universidade federal do parÁ programa de pÓs … · 1.2 - justificativa e ... 4.3 - procedimento...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO PARÁ PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA
MECÂNICA
SOLDAGEM A ARAME TUBULAR AUTOPROTEGIDO EM CORRENTE PULSADA
DISSERTAÇÃO SUBMETIDA À UNIVERSIDADE FEDERAL DO PARÁ PARA A OBTENÇÃO DO GRAU DE MESTRE EM
ENGENHARIA MECÂNICA
EDUARDO DE MAGALHÃES BRAGA
BELÉM, DEZEMBRO DE 1997

SOLDAGEM A ARAME TUBULAR AUTOPROTEGIDO EM CORRENTE PULSADA
EDUARDO DE MAGALHÃES BRAGA
DISSERTAÇÃO JULGADA PARA OBTENÇÃO DO TÍTULO DE
MESTRE EM ENGENHARIA
ESPECIALIDADE ENGENHARIA MECÂNICA E APROVADA EM SUA FORMA FINAL PELO PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA
______________________________________ Prof. Dr. Severiano da Silva Lima Coordenador do Curso BANCA EXAMINADORA _____________________________________________ Prof. Dr. Jesualdo Pereira Farias Orientador ______________________________________________ Prof. Dr. José Carlos Cardoso Araújo Filho Membro ______________________________________________ Prof. Dr. João Sandoval Bittencourt de Oliveira Membro

AGRADECIMENTOS
- Ao Prof. Jesualdo Pereira Farias pela orientação, atenção e contribuição científica
dedicada a este trabalho e por sua amizade. - Ao Prof. Carlos Alberto M. da Mota, pela co-orientação, pela atenção e segurança
técnico-científica e por sua amizade. - Aos Professores do Departamento de Engenharia Mecânica da UFPA pelo convívio e apoio. - À Universidade Federal do Ceará pela infra-estrutura indispensável de seus laboratórios. - Ao Professor Willys Machado Aguiar e à ETFCE pelo apoio laboratorial. - Aos bolsistas do curso de Engenharia Mecânica da UFC pela ajuda nos trabalhos práticos
e computacionais: Davi, Hélio, Jeffrey, Temístocles, Rodrigo, Vinícius, Humberto e Eduardo.
- Ao aluno Waldiney do curso de Engenharia Mecânica da UFPA, pela ajuda nos trabalhos
computacionais. - À empresa CONARCO pelo apoio material. - À minha famíla , pelos incentivos nas horas difíceis. - A todos os meus amigos.

À meus pais, Rosalina e Afonso Braga em memória À meus filhos, Ana, Eduardo e Mariana

ÍNDICE
1. INTRODUÇÃO 1
1.1 - Caracterização do Processo 1
1.2 - Justificativa e Proposta para o Trabalho 6
2. REVISÃO BIBLIOGRÁFICA 9
2.1 - Introdução 9
2.2 - Sistemas de Controle 11
2.3 - Parâmetros Operacionais do Processo 12
2.4 - Aplicações do Processo 21
3. OBJETIVOS 24
3.1 - Objetivos 24
4. PLANEJAMENTO EXPERIMENTAL 25
4.1 - Planejamento dos Experimentos 25
4.2 - Metodologia Experimental 27
4.2.1 - Determinação dos Parâmetros de Soldagem 27
4.2.2 - Características Operacionais 29
4.2.3 - Critério para Medição da Estabilidade do Arco 30
4.2.4 - “Software” para a Avaliação da Estabilidade do Arco Voltaico 34
4.2.5 - Características Econômicas 37
4.2.6 - Características Geométricas do Cordão de Solda 39
4.3 - Procedimento para Tratamento de Dados 42
4.3.1 - Introdução 42

5. DESCRIÇÃO DOS EQUIPAMENTOS
50
6. RESULTADOS OBTIDOS 54
6.1 - Resultados do Ensaio Experimental I 54
6.1.1 - Estudo da Estabilidade do Arco 54
6.1.2 - Estudo das Características Econômicas 65
6.1.3 - Estudo da Geometria do Cordão de Solda 68
6.2 - Resultados do Ensaio Experimental II 73
6.2.1 - Estudo da Estabilidade do Arco 74
6.2.2 - Estudo das Características Econômicas 79
6.2.3 - Estudo da Geometria do Cordão de Solda 85
7. CONCLUSÕES 89
7.1 - Conclusões para os Ensaios em Condição de Junta 89
7.2 - Conclusões para os Ensaios em Simples Deposição 90
7.3 - Proposta para Trabalhos Futuros 91
8. REFERÊNCIAS BIBLIOGRÁFICAS 92

RESUMO
Sabe-se das potecialidades do uso do arame tubular, principalmente em substituição
com grandes vantagens econômicas aos eletrodos revestidos, para os mais diversos ramos
da fabricação e da manutenção, haja vista, a sua elevada taxa de deposição e a facilidade
para a soldagem de grandes estruturas metálicas que exigem, muitas vezes, a sua realização
em ambiente aberto sob forte ação do vento. No Brasil, estes arames encontram-se a um
nível tecnológico pouco desenvolvido, representando cerca de 2% do total de consumíveis
produzidos pela industria nacional, bem como, existem ainda fatores que dificultam a sua
divulgação e o interesse para a sua intensificação. Neste trabalho descreve-se o estudo das
características operacionais, econômicas e geométricas para a soldagem a arame tubular
autoprotegido em corrente pulsada, na posição plana, sobre chanfro e em simples posição
utilizando um arame comercial da classe AWS E71T-7. Para a realização dos ensaios
variou-se o “stickout” e a freqüência de pulso em três níveis e a corrente média em dois
níveis.
Para a avaliação dos resultados verificou-se o efeito combinado da variação dos
parâmetros estudados sobre a estabilidade do arco, a taxa de fusão do arame, a taxa de
deposição, o rendimento, bem das características geometria do cordão. Os resultados
mostraram que quando se soldou utilizando a soldagem sobre chanfro, para as mesmas
condições de soldagem, o rendimento, a taxa de fusão e a taxa de deposição foram maiores
do que quando utilizou-se a soldagem em simples deposição.

UNIVERSIDADE FEDERAL DO PARÁ
CENTRO TECNOLÓGICO
CURSO DE MESTRADO EM ENGENHARIA MECÂNICA
SOLDAGEM A ARAME TUBULAR AUTOPROTEGIDO
EM CORRENTE PULSADA
Publicação
TM - 03/97 UFPA/CT/CMEM
UFPA/CT/CMEM
CAMPUS UNIVERSITÁRIO DO GUAMÁ
BELÉM-PARÁ-BRASIL

1 - INTRODUÇÃO
1.1 - Caracterização do Processo.
Apesar da sua aparente simplicidade, a soldagem envolve uma gama de
conhecimentos que estão implicitamente envolvidos na execução de uma junta soldada.
Engenharia de Soldagem é na verdade, um somatório de conhecimentos que engloba
diversas áreas das Engenharias Elétrica, Estrutural, Mecânica, Metalúrgica, Química e
Física Aplicada.
A soldagem é amplamente empregada na fabricação de componentes de
estruturas metálicas e de equipamentos para as mais diversificadas finalidades, incluindo, a
construção naval e civil, os vasos de pressão, as tubulações, as usinas hidrelétricas,
materiais metro e ferroviário, componentes nucleares, etc. [01-10]. A soldagem também
encontra grande aplicação em serviços de manutenção como o enchimento de falhas,
reparos de trilhos, depósitos superficiais de alta dureza, recuperação de ferramentas,
etc.[01, 11-13].
Dentre os processos de soldagem usuais, destaca-se a soldagem manual com
eletrodo revestido como uma das técnicas mais comumente aplicadas na indústria [14, 16].
Contudo, as constantes exigências de competitividade, que impõem requisitos de qualidade
e de produtividade a baixos custos, somados a evolução da eletrônica, da informática e da
metalurgia têm impulsionado o desenvolvimento e a aplicação industrial dos processos de
soldagem MIG/MAG, arco submerso e arame tubular [01, 03, 06, 07, 14]. Este último é um

2
processo de relevante importância tecnológica, uma vez que une as vantagens do eletrodo
revestido e dos processos MIG/MAG. O processo de soldagem a arame tubular pode ser
automático ou semi-automático e normalmente utiliza uma fonte de energia do tipo “tensão
constante”. A figura 1 apresenta o equipamento básico utilizado neste processo.
FIGURA 1 - Equipamento básico utilizado na soldagem a arame tubular [11].
Neste processo, o arco voltaico é estabelecido entre a peça-obra e um arame
tubular contínuo, cujo núcleo é preenchido por um fluxo fusível de composição química
definida. Existem duas variações para o processo, uma com a proteção adicional de um gás
externo (Gas Shielded Arc Welding / GSAW) e outra sem a proteção externa de gás (Self -
Shielded Arc Welding / SSAW ou Self - Shielded Flux Cored Arc Welding / SS - FCAW)
[01-03, 11, 14-18]. Na soldagem com arame tubular autoprotegido, sem a proteção externa
de gás, o metal fundido é protegido por uma camada de escória, pelos gases e pelos

3
elementos desoxidantes/desnitretantes resultantes da decomposição do fluxo [19]. Na figura
2, apresenta-se um esquema ilustrado da soldagem a arame tubular autoprotegido [04, 05,
11]. Os consumíveis utilizados neste processo são geralmente fabricados em diâmentros
que variam de 1,6 a 3,2 mm e a configuração geométrica metal/fluxo em sua seção
transversal, pode apresentar-se como tubular simples (A e B) ou “multifolder”(C),
conforme é ilustrado na figura 3 [03, 20, 21].
FIGURA 2 - Esquema de soldagem a arame tubular autoprotegido [11].

4
FIGURA 3 - Geometrias de arames tubulares: A e B - simples; C - “multifolder” [20].
Os componentes minerais e/ou metálicos do fluxo são formados por
elementos e compostos que durante a soldagem desempenham funções mecânicas,
metalúrgicas e/ou elétricas e que são responsáveis pela garantia de proteção às gotas em
transferência e à poça de fusão contra a ação nociva de elementos do ar atmosférico
(oxigênio, nitrogênio e hidrogênio) [19].
A exploração deste processo de soldagem ocorre desde 1920. Por volta de
1930 várias estruturas de grande porte foram construídas na Alemanha utilizando a
soldagem com arame tubular. No entanto, naquela época ainda não era usual a fabricação
de arames com diâmetro abaixo de 2,0 mm e com uma espessura de parede adequada para o
seu enrolamento em bobinas. Desta forma, o consumível era fabricado em pequenas
extensões e em grandes diâmetros (cerca de 3,2 mm). Entretanto, a maior dificuldade
encontrada era a proteção do metal fundido pela camada de escória. Isto requer um
adequado controle da viscosidade da escória, para que esta envolva completamente a gota
metálica, no curto intervalo de tempo disponível para a sua transferência e propicie uma
película protetora contínua e uniforme para o metal depositado [03, 11, 22].

5
Estes problemas inibiram o desenvolvimento e a popularização deste
processo de soldagem. O surgimento da soldagem com arame sólido contínuo pelo
processo MIG, em 1948, fez renascer o interesse pelos arames tubulares. O arame tubular
enfrentou ainda, durante muitos anos, dificuldades para alcançar os requisitos de tenacidade
exigidos para o metal de solda a baixas temperaturas. A partir do final da década de 60,
uma grande quantidade de trabalhos de investigação e de desenvolvimento foram realizados
a fim de produzir um arame tubular autoprotegido com requisitos de boa tenacidade para
todas as posições de soldagem [03-05, 11, 23].
Atualmente, o processo a arame tubular autoprotegido é aplicado
principalmente na soldagem semi-automática, em substituição a soldagem manual com
eletrodo revestido, onde são requeridas altas taxas de deposição e condições de tenacidade
não muito severas [01-03, 08-10, 23, 24]. O progresso alcançado por estes arames tem sido
registrado em vários países e em diversificadas aplicações [08-10, 24, 25].
O consumo e a produção dos arames tubulares diferem muito entre a Europa,
a América do Norte e a Ásia [26]. Na Finlândia e na Dinamarca o uso deste processo
representa atualmente cerca de 70-80% do total de metal depositado por soldagem. Os
estaleiros da Ásia consomem mais de 6000 ton/ano de arame tubular, o Japão e a Coréia
juntos são responsáveis por mais de 70% da produção mundial de navios e no primeiro, os
arames tubulares concentram cerca de 25% da produção de consumíveis, contra
aproximadamente 30% de eletrodo revestido [03, 26].
No Brasil, estes arames encontran-se a um nível tecnológico pouco
desenvolvido, representando cerca de 2% (1600 ton/ano) do total de consumíveis
produzidos pela indústria nacional, contra 65% dos eletrodos revestidos [03]. Entretanto,
apesar do progresso alcançado por estes arames em todo mundo, no Brasil ainda existem

6
fatores que dificultam a sua divulgação e o interesse para a sua intensificação. Dentre estes,
destacam-se a escassez de uma literatura específica, as dificuldades operacionais para a sua
fabricação, o interesse dos fabricantes de gases de proteção e a incerteza pelos resultados da
substituição dos métodos e processos tradicionais [01, 27].
1.2 - Justificativa e proposta para o trabalho.
A partir dos anos 80, o arame tubular autoprotegido tem substituido com
grandes vantagens econômicas os eletrodos revestidos para os mais diversos ramos da
fabricação e da manuntenção, haja vista, a sua elevada taxa de deposição e a facilidade para
a soldagem de grandes estruturas metálicas que exigem, muitas vezes, a sua realização em
ambiente aberto sob forte ação do vento [03, 11, 26]. Com a recente introdução de novas
tecnologias para fabricação de fontes de energia para a soldagem ao arco voltaico, tornou-
se possível a utilização da corrente pulsada para os processos MIG, TIG e arame tubular
sendo, este último, com a utilização de gás de proteção. Estudos recentes [22, 23, 28],
mostram que com o uso da corrente pulsada pode-se soldar facilmente em todas as posições
e se obter maior taxa de deposição em relação a soldagem convencional no modo tensão
constante. Outro fator importante é a utilização de uma baixa corrente média de soldagem
comparada a corrente utilizada nas mesmas condições com uma fonte convencional. Desta
maneira, tem-se observado que o uso da corrente pulsada proporciona uma redução na
quantidade de fumos e de respingos durante a soldagem, assim como uma grande vantagem
na soldagem de chapas finas [29].

7
No modo pulsado, são muitos os fatores variáveis responsáveis pela
manutenção da operação de soldagem. Neste sentido, torna-se bastante complexa a tarefa
de seleção dos parâmetros que se adequem às necessidades de estabilidade de arco, as
vantagens econômicas, a qualidade da solda e a suas propriedades mecânicas. De um modo
geral, os parâmetros elétricos envolvidos na soldagem em corrente pulsada são definidos
pela corrente de base (Ib), pela corrente de pico (Ip) e pelos seus respectivos tempos de base
(tb) e de pico (tp), além da velocidade de alimentação do arame (w) e da tensão de soldagem
(U) [20, 30, 31].
No passado, essa técnica não encontrou uma ampla aceitação, pois os
equipamentos de soldagem eram inadequados para uma grande produção. Isto foi superado
pelo desenvolvimento do controle sinérgico que é, neste caso, aplicado no sentido de que
vários fatores coordenados contribuam para um resultado comum [31].
No Brasil, as pesquisas com arame tubular autoprotegido são praticamente
inexistentes, mais raros ainda, são os estudos com a transferência controlada que permite a
pulverização do metal de adição numa corrente média menor do que a corrente de
transição. Neste modo de operação, o arco voltaico é mantido com uma corrente de base
baixa, enquanto uma corrente de pulso, de curta duração, provoca o destacamento da gota
[23]. Assim, é possível controlar o tamanho da gota durante cada pulso e a freqüência do
seu destacamento. Isto pode ser controlado pelo ajuste da amplitude e da freqüência do
pulso. Para uma combinação ótima entre a corrente de pulso e o seu período, uma única
gota de tamanho uniforme pode ser destacada em cada pulso, independente do valor da
corrente média. A faixa de utilização dos parâmetros, para a obtenção deste tipo de
comportamento pode ser calculada e obtida experimentalmente para diferentes
combinações do par diâmetro/tipo de arame. Para uma condição estável, a velocidade de

8
fusão deve ser balanceada pela velocidade de alimentação do arame e pelo volume de
consumível requerido para produzir uma gota de diâmetro constante [28]. Por outro lado,
para o processo MIG pulsado estudos demonstram que praticamente não há perdas por
salpicos e é menor a geração de fumos e de gases para uma operação de soldagem estável
[28, 29]. Espera-se, com o uso do arame tubular autoprotegido em corrente pulsada,
alcançar menor salpicagem com vantagens sobre a soldagem convencional.
Desta maneira, no presente trabalho busca-se basicamente um levantamento
das características operacionais do processo, das características econômicas do consumível
e das características geométricas da solda, utilizando-se um arame comercial da classe
AWS E71T-7. Pretende-se com isto, desenvolver conhecimentos com base científica para
uma melhor compreensão dos problemas e das vantagens relacionadas às aplicações deste
processo de soldagem em corrente pulsada e, desta forma, incrementar soluções
tecnológicas que viabilizem e incentivem um maior interesse para a sua utilização pela
indústria nacional.

