universidade federal rural do semi-Árido … - bct/tcc... · segundo a nbr 13816 (1997), as...
TRANSCRIPT

UNIVERSIDADE FEDERAL RURAL DO SEMI-ÁRIDO
DEPARTAMENTO DE CIÊNCIAS AMBIENTAIS E TECNOLÓGICAS
CURSO DE CIÊNCIA E TECNOLOGIA
NATHÁLIA BATISTA DOS REIS
PROPOSTA DE DESENVOLVIMENTO DE MASSA CERÂMICA PARA
AZULEJO COM INCORPORAÇÃO DO RESÍDUO CASCA DE OVO E
REVESTIMENTO DE RESÍDUO DE VIDRO
MOSSORÓ-RN
2013

NATHÁLIA BATISTA DOS REIS
PROPOSTA DE DESENVOLVIMENTO DE MASSA CERÂMICA PARA
AZULEJO COM INCORPORAÇÃO DO RESÍDUO CASCA DE OVO E
REVESTIMENTO DE RESÍDUO DE VIDRO
Trabalho de Conclusão de Curso
apresentada à Universidade Federal Rural
do Semiárido – UFERSA, Departamento de
Ciências Ambientais e Tecnológicas para a
obtenção do título de Bacharel em Ciência e
Tecnologia.
Orientador: Dr. Marcílio Nunes Freire –
UFERSA
MOSSORÓ-RN
2013

FICHA CATALOGRÁFICA


DEDICATÓRIA
A Deus: minha única herança;
Aos meus pais, Aldeniza Araújo e Wilson
dos Reis, em especial a minha mãe, pelo
esforço e dedicação, fazendo de tudo
para me dar o mínimo que os pais
podem deixar pros filhos: a educação.

AGRADECIMENTOS
A Deus por ter me dado Jesus, no qual além de ser minha rocha, Senhor e Salvador, é
também minha fonte de força, esperança, paz, fé e sabedoria.
Aos meus pais, Aldeniza Araújo e Wilson dos Reis, pelos ensinamentos, amor, carinho
e dedicação. Por me apoiar nas escolhas que fiz na vida, sempre confiantes na minha
capacidade. A vocês, dedico meu amor e gratidão.
Ao meu irmão Rodolfo Reis, pela irmandade, apoio e incentivo.
A minha família, em especial as minhas tias, Fatima Batista e Edite Batista, pela
confiança, apoio e orações.
Ao meu orientador, Dr. Marcílio Nunes Freire, pela amizade, paciência, confiança,
respeito, auxilio, competência, disponibilidade e pelos grandes ensinamentos, que muito
contribui para minha formação acadêmica. A você, minha gratidão, admiração e
respeito.
A Ailton Araújo, Andrea Noberto, Arthur de Souza e Jeová Tavernard, os irmãos que
Deus me deu de presente, pela amizade, apoio, confiança e palavras de incentivo nas
horas difíceis.
Aos meus amigos verdadeiros, eles sabem quem os são.
Aos meus amigos que fiz durante o curso, que com pouco tempo aprendi a amar.
Obrigada por todos os momentos de estudos, brincadeiras e cumplicidades. Quem
caminha sozinho pode até chegar mais rápido, mas aquele que vai acompanhado
dos amigos, com certeza vai mais longe. Esta longa caminhada não seria a mesma sem
vocês. O meu muito obrigado a todos que caminharam e caminham lado a lado, desde a
vida em Angicos, onde o nó se fez e jamais desatará. Obrigada, Ailton Araújo, Andrea
Noberto, Arthur de Souza, Marília Amorim, Filipe Carlos, Thalis Ginani, Thallis Tauan,
Fernando Henrique, Lincoln Ronyere, Everton Pinto, Iago Alves, Gabriella Coelho,
Ticiane Albuquerque, Jean Lazzaro, Taylane Caldas e João Emanuel.
As meninas da casa “as mais” por terem representado minha família no momento em
que a mesma esteve ausente: Aglaer Cabral, Mardja Luma, Ranna Lemos e Renata
Sayonara.
Ao estudante de Mestrado, Ítalo Falcão de Brito Ferreira, pela realização das difrações
dos raios-X, e pela identificação mineralógica dos materiais, que muito contribuiu para
com o meu trabalho.
Aos professores , Drª. Jeane Cruz Portela e Dr. Indalécio Dutra, pela participação na
banca examinadora. A você o meu reconhecimento e admiração de tamanha capacidade
profissional.
A todas as pessoas que contribuíram direta ou indiretamente para realização deste
trabalho.

“Porque eu, Senhor teu Deus, te tomo
pela tua mão direita, e te digo: não
temas; eu te ajudarei!’’
(Is41: 13)
“Não importa o quanto a vida possa ser
ruim, sempre existe algo que você pode
fazer, e triunfar”. Enquanto há vida, há
esperança. ’’
(Stephen William Hawking)

RESUMO
No Brasil grande quantidades de resíduos de casca de ovo galináceo e lâmpadas
fluorescentes são gerados todo ano, e uma questão crítica é estabelecer um uso
adequado para estes resíduos. O presente trabalho propõe a incorporação do resíduo
casca de ovo no desenvolvimento de massa cerâmica, com aplicação de resíduos de
vidro de lâmpadas fluorescentes na superfície da mesma. A construção civil atualmente
está bem desenvolvida, e utiliza os matérias cerâmicos em grande escala. O setor
cerâmico é considerado um setor rentável, pensando nisso, ao invés dos resíduos casca
de ovo e lâmpadas fluorescentes, que tem um baixo custo, serem descartados de forma
inadequada, podem ser utilizados nesse setor gerando um produto sustentável. O
objetivo deste trabalho é estudar as características dos materiais, bem como observar a
necessidade de utilizar os resíduos em estudo na composição do revestimento cerâmico
poroso, mais especificamente o azulejo, para que se obtenham um produto de melhor
qualidade, pois é necessário que os resíduos tenham uma destinação final adequada e
não prejudiquem a população e principalmente o meio ambiente. Sendo assim, propõe-
se a composição da massa cerâmica com 70% de Argila vermelha em peso, 15 %
resíduos de casca de ovo e 15 % de quartzo, e a incorporação do resíduo de vidro após a
sintesização única, esmaltizado a peça. Podendo então, determinar as características e
propriedades da massa cerâmica, verificando a inertização dos resíduos, ao mesmo
tempo em que a ele se agregará valor.
Palavras-Chave: Resíduo de Casca de ovo. Massa Cerâmica. Resíduo de Lâmpadas
Fluorescentes.

ABSTRACT
In Brazil, large quantities of waste eggshell chicken and fluorescent lamps are generated
every year, and a critical issue is to establish an appropriate use for this waste. This
paper proposes the incorporation of waste eggshell in the development of ceramic body,
with application of waste glass surface of fluorescent lamps in the same. The
construction industry is one that is now well developed, and uses ceramic materials on a
large scale. The ceramic sector is considered a profitable industry, thinking about it,
instead of waste eggshell and fluorescent lamps, which have a low cost, are discarded
improperly, it can be used in this sector generating a sustainable product. The objective
of this work is to study the characteristics of the materials, as well as observing the great
need for the waste composition study in the porous ceramic coating, specifically the tile,
so that they obtain a better quality product, it is necessary that waste has adequate final
destination and do not harm the population and especially the environment. Therefore, it
is proposed that the composition of the ceramic mass to 70% by weight of red clay, 15%
of egg shell waste and 15% quartz, and the incorporation of glass waste after
sintesização single piece esmaltizado. May then determine the characteristics and
properties of the ceramic mass, checking the inert waste at the same time as it will add
value.
Keywords: Waste Eggshell. Mass Ceramics. Waste Fluorescent Lamps.

LISTA DE TABELAS
Tabela 1 – Principais produtores mundiais..................................................................... 21
Tabela 2 – Maiores exportadores.................................................................................... 21
Tabela 3 – Maiores consumidores. ................................................................................. 22
Tabela 4 – Produção brasileira de revestimento cerâmico e vendas no mercado interno
em milhões de m²............................................................................................................ 23
Tabela 5 – Exportações de revestimento cerâmico. ....................................................... 23
Tabela 6 – Composição química da amostra do resíduo casca de ovo. .......................... 51

LISTA DE FIGURAS
Figura 1 – Estrutura atômica da caulinita. ...................................................................... 25
Figura 2 – Transformações polimórficas do quartzo. ..................................................... 27
Figura 3 – Efeito da adição de carbonato de cálcio numa mistura de argilas. ................ 28
Figura 4 – Ensaio de compressão diametral para determinação da resistência à tração. 37
Figura 5 – Algumas variáveis do ensaio de flexão em três pontos................................. 37
Figura 6 – Fluxograma geral da metodologia empregada. ............................................. 45
Figura 7 – Difratograma do quartzo referente ao esboço da curva obtida a partir dos
dados gerados pelo difratômetro de raios-X. .................................................................. 52
Figura 8 – Imagem da tela referente ao aplicativo X’Pert HigScore Plus para o quartzo.
........................................................................................................................................ 52
Figura 9 – Detalhe ilustrativo das posições 2θ (lista de picos) para o quartzo. .............. 53
Figura 10 – Identificação dos picos do quartzo utilizado no presente trabalho. ............ 54
Figura 11 – Difratograma do feldspato referente ao esboço da curva obtida a partir dos
dados gerados pelo difratômetro de raios-X. .................................................................. 54
Figura 12 – Imagem da tela referente ao aplicativo X’Pert HigScore Plus para o
identificação dos picos do feldspato. .............................................................................. 55
Figura 13 – Detalhe ilustrativo das posições 2θ (lista de picos) para o feldspato. ......... 56
Figura 14 – Identificação dos picos do quartzo utilizado no presente trabalho. ............ 56
Figura 15 – Difratograma do caulim referente ao esboço da curva obtida a partir dos
dados gerados pelo difratômetro de raios-X. .................................................................. 57
Figura 16 – Imagem da tela referente ao aplicativo X’Pert HigScore Plus para
identificação dos picos do caulim. .................................................................................. 57
Figura 17 – Detalhe ilustrativo das posições 2θ (lista de picos) para o caulim. ............. 58
Figura 18 – Identificação dos picos do caulim utilizado no presente trabalho............... 58

LISTA DE SIGLAS
ABNT – Associação Brasileira de Normas Técnicas
ABCERAM – Associação Brasileira de Cerâmica
ABRELPE - Associação Brasileira de Empresas de Limpeza Pública e Resíduos
Especiais
ANFACER – Associação Nacional dos Fabricantes de Cerâmica para Revestimento
IBGE - Instituto Brasileiro de Geografia e Estatística
NBR – Normas Brasileiras
PIB – Produto Interno Bruto
SUMÁRIO
1 INTRODUÇÃO ......................................................................................................... 17
2 OBJETIVOS .............................................................................................................. 19
2.1 OBJETIVOS GERAIS ............................................................................................. 19
2.2 OBJETIVOS ESPECÍFICOS ................................................................................... 19
3 REVISÃO SOBRE LITERATURA ......................................................................... 20
3.1 INDÚSTRIAS DE REVESTIMENTO CERÂMICO .............................................. 20
3.1.1 Panorama Mundial .............................................................................................. 20
3.1.2 Panorama Nacional ............................................................................................. 22
3.2 MATÉRIAS-PRIMAS ............................................................................................. 23
3.2.1 Matérias-Primas Plásticas .................................................................................. 24
3.2.1.1 Argilas ................................................................................................................ 25
3.2.1.2 Caulim ................................................................................................................ 26
3.2.2 Matérias-Primas não Plásticas ........................................................................... 26
3.2.2.1 Quartzo ............................................................................................................... 27
3.2.2.2 Carbonatos .......................................................................................................... 28
3.3 AZULEJO ................................................................................................................. 29
3.3.1 Fabricação ............................................................................................................ 29
3.3.1.1 Escolha dos Materiais ......................................................................................... 29
3.3.1.2 Preparação dos Materiais .................................................................................... 29
3.3.1.3 Caracterização dos Materiais .............................................................................. 30
3.3.1.4 Formulação das Massas Cerâmicas .................................................................... 30
3.3.1.5 Preparação das Massas Cerâmicas ..................................................................... 31
3.3.1.6 Caracterização das Massas Cerâmicas ............................................................... 32
3.3.1.6.1 Caracterização Mineralógica.......................................................................... 32
3.3.1.6.2 Caracterização Química.................................................................................. 32
3.3.1.6.3 Caracterização Física ..................................................................................... 33

