universidad politÉcnica salesiana sede … · ha facilitado los datos y ha realizado acertadas...
TRANSCRIPT

UNIVERSIDAD POLITÉCNICA SALESIANA
SEDE CUENCA
FACULTAD DE INGENIERIA
CARRERA: INGENIERIA ELÉCTRICA
Tesis previa a la obtención del Título de: INGENIERO ELÉCTRICO
““DDIISSEEÑÑOO DDEELL CCOONNTTRROOLL DDEE LLAASS CCOOMMPPUUEERRTTAASS
RRAADDIIAALLEESS,, CCOOMMPPUUEERRTTAASS DDEE DDEESSAAGGUUEE DDEE FFOONNDDOO YY
BBOOMMBBAASS DDEE DDRREENNAAJJEE DDEE LLAA PPRREESSAA DDAANNIIEELL
PPAALLAACCIIOOSS,, DDEELL PPRROOYYEECCTTOO HHIIDDRROOEELLÉÉCCTTRRIICCOO
PPAAUUTTEE MMOOLLIINNOO,, AASSEEGGUURRAANNDDOO LLAA CCOOMMUUNNIICCAACCIIÓÓNN
DDEELL CCOOMMPPOORRTTAAMMIIEENNTTOO DDEE LLAASS CCOOMMPPUUEERRTTAASS CCOONN
EELL SSIISSTTEEMMAA SSCCAADDAA””
AUTOR:
Tnlgo. Wilmer Gómez P.
DIRECTOR:
Ing. Fernando Vásquez
TUTOR:
Ing. Wilson Enríquez V.
Cuenca, Mayo del 2010

i
OBSERVACIONES
El contenido de esta tesis es de absoluta responsabilidad del autor
_____________________
Tnlgo. Wilmer Gómez P.
Certifico que bajo mi dirección esta tesis fue realizada por el Tnlgo. Wilmer
Gómez P.
_____________________
Ing. Fernando Vásquez
ii
DEDICATORIA
A Dios y la Virgen por todas sus bendiciones.
A mis padres Alberto y Lidia por ser mi guía
y la fuente de inspiración para cumplir esta meta.
A mis hermanos Maricela, Xavier y Wilson por apoyarme siempre.

iii
AGRADECIMIENTO
Un agradecimiento muy especial a mi director de tesis
Ing. Fernando Vásquez por su valioso tiempo asignado
a la asesoría y revisión de esta trabajo en todas sus etapas.
Al Ing. Wilson Enríquez que en representación de Hidropaute
ha facilitado los datos y ha realizado acertadas recomendaciones.
A los profesores de la carrera de Ingeniería Eléctrica de la
Universidad Politécnica Salesiana por los conocimientos impartidos.

iv
RESÚMEN
Esta tesis está encaminada al diseño para el cambio de tecnología del control de
operación de las Compuertas Radiales, Desagüe de Fondo y Bombas de Drenaje, de la
Presa Daniel Palacios, asegurando la integración de los renovados sistemas al sistema
SCADA y al Centro de Control de Generación (CCG) mediante protocolos de
comunicación compatibles con las Unidades Terminales Remotas (UTR).
En el capítulo introductorio se presentan los antecedentes, la justificación, el
alcance y los objetivos del trabajo; para luego estudiar el control actual en el capítulo 2,
entendiendo las lógicas para las maniobras de apertura, cierre o parada de las
Compuertas Radiales y Desagüe de Fondo y las maniobras de puesta en marcha o parada
de las bombas de drenaje, descifrando los circuitos de control e interpretando los planos
del cableado de la UTR presente en el control de operación de los sistemas de la Presa
Daniel Palacios.
Ahora como se sabe que los dispositivos electromecánicos luego de algunos años
debido al desgaste, pueden mostrar averías que podrían provocar fallas dentro de la
operación, en el capítulo 3 se establece como mejor opción de solución para reemplazar
estos dispositivos electromecánico al PLC y se estudia para analizar el que mejor se
acopla para desarrollar estas funciones dentro de la presa.
Al tener claro el comportamiento de operación y definido el PLC que se acople
para desarrollar estas funciones, se procede en el capítulo 4 a analizar los requerimientos
para luego programar el PLC S7-200 en función de dichos requerimientos.
En este mismo capítulo se define el tipo de CPU que se usará dependiendo de la
utilización que se le quiera dar y se propone también un método para comunicar al PLC
con el sistema SCADA.

v
Se propone un análisis de factibilidad que se muestra en el capítulo 5, en donde
se presenta el costo del S7-200 dependiendo del CPU que se use, la disminución en el
mantenimiento y costo de operación que se obtiene con los PLC y en donde se puede ver
que aunque en el análisis de proyectos por medio del TIR y el VAN el proyecto no es
conveniente para objetivos de inversión, este es factible ya que no es un proyecto de
inversión sino un proyecto de mejoramiento tecnológico en donde no se espera una
remuneración económica sino un mejor rendimiento en el desarrollo de sus funciones de
operación.

vi
TABLA DE CONTENIDO
““DDIISSEEÑÑOO DDEELL CCOONNTTRROOLL DDEE LLAASS CCOOMMPPUUEERRTTAASS RRAADDIIAALLEESS,, CCOOMMPPUUEERRTTAASS
DDEE DDEESSAAGGUUEE DDEE FFOONNDDOO YY BBOOMMBBAASS DDEE DDRREENNAAJJEE DDEE LLAA PPRREESSAA DDAANNIIEELL
PPAALLAACCIIOOSS,, DDEELL PPRROOYYEECCTTOO HHIIDDRROOEELLÉÉCCTTRRIICCOO PPAAUUTTEE MMOOLLIINNOO,,
AASSEEGGUURRAANNDDOO LLAA CCOOMMUUNNIICCAACCIIÓÓNN DDEELL CCOOMMPPOORRTTAAMMIIEENNTTOO DDEE LLAASS
CCOOMMPPUUEERRTTAASS CCOONN EELL SSIISSTTEEMMAA SSCCAADDAA”” .......................................................................... 1
1. Introducción ............................................................................................................................. 1
1.1. Introducción ...................................................................................................................... 2
1.2. Antecedentes y Justificación del Tema ............................................................................ 3
1.3. Alcance del trabajo ........................................................................................................... 6
1.4. Objetivos .......................................................................................................................... 7
1.4.1. Objetivos Generales .............................................................................................................. 7
1.4.2. Objetivos Específicos ............................................................................................................ 7
2. Sistema Actual de Control de las Compuertas Radiales, Compuertas de Desagüe de
Fondo y Bombas de Drenaje ........................................................................................................... 8
2.1. Introducción ...................................................................................................................... 9
2.2. Compuertas Radiales ...................................................................................................... 11
2.2.1. Sistema de Control y Operación Actual de las Compuertas Radiales ............................ 15
2.3. Desagüe de Fondo .......................................................................................................... 28
2.3.1. Operación de la Central Oleodinámica .............................................................................. 29
2.3.2. Operación de las Válvulas RING FOLLOWER ............................................................. 31
2.3.3. Operación de las Válvulas RING FOLLOWER desde CCG-UTR (CASA DE
MÁQUINAS) ...................................................................................................................................... 38
2.3.4. Operación de la Válvula de Cono Hueco .......................................................................... 43
2.4. Bombas de Drenaje......................................................................................................... 46
2.4.1. Descripción ......................................................................................................................... 46
2.4.2. Operación Bombas Sumergibles ......................................................................................... 47
2.4.3. Operación Bomba Centrífuga ............................................................................................ 48

vii
3. Estudio y Determinación del PLC Compatible con el Diseño de Control .......................... 51
3.1. EL PLC ........................................................................................................................... 53
3.1.1. Capacidades del PLC ........................................................................................................ 54
3.2. Estructura Básica del Autómata Programable ................................................................ 55
3.2.1. Fuente de Alimentación ...................................................................................................... 57
3.2.2. Unidad de Procesamiento Central (C.P.U.) ........................................................................ 57
3.2.3. Módulos o Interfaces de Entrada y Salida (E/S) ................................................................. 57
3.2.4. Módulos de Memorias ...................................................................................................... 58
3.2.5. Unidad de Programación ................................................................................................... 59
3.3. Métodos o Lenguajes de Programación ......................................................................... 59
3.3.1. Clasificación de los Lenguajes de Programación ................................................................ 61
3.3.2. Lenguajes de Programación para PLC .............................................................................. 63
3.3.3. Operaciones Lógicas .......................................................................................................... 66
3.3.4. Lenguaje de Plano de Contacto (LADDER) ..................................................................... 69
3.4. Comunicaciones Industriales .......................................................................................... 76
3.4.1. El Modelo OSI de 7 capas .................................................................................................. 76
3.4.2. Redes Industriales .............................................................................................................. 77
3.4.3. Comunicaciones PC - AP .................................................................................................... 77
3.4.4. Redes Seriales .................................................................................................................... 78
3.4.5. Ethernet ............................................................................................................................... 79
3.4.6. Fieldbus ............................................................................................................................... 80
3.4.7. Profibus ............................................................................................................................... 81
3.4.8. Comunicación del PLC por medio de Relés de Interface ................................................... 81
3.5. Análisis y Determinación del PLC a Utilizar ................................................................. 83
3.5.1. PLC S7-200 ......................................................................................................................... 83
4. Diseño del Control de las Compuertas, Asegurando la Comunicación con el Sistema
SCADA ......................................................................................................................................... 91
4.1. Introducción .................................................................................................................... 92

viii
4.2. Análisis de Requerimientos ........................................................................................... 93
4.2.1. Análisis de Requerimientos Compuertas Radiales ............................................................. 93
4.2.2. Análisis de Requerimientos Desagüe de Fondo .................................................................. 94
4.2.3. Análisis de Requerimientos Bombas de Drenaje ............................................................. 97
4.3. Programación del PLC .................................................................................................. 98
4.3.1. Programación (COMPUERTAS RADIALES) - DIAGRAMA ESQUEMÁTICO ......... 105
4.3.2. Programación DESAGUE DE FONDO (COMPUERTAS RING FOLLOWER,
COMPUERTAS DE BY PASS Y COMPUERTAS DE LIMPIEZA) – DIAGRAMA
ESQUEMÁTICO .............................................................................................................................. 107
4.3.2.1 Programación DESAGUE DE FONDO (COMPUERTAS ............................................. 112
CONO HUECO) – DIAGRAMA ESQUEMÁTICO. ...................................................................... 112
4.3.3. Programación (BOMBAS DE DRENAJE) – DIAGRAMA ESQUEMÁTICO ............. 114
4.4. Comunicación con el Sistema SCADA (XA - 21) ....................................................... 117
5. Factibilidad de Instalación del Nuevo Proyecto .................................................................. 119
5.1. Estudio de Factibilidad ................................................................................................. 120
5.1.1. Cálculo del TIR y VAN .................................................................................................... 121
5.1.2. Compuertas Radiales (Cálculo del TIR y VAN) .............................................................. 124
5.1.3. Desagüe de Fondo (Cálculo del TIR y VAN) .................................................................. 125
5.1.4. Bombas de Drenaje (Cálculo del TIR y VAN) ................................................................ 126
6. Conclusiones y Recomendaciones ....................................................................................... 127
7. Anexos ................................................................................................................................. 130
7.1. DIAGRAMA TRIFILAR DEL CIRCUITO DE FUERZA DE LAS
COMPUERTAS RADIALES 1,2,3,4,5,6 ............................................................................... 131
7.2. DIAGRAMA DE CONTROL Y PROTECCION DE LAS COMPUERTAS
RADIALES 1,2,5,6 ................................................................................................................. 132
7.3. SENALES Y COMANDOS UTR-UC DE COMPUERTAS DE VERTEDERO
1,2,5,6 ...................................................................................................................................... 133
7.4. DIAGRAMA ESQUEMATICO DE CONTROL Y PROTECCION DE LAS
COMPUERTAS DE VERTEDERO 3 Y 4 ............................................................................. 134

ix
7.5. SEÑALES Y COMANDOS UTR-UC DE COMPUERTAS DE VERTEDERO
3 Y 4 135
7.6. DIAGRAMA ESQUEMÁTICO DE CONTROL Y PROTECCIÓN DE
DESAGUE DE FONDO ......................................................................................................... 136
7.7. SELECCIÓN PREFERENCIA DE BOMBAS UTR-UC Y DUPLICACIÓN
DE ALARMAS DE DESAGUE DE FONDO. ....................................................................... 137
7.8. SEÑALES Y COMANDOS UTR-UC DE COMPUERTAS RING
FOLLOWER, BY-PASS Y LIMPIEZA DE DESAGUE DE FONDO. ................................. 138
7.9. SEÑALES Y COMANDOS UTR-UC DE VALVULA CONO HUECO 1 Y
CONO HUECO 2 .................................................................................................................... 139
7.10. DIAGRAMA ESQUEMÁTICO DE CONTROL Y PROTECCIÓN DE
BOMBAS DE DRENAJE DE LA PRESA AMALUZA ........................................................ 140
7.11. SEÑALES Y COMANDOS DE LAS BOMBAS SUMERGIBLES Y
CENTRÍFUGA DE DRENAJE DE LA PRESA AMALUZA ............................................... 141
7.12. COMANDOS EN BOMBA CENTRÍFUGA ............................................................... 142
7.13. PROGRAMACIÓN COMPUERTAS RADIALES. .................................................... 143
Programación (COMPUERTAS RADIALES) - TABLA DE SIMBOLOS .................................... 143
Programación (COMPUERTAS RADIALES) – ESQUEMA DE CONTACTOS (KOP) .............. 145
Programación (COMPUERTAS RADIALES) – LISTA DE INSTRUCCIONES (AWL) ............. 149
Programación (COMPUERTAS RADIALES) – DIAGRAMA DE FUNCIONES (FUP) ............. 152
7.14. PROGRAMACIÓN DESAGUE DE FONDO: COMPUERTAS RING
FOLLOWER, BY-PASS Y LIMPIEZA. ................................................................................ 155
PROGRAMACIÓN - TABLA DE SIMBOLOS .............................................................................. 155
Programación DESAGUE DE FONDO (COMPUERTAS RING FOLLOWER,
COMPUERTAS DE BY PASS Y COMPUERTAS DE LIMPIEZA) – ESQUEMA DE
CONTACTOS (KOP) ....................................................................................................................... 158
Programación DESAGUE DE FONDO (COMPUERTAS RING FOLLOWER,
COMPUERTAS DE BY PASS Y COMPUERTAS DE LIMPIEZA) – LISTA DE
INSTRUCCIONES (AWL) .............................................................................................................. 171

x
Programación DESAGUE DE FONDO (COMPUERTAS RING FOLLOWER,
COMPUERTAS DE BY PASS Y COMPUERTAS DE LIMPIEZA) – DIAGRAMA DE
FUNCIONES (FUP) ......................................................................................................................... 180
7.15. PROGRAMACIÓN DESAGUE DE FONDO: COMPUERTAS CONO
HUECO. .................................................................................................................................. 191
PROGRAMACIÓN – TABLA DE SIMBOLOS ............................................................................. 191
PROGRAMACIÓN DESAGUE DE FONDO (COMPUERTAS CONO HUECO) –
ESQUEMA DE CONTACTOS (KOP) ............................................................................................ 193
PROGRAMACIÓN DESAGUE DE FONDO (COMPUERTAS CONO HUECO) –
LISTA DE INSTRUCCIONES (AWL) ............................................................................................ 196
PROGRAMACIÓN DESAGUE DE FONDO (COMPUERTAS CONO HUECO) –
DIAGRAMA DE FUNCIONES (FUP) ............................................................................................ 199
7.16. PROGRAMACIÓN BOMBAS DE DRENAJE. .......................................................... 202
PROGRAMACIÓN – TABLA DE SIMBOLOS ........................................................................... 202
PROGRAMACIÓN (BOMBAS DE DRENAJE) – ESQUEMA DE CONTACTOS (KOP) ........ 204
PROGRAMACIÓN (BOMBAS DE DRENAJE) – LISTA DE INSTRUCCIONES
(AWL) 208
PROGRAMACIÓN (BOMBAS DE DRENAJE) – DIAGRAMA DE FUNCIONES (FUP) ........ 211
7.17. CONEXIÓN DEL PLC CON EL SISTEMA. .............................................................. 215
7.17.1 CONEXIÓN PLC COMPUERTAS RADIALES. ............................................................ 215
8 Referencias .......................................................................................................................... 219

xi
ÍNDICE DE TABLAS
Tabla 1: Datos Físicos Aliviadero de Excesos. ........................................................................... 14
Tabla 2: Datos Físicos Compuerta de Vertedero. ....................................................................... 14
Tabla 3: Datos Característicos Malacate de Izar. ........................................................................ 15
Tabla 4: Datos Físicos de las Compuertas de Mantenimiento del Vertedero. ............................ 15
Tabla 5: Datos Físicos de las Compuertas de Mantenimiento del Vertedero. ............................ 62
Tabla 6: Lenguajes de Programación para PLC. ......................................................................... 63
Tabla 7: Tabla de Verdad (AND)................................................................................................ 67
Tabla 8: Tabla de Verdad (OR). .................................................................................................. 67
Tabla 9: Tabla de Verdad (NOT). ............................................................................................... 68
Tabla 10: Tabla de Verdad (EXOR). .......................................................................................... 69
Tabla 11: Relación de las Denominaciones de los Contextos con las Usadas
Normalmente en el PLC. ............................................................................................................... 72
Tabla 12: Valor Lógico del Contacto Dependiendo del Valor Lógico de su Variable. .............. 73
Tabla 13: Valores de Base de Tiempo. ....................................................................................... 75
Tabla 14: El Modelo OSI. ........................................................................................................... 77
Tabla 15: Características de las Redes Seriales. ......................................................................... 79
Tabla 16: Comparación de las CPUs S7-200. ............................................................................ 88
Tabla 17: Determinación de Entradas y Salidas (Compuertas Radiales). ................................... 94
Tabla 18: Determinación de Entradas y Salidas (Desagüe de Fondo). ....................................... 96
Tabla 19: Determinación de Entradas y Salidas (Con hueco, Desagüe de Fondo). .................... 97
Tabla 20: Determinación de Entradas y Salidas (Bombas de Drenaje). ..................................... 98
Tabla 21: Compuertas Radiales (Cálculo del TIR y VAN). .................................................... 124
Tabla 22: Desagüe de Fondo (Cálculo del TIR y VAN). ......................................................... 125
Tabla 23: Bombas de Drenaje (Cálculo del TIR y VAN). ...................................................... 126

xii
ÍNDICE DE GRÁFICOS
Gráfico 1: Aliviadero de Labio Fijo. ........................................................................................... 10
Gráfico 2: Aliviadero con Compuertas. ...................................................................................... 10
Gráfico 3: Aliviadero de Lámina Pegada con Compuerta Radial. .............................................. 13
Gráfico 4: Forma de Operación de las Compuertas 3 y 4. .......................................................... 22
Gráfico 5: Esquematización de un PLC. .................................................................................... 55
Gráfico 6: Lenguajes de Programación para PLC (visual-escrito). ............................................ 61
Gráfico 7: Lenguajes de Programación para PLC (IL). .............................................................. 64
Gráfico 8: Lenguajes de Programación para PLC (Contactores-LADDER). ............................. 65
Gráfico 9: Lenguajes de Programación para PLC (FDB). .......................................................... 65
Gráfico 10: Lenguajes de Programación para PLC (Programa As). ........................................... 66
Gráfico 11: Ejemplo Operación Lógica AND. ........................................................................... 67
Gráfico 12: Ejemplo Operación Lógica OR. ............................................................................... 68
Gráfico 13: Ejemplo Operación Lógica NOT. ............................................................................ 68
Gráfico 14: Ejemplo Operación Lógica EXOR. ......................................................................... 69
Gráfico 15: Ejemplo de Disposición del Programador antes de colocar contactos. ................... 70
Gráfico 16: Ubicación de los Dispositivos de Entrada y Salida. ................................................ 70
Gráfico 17: Ubicación de varios elementos de Entrada, pero solo Uno de Salida...................... 71
Gráfico 18: Sentido de Programación de los bloques de contactos. ........................................... 71
Gráfico 19: Reglas del Lenguaje. ................................................................................................ 72
Gráfico 20: Elementos de Salida. ................................................................................................ 74
Gráfico 21: Temporizador. .......................................................................................................... 74
Gráfico 22: Contador................................................................................................................... 75
Gráfico 23: Relés Interface-PLC. ................................................................................................ 82
Gráfico 24: SIMATIC S7-200. ................................................................................................... 84
Gráfico 25: Forma Cíclica de Trabajo de los PLC SIMATIC. ................................................... 85
Gráfico 26: Forma Cíclica de Trabajo de los PLC SIMATIC. ................................................... 86
Gráfico 27: Expansión Disponible en el S7-200. ........................................................................ 89
Gráfico 28: Conexión de la PC al PLC. ...................................................................................... 89
xiii
Gráfico 29: STEP 7 – MICRO WIN. .......................................................................................... 99
Gráfico 30: STEP 7 – MICRO WIN (Tabla de Variables Locales). ......................................... 100
Gráfico 31: Programa de Ejemplo AWL. ................................................................................. 101
Gráfico 32: Programa de Ejemplo KOP. .................................................................................. 102
Gráfico 33: Programa de Ejemplo FUP. ................................................................................... 103
Gráfico 34: Interfaces Relé y Módulos Optoacoplador. ........................................................... 118
Gráfico 35: Módulo Optoacoplador. ......................................................................................... 118
Gráfico 36: Módulo Optoacoplador o Relé. .............................................................................. 118

1
11.. IInnttrroodduucccciióónn
1. Introducción……………………………………...………………..1
1.1. Introducción…………………………………………………..2
1.2. Antecedentes y Justificación del Tema………………………3
1.3. Alcance del trabajo……………………………………………6
1.4. Objetivos………………………………………………………7

2
1.1. Introducción
El embalse de Amaluza es creado por la presa Daniel Palacios, construida de
hormigón tipo Arco-gravedad de 170 m de altura, una longitud en la coronación de 400
m, y con un ancho de esta coronación de 6,4 m, tiene una capacidad de almacenamiento
de 120 millones de metros cúbicos, de los cuales son utilizados 90 millones para la
generación y 30 millones para recibir los sedimentos que son transportados por el rio,
constituyéndose de esta forma en una de las presas más altas de América en su tipo, con
una coronación de la presa que se encuentra en la cota 1994 m.s.n.m.
En el centro de la presa se ha dispuesto de unos salientes de hormigón, cuya
finalidad es la de canalizar hacia el aliviadero de excesos el material flotante que se
arrastra con el agua, además la función que tiene el rebosadero es la evacuación del agua
que puede acarrear el rio y que no puede ser utilizado por la central, y al mismo tiempo
nos permite obtener ciertas variaciones en el nivel del embalse; se ha dispuesto también
en la zona del aliviadero de excesos, 6 compuertas radiales de 12 m de ancho por 11,70
m de alto cada una de ellas operadas por malacates de 65 Ton. de capacidad del tipo de
accionamiento por cadenas. El aliviadero de excesos o vertedero tiene una capacidad de
diseño de 7.724 metros cúbicos por segundo.
El vertedero de excesos está equipado con una ranuras de ventilación cuya
finalidad es la de reducir los fenómenos de cavitación que el agua engendra sobre el
hormigón, y el salto que se establece en este vertedero en la zona del deflector es el
necesario para poder disipar la energía del agua.
Dos tomas de carga están incorporadas en la presa en el lado izquierdo, una sirve
para la fase AB y la otra para la Fase C, además la presa está provista de dos desagües
de fondo, cuya finalidad es la de evacuar los materiales de arrastre; así como sirve de
desaguadero para bajar el nivel del espejo de las aguas cuando se desee. Cada desagüe
de fondo consiste de: una toma de 2,134 m de diámetro construida en tubería de acero
embebido en el hormigón, una válvula de tipo “Ring Follower” de seguridad y una

3
válvula de descarga de tipo de Cono Hueco, así como de una compuerta de
mantenimiento.
La toma de agua en el Embalse Amaluza se realiza mediante una estructura de
hormigón, localizada en la cara aguas arriba de la presa, provista con rejillas y
compuertas de acero sobre ruedas fijas. Las compuertas son de 3,5m e ancho por 7,5m
de alto.
Ahora, como se puede ver la presa Daniel Palacios presenta compuertas con
diferentes características y diferentes lógicas de control, que se basan en determinadas
variables y múltiples requerimientos, pero que con el pasar de los años esta lógica de
control se ve afectada por fallas en el funcionamiento de los equipos debido a la
antigüedad que los componentes electromecánicos presentan.
Hoy en día son innumerables los avances que la tecnología ha logrado, y con ello
muchos cambios en el desarrollo de procesos en todas las industrias han llegado, es por
esto que al saber la importancia que tiene Hidropaute con el crecimiento del país, no se
puede olvidar estos cambios cuando es clara la necesidad de estar a la vanguardia con la
tecnología, por lo que se siente la obligación de modernizar los componentes que forman
la lógica de control y cambiar específicamente los vetustos componentes
electromecánicos por un moderno dispositivo de control denominado PLC que sea capaz
de acoplarse a los modernos y ya existentes RTU que conforman el sistema SCADA de
la Central Hidroeléctrica Paute - Molino.
1.2. Antecedentes y Justificación del Tema
La generación y provisión de energía eléctrica tiene alta incidencia en el grado de
competitividad de nuestro país, lo cual ha ocasionado que el sector eléctrico esté
considerado como sector prioritario y estratégico del Ecuador, obligando a que las
empresas generadoras se modernicen y se pongan a la altura de sus similares nacionales
o internacionales para poder competir en iguales condiciones.

4
La Corporación Eléctrica del Ecuador CELEC EP es una empresa pública de
generación y transmisión eléctrica con domicilio en Quito, fue creada el 14 de enero de
2010 como producto de la fusión de seis empresas generadoras (Electroguayas,
Hidroagoyan, Hidropaute, Termoesmeraldas, Termopichincha, Hidronación) y una
transmisora (Transelectric).
CELEC EP está integrada por siete unidades de negocio correspondientes a las
empresas fusionadas, en esta tesis se referirá a la Unidad de Negocio Hidropaute
(CELEC-HIDROPAUTE), como Hidropaute.
Hidropaute se dedica a la generación de energía eléctrica, posee entre sus
principales patrimonios, la Central Hidroeléctrica Paute-Molino ubicada
aproximadamente a 125 kilómetros al nororiente del Azuay y que produce 1075 MW, lo
que la convierte en la central de mayor generación del país, además Hidropaute
aumentará su producción con las dos centrales que están en proceso de construcción
Mazar y Sopladora
La Central Hidroeléctrica Paute-Molino, pasó a manos de Hidropaute en 1996,
dentro del proceso de privatización de las generadoras de energía eléctrica realizado por
el gobierno de Sixto Durán Ballén. El proyecto fue creado por el ingeniero Daniel
Palacios Izquierdo, siendo favorable debido a que el rio en donde quería construir la
planta era portador de un importante caudal en el sitio de "Cola de San Pablo", además
el rio era de gran medida y presentaba diferencias de niveles, pero para la época, el
proyecto fue criticado por la magnitud de las obras, costos y además se calificaba al
mismo como algo iluso; sin embargo, Daniel Palacios insistió en su viabilidad, teniendo
oficialmente su estudio inicial en 1961 y posteriormente su construcción y puesta en
marcha luego de algunos años.
Actualmente la Presa Daniel Palacios, luego de casi 30 años en funcionamiento,
debido a la antigüedad de los componentes de la lógica de control de las compuertas
radiales, compuertas de desagüe de fondo y bombas de drenaje, enfrenta inconvenientes

5
para solucionar los problemas que se presentan en el control del funcionamiento de
dichas compuertas.
Además si se revisa la Visión y la Misión:
VISIÓN: Ser la compañía más grande de generación de energía eléctrica del
país, implantando tecnologías de vanguardia e impulsando proyectos de
aprovechamiento de energías renovables, con altos estándares de calidad, notable
capital humano y un equilibrio sostenible entre la responsabilidad social, protección
del medio ambiente y rentabilidad para contribuir al desarrollo del país.
MISIÓN: "Somos una compañía trascendental para el desarrollo del país y la
mayor generadora hidroeléctrica. Produciendo con altos estándares de eficiencia,
calidad y rentabilidad, mediante la actualización tecnológica permanente, respetando
y protegiendo el medio ambiente y con responsabilidad social"
Fuente: Pagina web “www.hidropaute.com”
Hidropaute, está comprometido a estar siempre a la vanguardia con los
desarrollos tecnológico y es por esto que es clara la necesidad de cambiar el antiguo
sistema de control de las compuertas y así limitar muchos inconvenientes que
actualmente tiene la presa, brindando la efectiva comunicación con el sistema SCADA.
Una alternativa de solución para el control de las compuertas de la presa pueden
ser los PLC, ya que contienen todo lo necesario para manejar altas cargas de potencia; se
requiere un diseño eléctrico y el problema de diseño se centra en expresar las
operaciones y secuencias en la lógica de control.
La propuesta también se la puede justificar sabiendo que los sistemas de control
se amortizan por sí solos rápidamente debido al ahorro en los componentes y en el

6
mantenimiento, lo que provoca que pueda ser una buena elección en vez de una solución
"genérica".
Bajo esta premisa y luego de recalcar la antigüedad que presentan los
componentes de la lógica de control de las compuertas, se puede ver que es de suma
importancia emprender el desarrollo de la presente tesis que pretende diseñar un control
que garantice el correcto funcionamiento de las compuertas de la Presa Daniel Palacios
y asegurar la comunicación con el sistema XA-21 del Centro de Control de Generación.
1.3. Alcance del trabajo
Los problemas que se presentan debidos a que las compuertas actualmente tienen
un control electromecánico se pueden resumir en: fallas de operación, la ausencia de
repuestos o la dificultad para conseguirlos, daños en los relés electromecánicos y uno de
los fundamentales la dificultad en la comunicación con el sistema SCADA del Centro de
Control de Generación.
El desarrollo de la tesis está encaminado a diseñar un moderno sistema de control
de las compuertas de la Presa Daniel Palacios en base a PLCs, para garantizar el
correcto funcionamiento de estas.
Además con el desarrollo de la tesis se pretenderá asegurar la comunicación con
el sistema SCADA y en uno de sus capítulos también se analizaría la factibilidad para la
implementación del nuevo sistema de control.
Por último se procura actualizar los planos y diagramas de control de las
compuertas radiales, de desagüe de fondo y bombas de drenaje, para que mediante estos
la instalación de este diseño de control sea fácil y no tome mucho tiempo implementarlo
y ponerlo en marcha.

