utilizing big data and internet of things in a...
TRANSCRIPT
Utilizing Big Data and Internet of Things in a Manufacturing Company - A case study of using technological advances in the production
process of Swedish Match
Authors:HannaKarlbergandSofiaPetterssonLundUniversity2016

UtilizingBigDataandInternetofThingsinaManufacturingCompany
i
UtilizingBigDataandInternetofThingsinaManufacturingCompany-AcasestudyofusingtechnologicaladvancesintheproductionprocessofSwedishMatch
Copyright©HannaKarlbergandSofiaPettersson
EngineeringLogistics,FacultyofEngineering,Lunduniversity,Box118,SE-22100Lund,Sweden
TryckerietiE-huset,Lund2016,PrintedinSweden
UtilizingBigDataandInternetofThingsinaManufacturingCompany
ii
Abstract Title UtilizingBigDataandInternetofThingsinaManufacturingCompany
-AcasestudyofusingtechnologicaladvancesintheproductionprocessofSwedishMatch
Authors Hanna Karlberg – Master of Science in Industrial Engineering andManagement,[email protected]
Sofia Pettersson – Master of Science in Industrial Engineering andManagement,[email protected]
Supervisors Malin Johansson – PhD student, Engineering Logistics, Faculty ofEngineering,LundUniversity
MattiasWermé-BusinessEngagementLiaisonScandinavianDivision,SwedishMatch
Studiedcase Swedish Match experiences a changing business environment withincreased competition. In this business environment, the ability tosuccessfullyutilizingtechnologicaladvances,suchasbigdataandIoT,is becoming more important to remain competitive. In addition, alimitednumberofstudieshavebeenconductedonthethemebigdataand IoT in a manufacturing firm. Thus, this master’s thesis is aninitiativetoincreasetheknowledge,bothwithinthecompanyaswellasintheoverallindustry.
Purpose The purpose of this master’s thesis is to investigate how themanufacturing company Swedish Match can optimize theirproductionprocessbyutilizingbigdataandIoT.
Methodology Toanswertheresearchquestionsandthepurposepresented in thismaster’s thesis, a single qualitative case study with an inductivereasoning approach is initiated. To gain insights in the caseorganization, in-depth interviews and observations are conducted.These methods, in combination with a literature study, provide anunderstandingofhowbigdataandIoTcanbeutilizedinaproductionprocess.Thus,theresearchquestionsandthepurposeofthemaster’sthesisarealsoanswered.
UtilizingBigDataandInternetofThingsinaManufacturingCompany
iii
Conclusions Fourfundamentalgapsbetweenthecurrentsituationandthedesiredsituation emergewhen studying the production process of SwedishMatch.Thesegapsare(1)alackofinternalprocessintegration,(2)areactiveapproachinsteadofaproactive,(3)thathighpressureisputon employees, and (4) that much data is stored without beingavailable,combinedorvisualizedattherightplace.
Furthermore, it is clear that thereare twomainapplicationareasofbigdataandIoTthatarefeasiblewhenmanufacturingfunctionalandmature products. More specifically, these applications are inmanufacturing optimization as well as in preventive and predictivemaintenance. The applications in these two areas can contribute toattaining increased efficiency in the production process whileminimizingcosts.Ultimately,thiscanresultinincreasedqualityofthefinishedproducts.
In addition, when considering a utilization of the two technologicaladvances,itisofhighimportancethatthecompanyknowswhattheiractualgoaliswiththeadoption.Furthermore,itisofhighimportancethattheorganizationrealizeswhatbigdataandIoTcanaccomplishaswellasitslimitations,alltoassurereasonableexpectations.
When considering utilization, it is also important to consider theassociated risks. Here, the critical risks should be managed first tomitigatethepotentialissues.Therearetwocriticalrisksinthiscase,namely the risk of the required investment being too large and itbeinghardtofindtheneededcompetencies.
Keywords Industry 4.0, Big Data, Internet of Things, Industrial Internet ofThings, Product Life Cycle, Functional product, Innovative product,SupplyChainStrategy
UtilizingBigDataandInternetofThingsinaManufacturingCompany
iv
Preface Thismaster’sthesisisthefinalpartofthedegreeMasterofScience,IndustrialEngineeringandManagement,FacultyofEngineering,LundUniversity.ItiswrittenfortheDivisionofEngineeringLogisticsattheuniversityduringthespringof2016.
Firstandforemost,wewouldliketothankSwedishMatchfortheopportunitytoconductthemaster’sthesisatthecompanyaswellasforinitiatingthestudyonthesubjectofbigdata and IoT, which we find very interesting. In addition, we would like to extend ourgratitude to our supervisor, MattiasWermé, Business Engagement Liaison ScandinavianDivision, for his engagement and support throughout the process. Also, for sharing hisexperienceandinsights.Furthermore,wewouldalsoliketogiveathankyoutoeveryoneelseatSwedishMatchwhosharedhisorherknowledgewithus.
Finally,wewould like toexpressourgratitude toMalin Johansson,oursupervisorat theDivisionofEngineeringLogisticsattheFacultyofEngineering,forherassistanceandtimethroughout the learning process. You have challenged the way we think, whichcontinuouslyimprovedthethesis.Wealsohopethatyouhavelearntasmuchaswehavethroughouttheprocess.
Gothenburg,May2016HannaKarlberg&SofiaPettersson
UtilizingBigDataandInternetofThingsinaManufacturingCompany
v
List of Acronyms Thislistdisplaystheacronymsusedinthismaster’sthesisandisprovidedtosimplifythereading.
DC DistributionCenter
DMZ Demilitarizedzone
ERP EnterpriseResourcePlanning
GDP GrossDomesticProduct
IoT InternetofThings
KPI KeyPerformanceIndicator
PLC ProductLifeCycle
PSO PortionedPackedSnusOriginal
RFID RadioFrequencyIdentification
SKU StockKeepingUnit
SM SwedishMatch
SMD SwedishMatchDistribution
WLAN WirelessLocalAreaNetwork
UtilizingBigDataandInternetofThingsinaManufacturingCompany
vi
Table of Contents 1 Introduction...................................................................................................................................11.1 Background.........................................................................................................................................11.2 ProblemDescription.......................................................................................................................31.3 Purpose................................................................................................................................................41.4 FocusandDelimitations.................................................................................................................41.5 OutlineoftheReport.......................................................................................................................5
2 Methodology..................................................................................................................................72.1 ResearchTheory...............................................................................................................................72.2 ResearchStrategy.............................................................................................................................72.3 ResearchApproach..........................................................................................................................82.4 LiteratureReview.............................................................................................................................92.5 CaseStudy.........................................................................................................................................102.6 DataCollection.................................................................................................................................112.6.1 Semi-StructuredInterviews....................................................................................................................122.6.2 Observations..................................................................................................................................................152.6.3 Conversations................................................................................................................................................15
2.7 DataAnalysis....................................................................................................................................152.8 CredibilityoftheStudy.................................................................................................................172.8.1 Validity..............................................................................................................................................................172.8.2 Reliability.........................................................................................................................................................182.8.3 Transferability...............................................................................................................................................18
3 FrameofReference..................................................................................................................193.1 IntroductiontoConcepts..............................................................................................................193.1.1 DefinitionofSupplyChain........................................................................................................................193.1.2 DefinitionofSupplyChainManagement...........................................................................................20
3.2 IntroductiontoSupplyChainStrategies.................................................................................203.2.1 TheProductLifeCycle...............................................................................................................................203.2.2 FunctionalorInnovativeProduct.........................................................................................................213.2.3 PhysicallyEfficientorMarket-ResponsiveSupplyChainStrategy.........................................233.2.4 OtherSupplyChainStrategies................................................................................................................263.2.5 StrategicFit.....................................................................................................................................................273.2.6 MappingaProductionProcess...............................................................................................................28
3.3 BigDataandInternetofThings.................................................................................................293.3.1 DefinitionofBigData.................................................................................................................................303.3.2 DefinitionofInternetofThings.............................................................................................................323.3.3 TheRelationshipbetweenBigDataandInternetofThings......................................................32
3.4 OpportunitiesofBigDataandInternetofThings...............................................................333.4.1 ProactiveWayofWorking.......................................................................................................................333.4.2 VerticalIntegration.....................................................................................................................................343.4.3 HorizontalIntegration...............................................................................................................................35
UtilizingBigDataandInternetofThingsinaManufacturingCompany
vii
3.5 ChallengesofBigDataandInternetofThings......................................................................363.5.1 Capital-intensiveEquipment...................................................................................................................363.5.2 ManagingData...............................................................................................................................................373.5.3 Security.............................................................................................................................................................373.5.4 OrganizationalSupport.............................................................................................................................383.5.5 ObtainingtheNecessaryCompetencies.............................................................................................383.5.6 PotentialHype...............................................................................................................................................38
3.6 PossibleApplicationsofBigDataandInternetofThings.................................................413.6.1 Design................................................................................................................................................................413.6.2 ManufacturingOptimization...................................................................................................................413.6.3 PredictiveandPreventiveMaintenance............................................................................................433.6.4 ProductRecovery.........................................................................................................................................453.6.5 Logistics............................................................................................................................................................45
3.7 RequiredITLandscape.................................................................................................................453.7.1 HardwareRequirements..........................................................................................................................453.7.2 SoftwareRequirements.............................................................................................................................463.7.3 CompetenceRequirements......................................................................................................................47
3.8 Implementation...............................................................................................................................483.8.1 GeneralChallengesofImplementingITProjects...........................................................................483.8.2 CriticalSuccessFactorsofImplementingBigDataandInternetofThings........................49
3.9 SummaryoftheFrameofReference........................................................................................49
4 EmpiricalData...........................................................................................................................514.1 CompanyBackground...................................................................................................................514.1.1 FactoryConditions......................................................................................................................................524.1.2 ChangingBusinessEnvironment..........................................................................................................52
4.2 ThePortionedPackedSnusOriginalGeneral.......................................................................534.3 TheCurrentProductionProcess...............................................................................................554.3.1 TheMill.............................................................................................................................................................564.3.2 ThePasteurization.......................................................................................................................................594.3.3 ThePackaging................................................................................................................................................63
4.4 CurrentITLandscape....................................................................................................................674.4.1 Hardware.........................................................................................................................................................674.4.2 Software...........................................................................................................................................................684.4.3 Competencies.................................................................................................................................................69
4.5 SummaryoftheEmpiricalData.................................................................................................69
5 Analysis........................................................................................................................................725.1 SupplyChainStrategies................................................................................................................725.1.1 TheProductLifeCycle...............................................................................................................................725.1.2 FunctionalorInnovativeProduct.........................................................................................................735.1.3 TheMatchingSupplyChainStrategy...................................................................................................755.1.4 StrategicFit.....................................................................................................................................................765.1.5 SummaryofSupplyChainStrategies...................................................................................................77

UtilizingBigDataandInternetofThingsinaManufacturingCompany
viii
5.2 GapAnalysis.....................................................................................................................................785.2.1 FirstGap:LackofInternalProcessIntegration..............................................................................805.2.2 SecondGap:ReactiveApproach............................................................................................................815.2.3 ThirdGap:HighPressurePutonEmployees...................................................................................845.2.4 FourthGap:ThePerceptionthatMuchDataisStored................................................................86
5.3 RiskAnalysis....................................................................................................................................885.3.1 TooLargeInvestment................................................................................................................................905.3.2 InefficientDataManagement..................................................................................................................925.3.3 Cyberattacks...................................................................................................................................................935.3.4 LackofOrganizationalSupport.............................................................................................................945.3.5 HardtoFindRequiredCompetencies.................................................................................................955.3.6 OverhypedTechnologies..........................................................................................................................955.3.7 PrioritizationofRisks.................................................................................................................................96
5.4 SummaryoftheAnalysis..............................................................................................................98
6 Discussion..................................................................................................................................1016.1 TheStudiedProduct...................................................................................................................1016.1.1 ThePSOGeneral.........................................................................................................................................1016.1.2 StrategicApproachforInnovativeProducts..................................................................................1026.1.3 StrategicApproachfortheEntireProductPortfolio..................................................................102
6.2 TheStudiedFactory....................................................................................................................1036.3 TheStudiedCompany................................................................................................................104
7 ConclusionandFinalRemarks...........................................................................................1057.1 AnsweringtheResearchQuestions.......................................................................................1057.2 RecommendationstoSwedishMatch...................................................................................1097.3 FutureResearch...........................................................................................................................110
References.........................................................................................................................................111VerbalReferences......................................................................................................................................111WrittenReferences...................................................................................................................................112
Appendix............................................................................................................................................118AppendixA...................................................................................................................................................118AppendixB...................................................................................................................................................120AppendixC...................................................................................................................................................121AppendixD...................................................................................................................................................122

Chapter1.Introduction
1
1 Introduction Inthischapter,anintroductiontotheresearchfieldaswellasabriefproblemdescriptionofthecaseorganizationispresentedtothereader.Furthermore,theresearchquestionsandthepurposeofthemaster’sthesisareprovided.Lastly,thescope,delimitationsandoutlineofthereportarepresented.
1.1 Background Recent technological development has changed the working conditions of themanufacturingindustry(Accenture,2014).Today’sDigitalIndustry4.0isdescribedasthefourth industrial revolutionenablingadigitizedvalue chain (PwC,2015).The revolutionmakesitpossibleforproductionsitestobeconnectedthroughsmartinformationsystems.As a result, machines can communicate with other machines and products. In addition,more accuratedata canbedeliveredand information canbeprocessed to give real timeupdates (Accenture, 2014). However, history tells that technological development takestime (Rüssmann et al., 2015). A complete shift to adoption of Industry 4.0 is likely torequire about 20 years before the full potential can be realized. On the other hand,Rüssmannetal.(2015)estimatethatimportantprogresswillbemadeduringthenextfivetotenyears,whichwillresultintheriseofwinningandlosingfirms.
Industry 4.0 is expected to have a deep impact as well as the capability to changemanufacturing,design,operations,andserviceofproductionsystemsandproducts.Ashiftis expected towards plants that are connected to each other. This can be seen as asignificant alteration compared to the previous situation with single automated cells.Resultsincludeincreasedlevelsofflexibility,productivity,qualityandspeed.Forexample,thecomplexmanufacturinglandscapeinGermanycanrealizeproductivitygainsuptoeightpercent on the total manufacturing costs over ten years. In monetary terms this wouldresult inover90billionEUR. If consideringGermanyseparately, the shift cancontributewithonepercent tothegrossdomesticproduct(GDP)eachyearovertenyears, increasethemanufacturers’ revenueswith over one percent, and generate close to 400,000 jobs(Rüssmannetal.,2015).
Improvedefficiencyand loweredcostsare two feasibleresultsofdigitizingproductsandthe value chain. Furthermore, digitization is an essential factor to remain competitiveorincreasethecompetitivenessofacompanyinthemanufacturingindustry.Here,itisofhighimportance to digitize the services and products that already are in the company’sportfolio,butalsotoworkwiththedevelopmentofnoveldigitalservices.Thismeansthatthebusinessmodelsofmanufacturingfirmsarechallengedbythemajorandfastprogressofdigitaldevelopment.Clearly, the industrialdigitizationresults inseveralopportunities,

Chapter1.Introduction
2
but it also results in anumberofnewchallenges and risks.These challengesneed tobeconsideredwhenconsideringthepotentialofIndustry4.0(PwC,2015).
Thechanges in industrialproductionassociatedwithIndustry4.0aredrivenbyninekeyadvancementsoftechnology.TwooftheincludedtechnologicaldevelopmentsarebigdataandInternetofThings(IoT)(Rüssmannetal.,2015),seeFigure1.1forfurtherdetails.BigdataandIoTarebothfacilitatinginformationsharingandaremakingthevaluechainmoreflexible(Accenture,2014).
Figure1.1Theninetechnologiesthatarechangingtheindustrialproduction(Rüssmannetal.,2015)
Big data is explained as amassive collection and understanding of data, which ismadepossible through strong analytic capabilities that monitor and analyze various digitalstreams(Davenport,2014). IoT,ontheotherhand, ismadeupofanumberofconnecteddata sources thatbothgeneratedataandcommunicatewitheachother inefficientways(Chase,2013).When implementing IoT,acompanymust firsthaveabigdatastrategytohandlethemassiveamountsofdatathataregenerated(Aberle,2015).Thus,bigdataandIoTareclosely relatedanddobothcontribute to transforming the industrialproduction.This is alsowhyboth technologieswill be investigated further in thismaster’s thesis. Inaddition,bothtechnologiesarerathernewadvances(Rüssmannetal.,2015)andcurrentlyitishardforcompaniestorealizewhatpotentialthatactuallyexist.Furthermore,itishardto foresee the degree of threat from new players who are able to compete with fullydigitizedbusinessinsteadofthetraditionalphysicalproducts(PwC,2015).

Chapter1.Introduction
3
To understand the potential of big data and IoT in manufacturing companies, theproductionprocessofSwedishMatch(SM)isinvestigated.SMisanexperiencedcompanywithinboththetobaccoandmatchindustry.ThetobaccoproductportfoliohasitsrootsinAB Svenska Tobaksmonopolet, a company founded by the Swedish government over ahundredyearsago(SwedishMatch,2013).
1.2 Problem Description ThecompetitivelandscapeofSMhaschangedduringrecentyears,muchduetotheentryofprice-pressuring competitors on the snus market. To remain competitive, SM hasdifferentiated their product portfolio by increasing the number of stock keeping units(SKUs).Currently,morethan200SKUsareincludedinSM’sproductportfolio.Thismeansthat the company’sproductportfoliohasbecomemore complex,with a reduction in theindividualbatchsizesandanincreaseinthenumberofdifferentbatches.Thelargenumberofbatchesresultsinlongerchangeovertimesandlessefficientusageofmachinery.AsthecurrentproductionprocessofSMisstandardized,itisnotadaptedtotheflexibilitythatisrequiredtomeettheincreasedcomplexity(ProjectmanagersatSM,2016).
Asthecomplexity intheproduction increases,moredataneedstobehandled.Currently,data is collected both manually and automatically. For example, quality controls areperformed regularly to reassure the quality of the snus. The results of the controls aredocumentedmanuallyonpaper.Thisdocumentation isput ina folder that is stored inaseparate room. Incontrast, thereareother typesofdata thatare recordedautomaticallyinto an information system. Depending on where in the production process the data iscollected, thedata is registered andprocessed in different systems (Projectmanagers atSM,2016).Collectingdataindifferentwaysandlocationscanresultininformationislands.Theseinformationislandspreventefficientdatasharingandcredibledecision-making(Bi,Xu, &Wang, 2014). The digital transformationwhere big data and IoT is utilized couldpotentiallyleadtoanopportunitytoeliminateinformationislands.
ThisalladduptothefactthatSMisanappropriatecompanytoconsiderinthismaster’sthesis.Theissuesdescribedprovidenewmotivestotransformthecompany’sproductionprocess.Inthisstudy,bigdataandIoTareexploredasoptionsforadigitaltransformationtoimprovetheperformanceintheproductionprocessofSM.Theoverallresearchquestion(RQ1)isconstructedandstatedinbelow.
RQ1. How can big data and IoT be utilized to optimize the production process atSwedishMatch?
Chapter1.Introduction
4
Here,optimizationof theproductionprocessrelates toanuninterrupted flowof finishedgoodsandavoidanceofdefects.Inaddition,threesub-questions(RQ2-RQ4)areformedtosupporttheoverallresearchquestioninasystematicway.
RQ2.WhyshouldSwedishMatchutilizebigdataandIoT?RQ3.WhataresuitableapplicationsofbigdataandIoTatSwedishMatch?RQ4.Inwhichpartsoftheproductionprocessisitmostappropriatetostart?
RQ2 is constructed to understand the current production process and its improvementopportunities.Furthermore,itisformedtogainanunderstandingoftheinternaldriversatSM. RQ3 is constructed to gain insights in the literature and the external environment.Suitable applications are studied to understand if the new technologies can beimplemented,andifso,whichprerequisitesarerequiredinthefactoriesofSM.RQ4relatestoevaluatingwhereandhowbigdataandIoTcanbeimplementedatSM.
1.3 Purpose The purpose of this master’s thesis is to investigate how the manufacturing companySwedishMatchcanoptimizetheirproductionprocessbyutilizingbigdataandIoT.
1.4 Focus and Delimitations Based on the initiative of SM, the focus of this master’s thesis is limited to themanufacturing process in SM’s factory located in Gothenburg. This production processincludesthreesubprocesses,namelythemill,pasteurizationandpackaging.Therefore,thetopicsofwarehousinganddistributionarebothexcludedfromthisstudy.
Inaddition,thescopeofthisstudyincludesconductinganexaminationoftheproductionprocess of a specific product of SM, all to investigate what opportunities that can berealizedthroughbigdataandIoT.Thestudiedproduct isportionedpackedsnusoriginal(PSO),morespecificallyGeneral,whichisoneofSM’sthestrongestbrands(SwedishMatch,2015a). By understanding the potential of big data and IoT in this specific case, theprinciplescanbeappliedandscaledto fitotherproducts’productionprocesses.Thiscanbedonebothwithinthecompanyandinothermanufacturingcorporations.However,thetesting of the theory developed through this specific case study is up to others toinvestigatefurther.
The focus of this master’s thesis is on big data and IoT, not on the remaining seventechnologiesincludedinindustry4.0.ThisdelimitationismotivatedbydirectivesprovidedbySM.However,someoftheremainingonesarebrieflymentionedinthisstudyastheninetechnologies are related to each other. Finally, the results of thismaster’s thesis are not