2 - REVISÃO BIBLIOGRÁFICA
2.1 - Introdução.
A modernização da indústria da soldagem tem sido impulsionada pela
evolução da eletrônica, da informática e da metalurgia, que possibilitam o desenvolvimento
de modernas fontes de energia, de softwares, de novos materiais e de consumíveis
alternativos para a soldagem [01, 12, 27, 28]. A invasão das fontes eletrônicas no mercado
atual tem despertado um interesse maior de muitos usuários pelas vantagens destes
equipamentos. A utilização destas fontes eletrônicas, comandadas por computador, em
substituição às fontes eletromagnéticas, tem facilitado a operação de soldagem devido a
saída de corrente e de tensão ocorrerem praticamente sem flutuações em relação aos valores
de referência. Há também a possibilidade de armazenamento dos dados da tensão e da
corrente para seu posterior processamento e análise. No entanto, na soldagem a arame
tubular tem-se dado pouca importância ao estudo das fontes de energia e desta forma, a
utilização do processo vem se consolidando através das fontes de energia do tipo tensão
constante comumente usadas na soldagem MIG/MAG [27].
A utilização de arames sólidos para soldagem MIG com transferência
controlada (MIG sinérgico) já é bastante difundido, devido a introdução de novas
tecnologias para a fabricação de modernas fontes de soldagem [32, 33]. Este modo de
soldagem possibilita o ajuste e o controle dos parâmetros operacionais de soldagem de uma
forma precisa e mais segura e, conseqüentemente, aponta para a obtenção de condições

10
operacionais ideais associadas a substanciais melhorias na qualidade do cordão de solda
[12, 30, 31].
O termo “MIG sinérgico” foi usado pela primeira vez pelo “The Welding
Institute” (WI) no final da década de 70 para descrever um método particular de controle do
processo MIG pulsado [20, 28]. Desde então muitos fabricantes de equipamentos têm
produzido sistema “MIG sinérgico” e o termo ganhou uma maior amplitude. O
“International Institute of Welding” (IIW) , estabelece que “controle sinérgico abrange
qualquer sistema - aberto ou fechado - no qual um parâmetro de pulso de corrente
significante (ou a velocidade de alimentação de arame correspondente) é compensada de
forma tal que uma condição de equilíbrio é mantida por uma faixa de velocidades de
alimentação de arame ou níveis de corrente média”. Este conceito tem sido amplamente
difundido e foi submetido ao IIW pelo pesquisador Norrish [31]. Embora esta definição
seja indicada para a transferência em corrente pulsada, também tem sido aplicada a outros
modos de transferência e em particular na técnica de transferência por curto-circuito
controlado [28, 34, 35].
Dutra [32], verificou na soldagem MIG/MAG com corrente pulsada que este
processo se caracteriza pelo bom aspecto do cordão de solda e estabilidade do arco
voltaico, mas requer um severo controle do ajuste dos parâmetros, haja vista, a estreita
faixa útil para o ajuste da tensão.
O controle em corrente pulsada permite obter a transferência metálica no
modo “spray” com uma corrente média bem abaixo do valor da corrente de transição das
fontes ajustadas no modo tensão constante [20, 22, 28]. Neste modo pulsado, um arco
estável pode ser mantido a partir de um valor mínimo da corrente de base enquanto o
destacamento da gota é forçado pelo aumento substancial do valor da corrente, o que

11
caracteriza um pulso de curta duração acima de um valor limite de corrente. Este valor
limite de corrente depende de vários fatores, sendo os mais importantes o diâmetro do
consumível, a sua natureza e a sua composição química [01, 02, 20]. Neste tipo de
transferência é possível controlar o tamanho da gota e a frequência do seu destacamento.
Para tal, a amplitude e a frequência devem ser tratados como variáveis independentes [36
apud 5].
2.2 - Sistemas de controle.
O termo “MIG sinérgico” descreve um sistema de controle para a soldagem
MIG, onde o “out-put” é automaticamente ajustado à velocidade de alimentação ou à tensão
de soldagem para manter a estabilidade no arco voltaico. Este tipo de controle garante uma
boa precisão e repetibilidade dos ensaios, e está disponível em fontes eletrônicas
transistorizadas e tiristorizadas . Comercialmente, existem equipamentos com dois tipos de
sistemas de controle sinérgico [12, 14, 20, 22, 28, 37]. O controle da intensidade da
corrente média que é processado através da velocidade de alimentação do arame, no qual a
máquina e o alimentador estão associados ou interligados por um conjunto de dados pré-
determinados. O outro tipo de controle da intensidade média da corrente, é processado
através da tensão do arco (controle de auto-regulação). Neste caso, não existe ligação física
entre o alimentador e a fonte de energia. No primeiro caso, a ligação é simples e o
alimentador de arame comanda o controle sobre a fonte de energia ou vice-versa. Se a
velocidade de alimentação do arame varia, um tacômetro ligado ao motor do alimentador
emite um sinal que indica um valor de referência para a intensidade de corrente média que a

12
fonte deve ajustar. A intensidade média da corrente é determinada de acordo com uma
lógica que consiste em instruções {corrente de pico (Ip), tempo de pico (tp), corrente de
base (Ib) e tempo de base (tb)} que controlam o tamanho da gota e o intervalo de tempo
para o seu destacamento [30, 31]. Neste sistema, a tensão do arco flutua de modo que se a
tocha é afastada da chapa, o comprimento do arco aumenta assim como na soldagem TIG e
no eletrodo revestido. No segundo controle, uma tensão de referência é associada ao
comprimento do arco voltaico. Se o comprimento do arco varia, um sinal de saída da fonte
de potência é automaticamente modificado ajustando-se à taxa de fusão até que se
reestabeleça o valor da tensão de referência e o comprimento original do arco voltaico. Isto
é possível através de modificações na freqüência de pulso que normalmente pode ocorrer
sem a alteração dos parâmetros de pico (Ip e tp) e da corrente de base (Ib).
A precisão e a repetibilidade dos parâmetros de soldagem é determinada
fundamentalmente pelo tempo de resposta (intervalo de tempo para a passagem da corrente
do valor de base para um valor de pico). Para a maioria dos equipamentos convencionais
atualmente existentes, o valor do tempo de resposta é de até 1,0 ms [20, 37].
2.3 - Parâmetros operacionais do processo.
A maior parte das máquinas transistorizadas, em corrente pulsada,
apresentam uma forma de onda aproximadamente quadrada, caracterizada por picos de
corrente bastante elevados (necessários para o destacamento da gota) e por valores da
corrente de base muito baixos, mas suficientes para manter a estabilidade do arco [20, 22,
31, 37]. Desta maneira, as condições operacionais de soldagem são estabelecidas pela

13
corrente de pico (Ip), pelo tempo de pico (tp), pela corrente de base (Ib), pelo tempo de
base (tb), pela velocidade de alimentação do arame e por um valor de tensão de referência
relacionado ao comprimento de arco [20, 22]. Isto difere da soldagem MIG convencional,
onde a auto-regulação do comprimento do arco é possível pela utilização de uma fonte de
energia do tipo tensão constante e o modo operatório é estabelecido pelo ajuste da
velocidade de alimentação do arame e pela tensão de soldagem [01-03, 11, 14, 20, 22, 37].
A definição dos parâmetros operacionais da soldagem em corrente pulsada
envolve portanto uma gama de fatores variáveis que afetam o destacamento da gota, a sua
dimensão, a velocidade de fusão do arame e a estabilidade do arco. Para a seleção dos
fatores mais adequados a uma determinada aplicação, faz-se necessário um sólido
conhecimento do efeito individual de cada um dos parâmetros envolvidos sobre o
comportamento dinâmico do processo.
O destacamento da gota, na soldagem com os arames tubulares de seção
simples utilizando fonte tipo tensão constante, é caracterizado pela transferência globular
não axial em gotas de tamanhos médios e grandes [01, 03, 11, 20]. Estas gotas se formam e
crescem na ponta do arame, girando a partir da sua extremidade metálica antes do seu
destacamento e da sua transferência para a poça de fusão por um mecanismo de “vôo livre”
por ação da gravidade. Na soldagem com este tipo arame, a expansão do gás gerado a partir
do seu núcleo pela decomposição do fluxo escoa no sentido da poça de fusão. Isto dificulta
a formação e a transferência da gota no sentido axial do arame. Uma parte do volume deste
gás é refletido pela superfície da poça de fusão e produz um “colchão gasoso” que sustenta
a gota metálica, retarda o seu destacamento, promove o seu crescimento e o seu
deslocamento sobre as paredes laterais do arame. Este efeito é conhecido como “efeito
colchão” e é ilustrado na figura 04. Na soldagem de juntas chanfradas a concentração e a

14
reflexão do gás pelas paredes do chanfro, promovem uma proteção mais efetiva à gota
metálica do que na soldagem em simples deposição [03].
A vaporização de alguns elementos que ocorre durante a transferência pelo
arco pode ser controlada pela temperatura, pela pressão de vapor e pelo calor latente de
vaporização dos elementos envolvidos. Já foi citado que na soldagem a arame tubular
autoprotegido, a geração de fumos ocorre pela decomposição do seu fluxo. Neste caso, é
fundamental e bastante significativo a presença dos carbonatos e dos fluoretos. Destes, os
carbonatos propiciam uma maior geração de fumos e pode acarretar em um “efeito
colchão” mais intenso. Desta forma, apesar da sua ótima ação desoxidante os teores de
carbonatos são sempre inferiores aos teores de fluoretos na composição química do fluxo
dos arames tubulares autoprotegidos [21].
De outra forma, os fatores operacionais de soldagem tais como a corrente, a
tensão do arco, o “stickout” (comprimento do arame após o bico de contato), etc., também
afetam a geração de gases e de fumos. O aumento da corrente de soldagem propicia duas
diferentes situações para a geração de fumos e de gases. Na primeira, o aumento da
intensidade de corrente eleva a temperatura do arco, vaporizando uma grande quantidade de
material em decomposição e na segunda, o aumento da corrente promove uma elevação da
taxa de deposição. Por sua vez, o aumento da tensão de soldagem, também aumenta o
volume de gases gerados, eleva a temperatura do arco e aumenta a quantidade de material
fundido. Neste caso, ocorre também um aumento no tempo de transferência da gota. Estes
fatores aumentam a vaporização e portanto, aumentam a geração de fumos. As condições
que produzem estabilidade de arco, transferência da gota por “spray” em correntes baixas e
menos salpicagem produzem uma menor geração de fumos. Arcos instáveis tendem a
aumentar a geração de fumos porque é maior o contato dos materiais em transferência com

15
o ar atmosférico. Existem discordâncias de como o modo de transferência afeta na geração
de fumos. Porém, existe um consenso de que transferências por curto-circuito e por spray
geram uma menor quantidade de fumos do que a transferência globular. Isto deve-se as
elevadas quantidades de respingos produzidas por este modo de transferência [29].
FIGURA 4 - Efeito “colchão” no processo arame tubular.
A introdução dos pulsos de corrente com uma amplitude (valor da Ip) e com
os parâmetros de transferência metálica pré-determinados (Ip, tp, Ib, tb), permite transferir
um elevado número de gotas de forma mais contínua, utilizando uma baixa energia de
soldagem em relação a soldagem ajustada no modo tensão constante [20, 22, 37]. A
combinação dos parâmetros de pulso (Ip, tp, Ib, tp), resulta numa corrente média (Im)
determinada pela equação 01. O destacamento da gota é determinado, principalmente, pelos

16
valores de Ip e tp e neste caso, o efeito dos parâmetros de base é bem menor. As melhores
condições de transferência ocorrem geralmente quando uma gota é associada a cada pulso
de corrente, conforme é ilustrado pela figura 05 [20, 22, 30, 31, 33, 37].
Im =++
Iptp Ibtbtp tb
(01)
onde,
Im = corrente média (A)
Ip = corrente de pico (A)
Ib = corrente de base (A)
tp = tempo de pico (ms)
tb = tempo de base (ms)

17
FIGURA 5 - Esquema ilustrativo do destacamento da gota durante o pulso de corrente [20].
É possível estabelecer um faixa de valores para Ip e para tp, dentro da qual
se pode definir o destacamento de um gota metálica durante a ocorrência de um pulso de
corrente. Estes valores de Ip e tp, podem ser determinados a partir da relação estabelecida
pela equação 02 [37].
Ipn tp = D (02)
onde n é uma constante que varia entre 1,1 e 2,0. D é a constante de destacamento que
depende principalmente da composição química, das propriedades elétricas e do diâmentro
do arame. O valor de Ip é definido sempre acima do valor da corrente de transição ou
corrente crítica (corrente para a qual o diâmetro das gotas transferidas é aproximadamente
igual ao diâmetro do arame). O emprego de uma corrente de pico, durante um reduzido
período de tempo, com valor acima da corrente crítica, torna possível a transferência de
uma gota por cada pulso [20, 22].
Enquanto os efeitos da corrente de pico (Ip) e do tempo de pico (tp)
determinam o destacamento de uma gota por pulso, o volume de material fundido é
dependente da relação entre a velocidade de alimentação do arame (W) e a freqüência de
onda da corrente pulsada (Hz). Esta relação W/Hz, é proporcional ao volume da gota que se
destaca durante um pulso. Neste caso, o tamanho da gota transferida em cada pulso se
mantém constante se as possíveis variações da velocidade de alimentação do arame e da
freqüência de onda da corrente forem proporcionais [20, 22]. Além das condições de pico
estabelecidas para este processo de soldagem, sabe-se que a estabilidade do arco voltaico é

18
ainda bastante dependente das condições de base (corrente e tempo de base). Para a
obtenção de um arco estável, deve-se ainda, atentar para as condições de transferência
metálica e de carga elétrica, para o comprimento do arco e, principalmente, para uma
velocidade de alimentação do arame ajustada pela sua taxa de fusão [20, 22, 38].
Neste processo de soldagem, para uma elevação na corrente de pulso ocorre
um aumento correspondente na taxa de fusão do arame. Isto resulta da intensificação do
aquecimento do arame por efeito Joule durante o pulso. Um cálculo simplificado da
velocidade de fusão pode ser estabelecido pela equação 03. Esta equação considera os
coeficientes α, β e S. Já a equação 04, considera também os valores da condição de base e
de pico estabelecidas para a soldagem em corrente pulsada [20].
Vf = αI + ßSI² (03)
onde,
Vf é a velocidade de fusão do arame (mm/s)
α e β são constantes
I é a corrente (A)
S é o “stickout” (mm)
a é a área da seção transversal do arame (mm2)
Para a soldagem de aço baixo carbono com arame sólido de 1,2 mm de
diâmetro, os valores médios de α e de β são: α = 0,3 mmA-1s-1 e β = 5 x 10-5 A-2s-1 [20].
Vfp = αIm + βSIef2 (04)

19
sendo Ief tptb Ib Iptp tb
2 22
2= +−
+Im (
( )) ou
( ) ( )[ ]( )
IefIp tp Ib tb
tp tb=
+
+
⎡
⎣
⎢⎢
⎤
⎦
⎥⎥
2 21 2/
onde,
Vfp é a velocidade de fusão do arame em corrente pulsada
α e β são constantes
Im é a corrente média
Ief é a corrente eficaz
Ip é a corrente de pico
Ib é a corrente de base
tp é o tempo de base
tb é o tempo de base
S é o “stickout”
O efeito da diferença entre a corrente de pico e a corrente de base (Ie) é
claramente identificado a partir equação 04, ou seja, um aumento no excesso de corrente
definido por, Ie = Ip - Ib, causará uma elevação significativa na velocidade de fusão do
arame [20].
A figura 6 mostra o efeito do excesso de corrente sobre a velocidade de
fusão
, para um arame sólido de aço baixo carbono de 1,2 mm de diâmetro quando do aumento do
valor da corrente de 100 A/ms para 425 A/ms. Segundo Norrish [20], em situações práticas,
para uma dada corrente média, o aumento na velocidade de fusão do arame a partir do

20
aumento da corrente de pulso (equação 04) pode reduzir a diluição e resultar em cordões de
solda convexos.
Excesso de corrente = Ip - Ib ( A )
Vel
ocid
ade
do a
ram
e ( M
/min
)
6
6.5
7
7.5
8
8.5
9
9.5
10
10.5
11
115 140 165 190 215 240 265 290 315 340 365 390 415 440 465
100 A/ms 425 A/ms
FIGURA 6 - Efeito dos parâmetros de pulso na velocidade de fusão [20].
2.4 - Aplicações do processo.
Desde a concepção dos arames tubulares, um grande número destes
consumíveis tem sido desenvolvido para as mais diversas aplicações. Dentre outros fatores,
sabe-se que a composição química do fundente e o diâmetro do consumível destacam-se
como determinantes das funções de um arame tubular. Neste caso, podem-se destacar a alta
tolerância a óxidos e a impurezas da chapa, as altas velocidades de soldagem e as altas

21
taxas de deposição, os bons requisitos de tenacidade a baixa temperatura e a soldagem em
todas as posições.
O desenvolvimento de novos arames tubulares, com exigências de elevada
tenacidade, tem encontrado considerável aplicação na construção de plataformas “off
shore”, onde rapidamente vem substituindo o eletrodo revestido [05, 23]. Em alguns
estaleiros ingleses chegam a representar cerca de 25% de todo o material soldado. Esta
preferência pelos arames tubulares se deve a boa tenacidade obtida para as soldas
depositadas em locais abertos, onde a grande incidência de ventos reduz bastante a
tenacidade das soldas dos procesos MIG/MAG e eletrodo revestido. A figura 7 ilustra o
efeito da incidência dos ventos sobre metais de solda depositados pelo processo de
soldagem MAG e arame tubular autoprotegido. Percebe-se uma acentuada redução nos
níveis de tenacidade da solda MAG quando a velocidade do vento aumenta de 0 para 2 m/s.
Já para a soldagem com arame tubular autoprotegido, não se percebe efeito significativo
sobre a tenacidade, para aumentos da velocidade do vento entre 0 e 5 m/s.