7
1.4. Objetivos
1.4.1. Objetivos Generales
Realizar el diseño de los sistemas de control de las compuertas radiales,
compuertas de desagüe de fondo y bombas de drenaje de la Presa Daniel
Palacios.
Actualizar los planos y diagramas de control de las compuertas radiales,
compuertas de desagüe de fondo y bombas de drenaje de la Presa Daniel
Palacios
1.4.2. Objetivos Específicos
Evaluar el estado actual de las lógicas de control y determinar la alternativa
adecuada para su mejora.
Determinar un dispositivo de control que sea óptimo para garantizar la
comunicación del comportamiento de las compuertas con el SCADA.
Proponer un estudio y realizar la programación del PLC que se ajuste a las
necesidades de apertura y cierre de las compuertas de la Presa Daniel Palacios,
verificada en un software de simulación.
Verificar la factibilidad del proyecto.
Realizar el levantamiento de los planos y diagramas de los sistemas de control
actuales.

8
22.. SSiisstteemmaa AAccttuuaall ddee
CCoonnttrrooll ddee llaass
CCoommppuueerrttaass RRaaddiiaalleess,,
CCoommppuueerrttaass ddee DDeessaaggüüee
ddee FFoonnddoo yy BBoommbbaass ddee
DDrreennaajjee
2. Sistema Actual de Control de las Compuertas Radiales, Compuertas
de Desagüe de Fondo y Bombas de Drenaje…………………………8
2.1. Introducción………………………………………………….9
2.2. Compuertas Radiales………………………………………...11
2.3. Desagüe de Fondo…………………………………….……..28
2.4. Bombas de Drenaje…………………………………….……46

9
2.1. Introducción
La presa Daniel Palacios depende de múltiples factores que sirven para mantener
un óptimo funcionamiento y gracias a ello conservar represada agua, brindando un
caudal que garantice que la Central Paute Molino tenga una generación hidroeléctrica
normal; ahora tres de estos factores fundamentales se estudiarán para buscar mejoras en
su sistema de control, entre estos están los rebosaderos o comúnmente denominados
aliviaderos que permiten gracias a las maniobras de control de sus compuertas obtener
distintos niveles de agua deseados; también se estudiara el control de las compuertas de
desagüe de fondo, dos denominadas Ring Follower, dos Cono Hueco y las
complementarias de by-pass y limpieza, por último dentro de los problemas de control
de la presa se encuentran las dos bombas sumergibles y una centrifuga que ayudan a
drenar el agua que se filtra a través de las paredes de la presa y llegan a un destino
común o pozo guiadas por cunetas que recorren la presa.
Como las compuertas radiales se abren o cierran dependiendo del nivel de agua
en el embalse, para entender el control de estas primero se debe concebir que los
aliviaderos cumplen con los objetivos de derivar y transportar el agua satisfaciendo la
necesidad de anular o disipar la energía sobrante. Estos aliviaderos se pueden clasificar
en:
Aliviaderos de superficie
Aliviaderos (desagües) intermedios
Aliviaderos (desagües) profundos
Las partes que se pueden distinguir en los aliviaderos son la toma, la conducción
(descarga) y el Reintegro (estructura terminal), además se puede encontrar varios tipos
de aliviaderos que por sus características se puede nombrar:
Por la toma: Labio fijo ó con compuertas
Por el tipo de conducción: Lámina libre o en presión
Por el reintegro: resalto o trampolín

10
Las de Labio fijo no desaguan hasta que el agua supera el nivel del umbral, el caudal
por unidad de longitud depende del nivel y el funcionamiento es automático (estático).
Gráfico 1: Aliviadero de Labio Fijo.
Fuente: Presas aliviaderos y desagües, 3° OOPP. Construcciones Civiles
A diferencia de los de labio fijo, los aliviaderos con compuertas tienen una
característica muy particular, en este caso gracias a que las compuertas se pueden mover
a voluntad, se puede controlar caudal de agua evacuada y nivel del embalse.
Gráfico 2: Aliviadero con Compuertas.
Fuente: Presas aliviaderos y desagües, 3° OOPP. Construcciones Civiles.
Las diferentes formas de las compuertas dependen de su aplicación, el tipo de
compuerta a utilizar dependerá principalmente del tamaño y forma del orificio, de la
cabeza estática, del espacio disponible, del mecanismo de apertura y de las condiciones
particulares de operación.

11
Estas dependen de distintos sistemas complementarios ya que por sus grandes
dimensiones, peso y cargas que deben soportar, las compuertas deben ser movidas por
sistemas mecánicos (eléctricos, hidráulicos, manuales). Estos sistemas pueden ser de
gran variedad y su utilización depende de múltiples factores tales como espacio
disponible, cargas transmitidas a la estructura y por supuesto el tipo de compuerta que
deben mover; los sistemas más comunes son: pórticos, puentes grúa, vigas de alce,
servomotores, contrapesos y grúas o malacates.
Se deben incluir mecanismos adicionales como: marcos, sellos, rieles, fuentes de
potencia, dispositivos de transporte y sistemas de control para garantizar su buen
funcionamiento.
Uno de estos mecanismos adicionales, el sistema de control, será estudiado en los
diferentes tipos de compuertas tanto de los aliviaderos como de desagüe de fondo, así
como el de las bombas de drenaje de la presa, en busca de nuevas tecnologías para
encontrar mejoras.
2.2. Compuertas Radiales
Las compuertas radiales son numerados del uno al seis, de izquierda a derecha
mirando a la presa desde aguas arriba y los vertederos tiene la forma de tobogán con una
capacidad de descarga de 7724 , las compuertas 1, 2, 5 y 6 son operadas
manualmente en el sitio en el panel de control de compuerta o por control remoto con
una botonera similar desde la sala de operación de la presa, pero también se pueden
maniobrar desde CCG ubicado en casa de máquinas por medio de un UTR, este recoge
señales eléctricas del CCG y envía pulsos eléctricos hasta los tableros de control de las
compuertas tal y como si se estuviera dando los pulsos en el tablero mismo, con el fin de
usar el control electromecánico instalado.
Las compuertas 3 y 4 a mas de operarse tanto manualmente ya sea desde el panel
de control de la compuerta o desde la sala de operación de la compuerta y mediante un

12
control desde CCG, también cuentan con un control remoto comandado por el nivel del
reservorio, aunque este tipo de control remoto casi no se usa debido a la complejidad
que presenta la lógica de control y a la seguridad que brinda el control basado en
diferentes variables como son: caudal de ingreso de agua, potencia generada en casa de
máquinas y nivel del embalse, frente a la cantidad de agua en metros cúbicos evacuada
por cada centímetro de apertura de la compuerta; es por lo dicho que este control ha sido
ignorado, considerándose entonces que el control de las seis compuertas radiales sea
similar.
Cada una de las compuertas están dotadas de guías para los “Stop logs” las
cuales están situadas aguas arriba de la cresta y sirven para los propósitos de
mantenimiento de las compuertas radiales.
Cada compuerta ha sido construida de acero soldado y empernada y está dotada
de sellos de tipo de nota musical, tanto en la parte baja como en los laterales y sellan
contra planchas de acero inoxidable embebidas en el hormigón. La plancha de acero
constitutiva de las compuertas tiene un espesor variable que va desde 14 mm. en la parte
baja a 9 mm. en la parte alta.
Estas constan de un segmento cilíndrico que está unido a los cojinetes de los
apoyos por medio de brazos radiales. La superficie cilíndrica se hace concéntrica con los
ejes de los apoyos, de manera que todo el empuje producido por el agua pasa por ellos;
en esta forma sólo se necesita una pequeña cantidad de movimiento para elevar o bajar
la compuerta, convirtiéndose en una de las ventajas principales que la fuerza para
operarlas es pequeña y facilita su operación ya sea manual o automática, a continuación
en el gráfico 3 se puede ver lo descrito en este párrafo.

13
Gráfico 3: Aliviadero de Lámina Pegada con Compuerta Radial.
Fuente: Presas aliviaderos y desagües, 3° OOPP. Construcciones Civiles.
Las cadenas de izar están acopladas a las compuertas mediante pines que se
sujetan en ojales soldados en la hoja de la compuerta, esta parte de la compuerta se
encuentra reforzada para asegurar las operaciones de izado y de bajado de la compuerta.
Cada malacate es movido por un motor de 5,5 KW 1.150 r.p.m. 460 V. trifásico y
60 Hz. del tipo de inducción integrado con frenos del tipo magnético. Un freno de
banda se encuentra interpuesto entre el engranaje de reducción, este engranaje de
reducción está acoplado a dos reductores SASEBO, el eje de este último reductor se
acopla a dos catalinas sincronizados mecánicamente, las cuales accionan las cadenas; los
dientes de estas dos catalinas enlazan a las dos cadenas. Cada cadena de izar es de 18,25
m. de longitud, que está construido de lámina de acero, con pines construidos en cromo
molibdeno.
Los pines se acoplan como se dijo antes a las catalinas y cuando se iza y la
cadena deja la catalina, ésta se almacena en un bastidor.
Un sistema de tuerca viajera acciona los sistemas de switch de fin de carrera,
también se encuentra dispuesto un indicador de posición de la compuerta que se acciona
desde el engranaje reductor marca SASEBO.

14
La velocidad de levante de la compuerta es de 0,3 metros por minuto, y la altura
de levante es de 8,34 metros. Cada uno de los dos laterales de las compuertas radiales y
en la parte de aguas arriba del vertedero, la compuerta se encuentra protegida por guías
metálicas tipo inoxidable que se encuentra firmemente empernado al concreto de la
presa. En la cresta y en la elevación 1.988 y a lo largo de todo el vano se encuentra el
umbral sobre el que se asienta 11 piezas de 12,580 metros de longitud y 0,962 metros de
alto, de los llamados “stop logs”.
Una viga de izar con gancho de fijación automática tanto para el enganche como
para el desenganche existe, la que facilita el manipuleo de los “stop logs”; esta viga de
izar deberá ser manipulada por medio de una grúa móvil.
A continuación se resume en tablas los datos característicos de los aliviaderos de
excesos, de las compuertas del vertedero, malacate de izar y compuertas de stop logs.
DATOS FISICOS ALIVIADERO DE EXCESOS
Numero de compuertas 6
Ancho 12 m.
Cota de la cresta 1980 m.
Capacidad máxima de evacuación 7724 .
Tabla 1: Datos Físicos Aliviadero de Excesos.
Fuente: Pagina web “www.hidropaute.com”
COMPUERTAS DEL VERTEDERO
Construidas por SASEBO HEAVY INDUSTRIES CO.
LTDA
Ancho de compuerta 12 m.
Alto de compuerta 11,7 m.
Radio de la compuerta 11,0 m.
Peso de la compuerta 67,5 tons.
Tabla 2: Datos Físicos Compuerta de Vertedero.
Fuente: Pagina web “www.hidropaute.com”

15
MALACATE DE IZAR
Construida por SASEBO HEAVY INDUSTRIES CO. LTDA
Capacidad 65 toneladas
Velocidad de levante 0,3 m/min (velocidad de la cadena)
Altura de izado 8,336 m.
Forma de izar Dos catalinas por cadena
Motor eléctrico de 5.5. Kw 1150 r.p.m. 460 V. 60 Hz. 3
Tabla 3: Datos Característicos Malacate de Izar.
Fuente: Pagina web www.hidropaute.com
COMPUERTA DE MANTENIMIENTO DEL VERTEDERO
Construida por SASEBO HEAVY INDUSTRIES CO.
LTDA
Número 7 de tipo A y 4 de tipo B
Longitud 12,580 m.
Altura 0,962 m.
Peso par alas e tipo A 4,5 Ton.
Peso par alas e tipo B 6,0 Ton.
Tabla 4: Datos Físicos de las Compuertas de Mantenimiento del Vertedero.
Fuente: Pagina web “www.hidropaute.com”
2.2.1. Sistema de Control y Operación Actual de las Compuertas
Radiales
Luego de visitar los tableros de control de las compuertas se pudo observar con
claridad que el control de las compuertas está basado netamente en un conjunto de
dispositivos electromecánicos, y que ya sea por operación en sitio, por remoto o por el
CCG, siempre se usa el mismo sistema de control antiguo.
Para complementar la automatización se debe descifrar la lógica de control de las
compuertas, para aplicarlo y si es posible mejorarlo en la programación de un PLC que
nos ayudara con el control.

16
Ahora antes de referirse netamente al control, es de mucha importancia analizar
el circuito de fuerza en donde se puede observar que para lograr mover las compuertas
radiales se ha considerado que cada una de estas posea un motor trifásico de inducción
rotor tipo jaula de ardilla de 5.5 KW denominado Motor Grúa, este viene acompañado
de un freno magnético y un freno de bobina.
Para ilustrar de mejor manera, se presenta en el anexo 1 el diagrama trifilar del
circuito de fuerza de las compuertas radiales 1,2,3,4,5,6, en donde se puede distinguir el
motor grúa acompañado de los frenos magnético y de bobina, además de la protección y
medición correspondiente para el motor.
Gracias a este Motor Grúa, se puede operar la compuerta y para la apertura o
cierre de esta, en la central se tienen en cuenta diferentes factores que con mucha
efectividad han sido usados para maniobrar estas compuertas. Estos factores son:
Caudal de ingreso de agua.
Nivel del embalse.
Generación de Casa de Máquinas.
Luego de considerar estas tres variables se toma en cuenta que para generar
100MW se necesita 20 de agua y que por cada centímetro de alto del agua en el
embalse equivale a 10 de agua, al final se toma en cuenta que 1cm de apertura de la
compuerta es equivalente a 1 de agua evacuada.
2.2.1.1. Compuertas Radiales 1,2,5 y 6
Las compuertas 1, 2, 5 y 6, tienen un control de operación en sitio que es lograda
gracias a un control local por medio de botoneras localizadas en un cubículo o panel de
control, también presentan un control remoto en la sala de operación de la presa, y por
último se las puede maniobrar desde el CCG ubicado en casa de máquinas, pero todos
estos sistemas de control utilizan básicamente el control electromecánico instalado en
los cubículos de control de cada una de las compuertas.

17
Los diagramas de control de las compuertas radiales 1, 2, 5 y 6 se presentan en
el anexo 2, aquí se puede descifrar la lógica de control para luego aplicar o mejorar esta
lógica y realizar la programación del PLC.
MANTENIMIENTO Y PREPARACIÓN PARA LA OPERACIÓN.
a) Se debe revisar la hoja de la compuerta, la guía de compuerta, el marco y la
grúa de izar cada cierto tiempo predeterminado.
b) También revisar si existe suficiente aceite en el reductor de engranajes y
suministrar el mismo tipo de aceite si fuera necesario.
c) Suministrar grasa a las partes que deben ser engrasadas.
d) Abra la puerta grande del gabinete de control de las compuertas y conecte el
disyuntor o interruptor denominado “Alimentación a Motor de Grúa”
(ELB1), entonces la lámpara de señalización denominada “Alimentación”
(WL1) se encenderá al tiempo que el voltímetro indicará 460 V.
e) Conecte el calentador del cubículo o gabinete (SSW), el cual está localizado
dentro del gabinete y está diseñado para impedir un desarrollo excesivo de
humedad. Este se conecta cuando la grúa no se ha utilizado u operado por
largo tiempo.
f) Desconecte el calentador del motor de la grúa (CS) cuando este motor vaya a
ser operado, entonces la lámpara de señalización (CS) se apagará.
g) Colocar en la posición deseada la llave 43/P-XA, esta llave es un comando en
presa que nos ayuda a elegir entre control desde CCG o PRESA
2.2.1.1.1. Operación en Sitio (PRESA)
Antes de comenzar con la operación de la compuerta, ya sea para la apertura o
cierre, es necesario fijarse en la posición de la llave 43/L-R que nos ayuda a elegir entre
operación en panel de compuerta u operación remota desde sala de operación de la
presa, esta llave tiene utilidad siempre y cuando la llave anterior 43/P-XA este en
posición PRESA.
Aunque en definitiva la llave 43/L-R cumple con la función de desviar los

18
mandos hasta la sala de operaciones de la presa en el caso de que se elija la opción
control remoto, estos mandos de la sala de operaciones de la presa usan la misma
circuitería y lógica de control del cubículo de control de la compuerta.
Los planos de control de operación en sitio que se los va a analizar a
continuación se los puede observar en el anexo 2.
OPERACIÓN DE IZADO DE COMPUERTA. (cubículo de compuerta).
a) Presionar la botonera denominada “Subir” (PBF), entonces la compuerta se
alzará a tiempo que la lámpara de señalización (WL2) se encenderá.
b) Cuando la compuerta alcance su posición de abierto, ella automáticamente se
detendrá por medio del accionamiento del micro interruptor de fin de carrera
(LS1), entonces la lámpara de señalización denominada “Complemente
Subido” (WL4) se encenderá.
c) Si la compuerta falla en detenerse en la posición de abierto debido a algún
problema, la compuerta automáticamente se detiene por medio del
accionamiento del micro interruptor de fin de carrera denominado de
emergencia (LS3), entonces la señalización de “Complemente subida en
emergencia” (RL6) se encenderá.
d) Si el motor de la grúa de izar se encontrase con sobrecarga debido a una
carga inusual tal como apertura de fase o una inversión de la fase, durante la
operación, la compuerta automáticamente se detendrá por el accionamiento
del relé 3E, una señalización denominado “Sobre Cargado” (RL7) se
encenderá; después de que el defecto fuese arreglado, presione la botonera de
rearme del relé 3E.
OPERACIÓN DE DESCENSO (cubículo de compuerta).
a) Presionar la botonera denominada “Bajar” (PBR) y entonces la compuerta
descenderá, al tiempo que la lámpara de señalización denominada “Bajando”
(WL3) se encenderá.
b) Cuando la compuerta alcance la posición de cierre, la compuerta

19
automáticamente se detendrá por medio del accionamiento del micro
interruptor de fin de carrera (LS2), entonces la lámpara de señalización
denominada “Complemente bajado” (WL5) se encenderá.
OPERACIÓN DE PARADA (cubículo de compuerta).
a) Presionar la botonera denominada de “Parada” (PBS) y entonces la
compuerta se detendrá en cualquier posición.
b) Si la compuerta no se hubiese detenido, cuando la botonera de parada fue
accionada (PBS), entonces desconecte el interruptor (ELB1) de
“Alimentación al Motor de la Grúa”, entonces la compuerta se detendrá
inmediatamente y todas las luces de señalización se apagarán.
2.2.1.1.2. Operación desde CCG (CASA DE MÁQUINAS)
Como se dijo anteriormente la llave 43/P-XA de comando en presa está destinada
a elegir entre control desde PRESA o CCG, por lo que para la maniobra de las
compuertas desde CCG, la llave tiene que permanecer en posición CCG.
Para maniobrar las compuertas desde casa de máquinas el CCG se ayuda de un
UTR instalado en la presa, este aprovechando una línea de transmisión que va desde
casa de máquinas hasta la presa, recibe señales vía Fibra Óptica, para luego
transformarlos en pulsos eléctricos tal y como si se estuviera manipulando los pulsantes
de apertura, cierre o parada en los tableros de control de las compuertas.
Los planos de control de operación desde el CCG y los contactos adicionales que
colaboran en la obtención de señales y comandos del UTR se muestran en el anexo 3.
OPERACIÓN DE IZADO DE COMPUERTA (CCG-UTR).
a) Se cierra el contacto del UTR denominado “SUB” (TR), entonces la
compuerta se alzará a tiempo que la lámpara de señalización (WL2) se
enciende y un contacto auxiliar abierto del relé principal de “subir” (MCF) se
20
cierra para dar una señal al UTR indicando “COMPUERTA ABRIENDO”.
b) Cuando la compuerta alcance su posición de abierto, ella automáticamente se
detendrá por medio del accionamiento del micro interruptor de fin de carrera
(LS1), entonces la lámpara de señalización denominada “Complemente
Subido” (WL4) se enciende, y en el momento en el que se enciende por el
hecho de haber colocado un relé denominado KL4 en paralelo a este foco de
señalización, también este relé se alimenta cerrando un contacto auxiliar
abierto para indicar que la compuerta está “TOTALMENTE ABIERTA”.
c) Si la compuerta falla en detenerse en la posición de abierto debido a algún
problema, la compuerta automáticamente se detiene por medio del
accionamiento del micro interruptor de fin de carrera denominado de
emergencia (LS3), entonces la señalización de “Complemente subida en
emergencia” (RL6) se enciende para conjuntamente alimentar un relé
denominado KL6 quien cerrando su contacto auxiliar indica al UTR que la
compuerta está “MUY ABIERTA EN EMERGENCIA”.
d) Si el motor de la grúa de izar se encontrase con sobrecarga debido a una
carga inusual tal como apertura de fase o una inversión de la fase, durante la
operación, la compuerta automáticamente se detendrá por el accionamiento
del relé 3E, una señalización denominado “Sobre Cargado” (RL7) se
enciende, al tiempo que un relé denominado KL7 se alimenta para cerrar su
contacto auxiliar y enviar una señal por medio del UTR que alerta que el
motor está en “SOBRECARGA”, después de que el defecto fuese arreglado,
presione la botonera de rearme del relé 3E.
OPERACIÓN DE DESCENSO (CCG-UTR).
a) Se cierra el contacto del UTR denominado “BAJ” (CL) y entonces la
compuerta descenderá, al tiempo que la lámpara de señalización denominada
“Bajando” (WL3) se enciende, y como el relé principal de bajada (MCR) está
alimentado cierra también un contacto auxiliar abierto para dar una señal al
UTR indicando “COMPUERTA CERRANDO”.
b) Cuando la compuerta alcance la posición de cierre, la compuerta

21
automáticamente se detendrá por medio del accionamiento del micro
interruptor de fin de carrera (LS2), entonces la lámpara de señalización
denominada “Complemente bajado” (WL5) se enciende, al tiempo que se
alimenta un relé colocado en paralelo a la señalización denominado KL5, este
por medio del cierre de su contacto auxiliar abierto indica, valiéndose del
UTR, que la compuerta está “TOTALMENTE CERRADA”
OPERACIÓN DE PARADA (CCG-UTR).
a) Se cierra el contacto del UTR denominado “PAR” y entonces se alimenta un
relé denominado (KST), este relé abre su contacto normalmente cerrado que
detiene a la compuerta en cualquier posición.
2.2.1.2. Compuertas Radiales 3 y 4 de Operación por Control Remoto
Las compuertas 3 y 4 pueden ser operadas por medio de un control remoto o
local, y aunque antes ya se mencionó que para la nueva programación del PLC no se
tomara en cuenta el control remoto guiado por el nivel de agua en el embalse, es válido
nombrar este control existente actualmente, debiendo indicar que la operación en control
local es preferencial y que el cambio de control local a remoto es realizado gracias al
accionamiento de un micro interruptor (DRS1).
La representación en autocad del control de la compuerta tres y cuatro se lo
puede encontrar en el anexo 4, de donde se puede descifrar la lógica de control de estas
compuertas.
La operación manual por medio de control remoto es realizada gracias a la
utilización de botoneras localizadas en el cubículo de control remoto.
La operación automática por medio de control remoto es realizada gracias a un
control de secuencias, localizado en el gabinete de control local y el accionamiento está
hecho gracias a la señal que recibe del nivel de agua; aunque es importante recalcar que
este control no se usa.

22
Gráfico 4: Forma de Operación de las Compuertas 3 y 4.
2.2.1.2.1. Operación de las Compuertas 3 y 4 por medio de
Control Local
Mediante el selector denominado DRS1, elegir la opción CONTROL LOCAL
para maniobrar la compuerta tanto desde el cubículo de control de la compuerta, desde
control remoto ubicado en la sala de operaciones de la presa, o desde CCG por medio
del UTR.
2.2.1.2.1.1. Operación de las Compuertas 3 y 4 por medio
de Control Local - PRESA
Luego de seleccionar por medio del selector DRS1 “CONTROL LOCAL”, con
el selector 43/P-XA se selecciona “PRESA”.
Si está en posición “PRESA” se puede usar la llave 43/L-R para elegir entre
“LOCAL” desde el cubículo de control de la compuerta o “REMOTO” desde la sala de
operaciones de la presa; aunque en definitiva la llave 43/L-R cumple con la función de
desviar los mandos hasta la sala de operaciones de la presa, en el caso de que se elija la
opción control remoto, estos mandos de la sala de operaciones de la presa usan la misma
circuitería y lógica de control del cubículo de control de la compuerta.

23
OPERACIÓN DE IZADO POR MEDIO DE CONTROL LOCAL.
(Cubículo de control de la compuerta)
a) Presionar la botonera denominada “Subir” (PBF), entonces la compuerta se
alzará a tiempo que la lámpara de señalización (WL5) se encenderá.
b) Cuando la compuerta alcance su posición de abierto, ella automáticamente se
detendrá por medio del accionamiento del micro interruptor de fin de carrera
(LS1), entonces la lámpara de señalización denominada “Complemente
Subido” (WL7) se encenderá.
c) Si la compuerta falla en detenerse en la posición de abierto debido a algún
problema, la compuerta automáticamente se detiene por medio de la acción
del micro interruptor de fin de carrera denominado de emergencia (LS3),
entonces la señalización de “Complemente subida en emergencia” (RL9) se
encenderá.
d) Si el motor de la grúa de izar se encontrase con sobrecarga debido a una
carga inusual tal como apertura de fase o una inversión de la fase, durante la
operación, la compuerta automáticamente de detendrá por el accionamiento
del relé 3E, una señalización denominado “Sobre Cargado” (RL10) se
encenderá; después de que el defecto fuese arreglado, se puede presionar la
botonera de rearme del relé 3E.
OPERACIÓN DE DESCENSO POR MEDIO DE CONTROL LOCAL.
(Cubículo de control de la compuerta)
a) Presionar la botonera denominada “Bajar” (PBR) y entonces la compuerta
descenderá, al tiempo que la lámpara de señalización denominada “Bajando”
(WL6) se encenderá.
b) Cuando la compuerta alcance la posición de cierre, la compuerta
automáticamente se detendrá por medio del accionamiento del micro
interruptor de fin de carrera (LS2), entonces la lámpara de señalización
denominada “Complemente bajado” (WL8) se encenderá.