Chapter1.Introduction
5
presentedinmonetaryterms,asthisstudyisaqualitativereportwithmoreofastrategicfocus.
1.5 Outline of the Report Thissectionprovidesashortsummaryoftheoutlineofthereport.Furthermore,itincludeskeytopicsdiscussedinthedifferentchapters.
Chapter1IntroductionInthischapter,anintroductiontotheresearchfieldaswellasabriefproblemdescriptionof the caseorganization is presented to the reader. Furthermore, the researchquestionsand thepurpose of themaster’s thesis areprovided. Lastly, the scope, delimitations andoutlineofthereportarepresented.
Chapter2MethodologyThe purpose of this chapter is to present the overall methodological approach of thismaster’sthesis.Itdescribesthestrategyandapproachoftheresearchaswellashowthedataiscollectedandanalyzed.Lastly,discussionsregardingthecredibilityofthestudyarepresented.
Chapter3FrameofReferenceInthischapter,abackgroundofearlierresearch inthe fieldandatheoretical frameworkarepresented.Adetailedintroductiontosupplychainstrategies,Industry4.0,bigdata,andIoTisprovided.Inaddition,bigdataandIoTisfurtherelaboratedonintermsofpotentialchallenges and possible applications. Lastly, the required IT landscape and key successfactorswhenimplementingbigdataandIoTaredescribed.
Chapter4EmpiricalDataSeveralelementsfromthesinglecasestudyarepresentedinthischapter.First,ageneralbackgroundof thecompany, thechangingbusinessenvironmentand thechosenproductarediscussed.Then,theproductionprocessispresented,intermsoftheactualsteps,datacollection, and improvement opportunities. In addition to the production process, thegeneral IT landscape is elaborated on. Finally, key findings from the case study arediscussed.
Chapter5AnalysisThis chapter beginswith an analysis of the characteristics of the studied product and amatching supply chain strategy is suggested. Then, a gap analysis is conducted to findpossibleapplicationsofbigdataandIoTintheproductionprocessofSM.Inaddition,ariskanalysisisconductedtopointoutcriticalrisksthatneedtobeaccountedforwhenutilizing
Chapter1.Introduction
6
the two technological advances. Lastly, the analysis is summarized and suitableapplicationsaresuggested.
Chapter6DiscussionThischapterelaboratesonaspectsthathavethepotentialtoaffecttheanalysisandresultsofthismaster’sthesis.Includedfactorsarethechoicesofthestudiedproductaswellastheconsideredfactory.Finally,thechoiceofstudyingtheproductionprocessofSwedishMatchandhowthisspecificchoiceofcompanycanaffectthefindingsarediscussed.
Chapter7ConclusionandFinalRemarksThischapterprovidesanswerstotheresearchquestionspresentedinthefirstchapter.Inaddition, a recommendation to the studied case organization is provided. Therecommendation is based on the findings in this master’s thesis. Lastly, suggestions forfutureresearchinthestudiedfieldarepresented.
Chapter2.Methodology
7
2 Methodology Thepurposeofthischapteristopresenttheoverallmethodologicalapproachofthismaster’sthesis. It describes the strategy and approach of the research as well as how the data iscollectedandanalyzed.Lastly,discussionsregardingthecredibilityofthestudyarepresented.
2.1 Research Theory Beforedescribingthestrategyandtheapproachofthismaster’sthesis, thephilosophyofscience isdiscussedandestablished.Brieflyput, thephilosophyofsciencedescribeshowscienceisconstructedandtestedinthesocialenvironment.Therearedifferenttraditionsonwhichresearchcanbebased,namelypositivism,systemtheory,hermeneuticandlastly,phenomenology. First, positivism implies that if a theory is true, it corresponds to thesurrounding environment. Key aspects include that the theory should be empiricallyverifiedandthattheauthorsareobjectiveinorderforthetheorytobesuccessful.Second,system theory is the study of a limited system. Here, the focus is on understanding thefunction of the system as well as its inter- and intra-relations. Third, the hermeneuticphilosophy is related to the interpretation of various phenomena. Often, it is theinterpretationof theunderlying factorsor theexplanationof theobservedphenomenon.Fourth,phenomenologyisrelatedtohowindividualsexperiencecertaintheoriesorideas(Wallén,1993).
Theoverallresearchapproachinthismaster’stheoryisbasedonthesystemtheory.Thescope of the study is limited to a production process at SM, which clearly indicates asystem.To furthermotivate thechoiceof theory, typical characteristicsof systemtheoryarepresentedandidentifythesimilaritieswiththisstudy.First,thereareclearlimitationsofthesystem.Inthisstudy,thesystemisclearlylimitedtotheproductionprocessofSM.Second, the flowsofphysicalelementsand informationaswellashuman integrationarestudied. Here, the authors investigate the flow of snus, how data is handled, and howoperatorsaddvaluethroughouttheprocess.Third,eachsubsystemisdefinedinaspecificway.However, the value of thewhole system is larger thanof the sumof the individualsubsystems (Wallén, 1993). In this study, the whole system contains three subsystems,namely themill, pasteurization and packaging process. The three parts depend on eachother,section4.3elaboratesfurtherregardingthissystem.
2.2 Research Strategy When conducting this master’s thesis, a qualitative research strategy with an inductivereasoning approach is applied. The authors’ choice of research strategy is based onunderstandingthenatureofthestudy,itspurpose,andtheresearchquestions.Dependingon the characteristics of the study, either a quantitative or qualitative strategy is more
Chapter2.Methodology
8
appropriate. Quantitative research focuses on quantification, both when collecting andanalyzing data. In a quantitative research strategy, it is common to use a deductiveapproach. The main purpose of this is to test existing theories. In contrast, qualitativeresearchfocusesonwordsanddescriptions,bothduringcollectionandanalysisofdata.Inqualitativeresearch,an inductiveapproach ismoresuitableas itspurpose is togeneratetheories. Moreover, the inductive approach implies that a theory is formed based onfindingsininterviewsandobservations(Bryman&Bell,2015).
There are two main factors motivating a qualitative research strategy for this master’sthesis. First, this strategy addresses the matters of understanding and interpreting todevelopaholisticcomprehensionoftheactualcasestudied.Thisiswellalignedwithboththepurposeandtheresearchquestionsofthisstudy.Theoverallresearchquestionanditssub-questions are of an exploratory nature and to answer them, a holistic response isneeded.Second,aqualitativeresearchstrategy isappropriatewhen investigatinganovelresearchareawithlowormoderatepriorinsights(Eriksson&Kovalainen,2008),whichisthecase forbigdataand IoT in themanufacturing industry.Whenapplyingan inductivereasoning approach, an interpretation of the qualitative Grounded Theory analysis isappropriate (Bryman&Bell,2015).TheGroundedTheory is furtherdescribed insection2.7.
Inadditiontothequalitativestrategy,thisstudyisofanexploratorycharacter.Astudycaneitherbeofanexploratory,descriptiveorexplanatorycharacter.Thechoiceofcharacterisbased on the current research level of the phenomenon. Exploratory studies areappropriate when gaining elementary knowledge of where, when and how thephenomenon is applicable (Wallén, 1993). In this study, big data and IoT are a novelresearch subjects, therefore gaining elementary knowledge of the phenomenon isappropriate.
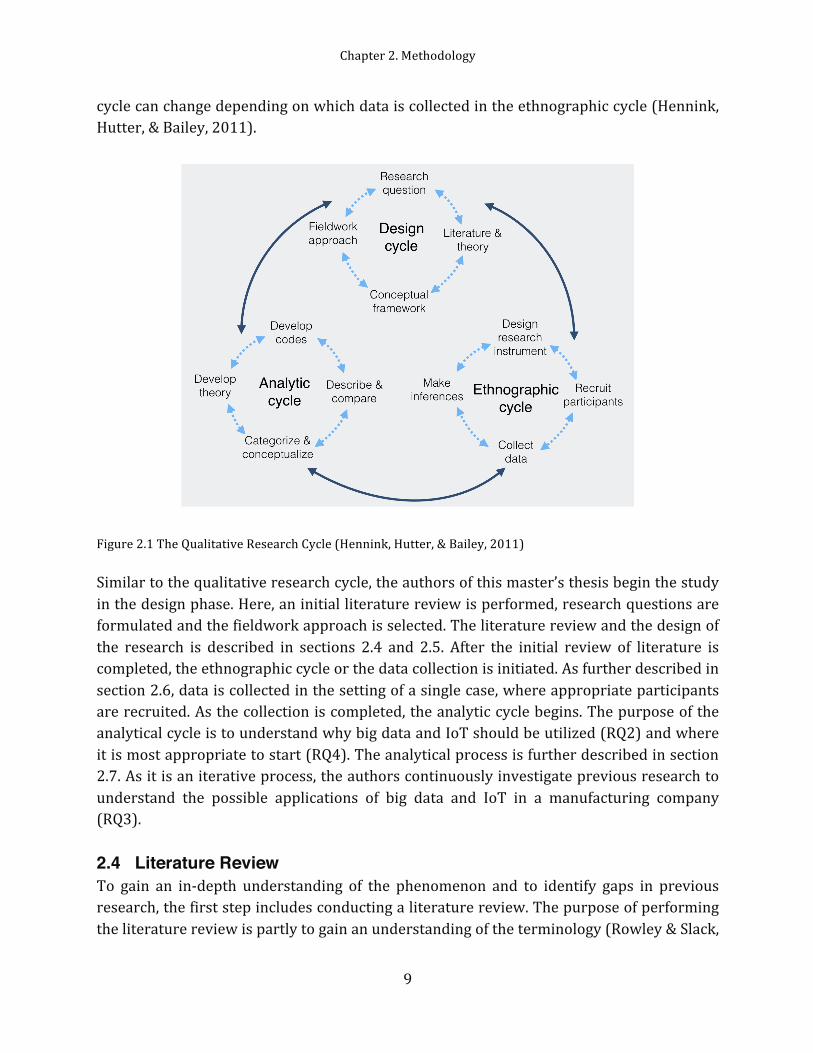
2.3 Research Approach Inordertocarryouttheresearchstrategyandcompletethemaster’sthesis,adescriptionof the research approach applied is presented. The approach is based on the qualitativeresearchcycleofHenninketal.(2011),seeFigure2.1.Thecycleisdividedintothreesubcycles, namely the design cycle, the ethnographic cycle and the analytic cycle. First, thedesign cycle includes formulating research questions, reviewing previous research andestablishing theoretical frameworks. Second, the ethnographic cycle is described as thebasis of the data collection, which includes constructing the data collection methods,identifyingwhatdata to collect andexecutionofdata collection.Third, theanalytic cycleconsists of coding as well as categorizing data and theories. All sub cycles are closelyrelatedandsincethecycleisbasedonaqualitativeresearchstrategy,itfollowsaniterativeprocess.Inotherwords,thesubcyclesdonotfollowalinearorder.Asaresult,thedesign
Chapter2.Methodology
9
cyclecanchangedependingonwhichdataiscollectedintheethnographiccycle(Hennink,Hutter,&Bailey,2011).
Figure2.1TheQualitativeResearchCycle(Hennink,Hutter,&Bailey,2011)
Similartothequalitativeresearchcycle,theauthorsofthismaster’sthesisbeginthestudyinthedesignphase.Here,aninitialliteraturereviewisperformed,researchquestionsareformulatedandthefieldworkapproachisselected.Theliteraturereviewandthedesignofthe research is described in sections 2.4 and 2.5. After the initial review of literature iscompleted,theethnographiccycleorthedatacollectionisinitiated.Asfurtherdescribedinsection2.6,dataiscollectedinthesettingofasinglecase,whereappropriateparticipantsarerecruited.Asthecollectioniscompleted,theanalyticcyclebegins.ThepurposeoftheanalyticalcycleistounderstandwhybigdataandIoTshouldbeutilized(RQ2)andwhereitismostappropriatetostart(RQ4).Theanalyticalprocessisfurtherdescribedinsection2.7.Asitisaniterativeprocess,theauthorscontinuouslyinvestigatepreviousresearchtounderstand the possible applications of big data and IoT in a manufacturing company(RQ3).
2.4 Literature Review To gain an in-depth understanding of the phenomenon and to identify gaps in previousresearch,thefirststepincludesconductingaliteraturereview.Thepurposeofperformingtheliteraturereviewispartlytogainanunderstandingoftheterminology(Rowley&Slack,
Chapter2.Methodology
10
2004).Inaddition,therearetwofundamentalreasonstoincludealiteraturereviewintheearly stages of a study. First, the literature review enables the authors to construct theresearchquestionsanddesigninapropermanner.Second,aresearchreviewfacilitatesthedatacollectionandgivesanideaofhowthedatacanbeanalyzed(Bryman&Bell,2011).AsbigdataandIoTarenovel,broadtopicswithmultipleusageareas, it isalsonecessarytofindkeythemes(Rowley&Slack,2004).
The process of the literature review begins with a literature search. Keywords areidentifiedandformthebasisofthesearch,seeTable2.1fortheusedkeywords.Thesearchis completed through usage of online bibliographic databases, such as Web of Science,Emerald and ScienceDirect. The databases are accessed through LUBsearch, the onlinelibrary of Lund University. In addition, Google Scholar is used as a complement. ThefindingsfromtheliteraturesearcharethenusedtoformulatetheframeofreferenceandtounderstandthepossibleapplicationsofbigdataandIoT(RQ3).
Keywordsusedinliteraturesearch
Industry4.0,BigData,InternetofThings,IndustrialInternetofThings,ProductLifeCycle,
Functionalproduct,Innovativeproduct,SupplyChainStrategy
Table2.1Keywordsusedinthesearchduringtheliteraturereview
2.5 Case Study Acasestudydesignisappliedduringtheprocessofthisstudytodescribeandunderstandthe potential of big data and IoT at SM (Yin, 2013).More specifically, Yin (2014, p. 16)providesabasicdefinitionofthescopeofacasestudy.
“(i)Investigatesacontemporaryphenomenonindepthandwithinitsreal-worldcontext,especiallywhen(ii)theboundariesbetweenthephenomenon
andthecontextmaynotbeclearlyevident.”
The real-world context is usually a limited group such as an organization, group ofindividuals or situation. A case study can also be expanded to both investigating socialcontexts andoperational links.Togainan in-depthunderstandingof thephenomenon, aholisticperspectiveisappliedduringthecasestudy(Patel&Davidson,2011).Inaddition,Voss, Tsikriktsis andFrohlich (2002)discuss that a case study generates answers to thequestionswhy,whatandhow.
The way in which the purpose and the research questions are defined in this master’sthesis motivates the choice of research design in two ways. First, the purpose of the

Chapter2.Methodology
11
research questions is partly to explain the current circumstances, how and why thephenomenonworks.RQ1asksthequestionofhow,RQ2askswhyandRQ4askswhereitismostappropriate tostart.Second, thequestionsneedanextensivedescriptiveanswer tocompletethestudy.Bothelementsprovetherelevanceofthecasedesigninthestudy(Yin,2014).Inadditiontotheformulationoftheresearchquestions,acasestudyissuitableforan early, not fully developed phenomenon or an exploratory investigation (Voss,Tsikriktsis,&Frohlich,2002).TheresearchonbigdataandIoTisstillinanearlystageoreven in a hype phase, where a clear application of the phenomenon is to be defined(GartnerInc.,2014).
Evenifthereareseveralfactorsmotivatingthechoiceofcasestudyinthismaster’sthesis,therearealsochallengeswith themethod.As thedatacollection ismostly limited to thespecificcase,theresultandanalysisiscompanyspecificandthereforelimited(Petersen&Plenborg,2010).Themethod isalso timeconsumingandwell-prepared interviewersarenecessary. In addition, the risk of observer being bias must be considered. When aresearcherenters the specified field, a strong interest can influence the result ofwhat isseen, heard or recorded. To reduce the risk of the observer being bias, multipleinterviewerscanparticipate,interviewguidescanbeprepared,andtheinterviewscanberecorded (Voss,Tsikriktsis,&Frohlich,2002). In this study, two interviewersparticipateduring all interviews, interview guides are constructed, and lastly the interviews arerecorded.
This study primarily focuses on a specific case, namely the production process of SM’sGothenburg factoryand itsopportunities toexploitbigdataand IoT.The specific case ischosen through a strategic selection. The selection is based on several criteria that arefulfilledbySM.First,istheincreasedcomplexityintheproductportfoliothatcreatesnewmotives tooverlook thedigitization in theproductionprocess. Second, is the shift in thebusinessenvironmentanditsconditionsthatiscausedbytheincreasedcompetitionfromprice-pressuring companies. Here big data and IoT could potentially enable SM to staycompetitive.Third, isthefactthatSMownstheproductionprocess, fromrawmaterialtofinishedproduct,whichresultsinaclearcasedefinitionandscope.Lastly,thereisalargeinterest in big data and IoT from the management at the company who initiated thismaster’sthesis.
2.6 Data Collection When conducting this study, data is primarily collected through semi-structuredinterviews, observations and conversations. The choice of data collection techniques iscorrelatedtothequalitativecharacteristicsofthestudy.Asthestudyappliesaqualitativeresearch strategy to answer the exploratory research questions, interviews and
Chapter2.Methodology
12
observations are suitablemethods (Yin, 2013). A brief comparative description of thesetwomethodsprovidedbyYin(2013)isdisplayedinTable2.2.
DataCollectionMethod TypeofData ExamplesofCollectedData
Interviews Language,bothverbaland
bodylanguage
Descriptionfromaperson’s
pointofview
Observations Scene,processesorphysical
environment
Thecoordinationbetween
peopleand/ormachines
Table2.2Comparisonbetweeninterviewsandobservations(Yin,2013)
Thepurposeofconductingsemi-structuredinterviewsasaprimarydatacollectionmethodistogainadeepunderstandingofthestudiedcase.Theseinterviewsdifferfromstructuredinterviews as they are based on themes of questions that are answered rather thanfollowinga strict interviewguide.The interviewsmainly includeopenquestionsand theinterviewerscanasksubsequentquestionsmorefreelythaninstructuredinterviews.Boththe opinions of the participants and detailed answers are encouraged (Bryman & Bell,2011).
Semi-structured interviews are conducted with SM employees to complete acomprehensivedatacollectionandtoanswertwoofthethreeresearchsub-questions,RQ2and RQ4. Observations are conducted as a supplementary research method to theinterviews in order to collect additional qualitative data (Bryman & Bell, 2011).Conversations with external resources are conducted to further validate the collectedinformation. These three data collections methods are further discussed in the threefollowingsectionsofthischapter.
2.6.1 Semi-Structured Interviews Thepurposeofconductingsemi-structured interviewswithSM’semployees is toanswerRQ2andpartlyRQ4.Theseresearchquestionsarerelatedtounderstandingthedifferentparts of the current production process, their improvement opportunities, and whatconsequences that are related to them. As this study consists of one specific case, it isnecessarytocollectvarioustypesofdatainordertogainaholisticviewofthecase(Patel&Davidson,2011).Asaresult,peopleinvariouspositionsatSMareinterviewed.
Theselectionofintervieweesisbasedonanassessmentoftheirinfluenceintheproductionprocessorprojectsrelatedtotheproductionprocess.Overall,theintervieweesaredivided
Chapter2.Methodology
13
into three groups, namely operators, project managers and managers. Operators areinterviewed to understand the day-to-day activities in the production. Projectmanagersareinterviewedtounderstandcurrentandpreviousprojectsperformedintheproductionprocess, such as IT projects. Managers are interviewed to understand the strategicdecisions within the company and its production process. This group includes bothmembers of the management team and area managers. Further information regardingthesethreegroupsispresentedinTable2.3.
Numberof
Interviews
Interviewee
group DescriptionofPosition
4 Operators Day-to-dayactivitiesintheproductionprocess
3 Project
managers
Responsibleforprojectsrelatedtotheproduction
process,suchasITprojects
5 Managers
Includesmanagementteammembersandarea
managersresponsibleforstrategicdecisionswithinthe
companyanditsproductionprocess
Table 2.3 The number of interviews with interviewees grouped in three different groups as well as adescriptionofthepositions
An interview guide is constructed prior to the execution of the interviews. It is used tosupport the interviewersandtoassure that therequired information iscollected.Afterageneralresearchofthestudiedsubjectandformulationoftheinterviewguide’stopicsandquestions, the supervisor at SM and the authors review the interview guide. When theinterviewguidehasbeenapproved,itisfinalized(Bryman&Bell,2015).AnexampleofthefinalinterviewguideispresentedinAppendixA.Theinterviewguidesarenotdistributedto the participants in advance to keep the interviewees as neutral and openminded aspossible.Asaresult,biasedopinionsandpreconceptionsareavoided.
TheinterviewsareheldinSwedishandlastbetween40minutesand1.5hour.Inaddition,continuousinterviewswereheldwithoneoftheintervieweesthroughouttheprogressionof this study. All interviewees are open, engaged and answered the questions willingly.With the permission of the interviewees, the interviews are recorded.More informationregarding the intervieweesand theirpositionsatSM isdisplayed inTable2.4.This tabledoesalsopresentinformationregardingthedateandlengthsoftheinterviews.

Chapter2.Methodology
14
Intervieweegroup SpecificPosition Date Length
Operators OperatorMill 2016-03-10 1h10min
OperatorsOperator
Pasteurization2016-03-08 40min
Operators OperatorPackaging 2016-03-10 50min
OperatorsProduction
Technician2016-02-10 1h
ProjectManagers ProjectManager 2016-02-11 1h3min
ProjectManagers Engineer 2016-02-05 1h28min
ProjectManagersBusiness
EngagementLiaisonContinuous Continuous
ManagersSupplyChain
Manager2016-03-03 57min
ManagersFactoryManager
Gothenburg2016-02-08 44min
ManagersFactoryManager
Kungälv2016-02-29 50min
ManagersAreaManagerMill
andPasteurization2016-03-01 46min
ManagersAreaManager
Packaging2016-03-03 1h12min
Table2.4Informationabouttheinterviewees’positionsatSM,theinterviewdatesandlengths

Chapter2.Methodology
15
2.6.2 Observations Aspreviouslymentioned,observationsareperformedasasupplementarydatacollectionmethodtotheinterviews.Anadvantagewithobservations,comparedtointerviews,isthatthe issue is studied through the eyes of the observer and is not filtered through theopinions of others. During a qualitative research, the observer has a passive role (Yin,2013),whichalsoappliestothisstudy.
TwotypesofobservationsareappliedinordertofurthercompletetheansweringofRQ2andmorespecificallytodevelopanunderstandingofwhySMneedsbigdataandIoT.First,eachpartoftheproductionfacilityisobservedtoimprovetheunderstandingoftheflowsintheproductionprocess.Second,meetingsheldbytheproductionmanagementandtheITdepartment are attended to gain insights in thebusiness and itswayofworking.Theauthorsdocumenttheobservationsthroughwrittennotes.Thefundamentalpurposeoftheobservations is to unfold current improvement opportunities in the production processandtoverifythemotivesforanadoptionofbigdataandIoT.
2.6.3 Conversations Together with the literature review, the external conversations are conducted to partlyanswer RQ3. The purpose of the research question is to understand the possibleapplicationsofbigdataandIoTaswellastheirtechnologicalrequisites.Inotherwords,theinterviewswith external resources are completed to gain a holistic picture of the recentresearchregardingthetwotechnologicaladvances.Theintervieweesareprofessorswithinthe fieldandrepresentativesofothercompanies.The interviewsaremore informal thantheinternalinterviewsandaretreatedasasupplementtotheliteraturereview.Duetotheinformality,thereisnotaformalinterviewguidefortheconversations.Furthermore,theseinterviewsareheldatseminarsandarenotrecorded.
2.7 Data Analysis Toanalyzetheempiricaldata,anapproachinspiredbythequalitativeanalysismethod,theGroundedTheory,isapplied.Thetheorywasdevelopedinthe1960sasaresponsetotheso-calledGrandTheories.UnlikeGrandTheories,theGroundedTheorybasestheanalysison the empirical data to form a theory applicable to a specific case. In otherwords, theGroundedTheory isanapproachused toperforman inductive,qualitativeresearchwiththegoal todiscoverandgeneratea theory that isgrounded inempiricaldata(Bryman&Bell,2015;Patel&Davidson,2011).SimilartotheGroundedTheory,aninductiveapproachisappliedinthisstudytodiscoverconceptsandtheoriesintheempiricaldata.ContrarytotheGroundedTheory,previousknowledgegainedduringtheliteraturereviewisincludedintheanalysisofthismaster’sthesis.
Chapter2.Methodology
16
ThecollecteddatafromtheinterviewswithemployeesatSMarerecordedandtranscribed.When the interviews are transcribed, the authors code thematerial by identifyingmainconcepts or categories. Coding consists of three steps. First, open coding is performedmeaningthatthedatacollectedisbrokendownintodifferentsub-concepts.Conceptsarethefoundationofthetheory.Opencodingistheanalyticalprocessusedinordertoidentifythe conceptsby theirpropertiesanddimensions. The concepts can consistof individualobservations, ideas or specific events. Second, the sub-concepts are analyzed to findlinkagesbetweenthesub-conceptsandtogroupthemtogether.Finally,selectivecodingisperformed during which core concepts or categories are selected and compared to theother categories (Voss, Tsikriktsis, & Frohlich, 2002). As it is an iterative approach, thecoding is continuously reviewed, further analyzed, and in this final stage theoreticalconcepts are generated to answer the purpose and research questions of the study(Bryman&Bell,2015).
Inthismaster’sthesis,thecodingmainlyincludesidentifiedissuesthatpotentiallyweakentheproductionprocessandimprovementopportunities.Aftereachinterviewislistenedtoandtranscribed,thecodingprocessofthismaster’sthesisresultsinfourmajorissues.Thecoding process is finalized by ranking commonly discussed key themes based on theirfrequencyofoccurring,seeAppendixB.Thesemainimprovementopportunitiesareusedas a foundation to understand how big data and IoT is used to optimize a productionprocessinamoredetailedmanner.Inotherwords,acomparisonofthecurrentsituation,wheretheissuesweakeningtheproductionprocessexist,andthedesiredsituation,wherethe issues are solved, is conducted. The process to reach the desired situation is alsodescribed as a part of the final analysis. This includes a description of how variousapplications of big data and IoT can be implemented to reach the desired situation andoptimizetheproductionprocess.
Furthermore,tomitigateanyfailuresassociatedwithutilizingbigdataandIoT,anumberof risks are identified and assessed. By assessing the identified risks, the companyunderstandswhatriskstofocuson.Therefore,theauthorsofthismaster’sthesisassesstherisksbasedontheprobabilityoftheriskhappeninganditspotentialimpactfacedbySM.Thegradingrangeoftherisksisdevelopedbytheauthorsandconsistsoflow,mediumandhigh. The choice to exclude a numerical grading scale is motivated by the qualitativecharacterofthemaster’sthesis.
Priortotheanalysis,theresultsfromtheempiricaldataareillustratedthroughaprocessmapping of the manufacturing of the specific product, the PSO General. The map isconstructedtosupporttheunderstandingofthecurrentproductionprocess.Thisenablesfurther identification of how big data and IoT be utilized to optimize the productionprocessatSM,whichisthepurposeofthisstudy.Themapismadeasgenericaspossibleto
Chapter2.Methodology
17
enable upscaling to fit the entire factory in Gothenburg, other products as well as SM’sfactoryinKungälv.
2.8 Credibility of the Study When conducting a case study, it is of great importance to pay attention to validity andreliability (Voss, Tsikriktsis, & Frohlich, 2002). To establish a feasible quality andcredibilityoftheempiricalresearch,threeelementsarediscussed.Theseelementsincludevalidity,reliabilityandtransferability.
2.8.1 Validity Validityreferstowhatextentthestudymirrorsthereality(Bloor&Wood,2006). Inthisstudy, the validity aspect applies throughout the entire research process. Validity is notonlyassociatedwithdataanalysis,butalsowithhowtheparticipantsarechosenandhowtheinterviewsarepresentedanddiscussed(Patel&Davidson,2011).Toverifythevalidityofthisstudy,externalvalidity,internalvalidityandtriangulationisdiscussed.
External validity partly refers to validity of the data selection represented in the case(Gibbert,Ruigrok,&Wicki,2008).Inthisstudy,theintervieweesarechosenbasedontheirrelevance in the production process or IT projects. The different positions of theinterviewees provide diverse perspectives, thus gaining a realistic understanding andavoidingbiasinformation.Inaddition,externalvalidityreferstowhethertheresultofthestudycanbetransferredtoanothercasesetting(Voss,Tsikriktsis,&Frohlich,2002).
In contrast, internal validity refers to the extent to which casual relationships can beestablishedbetweenvariables and results. For example, this concerns that thequestionsareaskedinacorrectwaywhencompletingtheinterviewsandhowthedataisanalyzed(Gibbert, Ruigrok, & Wicki, 2008). As semi-structured interviews are conducted in thisstudy,openquestionsareaskedtodecreasetheriskoftheparticipantsbeingmisguidedintheirresponses.Inaddition,subsequentquestionsareaskedtovalidatethemeaningoftheprevious answer to avoid any misunderstandings. All interviews are transcribed andanalyzedfollowingthesamesystematicsteps.Thus,avoidanceofprematureconclusionsissecured.
To further increase the validity of the study, triangulation is applied. Triangulation isexplainedbytheusageofnumerousperspectivestogainamorein-depthperspectiveofaphenomenon. In other words, triangulation is implemented when both multiple datacollectionmethods andmultiple data sources are used (Patel&Davidson, 2011). In thisstudy, triangulation is used in these two ways. First, interviews, conversations andobservations are threemethods to collect empirical data. The observations increase thevalidity of the study since they are excluded frompersonal opinions of the interviewees

Chapter2.Methodology
18
(Yin,2013).Second,theinterviewsareheldwithmanyparticipantsatdifferenttimesandplaces.
2.8.2 Reliability Reliabilityconcernstotheextentthestudywouldresultinthesameoutcome,ifthesameprocedure would be repeated (Bloor & Wood, 2006). However, unlike a quantitativeresearchapproach,askingthesamequestiontwiceandreceivingthesameanswerdonotequal reaching a high reliability. During a qualitative approach, the background of theinterviewplaysalargerroleandcanaffectthecollecteddata.Forexample,theperceptionof the interviewees might not be the same today as three months ago. Compared to aquantitateresearchapproach,thereliabilityduringthequalitativeoneiscloserrelatedtovalidity.Aspreviouslymentioned,toreachvalidityandthereforealsoahighcredibility,astructuredwayofworkingisrequiredthroughouttheresearchprocess(Patel&Davidson,2011).
2.8.3 Transferability Transferability,orgeneralizability,iscloselyrelatedtoexternalvalidityandreferstowhatextent the findingsof the study canbe transferredbeyond the specific case study (Voss,Tsikriktsis, & Frohlich, 2002). The purpose of this study is to investigate how amanufacturingcompanycanoptimizetheirproductionprocessbyusingbigdataandIoT.Eventhoughthiscasestudyisbasedononespecificcompanywithanadaptedproductionprocess,similarissuescanbefoundinothermanufacturingcompanies.Thisindicatesthatthe studiedphenomenoncanbeappliedelsewhere.To furtherenable transferability, thefindingsarestudiedfromahigherlevel,ratherthanadetailedone.
Chapter3.FrameofReference
19
3 Frame of Reference Inthischapter,abackgroundofearlierresearchinthefieldandatheoreticalframeworkarepresented.Adetailedintroductiontosupplychainstrategies,Industry4.0,bigdata,andIoTisprovided. In addition, big data and IoT is further elaborated on in terms of potentialchallengesandpossibleapplications.Lastly,therequiredITlandscapeandkeysuccessfactorswhenimplementingbigdataandIoTaredescribed.
3.1 Introduction to Concepts As this master’s thesis concerns aspects in the field of supply chain management, it isimportanttofirstprovideacommonunderstandingthroughdefinitionsofthesupplychainaswellasofsupplychainmanagement.
3.1.1 Definition of Supply Chain There are various definitions ofwhat a supply chain is, butmany are quite similar andincorporatethesameaspects.Goetschalckx(2011,p.3)providesadefinitionthataccountsforseveraloftheotherdefinitions.
“Asupplychainisanintegratednetworkofresourcesandprocessesthatisresponsiblefortheacquisitionofrawmaterials,thetransformationofthesematerialsintointermediateandfinishedproducts,andthedistributionof
thefinishedproductstothefinalcustomers.”
Basically,thismeansthatasupplychainisagroupoffirmsthatmovegoodsforwardtothesubsequent company. Usually a set of firms acting on their own is included in theproduction and distribution of a good to the end customer (Mentzer et al., 2001). Inaddition, there are both upstream and downstream connections between the includedorganizations and value are generated to the end consumer in the shape of products orservices(Goetschalckx,2011).