3.3.1.7 Conformação das Massas Cerâmicas ................................................................. 33
3.3.1.8 Secagem .............................................................................................................. 34
3.3.1.9 Esmaltação .......................................................................................................... 34
3.3.1.10 Sintetização ....................................................................................................... 34
3.3.1.11 Caracterização Física ........................................................................................ 35
3.3.1.11.1 Retração Linear ............................................................................................. 35
3.3.1.11.2 Densidade Aparente ...................................................................................... 35
3.3.1.11.3 Absorção d’água ........................................................................................... 35
3.3.1.11.4 Porosidade Aparente ..................................................................................... 36
3.3.1.11.5 Resistência à Tração por Compressão Diametral ........................................ 36
3.3.1.11.6 Determinação do Módulo de Elasticidade Flexural (E) ............................... 37
3.4 RESÍDUOS SÓLIDOS ............................................................................................. 38
3.4.1 Resíduos Sólidos Industriais no Setor Cerâmico .............................................. 39
3.4.2 Resíduos Sólidos no Brasil .................................................................................. 40
3.4.3 Resíduos Sólidos no Mundo ................................................................................ 41
3.4.4 Resíduos: Casca de ovo ....................................................................................... 41
3.4.5 Resíduo: Vidro ..................................................................................................... 42
3.4.6 Resíduo de Vidro: Lâmpadas Fluorescentes ..................................................... 42
3.4.7 Administração dos Resíduos nas Universidades ............................................... 43
3.5 RECICLAGEM ........................................................................................................ 44
4 MATERIAIS E PROCEDIMENTOS ...................................................................... 45
4.1 MATÉRIAS-PRIMAS ............................................................................................. 46
4.2 PREPARAÇÃO DOS MATERIAIS ........................................................................ 46
4.3 CARACTERIZAÇÃO DOS MATERIAIS .............................................................. 46
4.3.1 Mineralógica ........................................................................................................ 46
4.3.2 Química ................................................................................................................ 46
4.3.3 Física ..................................................................................................................... 47

4.4 FORMULAÇÃO DAS MASSAS CERÂMICAS .................................................... 47
4.5 PREPARAÇÃO DAS MASSAS CERÂMICAS ..................................................... 47
4.6 CARACTERIZAÇÃO DAS MASSAS CERÂMICAS ........................................... 47
4.7 CONFORMAÇÃO DAS MASSAS CERÂMICAS ................................................. 48
4.8 SECAGEM ............................................................................................................... 48
4.9 ESMALTAÇÃO DAS PLACAS CERÂMICAS ..................................................... 48
4.10 QUEIMA DAS PLACAS CERÂMICAS .............................................................. 48
4.11 CARACTERIZAÇÃO FÍSICA .............................................................................. 48
5 RESULTADOS E DISCUSSÃO .............................................................................. 51
5.1COMPOSIÇÕES QUÍMICAS DA CASA DE OVO ................................................ 51
5.2 COMPOSIÇÕES QUÍMICAS DOS FABRICANTES DAS LÂMPADAS
FLUORESCENTES ....................................................................................................... 51
5.3 CARACTERIZAÇÃO MINERALÓGICA DAS MATÉRIAS PRIMAS ............... 51
6 CONSIDERAÇÕES FINAIS .................................................................................... 60
REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 61

17
1 INTRODUÇÃO
As cerâmicas de revestimento por muito tempo eram restritas devido ao seu
elevado custo. O seu uso se tornou comum há poucos séculos, devido à transformação
dos processos de produção. Segundo a NBR 13816 (1997), as cerâmicas de
revestimento, ou placas cerâmicas, são materiais compostos de argilas e outras matérias-
primas inorgânicas, sendo que são obtidos geralmente após tratamento térmico em
temperaturas elevadas.
Com avanços tecnológicos o termo cerâmica passou a ter um significado muito
mais amplo, passando a ser inseridos em novas áreas de uso como indústrias de
componentes eletrônicos, computadores, aero espacial e diversos setores de industrias.
O setor Cerâmico é de grande interesse para o descarte de resíduos, haja vista a
produção alta em diversos setores (revestimentos cerâmicos, louças, cerâmicas
vermelhas etc.) e responde por 1 % do Produto Interno Bruto (PIB) nacional
(CALLISTER, 2008).
As indústrias de fabricação e transformação de materiais produzem, em maior ou
menor grau, uma certa quantidade de resíduos que nem sempre são reaproveitados ou
têm um destino ecologicamente correto. O descarte inadequado deste produto é um
problema muito sério, que pode ocasionar a contaminação dos recursos hídricos, risco à
saúde pública e poluir o ambiente. A reciclagem dos resíduos deve ser sempre pensada
como a primeira alternativa para o seu gerenciamento, a fim de buscar reintroduzi-los
no ciclo produtivo (FREIRE; HOLANDA, 2006).
A contínua necessidade, por parte do mercado, de novos produtos cerâmicos,
tem estimulado a pesquisa em direção à aplicação de materiais de baixo custo. A maior
parte das pesquisas demonstrou a importância da reciclagem na proteção ambiental e no
desenvolvimento tecnológico. A utilização da reciclagem pelas indústrias cerâmicas
pode ser viabilizada pela substituição de uma ou mais matérias-primas da composição
original por resíduo (CASAGRANDE et al., 2008). A cada busca para um melhor
conforto ao homem os ramos da engenharia civil afligem o meio ambiente, como é o
caso da construção civil, que é considerado um dos ramos que mais cresce
mundialmente, no entanto, deve-se enfatizar que este crescimento é duplo, ou seja, tanto
na construção quanto na elevada produção de resíduos.
O resíduo é um grande problema para a sociedade, e ele pode ser reaproveitado,
reutilizado ou reciclado, mas deve-se verificar suas potencialidades e benefícios em

18
algum setor produtivo industrial. Assim, ao se incorporar um resíduo sólido em um
material cerâmico, pode-se melhorar as propriedades do produto final, e com isso
agregar valor ao produto, e torná-lo um material importante para a construção civil. O
objetivo desse estudo foi incorporar o resíduo de casa de ovo na composição da massa
cerâmica para azulejo, e revesti-lo com vidro (lâmpadas fluorescentes), a fim de obter a
qualidade do produto e reduzir os impactos ambientais através da reciclagem.

19
2 OBJETIVOS
2.1 OBJETIVOS GERAIS
O presente trabalho tem como objetivo principal propor a composição do azulejo
com a incorporação do resíduo casca de ovo e revestimento de resíduo de vidro das
lâmpadas fluorescentes, para que busque o entendimento, e através deste, seja realizada
a análise se é de valor instrutivo introduzir os resíduos na formulação do azulejo.
2.2 OBJETIVOS ESPECÍFICOS
i) Analisar a viabilidade do resíduo casca de ovo e vidro das lâmpadas
fluorescentes ser inserido ao processo industrial do azulejo;
ii) Aproveitamento do resíduo casca de ovo e vidro das lâmpadas agregando
valores aos mesmos, através de uma ótima composição para a
incorporação no azulejo, assim como mostrar o potencial dos mesmos no
aproveitamento como matéria-prima;
iii) Identificar como as matérias-primas influenciam no material de acordo
com sua percentagem;
iv) Caracterização física e mineralógica dos materiais;
v) Solicitar um pedido patente pela inovação tecnológica.

20
3 REVISÃO SOBRE LITERATURA
3.1 INDÚSTRIAS DE REVESTIMENTO CERÂMICO
Por muito tempo, a utilização dos revestimentos cerâmicos em pisos e paredes
eram somente empregados em ambientes religiosos e palácios, e se tornaram acessíveis
a todas as classes sociais através do desenvolvimento industrial. Nos últimos anos, a
cerâmica teve forte desenvolvimento tecnológico.
O crescente interesse demonstrado pelo mercado e fabricantes através de novas
soluções estéticas propostas em função do desenvolvimento de novas tipologias de
esmaltes, avanço dos materiais especiais, da tecnologia de combustão, da automação, da
decoração, em especial do conhecimento da ciência dos materiais, permitiu, através da
combinação desses diferentes conhecimentos, o forte desenvolvimento da tecnologia e
consequente incremento da produção dos materiais cerâmicos, oferecendo ao mercado
um produto com melhores características e com custos adequados ao mercado
consumidor (FREIRE, 2007).
Os revestimentos cerâmicos, denominados também de placas cerâmicas, são
peças impermeáveis usadas na construção civil para o revestimento de paredes, pisos,
bancadas e piscinas. Estas placas são constituídas normalmente por um suporte, de
natureza argilosa e porosidade variável, podendo ou não ter um recobrimento de
natureza essencialmente vítrea (EMIC, 2005).
3.1.1 Panorama Mundial
Nos últimos anos, a indústria de revestimentos cerâmicos, assim como todos os
segmentos industriais, tem sofrido os efeitos da globalização da economia que, ao
mesmo tempo em que mostra novas oportunidades de mercado, também apresenta
ameaças às empresas participantes de um dado mercado nacional. Somam-se a esse fato
outros aspectos como o nível de atividade da economia dos países, o desenvolvimento
de produtos substitutos, o desempenho da indústria da construção civil de cada país etc.
Os significativos avanços tecnológicos tem impulsionado o crescimento da
produção mundial de revestimento cerâmicos, permitido às empresas aumentar a
produtividade dos seus recursos e melhorar a qualidade dos produtos, atendendo às

21
demandas do mercado .A Tabela 1 apresenta os cinco principais produtores mundiais de
revestimentos cerâmicos entre os anos de 2007 e 2010 (FERNANDES, 2012).
Tabela 1 – Principais produtores mundiais de revestimento cerâmico
Posição Países 2007 2008 2009 2010
1 China 3200 3400 3600 5500
2 Brasil 637 713,4 714,9 753,5
3 Índia 385 390 490 550
4 Italia 559 513 368 378
5 Espanha 585 495 324 370
Observação: Os dados (em milhões de m²) correspondentes a 2011, com exceção
do Brasil, são estimados (considerado apenas a produção em território nacional).
Fonte: Fernandes (2012)
Na exportação, como mostra a Tabela 2,A China, Itália, Espanha, Turquia e o
Brasil, respectivamente, são os maiores exportadores mundiais (2008-2011).
Tabela 2 – Maiores exportadores de revestimento cerâmico
Posição Países 2008 2009 2010 2011
1 China 570 584 897 1047
2 Itália 379 281 289 290
3 Espanha 306 235 248 263
4 Turquia 92 67 88 84
5 Brasil 81,4 60,7 57,2 60,1
Observação: Os dados (em milhões de m²) correspondentes a 2011, com exceção
do Brasil, são estimados (considerado apenas a produção em território nacional).
Fonte: Fernandes (2012)
Tratando-se de consumo, os cinco principais países consumidores de
revestimentos cerâmicos, nos anos de 2008 a 2011, são China, Brasil e Índia. Como
mostra a Tabela 3:

22
Tabela 3 – Maiores consumidores de revestimento cerâmico
Posição Países 2008 2009 2010 2011
1 China 2830 3030 4600 5496
2 Brasil 605,4 644,5 699,6 774,6
3 Índia 397 403 494 610
4 Irã 265 295 335 367
5 Vietnã 220 240 330 350
Observação: Os dados (em milhões de m²) correspondentes a 2011, com exceção
do Brasil, são estimados (considerado apenas a produção em território nacional).
Fonte: Fernandes (2012)
3.1.2 Panorama Nacional
A indústria cerâmica brasileira tem como principal origem as antigas fábricas de
tijolos, blocos e telhas. Essas empresas, no início do século XX, começaram a fabricar
ladrilhos hidráulicos e, posteriormente, azulejos e pastilhas de cerâmica e de vidro.
Atualmente, o setor de revestimento cerâmico brasileiro é formado por 93
empresas tendo uma maior concentração nas regiões Sudeste e Sul, e em grande
expansão no Nordeste do país. O Brasil ocupa a segunda posição na produção e no
consumo de revestimentos cerâmicos. Em 2011 foram produzidos 844,3 milhões de
metros quadrados, para uma capacidade instalada de 986,6 milhões de metros
quadrados. As vendas totais chegaram a 834,7 milhões de metros quadrados, sendo
774,7 milhões de metros quadrados vendidos no mercado interno e 60,1 milhões de
metros quadrados exportados (FERNANDES, 2012).
A Tabela 4 mostra a produção brasileira e as vendas de revestimento cerâmico
no mercado interno, no ano de 2001 a 2012.

