university of miskolc department of mechanical engineering modelling of laser surface treatment...
TRANSCRIPT

University of MiskolcUniversity of Miskolc
Department of Mechanical EngineeringDepartment of Mechanical Engineering
Modelling of Laser Surface Treatment
Tutor: Dr. Mária Kocsis Báan
Consultant: Mr. Reza Roshan
By: Mohamad HoneinehMohamad Honeineh
M.Sc. ThesisM.Sc. Thesis

Experimental MethodologyExperimental Methodology
Steel grades C45, C60, S100 (Hungarian standard)
Workpice dimensions 6056 10 (mm)
Laser beam diametere 10 (mm) 9 combinations of technological
paramerter:• Laser power 1,2,3 (kW )• Sacnning rates 300,500,700
(mm/min) Surface coated by graphite

Preparation StagesPreparation Stages
Sectioning was accomplished by water jet cutting machine
Grinding Rough and Fine Polishing The sectioned specimens were
etched in Nital macro- & microphotos were
placed in synchronization with the HV microhardness results
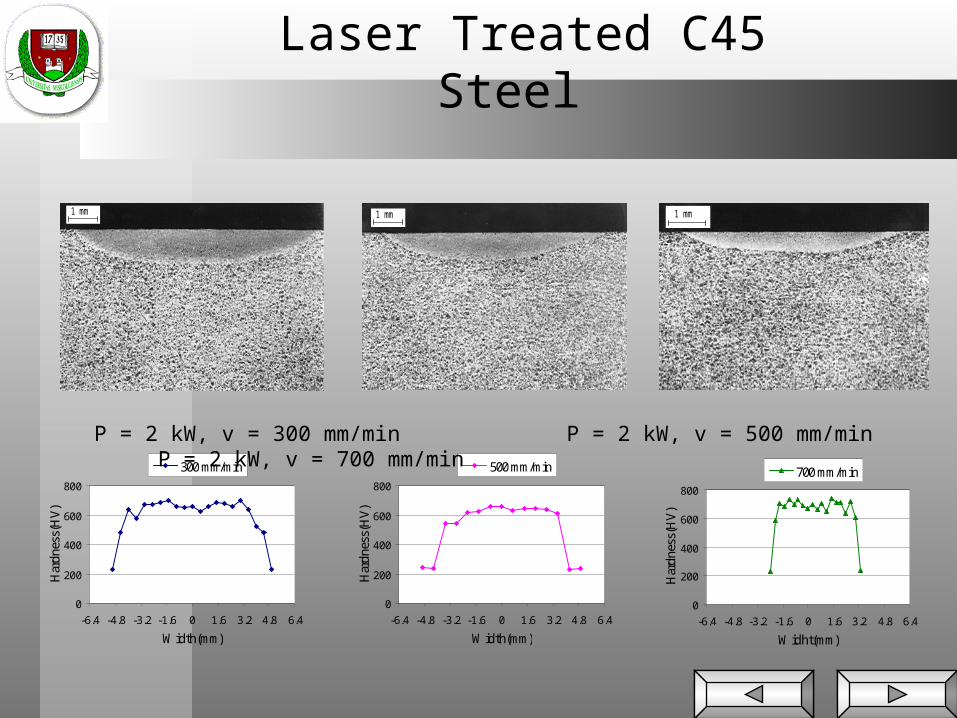
Laser Treated C45 Steel
1 mm 1 mm 1 mm
0
200
400
600
800
-6.4 -4.8 -3.2 -1.6 0 1.6 3.2 4.8 6.4
Width(mm)
Har
dnes
s(H
V)
300 mm/min
0