Chapter3.FrameofReference
20
3.1.2 Definition of Supply Chain Management Historically,theliteraturehasprovidedagreatspectrumofcontrarydefinitionsofsupplychain management. A definition of this matter, which also combines many of thoseopposingdefinitionsissuggestedbyMentzeretal.(2001,p.18).
“...supplychainmanagementisdefinedasthesystemic,strategiccoordinationofthetraditionalbusinessfunctionsandthetacticsacross
thesebusinessfunctionswithinaparticularcompanyandacrossbusinesseswithinthesupplychain,forthepurposesofimprovingthelong-term
performanceoftheindividualcompaniesandthesupplychainasawhole.”
Thevariousdefinitionsofsupplychainmanagementcanbeconsideredasarootcauseofconfusioninthefield,thusajointdefinitionisneeded(Mentzeretal.,2001).Furthermore,thisisalsothereasonforwhythisdefinitionisusedinthismaster’sthesis.
3.2 Introduction to Supply Chain Strategies Todevelopawell-functioningandeffectivestrategyofitssupplychain,acompanyshouldstartbystudyingthecharacteristicsofthedemandofitsproducts.Here,thereareseveralimportantfactorstokeepinmind,suchastheproductlifecycle(PLC),varietyofgoods,howwellthedemandcanbeforeseen,andthemarket’sstandardlevelsregardingbothserviceandleadtimes(Fisher,1997).
Thissectionelaboratesfurtherontheimportanceforacompanytounderstanditsproductandwhich implications ithasonwhat is a suitable supply chain strategy.Moreover, thissection elaborates on the PLC, the nature of different products, different supply chainstrategies,mappingofaproductionprocessasa tool tounderstandacompany’s currentsituation,andfinallyonhowafirmcanachievestrategicfitandwhythisisimportant.
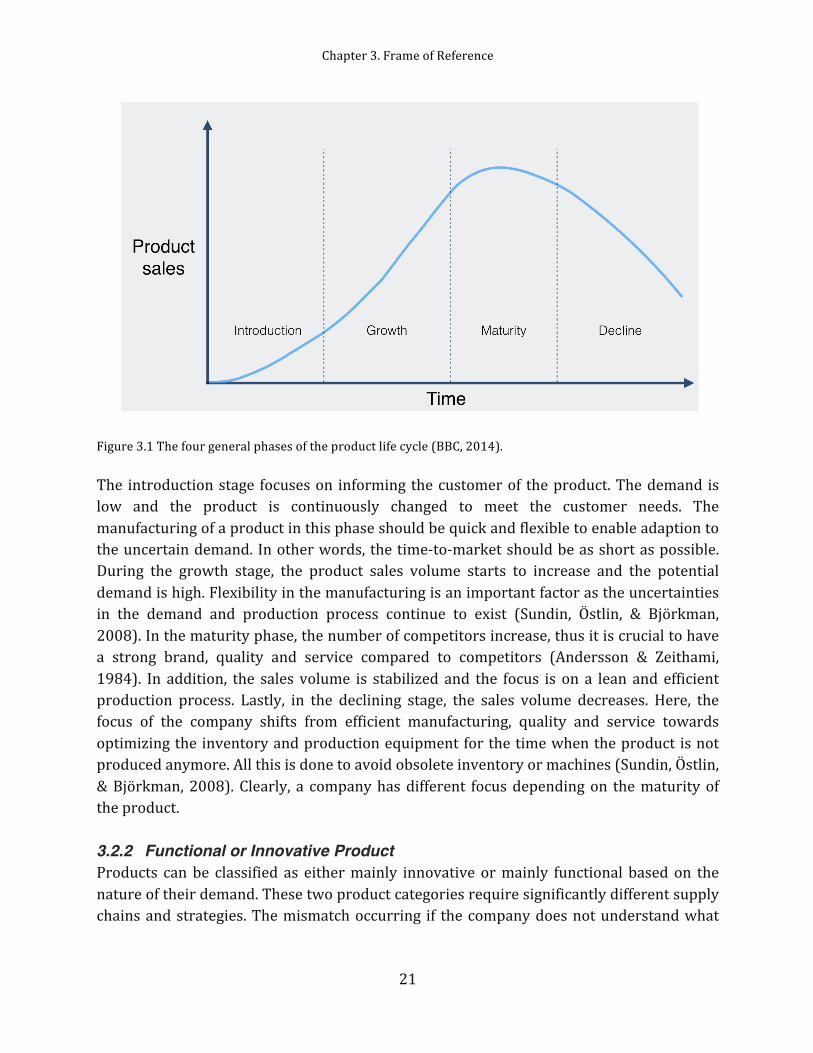
3.2.1 The Product Life Cycle ThecompanyneedstoidentifywheretheproductisinitsPLCinordertounderstandtheactual product, its requirements, and the implications on the supply chain strategy.PreviousresearchdiscussesthePLCintermsoftwodefinitions.ThefirstdefinitionofthePLC refers to the progress of a product from rawmaterial to final disposal. The seconddefinition is associated with the evolution of a product. Here, the product is evaluateddependingonitssalesvolumeovertime.Inthisstudy,theseconddefinitionisapplied.ThePLC can be divided into four stages, namely introduction, growth, maturity and decline(Sundin,Östlin,&Björkman,2008),seeFigure3.1forfurtherdetails.
Chapter3.FrameofReference
21
Figure3.1Thefourgeneralphasesoftheproductlifecycle(BBC,2014).
The introductionstage focuseson informing thecustomerof theproduct.Thedemand islow and the product is continuously changed to meet the customer needs. Themanufacturingofaproductinthisphaseshouldbequickandflexibletoenableadaptiontotheuncertaindemand.Inotherwords,thetime-to-marketshouldbeasshortaspossible.During the growth stage, the product sales volume starts to increase and the potentialdemandishigh.Flexibilityinthemanufacturingisanimportantfactorastheuncertaintiesin the demand and production process continue to exist (Sundin, Östlin, & Björkman,2008).Inthematurityphase,thenumberofcompetitorsincrease,thusitiscrucialtohavea strong brand, quality and service compared to competitors (Andersson & Zeithami,1984). In addition, the sales volume is stabilized and the focus is on a lean and efficientproduction process. Lastly, in the declining stage, the sales volume decreases. Here, thefocus of the company shifts from efficient manufacturing, quality and service towardsoptimizingtheinventoryandproductionequipmentforthetimewhentheproduct isnotproducedanymore.Allthisisdonetoavoidobsoleteinventoryormachines(Sundin,Östlin,&Björkman,2008).Clearly, a companyhasdifferent focusdependingon thematurityoftheproduct.
3.2.2 Functional or Innovative Product Products canbe classified as eithermainly innovative ormainly functional basedon thenatureoftheirdemand.Thesetwoproductcategoriesrequiresignificantlydifferentsupplychainsandstrategies.Themismatchoccurring if thecompanydoesnotunderstandwhat

Chapter3.FrameofReference
22
strategyfitstheirproducts, isacommonunderlyingreasonforpoorlyfunctioningsupplychainsintheindustry(Fisher,1997).
Functionalproductsmeet fundamentalneeds, usuallyhave long lifecycles, correspond tofewalterationsovertime,andimplyanevenandforeseeabledemandlevel.Theseproductsdoalsotendtoimplylowprofitmarginsasaresultofthefactthatmanycompetitorshavesimilarproducts.Toavoidthelowmarginscompaniescantrytofindinnovativesolutions.Anexampleinthefoodindustryisspecificdesignerflavors(Fisher,1997).
Incontrast, themarginsof innovativeproducts tendtobehigher.Ontheotherhand, thedemandisusuallymorevolatilefornewproductscomparedtothefunctionalones.Duetothe competition that arisewhen theproduct isdeveloped, companiesneed to constantlyprovidenewinnovations.Thisresults inthe fact that the lifecycletendstobeshorter forinnovativeproductswhencomparedtofunctionalones(Fisher,1997).Table3.1providesfurtherdetailsregardingthedifferencesindemandandotheraspectsbetweenfunctionalandinnovativeproducts.

Chapter3.FrameofReference
23
Aspect Functionalproduct Innovativeproduct
Characteristicsofdemand Predictable Unpredictable
PLC >2years 3months–1year
Contributiontomargin* 5–20% 20–60%
ProductvarietyLow(10–20variantsper
category)
High(commonlymillionsof
variantspercategory)
Averagemarginoferrorin
theforecastatthetime
productioniscommitted
10% 40–100%
Averagestockoutrate 1–2% 10–40%
Averageforcedend-of-
seasonmarkdownas
percentageoffullprice
0% 10–25%
Leadtimerequiredfor
made-to-orderproducts6months–1year 1day–2weeks
*Thecontributionmarginisexpressedasapercentage.Itiscalculatedbysubtractingthe
variablecostfromthepriceandthendividingitbyprice
Table3.1Differencesindemandbetweenfunctionalandinnovativeproducts(Fisher,1997)
3.2.3 Physically Efficient or Market-Responsive Supply Chain Strategy Asupplychainstrategydetermineswhatthesupplychainofacompanyisdesignedtodoespeciallywell.Forexample,itdefineshowpurchasingofmaterialishandled,productionofgoods,anddistributionofthemanufacturedproductstothecustomers.Incontrast,thecustomer requirements that a firmstrives to fulfill byofferingproductsand servicesaredescribedbythecorporation’scompetitivestrategy(Chopra&Meindl,2007).

Chapter3.FrameofReference
24
Therearetwofundamentalsupplychainstrategies,namelythephysicallyefficientandthemarket-responsive. Themain purposewhen applying a physically efficient strategy is toensuretosupplythedemandthatispredictable,whileimposingminimalcosts.Incontrast,when considering themarket-responsive strategy, themainpurpose is to answer fast tounpredictable demand. This is done to attain the lowest possible levels of stockouts,obsoleteproductsaswellasbeing forcedtodomarkdowns(Fisher,1997).SeeTable3.2for further details regarding the differences between a physically efficient supply chainstrategyandamarket-responsiveone.
Aspect Physicallyefficient Market-responsive
Primarypurpose
Supplypredictabledemand
efficientlyatthelowest
possiblecost
Respondquicklytounpredictable
demandinordertominimize
stockouts,forcedmarkdowns,
andobsoleteinventory
Manufacturing
focus
Maintainhighaverage
utilizationrateDeployexcessbuffercapacity
Inventorystrategy
Generatehighturnsand
minimizeinventory
throughoutthechain
Deploysignificantbufferstockof
partsorfinishedgoods
Lead-timefocusShortenleadtimeaslongasit
doesnotincreasecost
Inventaggressivelyinwaysto
reducelead-time
Approachto
choosingsuppliers
Selectprimarilyforcostand
quality
Selectprimarilyforspeed,
flexibilityandquality
Product-design
strategy
Maximizeperformanceand
minimizecost
Usemodulardesigninorderto
postponeproductdifferentiation
foraslongaspossible
Table 3.2 The characteristics of the physically efficient supply chain strategy compared to the ones of themarket-responsivestrategy(Fisher,1997)
Chapter3.FrameofReference
25
Marketmediation for functional products is simple, since the demand of these productseasily is predicted. To clarify, the purpose of market mediation is to secure that theproducedproductsmatchthecustomer’sneeds.Thismakes iteasytomatchthedemandandsupplyforfunctionalgoods.Incontrast,speedandflexibilityareconsideredtobefarmoreimportantaspectsthanfindingthelowestpossiblecostforinnovativeproducts.Here,it is fundamental to react fast and to understand early sales numbers as well as othersignalsfromthemarket(Fisher,1997).
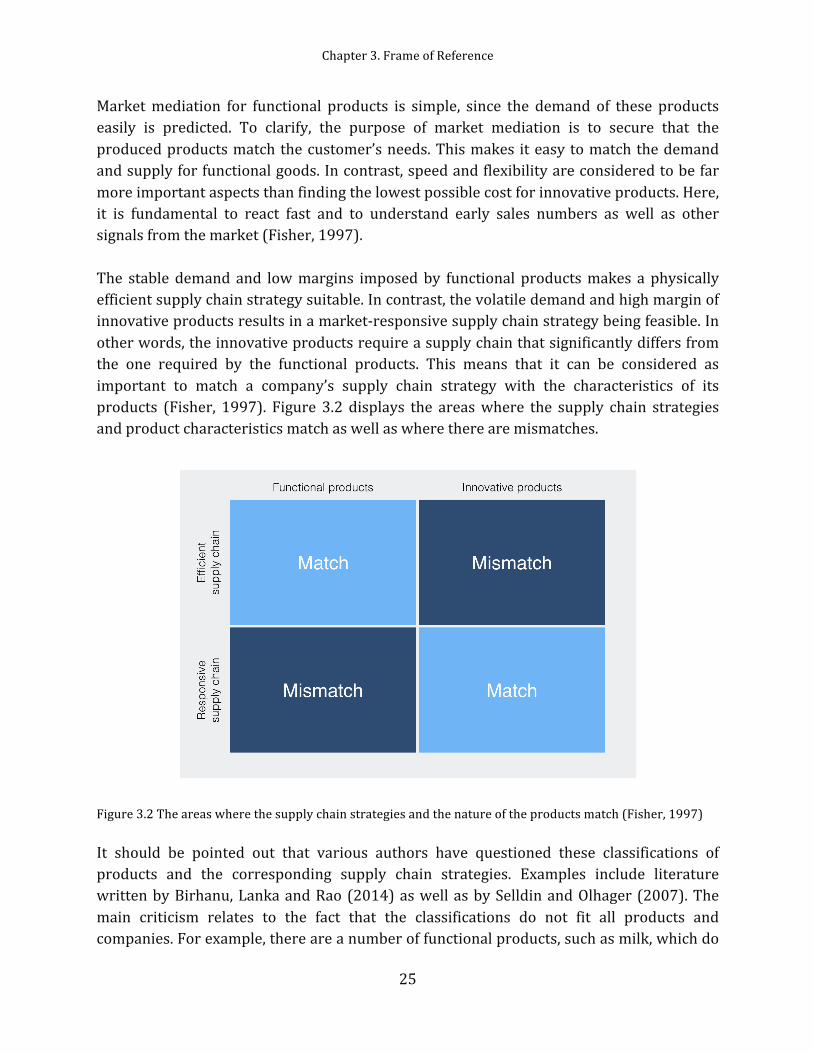
The stable demand and lowmargins imposedby functional productsmakes a physicallyefficientsupplychainstrategysuitable.Incontrast,thevolatiledemandandhighmarginofinnovativeproductsresultsinamarket-responsivesupplychainstrategybeingfeasible.Inotherwords,theinnovativeproductsrequireasupplychainthatsignificantlydiffersfromthe one required by the functional products. This means that it can be considered asimportant to match a company’s supply chain strategy with the characteristics of itsproducts (Fisher, 1997). Figure 3.2 displays the areaswhere the supply chain strategiesandproductcharacteristicsmatchaswellaswheretherearemismatches.
Figure3.2Theareaswherethesupplychainstrategiesandthenatureoftheproductsmatch(Fisher,1997)
It should be pointed out that various authors have questioned these classifications ofproducts and the corresponding supply chain strategies. Examples include literaturewrittenbyBirhanu,LankaandRao(2014)aswellasbySelldinandOlhager(2007).Themain criticism relates to the fact that the classifications do not fit all products andcompanies.Forexample,thereareanumberoffunctionalproducts,suchasmilk,whichdo
Chapter3.FrameofReference
26
demandthatthesupplychainhasaquickresponsetime(Birhanu,Lanka,&Rao,2014).Inaddition, it isnotguaranteed thatamatchbetweenproductclassificationand thesupplychainstrategyresultsinimprovedoverallperformance.Amanufacturingfirmcanalsobeunable to construct a supply chain perfectly matched to their products due to limitedresources (Selldin & Olhager, 2007). However, despite the limitations there is anagreementregardingthattheclassificationscanbeefficientlyappliedandworkwellonamoregenerallevel(Birhanu,Lanka,&Rao,2014;Selldin&Olhager,2007).
3.2.4 Other Supply Chain Strategies Alternativeapproachestoclassifyingsupplychainstrategiesarethelean,agileandhybridones.Thesecanbeappliedtoincreasetheperformanceofasupplychain.It iscommonlyconsidered that a lean approach is feasible for commodity products, while the agileapproach suits innovative products better. A lean supply chain strategy aims at addingvalue for the customers, but at the same time finding and eliminatingwaste. Everythingthatdoesnotaddtothecustomervalueisconsideredaswaste(Myerson,2014).Theleanstrategycanbeconsideredasequivalenttothephysicallyefficientsupplychainstrategyonahighlevel(Birhanu,Lanka,&Rao,2014).
In contrast, an agile supply chain strategy concerns being able to handle unpredictableaspectsandincidents.Thisisdonethroughcontinuouslyaddingnewaswellasinnovativeproducts in a both flexible and timely manner. This strategy applies an approach tocustomer demand that is based on waiting to see what actually is required. Thus, nocommitmentismadetoaspecificfinalproductbeforethereisknowledgeabouttheactualdemand. In other words, the final commitment is postponed. It is important to beresponsivetowhatactuallyisdemandedaswellasbeingabletouseinformationanddataasasubstituteforinventory.Forexample,thiscanbeachievedbyincreasingthedegreeofintegrationandcollaborationwithimportantcustomersandsuppliers(Myerson,2014).Ona high level, the agile supply chain strategy matches the market-responsive strategy(Birhanu,Lanka,&Rao,2014).
Ifanagileanda leansupplychainstrategyarecombined,theoutcomeisconsideredasahybrid supply chain strategy (Myerson, 2014). Sometimes this is also referred to as aleagilestrategy (Birhanu,Lanka,&Rao,2014).Today’seconomy isofadynamic,volatileandglobal character,which canmake it feasible for firms toworkaccording to ahybridsupplychainstrategy.Thecompetitivenatureoftoday’smarketcanaddfurthertothis.Inaddition, a hybrid supply chain strategy can be applied if neither an agile nor a leanstrategy fits well. To realize the opportunities of this strategy, it needs to be carefullyplannedandapplied(Myerson,2014).
Chapter3.FrameofReference
27
3.2.5 Strategic Fit Whenconsideringnewtechnologicaladvances,suchasbigdataandIoTinamanufacturingcompany,itisimportanttounderstandthecompany’ssupplychainstrategy.Thisenablesadeeperunderstandingof theunderlyingreasons for implementingnewtechnology in thefirm. Understanding the company’s strategy and the motives of implementing the newtechnologyenablesmakinganadequatedecisionregardingwhetherornottoimplementitintheactual firm.Achievingstrategic fitbetweentheenterprise’ssupplychainstrategiesand its competitive one is a vital factor to consider in order for a firm to be successful(Chopra&Meindl,2007).
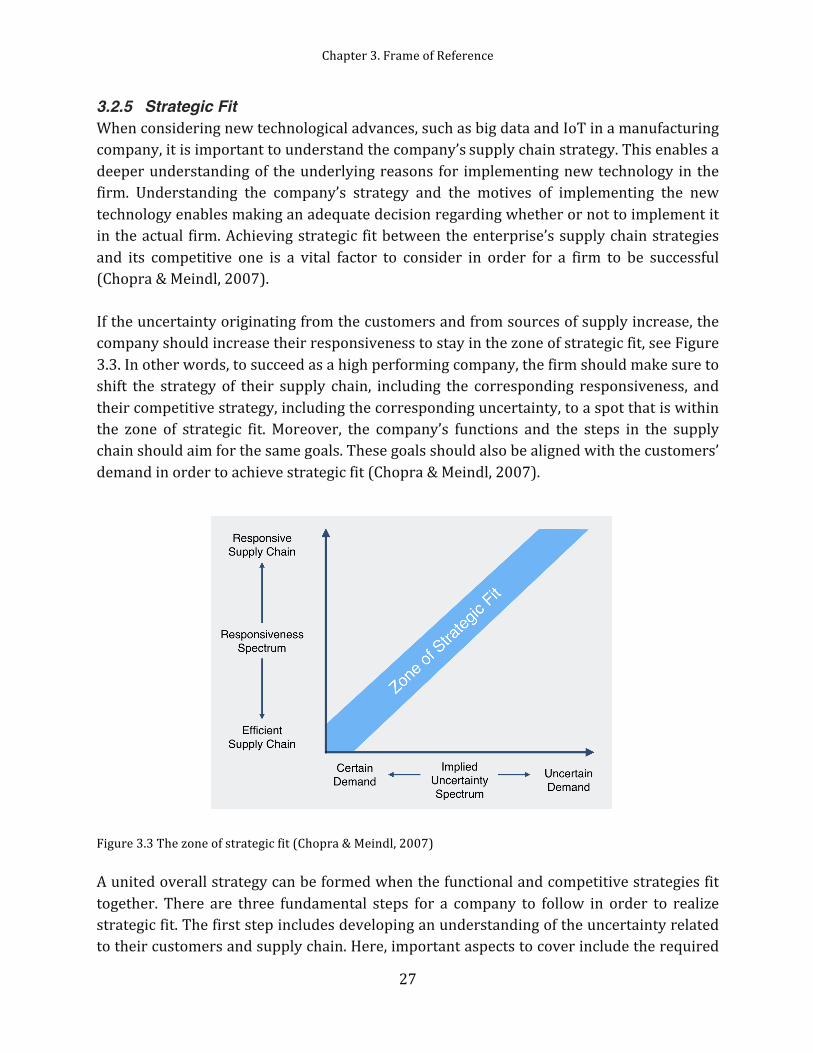
Iftheuncertaintyoriginatingfromthecustomersandfromsourcesofsupplyincrease,thecompanyshouldincreasetheirresponsivenesstostayinthezoneofstrategicfit,seeFigure3.3.Inotherwords,tosucceedasahighperformingcompany,thefirmshouldmakesuretoshift the strategy of their supply chain, including the corresponding responsiveness, andtheircompetitivestrategy,includingthecorrespondinguncertainty,toaspotthatiswithinthe zone of strategic fit. Moreover, the company’s functions and the steps in the supplychainshouldaimforthesamegoals.Thesegoalsshouldalsobealignedwiththecustomers’demandinordertoachievestrategicfit(Chopra&Meindl,2007).
Figure3.3Thezoneofstrategicfit(Chopra&Meindl,2007)
Aunitedoverallstrategycanbeformedwhenthefunctionalandcompetitivestrategiesfittogether. There are three fundamental steps for a company to follow in order to realizestrategicfit.Thefirststepincludesdevelopinganunderstandingoftheuncertaintyrelatedtotheircustomersandsupplychain.Here,importantaspectstocoverincludetherequired