24
OPERACIÓN DE PARADA POR MEDIO DE CONTROL LOCAL.
(Cubículo de control de la compuerta)
a) Presionar la botonera denominada de “Parada” (PBS) y entonces la
compuerta se detendrá en cualquier posición.
b) Si la compuerta no se hubiese detenido, cuando la botonera de parada fue
accionada (PBS), entonces desconecte el interruptor (ELB1) de
“Alimentación al Motor de Grúa”, entonces la compuerta se detendrá
inmediatamente y todas las luces de señalización se apagarán.
2.2.1.2.1.2. Operación de las Compuertas 3 y 4 desde CCG-
UTR (CASA DE MÁQUINAS)
Colocando el selector DRS1 en posición “CONTROL LOCAL”, y luego con la
llave 43/P-XA seleccionando “CCG” se puede proceder a comandar las compuertas 3 y
4 desde el CCG.
Los planos de las compuerta 3 y 4 que contienen el control y operación desde el
CCG y los contactos adicionales que colaboran en la obtención de señales y comandos
del UTR se muestran en el anexo 5.
OPERACIÓN DE IZADO DE COMPUERTAS 3 Y 4 DESDE (CCG -
UTR).
a) Cerrando el contacto del UTR denominado “SUB” (TR), la compuerta se
alzará a tiempo que la lámpara de señalización (WL5) se enciende y un
contacto auxiliar abierto del relé MCFX2 se cierra para enviar una señal al
UTR indicando “COMPUERTA ABRIENDO”.
b) Cuando la compuerta alcance su posición de abierto, ella automáticamente se
detendrá por medio del accionamiento del micro interruptor de fin de carrera
(LS1), entonces la lámpara de señalización denominada “Complemente
Subido” (WL7) se enciende y un contacto auxiliar del relé LS1X se cierra
para enviar una señal al UTR e indicar que la compuerta está
“TOTALMENTE ABIERTA”.
c) Si la compuerta falla en detenerse en la posición de abierto debido a algún

25
problema, la compuerta automáticamente se detiene por medio de la acción
del micro interruptor de fin de carrera denominado de emergencia (LS3),
entonces la señalización de “Complemente subida en emergencia” (RL9) se
enciende y un contacto auxiliar del relé LS3X se cierra para enviar una señal
al UTR e indicar que la compuerta está “MUY ABIERTA EMERGENCIA”.
d) Si el motor de la grúa de izar se encontrase con sobrecarga debido a una
carga inusual tal como apertura de fase o una inversión de la fase, durante la
operación, la compuerta automáticamente de detendrá por el accionamiento
del relé 3E, una señalización denominado “Sobre Cargado” (RL10) se
enciende y un contacto auxiliar del relé 3EX se cierra para enviar una señal al
UTR e indicar “SOBRECARGA”; después de que el defecto fuese arreglado,
se puede presionar la botonera de rearme del relé 3E.
OPERACIÓN DE DESCENSO DE COMPUERTAS 3 Y 4 DESDE (CCG -
UTR).
a) Cerrando el contacto del UTR denominado “BAJ” (CL), la compuerta
descenderá, al tiempo que la lámpara de señalización denominada “Bajando”
(WL6) se enciende y un contacto auxiliar del relé MCRX2 se cierra para
enviar una señal al UTR e indicar “COMPUERTA CERRANDO”
b) Cuando la compuerta alcance la posición de cierre, la compuerta
automáticamente se detendrá por medio del accionamiento del micro
interruptor de fin de carrera (LS2), entonces la lámpara de señalización
denominada “Complemente bajado” (WL8) se enciende y un contacto
auxiliar del relé LS2X se cierra para enviar una señal al UTR e indicar que la
compuerta está “TOTALMENTE CERRADA”
OPERACIÓN DE PARADA DE COMPUERTAS 3 Y 4 DESDE (CCG -
UTR).
a) Se cierra el contacto del UTR denominado “PAR” y entonces se alimenta un
relé denominado (KST), este relé abre su contacto normalmente cerrado que
detiene a la compuerta en cualquier posición.
26
2.2.1.2.1. Operación de las Compuertas 3 y 4 por medio de
Control Remoto Automático. (Nivel del Embalse)
Cuando el selector DRS1 se posiciona en “Control Remoto Automático”, las
compuerta 3 y 4 pueden realizar maniobras de apertura o cierre dependiendo del nivel de
agua en el embalse, esta alternativa de control para las maniobras de las compuertas no
ha sido muy tomada en cuenta para la operación dentro de la presa, por lo que para el
desarrollo de la tesis simplemente se lo nombrara y más no se lo estudiara a
profundidad, ya que para la programación del PLC se ha acordado obviar este método de
control por sus múltiples desventajas.
IZADO DE COMPUERTA POR ACCIÓN DEL CONTROL REMOTO
AUTOMETICO (nivel del embalse)
a) Al cerrar la puerta pequeña del gabinete de control local una lámpara de
señalización (WL4) denominada control remoto se encenderá.
b) Girar el interruptor selector (COS) ubicado en el tablero de control remoto a
control automático, entonces la lámpara de señalización piloto denominada
“Control Automático” localizada en el tablero o cubículo de control local se
encenderá.
c) Si el nivel de agua almacenado en la represa, se incrementa sobre niveles
mayores a los predeterminados, un contactor con retardo de tiempo de cinco
segundos (de persistir la señal del medidor del nivel de agua) ordenara que la
compuerta 3 se empiece abrir a tiempo que la lámpara de señalización (WL5)
se encenderá, indicando que la compuerta se encuentra “Subiendo”.
d) La compuerta numero 3 se levantará en un tiempo de 40 segundos una altura
de 20 m. Este tiempo está controlado por el contactor con retardo (FT1)
deteniendo automáticamente al término de este tiempo a la compuerta.
e) Después de un descanso de 15 minutos dados por un contactor (ET2), la
compuerta seguirá subiendo nuevamente debido a lo persistente del medidor
del nivel de agua, repitiéndose en lo futuro estas operaciones de izado y
detección.
f) Cuando la compuerta alcance la posición de abierto, la compuerta se detendrá

27
automáticamente, ordenando en caso de ser necesario y en forma automática
la operación de la compuerta número 4, mientras tanto la lámpara de
señalización (WL7) se encenderá indicando que la compuerta numero 3 está
“Completamente subida”.
g) Después que las compuertas 3 y 4 alcanzaron la posición abierta, estas
permanecen en la posición de abierto hasta que el nivel de agua en el
reservorio baje al nivel máximo señalado.
h) Durante el tiempo que las compuertas están alzándose si el nivel de agua
llega a un nivel inferior al máximo predeterminado, el descenso de la
compuerta se inicia después de 40 segundos de retardo.
i) Durante el periodo de tiempo, cuando la compuerta se encuentra en espera y
si el nivel de agua descendiera por debajo del nivel máximo permisible, el
descenso de la compuerta se iniciará inmediatamente.
OPERACIÓN DE DESCENSO AUTOMÁTICO POR MEDIO DEL
CONTROL REMOTO. (nivel del embalse)
a) Si el nivel de agua descendiera por debajo del nivel máximo del reservorio, la
compuerta número cuatro será la primera que empiece el descenso después de
un retardo de tiempo de 5 segundos dados por el contactor (WT2)
b) La compuerta numero 4 descenderá por un espacio de tiempo de 40 segundos
(recorriendo en ese tiempo una longitud de 20 cm.) dados por el contactor
con retardo (FT1) y se detendrá automáticamente.
c) Después de 15 minutos dados por el contactor (ET2) la compuerta descenderá
otra vez a menos que el nivel de agua hubiese subido, caso contrario repetirá
los pasos de bajado y descanso o parada.
d) Cuando la compuerta alcance la posición de “cierre “, la compuerta se
detendrá automáticamente, cambiando la operación de descenso a la
compuerta número 3 en una forma automática, entonces cuando se ha
cerrado, una lámpara de señalización (WL8) al encenderse indicará
compuerta “Completamente Bajada”.
e) Después de que la compuerta numero 3 alcanzara la posición de cierre

28
conjuntamente con la compuerta numero 4, estas permanecerán en espera
hasta que de nuevo el nivel de agua rebase el nivel máximo del reservorio.
f) Si durante el tiempo en el que la compuerta está descendiendo, el nivel de
agua del reservorio nuevamente alcanzará niveles mayores que el máximo, la
izada de la compuerta se reiniciará después de un tiempo de 40 segundos de
retardo.
g) Durante el tiempo en el cual las compuertas están en reposo, si el nivel del
agua alcanzara valores sobre el máximo del reservorio, el izado de
compuertas se iniciará inmediatamente.
OPERACIÓN DE PARADA POR MEDIO DE CONTROL REMOTO
AUTOMÁTICO (nivel del embalse)
a) En caso de que se necesite para la operación de la compuerta, presione la
botonera de “Parada “ (PBS) después de girar el interruptor selector (COS) a
la posición “Manual”
b) No podrá realizarse la parada cuando se accione la botonera de parada si el
interruptor selector está en “Control Automático”.
2.3. Desagüe de Fondo
El desagüe de fondo está formado por dos conductos interceptados por dos válvulas
RING FOLLOWER, accionadas por mecanismos de cilindro oleodinámico, pudiendo
ambas válvulas abrirse con carga desequilibrada.
La apertura de las válvulas es normalmente efectuada con carga equilibrada; el
equilibrado se obtiene mediante la apertura de dos conductos de by-pass entre los lados
aguas arriba y aguas abajo de las válvulas. Los conductores de by-pass son interceptados
por dos válvulas corredizas. La válvula aguas arriba, o de guardia, está normalmente
abierta y se acciona con mando manual, la válvula aguas abajo o de servicio, se acciona
por cilindro oleodinámico.
Con el fin de descargar los detritos los cuales se depositan en la parte inferior de
29
las válvulas hay dos canales de 200 mm. de diámetro nominal (uno cada válvula),
interceptados por dos válvulas; la de aguas arriba, o de guardia, normalmente abierta se
acciona con mando manual, la de aguas abajo o de servicio, se acciona por cilindro
oleodinámico. La energía necesaria para accionar las válvulas es suministrada al circuito
oleodinámico por una central oleodinámica con dos grupos electrobombas, con
posibilidad de mando individual o simultaneo de los grupos para el mando de las
válvulas RING-FOLLOWER, mientras que para el mando de las válvulas de by-pass y
de limpieza un solo grupo es llamado a operación. Una bomba de mano de emergencia
asegura la puesta en presión del circuito en caso de falta de tensión.
Hay además tres acumuladores oleo-neumáticos con el fin de mantener las
válvulas RING-FOLLOWER en su posición de apertura completa; estos acumuladores
se recargan automáticamente mediante un grupo electrobomba.
Los mandos eléctricos para las maniobras de todas las válvulas pueden ser
efectuadas desde el banco de mando en la cámara de maniobra, mientras que el mando
de los grupos electrobomba y su selección son efectuados desde el cuadro colocado a la
proximidad de la central oleodinámica.
Se pueden maniobrar todas las válvulas accionando sus distribuidores, colocados
a la proximidad de las mismas válvulas. Las indicaciones de las posiciones extremas
alcanzadas por las válvulas son transmitidas al banco de mando.
2.3.1. Operación de la Central Oleodinámica
Los grupos electrobomba de la central oleodinámica pueden ser accionados, sea
singularmente, para la abertura de una válvula o de ambas válvula y simultáneamente
para la abertura de una válvula o de ambas válvulas.
La selección del tipo de mando manual o automático se ejecuta desde el cuadro
de mando de los motores mediante los selectores S1 y S2; en el caso de tener el circuito
eléctrico de mando de las válvulas en avería, se puede seleccionar mando manual y los
30
mandos pueden ejecutarse manualmente accionando sus distribuidores colocados a la
proximidad de las mismas válvulas.
La selección del grupo o de los grupos electrobomba en operación se ejecuta
desde el banco de mando mediante el selector de bombas pulsando PB1, PB2 o PB12
para el mando de las válvulas RING-FOLLOWER, y el selector pulsando PLB1 o PLB2
para el mando de las válvulas de by-pass y de lavado. (En este caso, un solo grupo
electrobomba es llamado a operación).
La bomba seleccionada con el selector PLB1 o PLB2 en funcionamiento normal
sirve también para mantener cargados los acumuladores oleo-neumáticos. En efecto, si
la presión en el circuito de aceite baja del valor de conexión (60 ), el interruptor de
presión 63QI, es accionado y el contacto de este relé se cierra, excitando a su vez al relé
RRA, entonces el contacto del relé RRA se cierra y pone en marcha el grupo
electrobomba seleccionado, el cual envía aceite al circuito y recarga el acumulador.
Cuando la presión alcanza el valor de exclusión (115 ) el interruptor de
presión 63QE es accionado y el contacto de este se abre y desexcita el relé RRA,
parando el grupo electrobomba.
Si el acumulador no se recarga, este defecto es señalado en el tablero de mando
por el interruptor de presión 63QALL el cual cerrando el contacto provoca el encendido
de la lámpara LAS.
Durante las maniobras de apertura y de cierre de las válvulas RING-
FOLLOWER, y para evitar que el caudal de la bomba sea utilizado para la recarga de los
acumuladores, con el consiguiente retraso en el mando de apertura o cierre efectivo de
las válvulas; hay el electrodistribuidor 25, el cual pone en descarga a la válvula de
retención 27, la cual al cerrarse intercepta el flujo hacia los acumuladores.

31
2.3.2. Operación de las Válvulas RING FOLLOWER
Para realizar las maniobras de apertura y cierre de las válvulas Ring Follower, se
tiene que seguir un proceso y maniobrar también las válvulas de by-pass y limpieza
dependiendo de la necesidad de apertura o cierre de las válvulas Ring Follower; estos
procesos serán explicados a continuación y para mayor claridad en la comprensión se
presenta en el anexo 6 los diagramas de control del desagüe de fondo; en estos
diagramas de control se puede observar claramente los selectores S1 y S2 que nos
ayudan a seleccionar operación “MANUAL”, para maniobrar las compuertas del
desagüe de fondo accionando sus distribuidores colocados a la proximidad de las
mismas válvulas, esto en el caso de avería de los circuitos de control eléctrico.
2.3.2.1. Operación por Telemando Eléctrico(AUTOMATICO)
Al posicionar el selector S1 y S2 en “AUTO”, queda habilitado el control
eléctrico y por lo tanto los grupos electrobomba como las válvulas están dispuestas a
operar según el control diseñado.
MANIOBRA DE APERTURA DE LA VÁLVULA RING-FOLLOWER
POR TELEMANDO ELÉCTRICO.
La maniobra de esta válvula debe ejecutarse bajo carga o presión equilibrada
(excepcionalmente, puede mandarse también bajo carga desequilibrada).
Por lo tanto, es preciso llenar el espacio entre la válvula RING-FOLLOWER y la
válvula de CONO HUECO colocada aguas abajo, abriendo la válvula corrediza de BY-
PASS.
Poner los selectores S1 y S2 ubicados en el cuadro de mando de los motores en
“auto” y seleccionar la electrobomba de servicio mediante el selector, pulsando PLB1
(Bomba 1) o PLB2 (Bomba 2) para recargar el acumulador y mandar las válvulas
corredizas de by-pass o limpieza; también se puede seleccionar, pulsando PB1 (Bomba
1), PB2 (Bomba 2) o PB12 (Bombas 1 + 2) para mandar la válvula RING-FOLLOWER.

32
Pulsando BP1O o BP2O de “apertura”, se excita la bobina 20 QAB1 o 20 QAB2
del electrodistribuidor 10, el cual se posiciona en el sentido de abrir el by-pass 1 o 2
respectivamente. Simultáneamente, se excita el relé Tx el cual cierra su contacto
provocando la excitación del relé RRA el cual pone en marcha el grupo electrobomba
seleccionado.
La válvula corrediza se abre a la velocidad regulada por la válvula de
estrangulamiento 24. Al fin de la carrera el cierre del contacto FCABP1 y FCABP2
provocan el encendido de la lámpara LABP1 conjuntamente con el relé KB1A y LABP2
en conjunto con el relé KB2A de señalización de “by-pass 1 abierto” y “by-pass 2
abierto” respectivamente.
Los relés KB1A y KB2A al activarse en conjunto con la señalización, desexcitan
la bobina del electrodistribuidor 20 QAB1 y 20 QAB2 correspondientemente y el relé
Tx; la bomba queda en marcha hasta que el tiempo Tx de (10 Seg) se haya terminado.
El retraso en el paro de la bomba sirve para impedir que el motor se pare bajo
corriente de arranque por lo que el tiempo para la apertura de by-pass es muy corto.
Cuando el conducto está lleno (es decir cerrada la válvula de aire; interruptor al
fin de carrera y lámpara encendida) seleccionar el grupo (o los grupos) electrobomba de
servicio pulsando PB1, PB2 o PB12, y luego se puede apretar el botón PA el cual excita
el relé de apertura RA, el cual a su vez se auto-engancha y provoca:
a) El cierre del contacto RA excita la bobina 20 QA del electrodistribuidor 9 el
cual controla hidráulicamente el distribuidor 8 en el sentido de abrir la
válvula.
b) El cierre del contacto RA excita el relé TPQ, el cual cerrando su contacto
pone en marcha el grupo (o los grupos) electrobombas seleccionado,
simultáneamente se excita también la bobina 20QT del electrodistribuidor 25
el cual provoca la interceptación del flujo hacia los acumuladores oleo-

33
neumáticos como se describió en la sección “Central oleodinámica” de este
capítulo.
El aceite en presión del grupo electrobomba alcanza la cámara inferior del
cilindro 18, provocando el izaje de la válvula. Al fin de la carrera de apertura, el vástago
acciona el interruptor FCA, que tiene dos contactos (Uno normalmente abierto y uno
normalmente cerrado), el contacto normalmente abierto se cierra y enciende la lámpara
LA de señalización que indica válvula abierta, mientras que el contacto normalmente
cerrado se abre desexcitando el relé RA que a su vez provoca:
a) La apertura del contacto RA desexcita la bobina 20 QT del electrodistribuidor
25 el cual se desplaza y permite fluir el aceite hacia los acumuladores y a su
vez desexcita al relé TPQ.
b) El contacto del relé TPQ temporizado en la desexcitación queda cerrado hasta
el fin de su tiempo (aproximadamente 30 seg) para permitir la recarga
completa de los acumuladores hasta que la presión de ajuste del interruptor
de presión 63 QE (115 ) sea alcanzado nuevamente.
La válvula se fija en posición de completamente abierta, mantenida en posición
por el aceite a presión suministrado por los acumuladores oleo-neumáticos; la recarga de
los acumuladores oleo-neumáticos se realiza automáticamente como se describió en la
sección “Central oleodinámica” de este capítulo.
MANIOBRA DE CIERRE DE LA VÁLVULA RING-FOLLOWER POR
TELEMANDO ELÉCTRICO.
Antes de cada maniobra de cierre es preciso abrir la válvula de bola limpieza, la
cual intercepta el conducto de evacuación de los sedimentos, obrando de la manera
siguiente:
Pulsando SL1O y SL2O de “apertura”, se excita la bobina 20 QAL (1 y 2) del
electrodistribuidor 10, el cual se posiciona en el sentido de abrir las válvulas de
limpieza. Simultáneamente se excita el relé Tx, el cual cierra su contacto, Tx

34
provocando la excitación del relé RRA el cual pone en marcha al grupo electrobomba
seleccionado.
El aceite a presión alcanza la cámara inferior del cilindro 20, mientras que el
aceite de la cámara superior del cilindro se descarga hacia los tanques de aceite.
La válvula se abre a la velocidad regulada por la válvula de estrangulación 24. Al
fin de la carrera, el cierre del contacto FCAL (1 y 2) provoca el encendido de la lámpara
LAL (1 y 2) de señalización de limpieza “abierta”, simultáneamente con las lámparas se
activan los relés KL1A y KL2A.
Los relés KL1A y KL2A al activarse abren sus contactos normalmente cerrados,
desexcitando la bobina del electrodistribuidor 20 QAL (1 y 2) y el relé Tx el cual para el
grupo electrobomba como se describió para la maniobra del by-pass.
El cierre de las válvulas se realiza normalmente bajo carga o presión equilibrada
o desequilibrada si es necesario, y por lo tanto es preciso enviar aceite a presión a las
cámaras superiores de los cilindros 18 (válvula RING-FOLLOWER).
Se selecciona el grupo electrobomba de servicio por medio de los pulsantes PB1,
PB2, PB12, como se describió para la maniobra de apertura. Luego apretando el botón
PC (1 y 2), excita el relé de cierre RC (1 y 2), el mismo que se auto-engancha y provoca:
El cierre del contacto RC excita la bobina 20 QC del electrodistribuidor 9,
el cual pilota hidráulicamente el distribuidor 8 en el sentido de cerrar la
válvula.
El cierre del contacto RC excita el relé TPQ y la bobina 20 QT,
provocando la puesta en marcha del grupo electrobomba y la
interceptación del circuito de los acumuladores como se describió para la
maniobra de apertura.
35
El aceite en presión del grupo electrobomba alcanza la cámara superior del
cilindro 18 provocando la bajada de la válvula a la velocidad regulada por la válvula de
estrangulación 6.
Si durante la bajada el disco de la válvula encuentra un obstáculo que impide su
cierre, para evitar que el aumento de la presión provoque un daño a las partes mecánicas
del grupo, hay el interruptor de presión 63 QIC, el cual cerrado su contacto 63 QIC
excita el relé RBC el cual se auto-engancha, a través de su contacto RBC normalmente
abierto.
El relé RBC provoca:
La abertura del contacto RBC normalmente cerrado, desexcita el relé RC.
El cierre del contacto RBC provoca el encendido del botón luminoso de
alarma PRC (impedimento en cierre) en el banco de mando.
Para corregir este defecto, se puede obrar después de la manera siguiente:
a) Apretar el botón de abertura PA: la válvula se abre de nuevo.
b) Apretar el botón luminoso PRC (impedimento en cierre) el cual desexcita el
relé RBC, anulando la alarma.
c) Apretar de nuevo el botón de cierre PC, mandando de nuevo el cierre de la
válvula.
d) Repetir la operación hasta que la válvula sea libre de bajar. Al fin de la
carrera de cierre, el accionamiento de interruptor FCC provoca el cierre de
este contacto, el cual excita el relé RFCC.
e) El relé RFCC cierra el contacto FCC normalmente abierto, señalando con el
encendido de la lámpara LC que se terminó el cierre. Simultáneamente se
abre el contacto FCC, el cual desexcita el relé RC.
El relé RC desexcita el temporizador TPQ, el cual para el grupo
electrobomba como se describió para la maniobra de apertura.
36
2.3.2.2. Operación de las Válvulas RING FOLLOWER en Posición
Manual
Mediante los selectores S1 y S2 se puede seleccionar operación “MANUAL”,
para maniobrar las compuertas del desagüe de fondo accionando sus distribuidores
colocados a la proximidad de las mismas válvulas, esto en el caso de avería de los
circuitos de control eléctrico.
MANIOBRA DE APERTURA MANUAL DE LAS VÁLVULAS RING-
FOLLOWER.
Si el circuito eléctrico de mando de las válvulas está en avería, los mandos
pueden ejecutarse manualmente, de la manera siguiente:
Poner en marcha el grupo electrobomba, poniendo el selector S, colocado en el
cuadro de mando de los motores en posición “manual”. Apretar y mantener apretado, el
botón “abre” del electrodistribuidor 10 de mando de la válvula de by-pass.
La posición de válvula by-pass abierta es señalada por la plaqueta de los
interruptores de fin de carrera, entonces se debe soltar el botón.
Esperando el llenado del conducto, se puede cerrar la válvula de by-pass,
accionando el botón “cierre” del electrodistribuidor 10. Cuando la válvula está cerrada
dejar el botón.
Para abrir la válvula RING-FOLLOWER presione el botón “abre” del
electrodistribuidor 9; el aceite a presión que proviene de la central oleodinámica
telemanda el distribuidor 8 en el sentido de abrir la válvula y alcanza la cámara inferior
del cilindro 18.
La válvula se abre hasta alcanzar su posición de completa apertura, que es
señalada por el índice colocado en los dispositivos de señalización.

37
Mantener en marcha el grupo electrobomba aproximadamente un minuto más, y
después parar el grupo electrobomba colocando el selector S en posición “0” (cero o
apagado).
Aproximadamente cada 24 horas es preciso restablecer la presión en el circuito
de los acumuladores, poniendo en marcha el grupo electrobomba por un minuto
aproximadamente.
En el caso de falta de alimentación eléctrica a 460 V 60 Hz a los motores
eléctricos, es posible ejecutar la maniobra como se describió arriba, utilizando en lugar
del grupo electrobomba la bomba de mano de emergencia colocada en la central
oleodinámica.
MANIOBRA DE CIERRE MANUAL DE LAS VÁLVULAS RING-
FOLLOWER.
Luego de poner en marcha el grupo electrobomba o accionar la bomba de mano,
como se describió para la apertura manual; abrir la válvula de bola de evacuación de
sedimentos presionando y manteniendo presionado el botón “abre” del
electrodistribuidor 20. Cuando la válvula de evacuación es abierta, dejar el botón del
electrodistribuidor.
Espere unos minutos, de manera que los eventuales sedimentos en la parte
inferior de la válvula RING-FOLLOWER sean sacados, después y siempre con el grupo
electrobomba en marcha, o accionando la bomba de mano, apretar el botón “cierre” del
electrodistribuidor 9.
El aceite a presión proveniente de la Central Oleodinámica telemanda el
distribuidor 8 en el sentido de cerrar la válvula RING-FOLLOWER, al alcanzar la
cámara superior del cilindro 8. Entonces la válvula se cierra a la velocidad regulada por
la válvula de estrangulamiento 6.
38
Si durante la bajada, el disco de la válvula encuentra un obstáculo que impide su
cierre, para evitar que el aumento de la presión en la parte superior del cilindro
provoque un daño a las partes mecánicas, existe la válvula de seguridad 4, ajustada a la
presión de 130 .
El impedimento al cierre de disco es visualizado por la parada del índice de
señalización colocado en el dispositivo de señalización. Para sacar el obstáculo, se puede
abrir un poco la válvula, accionando el botón “abre” del electrodistribuidor 9, y después
recerrar accionando el botón “cierra” como se describió en el apartado anterior.
La posición de válvula cerrada es visualizada por el índice del dispositivo de
señalización.
Antes de parar la maniobra, cerrar la válvula de bola de evacuación, apretando y
manteniendo apretado el botón “cierra” del electrodistribuidor 10.
En el caso de que ambas válvulas estén cerradas, no es preciso recargar los
acumuladores Oleodinámicos.
2.3.3. Operación de las Válvulas RING FOLLOWER desde CCG-UTR
(CASA DE MÁQUINAS)
Al igual que para el caso de las compuertas radiales, gracias a un UTR colocado
en la sala de operaciones de desagüe de fondo y conectado al primer UTR de las
compuertas por medio de Fibra Óptica, este segundo UTR también recibe señales y los
transforma en pulsos eléctricos, tal y como si se estuviera usando la botonera del tablero
de control de desagüe de fondo.
Para comprender de mejor manera lo que se explicará a continuación sobre las
maniobras del desagüe de fondo desde CCG, por medio de un UTR instalado a la
proximidad de las compuertas de desagüe de fondo, se presenta en el anexo 7 la

39
selección de preferencia de bombas UTR-UC y duplicación de alarmas de desagüe de
fondo; así mismo en el anexo 8 se presenta las señales y comandos UTR-UC de
compuertas Ring Follower, by-pass y limpieza de desagüe de fondo.
MANIOBRA DE APERTURA DE LA VÁLVULA RING-FOLLOWER
DESDE (CCG-UTR).
Se puede seleccionar la electrobomba de servicio mediante el cierre del contacto
B1 (CL7) y B2 (TR7) del UTR para seleccionar la Bomba 1 o Bomba 2 respectivamente
para recargar el acumulador y mandar las válvulas corredizas de by-pass o limpieza.
De igual manera se puede seleccionar la electrobomba de servicio mediante el
cierre del contacto B1 (CL4), B2 (TR4) y B1+2 (CL5) del UTR para seleccionar Bomba
1, Bomba 2 o Bomba 1 + Bomba 2 respectivamente para mandar la válvula RING-
FOLLOWER.
Cerrando el contacto AB (TR2) y AB (TR5) de “apertura”, se excita la bobina
20 QAB (1 y 2) correspondientemente del electrodistribuidor 10, el cual se posiciona en
el sentido de abrir el by-pass. Simultáneamente, se excita el relé Tx el cual cierra su
contacto provocando la excitación del relé RRA el cual pone en marcha el grupo
electrobomba seleccionado.
La válvula corrediza se abre a la velocidad regulada por la válvula de
estrangulamiento 24. Al fin de la carrera el cierre del contacto FCABP1 y FCABP2
provocan el encendido de la lámpara LABP1 conjuntamente con el relé KB1A y LABP2
en conjunto con el relé KB2A de señalización de “by-pass 1 abierto” y “by-pass 2
abierto” respectivamente.
Los relés KB1A y KB2A al activarse en conjunto con la señalización, desexcitan
la bobina del electrodistribuidor 20 QAB1 y 20 QAB2 correspondientemente, y el relé
Tx, la bomba queda en marcha hasta que el tiempo Tx de (10 Seg) se haya terminado.

