una radiación UV posterior de 5 minutos de tiempo de
retención en la cámara de UV.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
Eliminación (%)

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
312
CAPITULO 9
ANALISIS Y DISCUSIÓN DE LOS RESULTADOS

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
313
9. ANALISIS Y DISCUSIÓN DE LOS RESULTADOS.
9.1. Primera fase: Ensayos realizados con 1 litro de agua de muestra con
tratamiento previo.
En la primera fase se trabajó con 4 dosis de ozono diferentes, y con 5 tiempos de
contacto, durante la investigación de Tesis, y a continuación las conclusiones que se
han alcanzados en la relación de los parámetros señalada en la investigación.
9.1.1. Proceso de Ozono.
En el proceso de Ozono, se ha trabajado con diferentes tiempos de contacto de
tratamiento, como (2, 5, 7, 9 y 11 minutos), de forma continua, y las conclusiones
obtenidos en relación de cada parámetro son las siguientes:
En relación a la DQO.
En relación a la DQO se alcanza los mejores resultados con una dosis de ozono de
22.15 mg/l por minutos, donde se obtiene un rendimiento del 80 %, en la reducción de
la DQO a los 11 minutos, de tiempo de contacto, como se puede observar en el
siguiente gráfico.
Grafico 9.1. Comparación del Rendimiento de eliminación de la DQO en función de tiempo de
contacto a distintos dosis de ozono.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo Min)
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
314
En relación a los Aceites y grasas.
En relación a los aceites y grasas, se alcanza los mejores resultados con una dosis de
ozono de 15,37 mg/l – 19,33 mg/l por minutos, donde se obtienen un rendimiento del
100 % en reducción de los aceites y grasas a los 11 minutos de tiempo de contacto,
como se puede observar en el grafico.
Grafico 9.2. Comparación del rendimiento de eliminación de grasas y aceites en función de
tiempo de contacto a distintos dosis de ozono.
En relación a los sólidos suspensión.
En relación a los sólidos suspensión, con una dosis de ozono de 5,97 mg/l
aparentemente, se obtienen los mejores resultados en la eliminación de los sólidos
suspensión, alcanzando un rendimiento del 69,1 % a los 11 minutos de tiempo de
contacto, como se puede observar en el grafico.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo (min)
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
315
Grafico 9.3. Comparación del rendimiento de eliminación de los sólidos suspensión en
función de tiempo de contacto a distintas dosis de ozono.
En relación a los fenoles.
En relación a los fenoles, con una dosis de ozono de 22,15 mg/l por minutos, se
obtienen los mejores resultados alcanzando un rendimiento del 100% en la
eliminación de los fenoles, a los 11 minutos de tiempo de contacto, como se
puede observar en el grafico.
Grafico 9.4. Comparación del rendimiento de eliminación de los fenoles en función de tiempo
de contacto.
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,33 mg/l
19,32 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
316
En relación a Turbidez.
En relación a turbidez, con una dosis de ozono de 19,33 mg/l por minutos, se obtienen
los mejores resultados alcanzando un rendimiento del 98 % en la eliminación de
turbidez, a los 11 minutos de tiempo de contacto, como se puede observar en el
grafico.
Grafico 9.5. Comparación del rendimiento de eliminación de turbidez en función de tiempo de
contacto.
9.1.2. Proceso de Peróxido de hidrógeno con Ozono.
En el proceso de peróxido de hidrógeno con ozono, se ha trabajado con una dosis de
10 mg/l de peróxido de hidrógeno en 1 litro de agua de muestra y con diferentes
tiempos de contacto de tratamiento, como (2, 5, 7, 9 y 11 minutos), de forma
continuada, y las conclusiones obtenidas en relación de cada uno de los parámetros
son las siguientes:
En relación a la DQO.
En relación a la DQO, no se alcanzó los mejores resultados con 1 litro de agua de
muestra con 10 mg/l peróxido de hidrógeno y ozono debido de la DQO de salida era
mayor que de entrada por la razón de que las moléculas de carbón al reaccionar con
peróxido de hidrógeno y ozono se rompe ó destruye las moléculas de carbón, y
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l
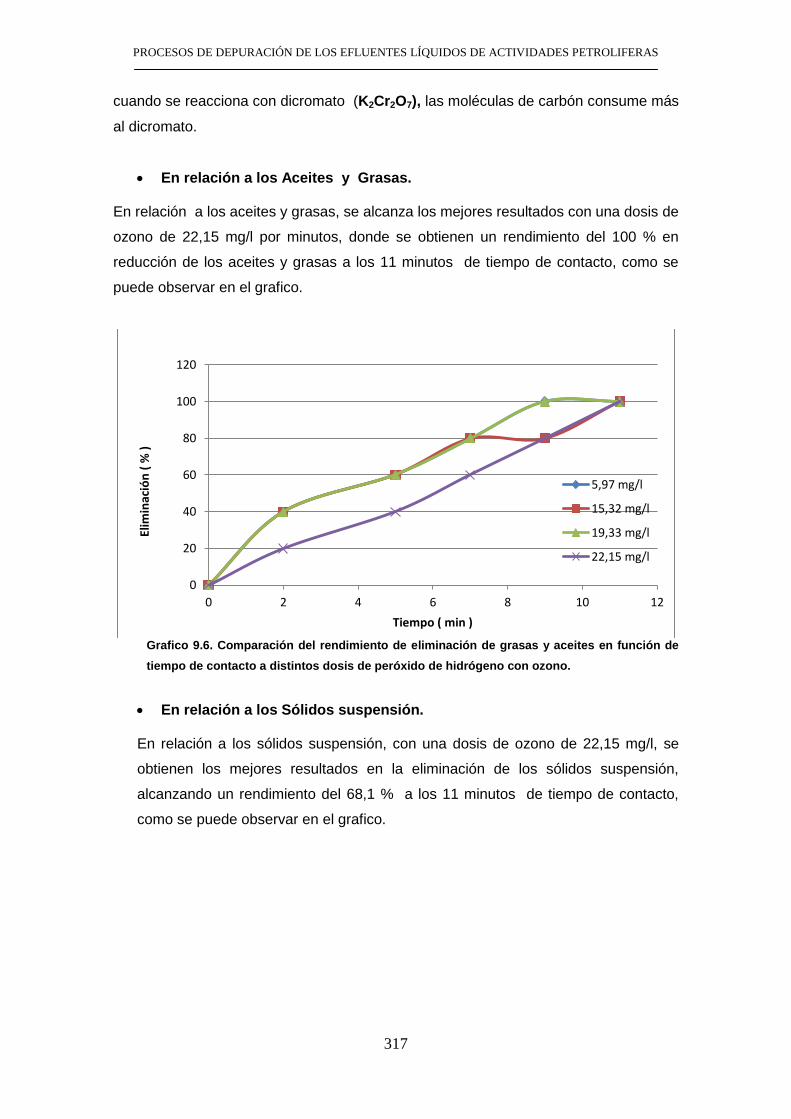
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
317
cuando se reacciona con dicromato (K2Cr2O7), las moléculas de carbón consume más
al dicromato.
En relación a los Aceites y Grasas. En relación a los aceites y grasas, se alcanza los mejores resultados con una dosis de
ozono de 22,15 mg/l por minutos, donde se obtienen un rendimiento del 100 % en
reducción de los aceites y grasas a los 11 minutos de tiempo de contacto, como se
puede observar en el grafico.
Grafico 9.6. Comparación del rendimiento de eliminación de grasas y aceites en función de
tiempo de contacto a distintos dosis de peróxido de hidrógeno con ozono.
En relación a los Sólidos suspensión.
En relación a los sólidos suspensión, con una dosis de ozono de 22,15 mg/l, se
obtienen los mejores resultados en la eliminación de los sólidos suspensión,
alcanzando un rendimiento del 68,1 % a los 11 minutos de tiempo de contacto,
como se puede observar en el grafico.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
318
Grafico 9.7. Comparación del rendimiento de eliminación de los sólidos suspensión en función de
tiempo de contacto a distintas dosis de ozono.
En relación a los fenoles.
En relación a los fenoles, con una dosis de ozono de 22,15 mg/l por minutos, se
obtienen los mejores resultados alcanzando un rendimiento del 100% en la
eliminación de los fenoles, a los 11 minutos de tiempo de contacto, como se puede
observar en el grafico.
Grafico 9.8. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de
contacto a distintos dosis de peróxido de hidrogeno con ozono.
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo (min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,33 mg/l
19,32 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
319
En relación a Turbidez. En relación a turbidez, con una dosis de ozono de 22,15 mg/l por minutos, se obtienen
los mejores resultados alcanzando un rendimiento del 95,4 % en la eliminación de
turbidez, a los 11 minutos de tiempo de contacto, como se puede observar en el
grafico.
Grafico 9.9. Comparación del rendimiento de eliminación de turbidez en función de tiempo de
contacto.
9.1.3. Proceso de Ultravioleta con Ozono.
En el proceso de Ultravioleta con Ozono, se ha trabajado con una dosis de radiación
UV de 0,1 mW/cm2 en 1 litro de agua de muestra y con diferentes tiempos de
contacto (2, 5, 7, 9 y 11 minutos), de forma continuada, y con 5 minutos de tiempo de
retención en la cámara de contacto de Ultravioleta (UV). Y las conclusiones obtenidas
en relación de los parámetros son las siguientes:
En relación a los DQO.
En relación a la DQO se alcanza los mejores resultados con una dosis de ozono de
22.15 mg/l por minutos y más una dosis de radiación UV de 0,1 mW/cm2 de 5 minutos
de tiempo de retención en la cámara de contacto, se obtuvo un rendimiento del 65 %,
en la reducción de la DQO a los 11 minutos, de tiempo de contacto, como se puede
observar en el siguiente gráfico.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
320
Grafico 9.10. Comparación del Rendimiento de eliminación de la DQO en función de tiempo de
contacto a distintos dosis de ultravioleta y ozono.
En relación a los Aceites y grasas.
En relación a los aceites y grasas, se alcanza los mejores resultados con una dosis de
ozono de 19,33 mg/l por minutos, más una dosis de radiación UV de 0,1 mW/cm2 de 5
minutos de tiempo de retención en la cámara de contacto, se obtuvo un rendimiento
del 100 % en reducción de los aceites y grasas a los 11 minutos de tiempo de
contacto, como se puede observar en el grafico.
Grafico 9.11. Comparación del rendimiento de eliminación de grasas y aceites en función de
tiempo de contacto a distintos dosis de peróxido de hidrógeno con ultravioleta y ozono.
0
10
20
30
40
50
60
70
80
0 2 4 6 8 10 12
Elim
inac
ión
(%
)
Tiempo ( min)
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l
0
10
20
30
40
50
60
70
80
90
100
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
321
En relación a los Sólidos suspensión. En relación a los sólidos suspensión, se alcanza los mejores resultados con una dosis
de ozono de 22,15 mg/l por minutos, más una dosis de radiación UV de 0,1 mW/cm2
de 5 minutos de tiempo de retención en la cámara de contacto, se obtuvo un
rendimiento del 82 % en reducción de los sólidos suspensión a los 11 minutos de
tiempo de contacto, como se puede observar en el grafico.
Grafico 9.12. Comparación del rendimiento de eliminación de los sólidos suspensión en función de
tiempo de contacto a distintas dosis de peróxido de hidrógeno y ozono.
En relación a los fenoles.
En relación a los fenoles, se alcanza los mejores resultados con una dosis de
ozono desde 5,97 a 22,15 mg/l por minutos, más una dosis de radiación UV de 0,1
mW/cm2 de 5 minutos de tiempo de retención en la cámara de contacto, se obtuvo
un rendimiento del 100 % en reducción de los fenoles a partir a los 7 a 11 minutos
de tiempo de contacto, como se puede observar en el grafico.
0
10
20
30
40
50
60
70
80
90
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo (min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
322
Gráfico 8.13. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de
contacto.
En relación a Turbidez.
En relación a turbidez, se alcanza los mejores resultados con una dosis de ozono de
15,32 mg/l por minutos, más una dosis de radiación UV de 0,1 mW/cm2 de 5 minutos
de tiempo de retención en la cámara de contacto, se obtuvo un rendimiento del 100 %
en reducción de turbidez a partir a los 7 a 11 minutos de tiempo de contacto, como se
puede observar en el grafico.
Gráfico 9.14. Comparación del rendimiento de reducción de turbidez en función de tiempo de
contacto con ultravioleta y ozono.
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,33 mg/l
19,32 mg/l
22,15 mg/l
0
20
40
60
80
100
120
0 2 4 6 8 10 12
Elim
inac
ión
( %
)
Tiempo ( min )
5,97 mg/l
15,32 mg/l
19,33 mg/l
22,15 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
323
9.2. SEGUNDA FASE: Ensayos realizados con 4 litros de agua de muestras
con tratamiento previo.
En el presente capítulo, se dan las conclusiones a que se ha llegado al tratar las aguas
residuales procedentes de la refinería de petróleo, tal y como se han recibido. El agua
residual tenía una coloración negruzca, con fuerte olor a hidrocarburos.
El tratamiento se realizó mediante 3 procesos: (1) proceso de ozonización simple, (2)
proceso de ozono + peróxido de hidrógeno, (3) proceso de ozono + UV.
En cada uno de estos procesos se trabajó con 3 dosis de ozono diferentes, y con 5
tiempos de contacto. La dosis de peróxido de hidrógeno fue única en todos los casos.
Así mismo, el tiempo de retención en la cámara de UV fue de 5 minutos en todos los
casos.
Esta fase se considera, la fase de afino de resultados dado que el proceso, se
aproxima más al proceso de tratamiento real.
9.2.1. Proceso de ozono simple
Se trabajó con distintos tiempos de contacto (3 a 15 minutos) de forma continuada
y las conclusiones que se han obtenido son las siguientes:
En relación a la DQO.
- En relación a la DQO se alcanza los mejores resultados con la dosis de ozono
de 22,21 mg/l por minuto, donde se obtienen un rendimiento del 66,6 % en la
reducción de la DQO a los 15 minutos de tiempo de contacto, como se puede
observar en el siguiente gráfico.
- Al disminuir las dosis disminuyen los rendimientos, pero es de destacar para
dosis de 6,006 mg/l, y tiempo de retención de 10 minutos se alcanzan
reducciones del 40%.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
324
Gráfico 9.15. Comparación del rendimiento de eliminación de la DQO en función de tiempo de
contacto a distintas dosis de ozono.
En relación a los fenoles.
- En relación a los fenoles; con la dosis de ozono de 22,21 mg/l por minuto, se
obtienen los mejores resultados, alcanzando un rendimiento del 90,1 % en la
eliminación de los fenoles a los 15 minutos de tiempo de contacto, como se
puede observar en el siguiente gráfico.
- Mientras que con 6,006 mg/l, y tiempo de 10 minutos se tiene una eliminación
del 50%.
Gráfico 9.16. Comparación del rendimiento de eliminación de los fenoles en función del tiempo de
tratamiento
0
10
20
30
40
50
60
70
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
325
En relación a los sólidos en suspensión.
- En relación a los sólidos en suspensión, con la dosis de ozono de 6,006 mg/l
aparentemente se obtienen los mejores resultados en la eliminación de los
sólidos en suspensión llegando al 49,3 % a los 15 minutos de tiempo de
contacto, como se puede observar en el siguiente gráfico.
- Para esta dosis con tiempo de retención de los 3 minutos se alcanzan
rendimientos superiores del 50%.
Gráfico 9.17. Comparación del rendimiento de eliminación de los SS en función de tiempo de
tratamiento a distintas dosis de ozono.
9.2.2. Proceso de peróxido de hidrógeno con ozono.
Se trabajó con una dosis de 116,25 mg/l de peróxido de hidrógeno, con distintos
tiempos de contacto (3 a 15 minutos) de forma continuada y las conclusiones que
se han obtenido son las siguientes:
En relación a la DQO.
- En relación a la DQO; con la dosis de ozono de 22,21 mg/l por minuto, se
obtienen los mejores resultados alcanzando un rendimiento del 55 % en la
reducción de la DQO a los 15 minutos de tiempo de contacto, como se puede
observar en el siguiente gráfico.
0
10
20
30
40
50
60
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
326
- Con dosis de 15,55 mg/l y tiempo de retención de 8 minutos se alcanzan
rendimientos del 40 %.
Gráfico 9.18. Comparación del rendimiento de eliminación de la DQO en función de tiempo de
tratamiento a distintas dosis de peróxido de hidrógeno con ozono.
En relación a los fenoles.
- En relación a los fenoles; con la dosis de ozono de 6.006 mg/l por minuto +
peróxido de hidrógeno, se obtienen un rendimiento del 78,7 % en la reducción
de los fenoles a los 15 minutos de tiempo de contacto, como se puede
observar en el siguiente gráfico.
- Con la misma dosis y tiempo de retención a los 3 minutos se lacanzan una
reducción del 70%.
0
10
20
30
40
50
60
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
327
Gráfico 9.19. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de
tratamiento a distintas dosis de ozono.
En relación a los sólidos en suspensión.
En relación a los sólidos en suspensión; con la dosis de ozono de 22,21 mg/l por
minuto + peróxido de hidrógeno, se obtienen un rendimiento del 58 % en la reducción
de los sólidos en suspensión a los 15 minutos de tiempo de contacto, como se puede
observar en el siguiente gráfico.
Gráfico 9.20. Comparación del rendimiento de eliminación de los SS en función de tiempo de
tratamiento a distintas dosis de ozono.
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l
0
10
20
30
40
50
60
70
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
328
9.2.3. Proceso de Ultravioleta – UV con ozono.
Se trabajó con una dosis de radiación UV de 0,1 mW/cm2, y con distintos tiempos de
contacto con ozono (3 a 15 minutos) de forma continuada y con 5 minutos de tiempo
de retención en la cámara de UV. Las conclusiones que se han podido extraer son las
siguientes:
En relación a los DQO.
- Con la dosis de ozono de 22,21 mg/l por minuto + 5 min de radiación UV, se
obtuvo el mejor rendimiento, cercano al 60 % en la reducción de la DQO a los
15 minutos de tiempo de contacto, como se puede observar en el siguiente
gráfico.
- Con dosis de 6,00 y tiempo de 4 minutos se obtienen rendimientos superiores
al 30%.
Gráfico 9.21. Comparación del rendimiento de eliminación de la DQO en función de tiempo de
tratamiento a distintas dosis de ultravioleta y ozono.
En relación a los fenoles.
- Con la dosis de ozono de 22,21 mg/l por minuto + una dosis de radiación UV
de 0,1 mW/cm2, se obtienen los mejores resultados en la eliminación de los
fenoles llegando a obtener un rendimiento del 79,3 % a los 15 minutos de
tiempo de contacto, como se puede observar en el siguiente gráfico.
- Para concentración del 6,006 mg/l y 5 min se obtienen rendimientos 50%.
0
10
20
30
40
50
60
70
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
329
Gráfico 9.22. Comparación del rendimiento de eliminación de los fenoles en función de tiempo de
tratamiento a distintas dosis de peróxido de hidrógeno y ozono.
En relación a los sólidos en suspensión.
- En relación a los sólidos en suspensión; con la dosis de ozono de 22,21 mg/l
por minuto + una dosis de radiación UV de 0,1 mW/cm2 de 5 minutos, se
obtienen un rendimiento del 69,8 % en la reducción de los sólidos en
suspensión a los 15 minutos de tiempo de contacto, como se puede observar
en el siguiente gráfico.
- Con dosis de 6,006 y 8 min se tienen rendimientos superiores al 20%
Gráfico 9.23. Comparación del rendimiento de eliminación de los SS en función de tiempo de
tratamiento a distintas dosis de ultravioleta y ozono.
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (%)
6,006 mg/l
15,55 mg/l
22,21 mg/l
0
10
20
30
40
50
60
70
80
0 5 10 15 20
Elim
inac
ión
(%
)
Tiempo (min)
6,006 mg/l
15,55 mg/l
22,21 mg/l