23
Tabela 4 – Produção brasileira de revestimento cerâmico e vendas no mercado interno
em milhões de m²
Ano Produção (milhões de m²) Venda (milhões de m²)
2012 895 828,9
2011 844,3 774,7
2010 753,5 699,6
2009 714,9 644,5
2008 713,4 605,4
2007 637,1 534,7
2006 594,2 483,6
2005 568,1 442,8
2004 565,6 448,4
2003 534 421
2002 508,3 456,3
2001 473,4 416,3
Fonte: Fernandes (2012)
Na Tabela 5, encontram-se as exportações do Brasil, no período de 2002 a 2012,
onde o dado de 2012 equivale a uma estimativa.
Tabela 5 – Exportações de revestimento cerâmico
Ano Valor exportado (milhões de m²)
2012 62,5
2011 60,1
2010 62,5
2009 60,7
2008 81,4
2007 102,1
2006 114,5
2005 114
2004 126
2003 103,5
2002 74
Fonte: Fernandes (2012)
3.2 MATÉRIAS-PRIMAS
As massas cerâmicas adequadas para a produção de revestimento poroso podem
ser distinguidas em brancas e vermelhas, conforme uma classificação comercial. Em
ambos os casos as matérias-primas utilizadas são constituídas por dois tipos
fundamentais: Matérias-Primas Plásticas (argilosas) e Matérias-Primas não Plásticas
(ZAUBERAS; RIELLA, 2001). Apesar das duas matérias-primas desempenharem

24
funções ao longo de todo o processo cerâmico, as matérias-primas plásticas são
essenciais na fase de conformação, enquanto que as não plásticas atuam mais na fase do
processamento térmico.
Existe na literatura um amplo material bibliográfico que descreve a composições
típicas para revestimento poroso produzidas na Itália e Espanha, mas pouco material
sobre as formulações nacionais. Levando em conta que, no Brasil, poucas matérias-
primas europeias são encontradas, é um fato comum industrialmente, a adaptação das
formulações europeias para as matérias-primas nacionais.
As matérias-primas utilizadas na produção de revestimento cerâmico poroso
devem conter argilominerais caulinita e ilita e os minerais não plásticos como
feldspatos, carbonatos, talco e quartzo. As massas cerâmicas nacionais possuem em sua
formulação principalmente caulinita, ilita, calcita, dolomita, feldspato sódico ou
potássico, talco e quartzo. A proporção entre os minerais presentes nas massas,
condições de sintetização como: temperatura, taxa de aquecimento e atmosfera do
forno, e o tamanho das partículas no produto a verde são os responsáveis pela formação
das fases cerâmicas formadas na sintetização do revestimento (BARBA et. al., 2002
apoud SOUSA, 2008).
3.2.1 Matérias-Primas Plásticas
As matérias-primas avaliadas plásticas são consideradas como aquelas que
conferem importantes características na fase de conformação das peças cerâmicas, tais
como plasticidade (trabalhabilidade), resistência mecânica a cru, e no processamento
térmico (sinterização), como estrutura e cor (MOTTA et al., 2002). As argilas de
queima vermelha ou branca e os caulins são as principais matérias-primas plásticas
empregadas em revestimento cerâmico poroso (SOUSA, 2008).
Plasticidade de uma matéria-prima cerâmica está relacionada à propriedade
desse material de se deformar quando submetido à uma força, e conservar a deformação
quando esta é retirada. Neste sentido o termo “trabalhabilidade” pode ser usado como
sinônimo de plasticidade.

25
3.2.1.1 Argilas
As argilas, granulometricamente, apresentam alto teor de partículas com
diâmetro equivalente inferior a 2μm, composta essencialmente por argilominerais:
caulinita e ilita, que são os de maior interesse. Com variável conteúdo de materiais não
plásticos: quartzo, carbonatos, feldspatos e micas. É também comum à presença de certo
teor de matéria orgânica (impurezas). As argilas são de natureza e origem muito
variáveis, apresentando, portanto, características e propriedades bem distintas.
O argilomineral caulinita se apresenta com um empilhamento regular de uma
folha tetraédrica de e de uma folha octaédrica de hidróxidos de
alumínio , ligados entre si por um íon de oxigênio. Apresenta uma fórmula
estrutural igual à . Sua estrutura atômica pode ser observada através da
Figura 1, que possui composição em peso: = 46,54%, = 39,5% e =
13,96% (SANTOS, 1989apoud SOUSA, 2008).
Figura 1 – Estrutura atômica da caulinita
Fonte: Pinto (2006)
O argilomineralilita apresenta empilhamento regular de duas folhas tetraédricas
de e uma folha octaédrica de hidróxido de alumínio. Na ilita ocorre uma maior
substituição isomórfica do alumínio por silício, e há um cátion neutralizante de potássio
entre as camadas. Pode ocorrer uma eventual substituição do alumínio por ferro e
magnésio como cátion octaedral. Dessa forma, a ilita apresenta um comportamento mais

26
fundente que a caulinita com formação de uma fase líquida mais abundante e de forma
mais rápida (SANTOS, 1989apoud SOUSA, 2008)
Entre as impurezas mais comuns nas argilas usadas na fabricação de
revestimentos cerâmicos, destacam-se as matérias orgânicas, calcita, dolomita, pirita,
carbono, biotita e os sais solúveis ( ). Os sais solúveis mais comum são os
sulfatos (Na, K, Ca, Mg, F), carbonatos e nitratos alcalinos, provenientes de matéria-
prima, gases de combustão e água. A principal limitação causado por eles é
eflorescência (depósitos salinos que aparecem na superfície dos produtos queimados)
(ALBARO, 1991 apoud SOUSA, 2008).
3.2.1.2 Caulim
O caulim é uma rocha que normalmente se apresenta com uma cor branca, e é
constituído de material argiloso caulinítico. Por pertencerem a diferentes origens
geológicas, os caulins apresentam estruturas cristalinas menos degradadas e partículas
mais grossas que as argilas. O quartzo, feldspatos e a mica são os minerais que
comumente estão presentes no caulim bruto. Depois ser favorecido o caulim apresenta
percentual de caulinita superior a 80 % (BARBA et. al., 2002 apoud SOUSA, 2008).
Por possuir grandes propriedades físicas, o caulim se aplica em diversos
segmentos industriais. Sua utilização mais comum é dada na indústria do papel,
petroquímica e metalúrgica. Na fabricação de revestimentos cerâmicos o caulim é
empregado para dar a coloração branca e aumentar a temperatura de queima. Possui
menos plasticidade que as argilas, sendo mais utilizado no processamento de
revestimento poroso de cor branca e grês porcelanato (SOUSA, 2008).
3.2.2 Matérias-Primas não Plásticas
As matérias-primas não plásticas atuam nas fases de conformação e secagem,
diminuindo a retração das peças e favorecendo a secagem, durante a sinterização,
controlam as transformações físico-químicas, garante a estabilidade dimensional
(calibre) e a densificação. Devido principalmente ao seu papel como agente controlador,
na fase de sintetização, os materiais não plásticos são qualificados de inertes e
fundentes. O quartzo e os carbonatos (cálcio e magnésio) são as principais matérias-

27
primas não plásticas utilizadas em revestimentos cerâmicos porosos (MOTTA et al.,
2002).
3.2.2.1 Quartzo
O quartzo é um dos minerais mais abundantes da terra e apresenta a forma
alotrópica do composto sílica ( ) na temperatura ambiente. A sílica apresenta
modificações polimórficas ao longo da faixa de temperatura de processamento dos
produtos cerâmicos, inclusive produto de cerâmica vermelha e revestimentos cerâmicos,
dessa forma, a sílica possui restrição quando se refere a sua utilização na indústria. Estas
modificações alotrópicas são acompanhadas por alterações na estrutura cristalina e
consequentemente, na massa específica do material. Além disso, a temperatura de
algumas destas transformações pode ser alterada com a presença de impurezas. A
Figura 2 mostra as transformações polimórficas sofridas pelo quartzo com a
temperatura. (BARBA et. al., 2002 apoud SOUSA, 2008).
Em massas cerâmicas, a sílica diminui a retração de secagem e sintetização, o
tempo de secagem, aumenta o coeficiente de dilatação do corpo cerâmico, reduz a
resistência do corpo cerâmico a seco e às vezes pode aumentar a refratariedade
(BELTRÁN et al., 1996 apoud SOUSA, 2008). Se a utilizaçãodo quartzo for excessiva,
acima de 20% em massa, podem ocorrer trincas no corpo cerâmico, sobretudo na fase
de resfriamento, devido a tensões produzidas pela transformação do quartzo α em
quartzo β que ocorre a uma temperatura de 573 °C (OLIVEIRA, 2000).
Figura 2 – Transformações polimórficas do quartzo.
Fonte: (BARBA et al., 2002apoud FREIRE, 2007).

28
3.2.2.2 Carbonatos
Carbonato de cálcio (calcita) e o cálcio magnésico (dolomita), são os principais
constituintes das rochas sedimentares carbonatadas. São matérias-primas fundamentais
nas massas de revestimento poroso. A adição de calcita numa massa cerâmica ou até
mesmo a utilização de argilas carbonáticas promovem uma ação embranquecente,
regula a porosidade, promove ampla faixa de temperatura de queima, aumenta o
coeficiente de dilatação térmica e diminui a expansão por umidade das peças. Isto
ocorre devido à formação de fases cristalinas na temperatura de queima geralmente
utilizada com pouca formação de fase líquida
A Figura 3 mostra o efeito da adição de carbonato de cálcio a uma mistura de
argilas. Como pode ser verificar, um aumento na quantidade percentual de carbonatos
adicionado a mistura, leva um aumento na absorção de água e retarda o início da
sinterização por fase líquida e diminuição da retração linear.
Figura 3 – Efeito da adição de carbonato de cálcio numa mistura de argilas
Fonte: Barba et. al. apoud Sousa (2008)

29
3.3 AZULEJO
Azulejo é uma peça de cerâmica de pouca espessura, geralmente, quadrada, em
que uma das faces é vidrada (esmalte), torna impermeável e brilhante. Esta face pode
ser monocromática ou policromática, lisa ou em relevo. O azulejo é geralmente usado
em grande número como elemento associado à arquitetura em revestimento de
superfícies interiores ou exteriores ou como elemento decorativo isolado.
Nos últimos anos, devido ao amplo interesse demonstrado pelo mercado e
fabricantes, os produtos de revestimento poroso (azulejos) assumiram grande
importância. Este tipo de produto cerâmico pertence especificamente ao grupo BIII de
acordo com a classificação da norma Brasileira NBR 13818 (1997).
Em geral, aos materiais de revestimento poroso são atribuídas algumas
características como: máxima estabilidade dimensional durante a queima, porosidade
aberta entre 10 e 20% (expressa como a capacidade de absorção de água) e valores de
tensão de ruptura à flexão do produto sinterizado iguais ou superiores a 12 MPa, para
placas cerâmicas com espessura superior ou igual ou superior a 15 Mpa, para placas
com espessura inferior a 7,5 mm (SOUSA; HOLANDA, 2005).
3.3.1 Fabricação
3.3.1.1 Escolha dos Materiais
Um dos pontos importante é a seleção cuidadosa e detalhada das matérias-
primas, que tem a finalidade de obter produtos finais com as características desejadas.
3.3.1.2 Preparação dos Materiais
A preparação dos materiais consiste na secagem dos mesmos, seguida da seleção
por tamanho de partículas. O material selecionado é moído em moinhos cilíndricos de
grande dimensão, que proporcionam elevada finura à massa e pequenos valores de
absorção de água.
O objetivo da moagem é diminuir, o máximo possível, o tamanho das partículas
das matérias-primas envolvidas no processo e garantir a homogeneização da massa
cerâmica dentro de uma distribuição granulométrica definida (SOUZA, 2007).