40
El retraso en el paro de la bomba sirve para impedir que el motor se pare bajo
corriente de arranque por lo que el tiempo para la apertura de by-pass es muy corto.
Cuando el conducto está lleno (es decir cerrada la válvula de aire; interruptor al
fin de carrera y lámpara encendida) seleccionar el grupo (o los grupos) electrobomba de
servicio cerrando uno de los contactos B1 (CL4), B2 (TR4) o B1+2 (CL5), y luego se
puede cerrar el contacto AB (TR1) y AB (TR4) los cuales excitan el relé de apertura RA
(1 y 2), los cuales a su vez se auto-enganchan y provocan:
a) El cierre del contacto RA excita la bobina 20 QA del electrodistribuidor 9 el
cual controla hidráulicamente el distribuidor 8 en el sentido de abrir la
válvula.
b) El cierre del contacto RA excita el relé TPQ, el cual cerrando su contacto
pone en marcha el grupo (o los grupos) electrobombas seleccionado,
simultáneamente se excita también la bobina 20QT del electrodistribuidor 25
el cual provoca la interceptación del flujo hacia los acumuladores oleo-
neumáticos como se describió en la sección “Central oleodinámica” de este
capítulo.
El aceite en presión del grupo electrobomba alcanza la cámara inferior del
cilindro 18, provocando el izaje de la válvula.
Al fin de la carrera de apertura, el vástago acciona el interruptor FCA, que tiene
dos contactos (Uno normalmente abierto y uno normalmente cerrado), el contacto
normalmente abierto se cierra y enciende la lámpara LA de señalización que indica
válvula abierta, mientras que el contacto normalmente cerrado se abre desexcitando el
relé RA que a su vez provoca:
a) La apertura del contacto RA desexcita la bobina 20 QT del electrodistribuidor
25 el cual se desplaza y permite fluir el aceite hacia los acumuladores y a su
vez desexcita al relé TPQ.

41
b) El contacto del relé TPQ temporizado en la desexcitación queda cerrado hasta
el fin de su tiempo (aproximadamente 30 seg) para permitir la recarga
completa de los acumuladores hasta que la presión de ajuste del interruptor
de presión 63 QE (115 ) sea alcanzado nuevamente.
La válvula se fija en posición de completamente abierta, mantenida en posición
por el aceite a presión suministrado por los acumuladores oleo-neumáticos; la recarga de
los acumuladores oleo-neumáticos se realiza automáticamente como se describió en la
sección “Central oleodinámica” de este capítulo.
Conjuntamente con el encendido de la lámpara LA1 y LA2 de señalización que
indica compuerta abierta se activa el relé KC1A o KC2A, quienes cerrando uno de sus
contactos normalmente abiertos envían una señal al UTR para de la misma manera
indicar compuerta abierta.
MANIOBRA DE CIERRE DE LA VÁLVULA RING-FOLLOWER DESDE
(CCG-UTR).
Cerrando los contactos AB (TR3) y AB (TR6) del UTR para la “apertura”, se
excita la bobina 20 QAL (1 y 2) del electrodistribuidor 10, el cual se posiciona en el
sentido de abrir la válvula. Simultáneamente se excita el relé Tx, el cual cierra su
contacto, Tx provocando la excitación del relé RRA el cual pone en marcha al grupo
electrobomba seleccionado.
El aceite a presión alcanza la cámara inferior del cilindro 20, mientras que el
aceite de la cámara superior del cilindro se descarga hacia los tanques de aceite.
La válvula se abre a la velocidad regulada por la válvula de estrangulación 24. Al
fin de la carrera, el cierre del contacto FCAL (1 y 2) provoca el encendido de la lámpara
LAL (1 y 2) de señalización de limpieza “abierta”, simultáneamente con las lámparas se
activan los relés KL1A y KL2A.

42
Los relés KL1A y KL2A al activarse abren sus contactos normalmente cerrados,
desexcitando la bobina del electrodistribuidor 20 QAL (1 y 2) y el relé Tx el cual para el
grupo electrobomba como se describió para la maniobra del by-pass.
El cierre de las válvulas se realiza normalmente bajo carga o presión equilibrada
o desequilibrada si es necesario, y por lo tanto es preciso enviar aceite a presión a las
cámaras superiores de los cilindros 18 (válvula RING-FOLLOWER).
Se selecciona el grupo electrobomba de servicio cerrando uno de los contactos
del UTR B1 (CL4), B2 (TR4) o B1+2 (CL5) como se describió para la maniobra de
apertura. Luego cerrando los contactos del UTR CE (CL1) y CE (CL4), se excita el relé
de cierre RC (1 y 2), el mismo que se auto-engancha y provoca:
El cierre del contacto RC excita la bobina 20 QC del electrodistribuidor 9,
el cual pilota hidráulicamente el distribuidor 8 en el sentido de cerrar la
válvula.
El cierre del contacto RC excita el relé TPQ y la bobina 20 QT ,
provocando la puesta en marcha del grupo electrobomba y la
interceptación del circuito de los acumuladores como se describió para la
maniobra de apertura.
El aceite en presión del grupo electrobomba alcanza la cámara superior del
cilindro 18 provocando la bajada de la válvula a la velocidad regulada por la válvula de
estrangulación 6.
Si durante la bajada el disco de la válvula encuentra un obstáculo que impide su
cierre, para evitar que el aumento de la presión provoque un daño a las partes mecánicas
del grupo, hay el interruptor de presión 63 QIC, el cual cerrado su contacto 63 QIC
excita el relé RBC el cual se auto-engancha, a través de su contacto RBC normalmente
abierto. El relé RBC provoca:
La abertura del contacto RBC normalmente cerrado, desexcita el relé RC.

43
El cierre del contacto RBC provoca el encendido del botón luminoso de
alarma PRC (impedimento en cierre) en el banco de mando.
Para corregir este defecto, se puede obrar mediante lo descrito en la maniobra de
cierre de la válvula Ring Follower por telemando eléctrico. Si la compuerta llega a
cerrarse completamente, al fin de la carrera de cierre, el accionamiento de interruptor
FCC provoca el cierre de este contacto, el cual excita el relé RFCC.
El relé RFCC cierra el contacto FCC normalmente abierto, señalando con el
encendido de la lámpara LC que se terminó el cierre. Simultáneamente se abre el
contacto FCC, el cual desexcita el relé RC. El relé RC desexcita el temporizador TPQ, el
cual para el grupo electrobomba como se describió para la maniobra de apertura.
2.3.4. Operación de la Válvula de Cono Hueco
La válvula de cono hueco se encuentra ubicada aguas abajo de la válvula RING-
FOLLOWER y es operada a través de un mecanismo con límite de torque y tornillo de
usillo, accionado por un sistema motoreductor, la misma que se encuentra localizada y
montada sobre el piso de la cámara. Esta válvula con limitorque es accionada mediante
botoneras (S2: abre; S3: cierra; S1: parar) que permiten controlar la operación de la
válvula, además como mecanismo de protección dispone de switches limitadores de fin
de carrera como también de switches de torque, cuenta también con luces de
señalización así como con indicadores de posición de la válvula y una cerradura de
bloqueo de avance con llave para condiciones de falla en el suministro de energía o del
motor de operación. Se dispone de un volante para la operación manual.
2.3.4.1. Operación Eléctrica de las Válvulas CONO HUECO
Para un mejor entendimiento de la operación de las compuertas Cono Hueco se
puede observar en el anexo 6 los circuitos de control de las compuertas Cono Hueco 1 y
Cono Hueco 2.
a) Mediante S4 seleccionar el control de la válvula en LOCAL.

44
b) Para abrir presionar la botonera S2 y el circuito quedará autoalimentado hasta
que la válvula se abra ampliamente, si se desea abrir parcialmente la válvula,
mediante el pulsado S1 y cuando llegue al porcentaje de abertura deseado
desactivar el circuito de abertura.
c) Para cerrar presionar la botonera S3 y el circuito quedará autoalimentado hasta
que la válvula se cierre completamente.
Si se desea maniobrar en un porcentaje determinado de cierre presionar el
pulsador S1 que desactiva el circuito de control para el cierre.
2.3.4.2. Operación Manual de las Válvulas CONO HUECO
En caso de falla de energía se cuenta con un volante para operación manual de
emergencia del actuador limitorque. El tipo SMB tiene un arreglo de desembrague
automático.
Para operar manualmente el actuador del tipo SMB, la palanca se presiona hacia
abajo. Esto desconecta mecánicamente el motor eléctrico del volante, por medio del
ensamble del embrague.
El movimiento o giro de este volante permitirá la apertura o cierre de la válvula
Cono Hueco. El actuador permanecerá en operación manual indefinidamente hasta que
el motor se energice y los pernos del disparador que forman parte del engrane de
embrague del sinfín, hacen que los disparadores queden libres permitiendo
consecuentemente que el embrague del sinfín se libere de la operación manual y se
cambie a operación motriz.
Cuando el volante gira, el motor permanece sin girar; e inversamente cuando el
motor gira, el volante permanece sin movimiento.
PRECAUCIONES
No se debe forzar la palanca de embrague a posición de actuación motriz,

45
la palanca retorna automáticamente cuando se energiza el motor.
No forzar la palanca de embrague a posición de operación manual cuando
el motor esta energizado.
No presionar la palanca de embrague en operación motriz para parar el
viaje de la válvula.
De la misma manera en el Anexo 6 se puede observar el esquema de control de
las válvulas Cono Hueco.
2.3.4.3. Operación de las Válvulas CONO HUECO desde CCG-UTR
(CASA DE MÁQUINAS)
Para un mejor entendimiento de la operación de las compuertas Cono Hueco por
medio del UTR se puede observar en el anexo 9 las señales y comandos UTR-UC de
válvula Cono Hueco 1 y Cono Hueco 2.
a) Mediante S4 seleccionar el control de la válvula en REMOTO (CCG-UTR).
b) Para abrir se cierra el contacto ABR (TR1) para la CH1 y ABR (TR3) para la
CH2 y el circuito quedará autoalimentado hasta que la válvula se abra
ampliamente, si se desea abrir parcialmente la válvula, mediante el cierre del
contacto PARAR (TR2) o PARAR (CL2) y cuando llegue al porcentaje de
abertura deseado desactivar el circuito de abertura.
c) Para cerrar se cierra el contacto del UTR denominado CER (CL1) para la CH1 y
CER (CL3) para la CH2 y el circuito quedará autoalimentado hasta que la
válvula se cierre completamente.
Si se desea maniobrar en un porcentaje determinado de cierre se procede como
en el momento de la apertura de la compuerta, cerrando el contacto PARAR
(TR2) y PARAR (CL2) en el porcentaje deseado.

46
2.4. Bombas de Drenaje
La Presa Daniel Palacios consta de un sistema de drenaje del agua que se filtra a
través de las paredes de concreto que soportan a los 120 millones de metros cúbicos de
agua, estas filtraciones de agua hacia el interior de la presa son captadas y conducidas a
través de cunetas laterales a lo largo de las galerías y escalinatas internas,
comunicándose entre los diferentes niveles, por medio de tubos verticales de 5 pulgadas
de diámetro fundidos dentro del concreto, de esta manera se permite el flujo del agua
filtrada desde las galerías superiores hacia las inferiores.
El agua filtrada desde el nivel 1865 hacia arriba es directamente evacuada hacia el
exterior aguas abajo de la presa por medio de los desaguaderos existentes; desde el
mencionado nivel hacia abajo toda el agua filtrada es conducida hacia el pozo de drenaje
ubicado en el nivel 1835, desde donde se evacúa el agua, utilizando bombas de drenaje
hacia el exterior, a la altura de 1868, en donde se encuentra el respectivo desaguadero.
2.4.1. Descripción
El equipo de drenaje consta de dos bombas sumergibles marca ATURIA, modelo
XBC14B4, accionadas por motores eléctricos sumergibles de la misma marca, tipo K
657 de 23 Hp. de potencia 3500 R.P.M., 460 V. y 60 Hz, equipo que se encuentra
sumergido en el pozo ya referido y desde donde se bombea el agua por medio de una
tubería, común para las dos bombas de pulgadas de diámetro, hasta el nivel 1868
para su evacuación al exterior.
Las bombas vienen equipadas con una válvula de compuerta y una válvula check
cada una, para cuando se desmonta la bomba por mantenimiento y ubicados antes del
acople a la tubería común.
Adicionalmente a las bombas descritas, se cuenta con una bomba centrífuga
marca MYERS de 15 Hp. de potencia, 3490 R.P.M. 460 V. 60 Hz., la cual evacúa el

47
agua por medio de una tubería independiente que tiene acceso al exterior en el nivel
1845.
2.4.2. Operación Bombas Sumergibles
El tablero de control de las bombas sumergibles se encuentra en el nivel 1868,
desde donde se comanda la operación de dichas bombas, la operación podría ser
“manual” o “automática”, de acuerdo a la posición de los selectores 443 ADPP-1/CS y
443 ADPP-2/CS de las bombas 1 y 2 respectivamente.
Ahora es válido mencionar que al menos inicialmente el control de las bombas
fue diseñado para que el funcionamiento sea automático, tanto de las bombas
sumergibles como de la centrifuga, tal y como se describirá a continuación, pero
lamentablemente en la actualidad por fallas presentes en el control electromecánico de
estas bombas, el control se tiene que realizar únicamente de manera manual y basándose
en estadísticas de filtraciones de agua como se describirá a continuación dentro del
apartado de operación de la bomba centrifuga.
2.4.2.1. Operación Bombas Sumergibles Manual o Automática Basada
en el Nivel del Agua
Cuando la operación es manual, se debe pulsar momentáneamente los pulsadores
de “ARRANQUE” (488ADDP-1/PB) y (488ADDP-2/PB) o parada (488ADDP-1/PB) y
(488ADDP-2/PB) para poner en marcha o detener el funcionamiento de las bombas
individualmente; sin embargo a pesar de estar en manual, si la bomba está operando y
llega al nivel de parada, esta se detiene por bajo nivel.
Cuando se ha seleccionado el modo de operación “automático” en las dos
bombas, estas arrancan automáticamente de acuerdo al nivel del agua en el que se
encuentre el mismo, que es determinado por medio de los sensores de nivel tipo
electrodo que se encuentran sumergidos en el pozo. De acuerdo a estos sensores y a los
circuitos de control y protección que se pueden observar en el anexo 10, al subir el nivel

48
del agua hasta la altura 1834, arranca la bomba que haya estado preseleccionada por el
circuito de alternabilidad, al descender el nivel del agua hasta la altura 1830,50, se para
la bomba en referencia, si el nivel no desciende sino que sigue subiendo hasta la altura
de 1834,50, arranca la segunda bomba, si en estas condiciones (las dos bombas
funcionando) desciende el nivel hasta la cota 1830,50 se detiene las dos bombas. Si
nuevamente sube el nivel del agua hasta la cota 1834, arranca la otra bomba, alternando
la operación de las bombas por medio de la actuación del relé K11.
2.4.2.2. Operación Bombas Sumergibles desde CCG-UTR (CASA DE
MÁQUINAS)
La operación desde CCG por medio del UTR es realizada de igual manera que de
todos los comandos realizados por el UTR, es decir, este al recibir señales las transforma
en pulsos eléctricos y comanda las bombas sumergibles.
Los diagramas que contienen las señales y comandos de las bombas sumergibles
se los puede observar en el anexo 11, en donde es claro ver que como se mencionó que
el circuito automático esta con avería, la única manera de comandar las bombas desde
CCG es encendiendo las bombas cada 8 horas durante una hora, es decir usando la parte
del control manual y mas no la automática basada en el nivel de agua contenida en el
pozo, que es la que se debería usar.
Cerrando los contactos de UTR “ARRANCAR” (CL6/KI4) para la Bomba
sumergible # 1, y “ARRANCAR” (CL7/KI4) para la bomba sumergible # 2, arranca
cualquiera de las bombas y dejándolas en funcionamiento durante una hora, se las puede
apagar cerrando los contactos “PARAR” (TR6/KI4) y “PARAR” (TR7/KI4) para la
bomba 1 y 2 respectivamente.
2.4.3. Operación Bomba Centrífuga
A continuación se describe la manera en la que fue diseñado el funcionamiento
de la bomba centrifuga, pero se recalca que el funcionamiento automático esta averiado,
por lo que las maniobras se las puede realizar únicamente usando la parte en
funcionamiento manual.

49
2.4.3.1. Operación Bomba Centrífuga Manual o Automática
El panel de control de la Bomba Centrífuga se encuentra en el nivel 1868 junto al
panel de control de las bombas de drenaje y tiene dos modos de operación “Manual” y
“Automática”, esto se lo puede observar en el anexo 12.
Para la operación si se posiciona el selector del modo de operación en “Manual”,
se presiona momentáneamente los pulsadores de arranque “ARR” o parada “PAR”
según sea la operación deseada.
Posicionando el selector del modo de operación en “Automático”, la operación
de la bomba se la realiza en forma automática de acuerdo al nivel del agua en el pozo, el
cual es determinado o censado por flotador, el cual a su vez está sólidamente unido a una
varilla con dos topes que accionan y desaccionan a un switch “FLOTADOR” (SH1) de
dos posiciones abierto y cerrado, que es el que comanda el arranque y parada de la
bomba conforme se puede observar en el anexo 12. Aproximadamente en la actualidad
la calibración para el arranque y parada de esta bomba esta en los niveles 1834,60 y
1832 respectivamente, de tal manera que esta bomba esta utilizada como respaldo en
caso de no funcionar ninguna bomba sumergible. Si las bombas están en condiciones
normales, el modo de operación seleccionado debe ser “Automático” tanto para las
bombas sumergible 1 y 2, como para la bomba centrífuga, pero se debe vigilar que el
arranque y parada de las bombas se realicen en los niveles indicados y la alterabilidad se
cumpla fielmente.
El caudal promedio aproximado de las filtraciones que llega al pozo de drenaje
es aproximadamente 70 , por lo que considerando las dimensiones del pozo, las
bombas sumergibles operan cada 8 horas y el tiempo de operación es de 55 minutos
aproximadamente.
Actualmente por fallas presentes en el control de las bombas se ha tomado como
referencia este promedio de filtraciones de agua para realizar la operación de las bombas

50
de drenaje de una manera manual cada 8 hora funcionan las bombas durante una hora,
dejando de esta manera fuera de uso la opción de operación automática.
Como la Bomba Centrifuga no operaría en condiciones normales de las Bombas
Sumergibles, es recomendable que quincenalmente se utilice la Bomba Centrífuga para
evacuar el agua, alternando la modalidad de operación entre Manual y Automática, con
el propósito de comprobar su operación.
2.4.3.2. Operación Bomba Centrífuga (CCG-UTR)
Para la operación desde CCG se cierran los contactos del UTR “ARRANQUE”
(CL8) para mandar a arrancar la bomba centrifuga y “PARAR” (TR8) para activar el
relé KPBD2 quien rápidamente abre uno de sus contactos cerrados existentes dentro del
circuito de control, mandando parada inmediata.
Las señales para el UTR sobre la bomba centrifuga se las puede analizar en el
anexo 11.

51
33.. EEssttuuddiioo yy
DDeetteerrmmiinnaacciióónn ddeell PPLLCC
CCoommppaattiibbllee ccoonn eell DDiisseeññoo
ddee CCoonnttrrooll
3. Estudio y Determinación del PLC Compatible con el Diseño de
Control…………………………………………………………………...51
3.1. EL PLC………………………………………………………...53
3.2. Estructura Básica del Autómata Programable……………….55
3.3. Métodos o Lenguajes de Programación……………………..59
3.4. Comunicaciones Industriales………………………………...76
3.5. Análisis y Determinación del PLC a Utilizar………………..83

52
En toda empresa industrial como productora de bienes, siempre se encuentra
sometida al entorno competitivo del mercado ya sea nacional o internacional, por eso
para poder competir y adaptarse a las exigencias del mercado, se hace uso de la
automatización de maquinas y procesos que le permitan a Hidropaute incrementar su
productividad así como su calidad reduciendo costos de operación y mantenimiento.
Es por esto que se realizara un estudio del PLC para una aplicación en la Presa
Daniel Palacios, con el objetivo de comandar distintas compuertas y bombas de drenaje,
de mucha importancia dentro de la operación de la Presa.
Para empezar con el estudio se puede relatar algo de historia nombrando que los
PLC fueron inventados en respuesta a las necesidades de la automatización de la
industria automotriz norteamericana por el ingeniero Estadounidense Dick Morley.
Antes de los PLC, el control, las secuenciación, y la lógica para la manufactura
de automóviles era realizada utilizando relés, contadores, y controladores dedicados. El
proceso para actualizar dichas instalaciones en la industria año tras año era muy costoso
y consumía mucho tiempo, y los sistemas basados en relés tenían que ser recableados
por electricistas especializados.
En 1968 GM Hydramatic (la división de transmisiones automáticas de General
Motors) ofertó un concurso para una propuesta del reemplazo electrónico de los sistemas
cableados.
La propuesta ganadora vino de Bedford Associates de Boston, Masachusets, el
primer PLC, fue designado 084, debido a que fue el proyecto ochenta y cuatro de
Bedford Associates. Bedford Associates creó una nueva compañía dedicada al
desarrollo, manufactura, venta y servicio para este nuevo producto: Modicon (MOdular
DIgital CONtroller o Controlador Digital Modular).

53
Una de las personas que trabajó en ese proyecto fue Dick Morley, el que es
considerado como "padre" del PLC. La marca Modicon fue vendida en 1977 a Gould
Electronics, y posteriormente adquirida por la compañía Alemana AEG y más tarde por
Schneider Electric, el actual dueño.
Los PLC son utilizados en muchas diferentes industrias y máquinas. Algunas
marcas con alto prestigio son ABB Ltd., Koyo, Honeywell, Siemens, Trend Controls,
Schneider Electric, Omron, Rockwell (Allen-Bradley), General Electric, fraz max, Tesco
Controls, Panasonic (Matsushita), Mitsubishi e Isi Matrix machines.
Estos modernos dispositivos de control, están adaptados para un amplio rango de
tareas de automatización. Estos son típicos en procesos industriales en la manufactura
donde el coste de operación y mantenimiento de un sistema electromecánico típico de
control es relativamente alto contra el coste de la automatización, y donde van a existir
cambios en el sistema durante toda su vida operacional, además se puede tener en cuenta
que los PLC contienen todo lo necesario para manejar altas cargas de potencia.
3.1. EL PLC
EL PLC (Programmable Logic Controller) es un dispositivo electrónico muy
usado en automatización industrial. Se puede decir que el PLC es un hardware industrial,
diseñado para controlar en tiempo real procesos secuenciales y utilizados para la
obtención de datos. Una vez obtenidos, los pasa a través de bus (por ejemplo por
ethernet) a un servidor, su manejo y programación puede ser realizada por personal
técnico eléctrico, electrónico, y mecánico con los conocimientos en informática.
El Control Lógico Programable es importante porque todos los procesos de
producción experimentan una secuencia repetitiva fija de operaciones que envuelve
pasos y decisiones lógicas. Un PLC es usado para controlar tiempo y regular la
secuencia. El Control Lógico ha sido usado para controlar secuencias de acciones en
sistemas de manufactura automática por muchos años. Originalmente, un sistema de
control lógico fue cableado usando transmisores electrónicos y unidades lógicas y de

54
tiempo. Esos sistemas eran inflexibles. Una vez que un sistema lógico cableado ha sido
construido, si el programa de maquinación era alterado por otro tipo de producto, el
sistema de control lógico tenía que ser manualmente recableado para la nueva
aplicación. Esto era inflexible y consumía tiempo, restringía el plan de producción de
una fábrica y hacía cambios de difícil producción.
La situación comenzó a cambiar a finales de la década de 1960 cuando las
minicomputadoras pudieron ser adquiridas. Es fácil realizar cambios en programas de
computadoras. Un programa de computadora es también fácil de cambiar cuando el
problema del control cambia y permite muchas más funciones lógicas que las que son
posibles en un control lógico cableado. Cuando los microprocesadores pudieron ser
adquiridos en la década de los 80’s, con pequeñas memorias y características de entrada-
salida flexibles, entonces la generación moderna de PLC’s comenzó a emerger. Hoy, las
microcomputadoras basadas en PLC’s son un robusto y fiable instrumento con muchas
funciones y características.
3.1.1. Capacidades del PLC
Básicamente un PLC opera en base de señales de dos niveles lógicos o estados:
(1) encendido ON.
(0) apagado OFF.
A este sistema se le conoce como sistema binario, pero en algunos PLC además
de manejar señales discretas o lógicas nos permiten el manejo para programar señales
continuas o analógicas utilizando para ello un convertidor digital analógico
Hoy en día, los PLC no sólo controlan la lógica de funcionamiento de máquinas,
plantas y procesos industriales, sino que también pueden realizar operaciones
aritméticas, manejar señales analógicas para realizar estrategias de control, tales como
controladores proporcional integral derivativo (PID).

55
Los PLC actuales pueden comunicarse con otros controladores y computadoras
en redes de área local, y son una parte fundamental de los modernos sistemas de control
distribuido.
Específicamente un PLC sirve para controlar los procesos encaminados a la
automatización manipulados a través de una lista de instrucciones, comandos o un
lenguaje de programación.
Las amplias desventajas que ofrece el control electromagnético, convierten al
PLC en un elemento imprescindible al campo de la automatización industrial por su
seguridad, fácil manejo, economía y tiempo, que son los factores fundamentales que han
determinado su aceptación.
Los destinatarios de este tipo de trabajo son numerosos dado a su extenso campo
de aplicación en sus distintas especialidades como son la electricidad, electrotécnica,
mecánica y en cualquier aplicación de sistemas de automatización dentro de la industria.
3.2. Estructura Básica del Autómata Programable
Un controlador lógico programable está constituido por un conjunto de tarjetas o
circuitos impresos, sobre los cuales están ubicados componentes electrónicos.
Los PLC’s tienen la estructura básica mostrada en el gráfico 5:
Gráfico 5: Esquematización de un PLC.
56
De la figura, los PLC’s tienen cuatro unidades principales:
1. La Memoria Programable: Las instrucciones para la secuencia de control
lógico están acomodadas aquí.
2. La Memoria de Datos: Las condiciones de los cambios, interbloqueo, valores
pasados de datos y otros datos de trabajo están acomodados aquí.
3. Los dispositivos de salida: Estos son los controladores de hardware/software
para los procesos industriales como motores y válvulas.
4. Los dispositivos de entrada: Estos son los controladores de hardware/software
para los sensores de los procesos industriales como sensores de cambio de
estado, detectores de proximidad, ajuste de interbloqueo y más.
En adición a esto, los PLC’s tienen una unidad de programación, esta puede ser
un módulo especial, como ejemplo una PC conectada a el PLC por la liga serial.
La unidad de programación es usada para construir, examinar y editar la
secuencia lógica que el PLC ejecutará.
Conjuntamente se puede decir que el controlador Programable tiene la estructura
típica de muchos sistemas programables, como por ejemplo una microcomputadora. La
estructura básica del hardware de un controlador Programable propiamente dicho está
constituido por:
Fuente de alimentación
Unidad de procesamiento central (CPU)
Módulos de interfaces de entradas/salidas (E/S)
Modulo de memorias
Unidad de programación
En algunos casos cuando el trabajo que debe realizar el controlador es más
exigente, se incluyen Módulos Inteligentes.

57
3.2.1. Fuente de Alimentación
La función de la fuente de alimentación en un controlador, es suministrar la
energía a la CPU y demás tarjetas según la configuración del PLC.
+ 5 V para alimentar a todas las tarjetas
+ 5.2 V para alimentar al programador
+ 24 V para los canales de lazo de corriente 20 mA.
3.2.2. Unidad de Procesamiento Central (C.P.U.)
Es la parte más compleja e imprescindible del controlador programable, que en
otros términos podría considerarse el cerebro del controlador. La unidad central está
diseñada a base de microprocesadores y memorias; contiene una unidad de control, la
memoria interna del programador RAM, temporizadores, contadores, memorias internas
tipo relé, imágenes del proceso entradas/salidas, etc.
Su misión es leer los estados de las señales de las entradas, ejecutar el programa
de control y gobernar las salidas, el procesamiento es permanente y a gran velocidad.
3.2.3. Módulos o Interfaces de Entrada y Salida (E/S)
Son los que proporciona el vínculo entre la CPU del controlador y los
dispositivos de campo del sistema. A través de ellos se origina el intercambio de
información ya sea para la adquisición de datos o la del mando para el control de
maquinas del proceso.
3.2.3.1. Tipos de Módulos de Entrada y Salida
Debido a que existen gran variedad de dispositivos exteriores (captadores
actuadores), se encuentra diferentes tipos de módulos de entrada y salidas, cada uno de
los cuales sirve para manejar cierto tipo de señal (discreta o análoga) a determinado
valor de tensión o de corriente en DC o AC.