200
400
600
800
-6.4 -4.8 -3.2 -1.6 0 1.6 3.2 4.8 6.4
Width(mm)
Har
dnes
s(H
V)
500 mm/min
0
200
400
600
800
-6.4 -4.8 -3.2 -1.6 0 1.6 3.2 4.8 6.4
Widht(mm)
Har
dnes
s(H
V)
700 mm/min
P = 2 kW, v = 300 mm/min P = 2 kW, v = 500 mm/min P = 2 kW, v = 700 mm/min
Experimental ResultsExperimental Results
No significant changes were observed for 1 kW laser power
For 2 and 3 kW laser power, the phase transformation depth decreased when the scanning speed was the fastest
Slow scanning speeds caused wider and deeper hardened tracks
For high laser power with fast scanning rates high hardness was achieved
Homogeneous austenite was obtained at slow scanning rate
Three Dimensional ModellingThree Dimensional Modelling
The same geometry was built using SYSWELD SOFTWARE as that in the original experiments
A Conical heat source was implemented into the SYSWELD by using simplified FORTRAN programming
Due to the symmetry of the workpiece, the fine mesh created resembled only half the workpiece
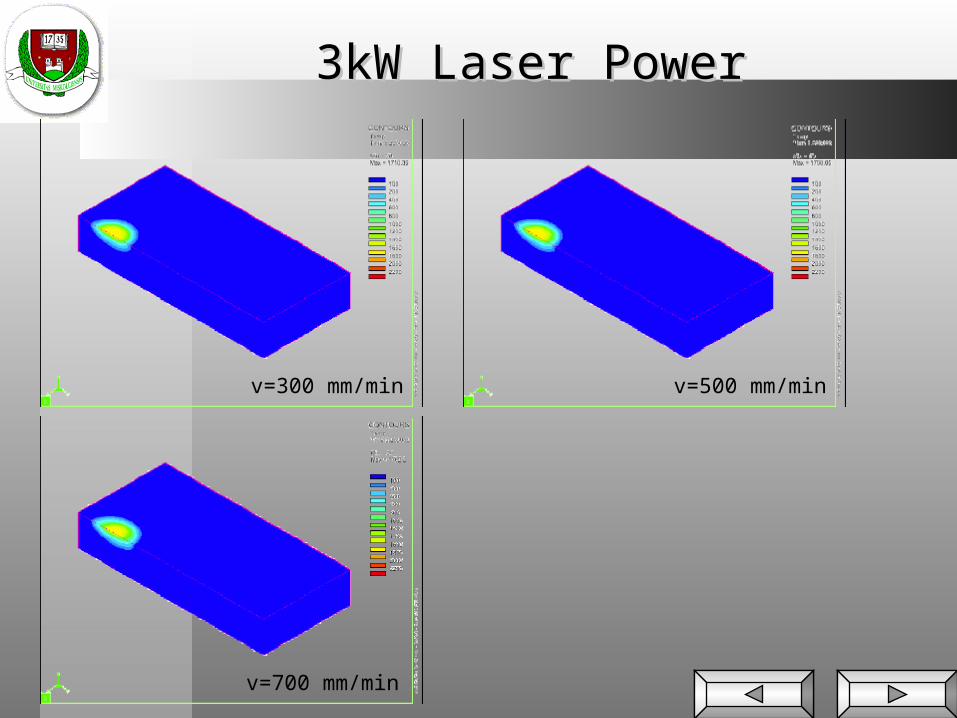
3kW Laser Power3kW Laser Power
v=300 mm/min
v=700 mm/min
v=500 mm/min