22
FIGURA 7 - Efeito da velocidade do vento sobre a tenacidade do metal
depositado pela soldagem MAG e arame tubular autoprotegido [01]. Em relação ao eletrodo revestido, a técnica de soldagem com arame tubular
apresenta as vantagens inerentes aos processos de soldagem contínuos: a troca de eletrodo é
eliminada, não há perdas de sobras de eletrodo, etc. [01, 02, 11]. Comparado ao processo
MIG/MAG, o arame tubular autoprotegido apresenta uma menor susceptibilidade aos
defeitos induzidos por correntes laterais de ar, por isso, pode-se utilizado facilmente em
construções “in situ”. Como os elementos de liga são agregados ao fundente, pode-se obter
comercialmente e de uma forma mais econômica uma grande variedade de composições e
tipos de arames. Além disso, estes arames permitem soldagens com maiores “stickout”
possibilitando a soldagem em juntas de difícil acesso. Esta técnica resulta também em
23
maiores taxas de deposição. Esta versatilidade é particularmente útil em países onde a
demanda é pequena, haja vista, que para um mesmo tipo de capa metálica é possível a
concepção de vários tipos de arame a partir de pequenas partidas de vários tipos de fluxo
[01, 03, 11].

3 - OBJETIVOS DO TRABALHO
3.1 - Objetivos.
Estudar os efeitos dos parâmetros operacionais da soldagem em corrente
pulsada, como a corrente média, a freqüência de pulso e o “stickout” sobre:
* a estabilidade do arco voltaico;
* as características econômicas (taxa de fusão, taxa de deposição e rendimento);
* as características geométricas do cordão de solda (largura, penetração e reforço);
* a qualidade do metal depositado.
empregando-se soldagem na posição plana em simples deposição e em chapa chanfrada
utilizando-se um arame tubular autoprotegido comercial.

4 - PLANEJAMENTO EXPERIMENTAL
4.1 - Planejamento dos experimentos.
Os objetivos deste trabalho serão alcançados em duas etapas distintas e
consecutivas de ensaios, designadas como Ensaio Experimental I (EEI), para a soldagem na
condição de junta e Ensaio Experimental II (EEII), para a soldagem em simples deposição.
Todas as soldagens serão automatizadas, em CC−, na posição plana, em um único passe e
sobre chapas de aço ABNT 1020 de 150x50x9,5 mm. Para tal, será utilizada uma fonte
eletrônica do tipo multiprocesso, ajustada para o modo pulsado com o comando de corrente
e uma tocha reta refrigerada à água perpendicular à chapa. Para a soldagem na condição de
junta (EEI), o chanfro será usinado com um ângulo de 45º, profundidade de 5,3 mm e
abertura de raiz igual a 3,0 mm. A figura 8 mostra esquematicamente os detalhes desta
junta.
Como metal de adição será utilizado um arame comercial da classe AWS
E71T-7, de 2,0 mm de diâmetro. Segundo a norma AWS A5.20-79 [17], este consumível é
adequado para a soldagem de aço carbono, em aplicações sem requisitos de tenacidade e
onde haja a necessidade de altas taxas de deposição. Solda em todas as posições, em passe
único ou em multipasses. Possui boas características de estabilidade do arco e a qualidade
da solda concorre com o eletrodo revestido da classe AWS E7014. Para a execução das
soldas permanecem constantes os valores da tensão em 23,0 V e da velocidade de soldagem
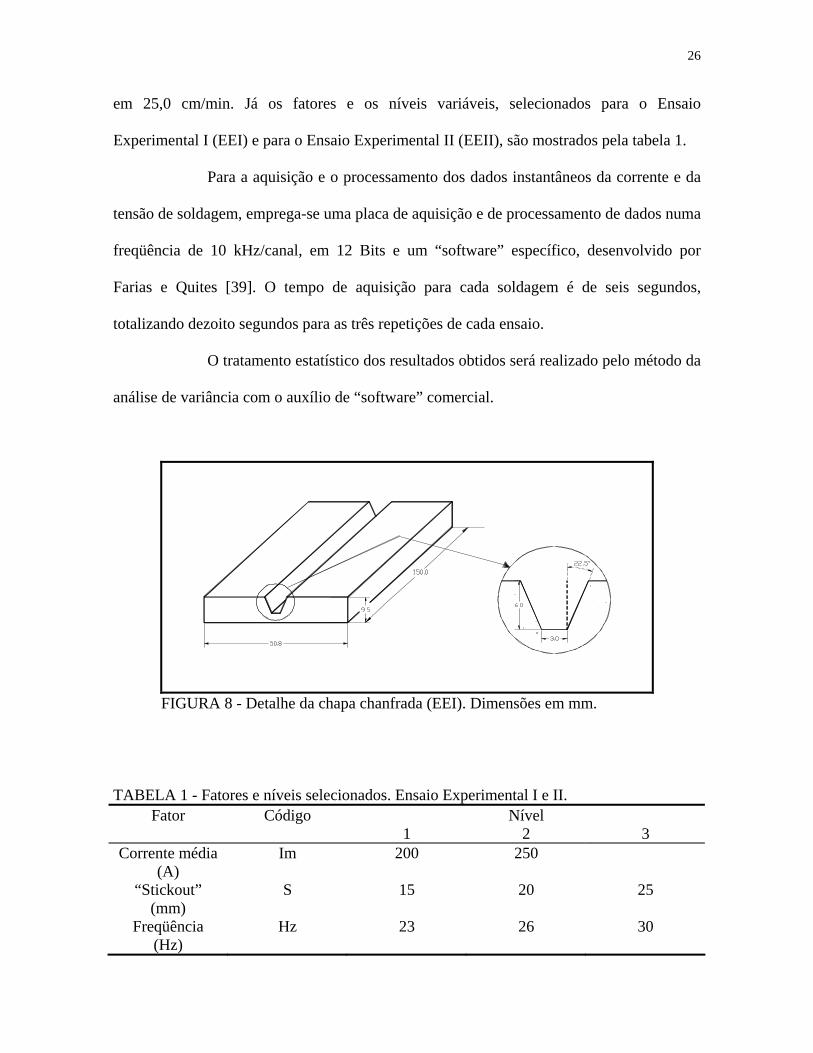
26
em 25,0 cm/min. Já os fatores e os níveis variáveis, selecionados para o Ensaio
Experimental I (EEI) e para o Ensaio Experimental II (EEII), são mostrados pela tabela 1.
Para a aquisição e o processamento dos dados instantâneos da corrente e da
tensão de soldagem, emprega-se uma placa de aquisição e de processamento de dados numa
freqüência de 10 kHz/canal, em 12 Bits e um “software” específico, desenvolvido por
Farias e Quites [39]. O tempo de aquisição para cada soldagem é de seis segundos,
totalizando dezoito segundos para as três repetições de cada ensaio.
O tratamento estatístico dos resultados obtidos será realizado pelo método da
análise de variância com o auxílio de “software” comercial.
FIGURA 8 - Detalhe da chapa chanfrada (EEI). Dimensões em mm.
TABELA 1 - Fatores e níveis selecionados. Ensaio Experimental I e II. Fator Código Nível
1 2 3 Corrente média
(A) Im 200 250
“Stickout” (mm)
S 15 20 25
Freqüência (Hz)
Hz 23 26 30

27
4.2 - Metodologia experimental.
Apresenta-se a seguir a metodologia adotada para a avaliação das
características operacionais (estabilidade do arco) e econômicas do arame (taxa de fusão,
taxa de deposição e rendimento) e das características geométricas do cordão de solda
(largura, penetração e reforço) para os diferentes ensaios realizados.
4.2.1 - Determinação dos parâmetros de soldagem.
A seguir, mostra-se a determinação dos parâmetros de soldagem quando da
utilização da corrente pulsada.
O período de pulso será calculado, considerando-se a seção transversal da
capa metálica do arame, (ou seja, não considerando o fluxo), baseado no cálculo do volume
da gota transferida, conforme a equação 05.
V = l . e . c (05)
onde,
V é o volume da gota (mm3)
l é a largura da capa metálica (mm)
e é a espessura da capa metálica (mm)
c é o comprimento do arame (mm)

28
Dividindo e multiplicando o comprimento da capa metálica do arame pelo tempo e
substituindo o valor do volume, tem-se a equação 06.
43π r3 = l . e . w . T (06)
onde,
w é a velocidade da alimentação do arame (mm/s)
r é o raio do arame tubular (mm)
T é o período de pulso (s)
Para o arame tubular empregado de 2,0 mm de diâmetro, encontrou-se os
valores abaixo descritos.
l = 6,80 mm
e = 0,35 mm
r = 1,0 mm
A velocidade de alimentação do arame (w) será mantida constante e igual a 2,5 m/min, para
todos os ensaios realizados neste trabalho.
Substituindo os valores na equação 06 encontrou-se T = 42 ms. E deste modo, como
T = tb + tp, utilizou-se tb = 30 ms e tp = 12 ms. Estes valores foram considerados baseados
em duas considerações a seguir. Na primeira, quando da realização de ensaios preliminares,
estes valores para tb e tp se destacaram por apresentarem um menor número de curto-
circuito com transferência metálica, fato que pode indicar a transferência da gota no modo
“spray”. Na segunda, sugere-se que para o arame tubular, ocorra um atraso na fusão do
fluxo em relação a fusão da capa metálica e, deste modo, necessita de um tempo maior para

29
a formação da gota (tb) e para o seu destacamento (tp) quando comparado coma soldagem
com arame sólido.
Para a variação da freqüência de pulso, será modificado o valor do período,
com o objetivo de diminuir o tamanho da gota a transferir conforme a tabela 1. Deste modo,
pretende-se minimizar o número de curto-circuitos durante a soldagem.
O valor da corrente de pico (Ip) será igual a 350 A para todos os ensaios uma
vez que a fonte de soldagem utilizada apresenta limitações no valor máximo para a corrente
de pico em 450 A logo, por segurança adotou-se 350 A.
Os valores da corrente média (Im) serão mantidos em 200 e 250 A, a partir
da variação dos valores da corrente de base (Ib), estabelecidos através da equação 01.
4.2.2 - Características operacionais.
A estabilidade do arco voltaico é um requisito básico para um bom
desempenho da operação de soldagem e afeta diretamente a qualidade final do metal
depositado, a taxa de fusão, a taxa de deposição e o rendimento, a geometria da solda e as
propriedades mecânicas.
Para uma mesma característica estática da fonte de energia, as propriedades
físicas da atmosfera gasosa do arco são fatores determinantes do seu comportamento. Desta
maneira, a energia de ionização, as condutibilidades térmica e elétrica assim como as suas
variações com a temperatura, deverão ser suficientes para garantir um bom comportamento
do arco. É consenso que os diversos processos de soldagem ao arco voltaico, apresentam
características extremamente diferentes como o uso ou não de um consumível, a

30
transferência de carga elétrica e/ou de metal, o gás de proteção, o fluxo, o arame sólido ou
tubular, a proteção pela escória etc. O efeito destas diferenças sobre a qualidade da solda se
acentua ainda mais, com os efeitos das diversas condições de soldagem tais como a
natureza e o valor da corrente, o valor da tensão, do “stickout” e a posição de soldagem,
entre outras. Somam-se a isso, a complexidade e a dinâmica de fenômenos elétricos,
magnéticos, químicos, metalúrgicos e mecânicos que ocorrem no ambiente da soldagem,
em um reduzido intervalo de tempo, e que interferem na transferência de carga elétrica e de
metal. A união destes e de outros fatores dificultam a definição de um critério consensual
para uma avaliação quantitativa segura da estabilidade do arco voltaico. Vários autores têm
estabelecido metodologias e critérios próprios, que muitas vezes dificultam a interpretação
e/ou a comparação de seus resultados [03, 39].
4.2.3 - Critério para medição da estabilidade do arco.
A avaliação da estabilidade do arco quando a soldagem envolve a
transferência metálica por curto-circuito, pode ser realizada a partir da medição dos valores
instantâneos da corrente e da tensão de soldagem, pelo estudo da facilidade e da
regularidade da transferência metálica e da transferência de carga elétrica [39]. Farias [39]
recomenda a avaliação da estabilidade do arco apenas pelo transporte de carga elétrica
quando a transferência de metal não é por curto-circuito. Neste sentido, este pesquisador
sugere o valor médio da tensão de soldagem (U ) e o inverso do seu desvio padrão relativo
(U/σU) para avaliar, respectivamente, a facilidade e a regularidade de transferência de carga

31
elétrica, em ambos os casos, para igual valor da corrente e do comprimento do arco, quando
se usa fonte de soldagem do tipo corrente constante.
De uma maneira geral, a estabilidade do arco implica tanto na facilidade da
operação de soldagem como na obtenção de uma geometria o mais regular possível para o
cordão de solda. Entretanto, em ambos os casos, acredita-se que um arco estável deve
atender a dois princípios básicos: uma transferência de metal fácil e uniforme e uma
transferência de carga elétrica fácil e uniforme. Com base nestes dois princípios básicos,
adotou-se neste trabalho a metodologia empregada por Farias [39]. Este pesquisador em seu
trabalho propõe os critérios descritos a seguir para a avaliação da estabilidade do arco, a
partir dos valores instantâneos da tensão e da corrente. Para o presente trabalho deve-se
observar algumas características peculiares dos arames tubulares autoprotegidos.
* Facilidade de transferência metálica
A facilidade de transferência metálica é avaliada a partir de índices que
medem a facilidade de ocorrência de curto-circuito (Fcc) e facilidade de transferência da
gota no curto-circuito (Ftm). Quanto maiores estes índices, maior será a estabilidade do
arco.
Fcc = (1/ T) .1000 (s-1) (07)
Ftm = (1/ tcc) .1000 (s-1) (08)
onde:

32
T é o período médio de transferência (ms);
tcc é o tempo médio de curto-circuito (ms)
* Regularidade de transferência metálica
A regularidade de transferência metálica é avaliada, pelos índices que
medem a regularidade de ocorrência de curto-circuito (Rcc) e regularidade de transferência
da gota no curto-circuito (Rtm). Quanto maiores estes valores maior será a a estabilidade do
arco.
Rcc = T / σT (09)
Rtm = tcc / σtcc (10)
onde:
σT é o desvio padrão do período médio de transferência (ms);
σtcc é o desvio padrão do tempo médio de curto-circuito (ms).
* Facilidade de transferência de carga elétrica
A facilidade de transferência de carga elétrica (FE) é avaliada em função da
energia dissipada (E) para a reabertura do arco após o curto-circuito.
33
E P P tr=−( )1
2000. 1 (W.s) (11)
FE = 1/ E (W.s)-1 (12)
onde:
P1 = U1 . I1 é a potência no instante da reabertura do arco (W);
Pr = Ur . Ir é a potência de referência (W);
U1 é a tensão de reabertura do arco (V);
I1 é a corrente de reabertura do arco (A);
Ur é a tensão de referência (V);
Ir é a corrente de referência (V);
t1 é o tempo de reabertura do arco (ms).
* Regularidade de transferência de carga elétrica
A regularidade de transferência de carga elétrica (RE) é avaliada pelo
inverso do desvio padrão relativo da energia dissipada para a reabertura do arco após o
curto-circuito.
RE = E / σE (13)
onde:

34
σE é o desvio padrão dos valores da energia dissipada para a reabertura do arco após o
curto-circuito.
Após a realização de alguns ensaios preliminares, observou-se que em
corrente pulsada o número de curtos-circuitos com transferência metálica foi bastante
reduzido, não caracterizando portanto uma transferência por curto-circuito. Entretanto,
neste trabalho adotou-se para a avaliação da estabilidade do arco os critérios de
transferência metálica, que inclui, a facilidade e a regularidade de transferência de metal e o
critério de transferência da carga elétrica, conforme sugerido por Farias. A adoção deste
procedimento justifica-se pela ocorrência de um número de curtos-circuitos bastante
reduzido (critério de transferência de carga elétrica), contudo, não desprezível ( critério de
transferência metálica ).
4.2.4 - “Softwares” para a avaliação da estabilidade do arco voltaico.
Após a aquisição dos dados da corrente e da tensão de soldagem, estes são
adequadamente convertidos e analisados por meio do “software” específico desenvolvido
por Farias e Quites [39]. Os valores médios das grandezas obtidas, resultante das três
repetições de cada um dos ensaios, são a seguir submetidos a análise estatística de variância
através de um “software” comercial.
* Programa “CONT93”

35
Este programa faz o processamento dos dados do arquivo completo ou de
intervalos específicos. As variáveis em corrente contínua listadas abaixo, são obtidas a
partir da leitura dos valores instantâneos da corrente e da tensão de soldagem [39].
- a tensão média (U), o seu desvio padrão (σU) e o desvio padrão relativo (σU/U);
- a corrente média (I), seu desvio padrão (σI) e o desvio padrão relativo (σI/I);
- a tensão eficaz (Uef);
- a corrente eficaz (Ief);
- o período médio de transferência (T), o seu desvio padrão (σT) e o desvio padrão
relativo (σT/T);
- o tempo médio de curto-circuito (tcc), o seu desvio padrão (σtcc) e o desvio padrão
relativo (σtcc/tcc);
- a tensão média de reabertura após o curto-circuito (U1), o seu desvio padrão (σU1)
e o desvio padrão relativo (σU1/U1);
- o tempo médio de reabertura (t1), o seu desvio padrão (σt1) e o desvio padrão
relativo (σt1/t1);
- a corrente média de reabertura (I1), o seu desvio padrão (σI1) e o desvio padrão
relativo (σI1/I1);
- o índice E, o seu desvio padrão (σE) e o desvio padrão relativo (σE/E).
O programa pode ter saída para a impressora, para o arquivo de texto e para
o arquivo ASCII. Adotam-se , neste programa, três parâmetros como critério de avaliação
para a estabilidade do arco, seus valores são definidos pelo usuário, a seguir definidos:

36
* Tensão de referência para o curto-circuito: neste critério o curto-circuito só é regis
trado se a tensão do arco cair abaixo do valor de Ur especificado. Adotou-se para
este trabalho o valor de 15V.
* Tempo mínimo de curto-circuito: a partir da análise do histograma dos valores
dos tempos de curto-circuito é possível determinar o tempo limite em que uma
gota metálica é efetivamente transferida. Neste trabalho, adotou-se o valor de
tmin= 1,5 ms. Desta maneira, permite-se o processamento dos dados com
transferência metálica, para tcc> 1,5 ms e o processamento dos dados sem
transferência de metal para, tcc ≤ 1,5 ms.
* O tempo máximo de reabertura: este critério é definido para a determinação da
ten-
são de reabertura do arco após o curto-circuito, onde se verifica a condição
estabelecida pela equação 14.
Ui - Ui+1 ≥ 0 (14)
Define-se a tensão de reabertura como a tensão máxima que satisfaz a
equação 14 no intervalo de tempo (tmax) considerado. Neste intervalo, não havendo o pico,
não considera-se o curto-circuito para efeito da determinação dos valores médios de U1, I1 e
t1. Neste trabalho adotou-se tmax igual a 1,0 ms.

37
4.2.5 - Características econômicas.
Um dos fatores de grande importância na seleção de um consumível de
soldagem é o seu desempenho econômico. Entretanto, são muitas as variáveis capazes de
interferir no desempenho econômico de um consumível. Destacam-se a sua composição
química, os parâmetros operacionais do processo de soldagem, o modo de transferência
metálica, etc. Quanto ao consumível, deve-se considerar se é um eletrodo revestido, um
arame contínuo sólido ou tubular, o seu diâmetro, o tipo de proteção por fluxo fundente ou
por gás, etc. Dentre os parâmetros operacionais de soldagem, destacam-se o valor e a
natureza da corrente e a sua polaridade no caso da corrente contínua, os valores da tensão e
do “stickout”, etc [03, 39].
A taxa de fusão (TF), a taxa de deposição (TD) e o rendimento real (Rr)
definem o desempenho econômico do consumível na soldagem a arco voltaico. A taxa de
fusão (TF) é representada pela massa do consumível fundida por unidade de tempo. A taxa
de deposição(TD) é definida pela massa do consumível realmente incorporada ao metal de
solda por unidade de tempo. O rendimento de deposição real (Rr), é a razão entre a massa
do consumível incorporada ao metal de solda e a massa de arame consumida durante a
operação de soldagem, na mesma unidade de tempo. Para a soldagem com arame tubular
autoprotegido, o cálculo destas características econômicas pode ser realizado através das
seguintes equações matemáticas abaixo descritas.

38
* Taxa de fusão
TF = 3,6 ρa . L / t [kg/h] (15)
* Taxa de deposição
TD = 3,6 (Mf - Mi) / t [kg/h] (16)
* Rendimento de deposição real
R = [(Mf - Mi) / ma] . 100 (%) (17)
onde:
L é o comprimento de arame consumido (m)
t é o tempo de soldagem (s)
Mi é a massa inicial da chapa (g)
Mf é a massa final da chapa (g)
ρa é a densidade linear do arame (g/m)
ma = ρa x L, é a massa de arame consumida (g)

39
4.2.6 - Características geométricas do cordão de solda.
A largura (b), o reforço (r), e a penetração (p) medidas a partir da seção
transversal da solda, definem as características geométricas do metal depositado e têm
influência significativa sobre as suas propriedades mecânicas. A figura 9 ilustra o aspecto
de uma seção transversal do cordão de solda em simples deposição.
FIGURA 9 - Detalhe da seção transversal do cordão de solda em simples deposição.
Alguns estudos [39 apud 79, 80, 81] indicam que a resistência mecânica da
junta sofre efeitos da geometria do cordão, principalmente o limite de resistência a fadiga.
Outros estudos [39 apud 84, 85], indicam a relação da penetração com a estabilidade do
arco, com a viscosidade do fluxo fundido, com as tensões superficiais e ainda estabelecem
relações da geometria da solda com a tensão, com a corrente, com a velocidade de
soldagem, com o diâmetro e com o comprimento do eletrodo. Desta forma, para o um
mesmo metal de base e tipo de geometria do chanfro, a natureza do consumível e os

40
parâmetros de soldagem são fatores fundamentais para o estudo dos seus efeitos sobre a
geometria do cordão de solda. Quanto a natureza do consumível, destacam-se a composição
química do seu fluxo, o seu diâmetro e o “stickout”. Entretanto, o processo de fusão do
metal de base e, conseqüentemente, a quantidade de metal fundido, sofrem a influência do
calor gerado nas zonas de transição catódica e anódica, na coluna do arco voltaico e do
superaquecimento da gota metálica em transferência através do arco voltaico [03, 39].
A largura do cordão de solda é diretamente proporcional à tensão do arco e
ao diâmentro do consumível e é inversamente proporcional à velocidade de soldagem. Já a
penetração é diretamente proporcional à concentração de energia e à ação de escavação do
arco voltaico no material de base. A concentração de energia é função direta da corrente
e/ou da redução da velocidade de soldagem, e função inversa do diâmetro do arco voltaico,
do seu comprimento e do diâmetro do consumível.
Gonzalez [40], verificou que com o uso do processo TIG pulsado, a
penetração e a largura do cordão da solda são diretamente proporcionais ao tempo e a
corrente de pico, e inversamente proporcional ao tempo de base. Ele salienta também, que é
significativo a influência do tempo de base, além da corrente e tempo de pico, sobre a
geometria do cordão.
A avaliação da geometria da solda é realizada pela análise dimensional da
sua seção transversal. Para este trabalho, três amostras eqüidistantes em relação ao eixo
longitudinal da solda serão retiradas e preparadas para a medição da sua geometria. A
amostra é lixada e em seguida atacada quimicamente, durante cerca de 5 segundos, com
uma solução de nital a 5%. As medições da geometria serão realizadas com o auxílio de um
medidor de perfil. Para a soldagem na condição de junta e em simples deposição foram

41
considerados os parâmetros geométricos abaixo relacionados. A figura 10, ilustra a seção
transversal do cordão de solda e os seus parâmetros, considerados para a condição de junta.
- Para o ensaio na condição de junta:
* Penetração lateral (PL).
* Penetração de Raiz (PR).
* Largura ( L ).
* Reforço ( r ).
- Para o ensaio em simples deposição:
* Penetração ( P ).
* Largura ( L ).
* Reforço ( r ).
FIGURA 10 - Seção transversal do cordão de solda para a condição de junta.
onde:
PL d=
cos ,22 50 (18)

42
d M=
− 5 52
, (19)
4.3 - Procedimento para tratamento de dados. 4.3.1 - Introdução A análise de um determinado fenômeno pode ser realizada
experimentalmente pela variação de mais de um de seus fatores. Desta forma, pode-se
estudar a relação entre a causa e o efeito produzidos pelas variações pertinentes. Para o
entendimento mais abrangente do fenômeno em questão, a sua abordagem pode ser feita
pelo estudo da interação entre as diversas causas e as suas influências nos efeitos obtidos
[41-44]. Neste trabalho, ao pretender-se analisar os efeitos da corrente média, do “stickout”
e da freqüência de pulso sobre as características operacionais, econômicas e geométricas da
solda, faz-se necessário considerar o perfil da geometria da solda (com ou sem chanfro).
Verifica-se assim, que a variação das características geometricas pode não ser igual, por
exemplo, para as diferentes combinações de corrente média ou para os diferentes níveis de
“stickout”. Assim, o valor da corrente média ótima para uma dada combinação pode não sê-
lo para uma outra. Isto ocorre quando existe interação entre os fatores envolvidos e desta
forma, deve-se utilizar uma experimentação multifatorial para se estimar e testar todas as
possíveis interações [41-44]. O delineamento fatorial é um dos métodos mais empregados
para a análise de experimentos multifatorias. Neste método, os tratamentos consistem de
dois ou mais fatores, cada um variando em dois ou mais níveis. As combinações se
processam de modo que cada nível de um fator, ocorre conjuntamente com cada nível dos

43
outros fatores. O número total de tratamentos é o produto entre o número de níveis de todos
os fatores [41-44].
a) O modelamento matemático.
Para simplificar o estudo estatístico dos resultados aqui obtidos, apresenta-se
a seguir, um modelo para análise de experimentos com apenas um fator fixo [41-44]. O
objetivo é verificar a influência dos (k) níveis desse fator sobre uma variável dependente X
em estudo. Isto pode ser feito através da comparação entre as médias populacionais da
variável X sob efeitos dos k tratamentos. O modelamento matemático associado a um fator
fixo é:
X ij = + +μ δ i e ij (20)
onde:
Xij é a observação correspondente a j-ésima repetição submetida ao i-ésimo nível do
fator;
μ é a média geral comum a todas as observações, dada por,
[μ = 1n
ni in
k .=∑ 1 ]μ (21)
μi é a média populacional de X no i-ésimo tratamento;
δi é o efeito do i-ésimo nível do fator variável dependente e mede o afastamento da
44
média μi em relação a μ, e é dado por,
δ μi i= − μ (22)
eij é o erro casual associado a observação Xij
As suposições usualmente associadas aos componentes deste modelo
(equação 20), são que os erros eij são variáveis aleatórias independentes e identicamente
distribuídas com distribuição N(0, σ2) [55-57]. Como Xij são funções lineares de eij, das
suposições sobre o erro pode-se escrever resumidamente que:
X Nij i≈ ( , )μ σ 2 , independentes (23)
Portanto, neste caso supõe-se que as observações do experimento a ser
analisado, correspondem a amostras aleatórias de k populações normais com a mesma
variância e que podem ou não ter médias diferentes.
♦ As hipóteses fundamentais
A análise de variância se destaca como um poderoso método utilizado para
se verificar diferenças entre médias populacionais devidas a várias causas, atuando
simultaneamente sobre os elementos de uma população [55-57]. Neste caso, considera-se
que k amostras de tamanho n, são retiradas de k populações cujas médias μi (i = 1, 2, 3, ... ,
k) deseja-se comparar. Uma hipótese do problema, a ser testada é:
H 0: ...μ μ μ μ1 2 3= = = = k (24)

45
Esta hipótese deve ser confrontada com a alternativa de, pelo menos, uma
das médias populacionais ser diferente. Desta forma, se as médias μi são consideradas sob a
forma de μ + δi (i = 1, 2, 3,...,k), pode-se então formular, alternativamente:
H k0 1 2 3 0: ...δ δ δ δ= = = = = (25)
Neste estudo estatístico, adota-se a notação segundo a qual Xij (i = 1, 2, 3, ...
,k; j = 1, 2, 3, ... , n) é o j-ésimo valor da i-ésima amostra de n elementos, e:
Ti − é a soma dos valores da i-ésima amostra, dada por,
Tij=1
n
= ∑Xij
Xij
ij
(26)
Qi − é a soma dos quadrados dos valores da i-ésima amostra, dada por,
Qi2
j=1
n
= ∑ (27)
T − é a soma total dos valores, dada por,
T = Tij=1
n
i=1
k
i=1
k
= ∑∑∑ X (28)
Q − é a soma total dos quadrados, dada por,
Q = Qij=1
n
i=1
k
i=1
k
= ∑∑∑ Xij2 (29)
Xi − é a média da i-ésima amostra, dada por,
Xi = T ni / (30)

46
X − é a média de todos os valores, dada por,
X T nk= / (31)
Assumida a veracidade da hipótese H0, a estimativa da variância
populacional σ2, comum implicitamente a todas as populações, pode ser conduzida através
do cálculo dos quadrados médios segundo três critérios da análise de variância [41-44]: a
estimativa total, S , a estimativa entre amostras, S e a estimativa dentro da amostra
residual,S .
T2
E2
R2
♦ Estimativa total.
A estimativa total é obtida considerando-se as amostras reunidas em uma só,
cuja variância S2T é calculada. Por este critério, a estimativa de σ2 é válida se e somente se
a hipótese Ho (μ1 = μ2 = μ3 = ..... = μn) for verdadeira, pois assim todas as populações serão
identicamente distribuídas, o que justifica a fusão das amostras k em uma só [41-44]. A
estimativa total de σ2 é então expressa por:
S Q -[T (nk)]nk -1
SQTnk -1T
22
= =/ (32)
onde:
SQT é a Soma de Quadrados Total;
(nk − 1) são os graus de liberdade.