58
Módulos de entradas discretas
Módulos de salidas discretas
Módulos de entrada analógica
Módulos de salida analógica
3.2.4. Módulos de Memorias
Son dispositivos destinados a guardar información de manera provisional o
permanente. Se cuenta con dos tipos de memorias:
Volátiles (RAM)
No volátiles (EPROM y EEPROM)
Las volátiles o memoria de acceso aleatorio: sus velocidades de lectura y
escritura son muy similares, son utilizadas en proceso de alta velocidad donde los datos
pueden perderse al momento de cortar la energía. Son memorias que incorporan una
batería que previene la pérdida de los datos, pero obviamente tiene un límite la batería.
RAM : Siglas de Random Access Memory, un tipo de memoria a la que se puede
acceder de forma aleatoria; esto es, se puede acceder a cualquier byte de la memoria sin
pasar por los bytes precedentes. RAM es el tipo más común de memoria en las
computadoras y en otros dispositivos, tales como las impresoras, pero sin embargo, para
ser precisos, hay que referirse a la memoria RAM como memoria de lectura y escritura.
Las no-volátiles: estas memorias como su nombre lo indica no pierden los datos
almacenados aún sin estar alimentadas. Las comprenden la ROM, EPROM, PROM,
EEPROM y FLASH hasta el momento.
EPROM: Erasable PROM, memoria borrable. Está memoria fue de las más
usadas en la antigüedad son las que traen una ventanita de vidrio a la mitad del
encapsulado. Solo pueden programarse si se les borra antes exponiéndolas durante cierto

59
tiempo a la luz ultravioleta. Esto introduce voltaje a las celdas para que después puedan
ser grabadas.
EEPROM: Electrical EPROM, memoria borrable electrónicamente. Esta
memoria puede ser borrada por medios electrónicos a través de una terminal conocida
como Vpp. Los voltajes de borrado son de aproximadamente 13v.
3.2.5. Unidad de Programación
Los terminales de programación, son el medio de comunicación entre el hombre
y la máquina; estos aparatos están constituidos por teclados y dispositivos de
visualización.
Existen tres tipos de programadores los manuales (Hand Held) tipo de
calculadora, Los de video tipo (PC), y la (computadora).
Desde un teclado de programación propio del PLC (Hand Held).
Lista de instrucciones.
Paso a paso.
Desde una computadora personal.
Lista de instrucciones.
Paso a paso.
Programación básica.
Por diagramas de escalera (software propio del PLC).
3.3. Métodos o Lenguajes de Programación
Los lenguajes de programación son necesarios para la comunicación entre el
usuario, sea programador u operario de la máquina o proceso donde se encuentre el PLC
y el PLC. La interacción que tiene el usuario con el PLC la puede realizar por medio de
60
la utilización de un cargador de programa también reconocida como consola de
programación o por medio de un PC.
Existen varios lenguajes de programación, tradicionalmente los más utilizados
son el diagrama de escalera (Lenguaje Ladder), preferido por los electricistas, lista de
instrucciones y programación por estados, aunque se han incorporado lenguajes más
intuitivos que permiten implementar algoritmos complejos mediante simples diagramas
de flujo más fáciles de interpretar y mantener. Un lenguaje más reciente, preferido por
los informáticos y electrónicos, es el FBD (en inglés Function Block Diagram) que
emplea compuertas lógicas y bloques con distintas funciones conectados entre sí.
En la programación se pueden incluir diferentes tipos de operandos, desde los
más simples como lógica booleana, contadores, temporizadores, contactos, bobinas y
operadores matemáticos, hasta operaciones más complejas como manejo de tablas
(recetas), apuntadores, algoritmos PID y funciones de comunicación multiprotocolos que
le permitirían interconectarse con otros dispositivos.
En un nivel básico, los PLC’s son programados en forma simple por código
ensamblador. Cada manufactura tiene sus propios estándares y definiciones para esos
códigos. Hay otros lenguajes de programación como el IEC 61131-3 standard,
Sequential Function Chart, Function Block Diagrams. De cualquier forma, una gran
cantidad de lenguajes de programación estándar establecidos, llamados “Ladder Logic”
son entendidos universalmente por programadores de PLC.
En años recientes, los PLC’s han venido a ser más sofisticados. Como resultado,
algunas veces es difícil poner todas sus características dentro de la estructura de la escala
lógica, y los lenguajes alternativos de programación están siendo más ampliamente
usados. De todos modos, en estos tiempos la escala lógica es la forma estándar para
describir un programa de PLC.

61
La estructura normal de una secuencia de PLC es una cadena repetitiva de
acciones elementales que están determinadas por el estatus del dispositivo de entrada del
proceso industrial.
Todos los procesos de producción industrial siguen una secuencia fija de
acciones que están determinadas por los pasos identificados en el proceso de producción
y la reacción conocida que puede ser hecha durante el proceso.
3.3.1. Clasificación de los Lenguajes de Programación
Los lenguajes de programación para PLC son de dos tipos, visuales y escritos. Los
visuales admiten estructurar el programa por medio de símbolos gráficos, similares a los
que se han venido utilizando para describir los sistemas de automatización, planos
esquemáticos y diagramas de bloques. Los escritos son listados de sentencias que
describen las funciones a ejecutar.
Gráfico 6: Lenguajes de Programación para PLC (visual-escrito).
Fuente: www.w3.org/1999/xhtml
Los programadores de PLC poseen formación en múltiples disciplinas y esto
determina que exista diversidad de lenguajes. Los programadores de aplicaciones
familiarizados con el área industrial prefieren lenguajes visuales, por su parte quienes
tienen formación en electrónica e informática optan, inicialmente por los lenguajes
escritos.

62
3.3.1.1. Niveles de los Lenguajes
Los lenguajes de programación de sistemas basados en microprocesadores, como
es el caso de los PLC, se clasifican en niveles; al microprocesador le corresponde el
nivel más bajo, y al usuario el más.
Tipos Descripción Nivel Características
Acceso a los
recursos
Preferencias
de uso
Visuales Utilizan los símbolos
de planos esquemáticos
y diagramas de bloques
Alto Restringido a los
símbolos que
proporciona el
lenguaje
Profesionales
en áreas de
automatización
industrial,
mecánica y
afines
Escritos Utilizan sentencias
similares a las de
programación de
computadoras
Bajo Total a los recursos
de programación
Profesionales
en área de
electrónica e
informática Tabla 5: Datos Físicos de las Compuertas de Mantenimiento del Vertedero.
Fuente: www.w3.org/1999/xhtml
3.3.1.1.1. Lenguajes de Bajo Nivel
Lenguaje de Máquina: Código binario encargado de la ejecución del programa
directamente en el microprocesador.
Lenguaje Ensamblador: Lenguaje sintético de sentencias que representan cada
una de las instrucciones que puede ejecutar el microprocesador. Una vez
diseñado un programa en lenguaje ensamblador es necesario, para cargarlo en el
sistema, convertirlo o compilarlo a lenguaje de máquina. Los programadores de
lenguajes de bajo nivel deben estar especializados en microprocesadores y demás
circuitos que conforman el sistema.
3.3.1.1.2. Lenguajes de Alto Nivel
Se basan en la construcción de sentencias orientadas a la estructura lógica de lo
deseado; una sentencia de lenguaje de alto nivel representa varias de bajo; cabe la
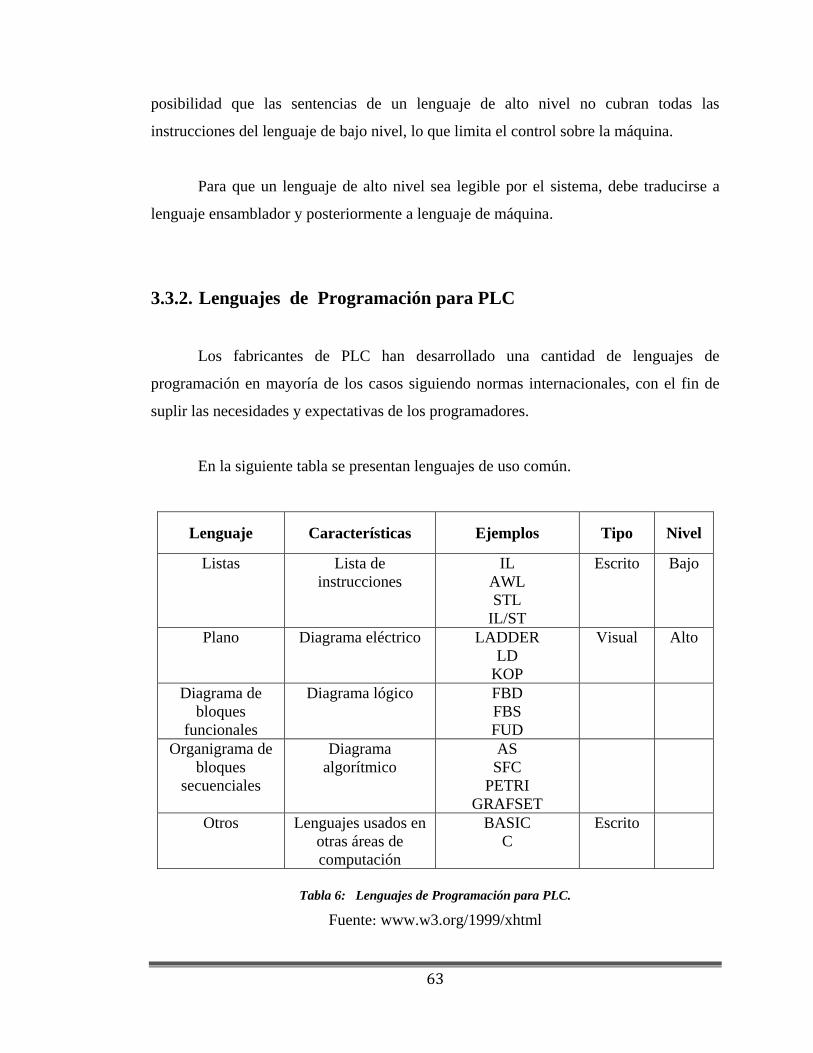
63
posibilidad que las sentencias de un lenguaje de alto nivel no cubran todas las
instrucciones del lenguaje de bajo nivel, lo que limita el control sobre la máquina.
Para que un lenguaje de alto nivel sea legible por el sistema, debe traducirse a
lenguaje ensamblador y posteriormente a lenguaje de máquina.
3.3.2. Lenguajes de Programación para PLC
Los fabricantes de PLC han desarrollado una cantidad de lenguajes de
programación en mayoría de los casos siguiendo normas internacionales, con el fin de
suplir las necesidades y expectativas de los programadores.
En la siguiente tabla se presentan lenguajes de uso común.
Lenguaje Características Ejemplos Tipo Nivel
Listas Lista de
instrucciones
IL
AWL
STL
IL/ST
Escrito Bajo
Plano Diagrama eléctrico LADDER
LD
KOP
Visual Alto
Diagrama de
bloques
funcionales
Diagrama lógico FBD
FBS
FUD
Organigrama de
bloques
secuenciales
Diagrama
algorítmico
AS
SFC
PETRI
GRAFSET
Otros Lenguajes usados en
otras áreas de
computación
BASIC
C
Escrito
Tabla 6: Lenguajes de Programación para PLC.
Fuente: www.w3.org/1999/xhtml

64
3.3.2.1. Niveles de los Lenguajes Específicos para PLC
1. Bajo Nivel: En el ámbito de programación de PLC no se utiliza directamente el
lenguaje de máquina o del ensamblador. Se emplea el lenguaje de lista de
instrucciones, similar al lenguaje ensamblador, con una sintaxis y vocabulario
acordes con la terminología usada en PLC.
2. Listas: Lenguaje que describe lo que debe hacer el PLC instrucción por
instrucción.
3. Alto Nivel: Se caracterizan principalmente por ser visuales, aunque existen
también lenguajes escritos de alto nivel.
Gráfico 7: Lenguajes de Programación para PLC (IL).
Fuente: www.w3.org/1999/xhtml
4. Diagrama de Contactos: Representa el funcionamiento deseado, como en un
circuito de contactores y relés, fácil de entender y utilizar para usuarios con
experiencia en lógica alambrada. En general, se refiere a este lenguaje como
LADDER (escalera), ya que la forma de construcción de su esquema se asemeja
a una escalera.

65
Gráfico 8: Lenguajes de Programación para PLC (Contactores-LADDER).
Fuente: www.w3.org/1999/xhtml
5. Diagrama de Bloques Funcionales: Utiliza los diagramas lógicos de la
electrónica digital
Gráfico 9: Lenguajes de Programación para PLC (FDB).
Fuente: www.w3.org/1999/xhtml
6. Organigrama De Bloques Secuenciales: Explota la concepción algorítmica que
todo proceso cumple con una secuencia. Estos lenguajes son los más utilizados
por programadores de PLC con mayor trayectoria.
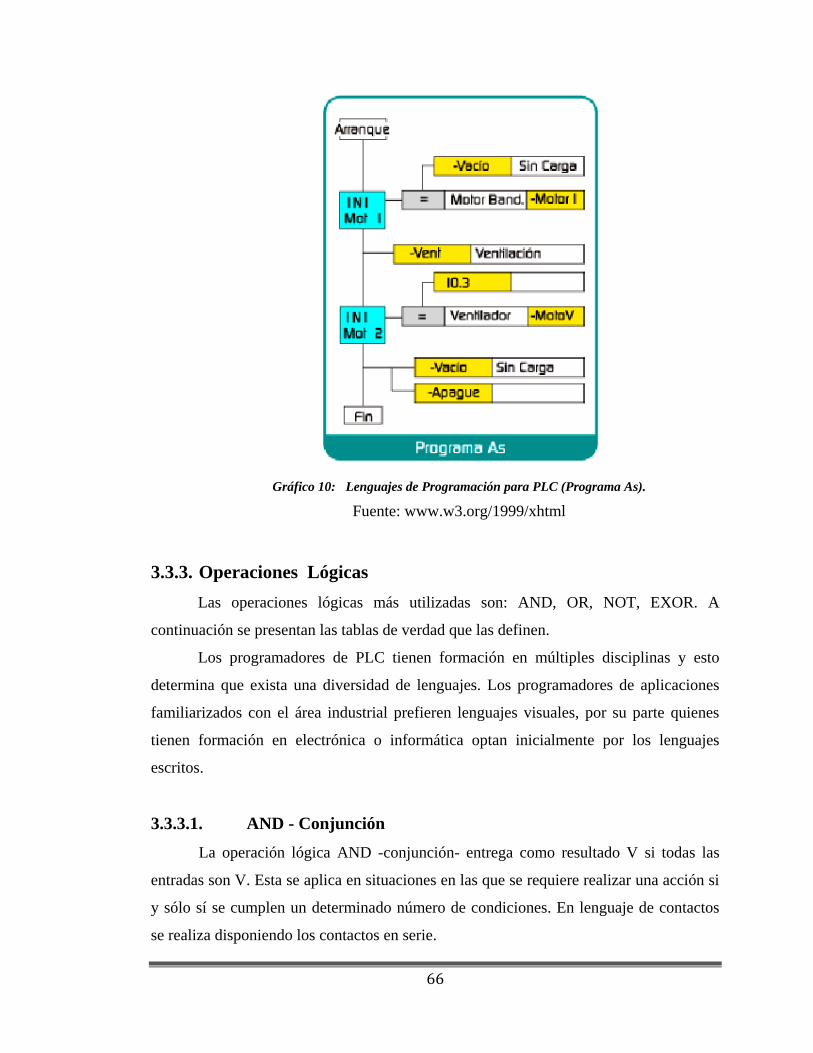
66
Gráfico 10: Lenguajes de Programación para PLC (Programa As).
Fuente: www.w3.org/1999/xhtml
3.3.3. Operaciones Lógicas
Las operaciones lógicas más utilizadas son: AND, OR, NOT, EXOR. A
continuación se presentan las tablas de verdad que las definen.
Los programadores de PLC tienen formación en múltiples disciplinas y esto
determina que exista una diversidad de lenguajes. Los programadores de aplicaciones
familiarizados con el área industrial prefieren lenguajes visuales, por su parte quienes
tienen formación en electrónica o informática optan inicialmente por los lenguajes
escritos.
3.3.3.1. AND - Conjunción
La operación lógica AND -conjunción- entrega como resultado V si todas las
entradas son V. Esta se aplica en situaciones en las que se requiere realizar una acción si
y sólo sí se cumplen un determinado número de condiciones. En lenguaje de contactos
se realiza disponiendo los contactos en serie.

67
Entradas Salidas
A B Y
F F F
F V F
V F F
V V V Tabla 7: Tabla de Verdad (AND).
Fuente: www.w3.org/1999/xhtml
Ejemplo: En el circuito se activa Q1.2 cuando I1.0, I1.1 e I1.2 son verdaderas. De
hecho, el PLC evalúa la rama ejecutando la operación lógica Q1.2 = I1.0 AND I1.1
AND I1.2.
Gráfico 11: Ejemplo Operación Lógica AND.
Fuente: www.w3.org/1999/xhtml
3.3.3.2. OR - Disyunción
La operación lógica OR -disyunción - entrega como resultado V siempre que
alguna de las entradas sea V, lo que se logra poniendo los contactos en paralelo.
Entradas Salidas
A B Y
F F F
F V V
V F V
V V V Tabla 8: Tabla de Verdad (OR).
Fuente: www.w3.org/1999/xhtml

68
Ejemplo: En el circuito se activa Q1.3 si alguna de las entradas I1.0 o I1.1 se activa. La
operación lógica es Q1.3 = I1.0 OR I1.1.
Gráfico 12: Ejemplo Operación Lógica OR.
Fuente: www.w3.org/1999/xhtml
3.3.3.3. NOT – Inversión
La operación lógica NOT – inversión- entrega como resultado el estado contrario
al presente en la entrada, esto se logra con el uso de Contactos Normal Cerrado.
Entradas Salidas
A Y
F V
V F Tabla 9: Tabla de Verdad (NOT).
Fuente: www.w3.org/1999/xhtml
Ejemplo: Función y operación realizada es Q1.0 = NOT I1.0.
Gráfico 13: Ejemplo Operación Lógica NOT.
Fuente: www.w3.org/1999/xhtml
3.3.3.4. EXOR – OR Exclusiva
La EXOR - OR -exclusiva- es V si alguna de las entradas, pero nunca ambas, es
V también; se puede decir que es V si y sólo si las entradas son distintas. Se puede
analizar detenidamente el circuito que la realiza.

69
Entradas Salidas
A B Y
F F F
F V V
V F V
V V F Tabla 10: Tabla de Verdad (EXOR).
Fuente: www.w3.org/1999/xhtml
Ejemplo: Para realizar la operación Q1.0 = I1.0 EXOR I1.1, se debe efectuar una
combinación de operaciones AND y OR: Q1.0 = ((I1.0 AND (NOT I1.1)) OR ((NOT
I1.0) AND I1.1)).
Gráfico 14: Ejemplo Operación Lógica EXOR.
Fuente: www.w3.org/1999/xhtml
3.3.4. Lenguaje de Plano de Contacto (LADDER)
En el lenguaje de contactos es frecuente aquel caso en el cual las operaciones
lógicas deben resolverse a partir de contactos normal abierto y normal cerrado. El
esquema se realiza dentro de cada uno de los espacios encontrados dentro del
programador partiendo de la barra de alimentación dispuesta.

70
Gráfico 15: Ejemplo de Disposición del Programador antes de colocar contactos.
A la derecha del esquema se ubican los elementos de salida y a la izquierda los
de entrada.
ENTRADA SALIDA
Gráfico 16: Ubicación de los Dispositivos de Entrada y Salida.
Fuente: www.w3.org/1999/xhtml
El diagrama puede tener varias ramas o escalones. Cada rama permite ubicar
varios elementos de entrada pero sólo uno de salida.

71
Gráfico 17: Ubicación de varios elementos de Entrada, pero solo Uno de Salida.
La programación en cada bloque de contactos se realiza en el orden de izquierda
a derecha. El sentido de programación de los bloques de contactos de un programa se
ejecuta en el sentido de arriba abajo.
Gráfico 18: Sentido de Programación de los bloques de contactos.
Fuente: www.w3.org/1999/xhtml
3.3.4.1. Reglas del Lenguaje
El número de contactos que se pueden colocar en un bloque, desde el comienzo
de la línea principal hasta la salida, es ilimitado. Limitación práctica: Anchura
del papel cuando se quiera sacar el programa por impresora o anchura en el
ambiente de programación.
No se puede conectar una salida directamente a la línea principal, en estos casos
se intercala un contacto cerrado de una marca o bit o relé interno cualquiera.

72
Gráfico 19: Reglas del Lenguaje.
Fuente: www.w3.org/1999/xhtml
Con relación a los contactos, tenga presente lo siguiente
a) Contactos de entrada: El número de contactos abiertos o cerradas
que se pueden utilizar en un programa, por cada una de las entradas,
es ilimitado, es decir que, se puede repetir el mismo número de
contacto cuantas veces se quiera.
b) Contactos de salida: El número de salidas o bobinas de salidas o
relés de salida OUT es fijo, por lo que no se puede repetir un mismo
número de salida. Sin embargo, el número de contactos asociados a
cada una de ellas es ilimitado.
3.3.4.2. Elementos del Lenguaje
Se clasifican en elementos de entrada y salida. Su estado es evaluado por el PLC
para determinar un valor lógico, que recibe distintas denominaciones dependiendo del
contexto de trabajo.
A continuación, se presenta una tabla donde se relacionan las denominaciones de
los contextos con las usadas normalmente en PLC (activo e inactivo).
Contexto Activo Inactivo
Informática True / Verdadero False / Falso
Algebra de Boole V / 1 F / 0
Electrónica
digital High / H Low / L
Tabla 11: Relación de las Denominaciones de los Contextos con las Usadas Normalmente en el PLC.
Fuente: www.w3.org/1999/xhtml

73
3.3.4.2.1. Elementos de Entrada
Los contactos, únicos elementos que se colocan a las entradas, son de tipo
normal abierto
normal cerrado
Encima del contacto se escribe la variable a la cual hace referencia. El valor
lógico del contacto depende directamente del valor lógico de su variable. Para los
contactos normalmente abiertos, si la variable es V el contacto también será V y, si la
variable es F el contacto será F. Los contactos normal cerrado toman el valor inverso de
su variable, si la variable es V el contacto será evaluado como F y viceversa.
Contacto Variable
Normal abierto V V
F F
Normal cerrado V F
F V Tabla 12: Valor Lógico del Contacto Dependiendo del Valor Lógico de su Variable.
Fuente: www.w3.org/1999/xhtml
3.3.4.2.2. Elementos de Salida
A los elementos de salida, al igual que para la entrada, se les escribe la variable a
la cual están referidos. El valor lógico del elemento de salida es determinado por el PLC
a partir de los elementos de entrada. El elemento de salida principal se denomina
Asignación o Bobina. Las bobinas son de tres tipos:
Asignación simple: su valor lógico es igual al resultado de la combinación de
los contactos en la rama. Si el resultado de la evaluación de los contactos es V
entonces la bobina será V; si el resultado es F, la bobina toma el valor F.
Puesta a uno (SET): cuando llega el valor V a esta bobina, su variable asociada
se pone y mantiene indefinidamente en estado V sin importar que a la bobina
llegue posteriormente un valor F. Una vez retenida la variable en el valor V, para
pasarla a F será necesario el uso de una bobina de puesta a 0.

74
Puesta a cero (RESET): Cuando llega un valor V a esta bobina, su variable
asociada se pone y mantiene indefinidamente en estado F sin importar que a la
bobina llegue posteriormente un valor F. la única manera de cambiar el estado de
la variable es usando una bobina de puesta a 1.
Otros tipos de elementos de salida son: Temporizadores, Contadores, Saltos,
Llamadas y Retornos.
Gráfico 20: Elementos de Salida.
Fuente: www.w3.org/1999/xhtml
Temporizadores: este tipo de dispositivo de salida trabajo bajo un tiempo de
retardo, el tiempo de retardo se lo puede calcular de la siguiente manera.
Gráfico 21: Temporizador.
Fuente: www.w3.org/1999/xhtml
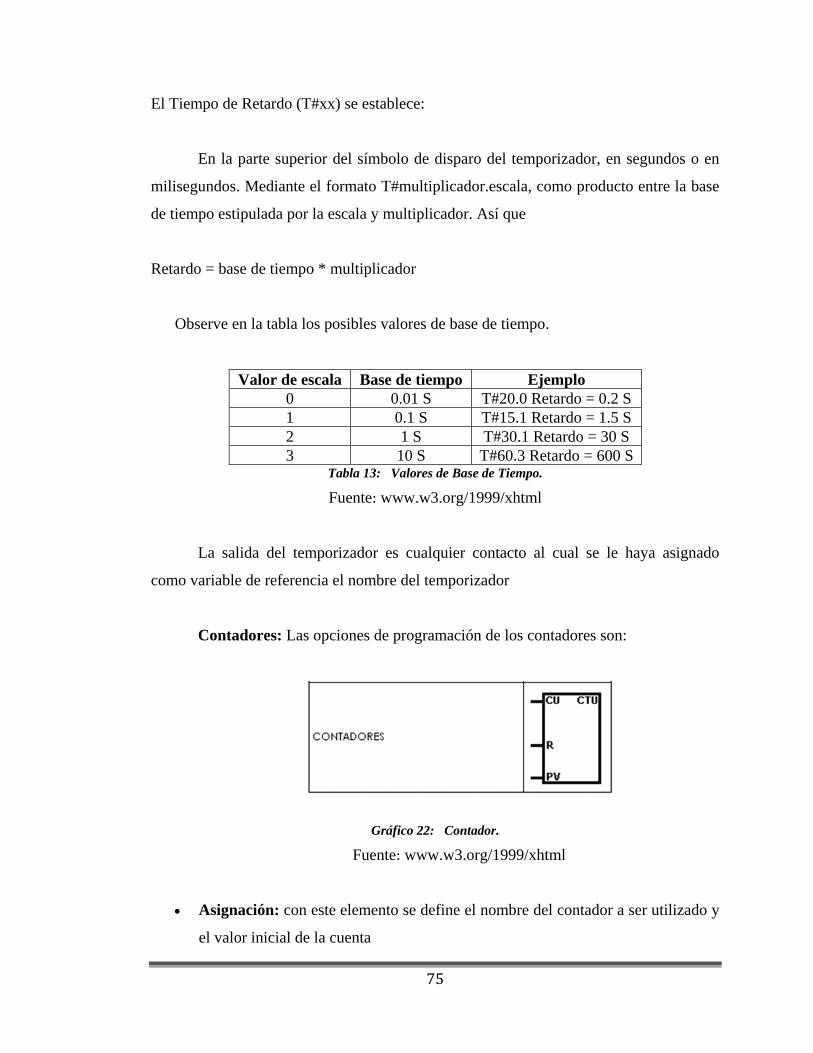
75
El Tiempo de Retardo (T#xx) se establece:
En la parte superior del símbolo de disparo del temporizador, en segundos o en
milisegundos. Mediante el formato T#multiplicador.escala, como producto entre la base
de tiempo estipulada por la escala y multiplicador. Así que
Retardo = base de tiempo * multiplicador
Observe en la tabla los posibles valores de base de tiempo.
Valor de escala Base de tiempo Ejemplo
0 0.01 S T#20.0 Retardo = 0.2 S
1 0.1 S T#15.1 Retardo = 1.5 S
2 1 S T#30.1 Retardo = 30 S
3 10 S T#60.3 Retardo = 600 S Tabla 13: Valores de Base de Tiempo.
Fuente: www.w3.org/1999/xhtml
La salida del temporizador es cualquier contacto al cual se le haya asignado
como variable de referencia el nombre del temporizador
Contadores: Las opciones de programación de los contadores son:
Gráfico 22: Contador.
Fuente: www.w3.org/1999/xhtml
Asignación: con este elemento se define el nombre del contador a ser utilizado y
el valor inicial de la cuenta

76
Cuenta ascendente: un flanco de subida en la entrada del elemento hace que el
valor de la cuenta se incremente en 1. El flanco de subida se define como el
cambio de una señal de F a V.
Cuenta descendente: con un flanco de subida se hace que el valor de la cuenta
descienda en 1.
Reposición: obliga a que el contador se reinicie con su valor inicial.
La salida de un contador es un contacto cuya variable de referencia sea el
nombre del contador, la variable es F mientras el valor de la cuenta sea 0 y es V si la
cuenta es diferente de 0.
3.4. Comunicaciones Industriales
El término “comunicaciones industriales” se refiere a la amplia gama de
dispositivos de hardware, programas de software, y protocolos de transferencia de datos
que forman una red que comunica entre sí computadores, controladores, instrumentos,
sensores y otros elementos utilizados en ambientes industriales. Dentro del desarrollo de
la tesis se va a describir el modelo OSI para redes de comunicaciones. También se
explicara las especificaciones que se deben conocer para conectar PLCs y otros
autómatas programables (APs) a un computador.
Finalmente se mencionan algunas de las redes industriales más utilizadas hoy en
día.
3.4.1. El Modelo OSI de 7 capas
El modelo OSI (Open System Interconnection) fue introducido hace décadas para
definir la forma de interconexión de elementos de redes por medio de una estructura de
siete capas como se muestra en la Tabla 2.10. Aunque este modelo es necesario para los
diseñadores de redes de comunicaciones, para el usuario común es transparente. Sin
embargo, conocer las bases de este modelo ayuda a los instaladores de redes a
comprender y escoger los elementos correctos.