Chapter3.FrameofReference
28
productvolumesperlot,theproductpriceandthevarietyofproducts.Thesecondstepiswherethecompanyshoulddevelopanunderstandingofthecapabilitiesofitssupplychain,inotherwords,what it isconstructedtodowell.This is importantsincethere isvarioussupply chains, which all are designed to perform different tasks well. The supply chainstrategy should be contrasted using a responsiveness spectrum, ranging from highlyefficient to highly responsive. In otherwords, this showswhether or not the firm has aresponsive approach and for examplemakes alterations to their productmix on a dailybasis or are more efficient with a low degree of flexibility and options. The third stepincludesfinallyattainingstrategic fit.This isdonebymatchingtheuncertaintystemmingfrom the supply and demand with the responsiveness of the supply chain. Here, it isimportantthatthedegreeofresponsivenessisbackedbythestrategiesofthesupplychain(Chopra&Meindl,2007)
Therearetwosolutionsinthecaseofthecompanybeingunabletoachievestrategicfitduetoamismatchbetweenitssupplychainandcompetitivestrategies.Thefirstoptionisthatthefirmcanadapt itssupplychainstrategytomakesurethat it isbetteralignedwithitscompetitive strategy. The second option is that the firm can make changes to itscompetitivestrategy(Chopra&Meindl,2007).Clearly,strategicfit isanimportantaspectto keep inmindwhen consideringutilizingnew technological advances such as big dataandIoT.
Toalterthestrategiesisnotalwayssimpleandtherearetwofundamentalaspectstokeepinmind. First, there isnot a supply chain strategy that fits all cases. Inotherwords, thecompaniesmustunderstandwhatissuitableintheirspecificcase.Second,thereisasupplychainstrategythatissuitableifconsideringacertaincompetitivestrategy.Inaddition,thesupply chain strategy needs to be altered as the product proceeds through the PLC andwhenitscompetitivesituationshifts.Forexample,amoreefficient focus issuitablesincetheuncertaintydecreasesastheproductmatures(Chopra&Meindl,2007).
3.2.6 Mapping a Production Process Itisimportanttounderstandthecharacteristicsofasituationbeforeachangeisperformedas well as it is important to understand what impact the change actually has. For thispurpose, mapping through flowcharts can be utilized. Moreover, this enablesunderstanding of a company’s supply chain. Material- and information flows can bemappedaswellastheactivitiesorprocessstepstheproductpasses(Oskarsson,Aronsson,&Ekdahl,2013).Thus,mappingthecurrentstatedoesalsoenableadeeperunderstandingofthecompany’ssupplychainstrategyandproductionprocess.
Clearly, a map of a company’s production process can be developed to understand itscurrent state and setup. There are various symbols that can be used when mapping a
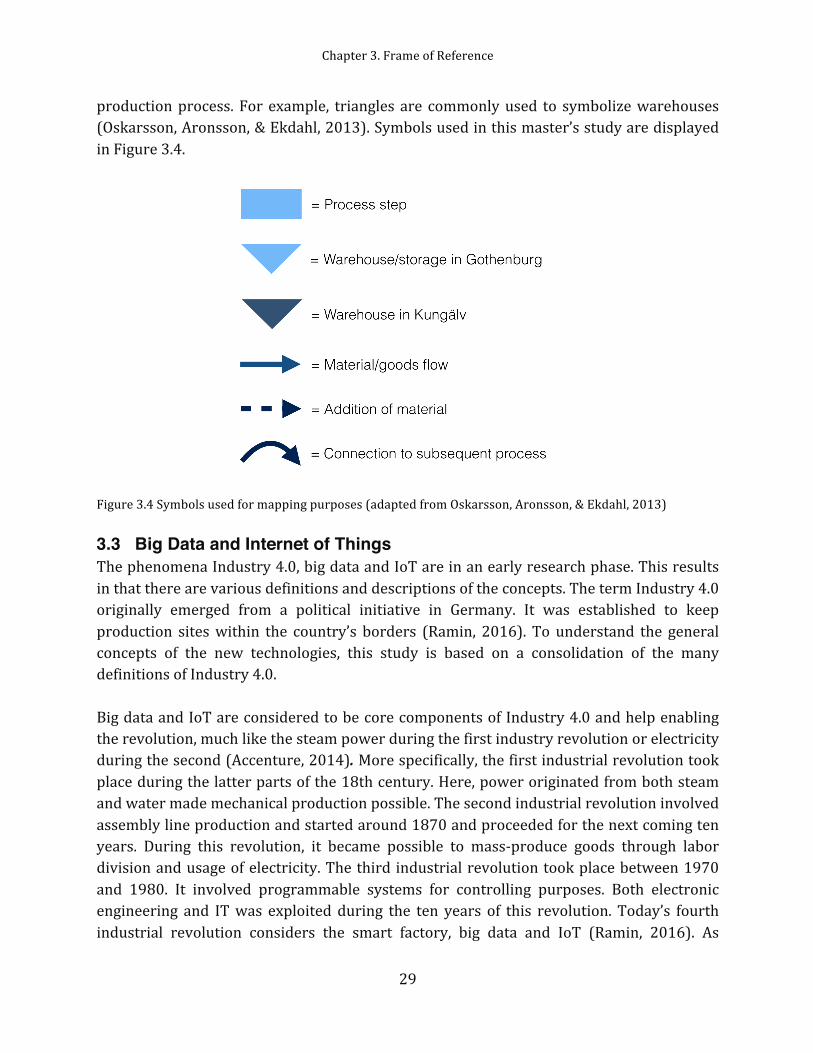
Chapter3.FrameofReference
29
productionprocess. For example, triangles are commonlyused to symbolizewarehouses(Oskarsson,Aronsson,&Ekdahl,2013).Symbolsusedinthismaster’sstudyaredisplayedinFigure3.4.
Figure3.4Symbolsusedformappingpurposes(adaptedfromOskarsson,Aronsson,&Ekdahl,2013)
3.3 Big Data and Internet of Things ThephenomenaIndustry4.0,bigdataandIoTareinanearlyresearchphase.Thisresultsinthattherearevariousdefinitionsanddescriptionsoftheconcepts.ThetermIndustry4.0originally emerged from a political initiative in Germany. It was established to keepproduction siteswithin the country’s borders (Ramin, 2016). To understand the generalconcepts of the new technologies, this study is based on a consolidation of the manydefinitionsofIndustry4.0.
BigdataandIoTareconsideredtobecorecomponentsofIndustry4.0andhelpenablingtherevolution,muchlikethesteampowerduringthefirstindustryrevolutionorelectricityduringthesecond(Accenture,2014).Morespecifically,thefirstindustrialrevolutiontookplaceduringthelatterpartsofthe18thcentury.Here,poweroriginatedfrombothsteamandwatermademechanicalproductionpossible.Thesecondindustrialrevolutioninvolvedassemblylineproductionandstartedaround1870andproceededforthenextcomingtenyears. During this revolution, it became possible to mass-produce goods through labordivisionandusageofelectricity.Thethird industrialrevolutiontookplacebetween1970and 1980. It involved programmable systems for controlling purposes. Both electronicengineering and ITwas exploited during the ten years of this revolution. Today’s fourthindustrial revolution considers the smart factory, big data and IoT (Ramin, 2016). As
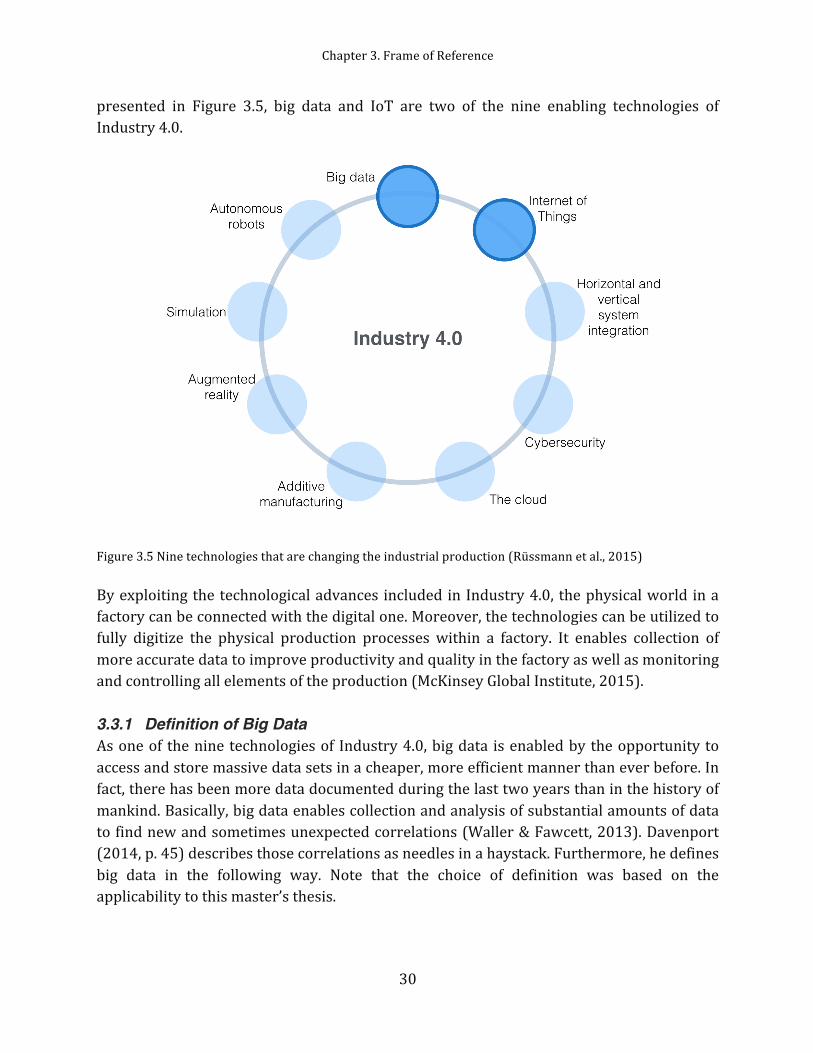
Chapter3.FrameofReference
30
presented in Figure 3.5, big data and IoT are two of the nine enabling technologies ofIndustry4.0.
Figure3.5Ninetechnologiesthatarechangingtheindustrialproduction(Rüssmannetal.,2015)
Byexploitingthetechnologicaladvances includedinIndustry4.0, thephysicalworld inafactorycanbeconnectedwiththedigitalone.Moreover,thetechnologiescanbeutilizedtofully digitize the physical production processes within a factory. It enables collection ofmoreaccuratedatatoimproveproductivityandqualityinthefactoryaswellasmonitoringandcontrollingallelementsoftheproduction(McKinseyGlobalInstitute,2015).
3.3.1 Definition of Big Data Asoneof theninetechnologiesof Industry4.0,bigdata isenabledbytheopportunitytoaccessandstoremassivedatasetsinacheaper,moreefficientmannerthaneverbefore.Infact,therehasbeenmoredatadocumentedduringthelasttwoyearsthaninthehistoryofmankind.Basically,bigdataenablescollectionandanalysisofsubstantialamountsofdatatofindnewandsometimesunexpectedcorrelations(Waller&Fawcett,2013).Davenport(2014,p.45)describesthosecorrelationsasneedlesinahaystack.Furthermore,hedefinesbig data in the following way. Note that the choice of definition was based on theapplicabilitytothismaster’sthesis.
Chapter3.FrameofReference
31
“...thecollectionandinterpretationofmassivedatasets,madepossiblebyvastcomputingpowerthatmonitorsavarietyofdigitalstreams–suchassensors,marketplaceinteractionsandsocialinformationexchanges–and
analysesthemusing‘smart’algorithms.”
Bigdata isconsideredasuniquedue to its threecharacteristics,namelyvolume,velocityandvariety.Volumeisrelatedtothescaleofthedata,inotherwords,thelargeamountofinformation that can be stored (IBM, 2014; McAfee & Brynjolfsson, 2012). Costs ofelements in data handling, such as storage, memory and connectivity is constantlydecreasing. This makes it possible to handle the large volumes of data (McAfee &Brynjolfsson,2012).Forexample,morethan40trilliongigabytesofdatawillpredictivelybegeneratedby2020,whichcorrespondstoan increaseof300timescomparedto2005(IBM,2014).
Velocity isassociatedwith thespeedofuploadingdata, suchas theopportunityofdoingrealtimeupdates.Inmanycases,realtimeupdatesorvelocitycanbemorepowerfulthanvolume when considering becoming more flexible than competitors (McAfee &Brynjolfsson,2012).Anillustrativeexampleofvelocityincludinganalysisofstreamingdataistoday’smoderncars,whichareequippedwithaboutahundredsensors.Thosesensorsserve the purpose of supervising numerous aspects including the tire pressure and fuellevel(IBM,2014).
Variety relates to the different types and forms of data that are collected. Data can becollectedfrombothinternalandexternalsources.Messagesorupdatesonsocialnetworks,sensor registrations, GPS signals and weather forecasts are some sources of big data(McAfee&Brynjolfsson,2012). Tofurtherunderstandtheterminologyofvolume,velocityandvariety,anexampleassociatedwithtimeandlocationisdescribed.Volumeofsensordata can detect the locations of, for example, misplaced inventory. The velocity candeterminethepresent locationandmovementof inventory.Thevarietycanestimatenotonly the exact location of inventory, but alsowhat it is close to, who handles it and itspredictedpath(Waller&Fawcett,2013).
However, as big data is a new technological advance there are numerous variationsregarding the characteristics of the phenomenon. In addition, new ones emerge on acontinuousbasis.Forexample,complexityandveracityaretwoexamplesoftermsincludedin various articles. Complexity relates to the objective that the data should be of acomparativecharacter.Tohandlethecomplexityrelatedtoprediction,thedatashouldbepresentedandanalyzedincomparisonwithmodels.Therefore,ensuringthattheincomingdatahasastructurethatallowsittobeanalyzedisimportantforanautomatedprediction.
Chapter3.FrameofReference
32
The complexity of the incoming data can be handled by extensive planning of datacollectionandtypes(Fox&Do,2013).
Veracity relates to the uncertainty of the data. A poor data quality commonly results insignificantcosts.Forexample, intheUS,poordata iscostingoverthreetrillionUSDeachyear.Itiscommonthatcompaniesareuncertainabouthowmuchoftheirdatathatactuallyis accurate and it is common that business leaders do not actually trust the informationthattheyusetoperformbusinessrelateddecisions(IBM,2014).However,despitethefactthatvariouscharacteristicsofbigdataarediscussed in the literature, themajorityof theliteraturediscussesparticularlyvolume, varietyandvelocity.Thus, this study focusesonthesethreecharacterizingelements.
3.3.2 Definition of Internet of Things As for big data, there are various definitions of IoT, which also is one of the ninetechnologicaladvancesofIndustry4.0.IoTisfacilitatedbythevastnumberofobjectsthatareconnectedtoalargersystemofotherobjects.TheadvancementsinIoToccurquicklyandin2020,50billiondevicesarepredictedtobeconnected,comparedtotoday’s5billion.The network of connected things or nodeswill,within a foreseeable future, include onetrillionnodes(Chase,2013).
AgeneraldefinitionofIoTthatincorporatesmanyotherdefinitionsisthefollowingonebyChase(2013,p.1).
“TheIoTcreatesanintelligent,invisiblenetworkfabricthatcanbesensed,controlledandprogrammed.IoT-enabledproductsemployembeddedtechnologythatallowsthemtocommunicate,directlyorindirectly,with
eachotherortheInternet”.
TheabbreviationIoTorthetermtheIndustrialInternetofThingsisacombinationoftwoverydifferentterms,namely“internet”and“things”,whichleadstoanindistinctnessofthetechnology.Thefirsttermleanstowardsamorenetworkedbasedvisionorinotherwordsincludestheactualnetwork.Thesecondtermfocusesmoreontheactualobjectstobepartofanintegratedstructure.Theobjects,orthingsasreferredtointhiscontext,canincludeRFID,tags,sensors,actuatorsormobilephones.TheobjectsareconnectedtothenetworkusingIPaddresses(Atzori,Iera,&Morabito,2010).
3.3.3 The Relationship between Big Data and Internet of Things The definitions of big data and IoT can indirectly explain their relationship. Big dataanalyzesmassiveamountsofdataandIoTpartlygeneratesthedataneededforthebigdataanalysis.Toconnectsensorstoamachineortoconnectamachinetoanothermachinedoes
Chapter3.FrameofReference
33
notbyitselfprovideinsightstobetterdecision-making(Leeetal.,2013).Asaresult,thereisastrongrelationshipbetweenthetwotechnologies.
AsdisplayedbyFigure3.5,bigdataandIoTarealsorelatedtosevenothertechnologicaladvances.Forexample, there is a strong connectionbetweenbigdata, IoTand theothertechnologies, such as cybersecurity aswell as horizontal and vertical system integration(Rüssmannetal.,2015).Thus,thosetechnologicaladvancesshouldbekeptinmindwhenstudyingbigdataandIoT.
3.4 Opportunities of Big Data and Internet of Things Asmentioned, therecenttechnologicaldevelopmenthasresulted inthatopportunitiesofbig data and IoT have emerged. This means that a large variety of industries can bedigitized. Examples of included industries are agriculture, healthcare andmanufacturing(McKinseyGlobalInstitute,2015).Inthissection,generalopportunitiesofbigdataandIoTarediscussed.
Clearly,bigdataenablesamassivedatacollection.Thisisconsideredtocontributetobothimprovedqualityofdecision-makingandprofitability(Waller&Fawcett,2013).Datacanbeleveragedbyfirmstomaketheirservicesorproductsadaptedtobemoreinlinewiththecustomers’needs,developnewrevenuesourcesaswellasoptimizingbothoperationsandinfrastructure(IBM,2014).WithbigdataandIoT,manufacturingcompaniesareableto collect and integrate data from all production equipment as well as enterprise andcustomermanagementsystems(Rüssmannetal.,2015).
ThisallmeansthatbigdataandIoTcanhelpcompaniestounderstandthebehaviorofthecustomer, improve the efficiency on a factory site in terms of inventory, quality andmaintenance,andadapttheproductwhenthesalesdecline(Jingranetal.,2015).
3.4.1 Proactive Way of Working Applyingaproactiveproductionapproachmeansthatcapabilitiesareobtainedinadvanceofwhenneeded.Thismeansthatthecompanytakesthecontrolrequiredtoactpriortoafuturesituationoccurs,but italso includesacting to facilitate theoccurrenceofacertainhappening. Incontrast,workingreactively refers toanapproachwhere thecompanyareeitherwaitingforaspecifichappeningtooccuroronlyadjustingtheirsettingstocomplywithacertainsituation.Thismeansthatworkingproactivelymaybefeasibleinturbulent,uncertainandchangingenvironmentswhereanentrepreneurialapproachisofhighvalue.Thereactiveapproachcanbeconsideredasmorebeneficialinstablesituationswherenoor few significantdeviations from thenormal caseoccur.Historically, themanufacturingindustryhasbeendominatedbyareactiveapproach(Lindberg,1990).

Chapter3.FrameofReference
34
BigdataandIoTprovideapossibilitytofindproblemsinaproactivemanner(Saint,2014).As mentioned, these technological advances do also enable companies to find new,previouslyunidentifiedandunexpectedcorrelations(Waller&Fawcett,2013).Thiscouldenableworkingmoreproactively,ratherthanreactively.
PredictiveandprescriptivedataanalysesaretwonewtypesofdataanalysisthatemergethroughIndustry4.0andcanbeconsideredtobeofamoreproactivecharacter.Previously,the data analysis has been of amore descriptive or, in some cases, diagnostic character,which both aremore reactive in their approach. Descriptive analysis aims at answeringwhathappened,forexamplethroughservicenotificationsanderrormessages.Basicallyallcompanies do currently apply this kind of data analysis. In contrast, diagnostic analysisaimsatansweringwhyacertainthinghappened.Thiscanforexamplebemanagedthrougherror analysis, alarm handling or analysis of root causes. Today, about one of threecompaniesapplies this formofanalysisofdata.Predictiveanalytics focusesonwhatwillhappen and could for example include prediction of error, output levels or energyconsumption.Currently,aboutoneof ten firmsapplies thiskindofdataanalysis.Finally,theprescriptiveanalysisconcernswhatneedstobedone.Thisapproachisusedbyaverylimited share of companies and includes the optimization of operations as well asdowntimeavoidance(Ramin,2016).
Manufacturing issues can be divided into two categories, namely visible and invisibleissues. Visible issues can includemachine failure, product defects or time delays.Whileinvisibleissuesareunforeseenandcanincludemachinedegradationorcomponentwear.Traditionally,visibleandwell-definedproblems,suchasquality,productivityandcosts,aresolved reactively through continuous improvement. Through both identifying invisibleproblemsandworkingproactively,theproblemscanbesolvedbeforetheyactuallyoccur(Lee et al., 2013). For example, preventive and predictive maintenance provides anopportunitytoworkmoreproactively(Jingranetal.,2015;Ramin,2016).
3.4.2 Vertical Integration Vertical integrationrefers to integrationofoperationswithin thecompany(Rüssmannetal., 2015), in other words, to the company’s internal integration. This means that theverticalvaluechainincludestheownbusinessesofthefirm.Withahighdegreeofverticalintegration, different functions such as sales, marketing, product development,manufacturing, and distribution are closely connected. In addition, the various functionscanbeintegratedintoadigitalinformationflow(PwC,2015).However,thisisusuallynotthe case today since there often is a lack of a complete integration within the separatefunctionsofacompany(Rüssmannetal.,2015).
Chapter3.FrameofReference
35
As mentioned, big data and IoT are closely related to vertical system integration(Rüssmann et al., 2015). It enables a firm to digitize as well as increase the level ofintegrationoftheirverticalvaluechain.Bylinkagesintheinternalorganization,acompanycanbetterconnectwiththeirbusinesspartnersaswellastheircustomers.Ultimately,thisvertical integration can result in an increased customer value (PwC, 2015). Moreover,functions and departments of a company are enabled to be much more cohesive withIndustry4.0(Rüssmannetal.,2015).
More things, in some cases even unfinished products, can be equipped with enclosedcomputingand linked togetherbyusageof standardized technologieswhenutilizing IoT.This enables devices to communicate, interaction between other devices as well ascontrollers of a more centralized character, all depending on what is required by thespecificsituation.Inaddition,itenablesamoredecentralizedapproachtoanalyticsandtomakingdecisions.Thismakesresponsesinrealtimepossible(Rüssmannetal.,2015).
By increasing thevertical integration,ahigher levelof transparencyaswellas improveddatamanagementcanberealized(PwC,2015).Morewidespreadinformationsharinginanorganizationcanalsoresultinmitigationofproblemsassociatedwithinformationislands.Thus,more efficient data sharing aswell as improved credibility in decision-making canalsoberealized(Bi,Xu,&Wang,2014).
3.4.3 Horizontal Integration Horizontal integration considers the integrationbetweena companyand its suppliers aswell as its customers. As for vertical integration, big data and IoT are closely related tohorizontalsystemintegration.Intoday’sbusinessenvironment,itiscommonthatfirmsareneithercloselyconnectedtotheirsuppliersnortotheircustomers(Rüssmannetal.,2015).
There are numerous aspects that enable an increased horizontal integration as well assuccessfullyutilizingbigdataandIoT. Includedonesarethe interconnectionof thevaluechain’s operators, suppliers and customers, the linkages between both machines andsensors, and being capable to analyze large sets of data to find systematic patterns andformulateconclusions. Inaddition, it isofhigh importance that thecorporationkeeps itsowndata inasuitableorder.Thismakes itnecessarytohavegooddatastructuresandaclear division of responsibilities. It is important to knowwhat responsibilities apply forwhatdatastructures(PwC,2015).
As for thevertical integration, transparency isalsorequired inorder toenableopennesstowards sharing informationwith both suppliers and customers. In otherwords, it is ofsignificant importance to know what data to share with which business partner or

Chapter3.FrameofReference
36
customer. Similar to the situation for vertical integration, an increased horizontalintegrationcanultimatelyresultincreationofimprovedcustomervalue(PwC,2015).
3.5 Challenges of Big Data and Internet of Things Thegeneralchallengesfacedbycompanieswhenitcomestodigitalizationcanbedividedinto four different categories, namely financing, technology, competencies, andadministration.First, financingisconsideredasthemostsignificantchallengeandrelatestothefactthatadaptingtomoderntechnologiesrequiressignificant investmentswithnoclear economic benefits. In other words, it can be hard to quantify the actual businessbenefitsofbigdataandIoT.Second, the technologychallengeconcerns that therequiredtechnology is not adequately developed or that the top management does not considerdigitalization as a matter of high priority. Third, the competence challenge relates toemployeeswith inadequate knowledge in the area. Fourth, the administration challengeconsidersthelackofstandardizationandnorms.Inaddition,thenewtechnologiesrequireanorganizationalchange,whichisachallengeinitself(PwC,2015).Thisandanumberofotherchallengesaredescribedinmoredetailinthefollowingsections.
3.5.1 Capital-intensive Equipment Factoriescanbeconsideredtobecapital-intensiveaswellashavingalowreplacementrateofmachinery.InordertoenableanadoptionofIoT,upgradesorreplacementsofmachinesanddevicesmayberequired(McKinseyGlobalInstitute,2015).Typically,theproductlifeofmachinesisratherlong,whichmeansthatitmaytaketimebeforeallinstalledmachinesare completely digitized (PwC, 2015). Clearly, capital is required to make it possible toadopt the factory and its machinery to IoT. As a result, the opportunity to upgrade acompany’smachinery is an important enabling factor of IoT (McKinsey Global Institute,2015).
Usually, it is possible toupgrade themachinery currently inpossessionof a company tomakeitreadyforadoptiontoIoT.Acontributingfactortothisisthepastfourdecadesoffactoryautomationresultinginthefactthatmanymachineseitherhavesensorsorcanbeadjustedtoincorporatetherequiredelectronics.Thismeansthattoday’ssituationprovidesagreatdifferencecomparedtothesituationsofpreviousindustrialwaves,duringwhichatremendousshareofthemachineryhadtobereplaced(McKinseyGlobalInstitute,2015).
Since the introduction of IoT in a company’s factory today does not require a completereplacement of the machinery, the conditions regarding adapting to today’s changingbusinessenvironmentaremorebeneficial thanbefore.However, itcanbefeasiblewithagradual adoption, especially when considering small and medium sized corporations.Taking it step by step enables the company to account for the capital requirements and

Chapter3.FrameofReference
37
undertake the corresponding changes without negatively affecting the company’sproductionprocess(McKinseyGlobalInstitute,2015).
3.5.2 Managing Data Largeamountsofdataaregeneratedbydatasourcessuchassensorsandotherequipment.Asaresult,massive,unstructuredamountsofdataarecreated.ForacompanytobenefitfrombigdataandIoT,aclearstrategyisrequiredtounderstandwhatdatatocollect,howtomanage it, what it is aimed for, and how to analyze it (Rotter, 2016). To handle thechallengeofwhatdatatocollectandhowtoanalyzeit, thedatacanbemanagedthroughunderstandingthecharacteristicsofbigdata,morespecificallyvolume,velocityandvariety(Fox&Do,2013).
First, the volumemust bemanaged in an efficientway.Whenhandling large volumes ofdata, all data must be comprehensive when it is retrieved from a source. Examples ofsourcesaresinglecomponents,anassemblylineoranentireenginesystem.Thisvolumeaspect can be managed by defining the minimum data sources needed to establish acomprehensivepictureofthecurrentcondition(Fox&Do,2013).
Second,thevelocityorspeedis,asmentioned,acriticalaspect.Realtimedata,whichisaresultofvelocity, isconsideredtobevitalwhenimprovingprocesses.Toattainreal timedata,bothcomplexandadaptedalgorithmsareneeded(Fox&Do,2013).
Third,thevarietyplaysacriticalrolewhenmanagingthedata.Dependingonwhetherthedataiscollectedfromasinglecomponent,anassemblylineorawholesystem,thetypeofdata isdifferent. Inorder tomanage thevarietyofdata, it isofgreatsignificance toplanexactlywhatdata tocollectand fromwhichsource.Theselectionofdata isbasedontheimportanceof thedatasource, suchasa specific component,assemblyorposition in theenginesystem(Fox&Do,2013).
Today,themainpartofthecollectedIoT-relateddataiscompletelyunused.Inaddition,thedata that actually is used is not utilized to its full potential (McKinsey Global Institute,2015).Thereisalsoachallengeregardingstorageofdata,whichcanbesolvedbyinvestinginasoftwareprogramwithstrongcloudcapabilities(Rotter,2016).TheopportunityofacloudfunctionenablesdataresourcestoberetrievedfromtheInternetthroughweb-basedstorageinsteadofthroughaserver(Bi,Xu,&Wang,2014).Thecloudisfurtherdiscussedinsection3.7.2.
3.5.3 Security Cybersecurity isoneof thenine technologicaladvancesof Industry4.0 (Rüssmannetal.,2015).Securitybecomesavitalpartofthenewtechnologies,especiallyasmorethingsare
Chapter3.FrameofReference
38
connected with each other andmore data is generated (Atzori, Iera, & Morabito, 2010;Rotter,2016).Toreducetheriskofexternaldataleakage,securitysystemswithencryptionalgorithmsthatareusedinfinancialtradingcanbeappliedtomanufacturing.Eventheftofasmallpieceofdatacanbetroublingasitcanresultinstolenideasordesigns(Jingranetal.,2015).
Inadditiontoexternalsecurityrisks,internaldatasharingisachallenge.Thelackoftrustbetween different functions of a company reduces the sharing capabilities andtransparencywithinthecompany.Thisissuecanresult ininadequateanalysis(Jingranetal.,2015).
3.5.4 Organizational Support As mentioned, big data and IoT facilitate the digital transformation in manufacturingindustries.Inorderforacompanytoadapttothistransformation,thecompanymustalsoadapttheirbusinessplanandwayofworking(Rotter,2016).BigdataandIoTdonotonlyimpacttechnologicalaspects,butalsoorganizationalandcompetencerelatedaspects.Theright competence and involvement are needed on both an operational and a topmanagementlevel.Theoperationallevelneedstounderstandthetechnologyandpossessthesufficientcompetence,whiletopmanagementneedstosupportemployeesandformaclearstrategyforthetransformation(PwC,2015).
3.5.5 Obtaining the Necessary Competencies It is common that companies face challenges of finding and obtaining the necessarycompetencies. Sincebigdataand IoT imply changes to theworkbeing conducteddue toaspectssuchasdigitizationandautomation,therequiredskillsandcompetencieschange.Thus,ifnothandledproperly,thereisariskofbothcompetencyandpersonnelshortages(PwC,2015).
3.5.6 Potential Hype Sincebothbigdataand IoTare relativelynovel technological advances, there couldbearisk of them being overhyped. Thus, Gartner’s hype cycle for emerging technologies isreviewed. It compiles key emerging technologies in order to display the ones that willresultinsignificantconsequencesacrossindustriesaswellashavingthepotentialtohaveamajorimpactandcontributetotransformation.Thismeansthatthetechnologiesplacedonthehypecyclecouldhavealargebusinessimpactonvariousfirmsandshouldthereforebeobservedandconsidered.Moreover, thehypecyclecancontribute toaddressing theriskandmaturitylevelsofatechnologicaladvance(GartnerInc.,2016a).
In addition, Gartner’s hype cycle for emerging technologies shows in which way thesetechnologiescanbe relevantwhen it comes tosolvingactualbusiness related issuesand

Chapter3.FrameofReference
39
utilizingnewpotentialareas.Italsodisplayshowtheincludedtechnologicaladvancesareprojectedtodevelopastimepasses.Thus,thehypecyclecanbeusedtounderstandhowafirm can act in accordance with its business goals while accounting for emergingtechnologies(GartnerInc.,2016b).
More specifically, enterprises can benefit from using the hype cycle when consideringincorporatinganemergingtechnologyintheirbusiness.Whetherornottomoveearlyandmakeearlyinvestmentsdependsonhowriskaversethecompanyis.Makinganearlymovetowardsadoptionofanemergingtechnologyimpliesasignificantrisk.Thus,thecompanyneedstobeawareoftakingthisriskdoesnotalwayspayoff.Eventhough,thepayoffcanbe largerwhenmovingearly, it canbe feasible for firms to actmoremoderately. In thisway, the company can avoid proceedings and investments in technologies that are notcompletelyproventoworksufficiently.Incaseswherethereareseveralquestionsthathasnotbeenprovidedwithananswerinthisstage,thecompanycouldbenefitfromwaitingtoseewhetherotherfirmssucceedinachievingactualvaluefromusageofthetechnologies.Here,uncertaintiesincludeonesregardingcommercialviability.Itshouldbenotedthatthishypecyclecomprisesoffivefundamentalphasesincludedinthelifecycleofatechnology(GartnerInc.,2016a),seeFigure3.6forfurtherdetails.
Figure3.6ThefivestagesofGartner’shypecycleforemergingtechnologies(GartnerInc.,2016a).
The first step is the technology trigger, which is initiated by a potential and importanttechnologicaldiscovery.Usually, theproductcannotbeused in thisstage, itscommercial

Chapter3.FrameofReference
40
viability is not yet proven and it usually results inmassivemedia attention. The secondstepisthepeakof inflatedexpectationsduringwhichearlypublicityresults innumerouspotentialstosucceed.Duringthisstep,therearesomefirmsthatdecidetoact,whilesomechoosetowait.Thethirdstepisthetroughofdisillusionmentduringwhichtheinterestinthe technology decrease following from an inability to accomplish a successfulintroduction. The only way in which investments will proceed in this step is if theremainingproducersareabletoimprovetheirproductinaccordancetotherequirementsof the early adopters. The fourth step is the slope of enlightenment duringwhichmoreexamplesofhowacompanycanbenefitfromthetechnologyemerge.Inparallel,adeeperandwiderunderstandingofthetechnologyisdeveloped.Atthispoint,theproducersofthetechnology deliver products of a second or third generation. More companies begin toinvestigate thepotential of the technologyby launchingpilots, even though conservativecompanies stayhesitant.The fifthand final step, is theplateauofproductivity.Here, thetechnologyiswidelyintroducedanditsbroadusefulnessaswellasrelevanceinthemarketispayingoffsignificantly(GartnerInc.,2016a).
In2014,bothbigdataandIoTwereincludedinthehypecycle,seeAppendixCforfurtherdetails regarding the positioning. Big data was moving from the peak of inflatedexpectation towards the trough of disillusionment, while IoT was right at that peak(GartnerInc.,2014).In2015,bigdatawasexcludedfromthehypecycle,butIoTwasstillpositioned at the peak of inflated expectations, see Appendix D for further details. Thiscould imply that IoT ispresentlyoverhyped in themarket for technologies (Gartner Inc.,2015).
There are several potential reasons that could explain the removal of big data from thehypecycleof2015.Forexample,areasonmaybethatbigdataiswidelyusedandthereforehaslostitsprominence(Peddibhotla,2016).Thismeansthatbigdataisconsideredtohavebecome prevalent the current business environment and thus not a hype any longer.However, it canbe argued thatbigdatawas takenoff the curve abit too soon (Woodie,2015).
In addition, big data is often referred to as a vague term having indefinite limits. It iscommontousevaguetermstodescribetechnologicalmatters.Howbigdatawasdefinedaroundyear2000differs fromwhat is considered tobebigdata today. Hypesareoftendescribedinamannerthatisbothverypositiveandvague.ItisimportantformanagerstobeabletoseethroughthehypesinordertorealizewhatbothbigdataandIoTactuallycando and add to their businesses. It is also essential to ensure understanding of thelimitationsofthetechnologiestoavoidunrealisticexpectations(Fox&Do,2013).

