uofv laser based manufacturing in the automotive industry presentations... · laser based...
TRANSCRIPT

University of Virginia - November 2010Lasers in the Automotive Industry 1
Laser Based Manufacturing in the Automotive Industry
TRUMPF, Inc.
David HavrillaManager – Product & Applications

University of Virginia - November 2010Lasers in the Automotive Industry 2
Agenda
Introduction
Trends in Laser Welding> Remote welding> Conventional laser welding> Brazing
Trends in Laser Cutting> Remote cutting> High speed cutting
Conclusion

University of Virginia - November 2010Lasers in the Automotive Industry 3
Powertrain
Motor
Torque ConvertersClutches
Gearbox
Driveshafts
Differentials
Roof
Brazing
Trunk lidB-Pillar
Tunnel
Hotforming
A-Pillar
Side memberDoor enforcementsBumper
Roof rail
Cross member
Side Panel
Doors
Rear CenterComponent
Seat Rests, Tracks, Recliners
Remote
Side member
IP Beam
Bumper
Battery
Laser applications - Automotive Industry

University of Virginia - November 2010Lasers in the Automotive Industry 4
Exhaust systems
Chassis/BIW
Suspension
ElectronicInteriorPassenger-safety
Engine
Powertrain
Components
Laser applications - Automotive Industry

University of Virginia - November 2010Lasers in the Automotive Industry 5
Manufacturing technology> application incubators> decreased investment cost> green synergy> throughput requirements
End product requirements> miniaturization> performance> weight reduction> cost reduction
Trend drivers
University of Virginia - November 2010Lasers in the Automotive Industry 6
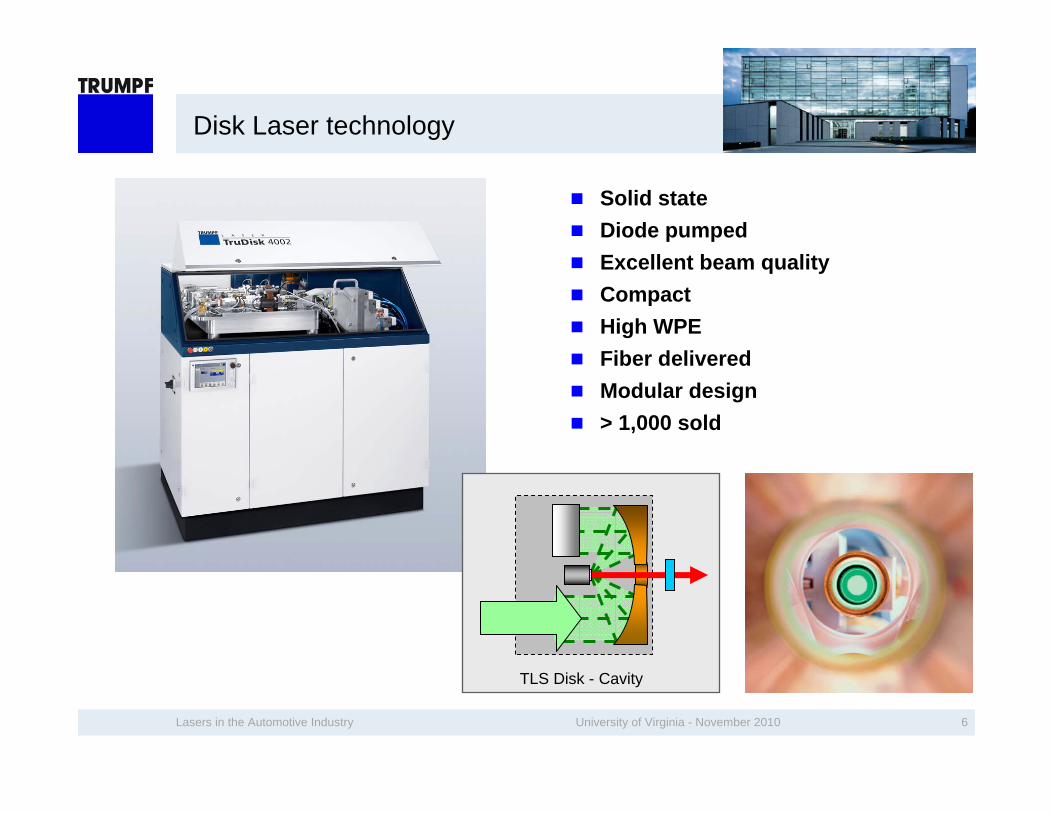
Solid stateDiode pumpedExcellent beam qualityCompactHigh WPEFiber deliveredModular design> 1,000 sold
Disk Laser technology
TLS Disk - Cavity