77
CAPA NOMBRE DESCRIPCIÓN EJEMPLO
7 Aplicación Especificaciones y protocolos para
aplicaciones y usuarios de redes: cómo
enviar un
mensaje, cómo especificar el nombre de un
archivo, como responder a solicitudes, etc.
FTP,
SNMP,
SMTP,
HTTP,
Telnet,
HTTP
6 Presentación Representación de los datos. Traducción de
datos. Codificación y Decodificación.
5 Sesión Establecimiento de sesión de
comunicaciones. Seguridad.
4 Transporte Integridad de transferencia, corrección de
errores. Los datos son empaquetados en
tamaños manejables. Encargada de reenviar
mensajes fallidos, y no duplicar mensajes
correctos.
TCP, UDP
3 Red Asignación de dirección, métodos de
transmisión de paquetes, enrutamiento
IP
2 Enlace Asignación de dirección, métodos de
transmisión de paquetes, enrutamiento
Ethernet:
CSMA/CD
1 Física Asignación de dirección, métodos de
transmisión de paquetes, enrutamiento
Ethernet:
CSMA/CD Tabla 14: El Modelo OSI.
Fuente: National Instruments, Instrumentación y Control, 2004, año 2, Número 2
3.4.2. Redes Industriales
Llevan este nombre las redes de comunicaciones instaladas en ambientes industriales
como manufactura, laboratorios, bodegaje, etc. Se diferencian con las redes corporativas
utilizadas en ambientes “de oficina” en aspectos como robustez, inmunidad al ruido,
confiabilidad, etc.
3.4.3. Comunicaciones PC - AP
APs (Autómatas Programables) son aquellos equipos que cumplen funciones de
control automático de procesos. Esta clasificación incluye:
PLCs (Controladores Lógicos Programables).
Controladores de Procesos, equipos de lógica de control predeterminada con
parámetros configurables por el usuario (lazos PID, control On/Off, etc.).

78
Controladores de Tiempo Real (FieldPoint RT, tarjetas DAQ, PXI-RT).
Sensores con capacidad de comunicación o lógica de control asociada
(medidores de energía eléctrica, válvulas y sensores inteligentes, etc.).
Computadores equipados con el hardware y software necesarios para desempeñar
funciones de control.
Dada la aceptación universal de estos dispositivos en todo tipo de aplicaciones que
requieren control automático de procesos, es evidente la necesidad de conectarlos entre
ellos para ampliar las capacidades de control, y conectarlos a PCs para crear sistemas de
monitoreo, control interactivo, cambio de parámetros en línea, sistemas HMI y SCADA.
3.4.3.1. Especificaciones de Comunicaciones
Habiendo revisado las redes de comunicación industriales queda claro que para
comunicar un AP con un PC es necesario conocer las diferentes capas del modelo de
comunicaciones OSI que utiliza cada elemento de la red. En el caso más general se tiene
un AP (por ejemplo un PLC) y se requiere conectarlo a un computador. Las tres “piezas”
que se deben tomar en cuenta para la conexión son:
1. Red Física - conectores, cables, adaptadores...
2. Protocolo - Modbus, ASCII, Optomux...
3. Driver - software que comunica el programa de aplicación con el AP
hablando el protocolo indicado.
3.4.4. Redes Seriales
Serial es un protocolo de comunicaciones muy común en PCs e instrumentos.
Las tres versiones más utilizadas son:
RS-232 (ANSI/EIA-232) ha sido el puerto estándar en PCs compatibles IBM, aunque
actualmente está siendo reemplazado por USB, y en el futuro quizás por Firewire.
Utiliza conexión desbalanceada, referenciando cada señal a la tierra del puerto. Otra
característica es que solamente soporta conexión punto a punto (2 dispositivos).
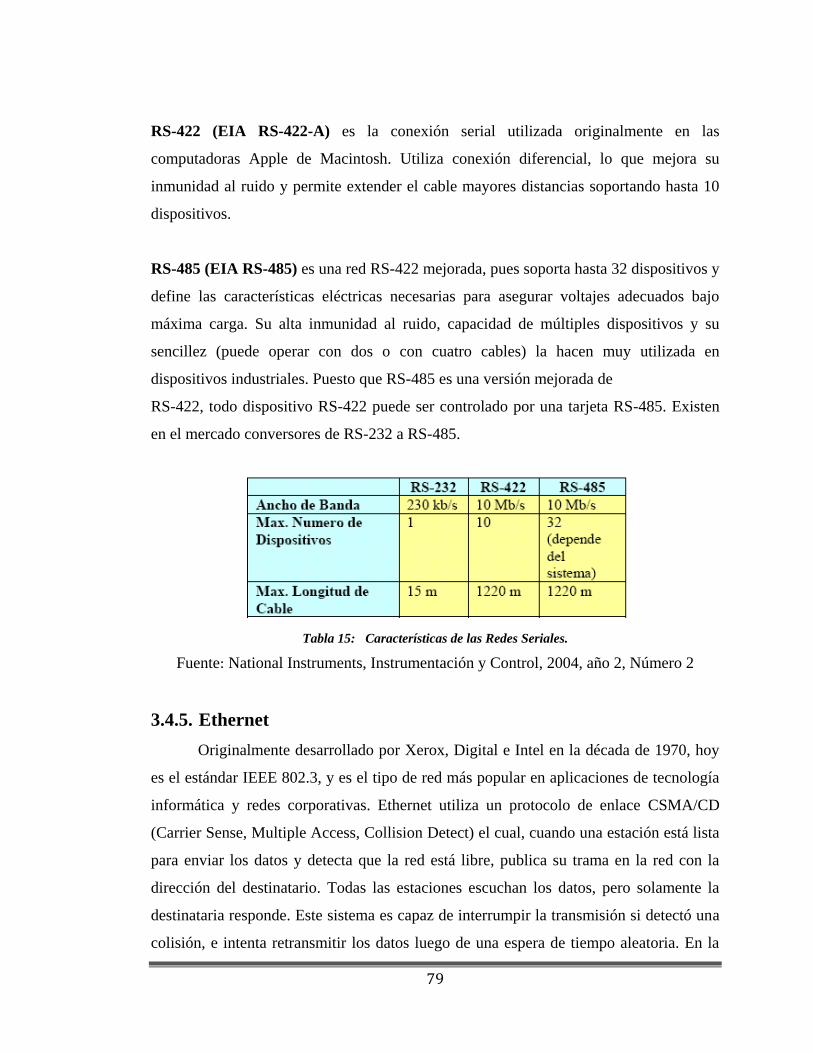
79
RS-422 (EIA RS-422-A) es la conexión serial utilizada originalmente en las
computadoras Apple de Macintosh. Utiliza conexión diferencial, lo que mejora su
inmunidad al ruido y permite extender el cable mayores distancias soportando hasta 10
dispositivos.
RS-485 (EIA RS-485) es una red RS-422 mejorada, pues soporta hasta 32 dispositivos y
define las características eléctricas necesarias para asegurar voltajes adecuados bajo
máxima carga. Su alta inmunidad al ruido, capacidad de múltiples dispositivos y su
sencillez (puede operar con dos o con cuatro cables) la hacen muy utilizada en
dispositivos industriales. Puesto que RS-485 es una versión mejorada de
RS-422, todo dispositivo RS-422 puede ser controlado por una tarjeta RS-485. Existen
en el mercado conversores de RS-232 a RS-485.
Tabla 15: Características de las Redes Seriales.
Fuente: National Instruments, Instrumentación y Control, 2004, año 2, Número 2
3.4.5. Ethernet
Originalmente desarrollado por Xerox, Digital e Intel en la década de 1970, hoy
es el estándar IEEE 802.3, y es el tipo de red más popular en aplicaciones de tecnología
informática y redes corporativas. Ethernet utiliza un protocolo de enlace CSMA/CD
(Carrier Sense, Multiple Access, Collision Detect) el cual, cuando una estación está lista
para enviar los datos y detecta que la red está libre, publica su trama en la red con la
dirección del destinatario. Todas las estaciones escuchan los datos, pero solamente la
destinataria responde. Este sistema es capaz de interrumpir la transmisión si detectó una
colisión, e intenta retransmitir los datos luego de una espera de tiempo aleatoria. En la

80
especificación estándar IEEE 802.3, Ethernet trabaja a 10 Mb/s, su topología es
multimodo, y soporta hasta 1,024 nodos en par trenzado, fibra óptica o cable coaxial.
Otras definiciones de Ethernet amplían sus características a100Mb/s,
autonegociación de velocidad, y la nueva tecnología Gigabit Ethernet amplía la
velocidad hasta 1000 Mb/s. Algunos medios físicos utilizados por Ethernet son cable
coaxial, par trenzado, y fibra óptica (definidos por 10Base5, 10Base2, 10BaseT,
10BaseF, etc.).
Es importante entender que Ethernet define solamente la capa física y de enlace,
más no el protocolo. Aunque para ambientes corporativos las redes Ethernet pueden
resultar muy económicas y sencillas de instalar, es necesario tomar en cuenta que para
ambientes industriales es preferible utilizar elementos más robustos, lo cual encarece su
costo.
Sin embargo, la creciente cantidad de dispositivos que soportan Ethernet, junto
con la estandarización de protocolos estándares en la industria como TCP/IP y OPC
hacen de esta red una elección atractiva para sistemas donde se requiere conectividad
abierta e interoperabilidad entre sistemas y plataformas. Existen por ejemplo
conversores GPIB/Ethernet, RS-232/Ethernet, etc.
3.4.6. Fieldbus
La Fundación Fieldbus es una organización de más de 120 compañías que
fabrican más del 80% de productos Fieldbus a nivel mundial. Fieldbus es una red
industrial diseñada específicamente para aplicaciones de control de procesos
distribuidos, creada sobre tecnologías existentes siempre que sea posible, incluyendo
trabajo conjunto con ISA, IEC, Profibus, FIP, y HART. La tecnología Fieldbus
contempla las capas física, de enlace (communications stack), y de Usuario (no definida
en el modelo OSI). No implementa las capas de 3 a 7 porque los servicios de éstas no
son requeridos en aplicaciones de control de procesos. Fieldbus utiliza dos Capas
Físicas: H1 (31.25 kb/s) y High- Speed Ethernet (HSE), que puede correr el mismo

81
protocolo Fieldbus a 10 ó 100 Mb/s. En la Capa de Enlace, el Communication Stack
hace de interfaz entre la capa de usuario y la capa física.
Fieldbus define una Capa de Usuario única basada en bloques de funciones que
permiten al usuario comunicarse y programar dispositivos Fieldbus como PLCs,
sensores y actuadores autónomos (puntos de Entrada/Salida ó E/S), permitiendo
distribuir el control en la red.
3.4.7. Profibus
Ahora reglamentado por el estándar alemán DIN 19245, es el sistema Fieldbus
líder en Europa y utilizado ampliamente en sistemas de control distribuido alrededor del
mundo. Más de 650 compañías componen el grupo de desarrollo de Profibus,
desarrollando su tecnología de modo que es aplicable tanto para aplicaciones de alta
velocidad y de tiempo crítico con los puntos de E/S, como en comunicaciones complejas
entre controladores. Varios modeles de PLCs de Siemens utilizan este protocolo. Se
necesitan tarjetas de comunicación RS-485 especiales.
3.4.8. Comunicación del PLC por medio de Relés de Interface
Para la fiabilidad de dispositivos de automatización industriales, cada vez será
más importante una separación galvánica segura. A tal efecto, las interfaces de relé o de
optoacoplador modernas cumplen múltiples funciones. Tanto en la técnica de
fabricación, para el equipamiento eléctrico de maquinaria o en la técnica de control para
la distribución de energía, automatización de edificios y técnica de procedimientos, en
cualquier caso se trata de garantizar el intercambio de señales entre la periferia de
proceso y los sistemas de mando y control de prioridad centralizados. Con un
funcionamiento seguro, sin potencial y con condiciones eléctricas unívocas.
Los relés de interface son la interfaz entre el aparato de automatización y la
periferia de la instalación con alta potencia de conmutación, disponible como interfaz de
relé o de optoacoplador enchufable.

82
Gráfico 23: Relés Interface-PLC.
Fuente: www.phoenixcontact.es/global_styles/styles65.css
Los componentes de interfaz eléctricos seguros deben presentar, entre otras cosas,
las siguientes características:
acoplamiento de niveles de señal diferentes.
separación galvánica segura entre la entrada y salida.
amplificación de señales de baja potencia.
alta insensibilidad a parásitos y
posibilidad de configuración flexible.
Los modernos módulos de interfaz satisfacen plenamente este planteamiento. En
la práctica se utiliza una interfaz de relé cuando se exige una configuración flexible de la
interfaz con gran campo de potencia de ruptura y posibilidades de combinación de
diferentes tipos de contactos. Otras características importantes de las interfaces de relé:
separación galvánica entre contactos abiertos.
independientemente del tipo de corriente de conmutación (continua y alterna).
alta resistencia momentánea a sobrecarga en caso de cortocircuito o de puntas de
tensión.
interferencia prácticamente nula debida a campos electromagnéticos.
operación sencilla.

83
3.5. Análisis y Determinación del PLC a Utilizar
Existen diversos parámetros que es indispensable analizar y comparar antes de
usar un PLC y de esta manera asegurar su comunicación y funcionamiento correcto.
Ahora considerando que es necesario comunicar el PLC con el UTR instalado en
la Presa Daniel Palacios “Hidropaute”, con la finalidad que el UTR se comunique con el
CCG (SCADA “XA21”) vía Fibra Óptica con la ayuda de una de las líneas de 13.8 KV
que va desde la Central Paute Molino hasta la Presa Daniel Palacios, se tomara en cuenta
las características de comunicación solicitadas.
Con la finalidad de que el PLC termine actuando como un esclavo del UTR ya
instalado en la presa, y analizando una de las múltiples formas de comunicar un PLC
expuestas en el apartado anterior, se puede establecer que los relés de interface son la
mejor alternativa para esta aplicación.
Por lo tanto al tener ya clara la forma de comunicar el PLC con los sensores y
actuadores que intervienen en el presente diseño de control, y tomando en cuenta las
características solicitadas tanto como las bondades que nos ofrecen los PLC en el
mercado, se puede decidir por utilizar un PLC de la familia de los SIEMENS como es el
S7-200, por su compatibilidad con las características de comunicación, por la facilidad
para conseguirlo en nuestro medio y por las múltiples ventajas que se expondrá a
continuación.
3.5.1. PLC S7-200
El micro-PLC S7-200 conquista cada vez más campos de aplicación, puesto que
es muy potente, su precio es sumamente atractivo y es muy fácil de usar.

84
Gráfico 24: SIMATIC S7-200.
Fuente: Autómatas programables, Programación avanzada, Familia de PLCs Simatic S7-200.
Por principio, todos los PLC SIMATIC trabajan de forma cíclica. Durante el
funcionamiento cíclico, primero se leen los estados en las entradas, memorizándose en la
imagen de proceso de las entradas (PAE). Con estas informaciones trabaja luego el
programa de control cuando se ejecuta.
De acuerdo a la lógica definida en el programa se modifica el estado de las
salidas depositadas en la imagen de proceso de las salidas (PAA). En la última etapa del
ciclo, los estados memorizados en la PAA se transfieren a las salidas físicas.
Seguidamente comienza de nuevo el ciclo.
Un ciclo dura normalmente entre 3 y 10 ms. La duración depende del número y
tipo de instrucciones (operaciones) utilizadas.
El ciclo consta de dos partes principales:
1) Tiempo del sistema operativo, normalmente 1 ms; corresponde con las
fases 1 y 3

85
2) Tiempo para ejecutar las instrucciones; corresponde con la fase 2.
Por otro lado, el ciclo sólo se ejecuta cuando “trabaja“ el PLC, es decir cuando se
encuentra en el estado “RUN”.
Gráfico 25: Forma Cíclica de Trabajo de los PLC SIMATIC.
Fuente: SIMENS, Microsistema SIMATIC S7-200, Edición 01/2000.
3.5.1.1. CPU S7-200
La CPU S7-200 incorpora en una carcasa compacta un microprocesador, una
fuente de alimentación integrada, así como circuitos de entrada y de salida que

86
conforman un potente Micro-PLC (v. fig. 2.22). Tras haber cargado el programa en el
S7-200, éste contendrá la lógica necesaria para observar y controlar los aparatos de
entrada y salida de la aplicación.
Gráfico 26: Forma Cíclica de Trabajo de los PLC SIMATIC.
Fuente: SIMENS, Microsistema SIMATIC S7-200, Edición 01/2000.
Siemens ofrece diferentes modelos de CPUs S7-200 que incorporan una gran
variedad de funciones y prestaciones para crear soluciones efectivas de automatización
destinadas a numerosas aplicaciones. En la tabla 2.13 se comparan de forma resumida
algunas de las funciones de la CPU.
CAPACIDADES DE LAS DISTINTAS CPU´s.
Las CPUs S7-200 221, 222, 224, 224XP y 226 incluyen:
Nuevo soporte de hardware de las CPUs: opción para desactivar la edición en
modo RUN con objeto de incrementar la memoria del programa. La CPU 224XP
soporta entradas y salidas analógicas integradas y dos puertos de comunicación.
La CPU 226 incorpora filtros de entradas y captura de impulsos.
Nuevo soporte del cartucho de memoria: Explorador S7-200, transferencias al
cartucho de memoria, comparaciones y selecciones de programación.
STEP 7-Micro/WIN (versión 4.0) es un paquete de software de programación de
32 bits para el S7-200 que incluye:

87
Nuevas herramientas que soportan las últimas mejoras de las CPUs: Panel de
autosintonización PID, asistente de control de posición integrado en los PLCs,
asistente de registros de datos y asistente de recetas.
Nueva herramienta de diagnóstico: configuración del LED de diagnóstico.
Nuevas operaciones: Horario de verano (READ_RTCX y SET_RTCX),
Temporizadores de intervalos (BITIM, CITIM), Borrar evento de interrupción
(CLR_EVNT) y LED de diagnóstico
(DIAG_LED).
Unidades de organización del programa y librerías mejoradas: nuevas constantes
de cadena, direccionamiento indirecto soportado en más tipos de memoria,
soporte mejorado de la parametrización de lectura y escritura de la librería USS
para los accionamientos maestros de Siemens.
Bloque de datos mejorado: páginas del bloque de datos, incremento automático
del bloque de datos.
Mejoras de uso de STEP 7-Micro/WIN

88
Función CPU 221 CPU 222 CPU 224 CPU 224XP CPU 226
Dimensiones físicas
(mm)
90 x 80 x
62 90 x 80 x 62 120,5 x 80 x 62 140 x 80 x 62 190 x 80 x 62
Memoria del programa
con edición en runtime
sin edición en runtime
4096 bytes
4096 bytes
4096 bytes
4096 bytes
8192 bytes
12288 bytes
12288 bytes
16384 bytes
16384 bytes
24576 bytes
Memoria de datos 2048 bytes 2048 bytes 8192 bytes 10240 bytes 10240 bytes
Memoria de backup 50 horas
(típ.) 50 horas (típ.)
100 horas
(típ.)
100 horas
(típ.)
100 horas
(típ.)
E/S integradas
Digitales
Analógicas
6 E/4 S
-
8 E/6 S
-
14 E/10 S
-
14 E/10 S
2 E/1 S
24 E/16 S
-
Módulos de ampliación 0 módulos 2 módulos 7 módulos 7 módulos 7 módulos
Contadores rápidos
Fase simple
Dos fases
4 a 30 kHz
2 a 20 kHz
4 a 30 kHz
2 a 20 kHz
6 a 30 kHz
4 a 20 kHz
4 a 30 kHz
2 a 200 kHz
3 a 20 kHz
1 a 100 kHz
6 a 30 kHz
4 a 20 kHz
Salidas de impulsos
(c.c.) 2 a 20 kHz 2 a 20 kHz 2 a 20 kHz 2 a 100 kHz 2 a 20 kHz
Potenciómetros
analógicos 1 1 2 2 2
Reloj de tiempo real Cartucho Cartucho Incorporado Incorporado Incorporado
Puertos de
comunicación 1 RS-485 1 RS-485 1 RS-485 2 RS-485 2 RS-485
Aritmética en coma flotante Sí
Tamaño de la imagen de
E/S digitales 256 (128 E / 128 S)
Velocidad de ejecución
booleana 0,22 microsegundos/operación
Tabla 16: Comparación de las CPUs S7-200.

89
3.5.1.2. Expansión Disponible en el S7-200
El S7-221 viene con 6 entradas y 4 salidas digitales y no es expandible.
El S7-222, con 8 entradas y 6 salidas digitales acepta hasta 2 módulos de
expansión.
El S7-224 y S7-226 cada uno acepta hasta 7 módulos de expansión
.
Gráfico 27: Expansión Disponible en el S7-200.
Fuente: Autómatas programables, Programación avanzada, Familia de PLCs Simatic S7-200.
3.5.1.3. El Cable Convertidor RS485/RS232 PPI
Se requiere un cable especial cuando se usa una PC para programar al PLC. Este
cable llamado PC/PPI, permite que la interface serie del PLC se comunique con el
puerto serie de la PC. Los DIP switches del cable son usados para seleccionar la
velocidad apropiada (baud rate) para pasar la información entre el PLC y la
computadora.
.
Gráfico 28: Conexión de la PC al PLC.
Fuente: Autómatas programables, Programación avanzada, Familia de PLCs Simatic S7-200.

90
3.5.1.4. Componentes de un PLC S7-200
La memoria de los PLC´s S7-200 está dividida en tres áreas que son:
• Programa
• Datos
• Parámetros Configurables
El espacio de programa contiene el programa. Esta área de memoria controla la
forma en el que se usan el espacio de datos y los puntos de E/S.
El diagrama de escalera o el listado de instrucciones se escriben usando un
dispositivo de programación y después se cargan en esta área de memoria
El espacio de datos es usado como área de trabajo con memoria para cálculos,
almacén temporal de resultados intermedios, y constantes. Incluye localidades para
dispositivos como los Timers, Contadores y Entradas y Salidas Análogas, puede
accesarse bajo el control del programa. El espacio de parámetros configurables almacena
tanto los parámetros por default como los modificados.
3.5.1.5. Comunicación en Redes
El S7-200 se ha diseñado para solucionar las tareas de comunicación en redes,
soportando redes tanto sencillas como complejas. El S7-200 incorpora herramientas que
facilitan la comunicación con otros equipos (por ejemplo, impresoras y balanzas) que
utilizan sus propios protocolos de comunicación.
STEP 7-Micro/WIN permite instalar y configurar la red de forma rápida y sencilla.
91
44.. DDiisseeññoo ddeell CCoonnttrrooll ddee
llaass CCoommppuueerrttaass,,
AAsseegguurraannddoo llaa
CCoommuunniiccaacciióónn ccoonn eell
SSiisstteemmaa SSCCAADDAA
4. Diseño del Control de las Compuertas, Asegurando la Comunicación
con el Sistema SCADA………………………………………………...91
4.1. Introducción………………………………………………….92
4.2. Análisis de Requerimientos………………………………...93
4.3. Programación del PLC………………………………………98
4.4. Comunicación con el Sistema SCADA (XA - 21)………..117
92
4.1. Introducción
El S7-200 ejecuta continuamente el programa para controlar una tarea o un
proceso. El programa se crea con STEP 7-Micro/WIN y se carga en el S7-200. STEP 7-
Micro/WIN ofrece diversas herramientas y funciones para crear, implementar y
comprobar el programa de usuario.
Ahora se puede decir que existen diversos métodos para crear una solución de
automatización con un Micro-PLC. Las reglas generales siguientes se aplicaran para
desarrollar este proyecto.
Estructurar el proceso o la instalación
Divida el proceso o la instalación en secciones independientes, (compuertas
radiales), desagüe de fondo (compuertas Ring Follower) (compuertas Cono Hueco)
(bombas de drenaje). Estas secciones determinan los límites entre los diversos sistemas
de automatización e influyen en las descripciones de las áreas de funciones y en la
asignación de recursos.
Especificar las unidades funcionales
Describa las funciones de cada sección del proceso o de la instalación. Considere
los siguientes aspectos: entradas y salidas, descripción del funcionamiento de la
operación, estados que se deben alcanzar antes de ejecutar funciones con cada uno de los
actuadores (electroválvulas, motores, accionamientos, etc.), descripción de la interfaz de
operador y de las uniones con otras secciones del proceso o de la instalación.
Diseñar los circuitos de seguridad
Determine qué aparatos requieren un cableado permanente por motivos de
seguridad. Si fallan los sistemas de automatización, puede ocurrir un arranque
inesperado o un cambio en el funcionamiento de las máquinas. En este caso, pueden
producirse lesiones graves o daños materiales. Por tanto, es preciso utilizar dispositivos

93
de protección contra sobrecargas electromecánicas que funcionen independientemente
del S7-200, evitando así las condiciones inseguras.
Crear una lista de nombres simbólicos (opcional)
Si desea utilizar nombres simbólicos para el direccionamiento, elabore una lista
de nombres simbólicos para las direcciones absolutas. Incluya no sólo las entradas y
salidas físicas, sino también todos los demás elementos que utilizará en el programa.
4.2. Análisis de Requerimientos
Un bloque de programa incluye el código ejecutable y los comentarios. El código
ejecutable comprende el programa principal, así como subrutinas y/o rutinas de
interrupción (opcionales). El código se compila y se carga en el S7-200, a excepción de
los comentarios del programa. Las unidades de organización (programa principal,
subrutinas y rutinas de interrupción) sirven para estructurar el programa de control.
A continuación se analizará el tipo de CPU que se puede usar, tomando en cuenta
los números de entradas y salidas que requieren cada uno de los procesos.
4.2.1. Análisis de Requerimientos Compuertas Radiales
Descifrados los planos de control de las compuertas radiales de los aliviaderos de
la presa, se logro detectar 9 entradas y 6 salidas para la programación del PLC, estas
entradas y salidas se las detalla en la tabla 3.1 a continuación, en donde ya se les asigna
una dirección de entrada (I) o una salida (Q).
ENTRADAS
I0.0 PBS PARADA
I0.1 PBF SUBIR-abrir
I0.2 PBR BAJAR- cerrar
I0.3 LS1 TOT. ABIERTA
I0.4 LS2 TOT. CERRADA
I0.5 LS3 MUY ABIERTA
EMERGENCIA
I0.6 3E SOBRECARGA

94
I0.7 T TÉRMICO
I1.0 SSW RESIST.
ANTICONDENSADO
SALIDAS
Q0.0 MCF COMPUERTA ABRIENDO
Q0.1 MCR COMPUERTA
CERRANDO
Q0.2 MC1 CONTAC 1
CALENTAMIENTO
Q0.3 MC2 CONTAC 2
CALENTAMIENTO
Q0.4 MC3 FRENOS MAGNÉTIC-
BOBINA
Q0.5 SH RESIST.
ANTICONDENSADO Tabla 17: Determinación de Entradas y Salidas (Compuertas Radiales).
Consecuentemente con 9 entradas y 6 salidas detectadas, sería recomendable
utilizar un PLC S7-200 con un CPU 224 que contiene 14 Entradas y 10 Salidas.
4.2.2. Análisis de Requerimientos Desagüe de Fondo
Para el presente análisis se ha considerado conveniente separar el desagüe de
fondo en dos partes como son compuertas ring follower, de by-pass y limpieza, que se
sirven del grupo oleodinámico para desarrollar su labor de apertura o cierre de
compuertas; y por otro lado las compuertas Cono Hueco que son netamente eléctricas y
que también forman parte del Desagüe de Fondo.
4.2.2.1. Análisis de Requerimientos Compuertas RING FOLLOWER,
de BY-PASS y Limpieza
Luego de que se cumplió con el análisis de los planos de control del desagüe de
fondo, se logró detectar 37 entradas y 15 salidas para la programación del PLC,
considerando únicamente compuertas Ring Follower, de By-pass y limpieza, para luego
analizar por separado las compuertas CONO HUECO.