47
♦ Estimativa entre amostras.
A estimativa entre amostras S2E é também válida se a hipótese H0 for
verdadeira e, é baseada no mesmo critério anterior [41-44]. Nestas condições, pode-se
considerar as médias Xi das k amostras como uma amostra de k valores retirados da
população dos possíveis valores de X , que sabemos ser normalmente distribuída com
variância σ2/n. Desta forma, a variância da amostra formada pelos k valores Xi estima σ2/n
e, é expressa como se segue:
ST n T nk
kSQEkE
ii
k
2
2
1
2
1 1=
−
−=
−=∑ ( / ) /
(33)
onde:
SQE é a Soma dos Quadrados entre amostras;
(k − 1) são os graus de liberdade.
♦ Estimativa residual.
Para a estimativa residual S considera-se que a variância populacional
comum, σ
R2
2, pode ser também estimada individualmente (Si2) a partir dos elementos de cada
uma das k amostras disponíveis, ou seja, dentro de cada amostra [41-44]. Desta forma, as k
estimativas individuais de σ2, disponíveis, seriam todas válidas independente da veracidade
ou não de H0. Neste sentido, cada uma amostra individual fornecerá uma estimativa, σ2 ,

48
dada por:
SQ T n
ni i
i2
2
1=
−−
[ / ] (34)
Sendo as amostras do mesmo tamanho, a estimativa resultante para o
conjunto de amostras será a média aritmética das k estimativas individuais, expressa por:
SQ T n
SQRk nR
ii
k
2
2
1
1=
−=
−=∑ /
( )k(n -1) (35)
onde:
SQR é a Soma dos Quadrados Residual;
k (n − 1) são os graus de liberdade.
A teoria estatística define ser S R2 sempre um estimador não viesado de σ2 ,
enquanto que S o será somente se a hipótese de nulidade, H , for verdadeira. Nesta
condição, estes estimadores serão independentes e, portanto, pode-se compará-los mediante
a distribuição de Fisher-Snedecor [41-44], conhecido como teste F, isto é:
E2
0
F =SS
E2
R2 (36)
Através da teoria estatística [41-44] demonstra-se que a hipótese original de
nulidade H0 pode então ser substituída pelo teste de comparação F, conduzido com (k − 1)
graus de liberdade no numerador e k(n − 1) graus de liberdade no denominador. Isto

49
significa que H0 será rejeitada se:
F Fk k n> − −1 1, ( ),α (37)
onde, Fk-1,k(n-1),α, é o valor de ordem (1 − α) da distribuição de Fisher-Snedecor e α é o nível
de significância escolhido e que representa a região crítica para o teste ou a probabilidade
de se rejeitar H0, sendo esta hipótese verdadeira. A faixa restante constitui a região de
aceitação. Rejeitando-se H0, pode-se concluir que há diferenças significativas, ao nível de
significância α, entre as médias dos diferentes níveis de “ï” [41-44]. O procedimento de
teste será sempre unilateral, pois, sendo H0 falsa, F .tenderá sempre a crescer. Do modelo
fixo de análise de variância, pode-se mostrar que independente de H0, S estimará sempre: E2
σ σδ
Ein
k2 2
2
1= +
−∑ (38)
Esta expressão mostra que se H0 for verdadeira tanto S como S estimarão
σ
E2
R2
2, ao passo que, se H0 for falsa, S estimará σE2
E > σ2. Se obtivermos F< 1, tal fato somente
poderá ser atribuído ao acaso, e a hipótese H0 deverá ser automaticamente aceita. Os
valores usualmente adotados para o nível de significância são α = 5,0% e α = 1,0%. Todas
as tendências relatadas neste trabalho em relação aos resultados obtidos, serão comprovadas
pelo método estatístico de análise de variância com um nível de significância α = 1,0%.

5 - DESCRIÇÃO DOS EQUIPAMENTOS.
Para o desenvolvimento deste trabalho, utilizou-se uma bancada de ensaios
constituída por uma central de soldagem multiprocesso e por um sistema de aquisição
computadorizada dos dados da tensão e da corrente de soldagem. A bancada de ensaios é
mostrada esquematicamente na figura 11. A figura 12 mostra detalhes da fonte de energia,
do carro motriz e dos acessórios utilizados para a realização das soldagens. O sistema de
medição é mostrado com maiores detalhes na figura 13. Descreve-se a seguir as principais
características dos componentes da bancada de ensaio.
1 - Central de soldagem multiprocesso.
Tipo: Fonte eletrônica inversora chaveada no secundário
Modelo: Inversal 300
Fabricante: IML/LABSOLDA-UFSC
Corrente: Contínua ou alternada (constante ou pulsada)
Corrente nominal: 300A
Corrente máxima: 450A
Tensão: 220, 380 ou 440V trifásica
Potência máxima consumida: 12 kW
Fator de potência: 0,94

51
1.1) Acessórios
* Tocha reta refrigerada à água
Modelo: 501MBKD3M
Fabricante: Binzel
* Carro motriz (tartaruga)
Modelo: MC 46
Fabricante: White Martins
FIGURA 11 - Bancada de ensaios.

52
FIGURA 12 - Fonte de energia, carro motriz etc.
2 - Sistema de medição
* Sistema de alimentação de arame
Modelo: STA - 20 / digital
Fabricante: IML/LABSOLDA-UFSC
* Placa de aquisição e processamento dos dados
Modelo: INTERDATA I
Fabricante: IML/LABSOLDA-UFSC
Freqüência máxima de aquisição (Microcomputador 386/25 mHz)

53
em 8 bit: 43 kHz
em 12 bit: 28 kHz
Faixa de leitura: -10 a + 10V
* Caixa de alimentação do arame (tempo, metragem e velocidade)
Fabricante: IML/LABSOLDA-UFSC
* Microcomputador Pentium/133 mHz
* Impressora Deskjet 680c.
FIGURA 13 - Sistema de medição.

6 - RESULTADOS OBTIDOS
6.1 - Resultados do Ensaio Experimenta I - EEI.
Apresentam-se a seguir os resultados da soldagem em condição de junta.
Estes resultados estão relacionados ao estudo da estabilidade do arco, das características
geométricas do metal de solda e das características econômicas do arame.
6.1.1 - Estudo da estabilidade do arco.
No processo de soldagem com arame tubular autoprotegido, a transferência
metálica é caracterizada por “vôo livre”, onde a gota em crescimento gira na parte metálica
da extremidade livre do arame, toca aleatoriamente a poça de fusão em curtos intervalos de
tempo e posteriormente se destaca. Com a introdução da corrente pulsada, os picos de
corrente ocorrem para antecipar a transferência da gota antes que esta curto-circuite a poça
de fusão. Por este modo de transferência, espera-se minimizar a salpicagem, melhorar a
estabilidade do arco e a qualidade do metal depositado em relação a soldagem
convencional.
Na tabela 2, indica-se a média do número total de curto-circuito (NTcc) e a
média dos curtos-circuitos com transferência de metal (CCtm) para o Ensaio Experimental
I. A tabela 3, mostra o percentual de CCtm para este ensaio. Verifica-se para esta tabela,
que o menor percentual de CCtm (3%) ocorreu nos “stickouts” de 15 e 20 mm em 250 e
200 A respectivamente, ambos na freqüência de 30 Hz.

55
TABELA 2 - Dados da estabilidade do arco referentes à transferência metálica para EEI. “Stickout” Freqüência Corrente Média (A)
(mm) (Hz) 200 200 250 250 NTcc CCtm NTcc CCtm 23 74 13 82 3
15 26 61 12 93 5 30 74 13 105 3 23 79 7 105 6
20 26 67 3 75 3 30 59 4 96 9 23 104 19 142 23
25 26 75 10 93 5 30 92 16 109 6
TABELA 3 - Percentagem de curto-circuito com transferência metálica (% CCtm). EEI. “Stickout” Freqüência Corrente Média (A)
(mm) (Hz) 200 250 23 18 4
15 26 19 5 30 18 3 23 9 6
20 26 5 4 30 3 10 23 18 16
25 26 13 5 30 17 6
As figuras 14 e 15 mostram os histogramas dos tempos de curtos-circuitos
respectivamente, para o ensaio em 200 A, “stickout” de 20 mm e 30 Hz de freqüência
(menor percentual de curto-circuito com transferência metálica) e o ensaio em 250 A,
“stickout” de 25 mm e 23 Hz de freqüência (maior percentual de curtos-circuito com
transferência metálica). Analisando o histograma da figura 14, verifica-se que quase a
totalidade dos curto-circuitos ocorreu num intervalo de tempo abaixo de 1,5 ms. Pela figura
15, observam-se curto-circuitos abaixo e acima deste tempo de referência. Neste caso,
apesar da existência de inúmeros curtos-circuitos com a transferência de metal (t > 1,5 ms),

56
o modo de transferência não se caracteriza por curto-circuito pois, estes ainda ocorrem
predominantemente em intervalos de tempo inferiores a 1,5 ms. Deste modo, justifica-se os
critérios adotados no item 4.2-c. A figuras 16 e 17, ilustram os oscilogramas da corrente e
da tensão de soldagem e representam o comportamento dinâmico do arco elétrico para os
ensaios nas condições de soldagem acima referidas.
Tempo ( ms )
Freq
uênc
ia (
Hz
)
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2 2.2 2.4
FIGURA 14 - Histograma do NTcc, menor % de CCtm. Im= 200A, S= 20mm e Hz= 30Hz.

57
Tempo ( ms )
Freq
uênc
ia (
Hz
)
0
3
6
9
12
15
18
21
24
27
30
33
36
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5
FIGURA 15 - Histograma do NTcc, maior % de CCtm. Im= 250A, S= 25mm e Hz=
23Hz.
Tempo ( ms )
Tens
ão (
V )
Cor
rent
e ( A
)
0
40
80
120
160
200
240
280
320
360
0
10
20
30
40
50
60
70
80
90
100
550 600 650 700 750 800 850
Corrente
Tensão
FIGURA 16 - Oscilograma da tensão e corrente, maior % CCtm. Im = 250 A e S = 25 mm.

58
Tempo ( ms )
Tens
ão (
V )
Cor
rent
e ( A
)
0
40
80
120
160
200
240
280
320
360
0
10
20
30
40
50
60
70
80
90
100
110
120
550 600 650 700 750 800 850
Tensão
Corrente
FIGURA 17 - Oscilograma da tensão e corrente, menor % CCtm. Im = 200 A e S = 20 mm.
A tabela 4 apresenta os resultados da estabilidade do arco relativos a
soldagem na condição de junta. Para o estudo da estabilidade do arco, utilizou-se o critério
de transferência de carga elétrica sugerido por Farias [39]. Os valores da tensão média (U ),
não aparecem na tabela 4, visto que a sua variação foi pouco significativa sendo o seu valor
médio igual a 23,8 V. As tabelas 5, 6 e 7 mostram, respectivamente os dados da ANOVA
relativos a estes ensaios, considerando um nível de significância (α) igual a 1%. Observa-se
pela tabela 5, para a corrente média de 200 A que o “stickout” afetou a facilidade de
ocorrência de curto-circuito, Fcc (α = 0,71%). Para a corrente média de 250 A o “stickout”
afetou tanto a facilidade, Ftm (α = 0,47%) como a regularidade de transferência metálica,
Rtm (α = 0,53%). Na tabela 6, percebe-se que para o “stickout” de 15 mm, a corrente
média afetou a regularidade de transporte de carga elétrica, U/σU (α = 0,39%) e a facilidade

59
de transferência metálica, Ftm (α = 0,08%). Já na tabela 7, percebe-se que nenhum fator
afetou a estabilidade do arco voltaico. Estes resultados podem ser melhor interpretados com
o auxílio das figuras 18 a 23.
TABELA 4 - Dados de estabilidade do arco. Soldagem sobre chanfro. Im “Stickout” Freqüência Estabilidade do arco (A) (mm) (Hz) T. carga Transferência de metal
U/σU Fcc(s-1) Ftm(s-1) Rcc Rtm 23 6,25 12,65 1223 0,82 1,04 15 26 6,66 10,31 1045 0,86 0,95 30 6,25 12,77 1248 0,88 1,11 23 5,91 13,89 1300 0,70 0,96
200 20 26 6,62 11,80 1420 0,83 0,96 30 6,66 11,02 1440 0,92 1,06 23 5,26 17,73 1007 0,81 0,86 25 26 6,25 16,36 1164 0,88 0,84 30 5,88 15,90 1196 0,80 0,93 23 8,33 14,03 2204 0,91 0,99 15 26 7,69 15,54 1972 0,92 1,04 30 7,69 17,80 2232 0,91 1,07 23 6,09 17,72 1040 0,96 0,53
250 20 26 7,75 12,93 1720 0,87 0,75 30 7,14 16,29 1570 0,75 0,74 23 6,25 20,54 1130 0,84 0,70 25 26 6,25 15,82 1240 0,82 0,81 30 6,25 26,93 1065 0,95 0,64
TABELA 5 - Resultado da ANOVA. Estabilidade do arco voltaico. Im Fator Estabilidade do arco (A) T. de carga Transferência de metal
Regularidade
Facilidade Regularidade
U/σU Fcc(s-1) Ftm(s-1) Rcc Rtm 200 “Stickout” 19,27 0,71 3,36 81,95 5,33
Freqüência 16,13 68,37 66,49 16,33 29,41 250 “Stickout” 2,45 19,98 0,47 65,69 0,53
Freqüência 91,18 29,41 90,33 82,99 76,11 Obs: Nível de significância α em %.

60
Tabela 6 - Resultado da ANOVA. Estabilidade do arco voltaico. “Stickout” Fator Estabilidade do arco
(mm) T. de carga Transferência metálica Regularidad
e Facilidade Regularidade
U/σU Fcc(s-1) Ftm(s-1) Rcc Rtm 15 Im 0,39 4,60 0,08 2,88 100 Freqüência 95,92 73,06 93,47 79,63 23,25
20 Im 33,32 10,89 80,14 64,89 1,55 Freqüência 19,36 51,69 18,21 98,69 80,72
25 Im 19,16 24,62 78,47 44,81 4,79 Freqüência 57,39 57,89 37,07 77,50 93,74
Obs: Nível de significância α em %.
TABELA 7 - Resultado da ANOVA. Estabilidade do arco voltaico. Freqüência Fator Estabilidade do arco
(Hz) T. de carga Transferência metálica Regularidad
e Facilidade Regularidade
U/σU Fcc(s-1) Ftm(s-1) Rcc Rtm 23 Im 23,61 33,25 50,44 7,10 21,27 “Stickout” 34,86 13,69 37,57 92,99 41,08
26 Im 22,89 39,53 14,65 70,11 63,13 “Stickout” 35,71 32,49 65,53 55,27 29,82
30 Im 18,42 12,08 39,72 96,46 19,80 “Stickout” 40,36 42,59 43,04 81,86 35,12
Obs: Nível de significância α em %.
A figura 18 ilustra o efeito do “stickout” sobre a facilidade de ocorrência de
curto-circuito para os dois níveis de corrente média. As curvas mostram o crescimento de
Fcc com o aumento do valor do “stickout” de 20 para 25 mm. A tabela 6 mostra que este
parâmetro para a corrente média de 200 A, foi afetado pelo “stickout” (α = 0,71%) o que
não ocorreu para a corrente média de 250 A (α = 19,98%). Esta figura mostra, também, o
crescimento da Fcc com o aumento da corrente média. Apesar das duas curvas mostradas
na figura 18 aparentarem um comportamento semelhante, em 250 A o desvio padrão de Fcc

61
para o “stickout” de 25 mm foi grande, conforme é mostrado pela figura 19. Isto justifica o
valor encontrado na análise de variância da tabela 5 e ratifica que a variação do “stickout”
não afetou significamente a facilidade de ocorrência de curto-circuito, Fcc.
A figura 20 mostra o efeito do “stickout” sobre Ftm para os dois níveis de
corrente média. Observa-se pelo resultado da análise de variância, tabela 5, que este
parâmetro para a corrente de 250 A foi afetado pelo “stickout” (α = 0,47%) o que não
ocorreu em 200 A (α = 3,36%, valor maior que 1% considerado). Verifica-se por esta
figura, que para a corrente de 250 A há uma redução de Ftm com o aumento do “stickout”.
Já em 200 A, a Ftm aumenta com o aumento do “stickout” de 15 para 20 mm e se reduz,
com um novo aumento do “stickout” para 25 mm. Observa-se também, o crescimento
acentuado da Ftm com o aumento da corrente média no “stckout” de 15 mm. Entretanto,
para os demais níveis de “stickout” não ocorreu efeito da corrente média sobre Ftm. Estes
resultados são ratificados pela análise de variância da tabela 6. Percebe-se que somente no
“stickout” de 15 mm houve efeito da corrente média sobre a facilidade de transferência
metálica.
A figura 21 mostra o efeito do “stickout” sobre a regularidade de
transferência metálica (Rtm) em dois níveis de corrente média. Nesta figura, observa-se a
redução de Rtm com o aumento do “stickout”. Verifica-se que em 250 A, a redução de Rtm
é mais acentuada na primeira faixa de variação do “stickout” , ou seja, entre 15 e 20 mm.
Este fato é justificado pela análise de variância da tabela 6, cujo resultado mostra que este
fator foi afetado pelo “stickout” (α = 0,53%). Desta tabela percebe-se que o “stickout” não
afetou Rtm em 200 A. A figura 22 mostra o efeito do “stickout” sobre a regularidade de
transferência de carga (U/σU). Nota-se o decréscimo de U/σU com o aumento do “stickout”

62
e o seu crescimento com o aumento da corrente média. Observa-se pela tabela 6 que para o
“stickout” de 15 mm, a corrente média afetou U/σU e que não ocorreu nenhum efeito para
os demais valores do “stickout”.
Stickout, (mm).
Faci
lidad
e de
oco
rrên
cia
de c
urto
-circ
uito
, (1/
s).
10
12
14
16
18
20
22
24
15 20 25
200 A250 A
FIGURA 18 - Efeito do “stickout” sobre o Fcc em dois níveis de corrente média. EEI

63
Stickout, (mm).
Faci
lidad
e de
oco
rrên
cia
de c
urto
-circ
uito
, (1/
s).
12
14
16
18
20
22
24
26
28
15 16 17 18 19 20 21 22 23 24 25
Médias
FIGURA 19 - Detalhe gráfico do desvio padrão do “stickout” sobre a Fcc. Im = 250 A.
Stickout, (mm).
Faci
lidad
e de
tran
sfer
ênci
a m
etál
ica,
(1/s
).
1000
1200
1400
1600
1800
2000
2200
2400
15 20 25
200 A250 A
FIGURA 20 - Efeito do “stickout” sobre a Ftm em dois níveis de corrente média.