Chapter3.FrameofReference
41
3.6 Possible Applications of Big Data and Internet of Things As mentioned, previous research suggest that big data and IoT can be applied in amanufacturingprocesstoenhanceits flexibilityandefficiency(McKinseyGlobalInstitute,2015;Rüssmannetal.,2015).Tounderstandwhichapplicationsarethemostsuitableforacompany’s specific needs, it is crucial to understand what they want to achieve byimplementing big data and IoT. In other words, it is vital to understand the company’ssupply chain strategy as well as the product, its requirements and the correspondingproductionprocess(Jingranetal.,2015).
Generally,bigdataandIoTaremoreorlessapplicabledependingonwhereinthePLCtheproductis.Thepotentialusageareasofthetwotechnologicaladvancesvaryinaccordancetotheproduct’splacementinthePLC.Byunderstandingthecharacteristicsoftheproduct,big data and IoT can be implemented where they are likely to have the most impact(Jingran et al., 2015). Note that the connection between the PLC and the differentapplications of big data and IoT is developed by the authors based on studying varioussources.
3.6.1 Design WhenproductsareinthefirsttwostagesofthePLC,introductionandgrowth,itiscrucialtounderstandtheproductdesignandwhoitisthatbuysthefinishedproduct(Andersson& Zeithami, 1984). To develop the optimal design, a market analysis is conducted. Thepurpose of the analysis is to understandwhobuys the product andhow itwill be used.Here,bigdataenablesmassivedatacollectionthatisusefultoanswerthesequestions.Aspreviously mentioned, big data can be utilized to analyze data from various sources toattainaholisticpictureof themarket.From themarketanalysis, thedesignandproductspecificationscanbeformulated(Jingranetal.,2015).However,thismatterisnotfurtherdiscussedduetothefocusanddelimitationsofthismaster’sthesis.
3.6.2 Manufacturing Optimization When products are in thematurity phase of the PLC, an efficient production process iscrucial. As mentioned, through usage of big data and IoT, companies can increase theefficiency by optimizing the production process (McKinsey Global Institute, 2015).Optimizing theproduction isabroadstatementbasedonanumberofaspects.Toclarifythisstatement, it isdividedintofourfundamentalpartsthatarefurtherdescribedbelow.Table3.3providesanoverviewoftheseaspects.
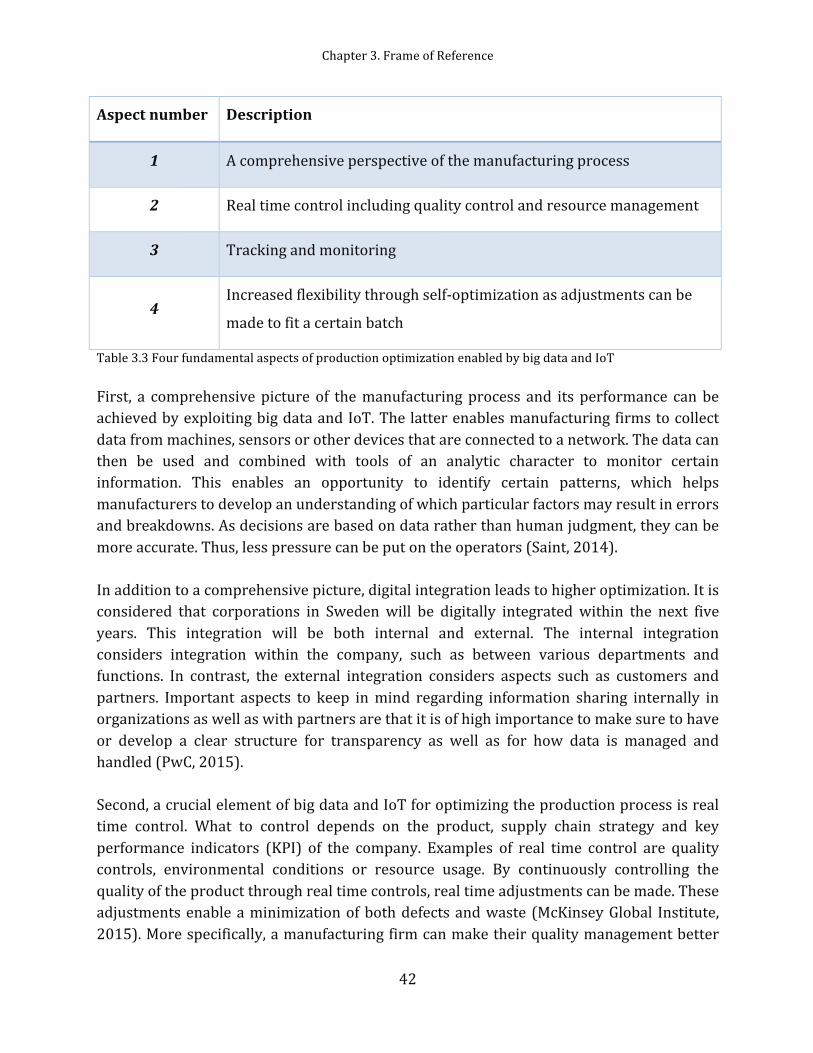
Chapter3.FrameofReference
42
Aspectnumber Description
1 Acomprehensiveperspectiveofthemanufacturingprocess
2 Realtimecontrolincludingqualitycontrolandresourcemanagement
3 Trackingandmonitoring
4Increasedflexibilitythroughself-optimizationasadjustmentscanbe
madetofitacertainbatch
Table3.3FourfundamentalaspectsofproductionoptimizationenabledbybigdataandIoT
First, a comprehensivepictureof themanufacturingprocess and its performance canbeachievedbyexploitingbigdataandIoT.Thelatterenablesmanufacturingfirmstocollectdatafrommachines,sensorsorotherdevicesthatareconnectedtoanetwork.Thedatacanthen be used and combined with tools of an analytic character to monitor certaininformation. This enables an opportunity to identify certain patterns, which helpsmanufacturerstodevelopanunderstandingofwhichparticularfactorsmayresultinerrorsandbreakdowns.Asdecisionsarebasedondataratherthanhumanjudgment,theycanbemoreaccurate.Thus,lesspressurecanbeputontheoperators(Saint,2014).
Inadditiontoacomprehensivepicture,digitalintegrationleadstohigheroptimization.Itisconsidered that corporations in Swedenwill be digitally integrated within the next fiveyears. This integration will be both internal and external. The internal integrationconsiders integration within the company, such as between various departments andfunctions. In contrast, the external integration considers aspects such as customers andpartners. Important aspects to keep inmind regarding information sharing internally inorganizationsaswellaswithpartnersarethatitisofhighimportancetomakesuretohaveor develop a clear structure for transparency as well as for how data is managed andhandled(PwC,2015).
Second,acrucialelementofbigdataandIoTforoptimizingtheproductionprocessisrealtime control. What to control depends on the product, supply chain strategy and keyperformance indicators (KPI) of the company. Examples of real time control are qualitycontrols, environmental conditions or resource usage. By continuously controlling thequalityoftheproductthroughrealtimecontrols,realtimeadjustmentscanbemade.Theseadjustmentsenableaminimizationofbothdefectsandwaste (McKinseyGlobal Institute,2015).Morespecifically,amanufacturingfirmcanmaketheirqualitymanagementbetter
Chapter3.FrameofReference
43
bygainingthisdeeperknowledgeregardingwheretheactualproblemsareintheircurrentproduction process. In today’s setup, it commonly takes unjustified amounts of time tolocalize problems and their underlying reasons. What IoT contributes with here, is anopportunitytofindandpinpointissuesinamuchtimeliermanner(Saint,2014).
The sensing technology of IoT can also measure environmental conditions, such ashumidityandtemperature.Byusingtheenvironmentaldata,therelationshipbetweentheproductionefficiencyandtheenvironmentcanbedrawn(Chenetal.,2016).Furthermore,energyandwaterusageplayanimportantroleintheproductionprocess.Byobservingandunderstand the real time usage of energy and water, the consumption of the twocomponents can decrease. There are generally twoways tominimize the usage of theseresources;improvingtheequipmentconfigurationsandintroducingresourcemanagementmethods for the equipment. Without the input from big data and IoT, it is difficult tounderstandwhichequipmentshouldoperateatwhatspeedandatwhattimetominimizetheenergyandwaterusage(Jingranetal.,2015).
Third, big data and IoT contribute with opportunities for measuring, identification ofproducts’positions,monitoringandtracking.Thisallcontributestopotentiallyincreasingtheautomationlevelinmanufacturing(Bi,Xu,&Wang,2014).Forexample,sensorscanbeused instead of using human judgment for the purpose of making adjustments to themachinery’s performance (McKinsey Global Institute, 2015).When the automation levelbecomehigher, the amount of errors and the production costs could potentially becomelower(PwC,2015).
Lastly,exploitingbigdataandIoTamanufacturingcompanycanincreasetheflexibilityintheproductionprocessandenablemanufacturingofsmallerbatchsizesinaneconomicallyfeasibleway.Self-optimizationofdevicesenablesautomatedadjustmentsofsettingsbasedonthecharacteristicsoftheunfinishedgood.Inotherwords,amachineisnotonlyabletobyitselfrealizewhentochangeitsparameters,butalsoabletoperformthesechanges,allto fit the properties of a specific product. It is this machine-to-human and machine-to-machinebasedcommunicationthatmakessmallbatchesaswellasahighercustomizationlevelpossible(Rüssmannetal.,2015).
3.6.3 Predictive and Preventive Maintenance Asmentioned,apredictiveapproachisfocusingonpredictionoftheoccurrenceoffutureevents, such as of errors (Ramin, 2016). In contrast, a preventive approachmeans thatfutureeventsarepreventedbyactions takenbefore theoccurrenceofacertainevent. Inotherwords,bothpredictiveandpreventivemaintenanceenableavoidanceoffutureissuesby takingmeasuresbefore theyactuallyhappen.Thus, these twoapproachesdiffer from
Chapter3.FrameofReference
44
themoretraditionalmaintenanceapproachthathasarathercorrectivenature(Jingranetal.,2015).
Utilizing real time data for predictive maintenance can facilitate both prediction andpreventionofbreakdownsinaproductionfacility.Predictivemaintenanceincludesusageofsensorswiththepurposeofmonitoringthemachineryinacontinuousmanner.Thisisdone toavoidbreakdowns thatarenotplanned,butalso todecidewhenmaintenance isrequired instead of applying planned maintenance on a fixed schedule. Moreover, IoTprovidesanopportunitytoalterthemaintenancesetupfrombeingfocusedonrepairsandreplacements,tobeingfocusedonpredictingandpreventingupcomingevents.Improvingthemaintenance in a firm’s factory is considered to be away to create increased value(McKinseyGlobalInstitute,2015).ByexploitingtheopportunitiesassociatedwithIndustry4.0, big data and IoT, companies can potentially reduce maintenance costs significantly(Ramin,2016).
It is partly development of IoT sensors that enables the wider data collection fromequipment and machines. Then, the collected data can be combined with a big dataapproach to develop predictive and preventive maintenance (Jingran et al., 2015). IoTbasically provides a systematic opportunity to supervise how well the machinery isperforming(McKinseyGlobalInstitute,2015).
In addition, thenewmaintenance opportunities canbedescribed as self-aware and self-maintainedmachines.Here,themachinescanassesstheircurrenthealthandwearstatusbythemselves.Data-drivenalgorithmscancompletethehealthassessmentwithdatafromboththespecificmachineandtheexternalenvironment(Lee,Kao,&Yang,2014).Anotherwayto integratebigdataandIoTintomaintenanceistotriggeralertswhenthemachineoperatesoutsidespecificparameters(Rotter,2016).
In amanufacturing company, the equipment can be considered to be a vital part of theproduction and closely connected to the performance of the overall production process.Regarding equipment management, two factors are of great concern, namely the wearestimation and energy consumption (Jingran et al., 2015). Utilizing sensors andconnectivity provides an opportunity to supervise equipment in real time. This makesmore cost-efficient maintenance setups possible. For example, it enables detection andrepairs of machines prior to breaking the upstream machines or even shipping faultyproducts(McKinseyGlobalInstitute,2015).
TheactualreductionofcostsformaintenanceofequipmentassociatedwithIndustry4.0isestimated to be somewhere between 10 and 40 percent (Ramin, 2016). In addition, thedowntimeofdevicescanbedecreasedbyasmuchas50percentandtheusefullifelength
Chapter3.FrameofReference
45
ofmachinerycanbeincreasedresultinginuptofivepercentlowercostsforinvestmentsinequipment(McKinseyGlobalInstitute,2015).
3.6.4 Product Recovery Newproductsareconstantlyintroducedintothemarket.Asaresult,theproductlifecycleisusuallyshortened.Toadapttheproducttotheconstantchangeandtominimizenegativeimpactonthecompanyandtheexternalenvironment,wasteshouldbehandledinacorrectmanner.Thismeansthatmaterialandequipmentshouldberecycledorreusedifpossiblewhen reaching the decline phase. Even though, it is not possible to produce a certainproductanymore,allitscomponentsarenotworthless.Thismakesitanimportantmattertopredictthelengthofthelifetimeofthecomponents.Bigdatacanbeusedtoaccomplishqualifiedpredictionswithsupport fromhistoricaldata. In thesameway,bigdatacanbeusedtoassesswhichpartoftheequipmentthatcanbereusedsomewhereelse(Jingranetal., 2015). However, the product recovery application is not further discussed in thismaster’sthesisduetoitsfocusanddelimitations.
3.6.5 Logistics Inadditiontomanufacturingoptimizationandmaintenance,logisticsplayavitalpartoftheefficiency in a production process. It includes both inventory management and producttransportation (Jingran et al., 2015). However, the logistic application is not furtherdiscussedinthismaster’sthesisduetoitsfocusanddelimitations.
3.7 Required IT Landscape ThereisarequiredITlandscapeforbigdataandIoTtoworkinapropermanner.Manyofthesekeycomponentsexistedbeforetheconceptsofthetwotechnologiesweredeveloped.Duetolowerpricesofthehardware, largerprocessingpower,networkcapacityandnewwaystostore,bothbigdataandIoTaremoreaccessible(McKinseyGlobalInstitute,2015).Thissectionprovidesapresentationofhardware,softwareandcompetencerequirementsthatareessentialtofulfillasuccessfulutilizationofthetwotechnologies.
3.7.1 Hardware Requirements There are several enabling technologies of IoT to generate appropriate data in amanufacturing company. The aimhere is not to give a comprehensivedescription, but abrief understanding of what role each technology plays for big data and IoT. Keycomponents of IoT include among others, the tags and systems for Radio FrequencyIdentification (RFID). RFID is not a new technology and it has existed since the SecondWorldWar.However,due to today’s lowerprices itspopularityhas increased.TheRFIDtechnologycanreplacebarcodeandscannertechnologies(Junetal.,2009).
Chapter3.FrameofReference
46
ThetwocomponentsoftheRFIDtechnologyareatransponderoratagaswellasaRFIDreader.Whenthetagiswithinacertaindistanceofareader,itreactswithanimpulseandwhatever information the tag holds, is transmitted to the reader through wirelesscommunication on radio frequencies (Jun et al., 2009). As a result, objects can bemonitoredinrealtimewithoutbeingspottedbythehumaneye(Atzori,Iera,&Morabito,2010). Thismeans thatRFID tags basically eliminate delays associatedwith informationsharing (Delen, Hardgrave, & Sharda, 2007). Monitoring objects and integrating theirlocationinthevirtualworldaretwofunctionalitiesthatarealignedwiththeIoTapproach(Atzori,Iera,&Morabito,2010).
AnotherkeyhardwarecomponentofIoTisthesensor.SimilartotheRFID,thetechnologyisusedtotrackthestatusofobjects,suchaslocations,temperaturesorairhumidity.Thegap between the physical and the digital world can decrease by gathering informationaboutaspecificenvironment(Atzori,Iera,&Morabito,2010).
3.7.2 Software Requirements For the hardware components to collect data in an efficientmanner, a trustworthy datanetwork is necessary. First, when operating data in a production site, the data networkmustbeadaptedtotheexistenceoflargeamountsofelectromagneticinterference.Second,as large flows of data exist between the IoT hardware components, machines and ITsystems, the network requires high-bandwidth. This means that a network can becomprisedofsoftware,hardware,dataflowsanddevices(McKinseyGlobalInstitute,2015).
AnotherrequirementforbigdataandIoTataproductionsiteishowthedataismanaged.To account for the challenges previously described, the data must both be stored andanalyzedinanefficientway.Thedatacaneitherbestoredoninacloudoronaserver.Dueto recent technology development, the cost of data storage through a cloud servicecontinuestodrop(Bi,Xu,&Wang,2014).
AcloudisbasedonInternetProtocol(IP)connectionsthatenablelarge-scaledatastorage.This software component has a self-service nature, where users can access the data orinformation themselveswithoutusing ITassistance.Asa result, information sharingandsystemflexibilityincreases.Furthermore,thecloudhasahighelasticity.Dependingonthequantityofthedatastorageataspecificmoment,theuserscaneitherincreaseordecreasethecapacitytocontinuouslyoptimizingthestoragecapacity(Bi,Xu,&Wang,2014).
Whenimplementingacloudfordatastorage inacompany, thesecurityaspectshouldbeconsidered(McKinseyGlobalInstitute,2015).Thetraditionalwaytostoredataisthroughaninternalserver.Bietal.(2014)arguethatserverscauseineffectivedataexchangeandinflexibilityandthatacloudservicecansolvetheseissues.However,acloudisnotsuitable
Chapter3.FrameofReference
47
in all business environments. Small companiesor startupsbenefit fromstoringdata in acloud,while a transition from servers to a cloud setup is too expensive formany largercompanieswhoalreadyuseserverstostoredata(Forbes,2013).
ToreachthepotentialbenefitsofbigdataandIoT,thecorrecttoolsforanalyticsalsoplayan important part. In other words, algorithms are needed to understand and identifypatternsintherealtimedatacollectedfromRFIDtags,sensorsormachines.Furthermore,the results from the analytics must be presented in a useful way, meaning that theinformationhastobevisualizedforthespecifieduser(McKinseyGlobalInstitute,2015).
3.7.3 Competence Requirements AsbigdataandIoTareimplementedinamanufacturingcompany,notonlythetechnologyrequirementsplayan important role. In fact, the competenceof theemployeeshasabigimpactonthesuccess(McAfee&Brynjolfsson,2012).
Utilizingbigdataand IoTarenotabout reducing thenumberofemployees. Instead, it isabout empowering the employees in their daily work. As a matter of fact, studies evenshowthatbigdataandIoTmayleadtoanincreaseintheemploymentlevelduringthenextcoming ten years. For example, competencies inmechanical engineering, IT technologiesand software development will be required to a wider extent than before. However, itshould be pointed out that some work tasks, such as repetitive ones, may change incharacter.Thus,differentskillsthanintoday’sfactorieswillberequired(Rüssmannetal.,2015). For new technologies, such as big data and IoT, to be successful the rightcompetenciesareneededbothonanoperationalandastrategiclevel(Mörstam,2016).
Traditionally, the work tasks on an operational level can include simple and repetitivetasks, quality controls or reactive maintenance. The tasks canalso include physicallychallenging duties or requiring handling of dangerous substances. Today,many of thesetaskscanbereplacedbystandardizedrobots,whichimprovetheworkingconditionsoftheoperators significantly. The assignments, including quality controls and reactivemaintenance,canalsoshiftfocusasbigdataandIoTareutilized.Duetothetechnologicalchanges, the traditional tasks aremodified and theoperators focusmoreon supervisionthan performing the tasks themselves. In order for this change to be successful, thecombined competence in the areas of production and IT is crucial (Mörstam, 2016).Furthermore, Mörstam (2016) describes this competence as a hybrid, where theknowledge of the operators should be combined with knowledge of IT. In addition, theoperatorsneed topossess soft requirements of openness to change and cross-functionallearningaswellasflexibilitytochangetasks.Toreachthenewcompetencerequirements,manufacturingcompaniescanneedtoreeducatetheiremployees(Mörstam,2016).
Chapter3.FrameofReference
48
To manage the technology changes on a more strategic level, specific leadership ormanagement qualities are needed. Here, the aspect of awareness of the technologicalopportunitiesandchallengesisincluded.Themanagementmustalsoadaptthefunctionstoenable new digital ideas. Another included quality is an open attitude towards thedigitization,experimentingandpossiblefailures.Afinalqualityshouldbeanenablerintheorganization,where all employees are able to fulfill reasonable requirements (Mörstam,2016).
3.8 Implementation Clearly, there are a number of important factors to consider for enabling a successfuladoption of big data and IoT (McAfee & Brynjolfsson, 2012; Rüssmann et al., 2015).Additionally, there are common issues that may result in significant failure rates whenconsidering implementation of IT projects (Standing et al., 2006). Thus, these aspectsshouldbekeptinmindinordertosuccessfullyutilizebigdataandIoTinamanufacturingcompany. This section provides an elaboration regarding key challenges concerning theimplementation of IT projects as well as what critical success factors there are forimplementingbigdataandIoTinamanufacturingcompany.
3.8.1 General Challenges of Implementing IT Projects ThefailureorsuccessofITprojectsishardtodefine.However,whenimplementinganITproject,therearenumeroussourcesoftheproblemsthatmaybeencountered.Generally,itis common that IT projects fail to live up to the implied original expectations andobjectives.Therearevariousfailuresthatusuallyoccurasaresultofeitheroneorseveralpotentialunderlyingreasons.Theknowledgeleveloforganizationalproblemsmaybetoolow,theremaybeatoolowdegreeofuserinvolvement,atoopoortrainingoftheusers,oran insufficient alignment of the IT adoption and the company’s business strategy. Inaddition, poor leadership, changed user requirements, non-existing support from the ITdepartment, and the size and complexity of the project are also commonly occurringreasonsoffailures.ThesefactorsshouldallbekeptinmindandavoidedinordertoenablesucceedingwithanITproject(Standingetal.,2006).
Incontrast,successfulprojectscanbedefinedastowhatdegreetheprojecttakespart inreachingthegoalsof the firm.Thepeoplemanagingtheprojectsaswellas theirsupportplayanimportantroleregardingwhethertheprojectfailsorsucceeds.Importantfactorstosucceed with an IT project include meeting the requirements of the user, meeting thebudgetandstayingwithinthetimeframeoftheproject. Inaddition, it is importanttobeabletoassessrisksoftheproject(Standingetal.,2006).
Chapter3.FrameofReference
49
3.8.2 Critical Success Factors of Implementing Big Data and Internet of Things InordertobenefitfromthepotentialofbigdataandIoT,itisimportantthatmanufacturingfirms make prioritizations regarding the processes in their production. For example,important aspects to improve should be recognized. Quality, speed, productivity, andflexibilityareall includedones.After this, itshouldbe investigatedhowbigdataandIoTcan be used regarding the identified aspects. Here, it is important to see how thesetechnologicaladvancescanbeutilizedtomakeasignificantalterationpossible,ratherthanonlyrelyingonapproachesofanincrementalcharacter.Itcanalsobeconsideredhowbigdata and IoT can be combinedwith the remaining seven technological advances for thepurposeofreachingfundamentalchanges(Rüssmannetal.,2015).
Additionally,itisofhighimportancethatproducersincreaseandalterthecompetenciesoftheiremployees.Astrategicplanregardingthecompetenciesshouldbeperformedbasedonananalysisofthelong-termimpactofthechanges.Forexample,thiscouldbeconductedthrough adapting the recruitment, altering current roles, and providing professionaleducationinordertoprovidetheemployeeswiththeITknowledgethatwillbeanecessityinthefuturestate(Rüssmannetal.,2015).
Moreover, it is considered that firms have to be able to handle alterations efficiently inorder to realize the complete potential of big data and IoT. There are numerousmanagementchallengesthatarenecessarytohandletosucceedwithbigdata.Includedareonesrelatedtothedecision-making,technology,leadership,talentmanagement,andtothecorporateculture(McAfee&Brynjolfsson,2012).
3.9 Summary of the Frame of Reference When considering utilizing the potential of technological advances, such as big data andIoT,itisofhighimportancethatcompaniesactuallyunderstandtherequirementsoftheirown products. As mentioned, the implied product requirements vary depending on thematurity of the product. Thus, the product requirements can be understood based on amodel such as the PLC. In addition, the product can be understood in terms of beingfunctionalorinnovative.Byunderstandingtheproductproperly,themostsuitablesupplychainstrategycanbeapplied.Itisalsovitaltounderstandwhatinformationthatactuallyisnecessarytocollectandwhatitshouldbeusedfor.
Therearemanypotential advantages andapplicationsofbigdata and IoT,but therearealsoseveralchallengesthatshouldbeconsidered.Thus,beforestartingwithanadoptionofbig data and IoT in a firm’s manufacturing process, the company should have a clearpicture ofwhat they actuallywant to achievebydoing so. In addition, it is important tohaveaclearpictureofwhointheorganizationshouldfacilitatetheworkwithbigdataand
Chapter3.FrameofReference
50
IoT.Forexample,employeeswithanalyticalskillsarerequiredtoanalyzeallthegeneratedandcollecteddata.Clearly,itisimportanttoconsiderwhomthedataisrelevantfor.
Additionally,therecouldberisksofbigdataandIoTbeinghypedtechnologicaladvances.How risk averse the company is, determines when it is most feasible to invest in theemerging technologies. Even though, bigdatawas removed fromGartner’s hype cycle in2015,someprofessionalsconsiderthismovementaspremature.Then,thereisalsothefactthatbigdataisavagueterm,whichfurtheraddstotheserisks.
BigdataandIoTbothhaveseveralpotentialapplications.Includedonesareintheareasofdesign,manufacturingoptimization,preventiveandpredictivemaintenance, logistics,andproduct recovery.When considering the various applications, it is of high importance toconsider the requirements implied by the products’ characteristics. It is also crucial tounderstand the own firm’s supply chain strategy in order to ultimately enable achievingstrategicfit.
AcompanyconsideringexploitingbigdataandIoTshouldmakesuretobeequippedwiththesufficientsoftware,hardwareandcompetencies.Moreover,topmanagementsupportisa vital factor to succeed when implementing an IT project, such as when consideringutilizing big data and IoT. Finally, a company’s success in the adoption of technologicaladvancescanbefacilitatedthroughmakingadjustmentsinincrementalsteps.

Chapter4.EmpiricalData
51
4 Empirical Data Several elements from the single case study are presented in this chapter. First, a generalbackgroundofthecompany,thechangingbusinessenvironmentandthechosenproductarediscussed. Then, the production process is presented, in terms of the actual steps, datacollection,andimprovementopportunities.Inadditiontotheproductionprocess,thegeneralITlandscapeiselaboratedon.Finally,keyfindingsfromthecasestudyarediscussed.
4.1 Company Background Today, SM produces products that are sold in more than hundred countries (SwedishMatch, 2015d). The products of SM are divided into three categories, namely Snus andmoistsnuff,Additional tobaccoproducts,suchascigarsandchewingtobacco,andLights,includingmatchesandlighters.Thelargestcategoryissnusandmoistsnuff,representing38percentoftherevenueand62percentoftheoperatingprofit(SwedishMatch,2015a).Themainmarkets forthiscategoryare located inSweden,NorwayandtheUnitedStates(Swedish Match, 2015c). Well-known brands included in the category are General,GöteborgsRapéandLonghorn(SwedishMatch,2015a).
Thecompanyis the leadingplayermanufacturingsnus intheScandinavianmarket.Morespecifically, SM has amarket share of 70 percent in Sweden and 60 percent in Norway(SwedishMatch,2015a).IntheUnitedStates,SMhasapositionasthelargestmanufacturerof chewing tobacco, the second largest actor in the snusmarket, andas the third largestproducerofmoistsnuff(SwedishMatch,2015d).
In2014,SMhad4,395employeesandtherevenuewas13,305millionSEK(SwedishMatch,2015a).Moreover,SMoperatesinninecountriesandhavetwelvefactorieslocatedinsixofthosecountries.The largestproductionfacilitiesare located inSweden, theUnitedStatesandtheDominicanRepublic(SwedishMatch,2015d).SnusandmoistsnuffareproducedinSwedenrespectivelyintheUnitedStates.InSweden,SMhasproductionfactoriesforsnusinGothenburgandKungälv(SwedishMatch,2015c).
Swedish Match owns and operates a large part of the value chain of their snus, fromsourcingthecomponentstosellingtheproductstoSwedishMatchDistribution(SMD).Inthismaster’sthesis,SMandSMDaretreatedastwoseparatecompanies,eventhoughtheyare both part of the same corporate group. Therefore, SMD is represented as the onlycustomer of SM. SM provides the products to the customer’s distribution center (DC)regularly.However, if inventory is loworstockoutsoccur,SMcanrespondwithina fewdays (Managers at SM, 2016). Then, SMD takes responsibility to deliver the goods toretailers and consumers. In addition, SM has a number of suppliers who deliver raw
Chapter4.EmpiricalData
52
tobacco,plasticcans,lidsandlabels.Therawtobaccoharvestedineachregiononceayear,thereforetherawtobacco isdeliveredtoSMinconnectiontothis.The inventory leveloftherawtobaccocorrespondstooneyear’sproduction.While,thecans,lidsandlabelsaredeliveredonadailybasisfortheproductiononthefollowingday(ProjectmanagersatSM,2016).
4.1.1 Factory Conditions ThefactoryinGothenburgopenedin1981(Näringsliv,2014).Theequipmentinthefactoryhasgraduallybeenupdated.Asaresult,thereisalargevarietyofoldandnewmachinery.Asignificantpartofthemachineryhasalowreplacementrateandsomemachineshaveevenbeen in the factory since the start (Managers at SM, 2016). The Kungälv factory, on theother hand, opened in 2003 and is equippedwith new production technology (SwedishMatch,2003).SincethefactoryinKungälvismoremodernandbuiltmorerecently,thereare some differences in the conditions, technical maturity and the amounts of datacollectedinthetwofactories.However,theproductionprocessesofthetwofactoriesaresimilarwhenstudiedfromahigherperspective(ManagersatSM,2016).
Historically,SMhasproduced largevolumesof fewproductsaccording toasupplychainstrategydrivenbyminimizingcosts.However,SMhasstrivedtoadapttowardsastrategythatconsidersthemarketmoreinrecentyears.Inotherwords,thisnewerintentionisonattaining an increased level of responsiveness towards their customers and consumers(ManagersatSM,2016).
4.1.2 Changing Business Environment Aspreviouslymentioned,thecompetitiveenvironmentofsnushaschangedinScandinavia.Significantchangeshavebeeninitiatedasthemarkethasgonefrombeingamonopolytoacompetitivelandscapewithprice-pressuringcompetitors.Toremaincompetitivewhentheconditions have changed, SM has both diversified their product portfolio and put moreemphasisonqualityandawareness(ProjectmanagersatSM,2016).
Astheproductportfolioisincreasinglydiversified,thenumberofSKUsincreaseandmoredata needs to be handled. To manage all data, SM has implemented many stand-alonesystems. These information systems gather data themselves and are not integratedwiththeothersystems.Therefore,itisaperceptionthatlargeamountsofdataarecollected,butasthedata isbasicallystored in information islands, itcannotbeanalyzed inanefficientmannerandaholisticviewcannotbereached. Inaddition,whenpurchasingstand-alonesolutions,thecompanyusuallyonlyutilizepartsofitspotential,whilepayingthefullprice(ManagersatSM,2016).