95
Las entradas y salidas detectadas en este análisis se las detalla en la tabla 3.2 a
continuación, en donde ya se les asigna una dirección de entrada (I) o una salida (Q).
ENTRADAS
I0.0 63QE Desactiva RRA
I0.1 63QI Activa RRA.
I0.2 PLB1 Activa B1 (by-pass y limpieza)
I0.3 PLB2 Activa B2 (by-pass y limpieza)
I0.4 PB1 Activa B1 (compuertas ring follower)
I0.5 PB2 Activa B2 (compuertas ring follower)
I0.6 PB12 Activa B1+B2 (compuertas ring follower)
I0.7 BP1O Apertura by-pass 1
I1.0 BP1C Cierre by-pass 1
I1.1 BP2O Apertura by-pass 2
I1.2 BP2C Cierre by-pass 2
I1.3 FCABP1 Fin carrera ABIERTO by-pass 1
I1.4 FCABP2 Fin carrera ABIERTO by-pass 2
I1.5 FCCBP1 Fin carrera CERRADO by-pass 1
I1.6 FCCBP2 Fin carrera CERRADO by-pass 2
I1.7 PA1 Apertura compuerta ring follower 1
I2.0 PC1 Cierre compuerta ring follower 1
I2.1 PA2 Apertura compuerta ring follower 2
I2.2 PC2 Cierre compuerta ring follower 2
I2.3 FCA1 Fin carrera ABIERTA compuerta ring follower 1
I2.4 FCA2 Fin carrera ABIERTA compuerta ring follower 2
I2.5 FCC1 Fin carrera CERRADA compuerta ring follower 1
I2.6 FCC2 Fin carrera CERRADA compuerta ring follower 2
I2.7 SL1O Apertura válvula de limpieza 1
I3.0 SL1C Cierre válvula de limpieza 1
I3.1 SL2O Apertura válvula de limpieza 2
I3.2 SL2C Cierre válvula de limpieza 2
I3.3 FCAL1 Fin carrera ABIERTA válvula de limpieza 1
I3.4 FCAL2 Fin carrera ABIERTA válvula de limpieza 2
I3.5 FCCL1 Fin carrera CERRADA válvula de limpieza 1
I3.6 FCCL2 Fin carrera CERRADA válvula de limpieza 2
I3.7 63QIC1 Impedimento en cierre ring follower 1
I4.0 63QIC2 Impedimento en cierre ring follower 2
I4.1 PRC1 Reponer impedimento en cierre RF1
I4.2 PRC2 Reponer impedimento en cierre RF2
I4.3 RAP Desactiva B1 y B2 por sobrepresión

96
I4.4 PAP1 Reponer la desactivación RAP
I4.5 CMA Interruptor comando manual-automático.
SALIDAS
Q0.0 BM1 B1 en funcionamiento
Q0.1 BM2 B2 en funcionamiento
Q0.2 20QAB1 Apertura by-pass 1
Q0.3 20QAB2 Apertura by-pass 2
Q0.4 20QCB1 Cierre by-pass 1
Q0.5 20QCB2 Cierre by-pass 2
Q0.6 20QA1 Apertura compuerta ring follower 1
Q0.7 20QA2 Cierre compuerta ring follower 2
Q1.0 20QT Intercepta flujo de aceite hacia los acumuladores
Q1.0 20QAL1 Apertura válvula de limpieza 1
Q1.2 20QAL2 Apertura válvula de limpieza 2
Q1.3 20QCL1 Cierre válvula de limpieza 1
Q1.4 20QCL2 Cierre válvula de limpieza 2
Q1.5 20QC1 Cierre compuerta ring follower 1
Q1.6 20QC2 Cierre compuerta ring follower 2 Tabla 18: Determinación de Entradas y Salidas (Desagüe de Fondo).
Consecuentemente con 38 entradas y 15 salidas detectadas, sería recomendable
utilizar un PLC SIMATIC S7-200 con un CPU 226 que contiene 24 Entradas y 16
Salidas, además este CPU 226 tiene la capacidad de colocar hasta 7 módulos de
ampliación, por lo que al colocar solamente dos módulos de ampliación de 8 entradas
cada uno, se estaría satisfaciendo los requerimientos de entradas y salidas.
4.2.2.2. Análisis de Requerimientos Compuertas Con Hueco
Con respecto a las compuertas CONO HUECO, al finalizar el análisis se
detectaron 16 entradas y 4 salidas.
Las entradas y salidas detectadas en este análisis se las detalla en la tabla 3.3 a
continuación, en donde ya se les asigna una dirección de entrada (I) o una salida (Q).
ENTRADAS
I0.0 S11 Parar en cualquier lugar CONO HUECO 1
I0.1 S21 Abrir compuerta CONO HUECO 1
I0.2 S31 Cerrar compuerta CONO HUECO 1

97
I0.3 F41 Interruptor térmico 1
I0.4 TSO1 switch de torque apertura CH1
I0.5 TSC1 switch de torque cierre CH1
I0.6 LS41 fin carrera, limite de apertura CH1
I0.7 LS81 fin carrera, limite de cierre CH1
I1.0 S12 Parar en cualquier lugar CONO HUECO 2
I1.1 S22 Abrir compuerta CONO HUECO 2
I1.2 S32 Cerrar compuerta CONO HUECO 2
I1.3 F42 Interruptor térmico 2
I1.4 TSO2 switch de torque apertura CH2
I1.5 TSC2 switch de torque cierre CH2
I1.6 LS42 fin carrera, limite de apertura CH2
I1.7 LS82 fin carrera, limite de cierre CH2
SALIDAS
Q0.0 Q11 Apertura cono hueco 1
Q0.1 Q21 Cierre cono hueco 1
Q0.2 Q12 Apertura cono hueco 2
Q0.3 Q22 Cierre cono hueco 2 Tabla 19: Determinación de Entradas y Salidas (Con hueco, Desagüe de Fondo).
Consecuentemente con 16 entradas y 4 salidas detectadas, sería recomendable
utilizar un PLC SIMATIC S7-200 con un CPU 222 que contiene 8 Entradas y 6 Salidas,
además este CPU 222 tiene la capacidad de colocar hasta 2 módulos de ampliación, por
lo que al colocar un módulo de ampliación de 8 entradas se estaría satisfaciendo los
requerimientos de entradas y salidas.
4.2.3. Análisis de Requerimientos Bombas de Drenaje
Finalmente al termino del análisis sobre los planos de control concernientes a las
bombas de drenaje de la presa, se logró detectar 14 entradas y 3 salidas para la
programación del PLC, estas entradas y salidas se las detalla en la tabla 3.4 a
continuación, en donde ya se les asigna una dirección de entrada (I) o una salida (Q).
ENTRADAS
I0.0 S0 Sensor de nivel 0 (ALTURA 1830,50)
I0.1 S1 Sensor de nivel 1 (ALTURA 1834)
I0.2 S2 Sensor de nivel 2 (ALTURA 1834,50)
I0.3 SH1 Flotador bomba centrifuga (desconecta a 1832) y

98
(conecta a 1834,60)
I0.4 PAR1 Parada bomba 1
I0.5 ARRAN1 Arranque bomba 1
I0.6 PAR2 Parada bomba 2
I0.7 ARRAN2 Arranque bomba 2
I1.0 TR8 Parada bomba centrifuga
I1.1 CL8 Arranque bomba centrifuga
I1.2 BMA Selector AUTO / MANUAL
I1.3 TERMICO_B1 Interruptor térmico bomba sumergible 1
I1.4 TERMICO_B2 Interruptor térmico bomba sumergible 2
I1.5 TERMICO_BC Interruptor térmico bomba centrifuga
SALIDAS
Q0.0 B1 MARCHA B1 sumergible
Q0.1 B2 MARCHA B2 sumergible
Q0.2 X1 MARCHA BOMBA CENTRIFUGA de respaldo Tabla 20: Determinación de Entradas y Salidas (Bombas de Drenaje).
Consecuentemente con 14 entradas y 3 salidas detectadas, sería recomendable
utilizar un PLC SIMATIC S7-200 con un CPU 222, que contiene 8 Entradas con 6
Salidas y gracias a la capacidad de este CPU conectar un modulo de ampliación de 8
entradas, con lo que sería suficiente para satisfacer los requerimientos de entradas y
salidas para la programación de la operación de las bombas de drenaje.
4.3. Programación del PLC
En base a lo estudiado en los capítulos anteriores, se procederá a la elaboración
de los programas para la operación de las compuertas radiales, desagüe de fondo y
bombas de drenaje.
Para la creación de los programas se usará STEP 7-Micro/WIN, como muestra
el gráfico 29.
STEP 7-Micro/WIN ofrece una interfaz de usuario cómoda para crear el
programa de control.

99
Gráfico 29: STEP 7 – MICRO WIN.
Fuente: Programa STEP 7-MICRO/WIN V4.0.
Las barras de herramientas incorporan botones de método abreviado para los
comandos de menú de uso frecuente. Estas barras se pueden mostrar u ocultar.
La barra de navegación comprende iconos que permiten acceder a las diversas
funciones de programación de STEP 7-Micro/WIN.
En el árbol de operaciones se visualizan todos los objetos del proyecto y las
operaciones para crear el programa de control. Para insertar operaciones en el programa,
puede utilizar el método de “arrastrar y soltar” desde el árbol de operaciones, o bien
hacer doble clic en una operación con objeto de insertarla en la posición actual del
cursor en el editor de programas.
El editor de programas contiene el programa y una tabla de variables locales
donde se pueden asignar nombres simbólicos a las variables locales temporales. Las

100
subrutinas y las rutinas de interrupción se visualizan en forma de fichas en el borde
inferior del editor de programas. Para acceder a las subrutinas, a las rutinas de
interrupción o al programa principal, haga clic en la ficha en cuestión.
Gráfico 30: STEP 7 – MICRO WIN (Tabla de Variables Locales).
Fuente: Programa STEP 7-MICRO/WIN V4.0.
STEP 7-Micro/WIN incorpora los tres editores de programas siguientes:
Esquema de contactos (KOP), Lista de instrucciones (AWL) y Diagrama de
funciones (FUP). Con algunas restricciones, los programas creados con uno de estos
editores se pueden visualizar y editar con los demás.
Funciones del editor AWL
El editor AWL visualiza el programa textualmente. Permite crear programas de
control introduciendo la nemotécnica de las operaciones. El editor AWL sirve para crear
ciertos programas que, de otra forma, no se podrían programar con los editores KOP ni
FUP. Ello se debe a que AWL es el lenguaje nativo del S7-200, a diferencia de los
editores gráficos, sujetos a ciertas restricciones para poder dibujar los diagramas

101
correctamente. Como muestra la figura 31, esta forma textual es muy similar a la
programación en lenguaje ensamblador.
El S7-200 ejecuta cada operación en el orden determinado por el programa, de
arriba a abajo, reiniciando después arriba. AWL utiliza una pila lógica para resolver la
lógica de control. El usuario inserta las operaciones AWL para procesar las operaciones
de pila.
Gráfico 31: Programa de Ejemplo AWL.
Fuente: Manual del sistema de automatización S7-200, SIMATIC, edición 08/2005
Considere los siguientes aspectos importantes cuando desee utilizar el editor AWL:
El lenguaje AWL es más apropiado para los programadores expertos.
En algunos casos, AWL permite solucionar problemas que no se podrían resolver
fácilmente con los editores KOP o FUP.
El editor AWL soporta sólo el juego de operaciones SIMATIC.
En tanto que el editor AWL se puede utilizar siempre para ver o editar programas
creados con los editores KOP o FUP, lo contrario no es posible en todos los
casos. Los editores KOP o FUP no siempre se pueden utilizar para visualizar un
programa que se haya creado en AWL.
Funciones del editor KOP
El editor KOP visualiza el programa gráficamente, de forma similar a un
esquema de circuitos.
Los programas KOP hacen que el programa emule la circulación de corriente
eléctrica desde una fuente de alimentación, a través de una serie de condiciones lógicas
de entrada que, a su vez, habilitan condiciones lógicas de salida. Los programas KOP
incluyen una barra de alimentación izquierda que está energizada.

102
Los contactos cerrados permiten que la corriente circule por ellos hasta el
siguiente elemento, en tanto que los contactos abiertos bloquean el flujo de energía.
La lógica se divide en segmentos (”networks”). El programa se ejecuta un
segmento tras otro, de izquierda a derecha y luego de arriba a abajo. El gráfico 32
muestra un ejemplo de un programa KOP. Las operaciones se representan mediante
símbolos gráficos que incluyen tres formas básicas.
Gráfico 32: Programa de Ejemplo KOP.
Fuente: Manual del sistema de automatización S7-200, SIMATIC, edición 08/2005.
Los contactos representan condiciones lógicas de entrada, tales como
interruptores, botones o condiciones internas.
Las bobinas representan condiciones lógicas de salida, tales como lámparas,
arrancadores de motor, relés interpuestos o condiciones internas de salida.
Los cuadros representan operaciones adicionales, tales como temporizadores,
contadores u operaciones aritméticas.

103
Considere los siguientes aspectos importantes cuando desee utilizar el editor
KOP:
El lenguaje KOP les facilita el trabajo a los programadores principiantes.
La representación gráfica es fácil de comprender, siendo popular en el mundo
entero.
El editor KOP se puede utilizar con los juegos de operaciones SIMATIC e IEC
1131-3.
El editor AWL se puede utilizar siempre para visualizar un programa creado en
KOP SIMATIC.
Funciones del editor FUP
El editor FUP visualiza el programa gráficamente, de forma similar a los
circuitos de puertas lógicas. En FUP no existen contactos ni bobinas como en el editor
KOP, pero sí hay operaciones equivalentes que se representan en forma de cuadros.
El gráfico 33 muestra un ejemplo de un programa FUP. El lenguaje de
programación FUP no utiliza las barras de alimentación izquierda ni derecha. Sin
embargo, el término “circulación de corriente” se utiliza para expresar el concepto
análogo del flujo de señales por los bloques lógicos FUP.
Gráfico 33: Programa de Ejemplo FUP.
Fuente: Manual del sistema de automatización S7-200, SIMATIC, edición 08/2005.
El recorrido “1” lógico por los elementos FUP se denomina circulación de
corriente. El origen de una entrada de circulación de corriente y el destino de una salida
de circulación de corriente se pueden asignar directamente a un operando.
La lógica del programa se deriva de las conexiones entre las operaciones de
cuadro. Ello significa que la salida de una operación (por ejemplo, un cuadro AND) se

104
puede utilizar para habilitar otra operación (por ejemplo, un temporizador), con objeto
de crear la lógica de control necesaria. Estas conexiones permiten solucionar numerosos
problemas lógicos.
Considere los siguientes aspectos importantes cuando desee utilizar el editor
FUP:
El estilo de representación en forma de puertas gráficas se adecúa especialmente
para observar el flujo del programa.
El editor FUP soporta los juegos de operaciones SIMATIC e IEC 1131-3.
El editor AWL se puede utilizar siempre para visualizar un programa creado en
SIMATIC FUP.
105
4.3.1. Programación (COMPUERTAS RADIALES) - DIAGRAMA
ESQUEMÁTICO
En el anexo 13 se presenta:
La tabla de símbolos usada para la programación de las compuertas radiales.
La programación en esquema de contactos (KOP).
La programación en lista de instrucciones (AWL).
La programación en diagrama de funciones (FUP).
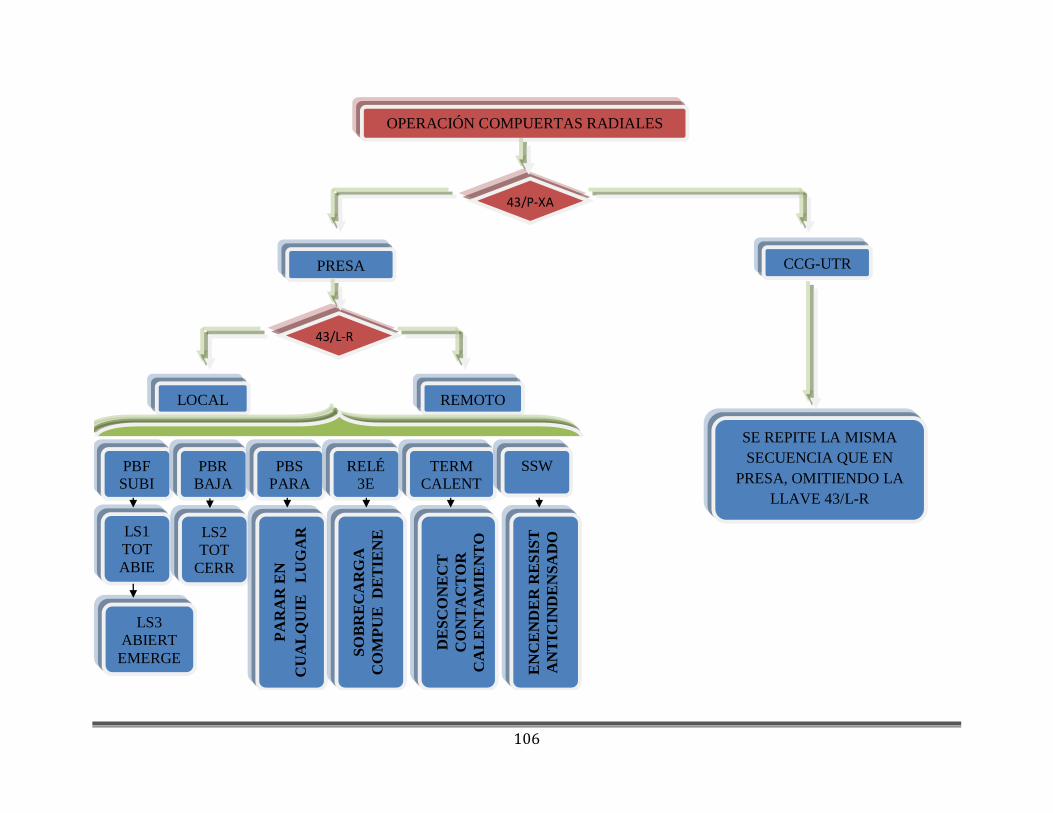
106
OPERACIÓN COMPUERTAS RADIALES
43/P-XA
CCG-UTR PRESA
43/L-R
LOCAL REMOTO
PBF SUBI
R
PBR BAJA
PBS PARA
RELÉ 3E
TERM CALENT
A
LS1
TOT
ABIE
R
LS3
ABIERT
EMERGE
R
LS2
TOT
CERR
R
PA
RA
R E
N
CU
AL
QU
IE L
UG
AR
SO
BR
EC
AR
GA
CO
MP
UE
D
ET
IEN
E
DE
SC
ON
EC
T
CO
NT
AC
TO
R
CA
LE
NT
AM
IEN
TO
SSW
EN
CE
ND
ER
RE
SIS
T
AN
TIC
IND
EN
SA
DO
SE REPITE LA MISMA
SECUENCIA QUE EN
PRESA, OMITIENDO LA
LLAVE 43/L-R

107
4.3.2. Programación DESAGUE DE FONDO (COMPUERTAS RING
FOLLOWER, COMPUERTAS DE BY PASS Y COMPUERTAS DE
LIMPIEZA) – DIAGRAMA ESQUEMÁTICO
En el anexo 14 se presenta:
La tabla de símbolos usada para la programación del desagüe de fondo.
La programación en esquema de contactos (KOP).
La programación en lista de instrucciones (AWL).
La programación en diagrama de funciones (FUP).

108
OPERACIÓN DESAGUE DE FONDO
S1
AUTOMATICO
S2
MANUAL
ACCIONANDO LOS
DISTRIBUIDORES
COLOCADOS A LA
PROXIMIDAD DE LAS
MISMAS VÁLVULAS
COMANDO CON
PULSANTES O
CERRANDO LOS
CONTACTOS DEL UTR
PRESA CCG-UTR
MANUAL AUTOMA MANUAL AUTOMA
AC
CIO
NA
ND
O
CA
DA
CO
MA
ND
O
SE
CU
EN
CIA
AC
CIO
NA
ND
O
CA
DA
CO
MA
ND
O
SE
CU
EN
CIA
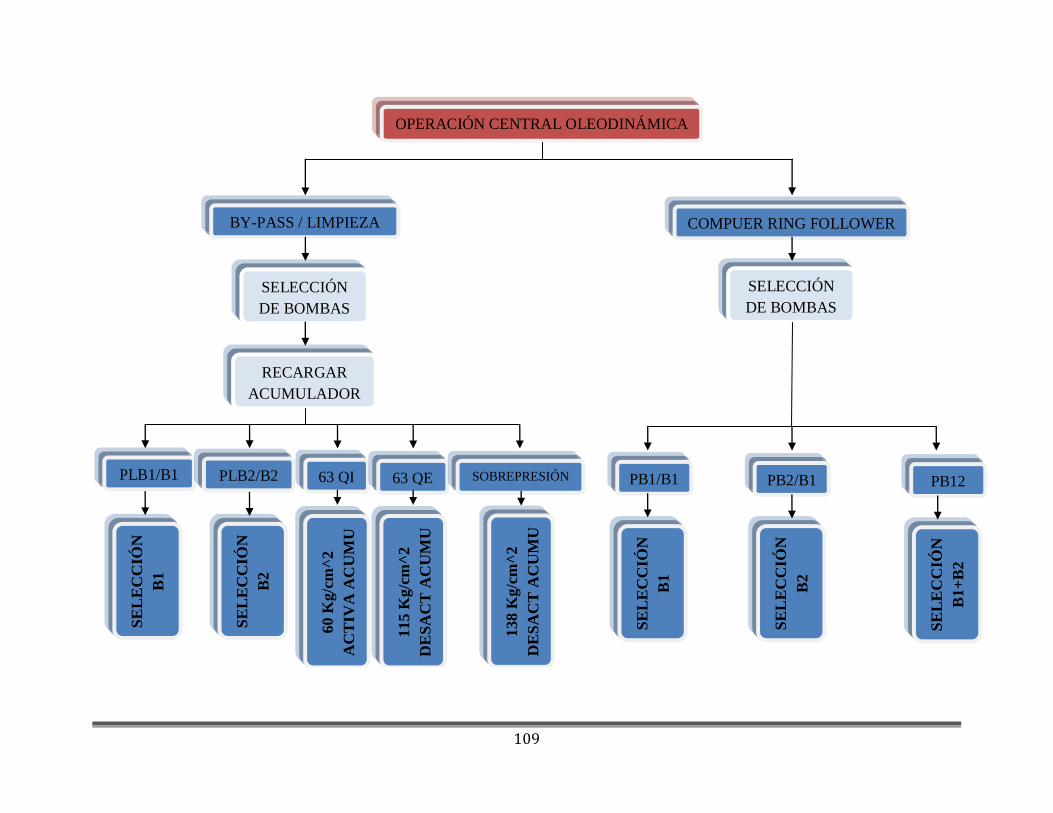
109
OPERACIÓN CENTRAL OLEODINÁMICA
BY-PASS / LIMPIEZA COMPUER RING FOLLOWER
SELECCIÓN
DE BOMBAS
RECARGAR
ACUMULADOR
PLB1/B1 PLB2/B2 63 QI 63 QE
SE
LE
CC
IÓN
B1
SE
LE
CC
IÓN
B2
60
Kg
/cm
^2
AC
TIV
A A
CU
MU
11
5 K
g/c
m^
2
DE
SA
CT
AC
UM
U
13
8 K
g/c
m^
2
DE
SA
CT
AC
UM
U
SOBREPRESIÓN PB1/B1 PB2/B1 PB12
SE
LE
CC
IÓN
B1
SE
LE
CC
IÓN
B2
SE
LE
CC
IÓN
B1
+B
2
SELECCIÓN
DE BOMBAS
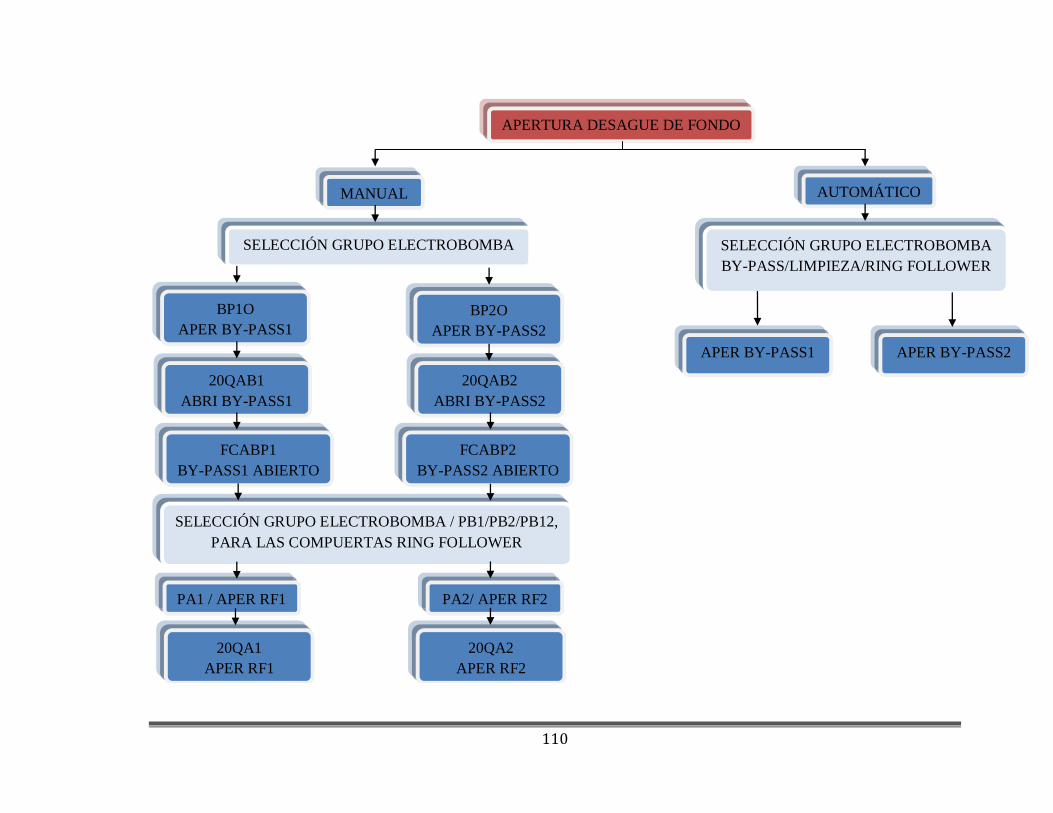
110
APERTURA DESAGUE DE FONDO
MANUAL AUTOMÁTICO
SELECCIÓN GRUPO ELECTROBOMBA SELECCIÓN GRUPO ELECTROBOMBA
BY-PASS/LIMPIEZA/RING FOLLOWER
BP1O
APER BY-PASS1
20QAB1
ABRI BY-PASS1
FCABP1
BY-PASS1 ABIERTO
SELECCIÓN GRUPO ELECTROBOMBA / PB1/PB2/PB12,
PARA LAS COMPUERTAS RING FOLLOWER
PA1 / APER RF1
20QA1
APER RF1
BP2O
APER BY-PASS2
20QAB2
ABRI BY-PASS2
FCABP2
BY-PASS2 ABIERTO
PA2/ APER RF2
20QA2
APER RF2
APER BY-PASS1 APER BY-PASS2

111
CIERRE DESAGUE DE FONDO
MANUAL AUTOMÁTICO
SELECCIÓN GRUPO ELECTROBOMBA SELECCIÓN GRUPO ELECTROBOMBA
BY-PASS/LIMPIEZA/RING FOLLOWER
SL1O
APER LIMPIEZA
20QAL1
ABRI LIMPIEZA1
FCAL1
LIMPIEZA1 ABIERT
SELECCIÓN GRUPO ELECTROBOMBA COMPUERT RF
PC1 / CIERR RF1
20QC1 CIERR RF1
SL2O
APER LIMPIEZA
20QAL2
ABRI LIMPIEZA2
FCAL2
LIMPIEZA2 ABIERT
PC2/ CIERR RF2
20QC2 CIERR RF2
APER BY-PASS1 APER BY-PASS2
BP1C CIERR BP1
SL1C CIER LIMP1
BP2C CIERR BP2
SL2C CIER LIMP2

112
4.3.2.1 Programación DESAGUE DE FONDO
(COMPUERTAS
CONO HUECO) – DIAGRAMA ESQUEMÁTICO.
En el anexo 15 se presenta:
La tabla de símbolos usada para la programación de las compuertas Cono Hueco.
La programación en esquema de contactos (KOP).
La programación en lista de instrucciones (AWL).
La programación en diagrama de funciones (FUP).

113
S4
PRESA CCG-UTR
S2
ABRIR CH
OPERACIÓN CONO HUECO
S3
CERR CH
SI SE DESEA ABRIR O CERRAR
PARCIALMENTE, CON EL
PULSANTE S1 SE PARA CUANDO
ESTE PORCENTAJE HAYA SIDO
ALCANZADO
TR1 / TR3
ABRIR CH
CL1 / CL3
CERRAR CH
TR2 / CL2
PARAR

114
4.3.3. Programación (BOMBAS DE DRENAJE) – DIAGRAMA
ESQUEMÁTICO
En el anexo 16 se presenta:
La tabla de símbolos usada para la programación de las bombas de drenaje.
La programación en esquema de contactos (KOP).
La programación en lista de instrucciones (AWL).
La programación en diagrama de funciones (FUP).