64
Stickout, (mm).
Reg
ular
idad
e de
tran
sfer
ênci
a m
etál
ica,
(1/s
).
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
1.05
1.1
15 20 25
200 A 250 A
FIGURA 21 - Efeito do “stickout” sobre a Rtm em dois níveis de corrente média.
Stickout, (mm).
Reg
ular
idad
e de
tran
sfer
ênci
a de
car
ga.
5.5
6
6.5
7
7.5
8
8.5
15 20 25
200 A 250 A
FIGURA 22 - Efeito do “stickout” sobre o U/σU para os dois níveis de corrente média.

65
6.1.2 - Estudo das características econômicas.
O desempenho das características econômicas de um consumível, taxa de
fusão (TF), taxa de deposição (TD) e rendimento (R), podem ser afetados por um grande
número de fatores variáveis, dos quais se destacam a corrente de soldagem (valor, natureza
e polaridade), a tensão do arco, o “stickout”, etc. A tabela 8 apresenta o resultado do estudo
das características econômicas. Por esta tabela percebe-se, que o rendimento variou entre
88 e 91%, observa-se que o maior rendimento (91%) foi obtido para uma corrente média de
200 A, nos “stickouts” de 15 e de 20 mm e nas freqüências de 30 e de 26 Hz,
respectivamente. Na tabela 9 apresentam-se os dados da análise de variância - ANOVA,
referentes a estes resultados. Estes dados indicam que a TF e a TD foram afetadas pelo
“stickout”, para as correntes médias de 200 A e de 250 A (α < 1%). Percebe-se também por
esta tabela, que o rendimento não foi afetado por nenhum dos fatores estudados.
As figuras 23 e 24 mostram o efeito do “stickout” sobre a TD e sobre a TF
para dois níveis de corrente média, respectivamente. Verifica-se por estas figuras, um
crescimento da TD e da TF quando do aumento da corrente média e também com o
aumento do “stickout” de 20 para 25 mm. Já o aumento do “stickout” na faixa de 15 a 20
mm, não promove um crescimento significativo destas características econômicas.
A tabela 10 apresenta os resultados da ANOVA referentes as características
econômicas, para os três níveis de “stickout”. Os dados desta tabela indicam que a TD e a
TF foram afetados pela corrente média, para os três níveis de “stickout”. Já o rendimento
não foi afetado por qualquer dos fatores estudados. A tabela 10, mostra ainda que a
freqüência não afetou as características econômicas.

66
TABELA 8 - Dados das Características econômicas para EEI. Im “Stickout” Freqüência Características econômicas (A) (mm) (Hz) TD
(kg/h) TF
(kg/h) Rendimento
(%) 23 2,12 2,35 90 15 26 2,19 2,42 90 30 2,11 2,33 91 23 2,25 2,50 90
200 20 26 2,11 2,32 91 30 2,04 2,27 90 23 2,78 3,15 88 25 26 2,51 2,76 90 30 2,65 2,99 89 23 2,70 3,05 88 15 26 2,64 2,94 90 30 2,65 2,98 89 23 2,73 3,04 90
250 20 26 2,80 3,10 90 30 2,86 3,18 90 23 3,33 3,74 89 25 26 3,15 3,57 88 30 3,18 3,58 89
TABELA 9 - Resultado da ANOVA - Características econômicas para os dois níveis de corrente média.
Im Fator Características econômicas (A) TD TF Rendimento 200 “Stickout” 0,13 0,23 11,33
Freqüência 87,00 8393 46,40 “Stickout” 0,02 0,01 11,06
250 Freqüência 97,30 96,66 88,47 Obs: Nível de significância, α em %

67
Stickout, (mm).
Taxa
de
depo
siçã
o, (k
g/h)
.
2
2.2
2.4
2.6
2.8
3
3.2
3.4
15 20 25
200 A 250 A
FIGURA 23 - Efeito do “stickout” sobre a TD em dois níveis de corrente média.
Stickout, (mm).
Taxa
de
fusã
o, (k
g/h)
.
2.2
2.4
2.6
2.8
3
3.2
3.4
3.6
3.8
15 20 25
200 A250 A
FIGURA 24 - Efeito do “stickout” sobre o TF em dois níveis de corrente média.

68
TABELA 10 - Resultado da ANOVA - Características econômicas para os três níveis de “stickout”.
“Stickout” Fator Característica econômica (mm) TD TF Rendimento
15 Im 0,01 0,01 11,61 Freqüência 99,48 99,49 64,95
20 Im 0,08 0,08 37,39 Freqüência 99,59 99,33 46,48
25 Im 0,39 0,62 64,33 Freqüência 86,21 84,74 82,88
Obs: Nível de significância, α em %.
6.1.3 - Estudo da geometria do cordão de solda.
A tabela 11 mostra o resultado do estudo da geometria do cordão de solda,
para os ensaios da soldagem na condição de junta. As tabelas 12, 13 e 14 mostram os
resultados da Análise de Variância - ANOVA referentes a estes ensaios. Para a análise
deste estudo, foram medidos os seguintes parâmetros geométricos: largura (L), reforço (r),
penetração de raiz (PR) e penetração lateral (PL), conforme é mostrado na figura 10.
A tabela 12 mostra que o “stickout” afetou significamente a penetração
lateral, α = 0,04% e α = 0,34%, respectivamente, para as corrente de 200 A e de 250 A e
nesta última corrente afetou também o reforço, α = 0,74%. A freqüência não exerceu
qualquer efeito sobre os parâmetros geométricos do cordão de solda.
Pela tabela 13, somente a largura da solda foi afetada pela corrente média ,α
= 0,09%, no “stickout” de 15 mm. Já pela tabela 14, observa-se que a penetração de raiz foi
afetada pelo “stickout”, α = 0,45%, na freqüência de 23 Hz. Nos demais fatores não houve
efeito.
A figura 25 mostra o efeito do “stickout” sobre o reforço do cordão, para os
dois níveis de corrente. Observa-se nesta figura que tanto em 200 A como em 250 A de

69
corrente, o aumento do “stickout” proporciona o aumento do reforço do cordão. Esta figura
nos mostra também o crescimento do reforço com o aumento da corrente média. A análise
de variância da tabela 12, mostra que o reforço é afetado pelo “stickout” para a corrente
média de 250 A, α = 0,74%. A figura 26 mostra o efeito do “stickout” sobre a penetração
lateral, para os dois níveis de corrente média. Por esta figura, observa-se o mesmo
comportamento da penetração lateral com a variação do “stickout”, isto é, com o aumento
do “stickout” de 15 para 20 mm a penetração lateral aumenta e com o aumento do
“stickout” de 20 para 25 mm, este fator diminui. Observa-se também um ligeiro
crescimento da penetração lateral com o aumento da corrente média, este crescimento é
mais acentuado para o “stickout” de 20 mm. A figura 27 mostra o efeito do “stickout” sobre
a largura do cordão, para dois níveis de corrente média. Verifica-se nesta figura que com o
aumento do “stickout” de 15 para 20 mm, a largura do cordão cresce e com o aumento de
20 para 25 mm esta variável decresce para ambos os níveis de corrente média. Observa-se
também, que com o aumento da corrente média cresce a largura do cordão. Este aumento
tende a ser mais expressivo para o “stickout de 15 mm. A análise de variância da tabela 13
mostra que a largura é afetada pela corrente média para o “stickout” de 15 mm, α = 0,09%.
A figura 28 mostra o efeito do “stickout” sobre a penetração de raiz, para os
três níveis de freqüência. Observa-se que com o aumento do “stickout” de 15 para 20 mm,
nas freqüências de 23 e 26 Hz, a penetração de raiz tende a aumentar. Já com o aumento do
“stickout” de 20 para 25 mm, a penetração decrescer. Em 30 Hz de freqüência, a penetração
de raiz diminui com o aumento do “stickout”. Na análise de variância da tabela 14, verifica-
se que a penetração de raiz é afetada pelo “stickout” para a freqüência de 23 Hz, α =
0,45%.

70
TABELA 11 - Dados da geometria da solda para EEI. Im “Stickout” Freqüência Característica geométrica (mm) (A) (mm) (Hz) Largura Reforço Penetração
de raiz lateral 23 7,67 -0,43 0,77 1,01 15 26 8,08 -0,76 0,89 1,03 30 8,45 -0,58 0,74 1,19 23 8,95 -0,37 0,84 1,45
200 20 26 9,13 -0,55 0,79 1,53 30 10,31 0,03 0,37 1,52 23 8,82 0,34 0,44 0,92 25 26 9,78 -0,31 0,46 1,08 30 8,67 0,06 0,47 1,00 23 11,05 -0,09 0,71 1,43 15 26 10,59 -0,34 0,63 1,22 30 11,43 0,28 0,52 1,34 23 12,25 0,61 0,91 2,21
250 20 26 11,23 0,35 0,76 1,63 30 12,61 0,48 0,58 1,93 23 10,66 0,78 0,48 1,16 25 26 10,68 0,66 0,44 1,03 30 11,37 0,84 0,33 1,03
TABELA 12 - Resultado da ANOVA. Geometria da solda para dois níveis de corrente média.
Im Fator Característica geométrica (A) Largura Reforço Penetração
de raiz lateral 200 “Stickout” 6,56 8,20 9,04 0,04
Freqüência 63,93 36,46 54,16 87,71 250 “Stickout” 7,74 0,74 3,72 0,34
Freqüência 27,13 68,34 34,60 71,60 Obs: Nível de significância, α em %. TABELA 13 - Resultado da ANOVA. Geometria da solda para três níveis de “stickout”.
“Stickout” Fator Geometria da solda (mm) Largura Reforço Penetração
de raiz lateral 15 Im 0,09 5,70 6,59 3,84 Freqüência 94,94 65,11 65,36 78,62
20 Im 1,24 1,43 66,22 6,68 Freqüência 79,48 83,23 4,46 79,34

71
25 Im 1,23 2,02 43,09 31,13 Freqüência 94,00 77,96 61,50 92,47
Obs: Nível de significância, α em %.
TABELA 14 - Resultado da ANOVA. Geometria da solda para três níveis de freqüência. Freqüência Fator Característica geométrica
(Hz) Largura Reforço Penetração de raiz lateral
23 Im 1,06 18,17 92,87 25,31 “Stickout” 83,73 33,79 0,45 22,67
26 Im 2,63 7,73 55,29 75,36 “Stickout” 78,45 51,52 9,20 1,83
30 Im 2,02 5,84 72,75 55,36 “Stickout” 69,64 55,35 35,84 6,15
Obs: Nível de significância, α em %.
Stickout, (mm)
Ref
orço
, (m
m).
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
15 20 25
200 A 250 A
FIGURA 25 - Efeito do “stickout” sobre o reforço para os dois níveis de corrente média.

72
Stickout, (mm).
Pene
traçã
o La
tera
l, (m
m).
0.8
1
1.2
1.4
1.6
1.8
2
2.2
15 20 25
200 A 250 A
FIGURA 26 - Efeito do “stickout” sobre a penetração lateral para os dois níveis de corrente média.
Stickout, (mm).
Larg
ura,
(mm
).
7.5
8
8.5
9
9.5
10
10.5
11
11.5
12
12.5
15 20 25
200 A250 A
FIGURA 27 - Efeito do “stickout” sobre a largura em três níveis de corrente média.

73
Stickout, (mm).
Pene
traçã
o de
raiz
, (m
m).
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
15 20 25
23 Hz 26 Hz 30 Hz
FIGURA 28 - Efeito do “stickout” sobre a penetração de raiz para três níveis de
freqüência.
6.2 - Resultados Obtidos do Ensaio Experimental II - EEII
Apresentam-se a seguir os resultados da soldagem em simples deposição
relacionados ao estudo da estabilidade do arco, das características geométricas do metal de
solda e das características econômicas do arame. Nesta etapa experimental utilizou-se os
mesmos parâmetros e valores do Ensaio Experimental I (tabela 1).

74
6.2.1 - Estudo da estabilidade do arco
Na tabela 15 mostram-se as médias do número total de curto-circuito (NTcc)
e as médias dos curtos-circuitos com tranferência metálica (CCtm). A tabela 16 indica o
percentual de CCtm. Nesta tabela, verifica-se que o menor valor de CCtm foi obtido para o
“stickout” de 25 mm, na corrente média de 200 A e para a freqüência de 26 Hz. Observa-se
que neste caso, o valor obtido (0%) difere bastante do valor correspondente para a
soldagem em condição de junta (13,3%). Comparando-se as duas técnicas, soldagem em
simples deposição e na condição de junta, (tabelas 2 e 15), percebe-se que neste último caso
o número de curtos-circuitos com transferência metálica foi maior. Isto deve-se ao fato de
que a gota ao girar na parte metálica da extremidade do arame, toca aleatoriamente na poça
de fusão ou nas paredes do chanfro, ocasionando os curtos-circuitos que podem coincidir
ou não com o pulso da corrente.
A tabela 17 apresenta o resultado da estabilidade do arco voltaico. Para este
estudo, utilizou-se o mesmo critério adotado na etapa anterior. Os valores da tensão média
de soldagem oscilaram em torno de 23,8 V, sendo a sua variação durante a soldagem pouco
significativa e, desta maneira, considerou-se este valor constante para a tensão do arco e por
isso, não consta na tabela 17. Os dados das tabelas 18, 19 e 20 mostram os Quadros de
Análise de Variância - ANOVA, referentes a estes resultados. Observa-se, por estas tabelas
que nenhum dos fatores estudados afetou a estabilidade do arco, para o nível de
significância α = 1%.
A figura 29 mostra o efeito do “stickout” sobre a regularidade de transporte
de carga elétrica para os dois níveis de corrente média. Observa-se que o aumento da
corrente média tende a aumentar o U/σU. Este aumento tende a ser mais expressivo para o

75
“stickout” de 15 mm, onde se registrou um valor um pouco mais significativo para α =
1,45%, conforme a análise de variância da tabela 19.
A figura 30 mostra o efeito da freqüência sobre a regularidade de
transferência metálica, para os três níveis de “stickout”. Pelas tendências observadas nesta
figura, pode-se dizer em uma primeira análise, que a freqüência afeta Rtm especialmente
para o “stickout” de 25 mm. Entretanto, a análise gráfica do desvio padrão dos valores de
Rtm confirmam os dados da ANOVA tabela 19, na qual não se observa nenhum efeito da
freqüência sobre a regularidade do transporte de metal.
A figura 31 mostra o efeito do “stickout” sobre a facilidade de transferência
metálica para os três níveis de freqüência. Observa-se por esta figura uma tendência de
redução de Ftm com o aumento do “stickout”, exceto para a curva na freqüência de 26 Hz.
Verifica-se pela análise de variância da tabela 20, que o “stickout” afetou a Ftm na
freqüência de 23 Hz (α = 2,42 %) e não exerceu efeito nos demais parâmetros analisados.
TABELA 15 - Dados da estabilidade do arco referentes à transferência metálica. EEII.
“Stickout’ Freqüência Corrente média (A) (mm) (Hz) 200 200 250 250
NTcc CCtm NTcc CCtm 23 69 5 105 4
15 26 21 1 111 5 30 58 2 43 0,3 23 97 6 161 15
20 26 76 5 151 13 30 109 4 151 4 23 146 17 190 36
25 26 59 0 65 4 30 115 5 130 11