30
3.3.1.3 Caracterização dos Materiais
Depois da seleção, a caracterização é a fase previa de grande importância das
matérias-primas para a formulação da massa cerâmica, pois determina antecipadamente
as características do produto final desejado. Nessa fase procura-se determinar as
características físico-químicas das diferentes espécies mineralógicas (FREIRE, 2007).
3.3.1.4 Formulação das Massas Cerâmicas
A formulação de massas cerâmicas é uma etapa complexa por fazer uma relação
entre os conhecimentos das matérias-primas de interesse, as condições de
processamento a serem utilizadas e, principalmente, as propriedades finais desejadas
para o produto, como as fases requeridas (MORELLI, 2000).
Para se formular a massa de revestimento poroso, é necessário que se leve em
consideração alguns critérios específicos listados por Sanchéz e Monfort (2003 apoud
SOUSA, 2008):
i) Moderada densidade aparente a seco: > 1,95 g.cm-3.
ii) Baixa expansão após a prensagem da massa e baixa retração após secagem:
- Expansão após prensagem: < 0,6 %.
- Retração por secagem: < 0,2 %.
iii) Elevada resistência mecânica a seco: > 3 MPa.
iv) Ausência de impurezas.
v) Baixa retração linear por queima: < 1,5 %
vi) Baixa expansão por umidade: < 1,0 %
vii) Pouca formação de fase vítrea nas temperaturas de trabalho
- Temperatura (°C): 1120 – 1150
Um parâmetro importante na formulação das massas para revestimentos porosos
é a composição de partida. Introduzindo carbonato de cálcio ( ) ou de cálcio e
magnésio ( ) na composição de partida se consegue uma adequada
porosidade do suporte sintetizado e se reduz também a retração das peças durante o

31
processo de sintetização. A quantidade de carbonatos recomendável na composição de
partida varia de 10 a 16 % (ESCARDINO, 1993 apoud SOUSA, 2008).
As formuladas das massas cerâmicas são feitas combinando-se os métodos
matemático e geométrico (MORELLI, 2000). O método matemático é utilizado para
resolver sistemas lineares de equações cujas incógnitas são justamente as proporções, de
cada matéria-prima, que irão compor as massas cerâmicas. Já o método geométrico é
utilizado quando se tem uma situação em que o sistema não apresente solução
matemática, ou ainda, apresente infinitas soluções. Neste caso, por mais que se
modifiquem as proporções das matérias-primas na composição global da mistura, a
composição desejada não será atingida. Por esta razão, é que se utiliza o método
geométrico para a formulação das massas cerâmicas (SANTOS, 2008).
3.3.1.5 Preparação das Massas Cerâmicas
A preparação das massas cerâmicas é considerada uma das etapas mais
importantes do processo. Esta etapa pode ser realizada por dois caminhos distintos
conhecidos como moagem via úmida e moagem via seca. Segundo a ANFACER (2008)
o processo via úmida responde por 35 % da produção nacional de revestimentos
cerâmicos e processo via seca 75%
O processo à via úmida é um pouco mais complexo, já que a massa pode ser composta
através da mistura de diferentes tipos de argilas que, adicionadas à água, formarão uma massa
mais uniforme quando comparada à massa obtida através do processo de via seca
(CONSTANTINO et al., 2006). Ainda assim, o desenvolvimento do processo via seca foi uma
das maiores conquistas da indústria brasileira de revestimentos cerâmicos, haja vista que
permitiu a fabricação de revestimentos com características técnicas que se enquadram dentro
das exigências das normas internacionais, e que dificilmente podem ser distinguidos dos
produzidos via úmida (CABRAL JÚNIOR et al., 2010 apoud FERNANDES, 2012).
As vantagens gerais do processo via seca em relação ao via úmida são (LOLLI
et al. 2000 apud NUNES FREIRE, 2007):
i) Menores custos energéticos, sobretudo de energia térmica;
ii) Eliminação dos custos referentes aos desfloculantes e aditivos;
iii) Menores custos de manutenção; e,

32
iv) Menor impacto ambiental (Redução de emissões quentes dos processos
de secagem dos pós, reduzindo o insumo energético e as consequentes emissões de gás
carbônico na atmosfera).
3.3.1.6 Caracterização das Massas Cerâmicas
3.3.1.6.1 Caracterização Mineralógica
Dentre as várias técnicas de caracterização de materiais, a técnica de difração de
raios X é a mais indicada na determinação das fases cristalinas presentes em materiais
cerâmicos (ALBERS et al., 2002). Essa técnica implica na caracterização físico-
mineralógica, determinando qualitativamente os minerais argilosos e não argilosos
presentes nos materiais, auxiliando, portanto, no planejamento da formulação da massa
cerâmica (NUNES FREIRE, 2007).
A técnica acontece segundo a Lei de Bragg (Equação 1), que estabelece a
relação entre o ângulo de difração e a distância entre os planos que a originaram
(característicos para cada fase cristalina):
nr . λ = 2.d.senθ (1)
onde,
nr = ordem de reflexão (número inteiro)
Dentre as vantagens da técnica de difração de raios X para a caracterização de
fases, destacam-se a simplicidade e rapidez do método, a confiabilidade dos resultados
obtidos (pois o perfil de difração obtido é característico para cada fase cristalina), a
possibilidade de análise de materiais compostos por uma mistura de fases e uma análise
quantitativa destas fases (ALBERS et al., 2002).
3.3.1.6.2 Caracterização Química
A técnica mais comum para a determinação da composição química dos
materiais cerâmicos é a de espectrometria de fluorescência de raios-X, que consiste em
determinar o comprimento de onda e a intensidade das radiações fluorescentes, ou
secundárias, que os elétrons mais internos emitem quando são submetidos a um feixe de

33
raios-X de alta energia (primárias), permitindo dessa maneira, que as radiações
caracterizem cada elemento (Si, Al, Fe, Ca, Mg, Na, K, Ti, Mn e P), qualitativa e
quantitativamente (BARBA et al., 2002 apud NUNES FREIRE, 2007).
A caracterização química determina também o percentual da perda ao fogo (PF),
que é geralmente indicada ao final da tabela referente à composição química. Afirma
Gomes (1986, apud NUNES FREIRE, 2007) que a perda ao fogo corresponde a um
processo de calcinação e é determinada analiticamente por:
|
| (2)
onde,
MC = massa em gramas da amostra calcinada a 1.000 ºC (permanecendo duas horas
nesta temperatura);
MS = massa em gramas da amostra seca a 110 ºC durante 24 horas.
3.3.1.6.3 Caracterização Física
i) Análise Granulométrica / Distribuição do Tamanho de Partícula
O menor tamanho de partícula está relacionado à plasticidade, a sua reatividade
na etapa de sinterização e a uma melhor característica superficial (brilho) final do
produto. (SANTOS, 2002 apud NUNES FREIRE, 2007).
Os tamanhos das partículas devem ser estabelecidos por meio da analise
granulométrica, esta consiste em dois processos distintos: o de peneiramento (para
material grosso) e sedimentação (para material fino).
3.3.1.7 Conformação das Massas Cerâmicas
A prensagem é o processo de conformação mais utilizado no revestimento
cerâmico poroso, tanto pelo processo via seca quando pelo processo via úmida. Nesse
processo, além da conformação, busca-se uma redução da porosidade interna. Durante
essa etapa surge a peça propriamente dita, no tamanho e modelo desejados (OLIVEIRA,
2000).

34
A prensagem é a operação de conformação baseada na compactação de um pó
granulado (massa) contido no interior de uma matriz rígida ou de um molde flexível,
através da aplicação de pressão. A operação compreende três etapas ou fases: (1)
preenchimento da cavidade do molde, (2) compactação da massa e (3) extração da peça.
Este é o procedimento de conformação mais utilizado pela indústria cerâmica devido à
sua elevada produtividade, facilidade de automação e capacidade de produzir peças de
tamanhos e formas variadas, sem contração de secagem e com baixa tolerância
dimensional (ALBERO, 2000).
3.3.1.8 Secagem
Após a fase de prensagem, as peças cruas seguem para o processo de secagem,
que tem por finalidade deixar um índice mínimo de umidade na mesma. Assim, ficando
em boas condições para a sinterização.
3.3.1.9 Esmaltação
A esmaltação é a etapa do processo em que se aplica uma cobertura vitrificada
impermeável que visa melhorar a estética dos revestimentos, esta etapa pode ou não ser
realizada.
3.3.1.10 Sintetização
A queima é a etapa final na rota tecnológica da fabricação dos revestimentos
poroso e tem como objetivo consolidar o formato das peças que fora obtido na etapa de
conformação (KINGERY, 1976 apoud SOUSA, 2008). A queima de um revestimento
poroso pode ser realizada de duas maneiras: biqueima rápida ou monoqueima rápida
que, no caso dos revestimentos porosos, é denominada de monoporosa.
Na biqueima, o esmalte e o suporte são queimados em etapas distintas. No caso
da monoqueima a queima do suporte e do esmalte é feita simultaneamente. Este método
surgiu da necessidade de redução de custos energéticos. Além disso, otimizou o tempo
do processo. As temperaturas de queima dos revestimentos porosos normalmente
variam de 1080 até 1150 ºC (SANCHÉZ E MONFORT, 2003 apoud SOUSA, 2008).

35
3.3.1.11 Caracterização Física
3.3.1.11.1 Retração Linear
A Retração Linear se refere a quanto determinada peça perde em tamanho
durante o processo de sinterização. É determinada pela expressão:
RLq =
(3)
onde,
Ls = Medida do comprimento do corpo cerâmico após a secagem (mm)
Lq =Medida do comprimento do corpo cerâmico após a queima (mm).
3.3.1.11.2 Densidade Aparente
A densidade das partículas ou densidade real consiste na relação entre a massa
de uma determinada amostra de material e o volume ocupado pelas suas partículas.
Considerando o volume do material ocupado efetivamente pelas partículas, sem levar
em consideração sua porosidade. É expressa pela seguinte expressão:
ρ =
(4)
onde,
Msi = massa do corpo cerâmico após sinterização (g);
V = volume determinado a partir do produto das dimensões do corpo cerâmico ( ).
3.3.1.11.3 Absorção d’água
A absorção de água refere-se ao percentual de água absorvida pelos corpos secos
após imersão em água. Então, diz-se que a absorção d'água representa a medida da
porosidade aberta. Expressa pela equação:
x 100 (5)

36
onde,
AA = Absorção d`água (%);
mu = Medida da massa dos corpos cerâmicos saturados com água(g);
mss = medida da massa antes da absorção d`água (g)
3.3.1.11.4 Porosidade Aparente
Éa razão percentual entre o volume de água absorvida pela porosidade aparente
e o volume aparente após a sinterização. É determinada pela expressão:
PA =
x 100 (6)
onde,
Mi = Medida da massa do corpo cerâmico imerso em água (g);
MU= Medida da massa gos corpos cerâmicos saturados com água (g);
MSS =Medida da massa dos corpos cerâmicos sinterizados e secos (g).
3.3.1.11.5 Resistência à Tração por Compressão Diametral
O ensaio brasileiro de compressão diametral (Figura 4) foi desenvolvido por
Lobo Carneiro, e consiste na determinação da resistência à tração, através da aplicação
de dois carregamentos de compressão opostos em um mesmo eixo, a um material de
formato cilindro. Esses carregamentos irão gerar ao longo do diâmetro do cilindro
tensões de tração uniformemente perpendicular (RANGEL, 2011).