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
330
CAPITULO 10
CONLUSIONES.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
331
10. CONCLUSIONES.
10.1. Primera fase: Resumen de las conclusiones de los procesos de oxidación
avanzada realizadas con 1 litro de agua de muestra.
Las conclusiones de comparación de rendimientos de los distintos procesos pueden
resumirse como sigue:
En relación a la DQO.
Proceso DQO (%) dosis de ozono de 5,97 mg/l
DQO (%) dosis de ozono de 15,33 mg/l
DQO (%) dosis de ozono de 19,32 mg/l
DQO (%) dosis de ozono de 22,15 mg/l
Ozono 80 72 66 77
Ozono + H2O2 37 negativo negativo negativo
Ozono + UV 64 57 65 53 Tabla 10.1. Rendimiento de eliminación de la DQO a los 11 minutos de tiempo de contacto.
De la tabla 10.1, se puede decir que el mejor rendimiento de eliminación de la DQO,
se alcanzó con el proceso de ozono simple, donde se llegó al 80 %, cabe destacar,
que fueron los primeros días de tratamiento y los primeros bidones. Además la DQO
inicial estuvo alrededor de 500 mg/l, llegando a los 200 mg/l después del tratamiento al
cabo de los 11 minutos de tiempo de contacto, esa diferencia hace que sea el
rendimiento más alto.
Mientras que, en los tratamientos sucesivos, la DQO del agua bruta ha variado de
entre 300 – 400 mg/l, llegando a una reducción de 200 mg/l después del tratamiento al
cabo de los 11 minutos de tiempo de contacto, esa diferencia menor entre el agua
bruta y tratada da rendimientos más bajos.
En relación a los Aceites y grasas.
Proceso
Aceites y grasas (%) dosis de ozono de 5,97 mg/l
Aceites y grasas (%) dosis de ozono de 15,33 mg/l
Aceites y grasas (%) dosis de ozono de 19,32 mg/l
Aceites y grasas (%) dosis de ozono de 22,15 mg/l
Ozono 80 100 100 80
Ozono + H2O2 100 100 100 100
Ozono + UV 80 80 90 80 Tabla 10.2. Rendimiento de eliminación de los aceites y grasas a los 11 minutos de tiempo de
contacto.
De la tabla 10.2, se puede decir que el mejor rendimiento se alcanzó con el proceso de
ozono + H2O2, donde se llegó cercano al 100 % con todas dosis de 5,97 a 22,21 mg/l
de ozono. Cabe destacar, que la concentración de los aceites y grasas en el agua