76
TABELA 16 - Percentagem de curto-circuito com transferência metálica, (% CCtm). EEII. “Stickout” Freqüência Corrente média (A)
(mm) (Hz) 200 250 23 6,5 3,8
15 26 2,8 4,0 30 3,4 0,7 23 6,4 9,3
20 26 6,6 8,2 30 3,2 2,3 23 11,6 18,9
25 26 0,0 6,1 30 3,9 16,2
TABELA 17 - Dados da estabilidade do arco. Soldagem em simples deposição.
Im “Stickout“ Freqüência Estabilidade do arco (A) (mm) (Hz) T. carga Transferência de metal
U/σU Fcc(s-1) Ftm(s-1) Rcc Rtm 23 6,06 11,55 1510 0,95 0,99 15 26 6,57 3,71 1949 0,93 1,37 30 6,28 9,96 1650 0,68 1,05 23 5,00 26,24 598 0,80 0,16
200 20 26 6,25 12,84 1518 0,86 1,03 30 5,89 18,59 1541 0,87 1,09 23 4,97 24,41 970 0,82 0,61 25 26 5,68 9,98 1857 0,78 1,73 30 5,63 19,39 1490 0,81 0,94 23 7,29 17,77 1710 0,90 0,69 15 26 7,16 18,75 1720 0,83 0,96 30 7,93 7,10 2294 0,96 1,29 23 5,71 27,26 890 0,80 0,41
250 20 26 6,43 25,26 1300 0,85 0,81 30 6,84 25,13 1840 0,95 0,98 23 5,15 32,15 788 0,86 0,38 25 26 6,89 11,30 1853 0,88 1,21 30 5,00 22,12 719 0,59 0,32
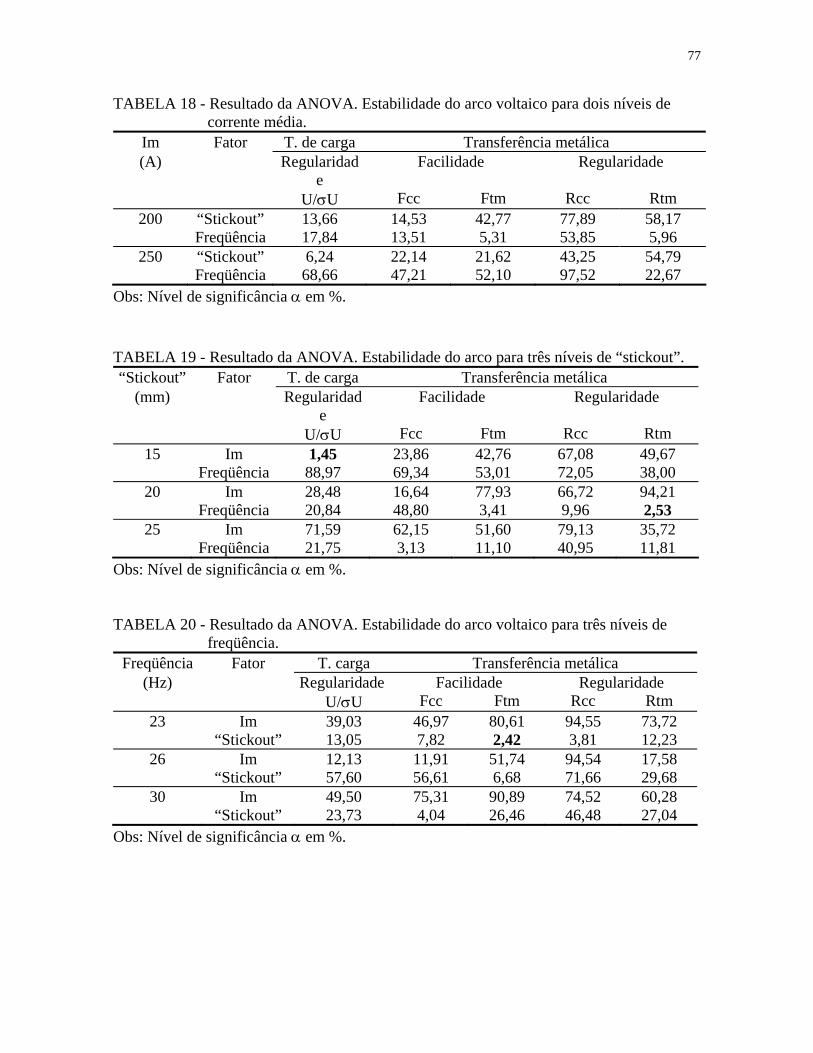
77
TABELA 18 - Resultado da ANOVA. Estabilidade do arco voltaico para dois níveis de corrente média.
Im Fator T. de carga Transferência metálica (A) Regularidad
e Facilidade Regularidade
U/σU Fcc Ftm Rcc Rtm 200 “Stickout” 13,66 14,53 42,77 77,89 58,17
Freqüência 17,84 13,51 5,31 53,85 5,96 250 “Stickout” 6,24 22,14 21,62 43,25 54,79
Freqüência 68,66 47,21 52,10 97,52 22,67 Obs: Nível de significância α em %.
TABELA 19 - Resultado da ANOVA. Estabilidade do arco para três níveis de “stickout”. “Stickout” Fator T. de carga Transferência metálica
(mm) Regularidade
Facilidade Regularidade
U/σU Fcc Ftm Rcc Rtm 15 Im 1,45 23,86 42,76 67,08 49,67 Freqüência 88,97 69,34 53,01 72,05 38,00
20 Im 28,48 16,64 77,93 66,72 94,21 Freqüência 20,84 48,80 3,41 9,96 2,53
25 Im 71,59 62,15 51,60 79,13 35,72 Freqüência 21,75 3,13 11,10 40,95 11,81
Obs: Nível de significância α em %. TABELA 20 - Resultado da ANOVA. Estabilidade do arco voltaico para três níveis de freqüência.
Freqüência Fator T. carga Transferência metálica (Hz) Regularidade Facilidade Regularidade
U/σU Fcc Ftm Rcc Rtm 23 Im 39,03 46,97 80,61 94,55 73,72 “Stickout” 13,05 7,82 2,42 3,81 12,23
26 Im 12,13 11,91 51,74 94,54 17,58 “Stickout” 57,60 56,61 6,68 71,66 29,68
30 Im 49,50 75,31 90,89 74,52 60,28 “Stickout” 23,73 4,04 26,46 46,48 27,04
Obs: Nível de significância α em %.

78
Stickout, (mm).
Inve
rso
do d
esvi
o pa
drão
rela
tivo
da te
nsão
.
5
5.5
6
6.5
7
7.5
8
15 20 25
200 A 250 A
FIGURA 29 - Efeito do “stickout” sobre o U/σU para dois níveis de corrente média.
Frequência, (Hz).
Reg
ular
idad
e de
tras
nfer
ênci
a m
etál
ica,
(1/s
).
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
23 26 30
15 mm 20 mm 25 mm
FIGURA 30 - Efeito da freqüência sobre a Rtm para três níveis de “stickout”.

79
Stickout, (mm).
Faci
lidad
e de
tran
sfer
ênci
a m
etál
ica,
(1/s
).
600
800
1000
1200
1400
1600
1800
2000
2200
15 20 25
23 Hz 26 Hz 30 Hz
FIGURA 31 - Efeito do “stickout” sobre a Ftm para três níveis de freqüência.
6.2.2 - Estudo das características econômicas.
A tabela 21 apresenta o resultado geral do estudo das características
econômicas, para a soldagem em simples deposição. Observa-se por esta tabela, que o
rendimento de deposição variou na faixa de 71 a 84%. O rendimento máximo (84%),
ocorreu para a corrente média de 250 A, no “stickout” de 20 mm e na freqüência de 23 Hz.
Uma análise dos resultados da tabela 8, mostra que a faixa de rendimento obtido para a
soldagem na condição de junta (88 a 91%) foi muito superior a faixa de rendimento para a
soldagem em simples deposição. Isto pode ser atribuído ao confinamento parcial e a uma
maior concentração do arco voltaico no interior do chanfro, o que propicia a redução e uma
maior retenção de parte da salpicagem pelas paredes do chanfro. Como conseqüência,
aumenta-se a taxa de deposição (TD) e o rendimento. As figuras 32 e 33, ilustram,

80
respectivamente, o aspecto superficial das soldas na condição de chanfro e em simples
deposição.
Resultados obtidos utilizando o mesmo arame tubular autoprotegido na
soldagem em simples deposição, mas agora no modo tensão constante [03], mostram um
maior rendimento de deposição, cerca de 82%, quando utiliza-se a corrente de 250 e 300 A
e o “stickout” de 15 mm. Deste modo, observa-se um maior rendimento quando da
utilização da corrente pulsada (84%) em relação ao modo tensão constante.
Nas tabelas 22, 23 e 24 apresentam-se os resultados da análise de variância -
ANOVA referentes a estes ensaios. Observa-se pela tabela 22 que nenhum dos fatores
estudados afetou as características econômicas, para os dois níveis de corrente média. De
acordo com a tabela 23, para o “stickout” de 15 mm a corrente média afetou a TD (α =
0,40%), enquanto que para as demais condições de soldagem estabelecidas, não se percebe
nenhum efeito da corrente sobre as características econômicas. Já pelos dados da tabela 24,
para a frequência de 26 Hz a corrente média afetou o rendimento (α = 0,08%), não havendo
outro efeito significativo de nenhum fator sobre os parâmetros econômicos. Se agora
considerarmos o nível de significância α = 3%, verifica-se na tabela 23 que para o
“stickout” de 15 mm a corrente média afeta a TD, a TF e o rendimento e para o “stickout”
de 25 mm, a corrente afeta a TD e TF. Na tabela 24, para a freqüência de 26 Hz a corrente
média afeta o rendimento e para a freqüência de 30 Hz a corrente afeta a TD.
A figura 34 mostra o efeito do “stickout” sobre a taxa de deposição em dois
níveis de corrente média. Observa-se nesta figura o crescimento da TD com o aumento do
“stickout” e da corrente média. A figura 35 mostra o efeito da freqüência de pulso sobre o
rendimento em dois níveis de corrente média. Por esta figura observa-se o decréscimo do

81
rendimento com o aumento da freqüência de 23 para 26 Hz e seu crescimento quando esta
aumenta de 26 para 30 Hz, este crescimento é mais acentuado para a corrente média de
200A. Observa-se também o crescimento do rendimento com o aumento da corrente média.
TABELA 21 - Dados das características econômicas para EEII. Im “Stickout” Freqüência Característica econômica (A) (mm) (Hz) TD
(kg/h) TF
(kg/h) Rendimento
(%) 23 1,54 2,12 72 15 26 1,80 2,50 72 30 1,54 2,05 75 23 2,02 2,84 71
200 20 26 1,63 2,26 72 30 1,99 2,65 75 23 2,06 2,75 75 25 26 2,20 3,00 73 30 1,96 2,61 75 23 2,31 2,90 79 15 26 2,16 2,79 77 30 2,40 3,10 77 23 2,23 2,66 84
250 20 26 2,34 3,03 77 30 2,39 2,99 80 23 2,40 3,34 72 25 26 2,60 3,40 76 30 2,45 3,17 77
Figura 32 - Aspecto do cordão de solda na condição de junta.

82
Figura 33 - Aspecto do cordão de solda em simples deposição.
TABELA 22 - ANOVA - Características econômicas para dois niveis de corrente média. Im Fator Características econômicas (A) TD TF Rendimento 200 “Stickout” 4,61 8,02 48,91
Freqüência 97,42 86,49 7,64 250 “Stickout” 12,36 3,99 11,91
Freqüência 69,06 84,30 84,24 Obs: Nível de significância α em %.
TABELA 23 - ANOVA - Características econômicas para três níveis de “stickout”. “Stickout” Fator Características econômicas
(mm) TD TF Rendimento 15 Im 0,40 1,33 1,78
Freqüência 99,30 97,03 91,65 20 Im 3,03 20,88 3,13
Freqüência 83,92 88,63 85,56 25 Im 1,12 1,79 70,96
Freqüência 78,55 72,96 50,56 Obs: Nível de significância α em %. TABELA 24 - ANOVA - Características econônicas para três níveis de freqüência
Freqüência Fator Características econômicas (Hz) TD TF Rendimento 23 Im 6,49 25,87 19,86
“Stickout” 71,11 50,31 82,05 26 Im 8,17 15,84 0,08
“Stickout” 50,08 35,86 100,00 30 Im 1,64 3,17 3,99
“Stickout” 84,20 81,85 77,83 Obs: Nível de significância α em %.

83
Stickout, (mm).
Prod
ução
, (kg
/h).
1.4
1.6
1.8
2
2.2
2.4
2.6
15 20 25
200 A 250 A
FIGURA 34 - Efeito do “stickout” sobre a TD em dois níveis de corrente média.
Freqüência, (Hz).
Ren
dim
ento
, (%
).
71
72
73
74
75
76
77
78
79
23 26 30
200 A250 A
FIGURA 35 - Efeito da freqüência sobre o rendimento em dois níveis de corrente média.

84
Os dados obtidos experimentalmente para a taxa de fusão, podem ainda ser
comparados com aqueles calculados através da equação 04. Esta equação avalia com boa
aproximação a taxa de fusão para arames sólidos utilizados na soldagem MIG/MAG em
corrente pulsada.
Esta equação foi aplicada para o arame tubular comercial da classe AWS
E71T-7, de 2 mm de diâmetro utilizado neste trabalho, onde foram obtidos os seguintes
valores médios para as constantes α = 6,2 ± 0,3 x 10-3 kg h-1 A-1 e β = 1,4 0,1 x 10± -6 kg
h-1 mm-1 A-2 . A tabela 25 mostra alguns valores calculados e obtidos experimentalmente
para a taxa de fusão na condição de junta - EEI e em simples deposição - EEII. Observa-se
nesta tabela que os valores calculados são muito próximos dos valores obtidos
experimentalmente e desta maneira, pode-se também considerar que a equação 04 é válida
para o cálculo da taxa de fusão para este arame comercial.
TABELA 25 - Valores experimentais e calculados para a taxa de fusão do arame. Im “Stickout” Freqüência Taxa de fusão (kg/h)
(A) (mm) (Hz) EEI EEII
exp. cal. exp. cal.
15 23 2,35 2,34 2,12 2,19
200 30 2,33 2,30 2,05 2,15
25 23 3,15 3,14 2,75 2,82
30 2,99 3,06 2,61 2,76
15 26 2,94 2,90 2,79 2,90
250 30 2,98 2,98 3,10 2,95
20 26 3,10 3,20 3,03 3,17
25 23 3,74 3,77 3,34 3,25

85
6.2.2 - Estudo da geometria do cordão de solda.
A tabela 26 apresenta o resultado do estudo das características geométricas
do cordão de solda, para a soldagem em simples deposição. Conforme visto na figura 9,
foram medidos os parâmetros de largura (b), de reforço (r) e de penetração (p). As tabelas
27, 28 e 29 mostram os resultados da Análise de Variância - ANOVA referentes a estes
ensaios. Observa-se pelos dados da tabela 27, que o “stickout” e a freqüência não afetaram
os parâmetros geométricos do cordão. Já a tabela 28, mostra que a corrente média afetou a
largura (α = 0,02%) para o “stickout” de 20 mm. Na tabela 29 para α = 1%, nenhum fator
afetou os parâmetros da geometria, mas se considerarmos α = 3%, observa-se que a
corrente média afetou a largura do cordão (α = 1,35%) na freqüência de 23 Hz e, nos
demais níveis de freqüência, nenhum fator afetou as características geométricas.
A figura 36 mostra o efeito do “stickout” sobre a largura do cordão em dois
níveis de corrente média. Observa-se nesta figura o crescimento da largura com o aumento
da corrente média e o seu decréscimo com o aumento do “stickout”. Observa-se também,
um crescimento mais acentuado da largura, com o aumento da corrente média, no
“stickout” de 25 mm. No entanto, esta tendência contradiz aos dados da tabela 28, cujos
resultados refletem efeitos significativos da corrente média sobre a largura, apenas no
“stickout” de 20 mm. Este comportamento pode ser justificado pelo grande valor do desvio
padrão observado para a curva no “stickout” de 25 mm.
A figura 37 mostra o efeito da freqüência de pulso sobre a largura do cordão
de solda para os dois níveis de corrente média. Observa-se por esta figura o crescimento da
largura com o aumento da corrente média, este crescimento é mais acentuado para a
freqüência de 23 Hz onde, na análise de variância da tabela 29, o valor do nível de