37
Figura 4 – Ensaio de compressão diametral para determinação da resistência à tração.
Fonte: (RANGEL, 2011).
3.3.1.11.6 Determinação do Módulo de Elasticidade Flexural (E)
A Figura 5 mostra algumas variáveis do ensaio de flexão em três pontos que
levam ao cálculo do módulo de elasticidade.
Figura 5 – Algumas variáveis do ensaio de flexão em três pontos
Fonte: Garcia et al. apoud Nunes Freire (2000)
As características de deformação elástica do material são determinadas em
função da flecha máxima V atingida no ponto médio entre os roletes.
A Equação abaixo leva a determinação do Módulo de Elasticidade Flexural
(EF=E):

38
(7)
onde,
P = Carga aplicada;
I = Distância dos roletes;
b = Largura do corpo-de-prova;
h = Altura do copo-de-prova.
O módulo de elasticidade é uma medida da rigidez, ou inflexibilidade, do
material. Dessa forma, ele é considerado um dado importantíssimo na seleção de
materiais ao se projetar qualquer estrutura (FREIRE, 2007).
3.4 RESÍDUOS SÓLIDOS
Segundo a norma NBR 10004 (2004), resíduos sólidos são aqueles que:
Resultam de atividades de origem industrial, doméstica, hospitalar,
comercial, agrícola, de serviços e de varrição. Ficam incluídos nesta
definição os lodos provenientes de sistemas de tratamento de água,
aqueles gerados em equipamentos e instalações de controle de
poluição, bem como determinados líquidos cuja particularidades
tornem inviável o seu lançamento na rede pública de esgotos ou
corpos de água, ou exijam para isso soluções, técnica e
economicamente, inviáveis em face à melhor tecnologia disponível.
Os resíduos sólidos podem ser classificados como:
Classe I ou Perigosos: São aqueles que apresentam periculosidade, ou seja oferecem
risco à saúde pública e ao meio ambiente, ou uma das características:
inflamabilidade, corrosividade, reatividade, toxicidade e patogenidade.
Classe II ou Não-Inertes: São aqueles que não se enquadram nas classificações de
resíduos classe I – Perigosos ou de resíduos classe III– Inertes. Podem ter
propriedades, tais como: biodegradabilidade, combustibilidade ou solubilidade em
água.

39
Classe III ou Inertes: São aqueles que, por suas características intrínsecas, não
oferecem riscos à saúde e ao meio ambiente. Além disso, quando amostrados de
forma representativa, segundo a norma NBR 10007, e submetidos a um contato
estático ou dinâmico com água destilada ou deionizada, a temperatura ambiente,
conforme teste de solubilização segundo a norma NBR 10006, não têm nenhum de
seus constituintes solubilizados a concentrações superiores aos padrões de
portabilidade da água, conforme listagem nº 8, constante do Anexo H da NBR
10004, excetuando-se os padrões de aspecto, cor, turbidez e sabor.
3.4.1 Resíduos Sólidos Industriais no Setor Cerâmico
As indústrias de fabricação e transformação de materiais produzem, em
diferentes níveis, uma certa quantidade de resíduos que nem sempre são reaproveitados
ou têm um destino ecologicamente correto. O grande desafio é destinar corretamente
estes subprodutos. Em alguns casos, estes produtos secundários podem ser reutilizados
diretamente ou podem ser aproveitados como matéria-prima básica em outros processos
industriais (CASAGRANDE et al., 2008).
A crescente preocupação da sociedade com a proteção ambiental e os possíveis
impactos associados à fabricação e utilização de produtos, tem aumentado o interesse no
desenvolvimento de ferramentas para melhor compreender e reduzir tais efeitos. Vários
fatores apontam este crescimento, destacando-se o aumento do interesse do grande
público que gradativamente vai tornando a marca ambiental argumento de marketing.
A indústria cerâmica é uma das que mais se destacam na reciclagem de resíduos
industriais e urbanos, em virtude de possuir elevado volume de produção, o que
possibilita o consumo de grandes quantidades de rejeitos. Esse volume de consumo,
aliado às características físico-químicas das matérias-primas cerâmicas e às
particularidades do processamento cerâmico, faz da indústria cerâmica uma das grandes
opções para a reciclagem de resíduos sólidos (MENEZES; NEVES; FERREIRA, 2002).
Além disso, a incorporação de resíduos na matriz cerâmica traz diversas
vantagens para a indústria, como economia de matéria-prima não-renovável, obtenção
de produtos com forte apelo ambiental, redução do consumo de energia e outros.
A utilização dos resíduos pelas indústrias cerâmicas pode ser viabilizada
pela substituição de uma ou mais matérias-primas da composição original

40
por resíduo, mantendo-se o processo de produção igual ao
convencionalmente utilizado, a fim de que as propriedades do produto
sejam reproduzidas (SCARINCI et al., 2000 apud CASAGRANDE et al.,
2008, p. 34).
Assim, o processo de incorporação de resíduos sólidos industriais em produtos
da construção civil se apresenta como uma realidade aplicável, necessária, viável e
econômica, pois contribui de forma direta para a diminuição de recursos naturais não
renováveis da natureza, utilizando a reciclagem e aumentando a perspectiva de vida não
só das pessoas, mas também do planeta.
3.4.2 Resíduos Sólidos no Brasil
No Brasil, diversos pesquisadores têm-se dedicado ao estudo desse tema,
obtendo-se resultados bastante relevantes; todavia, a reciclagem ainda não faz parte da
cultura dos empresários e cidadãos. A reciclagem de resíduos industriais ainda possui
índices insignificantes frente ao montante produzido e, a cada dia, os rejeitos urbanos
agridem mais o meio ambiente, em virtude da falta de tratamentos adequados e
fiscalização sobre a manipulação e descarte desses rejeitos.
Segundo a ABRELPE (2011) quantidade de resíduos sólidos gerados, no Brasil,
em 2011 totalizou 61,9 milhões de toneladas, 1,8% a mais do que no ano de 2010. Do
total coletado, 42% do lixo acabam em local inadequado. O crescimento de resíduos
sólidos no período de 2010 para 2011 foi duas vezes maior do que o crescimento da
população, que cresceu 0,9% no período. O estudo mostra ainda que, em 2011, foram
coletados 55,5 milhões de toneladas de resíduos sólidos, o que resulta em uma cobertura
de 90%. Cerca de 10% de tudo o que é gerado acabam em terrenos baldios, córregos,
lagos e praças. Esse problema é recorrente em praticamente todas as cidades do país. Da
quantidade coletada, o Sudeste responde por 53% e o Nordeste por 22%. Nessas duas
regiões estão concentrados 75% de todo o lixo do território nacional. A quantidade de
lixo levado para aterros sanitários pode ter sido maior em porcentagem, mas ao analisar
a quantidade nota-se que em 2011 a situação piorou. Em 2010 o volume de destinação
inadequada foi 22,9 milhões de toneladas contra 23,2 milhões de toneladas em 2011.

41
3.4.3 Resíduos Sólidos no Mundo
O aproveitamento dos rejeitos industriais para uso como materiais alternativos
não são novos e tem dado certo em vários países do primeiro mundo, sendo três as
principais razões que motivam os países a reciclarem seus rejeitos industriais; primeiro,
o esgotamento das reservas de matérias-primas confiáveis; segundo, o crescente volume
de resíduos sólidos, que põem em risco a saúde pública, ocupa o espaço e degradam os
recursos naturais e, terceiro, a necessidade de compensar o desequilíbrio provocado
pelas altas do petróleo. (Menezes et al., 2001). Buscando atender aos princípios, vem
sendo estimuladas a coleta seletiva, restrição do descarte dos resíduos e informações
para a população e empresas através de palestras de conscientização, afim diminuir o
impacto ambiental.
Existe um fator que tem contribuído bastante para que a questão dos resíduos
sólidos tome grande dimensão, este é o aumento significativo da população mundial.
Países mais populacionais e maior renda per capita, gera um poder aquisitivo da
população alto e isso se relaciona diretamente a quantidade e a características de
resíduos gerados.
3.4.4 Resíduos: Casca de ovo
A indústria de produtos e derivados de ovo produz atualmente uma quantidade
significativa de casca de ovo que é considerada como um subproduto de origem animal
não destinado ao consumo humano.
A casca representa 12% da composição proporcional do ovo sendo o envoltório
externo composto basicamente de várias capas de cristais de carbonato de cálcio,
dispostos na forma de mamilos, dando a característica de porosidade aos ovos e
funcionando como pulmão para o desenvolvimento do embrião, em ovos embrionados.
Sua camada calcária é composta por uma rede de fibras protéicas, entre as quais
se inserem cristais de carbonato de cálcio, que corresponde a 96% do peso da casca,
carbonato de magnésio (1%) e fosfato de cálcio (1%) (NEVES, 1998 apoud OLIVEIRA
et al.,2009)

42
3.4.5 Resíduo: Vidro
O vidro é o resultado da fusão, pelo calor, de óxidos ou de seus derivados e
misturas, tendo em geral como constituinte principal a sílica ou oxido de sílica ( ),
que pelo resfriamento, endurecem sem cristalizar. O vidro é um material não-poroso que
resiste a temperatura de até 150° (vidro comum) sem perdas de suas propriedades físicas
e químicas. Esse fato faz com que os produtos possam ser reutilizados várias vezes para
a mesma finalidade.
As propriedades dos vidros, assim como de todos os outros materiais, dependem
de suas características estruturais. A estrutura por sua vez, esta condicionada
principalmente pela composição química, e em menor escala também pela história
térmica (AKERMAN, 2000).
O vidro é um dos materiais mais utilizados na sociedade e na construção. Sua
aplicação é definida através da sua composição e propriedade. Ele esta por toda a volta,
em casa: janelas, lâmpadas, louças; nos bares: garrafas, copos; nos acessório: óculos,
relógios etc (BARROS, 2010).
3.4.6 Resíduo de Vidro: Lâmpadas Fluorescentes
Uma lâmpada fluorescente é constituída por um tubo fechado de vidro,
preenchido com gás argônio e vapor de mercúrio à baixa pressão. Na parte interna desse
tubo temos a presença de uma poeira fosforosa composta por vários elementos
químicos, e dentre eles podemos destacar o Mercúrio, Alumínio, Chumbo, Cromo,
Manganês, Níquel e dentre outros.
Durante o período de vida útil das lâmpadas fluorescentes pode surgir uma
característica desvantajosa que é a depreciação do fluxo luminoso, que é gerado pela
própria depreciação normal do fluxo das lâmpadas e também pelo acumulo de poeira
sobre as superfícies da lâmpada e do refletor.
Segunda a ABILUX (2003) existem algumas vantagens das lâmpadas que
contêm mercúrio em relação às incandescentes, tais como: eficiência do nível de
luminosidade é de 3 a 6 vezes superior, a vida útil é de 4 a 15 vezes maior, consomem
80 % a menos de energia, geram menor quantidade de resíduos e diminuem o consumo
de recursos extraídos no meio ambiente para gerar energia elétrica.