University of Virginia - November 2010Lasers in the Automotive Industry 7
Principles of Programmable Focusing Optics
2D Scanner PFO 20PFO 33
3D ScannerPFO 3D

University of Virginia - November 2010Lasers in the Automotive Industry 8
appr
oach
Wel
ding
1
Posi
tioni
ng 1
Wel
ding
2
Posi
tiotn
ing
2
Wel
ding
3
Posi
tioni
ng 3
Wel
ding
4
Posi
tioni
ng 4
Wel
ding
5
Posi
tioni
ng 5
Wel
ding
6
Posi
tioni
ng 6
Wel
ding
7
Posi
tioni
ng 7
Wel
ding
8
Hom
e
Conventional Laser Welding
Process Start Process End
Appr
oach
Wel
ding
1
Wel
ding
2
Wel
ding
3
Wel
ding
4
Wel
ding
5
Wel
ding
6
Wel
ding
7
Wel
ding
8
Hom
eElimination of non-productive travelling timesMaximization of beam-on share
Laser Scanner Welding
Process Start Process End
unproductivetravelling times
Remote welding – increased productivity

University of Virginia - November 2010Lasers in the Automotive Industry 9
Customized weld patterns allow for optimum strength of the joints and increased design flexibility due to:
virtually any weld seam shapesvirtually any orientation of weld seamsuser defined distribution of weld seamsoptimum flow of forces
➩ reduced flange width
➩ material, weight andcost savings
Remote welding – increased flexibility

University of Virginia - November 2010Lasers in the Automotive Industry 10
Picture: Daimler
Picture: Daimler
Trunk Lid / Rear Panels Doors / Hang-on Parts Side Walls
B pillar
Remote welding in body-in-white
University of Virginia - November 2010Lasers in the Automotive Industry 11
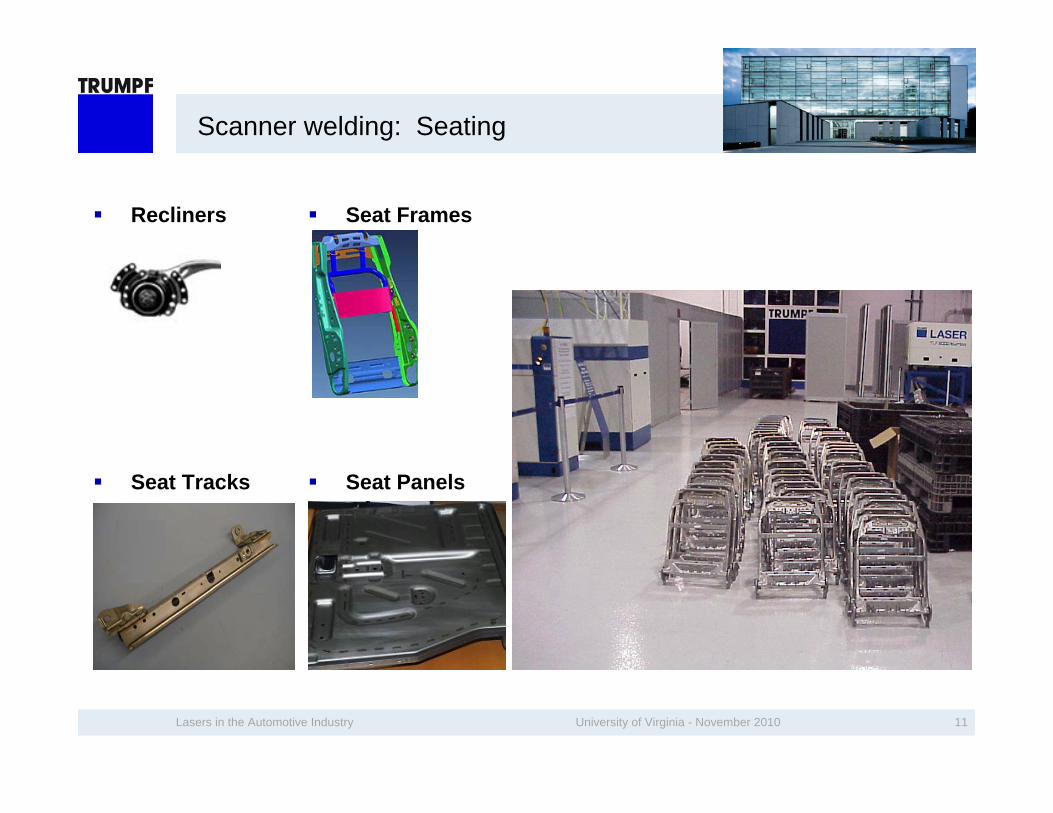
Recliners Seat Frames
Seat PanelsSeat Tracks
Scanner welding: Seating