115
EN CASO DE SEGUIR SUBIENDO
OPERACIÓN BOMBAS SUMERGIBLES
B
PRESA CCG-UTR
BMA
AUTOMATICO MANUAL
ARRANQUE BOMBA
PRESELECCIONADA POR
CIRCUITO DE
ALTERNAbilidad
ARRANQUE 1834 / S1
PARADA 1830,5 / S0
ARRANQUE 2° BOMBA 1834,5 / S2
ARRANQUE
B1
PARADA
B1
ARRANQUE
B2
PARADA
B2
SO: SI EL
NIVEL LLEGA
AL NIVEL DE
PARADA. SE
DETIENEN
LAS BOMBAS
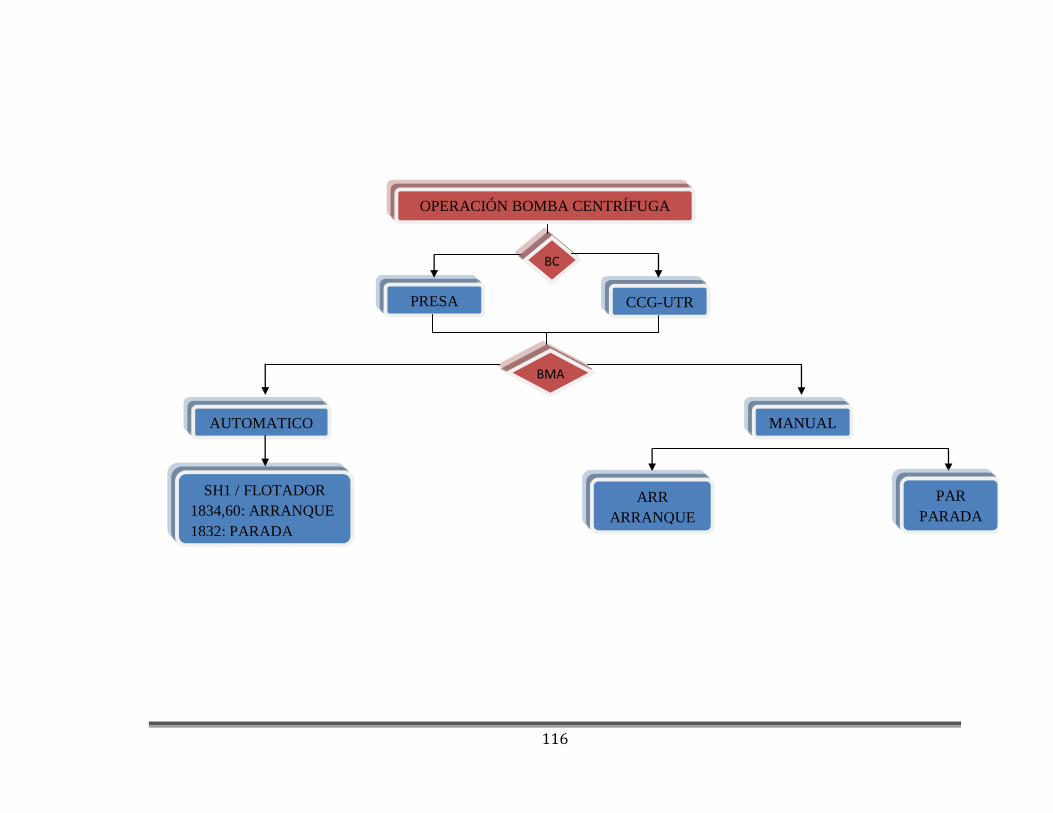
116
BC
PRESA CCG-UTR
BMA
AUTOMATICO MANUAL
SH1 / FLOTADOR
1834,60: ARRANQUE
1832: PARADA
OPERACIÓN BOMBA CENTRÍFUGA
ARR
ARRANQUE
PAR
PARADA

117
4.4. Comunicación con el Sistema SCADA (XA - 21)
Con la finalidad de usar al PLC netamente como esclavo del UTR que se
encuentra instalado en este momento en la presa, se ha establecido usar los relés de
interface que son los óptimos para este tipo de aplicación; a continuación se explicará el
funcionamiento de los relés de interface y la forma de conexión de cada uno de los PLCs
usados para desarrollar las funciones programadas se los puede encontrar en el anexo 17.
Interfaces relé y módulos optoacoplador
Aplicaciones y características técnicas:
Todas las señales eléctricas desde sensores / actuadores se deben de adaptar al
nivel eléctrico de los PLC´S. Esta es la principal función de los interface
optoacoplador o relé.
La segunda función de los interface relés y optoacopladores es la de aislar
eléctricamente entre los sensores / actuadores y el PLC.

118
Gráfico 34: Interfaces Relé y Módulos Optoacoplador.
Fuente: Relés – optoacopladores, catálogo técnico ABB.
Un optoacoplador se utiliza como interface de entrada. Es una función de
aislamiento y adaptación.
Gráfico 35: Módulo Optoacoplador.
Fuente: Relés – optoacopladores, catálogo técnico ABB.
Un relé se utiliza como interface de salida. Adapta la tensión y permite más
potencia. El optoacoplador de potencia se utiliza cuando es importante el número de
maniobras.
Gráfico 36: Módulo Optoacoplador o Relé.
Fuente: Relés – optoacopladores, catálogo técnico ABB.

119
55.. FFaaccttiibbiilliiddaadd ddee
IInnssttaallaacciióónn ddeell NNuueevvoo
PPrrooyyeeccttoo
5. Factibilidad de Instalación del Nuevo Proyecto……………………119
5.1. Estudio de Factibilidad…………………………………………120

120
El estudio de factibilidad es el análisis de una empresa para determinar:
Si el proyecto que se propone es bueno o malo, y en cuales condiciones se debe
desarrollar para que sea exitoso.
Si el proyecto propuesto contribuye con la conservación, protección o
restauración de los recursos naturales y el ambiente.
Factibilidad es el grado en que lograr algo es posible o las posibilidades que tiene
de lograrse.
Iniciar un proyecto o fortalecerlo significa invertir recursos como tiempo,
dinero, materia prima y equipos.
Como los recursos siempre son limitados, es necesario tomar una decisión; las
buenas decisiones sólo pueden ser tomadas sobre la base de evidencias y cálculos
correctos, de manera que se tenga mucha seguridad de que el proyecto se desempeñará
correctamente.
5.1. Estudio de Factibilidad
El proyecto “Diseño del control de las compuertas radiales, Compuertas de
desagüe de fondo y Compuertas de drenaje de la Presa Daniel Palacios, del Proyecto
Hidroeléctrico Paute Molino, asegurando la comunicación del comportamiento de las
compuertas con el sistema SCADA” ha sido elaborado en base a los requerimientos del
sistema al cual está destinado su aplicación, por lo que se puede establecer que su diseño
está muy bien encaminado y por lo tanto su factibilidad es aceptable.
La evaluación de proyectos se fundamenta, no sólo en la factibilidad financiera,
sino en el aporte tecnológico e impacto social y en la contribución que este proyecto
hace a la condición ambiental del área de influencia.
Claramente se puede notar que el proyecto no busca netamente una remuneración
económica, sino dar un paso al frente con respecto a la tecnología y de esta manera

121
aportar al correcto desempeño de las funciones a las que se dedica esta empresa, como
es de generación de energía eléctrica aprovechando la bondad hídrica del Río Paute.
Para enfatizar la factibilidad del proyecto, es válido aclarar el compromiso que la
empresa tiene con la sociedad no solo de generar energía sino de generarla limpiamente
y procurando hacer el menor daño posible al medio ambiente, es por esto que
observando el proyecto desde este aspecto, se puede dar cuenta que con la
modernización del control de las compuertas se logra reducir las posibilidades de avería
de las compuertas y por lo tanto anular el riesgo de verter el agua en ocasiones en las
que no sea necesario, y de esta manera no desperdiciar el agua, para dar paso a la
generación hidráulica, mas no a la térmica de ningún tipo, en el caso de derramar
innecesariamente el agua, minimizando directamente la contaminación ambiental.
A continuación se desarrollará un análisis económico que servirá únicamente
para demostrar que el proyecto no es un proyecto de inversión que espera remuneración
alguna, sino un proyecto de modernización y con un objetivo claro de alcance
netamente tecnológico.
5.1.1. Cálculo del TIR y VAN
Los métodos para evaluar proyectos se basan en los flujos de caja en el tiempo,
empleando la actualización o descuento con el objeto de homogenizar y hacer
comparables cantidades de dinero percibidas en diferentes momentos del tiempo.
Los criterios empleados en la presente tesis son:
VALOR ACTUAL NETO
TASA INTERNA DE RETORNO
INDICE DE RENTABILIDAD

122
VALOR ACTUAL NETO (VAN)
Esta técnica es ampliamente empleada para tomar decisiones en activos fijos, el
VALOR ACTUAL NETO (en delante VAN) se define como “la diferencia entre el valor
actual de los flujos netos de efectivo de un proyecto y la inversión neta requerida”, su
formulación corresponde a:
Donde:
FNC: Flujo neto de caja.
K: Tasa de descuento.
I: Periodo considerado.
Criterio de decisión:
Si el VAN es mayor que cero se aceptará el proyecto, caso contrario se lo
rechazará. Con un van positivo la empresa obtendrá un rendimiento mayor que el costo
de oportunidad del capital y por lo tanto es viable ejecutar el proyecto, si el VAN es
igual a cero, el inversionista será indiferente a realizar esa inversión o cualquier otra, con
un VAN negativo no se recuperará la inversión y no es una opción viable.
TASA INTERNA DE RETORNO (TIR)
Se define como “la tasa de descuento que hace que el valor presente neto sea
cero”, es decir es la tasa que hace que el valor presente de los flujos de caja que genere
el proyecto sean exactamente iguales a la inversión realizada. Su formulación es:

123
Criterio de decisión:
Si la TIR es mayor que la tasa de interés correspondiente, es decir que cuando el
uso del capital en inversiones rinda menos que el capital invertido en el proyecto se debe
acepar el proyecto.
Una TIR mayor que el costo de oportunidad garantiza que el proyecto rinda más
que la inversión alternativa
INDICE DE RENTABILIDAD.
Este método usa los mismos flujos descontados del VAN, pero difiere de este
método ya que el valor actualizado de los ingresos de caja se dividen para la inversión,
como se muestra en la ecuación:
Criterio de decisión:
Si la relación es mayor que 1 es aceptable y significa que el VAN es positivo,
caso contrario se debería rechazar el proyecto.

124
5.1.2. Compuertas Radiales (Cálculo del TIR y VAN)
Tasa media mercado 12%
Suma de valores acualizados caja 3.710,04-$
Inversion actualizado 8.004,21-$
Beneficio Costo B/C 0,46351
Valor Actual Neto VAN 3.284,66-$
Tasa interna de retorno TIR -
Tasa media mercado 9%
Suma de valores acualizados caja 3.863,53-$
Inversion actualizado 8.740,95-$
Beneficio Costo B/C 0,44200
Valor Actual Neto VAN 5.748,39-$
Tasa interna de retorno TIR -
Indices Económicos
Indices Económicos
Tabla 21: Compuertas Radiales (Cálculo del TIR y VAN).

125
5.1.3. Desagüe de Fondo (Cálculo del TIR y VAN)
Tasa media mercado 12%
Suma de valores acualizados caja 2.415,04-$
Inversion actualizado 4.901,14-$
Beneficio Costo B/C 0,49275
Valor Actual Neto VAN 1.989,66-$
Tasa interna de retorno TIR -
Tasa media mercado 9%
Suma de valores acualizados caja 2.568,53-$
Inversion actualizado 5.392,30-$
Beneficio Costo B/C 0,47633
Valor Actual Neto VAN 3.265,32-$
Tasa interna de retorno TIR -
Indices Económicos
Indices Económicos
Tabla 22: Desagüe de Fondo (Cálculo del TIR y VAN).
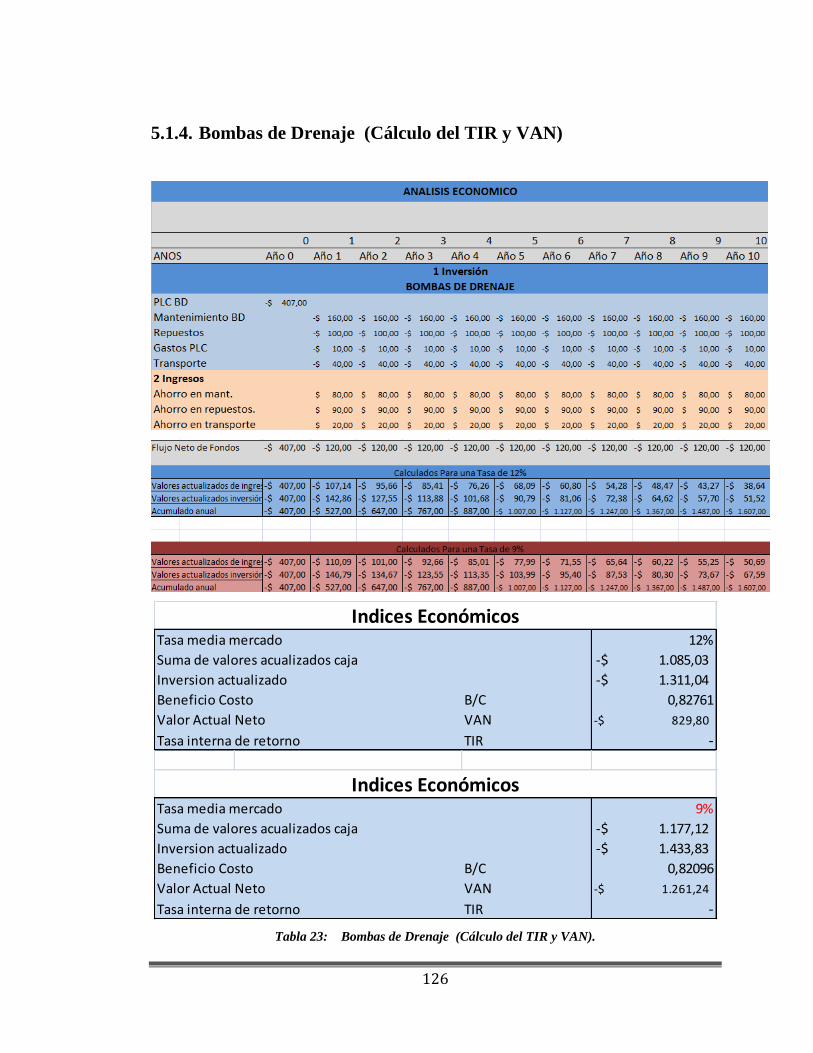
126
5.1.4. Bombas de Drenaje (Cálculo del TIR y VAN)
Tasa media mercado 12%
Suma de valores acualizados caja 1.085,03-$
Inversion actualizado 1.311,04-$
Beneficio Costo B/C 0,82761
Valor Actual Neto VAN 829,80-$
Tasa interna de retorno TIR -
Tasa media mercado 9%
Suma de valores acualizados caja 1.177,12-$
Inversion actualizado 1.433,83-$
Beneficio Costo B/C 0,82096
Valor Actual Neto VAN 1.261,24-$
Tasa interna de retorno TIR -
Indices Económicos
Indices Económicos
Tabla 23: Bombas de Drenaje (Cálculo del TIR y VAN).

127
66.. CCoonncclluussiioonneess yy
RReeccoommeennddaacciioonneess
6. Conclusiones y Recomendaciones………………………………….127

128
Al término de la presente tesis se puede concluir que los objetivos planteados al
inicio del mismo fueron satisfechos; se diseñó el control a base de PLCs para las
compuertas radiales, compuertas de desagüe de fondo y bombas de drenaje de la Presa
Daniel Palacios, asegurando la comunicación de su comportamiento con el sistema XA-
21.
El control y la comunicación de operación de las compuertas con el sistema XA-
21, se lo diseño luego de un estudio exhaustivo de los PLANOS DE CONTROL
ELECTROMECÁNICO y de los PLANOS DEL CABLEADO DE LA UTR “PRESA
AMALUSA”, por lo que al momento de montar el proyecto sería fácil determinar las
marquillas en los cables y bornes para las respectivas conexiones.
El diseño del proyecto está basado en la nomenclatura o marquillas que
Hidropaute presenta actualmente en los cables y bornes de los tableros de control, así
como también de las marquillas de los cables y bornes del UTR, por lo que la instalación
de los PLCs sería de fácil montaje.
Se determinó los PLCs que se ajusten a los requerimientos de funcionamiento
que se derivan del análisis de las distintas formas de operación.
La comunicación del comportamiento con el ESCADA XA-21 está garantizada,
ya que si no se le ha podido enviar señales directamente de los elementos de salida, se lo
ha realizado por medio de optoacopladores, que garantizan la comunicación y la
separación o aislamiento de estos dispositivos en caso de falla en el circuito de fuerza.
Se cree que la eficiencia en la operación de la Presa mejorará con este avance
tecnológico; el PLC nos permite realizar cambios fáciles en la operación de las
compuertas, con el simple hecho de comprender la programación, se puede realizar
modificaciones que con el antiguo control electromecánico serían muy costosas e
implicaría mucho tiempo de paralización en la operación.

129
El proyecto está encaminado netamente a mejorar la tecnología de operación de
las compuertas, mas no ha esperar remuneración alguna por la inversión, lo que se
obtendría con este avance tecnológico sería reducción en costos de operación y
mantenimiento, reducción en costos de repuestos, pero el que se consideraría más
importante es, reducción de fallas de operación que provoquen consideraciones de fuera
de servicio o fuera de operación, ya sea esta por falla o también para realizar algún tipo
de cambio en el comportamiento de maniobra.
Se analizó la operación de las compuertas radiales y se determinó que las
compuertas 3 y 4, tenían una operación con una variante destinada a un manejo
automático basado en el nivel de agua del embalse, pero que desde su inicio no fue
utilizado por encontrar el método de maniobra convencional más eficaz y seguro.
En el diseño actual esa modificación que presentaban las compuertas 3 y 4 fue
anulada, quedando de esta manera un control similar para las seis compuertas radiales y
eliminando múltiples conflictos que esta variante podría provocar en la operación.
Luego de escuchar algunas anécdotas de los operarios de la presa, con respecto a las
fallas en la operación de las compuertas, desagüe de fondo y bombas de drenaje, se
considera que la tesis tiene un grado de importancia muy alto para garantizar un
excelente desempeño en la operación de la presa.

130
77.. AAnneexxooss
7. Anexos……………………………………………………………………130
7.1. DIAGRAMA TRIFILAR DEL CIRCUITO DE FUERZA DE LAS
COMPUERTAS RADIALES 1,2,3,4,5,6………………………………….131
7.2. DIAGRAMA DE CONTROL Y PROTECCION DE LAS
COMPUERTAS RADIALES 1,2,5,6………………………………………132
7.3. SENALES Y COMANDOS UTR-UC DE COMPUERTAS DE
VERTEDERO 1,2,5,6………………………………………………………133
7.4. DIAGRAMA ESQUEMATICO DE CONTROL Y PROTECCION DE
LAS COMPUERTAS DE VERTEDERO 3 Y 4…………………………...134
7.5. SEÑALES Y COMANDOS UTR-UC DE COMPUERTAS DE
VERTEDERO 3 Y 4………………………………………………………..135
7.6. DIAGRAMA ESQUEMÁTICO DE CONTROL Y PROTECCIÓN DE
DESAGUE DE FONDO……………………………………………………136
7.7. SELECCIÓN PREFERENCIA DE BOMBAS UTR-UC Y
DUPLICACIÓN DE ALARMAS DE DESAGUE DE FONDO…………..137
7.8. SEÑALES Y COMANDOS UTR-UC DE COMPUERTAS RING
FOLLOWER, BY-PASS Y LIMPIEZA DE DESAGUE DE FONDO…….138
7.9. SEÑALES Y COMANDOS UTR-UC DE VALVULA CONO HUECO
1 Y CONO HUECO 2………………………………………………………139
7.10. DIAGRAMA ESQUEMÁTICO DE CONTROL Y PROTECCIÓN DE
BOMBAS DE DRENAJE DE LA PRESA
AMALUZA……………..……1400
7.11. SEÑALES Y COMANDOS DE LAS BOMBAS SUMERGIBLES Y
CENTRÍFUGA DE DRENAJE DE LA PRESA AMALUZA……………..141
7.12. COMANDOS EN BOMBA CENTRÍFUGA………………………..142
7.13. PROGRAMACIÓN COMPUERTAS RADIALES…………………143
7.14. PROGRAMACIÓN DESAGUE DE FONDO: COMPUERTAS RING
FOLLOWER, BY-PASS Y LIMPIEZA………………………………...…155
7.15. PROGRAMACIÓN DESAGUE DE FONDO: COMPUERTAS CONO
HUECO……………………………………………………………………..191
7.16. PROGRAMACIÓN BOMBAS DE DRENAJE………………….…202
7.17. CONEXIÓN DEL PLC CON EL SISTEMA………………………215

131
7.1. DIAGRAMA TRIFILAR DEL CIRCUITO DE
FUERZA DE LAS COMPUERTAS RADIALES 1,2,3,4,5,6
132
7.2. DIAGRAMA DE CONTROL Y PROTECCION DE
LAS COMPUERTAS RADIALES 1,2,5,6

133
7.3. SENALES Y COMANDOS UTR-UC DE
COMPUERTAS DE VERTEDERO 1,2,5,6
134
7.4. DIAGRAMA ESQUEMATICO DE CONTROL Y
PROTECCION DE LAS COMPUERTAS DE VERTEDERO
3 Y 4
135
7.5. SEÑALES Y COMANDOS UTR-UC DE
COMPUERTAS DE VERTEDERO 3 Y 4

136
7.6. DIAGRAMA ESQUEMÁTICO DE CONTROL Y
PROTECCIÓN DE DESAGUE DE FONDO

137
7.7. SELECCIÓN PREFERENCIA DE BOMBAS UTR-UC
Y DUPLICACIÓN DE ALARMAS DE DESAGUE DE
FONDO.
138
7.8. SEÑALES Y COMANDOS UTR-UC DE
COMPUERTAS RING FOLLOWER, BY-PASS Y
LIMPIEZA DE DESAGUE DE FONDO.

139
7.9. SEÑALES Y COMANDOS UTR-UC DE VALVULA
CONO HUECO 1 Y CONO HUECO 2

140
7.10. DIAGRAMA ESQUEMÁTICO DE CONTROL Y
PROTECCIÓN DE BOMBAS DE DRENAJE DE LA PRESA
AMALUZA
141
7.11. SEÑALES Y COMANDOS DE LAS BOMBAS
SUMERGIBLES Y CENTRÍFUGA DE DRENAJE DE LA
PRESA AMALUZA
142
7.12. COMANDOS EN BOMBA CENTRÍFUGA

143
7.13. PROGRAMACIÓN COMPUERTAS RADIALES.
Programación (COMPUERTAS RADIALES) - TABLA DE
SIMBOLOS

144
145
Programación (COMPUERTAS RADIALES) – ESQUEMA DE
CONTACTOS (KOP)

146

147

148

149
Programación (COMPUERTAS RADIALES) – LISTA DE
INSTRUCCIONES (AWL)

150

151

152
Programación (COMPUERTAS RADIALES) – DIAGRAMA DE
FUNCIONES (FUP)

153

154

155
7.14. PROGRAMACIÓN DESAGUE DE FONDO:
COMPUERTAS RING FOLLOWER, BY-PASS Y
LIMPIEZA.
PROGRAMACIÓN - TABLA DE SIMBOLOS

156

157

158
Programación DESAGUE DE FONDO (COMPUERTAS RING
FOLLOWER, COMPUERTAS DE BY PASS Y COMPUERTAS DE
LIMPIEZA) – ESQUEMA DE CONTACTOS (KOP)

159

160

161

162

163

164

165

166

167

168

169

170

171
Programación DESAGUE DE FONDO (COMPUERTAS RING
FOLLOWER, COMPUERTAS DE BY PASS Y COMPUERTAS DE
LIMPIEZA) – LISTA DE INSTRUCCIONES (AWL)

172

173

174

175

176

177

178

179

180
Programación DESAGUE DE FONDO (COMPUERTAS RING
FOLLOWER, COMPUERTAS DE BY PASS Y COMPUERTAS DE
LIMPIEZA) – DIAGRAMA DE FUNCIONES (FUP)

181

182

183

184

185

186

187

188

189

190

191
7.15. PROGRAMACIÓN DESAGUE DE FONDO:
COMPUERTAS CONO HUECO.
PROGRAMACIÓN – TABLA DE SIMBOLOS

192

193
PROGRAMACIÓN DESAGUE DE FONDO (COMPUERTAS
CONO HUECO) – ESQUEMA DE CONTACTOS (KOP)

194

195

196
PROGRAMACIÓN DESAGUE DE FONDO (COMPUERTAS
CONO HUECO) – LISTA DE INSTRUCCIONES (AWL)

197

198

199
PROGRAMACIÓN DESAGUE DE FONDO (COMPUERTAS
CONO HUECO) – DIAGRAMA DE FUNCIONES (FUP)

200

201

202
7.16. PROGRAMACIÓN BOMBAS DE DRENAJE.
PROGRAMACIÓN – TABLA DE SIMBOLOS

203

204
PROGRAMACIÓN (BOMBAS DE DRENAJE) – ESQUEMA
DE CONTACTOS (KOP)

205

206

207

208
PROGRAMACIÓN (BOMBAS DE DRENAJE) – LISTA DE
INSTRUCCIONES (AWL)

209

210

211
PROGRAMACIÓN (BOMBAS DE DRENAJE) – DIAGRAMA
DE FUNCIONES (FUP)

212

213

214

215
7.17. CONEXIÓN DEL PLC CON EL SISTEMA.
7.17.1 CONEXIÓN PLC COMPUERTAS RADIALES.

216
7.17.2 CONEXIÓN PLC DESAGUE DE FONDO: RING FOLLOWER, BY-
PASS, LIMPIEZA.

217
7.17.3 CONEXIÓN PLC DESAGUE DE FONDO: COMPUERTAS CONO
HUECO.

218
7.17.4 CONEXIÓN PLC BOMBAS DE DRENAJE.
219
88 RReeffeerreenncciiaass
[I] CENTRAL HIDROELECTRICA PAUTE, “Parte Tercera, capítulos VIII
y IX”, Manual Técnico, calles Miguel Cordero y Av. Solano, Cuenca-
Ecuador.
[II] CENTRAL PAUTE, “CASA DE MAQUINAS 5”, Información Técnica,
edificio “El Pacifico”, Calle Antonio Borrero 5-64, Cuenca-Ecuador.
[III] CENTRAL HIDROELECTRIC PAUTE, Cableado de señales digitales y
comandos, cableado de señales analógicas, “Planos del cableado de la
UTR Presa Amaluza”, Biblioteca Campamento Guarumales.
[IV] CENTRAL HIDROELECTRIC PAUTE, Planos de los circuitos de
control y fuerza de la Presa Daniel Palacios, diciembre 1982, biblioteca
Campamento Guarumales Central Paute Molino.
[V] G. Warnock, Programmable Controllers, Operation and application,
editorial Prentice Hall, 1988.
[VI] MAILXMAIL, Controladores Lógicos Programables, estructura de un
PLC. www.mailxmail.com,
[VII] ING. AVALOS Bernardo. Automatización Industrial, Introducción al
control automático.
www.techniforum.com
[VIII] HIDROPAUTE S.A. Energía que genera futuro, Información Técnica.
www.hidropaute.com

220
[IX] WIKIPEDIA, Controlador Lógico Programable, Automatización
Industrial.
www.wikipedia.org/wiki/controladorprogramable
[X] UNICROM, Programar un Controlador Lógico Programable (PLC).
www.unicrom.com/tut_programarPLC.as
[XI] MASSIEU, Wilfrido, Controlador Lógico Programable, Tesis PLC,
junio 6, 2008, Cantabria-España
[XII] NATIONAL INSTRUMENTS, Instrumentación y control, “Tutorial
técnico, comunicaciones industriales, instrumentación y control”, HIGH
LIGHTS-distribuidor para Ecuador, 2004, Cuenca Ecuador.
[XIII] SIEMENS, Especificaciones Simatic S7-200, agosto 2007.
www.siemens.com
[XIV] SIEMENS. Cenelsur, Lista de Precios, Productos Eléctricos
Industriales, Agosto 15 de 2008.
[XV] MEDINA. Ricardo, Plan de Gestión de Consumo Residencial para la
Empresa Eléctrica Regional Centro Sur C.A., Tesis UPS, Facultad de
ingenierías, Ingeniería Eléctrica, Cuenca, 2009