43
A lâmpada fluorescente por si só não é tóxica, só emite luz para ser utilizada em
residências ou em indústrias. A ameaça é no caso da quebra das lâmpadas, pois geram
riscos para o ser humano, devido o mercúrio ser liberado para a atmosfera sob a forma
de vapor, e com isso ocorre à inalação do gás pelas pessoas e geram riscos
principalmente para os pulmões. Com a falta de informações, a população não deposita
o resíduo dessas lâmpadas em locais adequados e os mesmo contaminam o ambiente
como um todo.
3.4.7 Administração dos Resíduos nas Universidades
Atualmente, a questão ambiental tem sido um tema de muitas discussões devido
à preocupação com a conservação dos recursos naturais e com a degradação provocada
pelo ser humano ao meio ambiente. E um dos aspectos que mais tem chamado à atenção
é a elevada geração de resíduos, gerada pelo crescimento econômico e populacional, e o
elevado consumo.
Enorme quantidade de resíduos sólidos é gerada todos os dias, mas na maioria
dos casos são descartados de forma inadequada na natureza. A grande preocupação é
com a questão do gerenciamento desses resíduos, pois eles podem gerar problemas para
a saúde, meio ambiente e a sustentabilidade. Os problemas surgem decorrentes da
degradação e contaminação do meio ambiente, e as universidades junto com outros
poderes públicos devem ter ações e iniciativas para solucionar os problemas gerados
pelos resíduos sólidos.
A universidade precisa olhar de forma critica para a gestão dos seus próprios
resíduos sólidos, e esse trabalho sendo feito dentro da universidade ajudara na formação
de profissionais com capacidade e conhecimento teórico e pratico sobre o
gerenciamento dos resíduos, fazendo com que esse aprendizado se expanda para a
sociedade para mudar a consciência da população.
Diante dessa situação, cabem as universidades do país investigarem e analisarem
o gerenciamento dos seus próprios resíduos sólidos, e com essa fiscalização poderá ser
melhorado a qualidade de vida e a sustentabilidade do meio ambiente.
Para tanto, a universidade pode mudar o âmbito dos impactos ambientais e
promover a sustentabilidade através de projetos para a conscientização da universidade
como um todo, a fim de construir uma população consciente.

44
3.5 RECICLAGEM
A reciclagem é termo genericamente utilizado para designar o reaproveitamento
de materiais beneficiados como matéria-prima para um novo produto. Em busca de
matéria-prima mais barata e em razão do grande volume de resíduos gerados, a
reciclagem é uma alternativa promissora a curto/médio prazo, para minimizar os
problemas relacionados com os resíduos sólidos. Possui como principio básico o
reaproveitamento de materiais que se tornariam ou que estão no resíduo, por meio de
um tratamento adequado. Esses materiais são desviados, coletados, separados e
processados para serem usados como matéria-prima na manufaturada de novos
produtos.
A reciclagem das lâmpadas fluorescentes e da casca de ovo na composição de
novos produtos, apresenta várias vantagens, dentre as quais se tem: redução do volume
de extração de matérias-primas, redução do consumo de energia, menores emissões de
poluentes e melhoria da saúde e segurança da população. A vantagem mais visível da
reciclagem é a preservação dos recursos naturais, prolongando sua vida útil e reduzindo
a destruição da paisagem, fauna e flora.

45
4 MATERIAIS E PROCEDIMENTOS
A Figura 6 mostra o fluxograma do procedimento experimental:
Figura 6 – Fluxograma geral da metodologia empregada.
Fonte: Autoria própria
Matérias-Primas
Argila Plástica Vermelha;
Quartzo;
Resíduos de casca de ovo;
Resíduos de Lâmpadas
Fluorescentes.
Preparação das Matérias-Primas (MP) para
Caracterização
Secagem;
Moagem e peneiração;
Caracterização das MP
Mineralógica;
Química;
Física
Formulação das Massas
Cerâmica
Método matemático;
Método geométrico.
Preparação das Massas
Cerâmicas
Dosagem por medida de massa;
Homogeneização;
Caracterização das Massas
cerâmicas
Mineralógica;
Química (Calculada);
Física.
Conformação das Massas
cerâmicas
Prensagem uniaxial.
Secagem
A 110 ºC em estufa durante 24 h.
Sinterização
Temperatura 1150°C
Caracterização Física:
Retração linear;
Densidade aparente;
Absorção d’água;
Porosidade aparente;
Resistência à tração por compressão
diametral
Determinação do Módulo de
Elasticidade Flexural.

46
4.1 MATÉRIAS-PRIMAS
Neste trabalho, irá se enfatizar a argila plástica vermelha, o quartzo, assim como
os resíduos casca de ovo e vidro, na busca por agregar valores aos mesmos. O resíduo
de vidro devera ser proveniente de lâmpadas fluorescentes.
4.2 PREPARAÇÃO DOS MATERIAIS
Após a coleta e seleção das matérias-primas, a amostra do resíduo de casca de
ovo deve ser pulverizada, homogeneizada e classificadas por peneiração (100 mesh; 75
µm ABNT). Para a obtenção do resíduo de vidro das lâmpadas fluorescentes,
primeiramente faz a quebra das lâmpadas de forma correta, evitando o contato direto
com o pó de mercúrio presente dentro do tubo das mesmas. Em seguida se faz a
moagem e peneiração (200 mesh) do material para pesar a quantidade necessária para
utilizar no teste.
4.3 CARACTERIZAÇÃO DOS MATERIAIS
4.3.1 Mineralógica
Deverão ser realizadas as identificações dos principais minerais argilosos e não
argilosos, e as possíveis fases presentes nas matérias-primas, através de análise
qualitativa por difração de raios-X, utilizando-se o método do pó, com radiação Cu –
Kα. Para os resíduos de casca de ovo, também deverá ser realizado analise térmica
TG/TDA sob atmosfera da temperatura ambiente até 1150 ° C a uma taxa de
aquecimento de 10 º C / min.
4.3.2 Química
A composição química da amostra do pó de resíduo de casca do ovo será obtida
por fluorescência de raios-X. A perda de massa por calcinação ou fogo (PF) da amostra
calcinada a 1000 ° C é determinada de acordo com % PF =( (Mc - Ms) / Ms ) x 100, em
que Ms é o peso da amostra seca a 110 º C e Mc é o peso da amostra calcinada a 1000 º
C, durante 1 hora. Outros parâmetros relevantes, como o teor de matéria orgânica, pH,

47
capacidade de troca catiônica e teor de sais solúveis também serão determinados. A
composição química das lâmpadas fluorescentes e do quartzo é fornecida pelas
empresas fabricantes.
4.3.3 Física
A análise do tamanho de partícula da amostra de pó residual será determinada
por uma combinação de peneiramento e procedimentos padronizados de sedimentação.
A densidade da amostra é determinada por picnometria. A morfologia e textura das
partículas de pó de resíduos de casaca de ovo será examinada por microscopia
electrónica de varrimento.
4.4 FORMULAÇÃO DAS MASSAS CERÂMICAS
Após a caracterização das matérias-primas , serão preparadas as formulações
contendo diferentes percentuais dos materiais, através dos métodos matemático e
geométrico – aplicados para verificar se é possível obter o material cerâmico desejado
(produto final) em função das características e propriedades das matérias primas e do
resíduo. Nesta etapa será obtida a relação proporção entre os materiais de modo a atingir
as qualidades requeridas ao produto final desejado.
4.5 PREPARAÇÃO DAS MASSAS CERÂMICAS
O revestimento cerâmico poroso será obtido a partir da mistura de argila plástica
vermelha, resíduos de casca aviária e quartzo comercial. A composição da mistura
segue com: Argila vermelha 70% em peso, resíduos de casca de ovo 15 % e 15 % de
quartzo. As matérias-primas são misturadas e homogeneizadas utilizando um moinho de
laboratório, ajustando o teor de humidade em 7%.
4.6 CARACTERIZAÇÃO DAS MASSAS CERÂMICAS
Após a preparação, as massas cerâmicas foram caracterizadas sob o ponto e vista
mineralógico, físico e químico, que são apresentados a seguir:

48
i) Caracterização Mineralógica - será realizada a Difração de Raios-X para a
determinação dos minerais e fases presentes nas massas cerâmicas;
ii) Caracterização Química – será calculada a proporção, relacionando os
percentuais das quantidades utilizadas de cada material para a fabricação do
revestimento cerâmico poroso;
iii) Caracterização Física – as massas cerâmicas serão submetidas a ensaios sob
evolução térmica, para determinar as possíveis reações, mudanças de fases e
variações dimensionais.
4.7 CONFORMAÇÃO DAS MASSAS CERÂMICAS
As Amostras de dimensões de aproximadamente 11,5 cm x 2,5 cm serão
preparados por prensagem uniaxial utilizando uma matriz de aço a 35 MPa, e seca a
110 º C durante 24 horas.
4.8 SECAGEM
A secagem dos corpos cerâmicos será feita em estufa na temperatura de 110 ºC,
durante 24 h.
4.9 ESMALTAÇÃO DAS PLACAS CERÂMICAS
Nessa etapa vai ser aplicado o resíduo de vidro das lâmpadas fluorescentes na
superfície da amostra.
4.10 QUEIMA DAS PLACAS CERÂMICAS
As peças serão sintetizadas em um forno de laboratório de queima rápido
(sintetização simples) a 1150 º C de temperatura máxima usando um ciclo de queima
rápida (~ 60 min).
4.11 CARACTERIZAÇÃO FÍSICA

49
i) Retração Linear
Será determinada pela expressão:
RLq =
Onde,
Ls = Medida do comprimento do corpo cerâmico após a secagem (dada em mm);
Lq = Medida do comprimento do corpo cerâmico após a queima (dada em mm).
ii) Densidade Aparente
Será determinada pela expressão:
ρ =
Onde,
Msi = massa do corpo cerâmico após sinterização (g);
V = volume determinado a partir do produto das dimensões do corpo cerâmico, também
após sinterização ( ).
iii) Absorção d’água
Será determinada pela equação:
x 100
onde,
AA = Absorção d`água (%);
mu = Medida da massa dos corpos cerâmicos saturados com água (g);
mss = medida da massa antes da absorção d`água (g).
iv) Porosidade Aparente

50
Será determinada pela expressão:
PA =
x 100
Onde,
Mi = Medida da massa do corpo cerâmico imerso em água (g);
MU= Medida da massa gos corpos cerâmicos saturados com água (g);
MSS =Medida da massa dos corpos cerâmicos sinterizados e secos (g).
v) Resistência à tração por compressão diametral
É determinada pelo ensaio brasileiro de compressão diametral, desenvolvido por
Lobo Carneiro. Item - 3.3.1.11.5 da Fundamentação sobre a Literatura.
vi) Determinação do Módulo de Elasticidade Flexural (E)
Será determinada pela equação:
Onde,
P = Carga aplicada;
I = Distância dos roletes;
b = Largura do corpo-de-prova;
h = Altura respectivamente do corpo-de-prova.

51
5 RESULTADOS E DISCUSSÃO
5.1 COMPOSIÇÕES QUÍMICAS DA CASA DE OVO
A Tabela 6 ilustra a composição química de uma amostra de resíduo casca de ovo,
que foi obtida através da difração de raios-X padrão. O componente mais abundante era
o óxido de cálcio (CaO). A quantidade elevada de óxido de cálcio é associada à
presença de carbonato de cálcio, que é o principal componente da casca de ovo aviário.
Tabela 6 – Composição química da amostra do resíduo casca de ovo.
Fonte: (FREIRE; HOLANDA, 2006).
5.2 COMPOSIÇÕES QUÍMICAS DOS FABRICANTES DAS LÂMPADAS
FLUORESCENTES
A composição química é um conjunto de moléculas dos diversos tipos de
elementos químicos que são constituintes das lâmpadas fluorescentes. Existem diversos
tipos de elementos químicos como o Mercúrio (Hg), Alumínio (Al) e entre outros. A
composição química das lâmpadas é fornecida pelas empresas fabricantes.
5.3 CARACTERIZAÇÃO MINERALÓGICA DAS MATÉRIAS PRIMAS
Dando continuidade, são apresentadas as difrações de raio-X do quartzo, feldspato e
caulim. Tais matérias primas foram fornecidas pela ARMIL – Mineração do Nordeste Ltda.