University of Virginia - November 2010Lasers in the Automotive Industry 12
Instrument Panel Carrier for automotive dashboards
Scanner welding: IP beams

University of Virginia - November 2010Lasers in the Automotive Industry 13
Laser remote weld - production
34 + shift code 1 robot, 1 scanner optic Welding time 13 s, ~9.5 s w/ 6 kW
Spot weld - production
34 + mech. shift code4 robots, 5 welding guns Welding time: 34.7s
Source: Volkswagen AG
Scanner welding: VW Passat hat rack

University of Virginia - November 2010Lasers in the Automotive Industry 14
Problem: Vaporization of Zn in between the panels causesweld spatter on the surface:
Poor weld seam quality
technical „0-gap“
Possible solutions to manage the problem:
Spacers integrated in:fixturepart design
Adapted melt pool dynamics(twin-spot focus)Adapted coating (Zn-Mg)Gap created by dimples
0.2 mm gap
Lap welding of Zn coated panels

University of Virginia - November 2010Lasers in the Automotive Industry 15
Constant dimple height (depending on zinc layer 0.1 - 0.2 mm (approximately)
Dimple height adjustable via laser parameter
Laser dimpling

University of Virginia - November 2010Lasers in the Automotive Industry 16
Step 1: Laser Dimpling
Step 2:Placement ofupper sheet
Step 3:Laser Scanner Welding
BEO or
PFO
PFOFeed Feed
Laser dimpling process

University of Virginia - November 2010Lasers in the Automotive Industry 17
5 laser dimples are covering the area of the later C-shaped weld seam
Spot pattern for laser dimpling

University of Virginia - November 2010Lasers in the Automotive Industry 18
welded parts:
Automotive Doors: Mercedes-Benz C and E class
welding station:
Source: Daimler AG
Production at Mercedes-Benz

University of Virginia - November 2010Lasers in the Automotive Industry 19
530 million remote welded seams by 2009 year end
Sedans and wagons welded on the same RobScan line
35% floor space reduction
40% cost reduction
Excellent part dimensional accuracy
Higher vehicle structural stiffness at lower weight
Remote welding success Mercedes-Benz

University of Virginia - November 2010Lasers in the Automotive Industry 20
Maximum viewing angle, window & door opening as customer benefit.
Consequence:Welding flange (< 6 mm).No conventional spot welding technology possible.
AUDI Q5 requirements to the door concept
Scanner welding: Audi Q5 door