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
332
bruta ha variado desde 3 – 9 mg/l, las más altas concentraciones tenían los bidones
que se utilizó los primeros días de tratamiento.
El general, el proceso de ozono con peróxido de hidrógeno es efectivo en la
eliminación de los aceites y grasas.
En relación a los sólidos en suspensión.
Proceso S.S (%) dosis de ozono de 5,97 mg/l
S.S (%) dosis de ozono de 15,33 mg/l
S.S (%) dosis de ozono de 19,32 mg/l
S.S (%) dosis de ozono de 22,15 mg/l
Ozono 68 64 64 46,4
Ozono + H2O2 43 41 68 68
Ozono + UV 73 61 68 82 Tabla 10.4. Rendimiento de eliminación de los sólidos suspensión a los 11 minutos de tiempo de
contacto.
De la tabla 10.3, se puede decir que el mejor rendimiento se alcanzó con el proceso de
Ozono+UV, donde se llegó al 82 % con una dosis de 22,15 mg/l de ozono. Cabe
destacar, que la concentración de los sólidos suspensión en el agua bruta ha variado
desde 3 – 9 mg/l, las más altas concentraciones tenían los bidones que se utilizó los
primeros días de tratamiento.
El general, el proceso de Ozono + UV es efectivo en la eliminación de los sólidos
suspensión.
En relación a los fenoles.
Proceso Fenoles (%) dosis de ozono de 5,97 mg/l
Fenoles (%) dosis de ozono de 15,33 mg/l
Fenole (%) dosis de ozono de 19,32 mg/l
Fenoles (%) dosis de ozono de 22,15 mg/l
Ozono 98 100 100 100
Ozono + H2O2 100 100 100 100
Ozono + UV 100 100 100 100 Tabla 10.4. Rendimiento de eliminación de los fenoles a los 11 minutos de tiempo de contacto.
De la tabla 10.4, se puede decir que el mejor rendimiento se alcanzó con el proceso de
ozono, peróxido de hidrógeno con ozono, y ultravioleta con ozono, donde se llegó al
100 % con una dosis de 22,21 mg/l de ozono, y cabe destacar, que la concentración
de fenoles en el agua bruta ha variado desde 3 – 9 mg/l, las más altas
concentraciones tenían los bidones que se utilizó los primeros días de tratamiento.
El general, el proceso de ozono simple o acompañado de otro proceso, es efectivo en
la eliminación de los fenoles.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
333
En relación a Turbidez.
Proceso Turbidez (%) dosis de ozono de 5,97 mg/l
Turbidez (%) dosis de ozono de 15,33 mg/l
Turbidez (%) dosis de ozono de 19,32 mg/l
Turbidez (%) dosis de ozono de 22,15 mg/l
Ozono 90 95 95 73
Ozono + H2O2 78 86 95 95
Ozono + UV 93 99 95 95 Tabla 10.5. Rendimiento de reducción de turbidez a los 11 minutos de tiempo de contacto.
De la tabla 10.5, se puede decir que el mejor rendimiento se alcanzó con el proceso de
ozono+UV, donde se llegó al 99% con una dosis de 15,33 mg/l de ozono, cabe
destacar, que la concentración de turbidez en el agua bruta ha variado desde 3 – 9
mg/l, las más altas concentraciones tenían los bidones que se utilizó los primeros días
de tratamiento.
El general, el proceso de ozono +O2, es efectivo en la eliminación de turbidez.
De la tabla 10.5, se puede decir que el mejor rendimiento se alcanzó con el proceso de
ozono + UV, donde se llegó al 99 % con una dosis de 15,33 mg/l de ozono.
10.2. SEGUNDA FASE: Resumen de las conclusiones de los procesos de
oxidación avanzada realizadas con 4 litro de agua de muestra.
Las conclusiones de comparación de rendimientos de los distintos procesos pueden
resumirse como sigue:
En relación a la DQO.
PROCESO DQO (%) (a dosis de ozono 6,006 mg/l)
DQO (%) (a dosis de ozono de 15,55 mg/l)
DQO (%) (a dosis de ozono de 22,21 mg/l)
OZONO 42,3 49,1 66,6
OZONO + H2O2 30,2 47,2 55,3
OZONO + UV 37,8 54,1 59,9 Tabla 10.6. Rendimiento de eliminación de la DQO a los 15 minutos de tiempo de contacto.
De la tabla 10.6, se puede decir que el mejor rendimiento de eliminación de la DQO,
se alcanzó con el proceso de ozono simple, donde se llegó al 66 %, cabe destacar,
que fueron los primeros días de tratamiento y los primeros bidones. Además la DQO
inicial estuvo alrededor de 500 mg/l, llegando a los 200 mg/l después del tratamiento al
cabo de los 15 minutos de tiempo de contacto, esa diferencia hace que sea el
rendimiento más alto.
Mientras que, en los tratamientos sucesivos, la DQO del agua bruta ha variado de
entre 300 – 400 mg/l, llegando a una reducción de 200 mg/l después del tratamiento al

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
334
cabo de los 15 minutos de tiempo de contacto, esa diferencia menor entre el agua
bruta y tratada da rendimientos más bajos.
En relación a los fenoles
PROCESO FENOLES (%) (a dosis de ozono 6,006 mg/l)
FENOLES (%) (a dosis de ozono de 15,55 mg/l)
FENOLES (%) (a dosis de ozono de 22,21 mg/l)
OZONO 53,5 87,2 90,1
OZONO + H2O2 78,7 70,9 70,2
OZONO + UV 67,0 62,3 79,3 Tabla 10.7. Rendimiento de eliminación de los fenoles a los 15 minutos de contacto.
De la tabla 10.7, se puede decir que el mejor rendimiento se alcanzó con el proceso de
ozono simple, donde se llegó al 90 % con una dosis de 22,21 mg/l de ozono, cabe
destacar, que la concentración de fenoles en el agua bruta ha variado desde 3 – 9
mg/l, las más altas concentraciones tenían los bidones que se utilizó los primeros días
de tratamiento.
El general, el proceso de ozono simple o acompañado de otro proceso, es efectivo en
la eliminación de los fenoles.
En relación a los sólidos en suspensión.
PROCESO S.S. (%)
(a dosis de ozono 6,006 mg/l)
S.S (%) (a dosis de ozono de 15,55 mg/l)
S.S. (%) (a dosis de ozono de 22,21 mg/l)
OZONO 49,3 40,4 36,5
OZONO + H2O2 47,6 56,8 58,0
OZONO + UV 21,8 45,0 69,8 Tabla 10.8. Rendimiento de eliminación de los sólidos en suspensión a los 15 minutos de contacto.
De la tabla 10.8, se puede decir que el mejor rendimiento se alcanzó con el proceso de
ozono + UV, donde se llegó cercano al 69,8 % con una dosis de 22,21 mg/l de ozono.
Se obtuvieron buenos resultados con ozonización de las aguas residuales de las
industrias del petróleo, aumentando los rendimientos con dosis de ozono incorporando
mezclas alternativas de peróxido.
Las plantas actuales continúan con sus de depuraciones convencionales, basadas en:
- Separador API