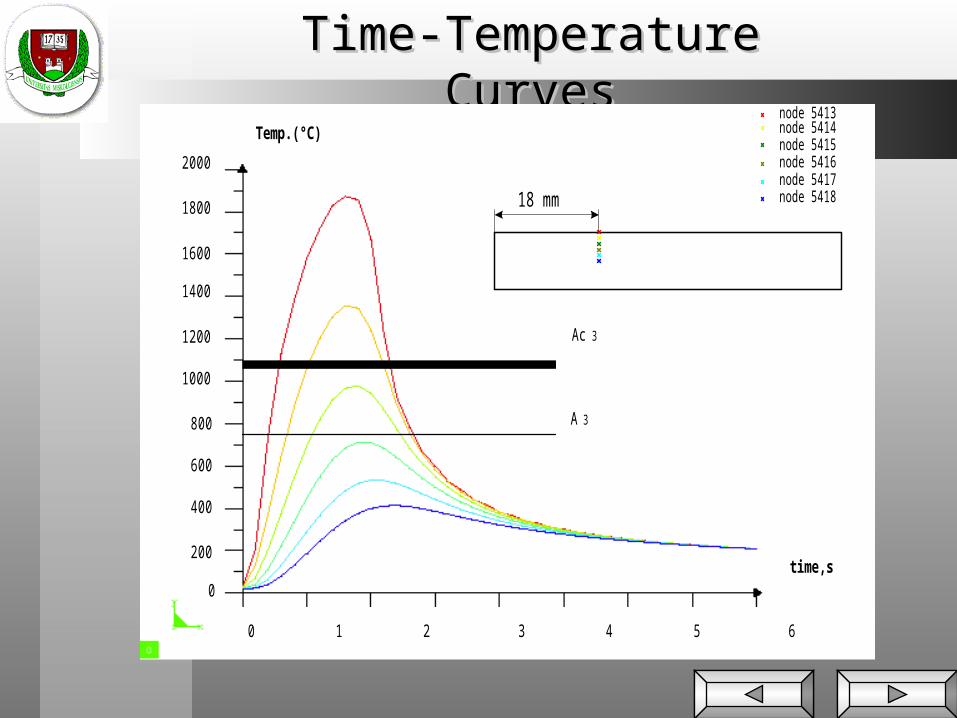
Time-Temperature CurvesTime-Temperature Curves
Ac 3
0 1 2 3 4 5 6 7 8
2000
1800
1600
1400
1200
1000
800
600
400
200
0
Ac 3
A 3
time,s
Temp.(°C)node 5413node 5414node 5415node 5416node 5417node 541818 mm
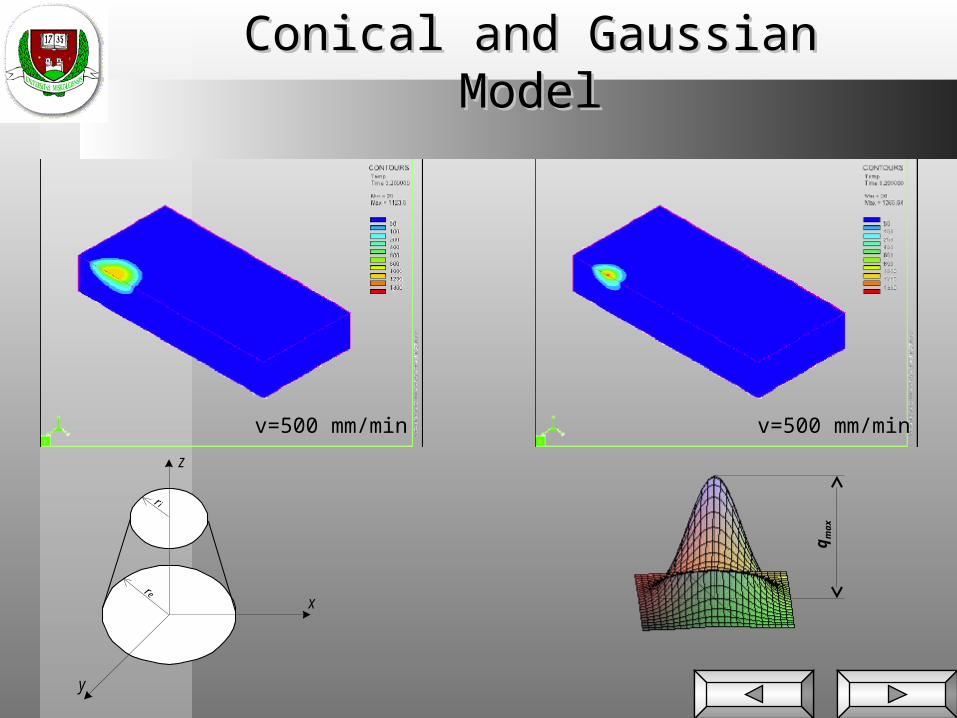
Conical and Gaussian ModelConical and Gaussian Model
x
z
y
re
ri
q max
v=500 mm/min v=500 mm/min

Conical and Gaussian ModelConical and Gaussian Model
1 800
1600
1400
1200
1000
800
600
400
200
0
0 0.5 1 1.5 2 2.5 3 3.5
time, s
Temp. (°C)Time-temp. Cycles for C60 steel, at 2 kW and scanning speed 500 mm/min for: Conical heat source model
Gaussian heat source model

Simulation ResultsSimulation Results
Higher was the laser power, higher the temperature Spot size was greatly influenced by the laser power and
scanning rate Time-Temperature Curves indicate that very fast cooling
occurs Bigger thermal conductivity factor, lower was the
Temperature Gaussian model obtained steeper and sharper cycles than
that of a conical model Changing the absorptivity factor by 0.1 step increment
results in 200-300°C difference in maximum temperature