Chapter4.EmpiricalData
53
SMcaresfortheiremployees,morespecificallytheirworktasksshouldbemanageableandtoomuchpressureshouldnotbeputonsingleemployees.Therefore,tofacilitatethedailytasksof theoperators asmuchaspossible is an important aspect to consider and strivetowards achieving. This has become especially important during recent years, as thecomplexityintheproductionprocesshasincreasedduetotheriseinnumberofSKUs.Inaddition, the employees need to keep much knowledge in their heads, as standardizedsolutionsarenotalwayspossibleintoday’sproductionprocess.Previously,therehasbeena tendency to perceiving new IT systems as a simple solution to the problem, even if itmeanspurchasingstand-alonesystems. It is important tomakesure toavoidputting toomuchpressureontheemployees,bothforhealthandefficiencyaspects,thussomesortofnewandintegratedITapproachcouldbeananswertotheissue(ManagersatSM,2016).
The vision of SM is a world without cigarettes (Swedish Match, 2015a). It supports thereduction of cigarettes as well as continuously improved quality and awareness of theproduct.SMhasdevelopedaqualitystandardknownasGOTHIATEK®.Itaddresseslimitsof undesirable substances and is based on the three cornerstones quality, openness andconsumer care. The standard is stricter than the regulations implied by the SwedishNational Food Agency, Livsmedelsverket andWorld Health Organization (WHO). This isconsideredasafactthatismakingthecompanyunique(SwedishMatch,2015b).
Toattaintheselowlevelsofundesirablesubstances,alargeamountofbothplanningandresearch is required (Project managers at SM, 2016). The company also emphasizes onqualitythroughouttheentireproductionprocess.Iftheindividualsnusportionorthecandoes not meet the requirements, it is rejected. Many rejections result in large wastevolumes(ManagersatSM,2016).
4.2 The Portioned Packed Snus Original General ThePSOGeneral isoneofSM’slargestproductswhenconsideringsalesvolumesandcanbe categorized as a standard product in SM’s product portfolio. The PSO General wasintroducedinthesnusmarketin1985,butthebrandGeneralactuallycelebratesits150thbirthdaythisyear(SwedishMatch,2016a).ThebrandGeneralconsistsofdifferentproductcategory, see Table 4.1. Each type of General has a varying production process. Asmentioned,thismaster’sthesisfocusesonthePSOGeneral.ThePSOGeneralisthebrownrandompackedsnusandisitsownproductcategory(ProjectmanagersatSM,2016).

Chapter4.EmpiricalData
54
LooseSnus PortionedPacked
SnusOriginal
StarFormed
PortionedPacked
SnusWhite
RandomFilling
PortionedPacked
SnusWhite
Table4.1DifferenttypesofproductcategoriesincludedintheGeneralBrand
Today, General accounts for the largest market share when considering the premiumsegment for snus in Sweden. In addition,General is SM’s largest product inNorway andthere is a positive trend for the brand in theUS (SwedishMatch, 2015a). The product’sfeaturesvarydependingonthemarket.Forexample,thelabelsonthecanandtheweightofthepouchchangedependingonwhichmarkettheproductissoldon(OperatorsatSM,2016).Thedemandof theproduct is stableand increases inapace that is slightly lowerthan the pace inwhich the entiremarket’s demand increases. In addition, the consumerdemandoftheproductisnotseasonallybased,butitisstableallyeararound(ManagersatSM, 2016). Due to the importance of General, it is prioritized if there would be anyshortagesintheproductionprocess,whichlimitsthepossibilitytoproduceallothergoodsasintended.Inotherwords,emptyshelvesarenotanoptionasthePSOGeneralshouldbeavailablewheneveritisdemanded(ProjectmanagersatSM,2016).
General is a premium product, therefore the consumer value high quality and a strongbrand.Theproductalsohasahighprofitmargin.Generally,thisistrueforalltheSMsnusproducts. As previously mentioned, there are also many competitors for this specificproduct.Basic ingredients include tobacco flour,water and salt (Managers at SM, 2016).Figure4.1displaysacancontainingthePSOGeneral.
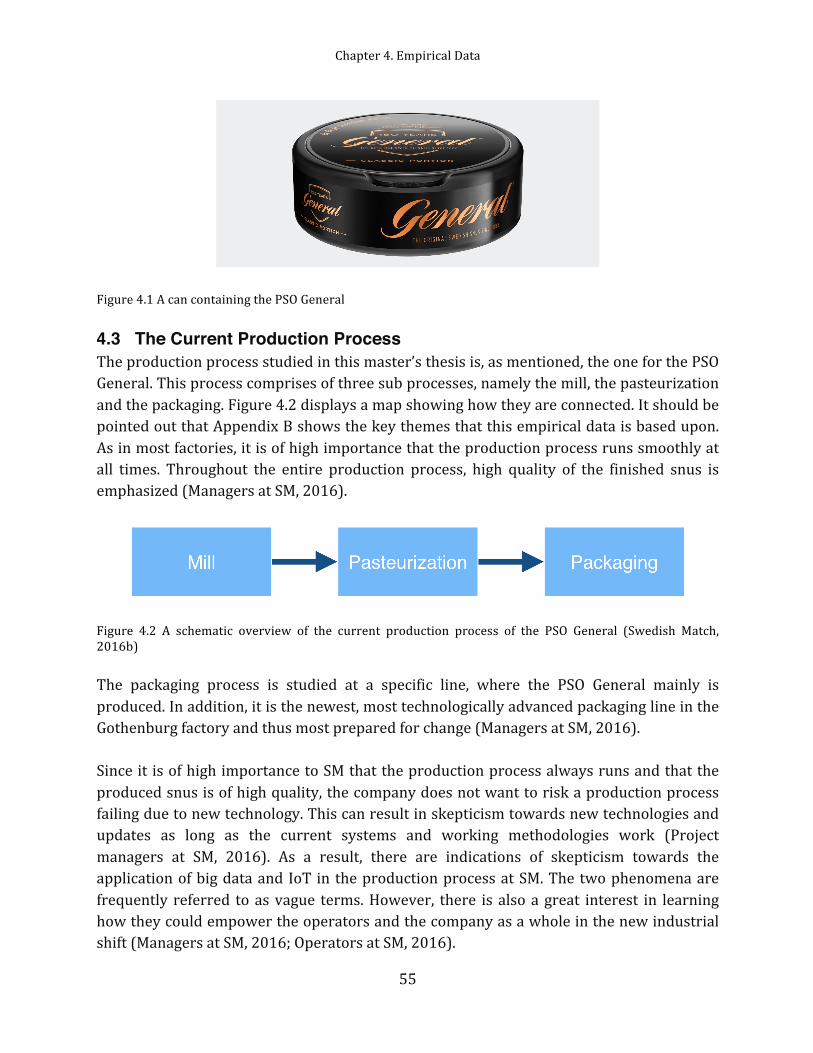
Chapter4.EmpiricalData
55
Figure4.1AcancontainingthePSOGeneral
4.3 The Current Production Process Theproductionprocessstudiedinthismaster’sthesisis,asmentioned,theoneforthePSOGeneral.Thisprocesscomprisesofthreesubprocesses,namelythemill,thepasteurizationandthepackaging.Figure4.2displaysamapshowinghowtheyareconnected.ItshouldbepointedoutthatAppendixBshowsthekeythemesthatthisempiricaldataisbasedupon.Asinmostfactories,itisofhighimportancethattheproductionprocessrunssmoothlyatall times. Throughout the entire production process, high quality of the finished snus isemphasized(ManagersatSM,2016).
Figure 4.2 A schematic overview of the current production process of the PSO General (Swedish Match,2016b)
The packaging process is studied at a specific line, where the PSO General mainly isproduced.Inaddition,itisthenewest,mosttechnologicallyadvancedpackaginglineintheGothenburgfactoryandthusmostpreparedforchange(ManagersatSM,2016).
Sinceit isofhighimportancetoSMthattheproductionprocessalwaysrunsandthattheproducedsnusisofhighquality,thecompanydoesnotwanttoriskaproductionprocessfailingduetonewtechnology.Thiscanresultinskepticismtowardsnewtechnologiesandupdates as long as the current systems and working methodologies work (Projectmanagers at SM, 2016). As a result, there are indications of skepticism towards theapplicationofbigdataandIoT in theproductionprocessatSM.Thetwophenomenaarefrequently referred toasvague terms.However, there is alsoagreat interest in learninghowtheycouldempowertheoperatorsandthecompanyasawholeinthenewindustrialshift(ManagersatSM,2016;OperatorsatSM,2016).
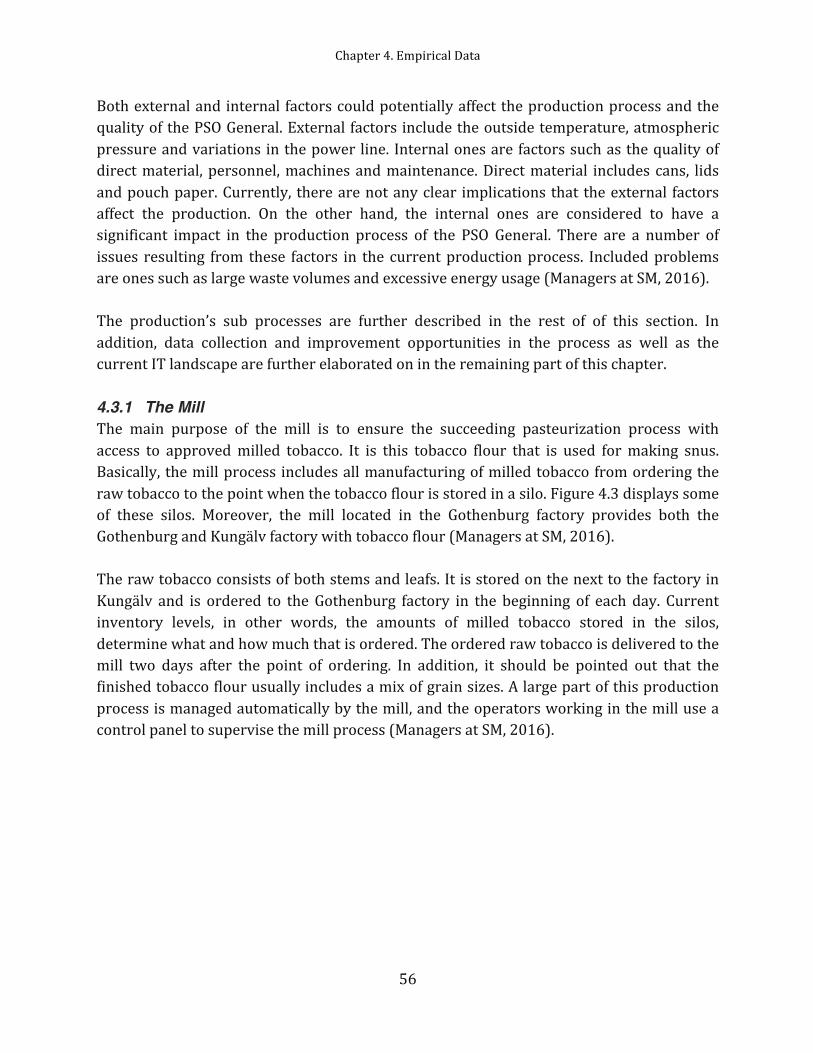
Chapter4.EmpiricalData
56
Bothexternalandinternal factorscouldpotentiallyaffecttheproductionprocessandthequalityofthePSOGeneral.Externalfactorsincludetheoutsidetemperature,atmosphericpressureandvariationsinthepowerline. Internalonesarefactorssuchasthequalityofdirectmaterial,personnel,machinesandmaintenance.Directmaterial includescans, lidsandpouchpaper.Currently, therearenotanyclear implicationsthat theexternal factorsaffect the production. On the other hand, the internal ones are considered to have asignificant impact in the production process of the PSO General. There are a number ofissues resulting from these factors in the currentproductionprocess. Includedproblemsareonessuchaslargewastevolumesandexcessiveenergyusage(ManagersatSM,2016).
The production’s sub processes are further described in the rest of of this section. Inaddition, data collection and improvement opportunities in the process as well as thecurrentITlandscapearefurtherelaboratedonintheremainingpartofthischapter.
4.3.1 The Mill The main purpose of the mill is to ensure the succeeding pasteurization process withaccess to approvedmilled tobacco. It is this tobacco flour that is used formaking snus.Basically, themillprocess includesallmanufacturingofmilledtobaccofromorderingtherawtobaccotothepointwhenthetobaccoflourisstoredinasilo.Figure4.3displayssomeof these silos. Moreover, the mill located in the Gothenburg factory provides both theGothenburgandKungälvfactorywithtobaccoflour(ManagersatSM,2016).
Therawtobaccoconsistsofbothstemsandleafs.ItisstoredonthenexttothefactoryinKungälv and is ordered to theGothenburg factory in the beginning of each day. Currentinventory levels, in other words, the amounts of milled tobacco stored in the silos,determinewhatandhowmuchthatisordered.Theorderedrawtobaccoisdeliveredtothemill two days after the point of ordering. In addition, it should be pointed out that thefinishedtobaccoflourusuallyincludesamixofgrainsizes.Alargepartofthisproductionprocessismanagedautomaticallybythemill,andtheoperatorsworkinginthemilluseacontrolpaneltosupervisethemillprocess(ManagersatSM,2016).

Chapter4.EmpiricalData
57
Figure 4.3 Silos where the milled tobacco flour is stored until it is needed in the pasteurization process(SwedishMatch,2016b)
TheStepsoftheMillProcessAsoutlinedinFigure4.4,sixstepsfollowaftercardboardboxescontainingtherawtobaccoarrivetothemill.First, theboxesarestoredonpalletsuntil there isenoughspace inthesubsequent steps. Second, the cardboard boxes are put on a conveyor belt, which isbringingthemforwardtothenextstepandtheoperatorsperformavisualinspection.Thisinspection includesmakingsure to removeanymaterialnot intended for theproductionprocessaswellasdiscardingrawtobaccoofpoorquality.Third, theactualmillingof theraw tobacco and sieving of themilled tobacco takes place. This includes cutting the rawtobacco into pieces that more easily can be handled by the mill. Then, the tobacco isprocessedthroughamillafterwhichthemilledtobaccoissieved.Thismeansthatgrainsthat are too large to comply with the recipe's specified granularity are sent back andprocessedthroughthemillonemoretime.Fourth,themilledtobaccoisprocessedthroughamixingmachine,whichblendsvariousgrainsizes toattainahomogenouscomposition.Themixingmachine isstartedmanuallyafterthemillhasstopped. Itstopsautomaticallyafter a predetermined time has elapsed. Fifth, themoisture and fraction division of themilledtobaccoiscontrolled.Sixth,theapprovedtobaccoflourforthePSOGeneralisstoredinasilousedforthisspecificflour.Thisstepisstartedmanually(ManagersatSM,2016).The flour can be stored in the silos for a long period of time as it does not go bad. Theaveragetimeis18days(OperatorsatSM,2016).
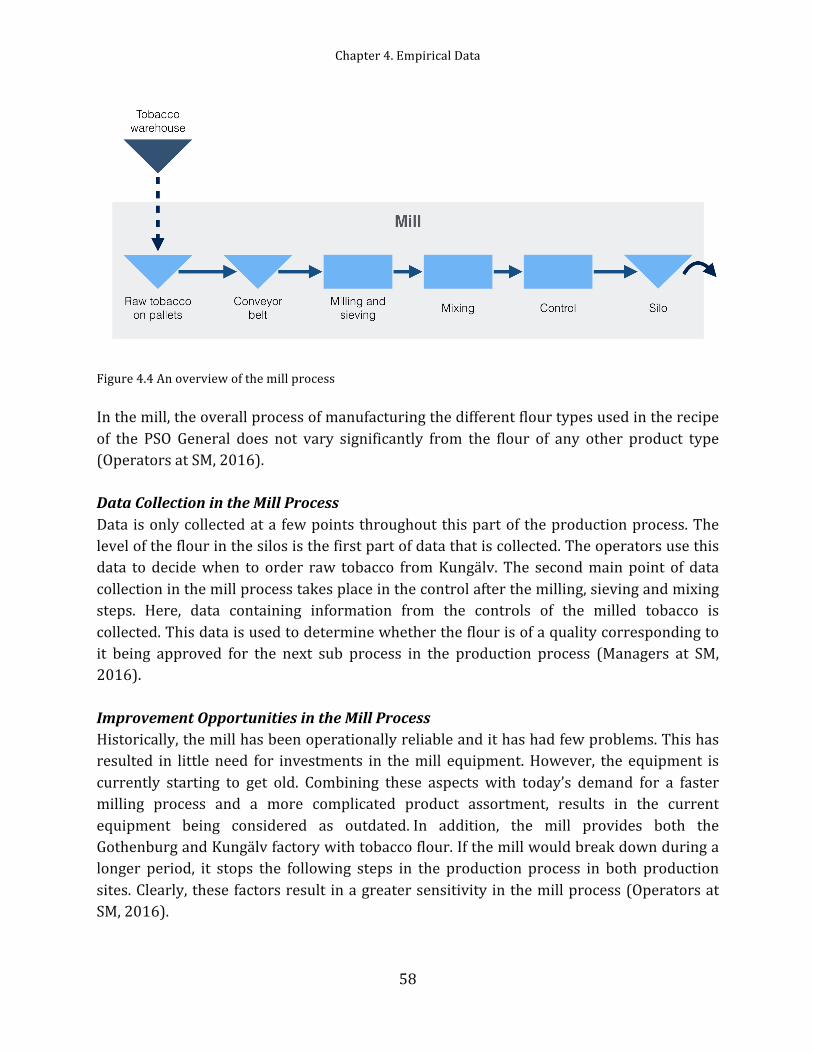
Chapter4.EmpiricalData
58
Figure4.4Anoverviewofthemillprocess
Inthemill,theoverallprocessofmanufacturingthedifferentflourtypesusedintherecipeof the PSO General does not vary significantly from the flour of any other product type(OperatorsatSM,2016).
DataCollectionintheMillProcessData isonlycollectedata fewpointsthroughoutthispartof theproductionprocess.Theleveloftheflourinthesilosisthefirstpartofdatathatiscollected.Theoperatorsusethisdata to decidewhen to order raw tobacco fromKungälv. The secondmainpoint of datacollectioninthemillprocesstakesplaceinthecontrolafterthemilling,sievingandmixingsteps. Here, data containing information from the controls of the milled tobacco iscollected.Thisdataisusedtodeterminewhethertheflourisofaqualitycorrespondingtoit being approved for the next sub process in the production process (Managers at SM,2016).
ImprovementOpportunitiesintheMillProcessHistorically,themillhasbeenoperationallyreliableandithashadfewproblems.Thishasresulted in littleneed for investments in themill equipment.However, the equipment iscurrently starting to get old. Combining these aspects with today’s demand for a fastermilling process and a more complicated product assortment, results in the currentequipment being considered as outdated.In addition, the mill provides both theGothenburgandKungälvfactorywithtobaccoflour.Ifthemillwouldbreakdownduringalonger period, it stops the following steps in the production process in both productionsites.Clearly,thesefactorsresult inagreatersensitivity inthemillprocess(OperatorsatSM,2016).
Chapter4.EmpiricalData
59
The operators working in the mill have deep knowledge and skills, which clearly isrequiredbythecurrentsetuptoattaintobaccoflourofafeasiblequality.Humanjudgmentisrequiredtocontrolthemilledtobaccoduringtheprocess.Thismakesitistroublingthatthe staff turnover increases. Much of the daily work in the mill considers processsupervision, addition of tobacco and taking samples, which are all necessary factors toensureagoodqualityof thetobaccoflour.An increaseddegreeofautomationcouldeasethe work of the operators as well as reduce the risks of errors, stops and employeeschangingjobs(OperatorsatSM,2016).
Additionally,thereislackofrealtimecontrolinthemill.Asmentioned,theprocessstartsand the flour is controlled and analyzed firstwhen thewhole process is completed. Theonlymeasurement takenduring theprocess iswhen theoperatorsmeasure the flowsofmilled tobacco through the system, which is done by feeling it with their hands.Furthermore, there are no sensors measuring environmental conditions, such astemperature or air humidity. As the samples are taken when the entire process iscompleted,adjustmentsaredifficult tomake.Theonlyway tochange thecompositionofthe finished flour is to redo the entire process, which is not economically feasible.Therefore, the tolerancespectrums for themoistureand the fractiondivisionapplied forapproving the quality of the flour are rather wide. In addition, there is a limitedunderstandingofwhythefinishedflourvaries(ManagersatSM,2016).
Furthermore, there isnodirectconnectionbetweenthemillandthesubsequentsteps intheproductionprocessintermsofqualityandinformationsharing.Thisisdemonstratedintwomainways.First,thereislittleknowledgeregardinghowthecharacteristicsofcertaintobacco flour affect the later packaging. The characteristics can include the humidity,fractiondivisionaswellasthecompositionofdifferentrawtobaccotypes.Dependingonwhether the tobacco is grown in the United States or in Indonesia, the type of tobaccodiffers.Little isknownregardingwhetherandhowthisaffects themanufacturabilityandtheproductionprocess.Second,thelittleinformationthatactuallyiscollectedisregisteredinanExcelsheetwithinthemillfunction,whichisnotsharedwiththeothersubprocessesintheproductionprocess(ManagersatSM,2016).
4.3.2 The Pasteurization The main purpose of the pasteurization process is to ensure the subsequent packagingprocesswith access to packable snus. Thus, the snus needs to be of a good quality. Thepasteurization process includes the actual pasteurization of the tobacco, the addition offlavor according to the recipe and to deliver the snus to the packaging process. Theresponsibleoperatorplansthestartofnewrecipesonadailybasis.Thisworkissupportedbythecollectionofupdatedanddetailedplanninglistseverymorning.Theplanning lists