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
335
- Decantación
- Flotación en aire
- Desgrasenerado
- Reactores bilógico de fangos activos.
Los problemas de los vertidos actuales se refieren principalmente:
- DQO.
- Grasas y aceites.
- Fenoles.
La innovación de la Tesis se refiere a complementar los procesos anteriores con
sistemas de oxidación avanzada.
Así en la tesis se justifica la obtención de buenos resultados con ozonización de las
aguas residuales de las industrias del petróleo, aumentando los rendimientos con
dosis de ozono incorporando mezclas alternativas de peróxido.
Estas son innovaciones que ha incorporado a los sistemas de tratamiento. Así se
garantiza la calidad de los vertidos en los cauces naturales, cumpliendo las normas
nacionales y comunitarias.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
336
CAPITULO 11.
FUTURAS LINEAS DE INVESTIGACIÓNES.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
337
11. FUTURAS LINEAS DE INVESTIGACIONES. Actualmente la industria petrolera presenta una amplia gama de problemas medio ambientales que han ser estudiados y evaluados eficazmente a fin de equilibrar la producción energética y satisfacer las necesidades energéticas de la sociedad, y preservando el medio ambiente. Se plantean las siguientes líneas para ser desarrolladas en el futuro, como complemento de la investigación de esta Tesis.
- Incluir dentro del modelo de proceso industrial la valoración económica y
energética del consumo de los procesos de corrección.
- Ampliar la Investigación de los efectos del ozono sobre el agua a tratar
determinado la influencia de la ozonización sobre otros microcontaminantes
existentes en los vertidos de la industria petroquímica.
- Diseñar modelos matemáticos para cada técnica de eliminación de materias
orgánicas y contaminantes que han sido estudiados en esta Tesis.
- Ampliar las aplicaciones de las dosis de peróxido de hidrógeno y especificar su
efecto sobre eficacia de la reducción de compuestos orgánicos micro
contaminantes.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
338
CAPITULO 12.
REFERENCIAS BIBLIOGRÁFICAS.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
339
12. BIBLIOGRAFÍA.
1. Aurelio, H.M., Serna, M.J. (2010). Evaluación técnica de alternativas para la
depuración de aguas residuales de la industria del petróleo. Tecno Ambiente. 19,
197, 17- 22.
2. Aurelio, H, M. (1996). Depuración de aguas residuales, colección seinior nº 9.
Madrid.
3. Anonymous. (1996). EPA, drafts Valdez terminal water discharge permit. Oil and
Gas Journal. 94, 30.
4. Aziz, O. (1999). Utilization of petrochemical industry waste water for agriculture.
Water Air and Soil Pollution, 115, 1-4, 321-335.
5. Alejandro, M. (2005).Tratamiento de aguas residuales. www.Tierramor.org.
Mexico.
6. APHA, AWWA. (1992). Métodos normalizados para el análisis de aguas potables y
residuales. Edición de Díaz de Santos, S.A. Madrid– España..
7. Aqua diagnostic. (2010). Peroxide interference in the PeCOD and Dichromate
Methods for COD.1-4. www.aquadiagnostic.com.
8. Berne, F. (1979). Les voies nouvelles de traitement des afluentes auleux de l’
Industrie Petrochimique, Flotation et filtration. Industrie Miner. Mineralurgie.
9. Beychock, M. (1973). Aqueous wastes from petroleum and petrochemical plants.
Edition, John Wiley & sons.
10. Brian, R.B., Patrick, C. (1989), Oily wastewater treatment by ultrafiltracion: Pilot-
scale results and full-scale design. Waste Manage, 2, 3, 100-107.
11. Burks, SL. (1982). Review of pollutants in petroleum refinery wastewaters and
effect up on aquatic organism. Environment International. 7, 4, 271-2
12. Chen, S. (1999). Pilot plant test of refinery wastewater treatment by biological
membrane. Petroleum Processing and Petrochemicals. 30, 2.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
340
13. Concawe. (1984). Tendencias de la calidad de petróleo descargado con los
efluentes acuosos por las refinerías petrolíferas de Europa occidental. Informe
4/84, La Haya: Concawe.
14. Congram, G. (1976). Biodisk improves effluent-waster-treating-operation. Oil and
Gas. 74, 8, 126.
15. Chin, K.K. (1994). Evaluation of treatment efficiency of processes for petroleum
refinery wastewater. Water Science and Technology. 29, 8, 47-50.
16. Contaminación de los efluentes líquidos de las refinerías: Métodos y equipos de
muestreo, 1º parte. (1980). Oilgas. 13, 156, 43-52.
17. Concawe’s Water Pollution. (1981). Contaminación de los efluentes líquidos de las
refinerías: Resultados de los estudios de efluentes. Oilgas. 14, 158, 75-77.
18. Dasgupta, A., Nemerow, N. (1998). Tratamiento de vertidos industriales y
peligrosos. Edición, Díaz de Santos, S.A
19. Davalos, M., Flores, S., Lenin,J. (2011). Diseño de un proceso de tratamiento de
fenoles en las aguas residuales de refinerías de Shushufindi. Ciencia y Técnica al
Servicio del Pueblo - C.T & S.
20. De Bustamante, I., et al. (2010). Reutilización de aguas regeneradas en España.
Programa Hidrológico Internacional para América latina y Caribe.2, 1, 1-17.
21. Demirci, S., Erdogan, B., Sahinde, Erdogan, Baki, Oezcimder, Recep. (1998).
Wastewater treatment at the petroleum refinery Kirikkale, Turkey using some
coagulants and Turkish clays as coagulant aids. Water Research. 32, 11, 3495-
3499.
22. De Lora, F., Mito. (1978). Técnica de defensa del medio ambiente. I – II. Editorial
Labor.
23. Duyvesteijn, C.P.T.M. (1998). Water re-use in an Oil refinery. Membranes in
Drinking and Industrial. Water Production. Desalination. 119, 1-3, 357-358.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
341
24. Enciclopedia Nacional de Petróleo, (2013). Petroquímica y gas. Editorial, Sede
Técnica., 336.
25. Elmaleh, S. Ghaffor, N. (1996). Cross-flow Utrafiltration of hydrocarbon and
biological solid mixed suspensions. Journal of Membrane Science. 118, 1, 111 -
120.
26. Environmental process. (1994). Hidrocarbon Processing.
27. Fabian, R., Jorge, E.F., Olga, P.O. (2005). Aplicación de procesos de oxidación
avanzada como de fenol en aguas residuales industriales de refino de petróleo.
CT&T 3, 1, 97-109.
28. Fortuny. et al. (1994). Tratamento de efluentes fenólicos. Retama. 44.
29. Fang, H.Y., Chou, M.S., Huang, C.W. (1993). Nitrification of ammonia-nitrogen in
refinery wastewater. Water Research. 27, 12, 1761–1765.
30. Guida, J.W, Fruge, D.E. (1995). Improve wastewater treatment. Hydrocarbon
Processing, 74, 8, 95.
31. García, P. et al. (1989). Métodos alternativos para el tratamiento de efluentes
fenólicos industriales. . Ingeniería Química, 21, 238, 151-158.
32. Galil et al. (1988). Disturbance, inhibition in biological treatment of wastewater from
an integrated refinery. Water Science Technology. 20, 10, 21-28.
33. Hamona, M., Al-Haddad, A. (1988). Treatment of petroleum refinery effluents in a
fixed film reactor. Water Science Technology. 20, 10, 131-140.
34. Heukelekian, H. (1949). Aeration of soluble organic wastes with non-flocculent
growths. Ind Eng Chemical. 41, 1412.
35. Hoffman-T.W.; Woods-DR, Murphy-K.L, Norman-JD. (1973). Simulation of a
petroleum refinery waste treatment process. Journal Water Pollution Control
Federation. 45, 11, .21-23-34.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
342
36. Iturralde, M.D. (1979). Características y tratamiento de los efluentes líquidos
producidos en las plataformas de extracción de petróleo. Ingeniería Química., 11,
127, 65-69.
37. Iqbal, A.S., Hayat, A., Inam, A and Samiullah. (2005). Heavy metal contamination
of soil problems and remedies , influence of long-tem applications of treated oil
refinery effluent on soil health, 89-103. Editorial: Ahmed, I., Hayat, S., Pichtel,J.
38. Murvais Lamas, J., y Fernández Aller, R. (1978). Impacto ambiental de las
emisiones de contaminación procedentes de una refinería de petróleos, Editorial:
CIFCA, Madrid.
39. .Gary, J.H., Handwerk, G.E. (2003). Refino de petróleo: Tecnología y economía.
Editorial: Reverte S.A.
40. Junquera, S., y Ganen, Rubiao, M., Sudre. L.E.., Filho, R. (1997). Mobile
automation system for a wastewater treatment unit. Boletím Técnico de Petrobras,
40, 1, 51-57.
41. Javier Rome. (2009). Normativa de aguas residuales de petróleo. BOE.
42. Kenawy, F.A., Kandil, M.E. (1997). Produced-water treatment technology a study of
oíl / water separation in gravity type cross flow pack separators for qualitative
separation. SPE Production and Facilities, 12, 2, 112-115.
43. Karakulski, K., Morawski, W.A., Grzechulska, J. (1998). Purification of bilge water
by hybrid ultrafiltration and photocatalytic Processes. Separation and Purification
Technology, 14, 1-3, 163-173.
44. Kelly, V.P., Sandra, M.A., Juan, M. M., (2012). Electrochemical oxidation and
ozonation applied to the treatment of wastewaters from biodiesel production.
Information’s Technological, 23, 2, 41-52.
45. Laboratório Merck chemical Millipore. (2011). Test en cubetas fenol.
46. Legislación vigente Española y de las comunidades Europeas e Internacionales.
BOE

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
343
47. Leprince, P. (1971). Procédés de pétrochimie caracteristiques techniques et
économiques. Publication de l´institute Francais de Petróleo, 1, 13, 526.
48. Laffly. (1989). Developments in legislation related to treatment of petroleum refinery
effluents A.U.S. overview. Water. Pollution. Res .J. Canada, 24, 3, 355-362.
49. Llado,J. ( 1968). Aspectos de la industria petroquímica. Editorial: Wiley.
50. Mahendraker, V. (1996). Respirometric evaluation of Comparative biodegradabilility
of municipal and petroleum refinery wastewaters. Water Quality Res. J. Canadá,
31, 2, 283-304.
51. Guía de Mejores Técnicas Disponibles en España del Sector de Refino de
Petróleo. (2004). Tecnología básica aplicable a la depuración de los efluentes
líquidos a la industria de extracción de petróleo y refino de petróleo. Centro de
Publicación de Ministerio de Medio Ambiente. 11-254..
52. Matsui et al. (1975). Activated sludge degradability of organic substances in the
waster of the Kashima petroleum & petrochemical complexes in Japan. UNEP
Publications, 12-13.
53. Meier, Alain L..; Nikolic, O. (1995). Croatian refinery meets wastewater treatment
standards, reduces fines. Oil and Gas Journal. 93, 48, 70-72.
54. Medio Ambiente y Agua. (2009). Tecnologías avanzadas de oxidación. Procesos
avanzados de oxidación. 1-6
55. Mokrini, A., Oussi, D., Esplugas, S. (1997). Oxidation of aromatic compounds with
UV Radiation / Ozone / Hydrogen peroxide. Water Science and Technology, 35, 4,
95-102.
56. Nemerow, N. (1997). Aguas residuales industriales. Teoría, aplicaciones y
tratamiento. Edición, Adicion: Wesley Publishing. Co. Inc.
57. PLAN HIDRO. (2009). Norma para regular calidad de aguas residuales de tipo
especial descargada al alcantarillado sanitario.
58. Pierrs, W., (1971). El petróleo, refino y tratamiento químico, tomo 1. Madrid.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
344
59. Petia, M. N. (2007). Tratamiento de aguas de la desalación del petróleo para su
aprovechamiento en inyección al subsuelo. AIDIS - Unam.mx, 1, 2.
60. Rodrigues, M. (2013).Tratamento da água de produçâo de petróleo através de
processos combinados. AIDIS-Unam.mx, 6, 1. 132-247
61. Roocker, D.E., A.; Origoni, G, Pauluis, C.D.A, Payne, F.G; Schenk, P. (1986).
Tratamiento del agua residual en las refinerías de petróleo. Oílgas. 14, 226, 83-86
62. Samaniego, S., Marco, V. (2007). Rediseño del sistema de gestión ambiental y la
seguridad industrial de Repsol ypf comercial siguiendo los lineamientos de las
normas internacional ISO-14001 Y OHSAS 18001.
63. Seminario. (1971). Seminario sobre introducción el proyecto de construcción de
plantas petroquímica y de refino de petróleo, Madrid,
64. Smith, D.E., Vickers, G. (1998). Wastewater treatment at Conoco refinery.
Petroleum Technology Quarterly.115-122.
65. Sprague, J.B, Rowe, D.W; Westlake, G.F, et Al. (1983). Effect of treated liquid
effluents from a petroleum refinery on freshwater organism. Aquatic Toxicology, 4,
4, 327-339.
66. Sotelo, J.L., Novillo., F.B., Heredia, J.B. (1985). Tratamiento de aguas con ozono,
parte 1, Ingeniería química. 311- 315.
67. Susan, B., Arumugan, K. (1996/2). The use of municipal waste water for forest and
tree irrigation. Forest Influence, 47.
68. Talinl and Anderson. (2010). Peroxide Interference in the COD and Dichromate
Methods for COD. Aqua Diagnostic. 1, 4, 1 - 4.
69. Treiber, S.S; Mc Leod, R.S; Korchinski; W.J; Foley; M.D; Chen; S; Belletrutti; J..J.;
Brost, E. (1992). Refinery Wastewater treatment Modelling. Proc. ISA.92.Can Gen
Program, 270 – 288. USA.
70. Throop, W.M. (1997). Alternative methods of phenol wastewater control. Journal. of
Hazardous Materials. 1, 4, 319-329.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
345
71. Tyagi, R.D., Tran, F.T., Chowdhury, A. (1993). A pilot study of biodegradation of
petroleum refinery wastewater in a polyurethane-attached RBC. Process
Biochemistry, 28, 2, 75-82.
72. Universidad Nacional Autónoma de México. (1991) Recolección de tratamiento y
disposición de aguas residuales de la Industria petrolera y petroquímica. Facultad
de Ingeniería. Mexico.
73. Ülker, B.O., Saray, K. (1997). Electrocoagulation for oil-water emulsion treatment.
Editorial, Taylor & Francis, 2507-2520.
74. Eris, V.N. Rasina, M.G., Rudin. (1985). Química y Tecnología del petróleo y de
gas, Editorial Mir, Moscú.
75. José, C.L., Claudio, M.T., Juan, M.A. (2003). Refino de petróleo, Editorial Reverte,
S.A. Barcelona-España
76. Wiki pedía, la enciclopedia libre. (2009). Tratamiento de aguas residuales.
77. Rodriguez, M. (2002). Comparison of different advanced oxidation processes for
phenol degradation. Water Research, 36, 1034-1042.
78. Xavier, D., Wilson, F., Jardín y Marta I. Leiter. (2003). Procesos avanzados de
oxidación para la eliminación de contaminantes Uniandes.edu.co.
79. XXVIII Congreso Internacional de Ingeniería Sanitaria y Ambiental. Octubre 2002.
Oxidación de fenoles con peróxido de hidrógeno y ozono. 27-31. Cancún –
México.
80. Yoshihiro, S., Toshiroh, M. (2005). Removal of emulsified oil from water by
coagulation and foam separation. Separation Science and Technology, 40, 16,
3407-3418.
81. Yun, W.K., Min, J and Kyung, Y. H. (1999). Correction of hydrogen peroxide
interference on standard chemical oxygen demand test. Elsevier science Ltd. 33,
5, 247-251.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
346
82. Zubarev, S.V. (1990). Purification of wastewater in petroleum refining industries by
membrane methods. Chemistry and Technology of Fuels and Oils, 25, 11-12, 588-
592.
83. Zbontar, L. (2000). Wastewater minimization. Wastewater reuse and regeneration
reuse. Resources, Conservation and Recycling, 30, 4, 261-275.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
347
ANEJOS.
RESULTADOS NÚMERICOS DE LOS ENSAYOS