University of Virginia - November 2010Lasers in the Automotive Industry 21
Solution:Remote laser welding with PFO33
45 laser stitches (25 – 40mm each)
Cycle time < 30 sec
2220
1917
151311 2118
1614
12
10
9
87
6
5
43 2 1
31
30
28
26
24
32
29
27
25
23
40
41
42
43
44
45
3938 37 36 35
3433
Scanner welding: Audi Q5 door
University of Virginia - November 2010Lasers in the Automotive Industry 22
Remote Welding of doors in high-volume productionAudi A4 / Q5
Scanner welding: Audi Q5 door

University of Virginia - November 2010Lasers in the Automotive Industry 2323
Conventional Laser weld with a Trumpf TruDisk 4002 and welding head with filler wire.
Conventional welding: BMW aluminum door

University of Virginia - November 2010Lasers in the Automotive Industry 2424
7 Series Sedan
• 15,4 meters of laser seam
7 Series Sedan Long
• 16,2 meters of laser seam
Conventional welding: BMW aluminum door
University of Virginia - November 2010Lasers in the Automotive Industry 25
Laser welding of Aluminum doors BMW 7series sedan in production
Conventional welding: BMW aluminum door

University of Virginia - November 2010Lasers in the Automotive Industry 26
Thyssen
Weight reductionLess materialLess transportation weight
Higher stabilityHigher dynamic strengthHigher crash performance
Reduced quantity of partsLess tooling costLess forming costLess logistics cost
Tailor welded blanks

University of Virginia - November 2010Lasers in the Automotive Industry 27
Tailor welded blanks

University of Virginia - November 2010Lasers in the Automotive Industry 28
Longitudinal Transverse
Mat
eria
lW
all t
hick
ness
Tubes & Tailor welded tubes

University of Virginia - November 2010Lasers in the Automotive Industry 29
MotorGearbox Driveshafts
Differentials
Brakes / Hubs
Wheel
Torque Converters
Clutches
Damper Parts
Powertrain

University of Virginia - November 2010Lasers in the Automotive Industry 30
Step 1Overlap JointResistance weldingSealer15mm molding
Step 2Overlap Joint Laser stitch weldingSealer8mm molding
Step 3Edge Fillet Laser weldingNo Sealer8mm molding
Step 4Fillet JointLaser brazingNo SealerNo roof ditchNo molding
Laser brazing – Roof Joint
y- / z-Compensation

University of Virginia - November 2010Lasers in the Automotive Industry 31
American License Plate
European License Plate
Global Products customized to local markets with the help of laser technology.
Laser brazing – deck lid

University of Virginia - November 2010Lasers in the Automotive Industry 32
Melt ejection by melt pressure downwards
Remote cutting on the fly with PFO (no cutting nozzle!)
Good (burr free) cut quality, but oxidation layer
Up to 4 mm sheet thickness
Cutting speed < welding speed (approx. 50%)
One tool for remote welding & cutting
t = 1mm;, v = 8m/min; P = 6 kW t = 3mm; v = 3.5 m/min; P = 6 kWt = 2x 1 mm; v = ca. 3 m/min;
P = 4 kW; kerf welded together
pv
melt
Top side
Bottom side
Melt pressure cutting