Chapter4.EmpiricalData
60
are based onwhat products that are packed at the packaging process (Managers at SM,2016).AnexampleofamixerinwhichthesnusispasteurizedisvisualizedinFigure4.5.
Figure4.5Amixerusedtopasteurizethesnus(SwedishMatch,2016b)
TheStepsofthePasteurizationProcessThe pasteurization process follows right after the mill process and comprises of sixsubsequentsteps,seeFigure4.6.Themajorityofthestepsinthissubprocessaremanagedautomatically. First, a specified recipe is started when the planning is finished and allrequiredadditivesareavailable.Salt,waterandtobaccoflourareaddedtothemixerandprocessedbetween16and24hoursdependingon the typeof snus.The tobacco flour isretrievedfromthesilosinthemill.Second,substances,suchasflavorandsodaareaddedto the snus in the mixer and it is tumbled. Note that the tobacco is processed throughpasteurization and cooling in themixer. Third, the chemical analysis laboratory takes asample of the snus in the mixer to control that predetermined specifications are met.Fourth, the tobacco is emptied into containers once the sample is approved. Fifth, thecontainersarestoreduntiltheyareemptiedintothepackagingline.Ifthecontainerwithsnusistobestoredforalongertimeperiod,itisputinarefrigeratorwarehouse.Sixth,thecontainersareputontopofanemptyingmachine.Itpoursthesnusoutofthecontainersbycontinuouslysendingdosesofthetobaccorightintothepackagingprocess.Thesizeofthesedosesisadaptedtothecapacityofthepackagingprocess(ManagersatSM,2016).
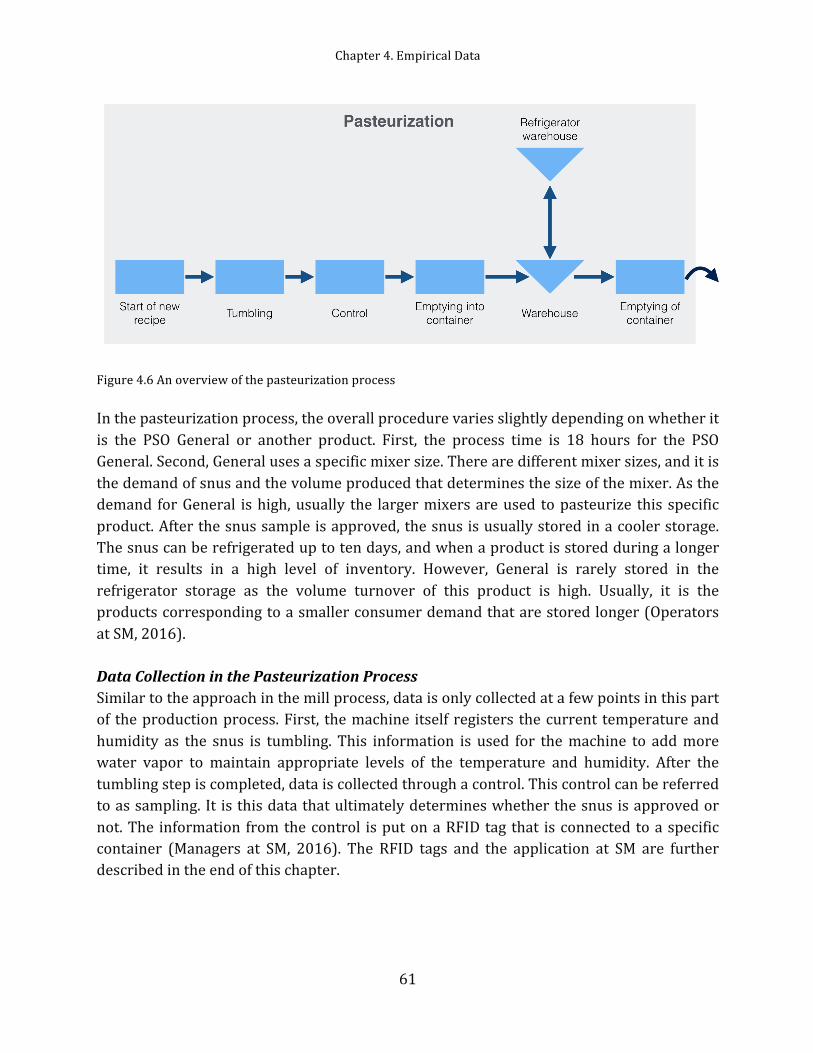
Chapter4.EmpiricalData
61
Figure4.6Anoverviewofthepasteurizationprocess
Inthepasteurizationprocess,theoverallprocedurevariesslightlydependingonwhetheritis the PSO General or another product. First, the process time is 18 hours for the PSOGeneral.Second,Generalusesaspecificmixersize.Therearedifferentmixersizes,anditisthedemandofsnusandthevolumeproducedthatdeterminesthesizeofthemixer.Asthedemand forGeneral ishigh,usually the largermixersareused topasteurize this specificproduct.Afterthesnussampleisapproved,thesnusisusuallystoredinacoolerstorage.Thesnuscanberefrigerateduptotendays,andwhenaproductisstoredduringalongertime, it results in a high level of inventory. However, General is rarely stored in therefrigerator storage as the volume turnover of this product is high. Usually, it is theproductscorrespondingtoasmallerconsumerdemandthatarestoredlonger(OperatorsatSM,2016).
DataCollectioninthePasteurizationProcessSimilartotheapproachinthemillprocess,dataisonlycollectedatafewpointsinthispartof theproductionprocess.First, themachine itselfregisters thecurrent temperatureandhumidity as the snus is tumbling. This information is used for themachine to addmorewater vapor to maintain appropriate levels of the temperature and humidity. After thetumblingstepiscompleted,dataiscollectedthroughacontrol.Thiscontrolcanbereferredtoassampling.It isthisdatathatultimatelydetermineswhetherthesnusisapprovedornot.The information fromthecontrol isputonaRFIDtag that isconnectedtoaspecificcontainer (Managers at SM, 2016). The RFID tags and the application at SM are furtherdescribedintheendofthischapter.
Chapter4.EmpiricalData
62
ImprovementOpportunitiesinthePasteurizationProcessAsignificant issue in thepasteurizationprocess is large amountsofwaste.Everyyear, asignificant quantity of high qualitative and approved snus is thrown away from theGothenburgfactory.Thisimpliesamajormonetarywasteaswell.Thelevelsofwastehaveincreasedduringrecentyears,muchduetotheintroductionofnewproductsandsmallerbatchsizes.Acontributingcauseofthisissueisthefactthatthepasteurizationprocessisadapted tomassmanufacturingof fewSKUs.Thismeans that themixersare too large tohandletoday’sincreasingnumberofSKUsinanefficientmanner.Currently,SMisnotabletomeetthedemandedquantitiesexactlyperkilogram,whichwouldbeafeasiblescenarioinordertoreducethewaste(ManagersatSM,2016;OperatorsatSM,2016).
However, it should be noticed that the even demand and large production volume ofGeneralcontributetothefactthatthisproductaccountsforarelativelysmallportionoftheoverallwaste (Managers at SM, 2016;Operators at SM, 2016).Moreover, the large salesvolumeofGeneral implies significantproductionvolumesof theproduct.Thus, the largemixerscanbeusedforpasteurizationofGeneralwithoutresulting inmassivewaste.ThewastestemmingfromGeneralisthereforesmallerthanthecorrespondingonesfromSKUsaccountingforasmallerportionofthetotalsalesvolume(OperatorsatSM,2016).
Thecharacteristicsofthemanufacturedsnusdeviatefromtimetotime,eventhoughwhatseems to be the exact same procedure and recipe are repeated. Each recipe has a fewingredients thatare fixed, suchassalt, sodiumand flavor.Theamountofwatervapor toadjust temperature and humidity is unknown. Also, the characteristics of the specifictobacco flour is unknown the operators in the pasteurization process (Managers at SM,2016).
Inaddition,thepropertiesofthesnusemptiedinanumberofcontainersbutmanufacturedin onemixer at the same timevary, despite the fact that those characteristics shouldbeidentical. Currently, SM lacks knowledge to the underlying reasons of this issue.Additionally, the tolerancespectrumregarding thecharacteristicsof thesnus leaving thepasteurizationprocess areperceivedasquitewide,whichmay result inproblems in thefollowingpackagingprocess(ManagersatSM,2016).Theperceptioninthepasteurizationprocess isthat it isnotthathardtoprovidesnuswithintherequiredtolerancespectrumandthatitshouldbepossibletoapplyanarrowerspectrum(OperatorsatSM,2016).
An issue arisen during the last year is undesired lumps of sodium carbonate in theproducedsnus.Thelumpsareformedduetoanaturalprocess,butthereisnoknowledgeof why this suddenly started occurring at SM. This causes problems in the subsequentpackagingprocess(OperatorsatSM,2016).Asforthemill,thereisalsotheissueoflimiteddirect connection between the pasteurization and the subsequent packaging process, as
Chapter4.EmpiricalData
63
well as the previous mill process. This may result in inability to find the causes of theoccurredproblems,suchasthesodiumlumps(ManagersatSM,2016).
Another issue in the pasteurization process is the reactiveway ofworking, especially interms of quality controls andmaintenance. As previously described, quality controls areperformedaftertheentireprocessiscompleted.Currently,aboutoneoftensamplesisnotapproveddue to poor quality. Then, either an adjustment ismade or the entire batch isrejectedaltogether.Noneofthesetwosituationsareeconomicallysupportable(OperatorsatSM,2016).
As mentioned, maintenance of the equipment in the pasteurization process is mainlyperformedmanuallyandratherreactive.Thismeansthatit iscommonthatittakesplaceafteradevicebreaksdown.As thepasteurizationtakes18hours, itcontinuesduringthenight.Naturally,problemsorstopsinthemachinescanoccurduringnighttime.Currently,certain operators are on standby and whenever a stop occurs, they can either solve itthroughtheircomputerthattheybringhomeorbygoingtothefactorydirectly.However,someproblemscannotbesolveduntil theemployeeswith therightskillsarrive thenextmorning. Both unintended stops and breakdowns slow down the pasteurization processandcomplicatetheworkoftheoperators.However,plannedmaintenancebasedoncertaintime intervals has recently been implemented to decrease the unintended downtime(OperatorsatSM,2016).
AnotherissueisthattheoperatorsexperiencehighpressureduetotheincreasingnumberofSKUs.Moreover,theoperatorsinthepasteurizationperformplanning,supervisionoftheprocess and correcting minor unintended stops. Much work is performed based onpreviousexperience,sincethereisdeepknowledgeabouttheprocessandhowtomanageit.Trainingofnewemployeestoprovidethemwithfundamentalexperiencerequiresaboutayear.Asalltasksbecomemorecomplicated, it ismoredemandingfortheemployeestobasedecisionsonexperience.Asaresult,theplanningofwhatshouldbeproducedatwhattime is becoming harder as more SKUs are introduced. In addition, the work of theemployees in the pasteurization can be obstructed by difficulties to find necessaryinformationandthereisacontinuousaimforavoidingexcessivewaste(OperatorsatSM,2016).
4.3.3 The Packaging Themainpurposeofthepackagingprocessistoensureattainingdesiredinventorylevelsof finishedPSOof therightproductquality(ManagersatSM,2016).Asmentioned, thereareseveral lines in thepackagingdepartment.Thisstudy focusesonaspecificpackagingline,which is producing thePSOGeneral. Thepackaging line has of six pairs of packers,resulting in12singlepackers. Inaddition, therearemachines for labeling,wrappingand
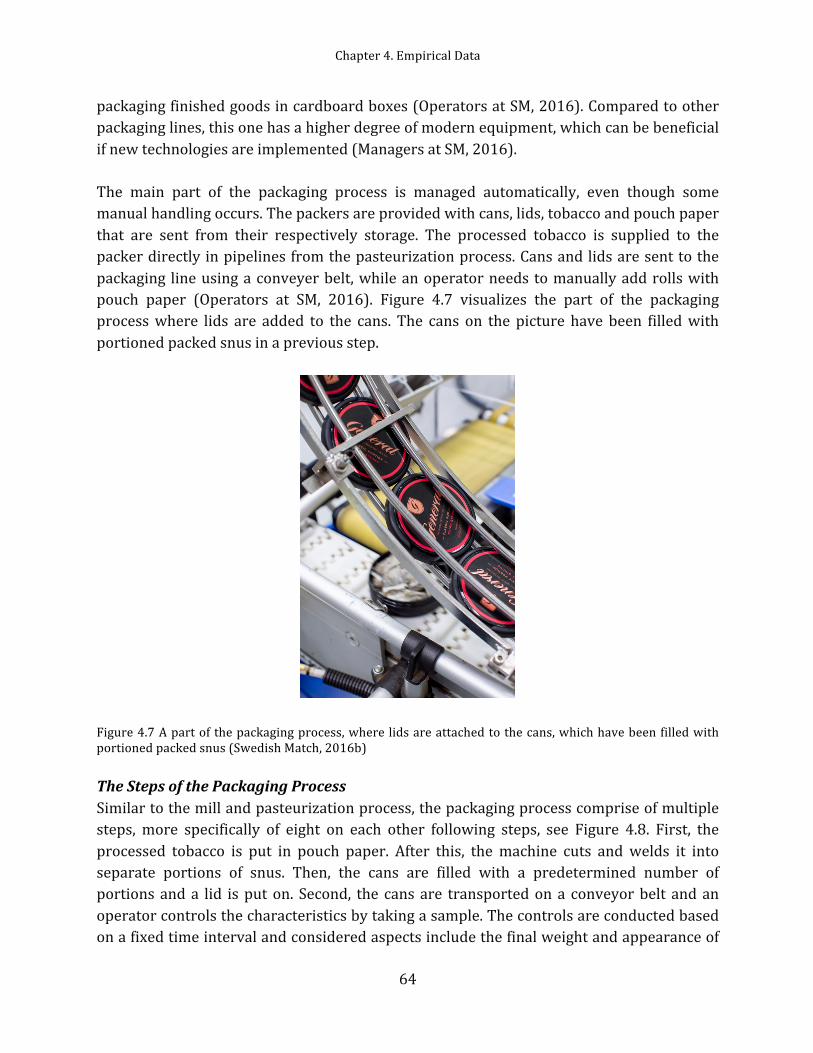
Chapter4.EmpiricalData
64
packagingfinishedgoodsincardboardboxes(OperatorsatSM,2016).Comparedtootherpackaginglines,thisonehasahigherdegreeofmodernequipment,whichcanbebeneficialifnewtechnologiesareimplemented(ManagersatSM,2016).
The main part of the packaging process is managed automatically, even though somemanualhandlingoccurs.Thepackersareprovidedwithcans,lids,tobaccoandpouchpaperthat are sent from their respectively storage. The processed tobacco is supplied to thepackerdirectlyinpipelinesfromthepasteurizationprocess.Cansandlidsaresenttothepackaging lineusingaconveyerbelt,whileanoperatorneeds tomanuallyaddrollswithpouch paper (Operators at SM, 2016). Figure 4.7 visualizes the part of the packagingprocesswhere lids are added to the cans. The cans on the picture have been filledwithportionedpackedsnusinapreviousstep.
Figure4.7Apartofthepackagingprocess,wherelidsareattachedtothecans,whichhavebeenfilledwithportionedpackedsnus(SwedishMatch,2016b)
TheStepsofthePackagingProcessSimilartothemillandpasteurizationprocess,thepackagingprocesscompriseofmultiplesteps, more specifically of eight on each other following steps, see Figure 4.8. First, theprocessed tobacco is put in pouch paper. After this, themachine cuts andwelds it intoseparate portions of snus. Then, the cans are filled with a predetermined number ofportionsanda lid isputon. Second, the cansare transportedona conveyorbelt andanoperatorcontrolsthecharacteristicsbytakingasample.Thecontrolsareconductedbasedonafixedtimeintervalandconsideredaspectsincludethefinalweightandappearanceof

Chapter4.EmpiricalData
65
each individual pouch. Third, a conveyer belt transports the snus cans to a labelingmachine,wherelabelsareattached.Fourth,awrappingmachinebatchesgroupsoftencansintorollscoveredwithplastic.Fifth, therollsarebroughtthroughanoven.This fixestherollsastheplasticshrinksaroundit.Sixth,arobotputsapredeterminednumberofrollsina cardboard box. Seventh, a machine puts the filled cardboard box into an elevator.Thereafter, it is transported into refrigerator storage. Eight, the cardboard boxescontainingrollsofsnuscansarestackedonpallets intherefrigeratorstorageuntilbeingfurthertransportedtothecustomer’spremises(ManagersatSM,2016).
Figure4.8Anoverviewofthepackagingprocess
Inthepackagingprocess,thestepsintheprocessofproducingthePSOGeneraldonotvarysignificantly from any other product type. Compared to General ClassicWhite, which isproduced inKungälv,moisture isaddedafter the tobacco isput in thepouchpaper.Thisresults in thepouchbecoming light brown in their color, insteadofwhite.However, thespecific packaging line,where the PSOGeneral is produced varies from other packaginglinesinthefactory.First,theequipmentismoremodernthaninothersintheGothenburgfactory.Second,lessdowntimeandplanningareneeded,sinceitmostlyisthePSOGeneralthatisproducedatthisline.Thismeansthattherearelowerchangeoverstimesrequired,compared to a linewheremanydifferentproducts in smallerbatches aremanufactured.Whenmanysmallbatchesareproduced,alargerflexibilityisneededintheproductionline(ManagersatSM,2016;OperatorsatSM,2016).
DataCollectioninthePackagingProcessComparedtothemillandthepasteurization,thepackagingprocesshasthehighestnumberof data collection points (Managers at SM, 2016; Operators at SM, 2016). Note that thepointsofdatacollectionarenotdescribedonadetailedlevel,sincethismaster’sthesisis
Chapter4.EmpiricalData
66
limitedtoageneraldescriptionoftheproductionprocess.Theexamplesofdatacollectionareonlypresentedtoprovideageneralideaofthematter.
Firstofall,themachinesregisterdata,suchastheoneaboutthenumberofproducedcans,theamountofmachinestopsaswellasofwhattypesofstopsthatoccur.Thisdataisusedto further optimize the packaging process, for example by changing the pace of themachines(ManagersatSM,2016).Inaddition,dataiscollectedthroughbothautomaticandmanual controls. Automatic quality controls are performed continuously by usage ofsensorstodeterminetheweightofthecanorwhetherthelidisattachedcorrectly.Ifthesnus is to light-weighted or if the lid is crooked, the can is automatically thrown away.Manualcontrolsareperformedthreetimeseachhour.Thepurposeofthemanualcontrolsis to check the finalweightandappearanceof each individualpouch.Thedata from thiscontrolisregisteredonpapersandstoredinfolders.Ifthedatafromthecontrolshowsthatthesnus isnotwithintheright tolerancespectrum, it isrejected(ManagersatSM,2016;OperatorsatSM,2016).
ImprovementOpportunitiesinthePackagingProcessSimilartothemillandthepasteurizationprocess,thereisneitheraclearnorstandardizedconnectionbetweenthepackagingprocessandthetwoprevioussubprocesses(Managersat SM, 2016). The majority of the problems in the packaging line are solved manually(OperatorsatSM,2016).Thequalityoftheoutgoingsnusofthepackagingprocessismoreor lessaffectedbyall incomingmaterial.Moreover, thequalityandcharacteristicsof theincomingcans,lidsandpouchpaperhaveanimpactonthepackagingprocessandwhetheritrunssmoothlyornot(ManagersatSM,2016).
Forexample,lidscouldgetstuckontheline(OperatorsatSM,2016)andglueonthepouchpaper canmake it harder or even impossible to use it in the packagingprocess (Projectmanagers at SM, 2016). Problems regarding the characteristics of the incoming snusinclude it being either too sticky or too crumbly. Another issue is lumps of sodiumcarbonate that get stuck in the packer, which ultimately results in stopping the packer.Thereisalsoariskofnot identifyingall lumpspriortosendingthefinishedgoodstothecustomer. This can result in the consumer being the onewho finds the lumps,which isproblematic for the company. In fact, there are examples of consumers claiming to havefoundglassinthesnus.However,therealanswerhereisthatwhattheyhavefoundusuallyaresodiumlumps.Ofcourse,thisisnotfeasiblebutitdoesnotimplythesamekindofriskfortheconsumerasglassdoes(OperatorsatSM,2016).
Anotherissueinthepackagingprocessisthereactivewayofworking,especiallyintermsofqualitycontrolsandmaintenance. Aspreviouslymentioned,bothautomaticandmanualqualitycontrolsarecompletedinthissubprocess.Themanualcontrolsareperformedina
Chapter4.EmpiricalData
67
reactive manner as they are conducted three times per hour after the snus has beenpacked. When finding snus that does not fulfill the predetermined criteria during thecontrols,itislikelythatthesnusinthisspecificcanisnotthefirsttobeinadequate.Asaresult,theoperatorseitherhavetogothroughthecansthathavebeenproducedduringthepast20minutesoriftimeislimitedtheyhavetorejecteverythingproducedinthatspecifictimespan.Furthermore, themaintenanceof themachines inthepackagingprocesstakesplace according to a specific time schedule. More specifically, the machines arecontinuouslycontrolledeverysixthweek(ManagersatSM,2016).
Inthissubprocess,muchhasbeenadjustedrecentlytofacilitatetheworkoftheoperators.Forexample,informationthatpreviouslyhadtobehandledmanuallyisnowautomaticallyhandled. Many of the operators are satisfied and cannot think of any specific or majorissuesinthisstepoftheproductionprocess(OperatorsatSM,2016).However,thereisstillsignificant pressure put on the employees doing the production planning even thoughmuchhasbeenimproved(ProjectmanagersatSM,2016).
4.4 Current IT Landscape Currently, SM has numerous hardware and software components as well as employeecompetenciestosupportthestepsoftheproductionprocess.Thenumberofcomponentsand the degree of technology implemented vary throughout the production process(Managers at SM, 2016). To fully understand the current hardware, software andcompetenciesatSM,eachelementispresentedinthesectionsbelow.
4.4.1 Hardware Therearedifferenttypesofhardwarecomponentsintheproductionprocess.Thepurposeofthehardwarepresentedinthissectionisrelatedtogeneratingappropriatedata.SMusesmachines,sensorsandRFIDtagsintheirproductionprocesstogatherandregisterdata.Inthemill,pasteurizationandpackaging,therearedifferenttypesofhardwarecomponents.Theamountofhardwarecomponentsinthemillislimited.Here,dataisgatheredmanually,moreorlesswithnohelpfromhardwarecomponents(ManagersatSM,2016).
Therearemorehardwarecomponentsinthepasteurizationprocess.Inthemixingprocessof thesnus, themachineormixerregisters thecurrent temperatureandhumidity levels.Between theprocessofmixing the snus and emptying container into thepackaging line,RFIDtagsareused.TheseRFIDtagsregisterinformationofthesnusautomatically,insteadofhavingtheoperatorsperformthistaskmanually.EachcontainerhasapassiveRFIDtagthatinformstheemptyingmachineregardingtheinformationaboutthesnus(OperatorsatSM,2016;ProjectmanagersatSM,2016).
Chapter4.EmpiricalData
68
Lastly, there are hardware components in the packaging process. First, the packagingmachines themselves can gather the data that is used to calculate KPIs, such asperformancemeasurements.Second,therearemultiplesensorsthroughoutthepackagingline. These sensors are partly used to control a number of quality aspects, such as theweightofthesnusandthatthelidsareputoncorrectly.Inaddition,thesensorsareusedtoidentify stops in the process.Moreover, there aremultiple sensors on the conveyer beltbetweenthemachinesthatregisteriftheconveyerbeltisoverfilledwithsnuscansornot.The packaging, labeling orwrappingmachine can stop if the conveyor belt is overfilled.Whichmachine that stops is depending onwhere the problemoccurs (Operators at SM,2016).
4.4.2 Software In thismaster’s thesis, the software components at SM are divided into three categoriesbasedonhowthehardwarecomponentsareconnected,how thecollecteddata is storedandhowthecollecteddataisanalyzed.
First,awireless localareanetwork(WLAN)isusedintheGothenburgfactory.Moreover,SM has built a network comprising of three levels, namely an administrative level, ademilitarized zone (DMZ), and a process level. For example, corporate mailboxes arelocatedontheadministrativelevelwhilehuman-machineinterfaces(HMI)arelocatedontheprocesslevel.SMhasintroducedtheDMZtosecurethesystemsthatarecontrollingthemachinescloselyrelatedtotheproductionprocess.TheDMZisasubnetworkthatisusedto protect the internal network from an unreliable network, such as the Internet.Therefore,themachinesarenotdirectlyconnectedtotheWLANinthefactory(OperatorsatSM,2016;ProjectmanagersatSM,2016).
Second,thecollecteddataisstoredonserversandnotthroughutilizingacloud.DuetotheDMZ,machinesareconnectedto internalservers. Inaddition, thedatathat isgatheredisstoredindifferentinformationsystemsdependingonwhereintheprocesstheinformationiscollected(ProjectmanagersatSM,2016).
Thirdandlast,thecollecteddataisanalyzedindifferentways.Howinformationisanalyzedtoday is represented by three examples. The first example refers to that the productionplan is determined using manual analysis of market demand and factory capacity. Thesecondexample considers the continuous analysis of the efficiencymeasurements in thepackagingprocess,whichisperformedinordertooptimizethespeedofthemachinesandto minimize breakdowns. The third example includes that customer complaints arereceivedfromthecustomerdepartmentaroundtwomonthsafterthepoint intimewhensnus isproduced.Thiscanmake ithardtounderstandwhatactuallycausedtheproblemwiththespecificfinishedproduct(ProjectmanagersatSM,2016).
Chapter4.EmpiricalData
69
4.4.3 Competencies Currently, the operators working in the production process represent many differentgenerations. There are several examples of employees in production process who haveover20 years of experience.Naturally, there are also other oneswhoonly haveworkedthereforafewyearsorforanevenshortertimeperiod.Generally,youngergenerationsareinclined to change employermore often, while older generations tend to bemore loyaltowardstheiremployer.Thenumberofyoungemployeesincreasesinthecompany,whichisacontributingfactortothefactthattheemployeeturnoverhasincreasedduringrecentyears.However,itisstillconsideredasquitelow(OperatorsatSM,2016).
Historically,theworktasksoftheoperatorshavebeenadaptedtothestandardizedwayofworking. This was a feasible approach to apply when the product portfolio included alimited number of SKUs. However, more responsibility is put on both operators andresource planners as the complexity currently increases.Many decisions included in theoperators’ work are based on previous experience and human judgment. As a result oftheseexperience-baseddecisions,ittakesalongperiodoftimeforoperatorstofullylearnandunderstandtheproductionprocess.Forinstance,ittakesmorethanayeartoacquirewhat isconsideredasenoughknowledgetorunthepasteurizationprocess inanoptimalmanner (Operators at SM, 2016).When considering the resource planning, it should bepointed out that an increased number of SKUs makes the production planning morecomplex.Therefore, theemployeesworkingwithplanningexperience increasedpressure(ManagersatSM,2016).
During recent years, the employees have partly adapted to a new IT structure as an enterprise resource planning (ERP) system for management of business processes wasimplemented.SMhasanITdepartmenttosupporttheproductionanditsoperatorsinanenvironment where IT and its importance are becoming increasingly present. The ITdepartment is centralized and it can be reached by phone during the daytime. Thedepartment is mainly responsible for the systems and network outside the DMZ. Morespecifically, this includes the information systemson an administrative level rather thanthecontrolsystemsintheproductionprocess(ProjectmanagersatSM,2016).
4.5 Summary of the Empirical Data A consistent theme throughout the production process is that the quality of the endproductisofsignificantimportance.WheninvestigatingtheproductionprocessofthePSOGeneral, a number of overall improvement opportunities emerge. The four mainimprovementopportunitiesaredisplayedinTable4.2.
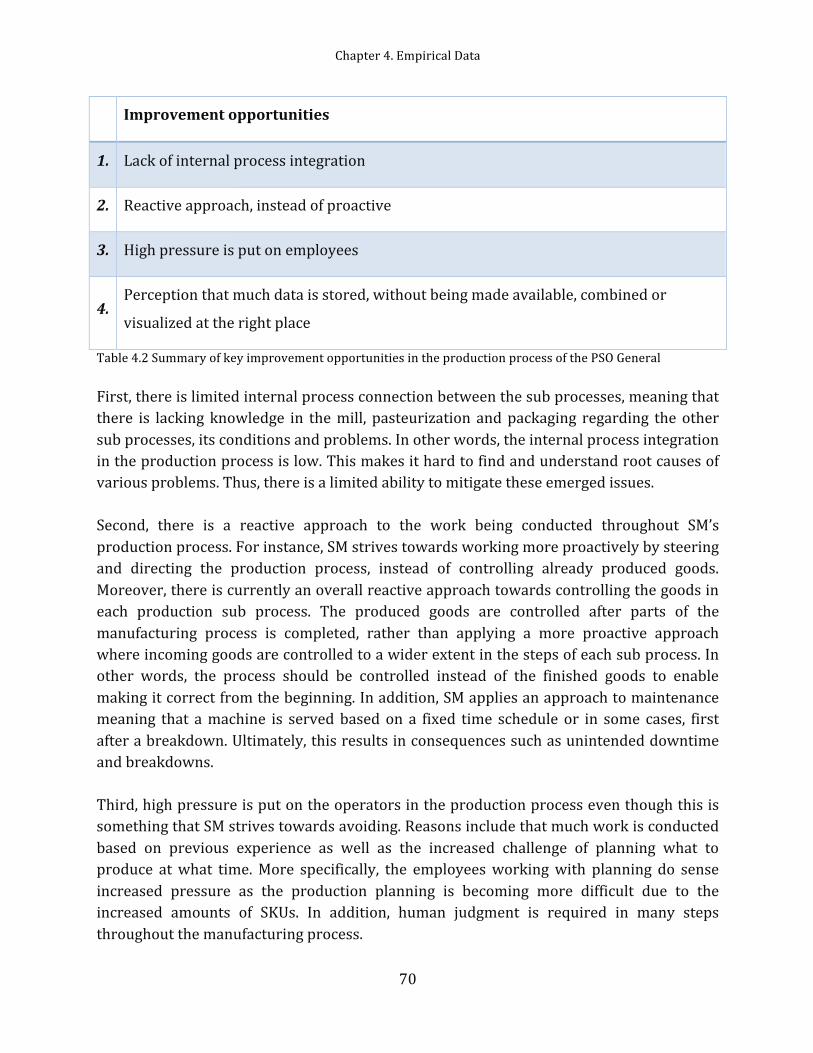
Chapter4.EmpiricalData
70
Improvementopportunities
1. Lackofinternalprocessintegration
2. Reactiveapproach,insteadofproactive
3. Highpressureisputonemployees
4.Perceptionthatmuchdataisstored,withoutbeingmadeavailable,combinedor
visualizedattherightplace
Table4.2SummaryofkeyimprovementopportunitiesintheproductionprocessofthePSOGeneral
First,thereislimitedinternalprocessconnectionbetweenthesubprocesses,meaningthatthere is lackingknowledge in themill, pasteurization andpackaging regarding theothersubprocesses,itsconditionsandproblems.Inotherwords,theinternalprocessintegrationintheproductionprocessislow.Thismakesithardtofindandunderstandrootcausesofvariousproblems.Thus,thereisalimitedabilitytomitigatetheseemergedissues.
Second, there is a reactive approach to the work being conducted throughout SM’sproductionprocess.Forinstance,SMstrivestowardsworkingmoreproactivelybysteeringand directing the production process, instead of controlling already produced goods.Moreover,thereiscurrentlyanoverallreactiveapproachtowardscontrollingthegoodsineach production sub process. The produced goods are controlled after parts of themanufacturing process is completed, rather than applying a more proactive approachwhereincominggoodsarecontrolledtoawiderextentinthestepsofeachsubprocess.Inother words, the process should be controlled instead of the finished goods to enablemakingitcorrectfromthebeginning.Inaddition,SMappliesanapproachtomaintenancemeaning that amachine is servedbasedon a fixed time schedule or in some cases, firstafterabreakdown.Ultimately,thisresultsinconsequencessuchasunintendeddowntimeandbreakdowns.
Third,highpressureisputontheoperatorsintheproductionprocesseventhoughthisissomethingthatSMstrivestowardsavoiding.Reasonsincludethatmuchworkisconductedbased on previous experience as well as the increased challenge of planning what toproduce atwhat time.More specifically, the employeesworkingwith planning do senseincreased pressure as the production planning is becoming more difficult due to theincreased amounts of SKUs. In addition, human judgment is required in many stepsthroughoutthemanufacturingprocess.

Chapter4.EmpiricalData
71
Fourth, there is an overall perception that significant amounts of data are gathered, forexample from hardware components including sensors and RFID tags. This data is thenstored in internal servers in the production process of General. However, it is not clearwhichdatathatisactuallycollectedanditisnotavailableattherightlocationwhenneedednor combined or visualized in a clear manner. In some cases, the required data forperformingacertaintaskisnotavailabletotheemployeesorevenmissing,sincetherightdataisnotalwayscollected.Thereareexamplesofdatathatiscollectedintheproductionprocess that is not used, simply because there is a perception that it always has beencollected. Inaddition, thecollecteddata isnotalwaysperceivedasreliable,meaningthatadditionalqualityassuranceisnecessary.