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
348
RESULTADOS NÚMERICOS DE LOS ENSAYOS. Los resultados numéricos de los ensayos realizados en el laboratorio de la cátedra sanitaria y ambiental, sobre las aguas residuales de refinerías de petróleo cuyo rendimiento se basa en la reducción porcentual de los parámetros utilizados durante la investigación.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
349
ENSAYOS REALIZADOS CON 1 LITRO DE AGUA DE MUESTRA.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
350
Experiencia del día 06 /06/2011, de la reducción de la DQO por tratamiento con Ozono.
OZONO ( 0,1 A)
DQO (mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 211 180
2 195 165
2 226 180 14,88568 14,36141
2 195 150 206,75 168,75
5 166 90
5 150 45 19,5 22,5
5 180 90 157,75 78,75
5 135 90 7 150 60
7 136 62 11,84272 0,95742
7 165 60 150,25 60,75
7 150 61 9 135 45
9 120 30 14,36141 8,660254
9 105 45 123,75 37,5
9 135 30 11 120 30
11 106 15 8,082904 8,660254
11 120 30 113 22,5
11 106 15
Experiencia de día 06/06/2011, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO ( 0,1 A)
Tiempo (min) Eliminación (%)
2 18,4
5 50,1
7 59,6
9 69,7
11 80,1

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
351
Experiencia del día 24/06/2011, de la reducción de la DQO por tratamiento
con ozono.
OZONO (0,3 A)
DQO(mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 157 90
2 146 67
2 157 90 6,350853 13,279056
2 146 67 151,5 78,5
5 150 60
5 136 45 8,0829038 19,364917
5 150 75 143 67,5
5 136 90 7 121 45
7 106 30 11,846237 12,247449
7 120 60 120,5 45
7 135 45 9 105 31
9 90 16 8,660254 8,6794777
9 90 30 97,5 23
9 105 15 11 75 30
11 85 15 7,5 8,660254
11 90 30 81,25 22,5
11 75 15
Experiencia de día 24/06/2011, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO (0,3 A)
Tiempo (min) Eliminación (%)
2 48,2
5 52,8
7 62,6
9 76,4
11 72,3

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
352
Experiencia de día 04/07/2011, de la reducción de la DQO por
tratamiento con Ozono
OZONO (0,4 A)
DQO (mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 150 90
2 136 75
2 150 90 8,082903 8,660254 2 136 75 143 82,5 5 144 75
5 135 60 4,654746 18,87458 5 143 60 139,5 56,25 5 136 30
7 141 60
7 121 60 11,84271 12,24744 7 141 45 130,75 60 7 120 75
9 136 45
9 121 40 8,679478 2,886751 9 135 45 128 42,5 9 120 40
11 106 30
11 90 30 8,679477 7,5 11 105 45 98 33,75 11 91 30
Experiencia de día 04/07/2011, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO ( 0,4 A)
Tiempo (min) Eliminación (%)
2 42,3
5 59,7
7 54,1
9 66,8
11 65,6

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
353
Experiencia de día 23/07/2011, de la reducción de la DQO por tratamiento con Ozono.
OZONO (0,45 A)
DQO (mg/l)
Tiempo (min) Agua bruta Agua tratada Bruta Tratada
2 151 121
2 136 105
2 150 94 8,679478 11,1168 2 135 105 143 106,25 5 135 90
5 75 60 28,46489 24,49489 5 105 30 97,75 60 5 76 60
7 120 45
7 90 30 14,36141 8,660254 7 105 45 101,25 37,5 7 90 30
9 110 30
9 106 16 4,123106 20,98214 9 100 60 105,5 30,25 9 106 15
11 106 15
11 60 15 26,46224 0,57735 11 45 16 67,75 15,5 11 60 16
Experiencia de día 23/07/2011, para observar la eliminación porcentual de la
DQO por distintos tiempos de contactos
OZONO (0,45 A)
Tiempo (min) Eliminación (%)
2 25,7
5 38,6
7 63
9 71,3
11 77,1

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
354
Experiencia de día 10/08/2011, de la reducción de la DQO por
tratamiento ozono con peróxido de hidrógeno
OZONO + PEROXIDO (0,1 A)
DQO (mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 302 188
2 256 150
2 301 226 21,763884 36,38223 2 279 150 284,5 178,5 5 75 324
5 67 286 7,2284161 29,456182 5 60 308 69,25 293,5 5 75 256
7 105 308
7 90 275 14,361407 36,610563 7 75 241 93,75 262,5 7 105 226
9 105 258
9 120 180 12,247449 41,371286 9 135 256 120 241,25 9 120 271
11 136 305
11 106 286 25,617377 15,513435 11 91 324 102,25 305 11 76 305

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
355
Experiencia de día 17/08/2011, de la reducción de la DQO por tratamiento ozono con peróxido de hidrógeno.
OZONO + PEROXIDO 0,3 A
DQO (mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 68 328
2 60 331
2 75 324 7,2284161 3,3166248 2 60 331 65,75 328,5 5 53 248
5 60 233 6,1305247 9,8149546 5 45 256 52,75 244,5 5 53 241
7 113 301
7 105 286 6,1305247 32,403703 7 120 271 112,75 271 7 113 226
9 135 289
9 120 286 12,247449 18,927493 9 105 268 120 272,75 9 120 248
11 165 301
11 150 286 19,364917 32,403703 11 135 271 142,5 271 11 120 226

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
356
Experiencia de día 07/10/2011, para ver la reducción de la DQO por tratamiento ozono con peróxido de hidrógeno
OZONO + PEROXIDO 0,4 A
DQO (mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 107 468
2 106 447
2 107 426 0,5 18,006943
2 107 458 106,75 449,75
5 117 458
5 96 479 32,066337 28,158776
5 74 490 82,25 463,25
5 42 426
7 128 865
7 117 959 45,176506 82,144182
7 64 937 85,25 884,5
7 32 777
9 213 868
9 170 852 74,381897 34,654245
9 106 831 133 834,75
9 43 788
11 191 970
11 181 874 13,428825 50,102395
11 170 874 175,5 895,25
11 160 863

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
357
Experiencia de dia 01/12/2011, para ver la reducción de la DQO por tratamiento ozono con peróxido de hidrógeno
OZONO + PEROXIDO (0,45 A)
DQO (mg/l)
Tiempo (min) Agua bruta agua tratada Bruta Tratada
2 106 906
2 96 874
2 85 832 13,81726 36,215788
2 74 831 90,25 860,75
5 160 959
5 149 927 23,300572 32,066337
5 138 905 138,25 918,75
5 106 884
7 564 991
7 554 937 18,006943 32,252907
7 543 935 545,75 944,75
7 522 916
9 213 160
9 202 150 13,81726 13,9523
9 191 138 196,75 144
9 181 128
11 117 905
11 106 831 13,686977 57,772542
11 96 788 101 825,5
11 85 778
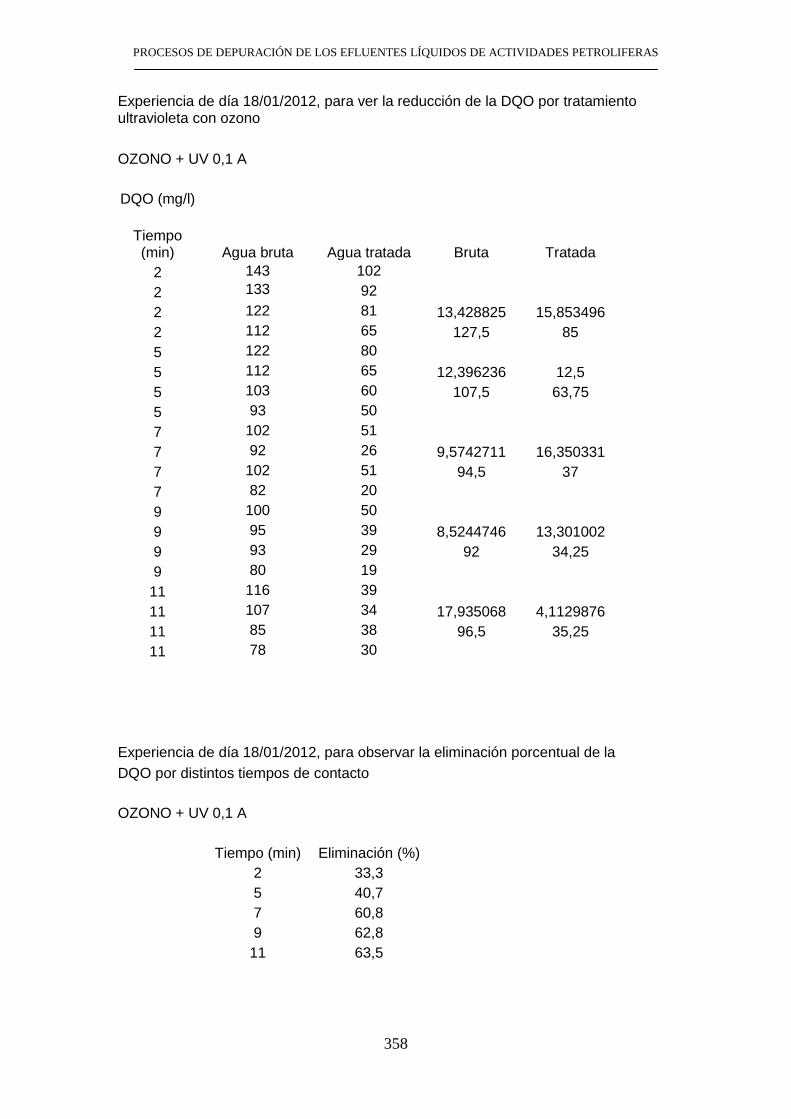
PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
358
Experiencia de día 18/01/2012, para ver la reducción de la DQO por tratamiento ultravioleta con ozono
OZONO + UV 0,1 A
DQO (mg/l)
Tiempo (min) Agua bruta Agua tratada Bruta Tratada
2 143 102
2 133 92
2 122 81 13,428825 15,853496 2 112 65 127,5 85 5 122 80
5 112 65 12,396236 12,5 5 103 60 107,5 63,75 5 93 50
7 102 51
7 92 26 9,5742711 16,350331 7 102 51 94,5 37 7 82 20
9 100 50
9 95 39 8,5244746 13,301002 9 93 29 92 34,25 9 80 19
11 116 39
11 107 34 17,935068 4,1129876 11 85 38 96,5 35,25 11 78 30
Experiencia de día 18/01/2012, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO + UV 0,1 A
Tiempo (min) Eliminación (%)
2 33,3
5 40,7
7 60,8
9 62,8
11 63,5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
359
Experiencia de día 08/02/2012, para ver la reducción de la DQO por
tratamiento ozono con ultravioleta
OZONO + UV 0,3 A
DQO (mg/l)
Tiempo (min) Agua bruta Agua tratada Bruta Tratada
2 175 126
2 165 116
2 155 126 12,526638 5,7735027
2 146 116 160,25 121
5 146 121
5 137 116 5,228129 19,226718 5 145 107 141 105,5 5 136 78
7 165 107
7 156 97 16,357975 21,354157 7 145 77 148,25 85 7 127 59
9 68 49
9 59 39 4,9244289 12,909944 9 68 29 63,75 34 9 60 19
11 98 49
11 87 30 6,350853 10,969655 11 98 49 92,5 39,5 11 87 30
Experiencia de día 08/02/2012, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO + UV 0,3 A
Tiempo (min) Eliminación (%)
2 24,5
5 25,2
7 42,7
9 46,7
11 57,3