University of Virginia - November 2010Lasers in the Automotive Industry 33
Melt pressure cutting
University of Virginia - November 2010Lasers in the Automotive Industry 34
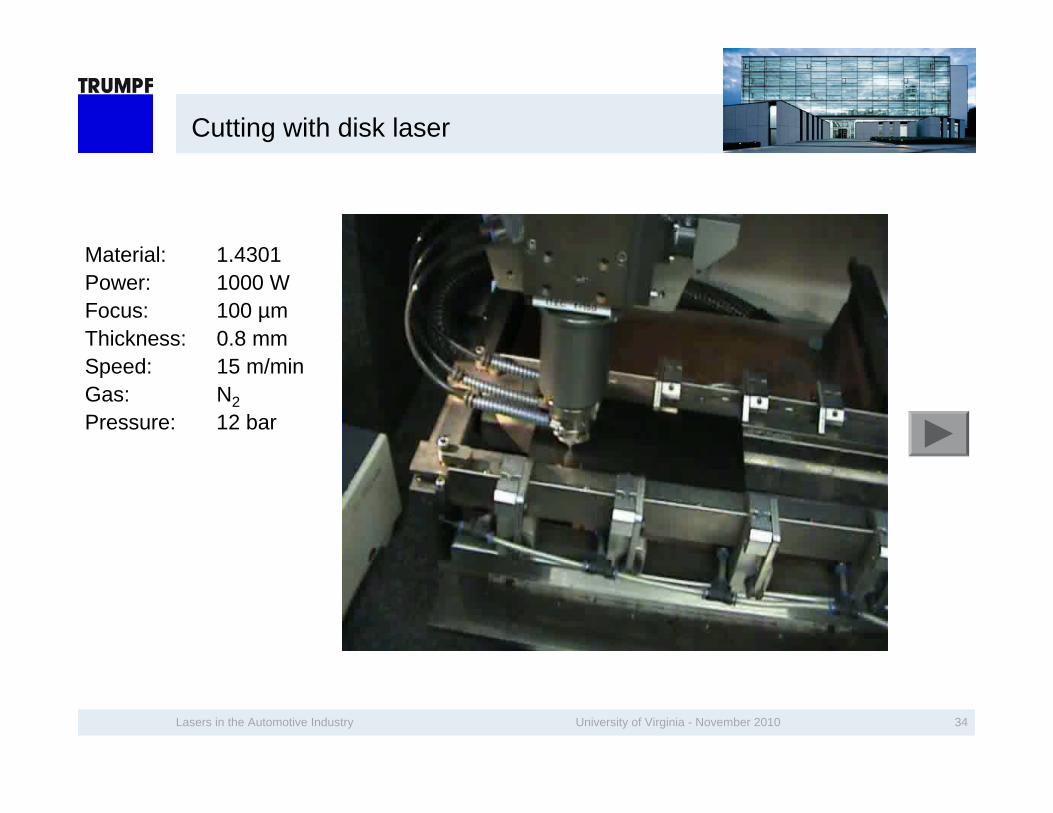
Cutting with disk laser
Material: 1.4301Power: 1000 WFocus: 100 µm Thickness: 0.8 mm Speed: 15 m/minGas: N2Pressure: 12 bar

University of Virginia - November 2010Lasers in the Automotive Industry 35
TruF
low
(CO
2)Tr
uDis
k (F
KL)
TruLaser Cell 7000 series

University of Virginia - November 2010Lasers in the Automotive Industry 36
Maximum production speed for mild steel and stainless steel
0
5
10
15
20
25
30
35
1,0 mm 1,5 mm 1,8 mm 2,0 mm
TruDisk 2001
TruFlow 5000
TruDisk 3001
Production speed* *
*3D processing speed depends on part geometry
Faster cutting with SSL in thin sheets

University of Virginia - November 2010Lasers in the Automotive Industry 37
Cutting of hot stamped material

University of Virginia - November 2010Lasers in the Automotive Industry 38
Innovative technologies can be trend drivers
The beam quality & power of TRUMPF’s disk laser has enabled several recent applications employed by automotive:
Remote weldingRemote welding of zinc coated steels w/ dimplingHigh speed robotic cuttingRemote cuttingHigh speed 3D cutting
The automotive industry has a incorporated laser processing in virtually every sub-system of the automobile
Ongoing laser innovations will continue to enable new trends in materials processing and will continue to make laser implementation more and more affordable
Conclusion

University of Virginia - November 2010Lasers in the Automotive Industry
Thank you
TRUMPF Laser Technology CenterPlymouth, MI(734) 454-7200