52
Os picos foram identificados utilizando do aplicativo X’PertHigScore Plus, no
qual consta o banco de dados com as cartas cristalográficas correspondentes aos
materiais em análise. A Figura 7 apresenta o difratograma do quartzo, pó com tamanho
de partícula # 200 mesh, secado a 110 °C, por 24 h.
Figura 7 – Difratograma do quartzo referente ao esboço da curva obtida a partir dos
dados gerados pelo difratômetro de raios-X.
Fonte: Sousa (2011)
As condições de realização do ensaio para a determinação do difratograma da
Figura 7 foram: 5 ≤ 2θ (graus) ≤ 90, velocidade do goniômetro (passo) de 0,02 graus, a
temperatura ambiente de 22,0 °C.
A Figura 8 apresenta uma imagem da tela do monitor referente ao aplicativo
X’PertHigScore Plus, na qual se pode observar que foram utilizadas duas cartas
cristalográficas para a identificação dos picos do quartzo utilizado no presente trabalho.
Figura 8 – Imagem da tela referente ao aplicativo X’PertHigScore Plus para o quartzo.
53
Fonte: Sousa (2011)
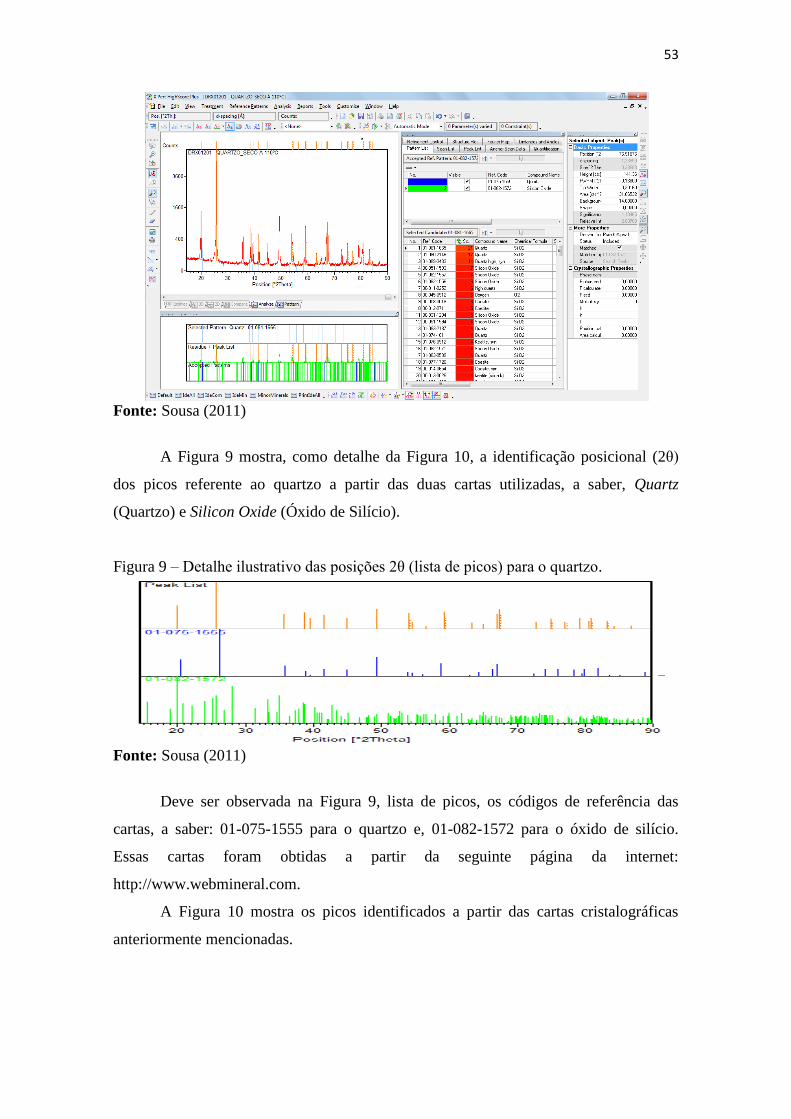
A Figura 9 mostra, como detalhe da Figura 10, a identificação posicional (2θ)
dos picos referente ao quartzo a partir das duas cartas utilizadas, a saber, Quartz
(Quartzo) e Silicon Oxide (Óxido de Silício).
Figura 9 – Detalhe ilustrativo das posições 2θ (lista de picos) para o quartzo.
Fonte: Sousa (2011)
Deve ser observada na Figura 9, lista de picos, os códigos de referência das
cartas, a saber: 01-075-1555 para o quartzo e, 01-082-1572 para o óxido de silício.
Essas cartas foram obtidas a partir da seguinte página da internet:
http://www.webmineral.com.
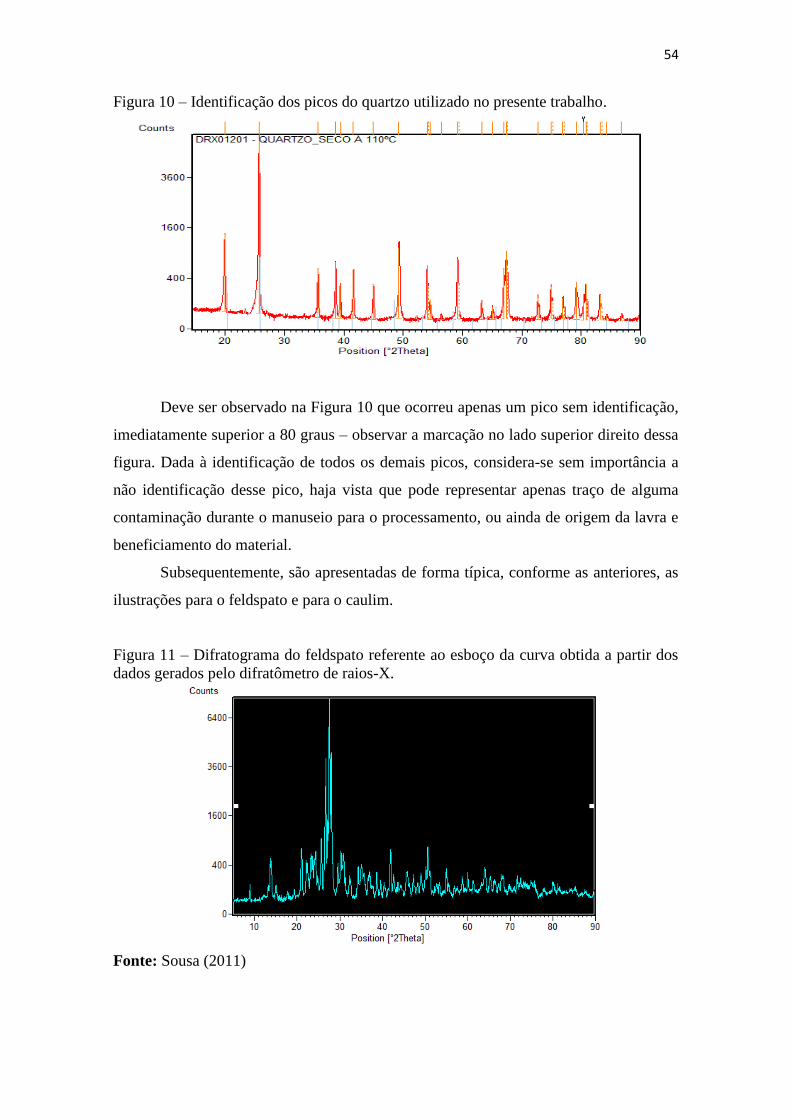
A Figura 10 mostra os picos identificados a partir das cartas cristalográficas
anteriormente mencionadas.
54
Figura 10 – Identificação dos picos do quartzo utilizado no presente trabalho.
Deve ser observado na Figura 10 que ocorreu apenas um pico sem identificação,
imediatamente superior a 80 graus – observar a marcação no lado superior direito dessa
figura. Dada à identificação de todos os demais picos, considera-se sem importância a
não identificação desse pico, haja vista que pode representar apenas traço de alguma
contaminação durante o manuseio para o processamento, ou ainda de origem da lavra e
beneficiamento do material.
Subsequentemente, são apresentadas de forma típica, conforme as anteriores, as
ilustrações para o feldspato e para o caulim.
Figura 11 – Difratograma do feldspato referente ao esboço da curva obtida a partir dos
dados gerados pelo difratômetro de raios-X.
Fonte: Sousa (2011)

55
A Figura 12 apresenta uma imagem da tela do monitor referente ao aplicativo
X’PertHigScore Plus, na qual se pode observar que foram utilizadas duas cartas
cristalográficas para a identificação dos picos do feldspato utilizado no presente
trabalho.
Figura 12 – Imagem da tela referente ao aplicativo X’PertHigScore Plus para o
identificação dos picos do feldspato.
Fonte: Sousa (2011)
A Figura 13 mostra, como detalhe da Figura 14, a identificação posicional (2θ)
dos picos referente ao feldspato a partir das quatro cartas utilizadas, a saber, Microline
(Microlínio), Albitelow (Albita), Silica (Sílica) e Silicon Oxide (Óxido de Sílicio).

56
Figura 13 – Detalhe ilustrativo das posições 2θ (lista de picos) para o feldspato.
Fonte: Sousa (2011)
Deve ser observada na Figura 13, lista de picos, os códigos de referência das
cartas, a saber: 01-072-1114 para o micolínio, 01-076-1819 para a albita, 00-033-1161
para a sílica, e 01-082-1564 para o óxido de silício. Essas cartas foram obtidas a partir
da seguinte página da internet: http://www.webmineral.com.
Figura 14 – Identificação dos picos do quartzo utilizado no presente trabalho.
Fonte: Sousa (2011)
De forma similar ao ocorrido com o quartzo, deve ser observado na Figura 15
que ocorreram quatro picos sem identificação, um em baixo ângulo e três
imediatamente superiores a 70 graus – observar as marcações no topo dessa figura.
Dada à identificação de uma gama muito grande de picos, considera-se sem importância