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
360
Experiencia de día 17/02/2012, para ver la reducción de la DQO por
tratamiento ozono con ultravioleta
OZONO + UV 0,4 A
DQO (mg/l)
Tiempo (min) Agua bruta Agua tratada Bruta Tratada
2 116 65
2 107 58
2 97 29 12,526638 22,216735
2 87 19 101,75 42,75
5 175 78
5 165 68 12,909944 20,870633 5 155 53 160 57,25 5 145 30
7 107 58
7 88 49 14,840822 8,6023253 7 107 43 94,75 47 7 77 38
9 68 30
9 58 20 12,526638 5,7735027 9 48 30 53,25 25 9 39 20
11 97 29
11 87 19 28,873286 5,7735027 11 48 29 67,5 24 11 38 19
Experiencia de día 17/02/2012, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO + UV 0,4 A
Tiempo (min) Eliminación (%)
2 58
5 64,2
7 50,4
9 53,1
11 64,4

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
361
Experiencia de día 02/03/2012, para ver la reducción de la DQO por
tratamiento ozono con ultravioleta
OZONO + UV (0,45 A)
DQO (mg/l)
Tiempo (min) Agua bruta Agua tratada Bruta Tratada
2 117 85
2 106 64
2 117 85 6,350853 12,12436
2 106 64 111,5 74,5
5 64 43
5 53 32 6,075909 6,377042 5 63 42 58,25 37 5 53 31
7 149 95
7 139 85 13,9523 8,888194 7 127 74 133 83,5 7 117 80
9 106 64
9 85 50 10,0995 8,082904 9 96 64 93 57 9 85 50
11 202 150
11 213 138 8,981462 55,79128 11 202 53 202 96 11 191 43
Experiencia de día 02/03/2012, para observar la eliminación porcentual de la
DQO por distintos tiempos de contacto
OZONO + UV (0,45 A)
Tiempo (min) Eliminación (%)
2 33,8
5 36,5
7 37,2
9 38,7
11 52,5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
362
Experiencia realizada de día 06/06/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO (0,1 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,09 10
5 0,08 20
7 0,06 40
9 0,04 60
11 0,02 80
Experiencia realizada de día 24/06/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO (0,3 A)
Tiempo (min) Grasas y aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,06 25
5 0,04 50
7 0,02 75
9 0 100
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
363
Experiencia realizada de día 07/07/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO (0,4 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,08 20
5 0,06 40
7 0,04 60
9 0 100
11 0 100
Experiencia realizada de día 23/07/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO (0,45A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,09 10
5 0,08 20
7 0,06 40
9 0,04 60
11 0,02 80

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
364
Experiencia realizada de día 10/08/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + PERÓXIDO DE HIDRÓGENO ( 0,1 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,06 40
5 0,04 60
7 0,02 80
9 0 100
11 0 100
Experiencia realizada de día 17/08/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + PERÓXIDO DE HIDRÓGENO (0,3A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,06 40
5 0,04 60
7 0,02 80
9 0,02 80
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
365
Experiencia realizada de día 7/10/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + PERÓXIDO DE HIDRÓGENO ( 0,4 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,06 40
5 0,04 60
7 0,02 80
9 0 100
11 0 100
Experiencia realizada de día 01/12/2011, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + PERÓXIDO DE HIDRÓGENO ( 0,45 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,08 20
5 0,06 40
7 0,04 60
9 0,02 80
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
366
Experiencia realizada de día 18/01/2012, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + UV (0,1 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,08 20
5 0,06 40
7 0,04 60
9 0,02 80
11 0,02 80
Experiencia realizada de día 08/02/2012, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + UV (0,3 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,08 20 5 0,06 40 7 0,04 60 9 0,02 80 11 0,02 80

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
367
Experiencia realizada de día 17/02/2012, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + UV ( 0,4 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0 2 0,06 40 5 0,04 60 7 0,02 80 9 0,01 90 11 0,01 90
Experiencia realizada de día 02/03/2012, para ver la variación y la eliminación
porcentual de grasas y aceites por distintos tiempos de contacto.
OZONO + UV (0,45 A)
Tiempo (min) Grasas y Aceites (mg/l) Eliminación (%)
0 0,1 0
2 0,06 40
5 0,04 60
7 0,02 80
9 0,02 80
11 0,02 80

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
368
Fecha: 21/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de grasas y aceites en función de tiempo de contacto.
EN RELACIÓN GRASAS Y ACEITES.
OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 10 25 20 10 5 20 50 40 20 7 40 75 60 40 9 60 100 100 60 11 80 100 100 80
Fecha: 22/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de grasas y aceites en función de tiempo de contacto.
EN RELACIÓN GRASAS Y ACEITES.
PERÓXIDO DE HIDRÓGENO CON OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 40 40 40 20 5 60 60 60 40 7 80 80 80 60 9 100 80 100 80 11 100 100 100 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
369
Fecha: 23/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de grasas y aceites en función de tiempo de contacto.
EN RELACIÓN GRASAS Y ACEITES.
ULTRAVIOLETA CON OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 20 20 40 40 5 40 40 60 60 7 60 60 80 80 9 80 80 90 80 11 80 80 90 80

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
370
Experiencia día 06/06/2011, para ver la variación y la eliminación porcentual
de sólidos suspensión por distintos tiempo de contacto.
OZONO (0,1 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 36 18,1
5 20 54,5
7 18 59
9 16 63,6
11 14 68,1
Experiencia de día 24/06/2011, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO (0,3 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 28 36,3
5 26 40,9
7 20 54,5
9 18 59
11 16 63,6

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
371
Experiencia día 07/07/2011, para ver la variación y la eliminación porcentual
de sólidos suspensión por distintos tiempo de contacto.
OZONO (0,4 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 28 36,3
5 26 40,9
7 24 45,5
9 20 52,3
11 18 59
Experiencia de día 23/07/2011, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contactos.
OZONO (0,45 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 56 0
2 40 28
5 38 32
7 37 34
9 34 39,3
11 30 46,4

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
372
Experiencia de día 10/08/2011, para ver la concentración y la eliminación
porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + PEROXIDO DE HIDRÓGENO ( 0,1 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 56 0
2 44 21,4
5 42 25
7 36 35,7
9 34 39,2
11 32 42,8
Experiencia de día 17/08/2011, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + PEROXIDO DE HIDRÓGENO ( 0,3 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 34 22,7
5 32 27,2
7 30 31,8
9 28 36,3
11 26 40,9

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
373
Experiencia de día 07/10/2011, para ver la concentración y la eliminación
porcentual de sólidos suspensión por distintos tiempo de contactos.
OZONO + PEROXIDO DE HIDRÓGENO ( 0,4 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 56 0
2 34 39,2
5 32 42,8
7 30 46,4
9 20 64,2
11 18 67,8
Experiencia de día 01/12/2011, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + PEROXIDO DE HIDRÓGENO ( 0,45 A)
Tiempo (min) S S (mg/l) Eliminación (%) 0 44 0
2 26 40,9
5 22 50
7 20 54,5
9 16 63,6
11 14 68,1

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
374
Experiencia de día 18/01/2012, para ver la concentración y la eliminación
porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + UV 0,1 A
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 22 50 5 18 59 7 16 64 9 14 68 11 12 73
Experiencia de día 08/02/2012, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + UV 0,3 A
Tiempo (min) SS (mg/l) Eliminación (%) 0 46,8 0
2 22 53 5 20 57,3 7 20 57,3 9 18 61,5 11 18 61,5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
375
Experiencia de día 17/02/2012, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + UV (0,4 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 22 50 5 20 54,5 7 18 59 9 16 63,6 11 14 68,8
Experiencia de día 02/03/2012, para ver la concentración y la eliminación porcentual de sólidos suspensión por distintos tiempo de contacto.
OZONO + UV (0,45 A)
Tiempo (min) SS (mg/l) Eliminación (%) 0 44 0
2 20 55
5 16 64
7 14 68
9 10 77
11 8 82

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
376
Fecha: 05/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de sólidos suspensión en función de tiempo de contacto.
EN RELACION S.S.
OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 18,1 36,3 36,3 28 5 54,5 40,9 40,9 32 7 59 54,5 45,5 34 9 63,6 59 52,3 39,3 11 68,1 63,6 59 46,4
Fecha: 06/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de sólidos suspensión en función de tiempo de contacto.
EN RELACION S.S.
OZONO CON PERÓXIDO DE HIDRÓGENO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 21,4 22,7 39,2 40,9 5 25 27,2 42,8 50 7 35,7 31,8 46,4 54,5 9 39,2 36,3 64,2 63,6 11 42,8 40,9 67,8 68,1

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
377
Fecha: 07/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de sólidos suspensión en función de tiempo de contacto.
EN RELACION S.S.
ULTRAVIOLETA CON OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 50 53 50 55,4 5 59 57,3 54,5 64 7 64 57,3 59 68 9 68 61,5 63,6 77 11 73 61,5 68,8 82

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
378
Experiencia día 06/06/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
FENOLES
OZONO (0,1 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,4 66,2
5 0,3 71,6
7 0,1 90,5
9 0,04 96,2
11 0,02 98,1
Experiencia día 24/06/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO (0,3 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,11 89,6
5 0,06 94,3
7 0,04 96,2
9 0,02 98,1
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
379
Experiencia día 07/07/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
Ozono (0,4 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,03 97,2
5 0,01 99
7 0 100
9 0 100
11 0 100
Experiencia día 23/07/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO (0,45 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,02 98,1
5 0 100
7 0 100
9 0 100
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
380
Experiencia día 10/08/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + PERÓXIDO DE HIDRÓGENO (0,1A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0 100
5 0 100
7 0 100
9 0 100
11 0 100
Experiencia día 17/08/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + PEROXIDO 0,3 A
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,08 92,4
5 0,06 94,3
7 0,04 96,2
9 0 100
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
381
Experiencia día 7/10/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + PERÓXIDO DE HIDRÓGENO (0,4 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0 100
5 0 100
7 0 100
9 0 100
11 0 100
Experiencia día 01/12/2011, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + PEROXIDO (0,45 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0 100
5 0 100
7 0 100
9 0 100
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
382
Experiencia día 18/01/2012, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + UV (0,1 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,33 69 5 0,04 96 7 0,02 98 9 0 100 11 0 100
Experiencia día 08/02/2012, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + UV (0,3 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,1 90 5 0,09 91 7 0 100 9 0 100 11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
383
Experiencia día 17/02/2012, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + UV (0,4 A)
Tiempo (min) Fenoles(mg/l) Eliminación (%) 0 1,06 0
2 0,01 99
5 0,01 99
7 0,01 99
9 0 100
11 0 100
Experiencia día 02/03/2012, para ver la variación y la eliminación porcentual
de fenoles por distintos tiempos de contacto.
OZONO + UV (0,45 A)
Tiempo (min) Fenoles (mg/l) Eliminación (%) 0 1,06 0
2 0,18 83
5 0,1 90
7 0 100
9 0 100
11 0 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
384
Fecha: 12/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de fenoles en función de tiempo de contacto.
EN RELACION FENOLES.
OZONIZACIÓN
Tiempo (min) 5,97 mg/l 15,33 mg/l 19,32 mg/l 22,15 mg/l 0 0 0 0 0 2 66,2 89,6 97,2 98,1 5 71,6 94,3 99 100 7 90,5 96,2 100 100 9 96,2 98,1 100 100 11 98,1 100 100 100
Fecha: 13/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de fenoles en función de tiempo de contacto.
EN RELACIÓN FENOLES
PERÓXIDO DE HIDRÓGENO CON OZONO
Tiempo (min) 5,97 mg/l 15,33 mg/l 19,32 mg/l 22,15 mg/l 0 0 0 0 0 2 100 92,4 100 100 5 100 94,3 100 100 7 100 96,2 100 100 9 100 100 100 100 11 100 100 100 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
385
Fecha: 14/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de fenoles en función de tiempo de contacto.
EN RELACIÓN FENOLES
ULTRAVIOLETA CON OZONO
Tiempo (min) 5,97 mg/l 15,33 mg/l 19,32 mg/l 22,15 mg/l 0 0 0 0 0 2 69 90 99 83 5 96 91 99 90 7 98 100 99 100 9 100 100 100 100 11 100 100 100 100