86
significância (α) é igual a 1,35%. Observa-se também, o decréscimo da largura com o
aumento da freqüência de 23 para 26 Hz e o seu crescimento com o aumento de 26 para 30
Hz.
TABELA 26 - Dados da geometria do cordão para EEII.
Im “Stickout” Freqüência Característica geométrica (mm) (A) (mm) (Hz) Largura Reforço Penetração
23 11,54 2,27 2,38 15 26 10,65 2,60 2,14 30 12,35 2,32 2,12 23 11,74 2,61 2,14
200 20 26 11,60 2,47 1,90 30 11,41 2,74 2,02 23 10,30 2,78 1,96 25 26 10,74 3,08 1,62 30 11,39 2,75 1,83 23 13,17 2,91 2,50 15 26 12,42 2,53 2,36 30 12,77 2,83 2,55 23 12,96 3,28 2,49
250 20 26 13,18 2,79 2,16 30 13,16 2,99 2,14 23 13,53 2,89 1,75 25 26 11,60 3,29 2,29 30 12,67 2,79 2,45
TABELA 27 - ANOVA. Geometria do cordão para dois níveis de corrente média.
Im Fator Característica geométrica (A) Largura Reforço Penetração 200 “Stickout” 28,36 3,60 3,90
Freqüência 40,58 77,01 34,41 250 “Stickout” 61,55 39,32 36,34
Freqüência 22,05 71,63 83,23 Obs: Nível de significância α em %.
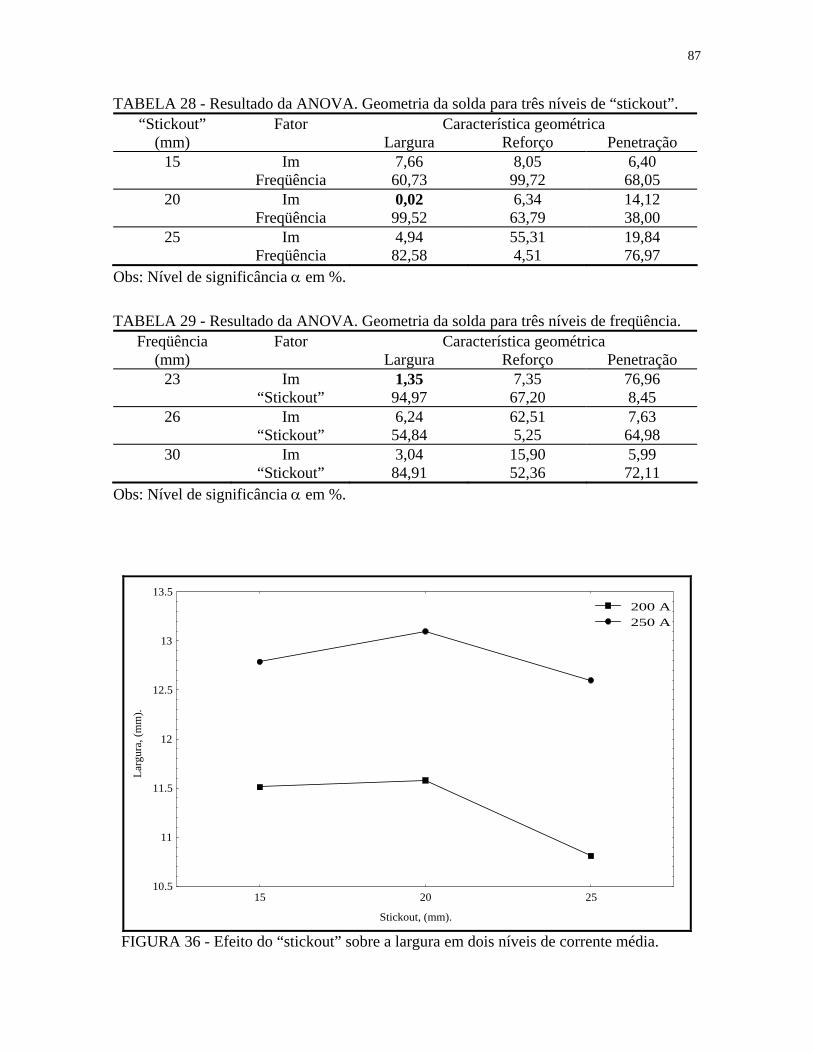
87
TABELA 28 - Resultado da ANOVA. Geometria da solda para três níveis de “stickout”. “Stickout” Fator Característica geométrica
(mm) Largura Reforço Penetração 15 Im 7,66 8,05 6,40
Freqüência 60,73 99,72 68,05 20 Im 0,02 6,34 14,12
Freqüência 99,52 63,79 38,00 25 Im 4,94 55,31 19,84
Freqüência 82,58 4,51 76,97 Obs: Nível de significância α em %.
TABELA 29 - Resultado da ANOVA. Geometria da solda para três níveis de freqüência. Freqüência Fator Característica geométrica
(mm) Largura Reforço Penetração 23 Im 1,35 7,35 76,96
“Stickout” 94,97 67,20 8,45 26 Im 6,24 62,51 7,63
“Stickout” 54,84 5,25 64,98 30 Im 3,04 15,90 5,99
“Stickout” 84,91 52,36 72,11 Obs: Nível de significância α em %.
Stickout, (mm).
Larg
ura,
(mm
).
10.5
11
11.5
12
12.5
13
13.5
15 20 25
200 A 250 A
FIGURA 36 - Efeito do “stickout” sobre a largura em dois níveis de corrente média.

88
Freqüência, (Hz).
Larg
ura,
(mm
).
10.5
11
11.5
12
12.5
13
13.5
23 26 30
200 A 250 A
FIGURA 37 - Efeito da freqüência sobre a largura em dois níveis de corrente média.

7 - CONCLUSÕES
7.1 - Para os ensaios em condição de junta.
O aumento de “stickout” em 200 A de corrente média:
aumentou a facilidade de ocorrência de curto-circuito, a taxa de fusão e o reforço da
solda;
reduziu a regularidade de transferência metálica.
O aumento do “stickout” em 250 A de corrente média:
aumentou a taxa de deposição, a taxa de fusão e o reforço da solda;
reduziu a regularidade de transferência de carga elétrica, a facilidade de transferência
de metal e a regularidade de ocorrência de curto-circuito.
O aumento da corrente média:
aumentou a regularidade de transferência de carga elétrica, a facilidade e a
regularidade de ocorrência de curto-circuito, a facilidade e a regularidade de transferência
de metal, a taxa de deposição, a taxa de fusão, a largura, o reforço da solda e a
penetração lateral;
reduziu a penetração de raiz e não exerceu efeito sobre o rendimento de deposição do
arame.

90
O aumento da freqüência de pulso em 200 A de corrente média:
aumentou a facilidade de transferência de metal, a regularidade de ocorrência de curto-
circuito, a largura da solda e a penetração lateral do cordão;
reduziu a taxa de deposição e não afetou significativamente no rendimento de
deposição do arame.
O aumento da freqüência de pulso em 250 A de corrente média:
reduziu a penetração da raiz.
a regularidade de transferência de carga elétrica não afetou a estabilidade do arco.
7.2 - Para os ensaios em simples deposição.
O aumento de “stickout” em 200 A de corrente média:
aumentou a taxa de deposição, a taxa de fusão e o reforço da solda;
reduziu a regularidade de transferência de carga elétrica, a regularidade de ocorrência
de curto-circuito e a penetração.
O aumento do “stickout” em 250 A de corrente média:
aumentou a taxa de deposição;
reduziu a regularidade de transferência de carga elétrica, a facilidade e a regularidade
de transferência de metal, a regularidade de ocorrência de curto-circuito e a
penetração.

91
O aumento da corrente média:
aumentou a regularidade de transferência de carga elétrica, a facilidade de ocorrência
de curto-circuito, a taxa de deposição, a taxa de fusão, a largura do cordão, o reforço e
a penetração da solda;
reduziu a regularidade de transferência de metal, não exerceu efeito significativo sobre
a facilidade de transferência de metal e nem sobre a regularidade de ocorrência de
curto-circuito.
O aumento da freqüência de pulso em 200 A de corrente média:
reduziu a regularidade de ocorrência de curto-circuito e a taxa de deposição.
O aumento da freqüência de pulso em 250 A de corrente média:
aumentou a taxa de deposição, a taxa de consumo e a penetração;
reduziu a facilidade e a regularidade de ocorrência de curto-circuito.
7.3 - Proposta para trabalhos futuros.
Utilizar diferentes posições de soldagem;
Variar os valores da freqüência de pulso, por exemplo 24, 28 e 32 Hz;
Estudar em diferentes geometrias de chanfro e diâmetros do arame;
Comparar os dados utilizados à soldagem convencional;
Estudar a coincidência dos curtos-circuitos com transferência metálica com os pulsos da
corrente;
Analisar para os parâmetros estudados o ciclo térmico e a repartição térmica.
8 - REFERÊNCIAS BIBLIOGRÁFICAS
[1] BONISZEWSKY, T.: Self-Shielded Arc Welding. Woodhead Publishiing Ltd. in
Association with the Welding Institute, Cambridge England. 1992.
[2] CUNHA, J. A. R.: Tenacidade do metal de solda de aço obtido por eletrodo tubular
em diferentes técnicas de posições de soldagem, Dissertação de Mestrado,
COPPE/UFRJ, Rio de Janeiro. Agosto 1988.
[3] MOTA, C. A. M.: Níquel e manganês como controladores da tenacidade na
soldagem com arames tubulares autoprotegidos. Tese de Doutorado, UFSC,
Dezembro, 1997.
[4] KEELER, T. - Innershield welding - Part 1: Development and applications - Metal
Construction - vol. 13, pp. 14-15, 1981.
[5] WRIGHT, M.W. - Self-shielded FCAW electrodes need, development, metallurgy,
performance. Australian Welding Journal, pp. 21-25, 1987.
[6] DE PAULA, A.G.G.; Schlick, R. - Influência da utilização dos processos de
soldagem por eletrodos revestidos, arame sólido com proteção gasosa, arame
tubular com proteção gasosa e arco submerso semi-automático, no custo e no prazo
de fabricação de estruturas metálicas.Soldagem & Materiais, vol 2, pp. 41-44 - 1990
[7] SCHLICK, R. - Influência dos consumíveis no custo final da soldagem de estruturas
metálicas - situação presente - Soldagem & Materiais 3(4), pp. 20-24, 1991.
[8] Flux-cored welding wires speed production of railway vehicle. Based on a story
from Alloy Rods Corporation, Hanover. Pa. Welding Journal, August 1989.

93
[9] Flux-cored electrodes help reduce containership welding costs 50%. Based on a
story from Chemetton Corporation, Chicago, pp. 36-37, June 1978.
[10] HESBROOK, W.G.: Adopting self shielded wire welding for shipbuilding. Welding
& Metal Fabrication, June, pp. 223-224, 1993.
[11] OTEGUI, J: L. e De VEDIA, L. A.: Soldadura com Arambres Tubulares Sin
Protección Gaseosa. Boletín Técnico Conarco, nº81, Janeiro, pp. 2-14/27-29, 1985.
[12] WIGERY, D.: Tubular wire welding. Woodhead publishing Limited, Cambridge
England 1994.
[13] VILHENA, C. R.: Soldagem de trilhos pelo processo eletrogás com arame tubular
autoprotegido. Dissertação de Mestrado. COPPE/UFRJ. Rio de Janeiro. Abril 1994.
[14] WARD, R. F.: A study of Gas-Flux-Metal Reactions in Flux-Cored Arc Welding. A
thesis of doctor of philosophy. Departament of Metallurgy and Materiais the
University Birmingham. April 1985.
[15] HUISMAN, M. D.: Flux and metal-cored wires, a productive alternative to stick
eletrodes and solid wires. A Welding Review Pulished by the esab Group, 51 (1-2),
pp 6-14, 1996.
[16] HUSEEN, L.A. and Hawkins, D. N.: A comparative structural study of a flux-cored
and a manual-metal arc weld deposit - Microstructural Science Publishing
Corporation, volI, pp. 113-126, 1983.
[17] Specification for carbon steel electrodes for flux cored arc welding. An American
National Standard, ANSI/AWS, A5.20.79.

94
[18] Specification for low alloy steel electrodes for flux cored arc welding. An American
National Standard, ANSI/AWS, A5.29.80.
[19] POKHODNYA, I. K.; SHELEPAKOV, V. N.; GABRILIUK, Y. A.; SUPRUN, S.
A. and KOTELCHUK, A. C.: New Self-shielding flux-cored wire. E. O. Paton
Electric Welding Institute. Ucrânia, pp. 27-33, july, 1992.
[20] NORRISH, J. : Advanced Welding Processes - Institute of Physiscs Publishing.
Bristol, Philadelphia and New York - 1992.
[21] KILLING, R.: Welding with self-shielded wires - the mechanism of shielding and
droplet transfer. Metal Construction, september, pp. 433-436, 1980.
[22] MACHADO, I. G.: Soldagem e técnicas conexas-processos, Livro, 1997.
[23] RODGERS, K. G. and LOCHHEAD, J. C.: Self-shielded flux cored arc welding -
the route to good fracture toughness. Welding Journal, July, pp. 49-59, 1987.
[24] Pratical welder: Flux-cored welding contributes to 30% pipe welding cost reduction
at wolf creek nuclear plant. Based on a story from Chemetron Corporation. Welding
Journal, May, pp. 40-44, 1978.
[25] BJORNBAKK, B. and BOEKHOLT, R.: Self-shielded flux-cored arc welding for
offshore fabrication. IIW Doc. XII - 1080 - 88.
[26] MATSUD, F.; USHIO, M.; TANAKA, Y.:Metal transfer characteristics in pulsed
GMA welding. Welding Research Institute, April 30, 1983.
[27] HEYWOOD, J.: Current trends for use of cored wires. A Welding Review Pulished
by the Esab Group, 51 (1-2), pp. 3-5, 1996.

95
[28] NORRISH. J.: O que é MIG sinérgico. Soldagem e Inspeção, ABS, ano 1 nº 3,
1995.
[29] CASTNER, H. R.:Gas metal arc welding fume geration using pulsed current.
Welding Research Supplement, pp. 59s -68s, Feb. 1995.
[30] AMIN, M.: Pulsed current parameters for arc stability and controlled metal transfer
in arc welding. Metal Construction, May 1983
[31] AMIN, M.: Synergic pulse MIG welding. Metal Construction, June 1981.
[32] DUTRA, J. C.; KIRST, E. R.; SCOTTI, A.: Comparação entre os processos MIG
pulsado e MAG curto-circuito em soldagem automatizada. XIX - Encontro
Nacional de Tecnologia de Soldagem, Outubro 1993.
[33] SANTOS, J. F. O.: Soldadura MIG pulsada de aço inoxidável. XXI Encontro
Nacional de Tecnologia de Soldagem, Junho 1995.
[34] PEREIRA, W. A.: Comparação de características operacionais entre procesos MIG
pulsado e MAG curto-circuito. Dissertação de Mestrado, UFU, Março 1995.
[35] PEREIRA, W. A. e SCOTTI, A.: Comparação de envelopes operacionais entre MIG
pulsado e MAG curto-circuito. IV Congresso Norte - Nordeste de Engenharia
Mecânica, 1996.
[36] ACOSTA, V. H. V.; MACHADO, I. G.: Estudo preliminar sobre a utilização de
fontes pulsada utilizando arame tubular. XXI Encontro Nacional de Tecnologia de
Soldagem, Junho 1995.
[37] QUITINO, M. L. C. G. A.: Soldadura MIG/MAG com corrente pulsada - estado
atual da evolução. XXI Encontro Nacional de Tecnologia de Soldagem, Junho 1995.

96
[39] FARIAS, J. P.: Magnésio metálico como componente do revestimento na soldagem
com eletrodos ao C-Mn-Ni. Tese de Doutorado, UFSC, Dezembro 1993.
[40] GONZALEZ, A. R. ; CASSINA, J. C. ; MACHADO, I. G.: Técnicas fatoriais na
avaliação da influência dos parâmetros do pulso sobre a geometria do cordão em
soldagem por processo TIG com corrente pulsada. XXI Encontro Nacional de
Tecnologia de Soldagem, Junho 1995.
[41] COSTA NETO, P. L. O. : Estatística. Livro, ed. Edgard Blücher Ltda, São Paulo,
1977.
[42] PERES, C. A. e SALDIVA, C. D.: Planejamento de experimentos. V Simpósio
Nacional de Probabilidade e Estatística, PUC, São Paulo, 1982.
[43] SOARES, J. F.; FARIAS, A. A. e CESAR, C. C.: Introdução à estatística. Livro, ed.
Guanabara Koogan S.A., Rio de Janeiro, 1991.
[44] BOX, G. E. P.; HUNTER, W. G.; HUNTER, J. S.: An introduction to design, data
analysis, and model building. Livro, John Wiley & Sons Inc., New York, 1978.