57
a não identificação desse pico, haja vista que pode representar apenas traço de alguma
contaminação durante o manuseio para o processamento, ou ainda de origem da lavra e
beneficiamento do material.
Figura 15 – Difratograma do caulim referente ao esboço da curva obtida a partir dos
dados gerados pelo difratômetro de raios-X.
Fonte: Sousa (2011)
A Figura 16 apresenta uma imagem da tela do monitor referente ao aplicativo
X’PertHigScore Plus, na qual se pode observar que foram utilizadas duas cartas
cristalográficas para a identificação dos picos do caulim utilizado no presente trabalho.
Figura 16 – Imagem da tela referente ao aplicativo X’PertHigScore Plus para
identificação dos picos do caulim.
Fonte: Sousa (2011)
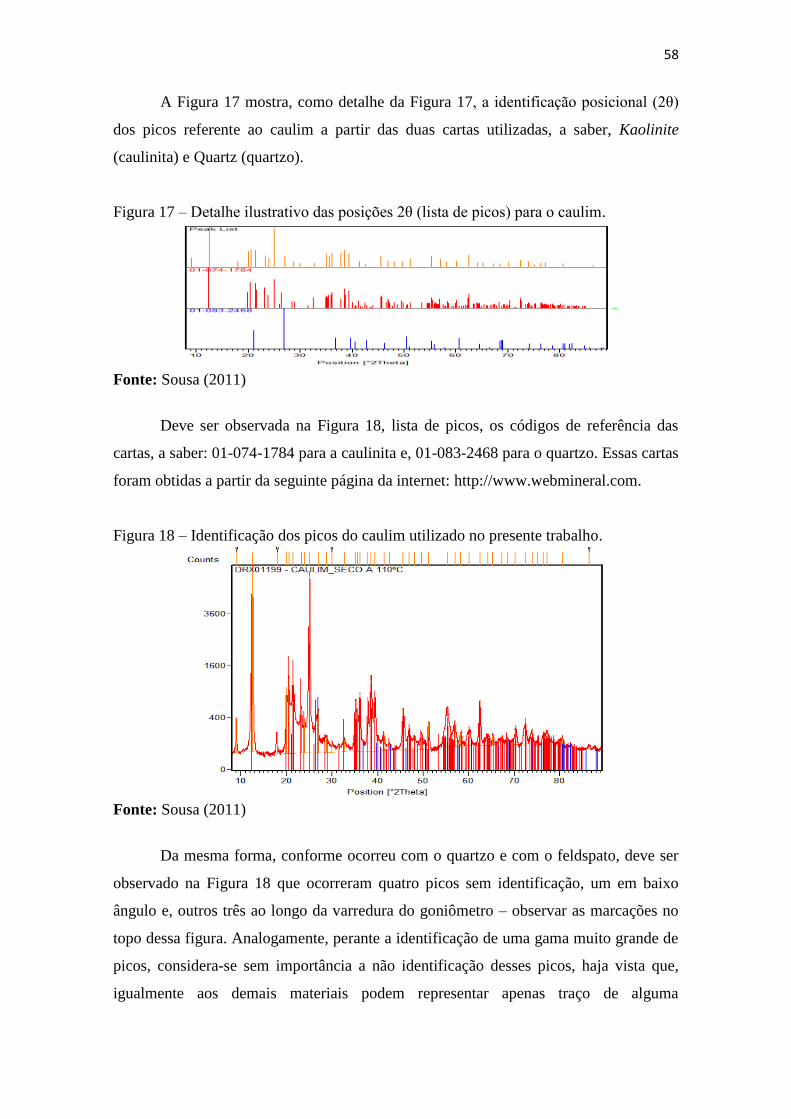
58
A Figura 17 mostra, como detalhe da Figura 17, a identificação posicional (2θ)
dos picos referente ao caulim a partir das duas cartas utilizadas, a saber, Kaolinite
(caulinita) e Quartz (quartzo).
Figura 17 – Detalhe ilustrativo das posições 2θ (lista de picos) para o caulim.
Fonte: Sousa (2011)
Deve ser observada na Figura 18, lista de picos, os códigos de referência das
cartas, a saber: 01-074-1784 para a caulinita e, 01-083-2468 para o quartzo. Essas cartas
foram obtidas a partir da seguinte página da internet: http://www.webmineral.com.
Figura 18 – Identificação dos picos do caulim utilizado no presente trabalho.
Fonte: Sousa (2011)
Da mesma forma, conforme ocorreu com o quartzo e com o feldspato, deve ser
observado na Figura 18 que ocorreram quatro picos sem identificação, um em baixo
ângulo e, outros três ao longo da varredura do goniômetro – observar as marcações no
topo dessa figura. Analogamente, perante a identificação de uma gama muito grande de
picos, considera-se sem importância a não identificação desses picos, haja vista que,
igualmente aos demais materiais podem representar apenas traço de alguma

59
contaminação durante o manuseio para o processamento, ou ainda de origem da lavra e
beneficiamento do material.

60
6 CONSIDERAÇÕES FINAIS
O presente trabalho aborda a proposta de desenvolvimento de massa cerâmica
para azulejo com incorporação de resídua casca de ovo, e revestimento de resíduo de
vidro proveniente de lâmpadas fluorescentes.
Com o crescimento populacional, tem-se acarretado o maior nível de consumo,
resultante do capitalismo, causando uma produção elevada de resíduos sólidos em nível
mundial. Com isso, é necessário reintroduzir esses dejetos e detritos em algum sistema
de produção.
O óxido de cálcio (CaO) que constitui a casca do ovo é mais puro do que os
materiais tradicionais a base de carbonato utilizados na indústria cerâmica. O pó do
resíduo da casca de ovo é constituído por partículas porosas irregulares. Eles podem ser
considerados uma ótima matéria-prima para a fabricação de materiais cerâmicos de
parede que utilizam a monoqueima.
O revestimento do material cerâmico com o resíduo do vidro de lâmpadas
fluorescentes proporciona o fechamento dos poros, uma melhor vida útil e uma
intensificação no brilho do material. Assim, a edificação ganhará mais conforto térmico
e também será agregado valor ao produto final.
Pensando nisso, a utilização desses resíduos na composição dos materiais
cerâmicos é uma alternativa excelente para a reutilização dos materiais e as práticas de
reciclagem de resíduos, contribuindo com a sustentabilidade do planeta.

61
REFERÊNCIASBIBLIOGRÁFICAS
AKERMAN, M. Natureza, Estrutura e Propriedades do Vidro. Nov.200. Disponível
em: <http://www.dimensaodigital.com.br/ufpr/cf361/vidro_SaintGobain.pdf>. Acesso
em: 24 mar. 2013.
ALBERO, J. L. A. A Operação de Prensagem: Considerações Técnicas e sua
Aplicação Industrial. Parte I: O Preenchimento das Cavidades do Molde, Cerâmica
Industrial. 2000.
ALBERS, A. P. F.; MELCHIADES, F. G.; MACHADO, R.; BALDO, J. B.; BOSCHI,
A. O. Um método simples de caracterização de argilominerais por difração de
raios X. Cerâmica. São Paulo, 2002.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DA ILUMINAÇÃO – ABILUX.
Lâmpadas e o meio ambiente: um panorama geral. São Paulo, 2003. Disponível em:
<http://www.asec.com.br/v3/docs/Doc_Encontro04_RobertoCastanon.pdf>. Acesso em:
24 mar. 2013.
ASSOCIAÇÃO BRASILEIRA DE EMPRESAS DE LIMPEZA PÚBLICA E
RESÍDUOS ESPECIAIS – ABRELPE. Panorama dos Resíduos Sólidos no Brasil.
2011.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. Placas
Cerâmicas para Revestimento: Métodos de Ensaios e Especificações. NBR 13818,
1997.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT. Placas
Cerâmicas para Revestimento - Especificações e Métodos de Ensaios. Anexo B:
Determinação da Absorção de Água. NBR 13818, 1997.
ASSOCIACAO BRASILEIRA DE NORMAS TECNICAS - ABNT. Resíduos Sólidos
- Classificação. NBR 10004, 2004.
ASSOCIAÇÃO NACIONAL DOS FABRICANTES DE CERÂMICA PARA
REVESTIMENTOS – ANFACER (2008). Disponível em: <www.anfacer.org.br>.
Acesso em: 24 mar. 2013.
BARROS, C. Apostila de vidros. Out. 2010. Disponível em:
<http://edificaacoes.files.wordpress.com/2011/04/apo-vidros-completa-
publicac3a7c3a3o.pdf>. Acesso em: 24 mar. 2013.
CALLISTER JR, W.D. Ciências e Engenharia de Materiais: Uma Introdução,
Editora LTC, Sétima edição, 2008.

62
CASAGRANDE, M. C. et al. Reaproveitamento de Resíduos Sólidos Industriais:
Processamento e Aplicações no Setor Cerâmico. Florianópolis, Sc, 2008. Disponível
em: <http://www.ceramicaindustrial.org.br/pdf/v13n01/v13n1a04.pdf>. Acesso em: 17
dez. 2012.
CASAGRANDE, M. C.; SARTOR, M. N.; GOMES, V.; DELLA, V. P.; HOTZA, D;
OLIVEIRA, A. P. N. Reaproveitamento de Resíduos Sólidos Industriais:
Processamento e Aplicações no Setor Cerâmico. Cerâmica Industrial, Santa Catarina,
2008.
CONSTANTINO, A. de O.; ROSA, S. E. S.; CORRÊA, A. R. Panorama do Setor de
Revestimentos Cerâmicos. BNDES. Rio de Janeiro, 2006. Engenharia Agrícola e Ambiental, v. 6, n. 2. 2002.
EMIC - Equipamentos e Sistemas de Ensaio LTDA. Definição e Classificação das
Cerâmicas. Paraná, 2005. Disponível em:
<http://www.emic.com.br/artigos.php?id_artigo=129&categoria=tecnicos&lang=16>.
Acesso em: 17 mar. 2013.
FERNANDES, C. N. Proposta de estudo sobre composições de porcelanato com
incorporação do resíduo da extração de scheelita de Currais Novos – RN. 2012.82
f. Trabalho de Conclusão de Curso (Graduação em Bacharelado em Ciência e
Tecnologia) – Departamento de Ciências Ambientais e Tecnológicas, Universidade
Federal Rural do Semiárido, Mossoró-RN, 2012.
FREIRE, M. N. O Uso de Matérias-Primas Argilosas do Estado do Rio de Janeiro
em Massas Cerâmicas Para Porcelanato: Formulação, Propriedades Físicas e
Microestrutura. Tese de Doutorado, Rio de Janeiro, 2007.
FREIRE, M. N.; HOLANDA, J. N. F. Caracterizationofavianeggshellwasteaiming its
use in a ceramicwall tile paste. Campos Dos Goytacazes, Rj, 2006. 240-244 p.
MASCARENHAS, C.H. V. Incorporação do resíduo concha de ostra em sistema
triaxial cerâmico poroso. 2011.Trabalho de Conclusão de Curso (Graduação em
Bacharelado em Ciência e Tecnologia) – Departamento de Ciências Ambientais e
Tecnológicas, Universidade Federal Rural do Semiárido, Mossoró-RN, 2011.
MENEZES, R. R.; NEVES, G. A.; FERREIRA, H. C. MORELLI, M. O estado da arte
sobre o Curso de Formulação de Formulação de Materiais Cerâmicos e sua
Aplicação. Centro de Caracterização e Desenvolvimento de Materiais.
Departamento de Engenharia de Materiais, São Paulo, 2000.
MOTTA, J.F.M.; JÚNIOR, M. C, TANNO, L. C., ZANARDO, A. As Matérias-
Primas Cerâmicas. Parte II. Os Minerais Industriais e as Massas da Cerâmica
Tradicional. Cerâmica Industrial, 2002.

63
MOTTA, J.F.M.; JÚNIOR, M. C, TANNO, L. C., ZANARDO, A. Panorama das
Matérias-Primas Utilizadas na Indústria de Revestimentos Cerâmicos: Desafios ao
Setor Produtivo. Cerâmica Industrial, 1998
NOVELLI, S. et al. Estudo preliminares do efeito da adição da casca de ovo em
massa de porcelana. São Paulo, 2005. Disponível em:
<http://www.ipen.br/biblioteca/cd/cbc/2005/artigos/49cbc-7-01.pdf>. Acesso em: 19
dez. 2012.
OLIVEIRA, A. P. N. Tecnologia de Fabricação de Revestimentos Cerâmicos.
Cerâmica Industrial, 2000.
OLIVEIRA, D. A.; BENELLI, P.; AMANTE, E. R. Valorização de Resíduos Sólidos:
Casca de Ovos como Matéria-Prima no Desenvolvimento de Novos Produtos.
International Workshop -Advances in CleanerProduction. São Paulo, 2009.
PINTO, C. S. Curso Básico de Mecânica dos Solos. 3ª edição. São Paulo: Oficina de
Textos. 2006.
RANGEL, G. W. A. Determinação da Resistência à Tração do Concreto por
Compressão Diametral e Flexão. Uberlândia /MG, 2011.
SOUSA, D. L. Incorporação do resíduo de carapaça de caranguejo em sistema
triaxial cerâmico poroso. 2011.Trabalho de Conclusão de Curso (Graduação em
Bacharelado em Ciência e Tecnologia) – Departamento de Ciências Ambientais e
Tecnológicas, Universidade Federal Rural do Semiárido, Mossoró-RN, 2011.
SOUSA, S. J. G. Desenvolvimento de massas cerâmicas processadas Por via seca
com matérias-primas do norte fluminense Visando aplicação em revestimento
poroso. Tese de Doutorado, Rio de Janeiro, 2008.
SOUSA, S. J. G.; HOLANDA, J. N. F. Avaliação das propriedades físico-mecânicas
de uma massa cerâmica para revestimento poroso (BIII). Cerâmica 51, 2005.
ZAUBERAS, R.T.; RIELLA, H.G. Defeitos de Queima Causados pelo Quartzo em
Monoporosas. Cerâmica Industrial, 2001.