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
386
Experiencia día 06/06/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
TURBIDEZ
OZONO (O,1 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 9,3 40
5 1,89 87,8
7 1,82 88,2
9 1,75 88,7
11 1,54 90
Experiencia día 24/06/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO (0,3 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 10,9 30
5 4,7 69,6
7 4,6 70
9 4,26 72,5
11 0,71 95,4

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
387
Experiencia día 07/07/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO ( 0,4 A)
Tiempo (min) Turbidez Eliminación (%) 0 13,4 0
2 2,25 83,2
5 1,94 85,5
7 1,49 88,8
9 1,3 90,2
11 0,71 94,7
Experiencia día 23/07/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO (0,45 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 5,3 65,8
5 4,5 70,9
7 4,4 71,6
9 4,3 72,2
11 4,2 73

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
388
Experiencia día 10/08/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + PEROXIDO DE HIDRÓGENO (0,1 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 4,4 71,6
5 4 74,1
7 3,87 75
9 3,51 77,3
11 3,45 77,7
Experiencia día 17/08/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + PEROXIDO DE HIDRÓGENO (0,3 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 3,64 76,5
5 3,5 77,4
7 3,4 28
9 3,21 79,2
11 2,18 85,9

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
389
Experiencia día 10/08/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + PEROXIDO DE HIDRÓGENO (0,1 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 4,4 71,6
5 4 74,1
7 3,87 75
9 3,51 77,3
11 3,45 77,7
Experiencia día 17/08/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + PEROXIDO DE HIDRÓGENO (0,3 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 3,64 76,5
5 3,5 77,4
7 3,4 78
9 3,21 79,2
11 2,18 85,9

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
390
Experiencia día 07/10/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + PEROXIDO DE HIDRÓGENO ( 0,4 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 4,9 68,3
5 4,36 71,8
7 4,3 72,2
9 4,26 72,5
11 0,71 95,4
Experiencia día 01/12/2011, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + PEROXIDO DE HIDRÓGENO (0,45 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 2,86 81,5
5 1,34 91,3
7 1,12 92,7
9 0,85 94,5
11 0,7 95,4

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
391
Experiencia día 18/01/2012, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + UV (0,1 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,5 0
2 5,14 67 5 5 68 7 4,46 71 9 1,3 92 11 1,1 93
Experiencia día 08/02/2012, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + UV (0,3 A)
Tiempo (min) Turbidez Eliminación (%) 0 14,8 0
2 1,38 90,7 5 0,09 99,4 7 0,09 99,4 9 0,04 99,7 11 0,03 99,8

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
392
Experiencia día 17/02/2012, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + UV ( 0,4 A)
Tiempo (min) Turbidez Eliminación (%) 0 15,4 0
2 1,2 92,2
5 0,8 94,8
7 0,72 95,3
9 0,7 95,5
11 0,68 95,6
Experiencia día 02/03/2012, para ver la variación y la eliminación porcentual
de turbidez por distintos tiempos de contacto
OZONO + UV ( 0,45 A)
Tiempo (min) Turbidez Eliminación (%) 0 16 0
2 0,99 93,8
5 0,95 94
7 0,9 94,4
9 0,87 94,6
11 0,85 94,7

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
393
Fecha: 26/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de turbidez en función de tiempo de contacto.
EN RELACIÓN TURBIDEZ
OZONIZACIÓN
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 40 30 83,2 65,8 5 87,8 69,6 85,5 70,9 7 88,2 70 88,8 71 9 88,7 72,5 90,2 72,2 11 90 95,4 94,7 72,9
Fecha: 27/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de turbidez en función de tiempo de contacto.
EN RELACIÓN TURBIDEZ
OZONO CON PERÓXIDO DE HIDRÓGENO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 71,6 76,5 68,3 81,5 5 74,1 77,4 71,8 91,3 7 75 78 72,2 92,7 9 77,3 79,2 72,5 94,5 11 77,7 85,9 95,4 95,4

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
394
Fecha: 28/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de turbidez en función de tiempo de contacto.
EN RELACIÓN TURBIDEZ
ULTRAVIOLETA CON OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l 0 0 0 0 0 2 67 90,7 92,2 93,8 5 68 99,4 94,8 94 7 71 99,4 95,3 94,4 9 92 99,7 95,5 94,6 11 93 99,8 95,6 94,7

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
395
Fecha 6/06/2011, para ver curvas de ajuste de la DQO de agua bruta, agua
tratada y rendimiento en función de tiempo de contacto
OZONO ( 0,1 A )
DQO (mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 215,3 205,8 4,4 2 201,6 164,9 18,2 1,5 208,3 184,2 11,6 2 201,6 164,9 18,2 2,5 195,0 147,5 24,3 3 188,7 132,0 30,0 3,5 182,6 118,2 35,3 4 176,6 105,7 40,1 4,5 170,9 94,6 44,6 5 165,4 84,7 48,8 5,5 160,0 75,8 52,6 6 154,8 67,8 56,2 6,5 149,8 60,7 59,5 7 144,9 54,3 62,5 7,5 140,2 48,6 65,3 8 135,7 43,5 67,9 8,5 131,2 38,9 70,3 9 127,0 34,9 72,6 9,5 122,9 31,2 74,6 10 118,9 27,9 76,5 11 111,3 22,4 79,9

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
396
Fecha: 24/06/2011, para ver curvas ajustadas numéricamente de la DQO de agua
bruta, agua tratada y rendimiento en función de tiempo de contacto
OZONO (0,3 A)
DQO (mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 175,7 104,2 40,7 2 163,4 88,3 45,9 1,5 169,4 95,9 43,4 2 163,4 88,3 45,9 2,5 157,5 81,3 48,4 3 151,9 74,9 50,7 3,5 146,4 69,0 52,9 4 141,2 63,5 55,0 4,5 136,1 58,5 57,0 5 131,2 53,8 59,0 5,5 126,5 49,6 60,8 6 122,0 45,7 62,6 6,5 117,6 42,0 64,3 7 113,4 38,7 65,9 7,5 109,3 35,6 67,4 8 105,4 32,8 68,9 8,5 101,6 30,2 70,3 9 98,0 27,8 71,6 9,5 94,5 25,6 72,9 10 91,1 23,6 74,1 11 84,7 20,0 76,4

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
397
Fecha: 04/07/2011, para ver curvas ajustadas numericamente de la DQO de agua bruta, agua tratada y rendimiento en función de tiempo de contacto
OZONO ( 0,4 A)
DQO (mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 157,0 88,6 43,6 2 151,3 80,7 46,7 1,5 154,1 84,5 45,2 2 151,3 80,7 46,7 2,5 148,5 77,0 48,1 3 145,8 73,5 49,6 3,5 143,1 70,2 51,0 4 140,5 67,0 52,3 4,5 137,9 63,9 53,6 5 135,4 61,0 54,9 5,5 132,9 58,3 56,2 6 130,5 55,6 57,4 6,5 128,1 53,1 58,5 7 125,7 50,7 59,7 7,5 123,4 48,4 60,8 8 121,2 46,2 61,9 8,5 118,9 44,1 62,9 9 116,8 42,1 64,0 9,5 114,6 40,2 65,0 10 112,5 38,3 65,9 11 108,4 34,9 67,8

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
398
Fecha 23/07/2011, para ver curvas de ajuste de la DQO de agua bruta, agua
tratada y rendimiento en función de tiempo de contacto
OZONO (0,45 A)
DQO(mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 146,4 130,7 10,8 2 136,7 105,9 22,5 1,5 141,5 117,6 16,8 2 136,7 105,9 22,5 2,5 132,0 95,4 27,8 3 127,6 85,9 32,7 3,5 123,2 77,3 37,3 4 119,1 69,6 41,5 4,5 115,0 62,7 45,5 5 111,1 56,4 49,2 5,5 107,4 50,8 52,7 6 103,7 45,7 55,9 6,5 100,2 41,2 58,9 7 96,8 37,1 61,7 7,5 93,5 33,4 64,3 8 90,3 30,0 66,7 8,5 87,3 27,1 69,0 9 84,3 24,4 71,1 9,5 81,5 21,9 73,1 10 78,7 19,7 74,9 11 73,5 16,0 78,2

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
399
Fecha 18/01/2012, para ver curvas de ajuste de la DQO de agua bruta, agua
tratada y rendimiento en función de tiempo de contacto
OZONO + UV (0,1 A)
DQO (mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 124,8 87,4 29,9 2 120,6 78,3 35,1 1,5 122,7 82,7 32,6 2 120,6 78,3 35,1 2,5 118,6 74,0 37,6 3 116,6 70,0 39,9 3,5 114,6 66,3 42,2 4 112,7 62,7 44,4 4,5 110,8 59,3 46,5 5 108,9 56,1 48,5 5,5 107,1 53,1 50,4 6 105,3 50,2 52,3 6,5 103,5 47,5 54,1 7 101,7 44,9 55,8 7,5 100,0 42,5 57,5 8 98,3 40,2 59,1 8,5 96,7 38,0 60,7 9 95,1 36,0 62,2 9,5 93,5 34,0 63,6 10 91,9 32,2 65,0 11 88,8 28,8 67,6

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
400
Fecha 08/02/2012, para ver curvas de ajuste de la DQO de agua bruta, agua
tratada y rendimiento en función de tiempo de contacto
OZONO + UV (0,3 A )
DQO (mg)
Tiempo(min) Agua bruta Agua tratada Rendimiento 1 211,5 162,6 23,1
2 194,5 139,2 28,4 1,5 202,8 150,4 25,8 2 194,5 139,2 28,4 2,5 186,5 128,8 30,9 3 178,8 119,2 33,3 3,5 171,5 110,3 35,6 4 164,4 102,1 37,9 4,5 157,6 94,5 40,1 5 151,2 87,5 42,1 5,5 144,9 80,9 44,2 6 139,0 74,9 46,1 6,5 133,3 69,3 48,0 7 127,8 64,1 49,8 7,5 122,5 59,4 51,6 8 117,5 54,9 53,2 8,5 112,7 50,8 54,9 9 108,0 47,0 56,4 9,5 103,6 43,5 58,0 10 99,3 40,3 59,4 11 91,3 34,5 62,2

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
401
Fecha 17/02/2012, para ver curvas de ajuste de la DQO de agua bruta, agua
tratada y rendimiento en función de tiempo de contacto
OZONO + UV ( 0,4 A )
DQO (mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 145 54,0 62,8 2 132,8 50,2 62,2 1,5 138,8 52,0 62,5 2 132,8 50,2 62,2 2,5 127,1 48,4 61,9 3 121,6 46,6 61,7 3,5 116,4 45,0 61,4 4 111,4 43,3 61,1 4,5 106,6 41,8 60,8 5 102,0 40,3 60,5 5,5 97,6 38,8 60,2 6 93,4 37,5 59,9 6,5 89,4 36,1 59,6 7 85,5 34,8 59,3 7,5 81,8 33,6 59,0 8 78,3 32,4 58,7 8,5 74,9 31,2 58,4 9 71,7 30,1 58,0 9,5 68,6 29,0 57,7 10 65,7 28,0 57,4
11 60,1 26,0 56,8

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
402
Fecha 02/02/2012, para ver curvas de ajuste de la DQO de agua bruta, agua
tratada y rendimiento en función de tiempo de contacto
OZONO + UV ( 0,45 A)
DQO (mg)
Tiempo (min) Agua bruta Agua tratada Rendimiento
1 74,2 52,7 29,0 2 79,4 51,4 35,2 1,5 76,8 52,0 32,2 2 79,4 51,4 35,2 2,5 82,1 50,8 38,2 3 84,9 50,2 40,9 3,5 87,9 49,6 43,6 4 90,9 49,0 46,1 4,5 94,0 48,4 48,5 5 97,2 47,8 50,9 5,5 100,6 47,2 53,1 6 104,0 46,6 55,2 6,5 107,6 46,1 57,2 7 111,3 45,5 59,1 7,5 115,1 45,0 61,0 8 119,1 44,4 62,7 8,5 123,2 43,9 64,4 9 127,4 43,3 66,0 9,5 131,8 42,8 67,5 10 136,3 42,3 69,0 11 145,9 41,3 71,7

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
403
Fecha: 16/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de la DQO en función de tiempo de contacto.
EN RELACIÓN DE LA DQO
OZONO
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l
0 0 0 0 0 2 18,2 45,9 46,7 22,5 5 48,8 59 54,9 49,2 7 62,5 65,9 59,7 61,7 9 72,6 71,6 64 71,2 11 79,9 76 67,8 78,2
Fecha: 19/03/2012, para ver la comparación de dosis más rendimiento de
eliminación de la DQO en función de tiempo de contacto.
EN RELACIÓN DE LA DQO
OZONO + UV
Tiempo (min) 5,97 mg/l 15,32 mg/l 19,33 mg/l 22,15 mg/l
0 0 0 0 0 2 35,1 28,4 62,2 35,2 5 48,5 42,1 60,5 50,9 7 55,8 49,1 59,3 59,1 9 62,2 56,4 58 66 11 67,6 62,1 56,8 71,7

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
404
ENSAYOS REALIZADOS CON 4 LITROS DE AGUA DE MUESTRA.

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
405
Experiencia realizada en nel día 17/07/2012, para ver la variación y la eliminación de DQO por distintos tiempos de contacto.
OZONO (450mA)
Tiempo (min) DQO(mg/l) Eliminación (%) 0 705 0,0 3 627 11,1 6 360 48,9 9 221 68,7 12 221 68,7 15 200 71,6
Experiencia realizada en el día 18/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO (300mA)
Tiempo (min) DQO(mg/l) Eliminación (%) 0 375 0,0 3 293 21,9 6 262 30,1 9 218 41,9 12 207 44,8 15 191 49,1
Experiencia realizada en el día 19/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO (100mA)
Tiempo (min) DQO (mg/l) Eliminación (%)
0 345 0,0
3 257 25,5
6 232 32,8
9 211 38,8
12 201 41,7
15 199 42,3

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
406
Experiencia realizada en el día 20/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO + PERÓXIDO DE HIDRÓGENO (100mA)
Tiempo (min) DQO (mg/l) Eliminación (%) 0 265 0,0 3 243 8,3 6 227 14,3 9 204 23,0 12 196 26,0 15 185 30,2
Experiencia realizada en el día 23/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO + PERÓXIDO DE HIDRÓGENO (300mA)
Tiempo (min) DQO (mg/l) Eliminación (%) 0 301 0,0 3 207 31,2 6 188 37,5 9 178 40,9 12 170 43,5 15 159 47,2
Experiencia realizada en el día 24/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO + PERÓXIDO DE HIDRÓGENO ( 450mA)
Tiempo (min) DQO (mg/l) Eliminación (%) 0 302 0,0 3 184 39,1 6 174 42,4 9 157 48,0 12 144 52,3 15 135 55,3

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
407
Experiencia realizada en el día 25/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO + ULTRAVIOLETA ( 450mA)
Tiempo (min) DQO (mg/l) Eliminación (%) 0 292 0,0
3 146 50,0 6 144 50,7 9 131 55,1 12 126 56,8 15 117 59,9
Experiencia realizada en el día 26/07/2012, para ver la variación y la eliminación
porcentual de DQO por distintos tiempos de contacto
OZONO + ULTRAVIOLETA (300mA)
Tiempo (min) DQO (mg/l) Eliminación (%) 0 294 0,0 3 206 29,9 6 165 43,9 9 146 50,3 12 141 52,0 15 135 54,1
Experiencia realizada en el día 27/07/2012, para ver la variación y la eliminación porcentual de DQO por distintos tiempos de contacto
OZONO + ULTRAVIOLETA ( 100mA)
Tiempo (min) DQO (mg/l) Eliminación (%) 0 270 0,0 3 195 27,8 6 183 32,2 9 177 34,4 12 173 35,9 15 168 37,8

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
408
Experiencia realizada en el día 17/07/2012, para ver la variación y la eliminación
Porcentual de fenoles por distintos tiempos de contactos
OZONO (450 mA )
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 6,78 0 3 2,72 59,9 6 1,75 74,1 9 1,27 81,3 12 0,93 86,3 15 0,67 90,1
Experiencia realizada en el día 18/07/2012, para ver la variación y la eliminación
porcentual de fenoles por distintos tiempos de contacto
OZONO (300 mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 9,45 0 3 3,12 67 6 2,81 70,3 9 2,64 72,1 12 1,93 79,6 15 1,21 87,2
Experiencia realizada en el día 19/07/2012, para ver la variación y la eliminación
porcentual de fenoles por distintos tiempos de contacto
OZONO (100 mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 4,30 0,0 3 3,39 21,2 6 2,85 33,7 9 2,30 46,5 12 2,03 52,8 15 2,00 53,5

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
409
Experiencia realizada en el día 20/07/2012, para ver la variación y la eliminación
Porcentual de fenoles por distintos tiempos de contacto
PERÓXIDO DE HIDRÓGENO + OZONO (100mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 8,86 0,0 3 2,96 66,6 6 2,43 72,6 9 2,30 74,0 12 1,97 77,8 15 1,89 78,7
Experiencia realizada en el día 23/07/2012, para ver la variación y la eliminación
porcentual de fenoles por distintos tiempos de contacto
PERÓXIDO DE HIDRÓGENO + OZONO ( 300 mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 4,36 0,0 3 2,91 33,3 6 2,10 51,8 9 2,00 54,1 12 1,43 67,2 15 1,27 70,9
Experiencia realizada en el día 24/07/2012, para ver la variación y la eliminación
porcentual de fenoles por distintos tiempos de contacto
PERÓXIDO DE HIDRÓGENO + OZONO ( 450 mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 3,32 0,0
3 1,93 41,9 6 1,59 52,1 9 1,27 61,7 12 1,02 69,3 15 0,99 70,2

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
410
Experiencia realizada en el día 25/07/2012, para ver la variación y la eliminación
porcentual de fenoles por distintos tiempos de contacto
OZONO + ULTRAVIOLETA (450mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 3,14 0,0 3 1,19 62,1 6 0,78 75,2 9 0,70 77,7 12 0,68 78,3 15 0,65 79,3
Experiencia realizada en el día 26/07/2012, para ver la variación y la eliminación
Porcentual de fenoles por distintos tiempos de contacto
OZONO + UV (mA)
Tiempo (min) Fenol (mg/l) Eliminación (%) 0 2,92 0,0 3 2,05 29,8 6 1,60 45,2 9 1,21 58,6 12 1,18 59,6 15 1,10 62,3
Experiencia realizada en el día 27/07/2012 porcentual de fenoles por distintos tiempos de contacto
OZONO + ULTRAVIOLETA ( 100mA)
Tiempo (min) Fenol (mg) Eliminación (%) 0 4,40 0,0 3 2,92 33,6 6 2,16 50,9 9 1,96 55,5 12 1,71 61,1 15 1,45 67,0

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
411
Experiencia realizada en el día 16/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO (450 mA )
Tiempo (min) SS (mg/l) Eliminación (%) 0 104 0 3 88 15,4 6 78 25 9 74 28,8 12 66 36,5 15 66 36,5
Experiencia realizada en el día 18/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO (300mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 104 0,0
3 88 15,4 6 84 19,2 9 70 32,7 12 66 36,5 15 62 40,4
Experiencia realizada en el día 19/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO (100mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 146 0,0 3 88 39,7 6 84 42,5 9 76 47,9 12 76 47,9 15 74 49,3

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
412
Experiencia realizada en el día 20/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO + PERÓXIDO DE HIDRÓGENO ( 100mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 126 0,0 3 80 36,5 6 78 38,1 9 72 42,9 12 68 46,0 15 66 47,6
Experiencia realizada en el día 23/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO + PERÓXIDO DE HIDRÓGENO ( 300mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 125 0,0 3 76 39,2 6 68 45,6 9 66 47,2 12 62 50,4 15 54 56,8
Experiencia realizada en el día 24/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contactos
OZONO + PERÓXIDO DE HIDRÓGENO ( 450mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 119 0,0 3 60 49,6 6 58 51,3 9 56 52,9 12 54 54,6 15 50 58,0

PROCESOS DE DEPURACIÓN DE LOS EFLUENTES LÍQUIDOS DE ACTIVIDADES PETROLIFERAS
413
Experiencia realizada en el día 25/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contactos
OZONO + ULTRAVIOLETA ( 450mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 126 0,0 3 50 60,3 6 48 61,9 9 44 65,1 12 40 68,3 15 38 69,8
Experiencia realizada en el día 26/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO + ULTRAVIOLETA (300mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 80 0,0 3 58 27,5 6 54 32,5 9 50 37,5 12 46 42,5 15 44 45,0
Experiencia realizada en el día 27/07/2012, para ver la variación y la eliminación
porcentual de sólidos suspensión por distintos tiempos de contacto
OZONO + ULTRAVIOLETA (100mA)
Tiempo (min) SS (mg/l) Eliminación (%) 0 87 0,0 3 78 10,3 6 72 17,2 9 70 19,5 12 68 21,8 15 68 21,8