Chapter5.Analysis
72
5 Analysis This chapter begins with an analysis of the characteristics of the studied product and amatchingsupplychainstrategyissuggested.Then,agapanalysisisconductedtofindpossibleapplicationsofbigdataandIoTintheproductionprocessofSM.Inaddition,ariskanalysisisconducted to point out critical risks that need to be accounted for when utilizing the twotechnological advances. Lastly, the analysis is summarized and suitable applications aresuggested.
5.1 Supply Chain Strategies Asmentionedintheframeofreference,itisofhighimportancetounderstandSM’sproductoffering, its characteristics and the implied requirements. In addition, it is essential tounderstandwhichsupplychainstrategythatismatchingthecharacteristicsoftheproduct.Thisknowledgeenablesmakingasuitabledecisionregardingwhetherornottoperformacertainchangetothebusinessanditssetup.Therefore,theseaspectsarealsofundamentalwhen a firm considers utilizing new technological advances, such as big data and IoT.Moreover, this enables the firm to maximize the potential of the technologies and tounderstandwhatapplicationsaremost feasible inaspecificcase.Therefore, thischapterelaborates on thesematters. First, the PSO General is analyzed in terms of the PLC andwhether it canbeconsideredasa functionalor innovativeproduct.Then,a supplychainstrategy matching the product’s characteristics is suggested and strategic fit is alsoconsidered.
5.1.1 The Product Life Cycle Asdiscussed in the frameof reference, thePLC canbeused to evaluate aproduct.Morespecifically, the product is assessed depending on its sales volume over time. Whenconsidering the characteristicsof thePSOGeneral, there are indicationsof a stable salesvolumeovertime.Therearealsoanincreasingnumberofcompetitorspenetratingthesnusmarket inScandinavia.Thesetwofactors indicatethatthePSOGeneral is inthematurityphase.Therearethreefactorsofgreatimportanceforaproductinthematurityphase.Theincludedonesarehighquality,anefficientproductionprocessandastrongbrand.Basedonthevisionandstrategyofthecompany,SMempathizequalitysignificantly.Thisfurthermotivatesthepositioningof thestudiedproduct inthematurityphaseof thePLC.Figure5.1visualizesthepositioningofthePSOGeneral.
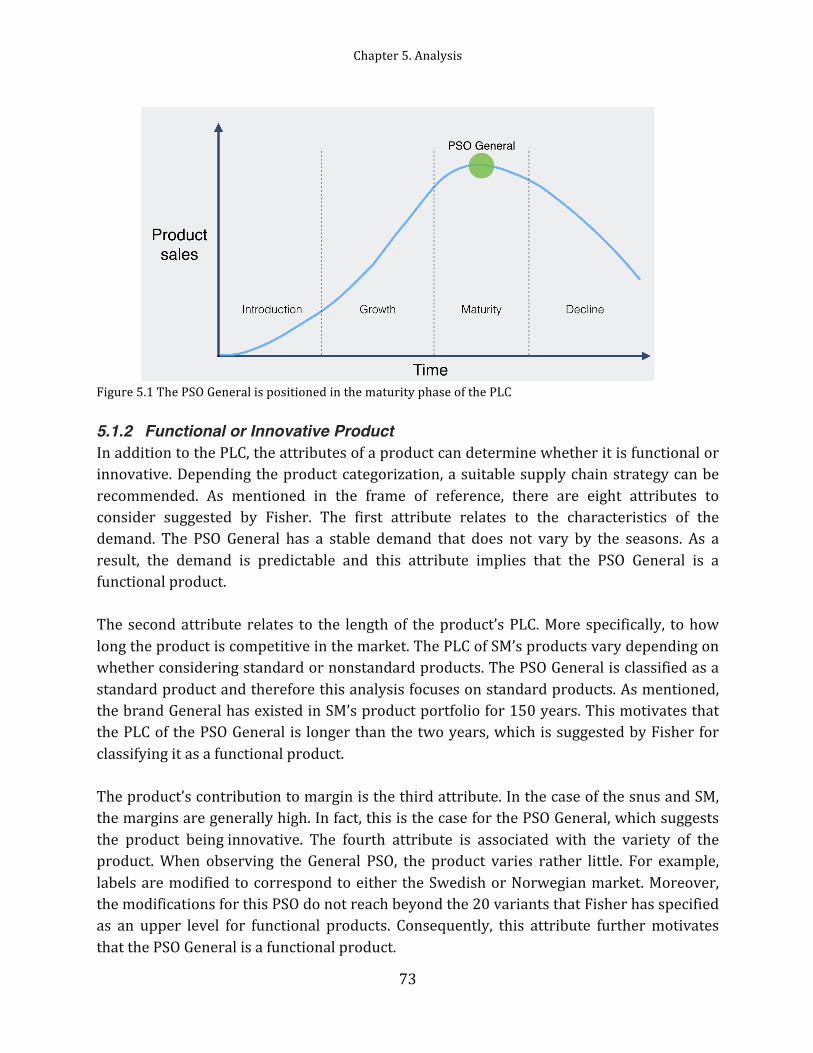
Chapter5.Analysis
73
Figure5.1ThePSOGeneralispositionedinthematurityphaseofthePLC
5.1.2 Functional or Innovative Product InadditiontothePLC,theattributesofaproductcandeterminewhetheritisfunctionalorinnovative.Dependingtheproductcategorization,asuitablesupplychainstrategycanberecommended. As mentioned in the frame of reference, there are eight attributes toconsider suggested by Fisher. The first attribute relates to the characteristics of thedemand. The PSO General has a stable demand that does not vary by the seasons. As aresult, the demand is predictable and this attribute implies that the PSO General is afunctionalproduct.
Thesecondattribute relates to the lengthof theproduct’sPLC.Morespecifically, tohowlongtheproductiscompetitiveinthemarket.ThePLCofSM’sproductsvarydependingonwhetherconsideringstandardornonstandardproducts.ThePSOGeneralisclassifiedasastandardproductandthereforethisanalysisfocusesonstandardproducts.Asmentioned,thebrandGeneralhasexistedinSM’sproductportfoliofor150years.ThismotivatesthatthePLCofthePSOGeneralis longerthanthetwoyears,whichissuggestedbyFisherforclassifyingitasafunctionalproduct.
Theproduct’scontributiontomarginisthethirdattribute.InthecaseofthesnusandSM,themarginsaregenerallyhigh.Infact,thisisthecaseforthePSOGeneral,whichsuggeststhe product beinginnovative. The fourth attribute is associated with the variety of theproduct.When observing the General PSO, the product varies rather little. For example,labelsaremodifiedtocorrespondtoeithertheSwedishorNorwegianmarket.Moreover,themodificationsforthisPSOdonotreachbeyondthe20variantsthatFisherhasspecifiedas an upper level for functional products. Consequently, this attribute furthermotivatesthatthePSOGeneralisafunctionalproduct.

Chapter5.Analysis
74
Otherattributesrelatetoaccuracyof forecasts,stockoutratesandseasonaldiscounts.Asthe demand of the product is stable and does not change depending on the season, theforecastsarereliable,theaveragestockoutrateofthePSOGeneralislow,anddiscountsarerare.
Theeighthandlastattributeconsiderstheleadtimerequiredformade-to-orderproducts.Dependingwhat is included in the lead time of SM, the lead time required by a productvaries.Iftheleadtimeincludesthepurchasingofrawtobacco,themill,thepasteurizationandthepackagingprocess,theleadtimeisoversixmonthsatSM.However,theleadtimecaninsteadbemeasuredfrompasteurizedsnustohavingacardboardboxoffinishedsnus.Thisreasoningismotivatedbythefactthattherearelargeamountsofstoredtobaccoflourinthesilosandpasteurizedsnusinthecoolingcontainers.Ifapplyingthissecondapproachto the lead time, it is only a few days long andmuchmore flexible. As a result, SM canrespond quickly in order to fill up the missing inventory if there are stockouts in thecustomer’sDC.Theshorterleadtimemotivatesthattheproductisinnovativeratherthanfunctional.
Based on the attributes used to categorize the product, the PSO General leans towardsbeingafunctionalproduct.Eventhoughtherearesomeratherinnovativeattributes,suchas thehighcontribution tomarginandtheshort lead time, themajorityof theattributesmotivates the PSO General to be a functional product. More specifically, the indicationsshow that the PSO General checks six attributes corresponding to it being a functionalproductand two forbeingan innovativeproduct. SeeTable5.1 foranoverviewof thesecharacteristics.
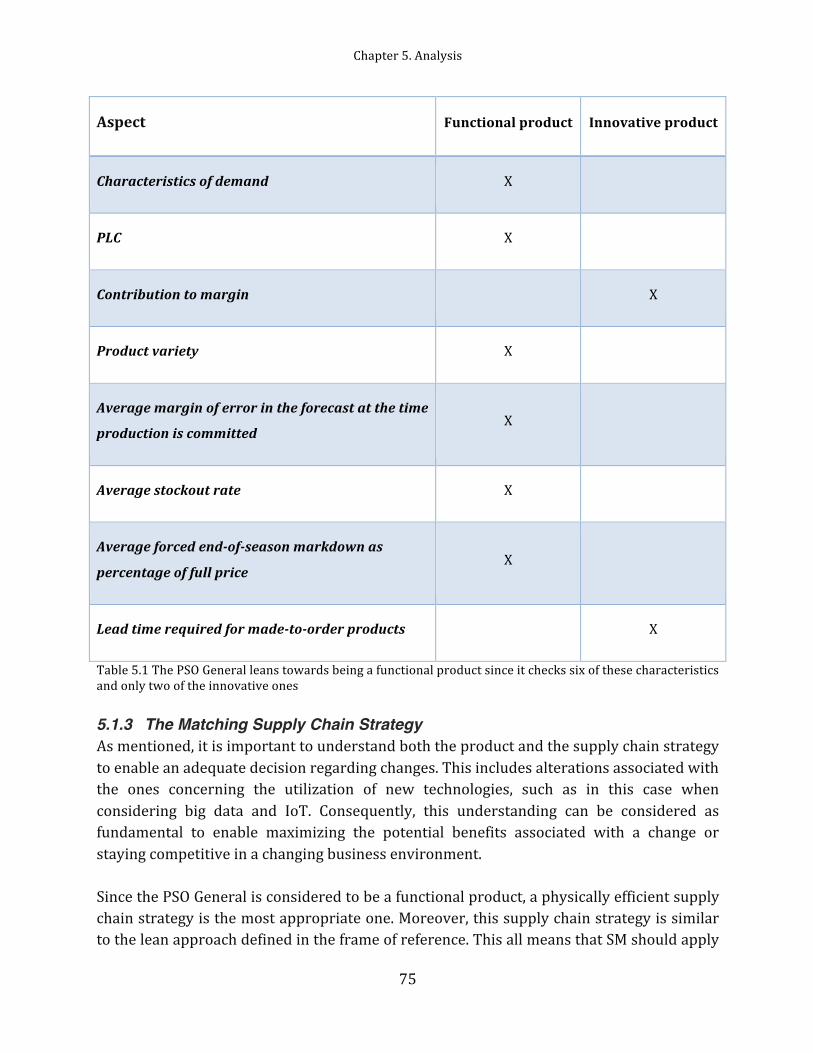
Chapter5.Analysis
75
Aspect Functionalproduct Innovativeproduct
Characteristicsofdemand X
PLC X
Contributiontomargin
X
Productvariety X
Averagemarginoferrorintheforecastatthetime
productioniscommittedX
Averagestockoutrate X
Averageforcedend-of-seasonmarkdownas
percentageoffullpriceX
Leadtimerequiredformade-to-orderproducts
X
Table5.1ThePSOGeneralleanstowardsbeingafunctionalproductsinceitcheckssixofthesecharacteristicsandonlytwooftheinnovativeones
5.1.3 The Matching Supply Chain Strategy Asmentioned,itisimportanttounderstandboththeproductandthesupplychainstrategytoenableanadequatedecisionregardingchanges.Thisincludesalterationsassociatedwiththe ones concerning the utilization of new technologies, such as in this case whenconsidering big data and IoT. Consequently, this understanding can be considered asfundamental to enable maximizing the potential benefits associated with a change orstayingcompetitiveinachangingbusinessenvironment.
SincethePSOGeneralisconsideredtobeafunctionalproduct,aphysicallyefficientsupplychainstrategyisthemostappropriateone.Moreover,thissupplychainstrategyissimilartotheleanapproachdefinedintheframeofreference.ThisallmeansthatSMshouldapply
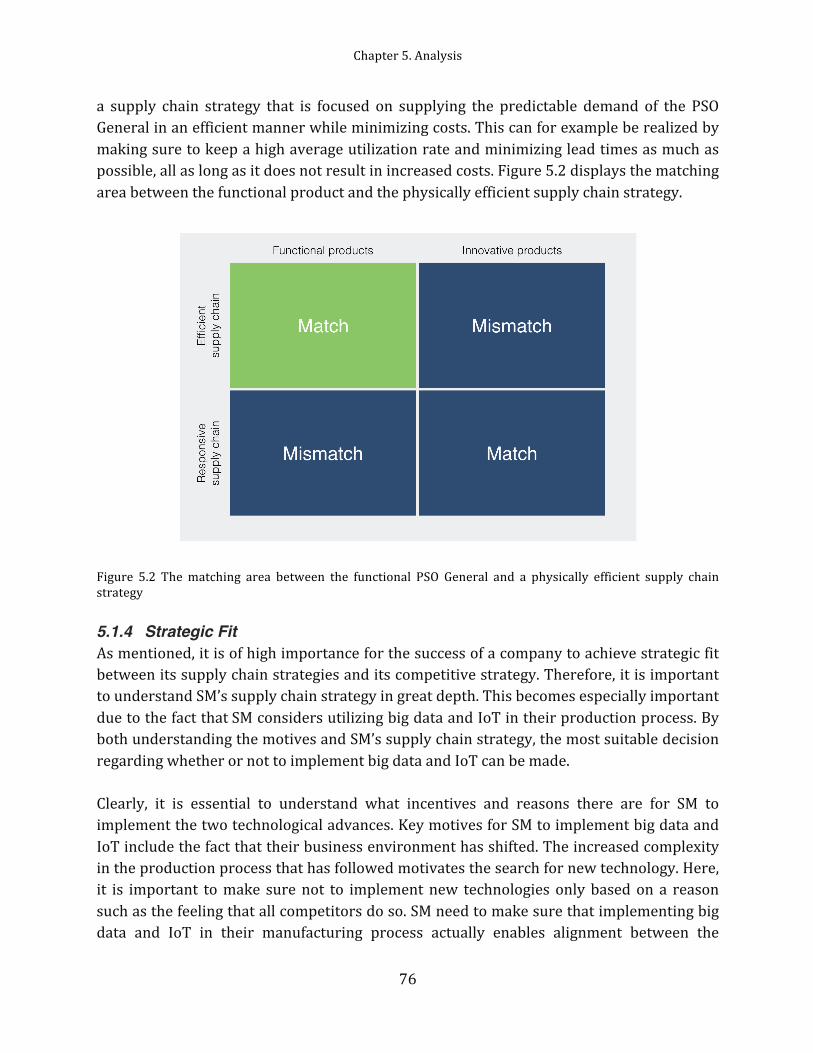
Chapter5.Analysis
76
a supply chain strategy that is focused on supplying the predictable demand of the PSOGeneralinanefficientmannerwhileminimizingcosts.Thiscanforexampleberealizedbymakingsuretokeepahighaverageutilizationrateandminimizingleadtimesasmuchaspossible,allaslongasitdoesnotresultinincreasedcosts.Figure5.2displaysthematchingareabetweenthefunctionalproductandthephysicallyefficientsupplychainstrategy.
Figure 5.2 Thematching area between the functional PSO General and a physically efficient supply chainstrategy
5.1.4 Strategic Fit Asmentioned,itisofhighimportanceforthesuccessofacompanytoachievestrategicfitbetweenitssupplychainstrategiesanditscompetitivestrategy.Therefore,itisimportanttounderstandSM’ssupplychainstrategyingreatdepth.ThisbecomesespeciallyimportantduetothefactthatSMconsidersutilizingbigdataandIoTintheirproductionprocess.BybothunderstandingthemotivesandSM’ssupplychainstrategy,themostsuitabledecisionregardingwhetherornottoimplementbigdataandIoTcanbemade.
Clearly, it is essential to understand what incentives and reasons there are for SM toimplementthetwotechnologicaladvances.KeymotivesforSMtoimplementbigdataandIoTincludethefactthattheirbusinessenvironmenthasshifted.Theincreasedcomplexityintheproductionprocessthathasfollowedmotivatesthesearchfornewtechnology.Here,it is important tomake surenot to implementnew technologies onlybasedon a reasonsuchasthefeelingthatallcompetitorsdoso.SMneedtomakesurethatimplementingbigdata and IoT in their manufacturing process actually enables alignment between the
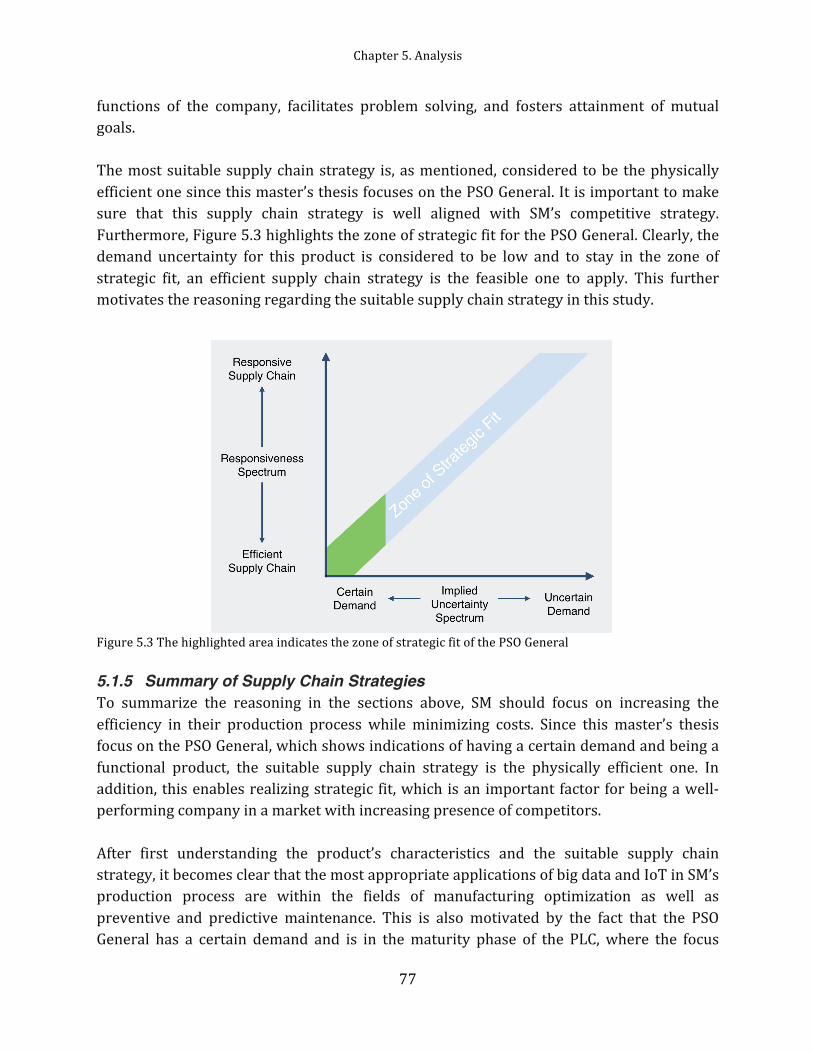
Chapter5.Analysis
77
functions of the company, facilitates problem solving, and fosters attainment of mutualgoals.
Themostsuitablesupplychainstrategy is,asmentioned,consideredtobe thephysicallyefficientonesincethismaster’sthesisfocusesonthePSOGeneral.Itisimportanttomakesure that this supply chain strategy is well aligned with SM’s competitive strategy.Furthermore,Figure5.3highlightsthezoneofstrategicfitforthePSOGeneral.Clearly,thedemand uncertainty for this product is considered to be low and to stay in the zone ofstrategic fit, an efficient supply chain strategy is the feasible one to apply. This furthermotivatesthereasoningregardingthesuitablesupplychainstrategyinthisstudy.
Figure5.3ThehighlightedareaindicatesthezoneofstrategicfitofthePSOGeneral
5.1.5 Summary of Supply Chain Strategies To summarize the reasoning in the sections above, SM should focus on increasing theefficiency in their production process while minimizing costs. Since this master’s thesisfocusonthePSOGeneral,whichshowsindicationsofhavingacertaindemandandbeingafunctional product, the suitable supply chain strategy is the physically efficient one. Inaddition,thisenablesrealizingstrategicfit,whichisanimportantfactorforbeingawell-performingcompanyinamarketwithincreasingpresenceofcompetitors.
After first understanding the product’s characteristics and the suitable supply chainstrategy,itbecomesclearthatthemostappropriateapplicationsofbigdataandIoTinSM’sproduction process are within the fields of manufacturing optimization as well aspreventive and predictive maintenance. This is also motivated by the fact that the PSOGeneral has a certain demand and is in thematurity phase of the PLC,where the focus
Chapter5.Analysis
78
should be on establishing and maintaining an efficient and lean production process. Inaddition, thehighqualityof the finishedgoods isanessentialaspect toconsider.Thus, itshould be emphasized at all times throughout the entire production process. This is anaspect that can be improved and that is clearly connected to both manufacturingoptimizationaswellaspreventiveandpredictivemaintenance.Inotherwords,thisfurthermotivatesthefocusonthesetwoareasofapplications.
Furthermore,thefocusshouldnotbeonunderstandingtheproductfromtheperspectiveofcustomersorconsumers.ThisismotivatedbythefactthatlittleattentionisrequiredtopredictthefuturedemandofthePSOGeneral.Incontrast,predictionofthefuturedemandisofahigherimportanceifconsideringaninnovativeproduct.ThesameprincipleappliesforproductsintheintroductionorgrowthphasesofthePLC.Inaddition,thefocusshouldnotbeonefficientlyterminatingtheproductionofthePSOGeneralbyminimizingobsoleteinventoryandmachines fora timewhen theproduct isno longerproduced.Thiswould,however, be the case if the product had been in the declining phase of the PLC. Thisreasoning and theonepresented in the frameof referencemake it clear that SM shouldfocusondifferentaspectsdependingonwheretheproductisinitsPLC.
This reasoningmakes it clear that there are suitable applications of big data and IoT toutilize inaproductionprocess.Asmentioned, themost feasibleones forSMandthePSOGeneralisintheareasofmanufacturingoptimizationaswellaspreventiveandpredictivemaintenance.BothapplicationscanincreasetheefficiencySM’sproductionprocesswhileatthesametimeminimizingitscosts.Thismeansthatthetwoapplicationsarebothwellalignedwiththesuggestedsupplychainstrategy.Theapplicationswillbefurtherdiscussedinthenextpartofthischapter.
5.2 Gap Analysis Once ithasbeenestablishedthatbigdataandIoTcanbeutilizedsuccessfullybySMandafter the recognition of relevant applications, an analysis regarding how more specificissues in theproductionprocess canbe resolved throughbigdata and IoT is conducted.ThepurposeistounderstandwhySMwouldliketoimplementbigdataandIoT,andhowtheproductionprocesscanbeoptimizedusingthetwotechnologies.Inthismaster’sthesis,optimizationreferstoanuninterruptedflowoffinishedgoodsandavoidanceofdefects.
Intheempiricaldata,fourmainissueswereidentifiedinproductionprocessofSM.Table5.2 provides a comparison of the current situation, the desired situation as well as theresulting gap between these two situations. There are four gaps, one for each issueidentified in the empirical data. The four gaps arewithin the fields of a lack of internalprocess integration, a reactive approach, a high pressure put on employees, and datamanagement.
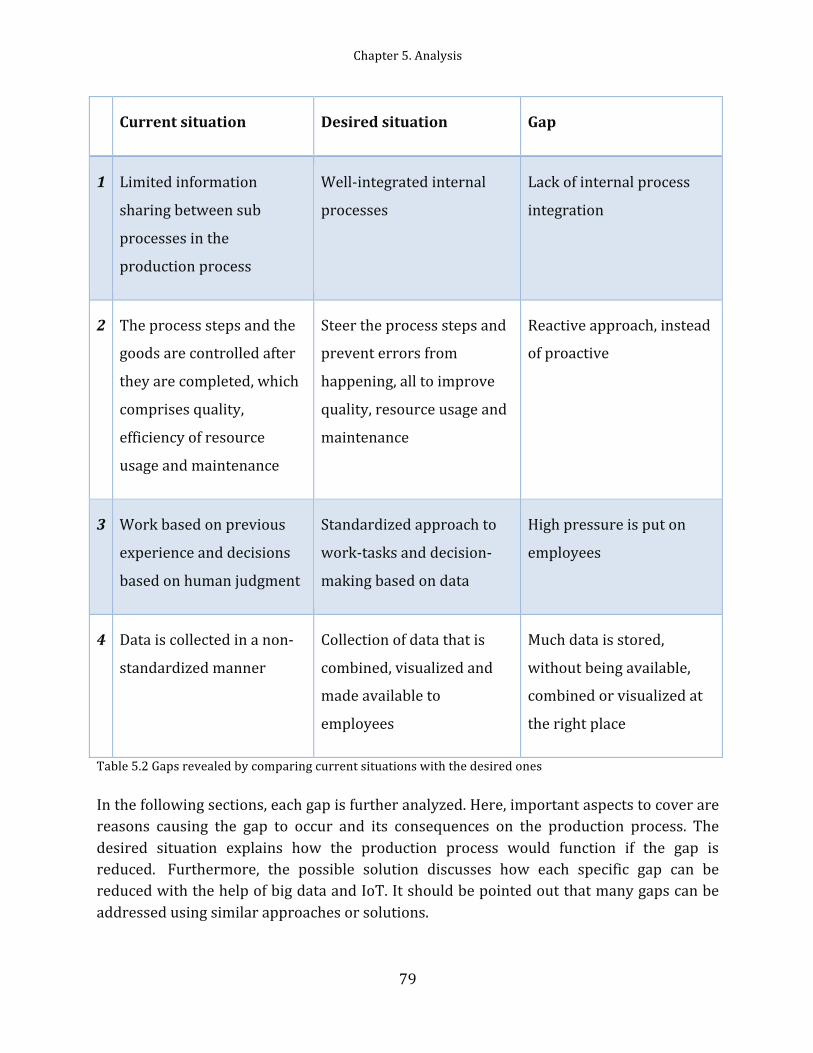
Chapter5.Analysis
79
Currentsituation Desiredsituation Gap
1 Limitedinformation
sharingbetweensub
processesinthe
productionprocess
Well-integratedinternal
processes
Lackofinternalprocess
integration
2 Theprocessstepsandthe
goodsarecontrolledafter
theyarecompleted,which
comprisesquality,
efficiencyofresource
usageandmaintenance
Steertheprocessstepsand
preventerrorsfrom
happening,alltoimprove
quality,resourceusageand
maintenance
Reactiveapproach,instead
ofproactive
3 Workbasedonprevious
experienceanddecisions
basedonhumanjudgment
Standardizedapproachto
work-tasksanddecision-
makingbasedondata
Highpressureisputon
employees
4 Dataiscollectedinanon-
standardizedmanner
Collectionofdatathatis
combined,visualizedand
madeavailableto
employees
Muchdataisstored,
withoutbeingavailable,
combinedorvisualizedat
therightplace
Table5.2Gapsrevealedbycomparingcurrentsituationswiththedesiredones
Inthefollowingsections,eachgapisfurtheranalyzed.Here,importantaspectstocoverarereasons causing the gap to occur and its consequences on the production process. Thedesired situation explains how the production process would function if the gap isreduced. Furthermore, the possible solution discusses how each specific gap can bereducedwiththehelpofbigdataandIoT.Itshouldbepointedoutthatmanygapscanbeaddressedusingsimilarapproachesorsolutions.

Chapter5.Analysis
80
5.2.1 First Gap: Lack of Internal Process Integration The first identified gap is lack of internal process integration. In other words, there islimitedconnectionbetweenthemill,thepasteurizationandthepackagingprocessintermsof information sharing. As the sub processes are integrated in a limitedmanner, the SMdoes not know how the different sub processes affect each other. There are difficultiesrelated to understanding the underlying reasons to why quality variations occur. Inaddition, there is little knowledge regarding how these variations or defects affect thesubsequentstepsintheproductionprocesses.Thereareseveralundesirableconsequencesof insufficient quality in the production process at SM. Included ones are increasedamountsofwasteandunintendedproductionstops.
The gap is further explored by elaborating on its influence on the quality of each of thethreesubprocessesintheproductionprocess.First,thereislimitedknowledgeofhowthecharacteristics of certain tobacco flour in the mill affect the pasteurization and thepackagingprocess.Inaddition,theamountofdatathatiscollectedinthemillislimitedandnot displayed further down in the production process. Second, quality issues in thepasteurizationprocess include variations in the finished snus, despite using a consistentrecipe. These variations include fluctuations in moisture level and lumps of sodiumcarbonate.Astherecipeisnotaltered,thevariationsarelikelyaresultfromnon-regulatedingredients.Examplesoftheseingredientsarewatervaporandtheexacttobaccoflour.Noconclusionscanbedrawnandnonewoptimizationscanbemade if theamountofwatervaporusedorthespecificfractiondivisionofthetobaccoflourisnotdocumented.Third,thevariationsdoalsoaffectthepackagingprocess.Resultsofthesnusbeingeithertoodryortoomoistinthepackerincludethatthesnuseithercannotbeputinthepouchproperlyorthatthesnusgetsstuckinthepacker.Withmanyunintendedstopsandbreakdowns,theproductionprocesscannotreachitsfullpotential.
Furthermore,thelackofinternalprocessintegrationcanaffectthefinishedsnusproduct.For example, if lumps of sodium carbonate are not discovered by the production, theconsumer can identify them instead.As a result, the imageof SMand thequality canbereducedintheeyesoftheconsumer.Ultimately,thiscouldpotentiallyresultinadecreasedsalesvolume.
DesiredSituationThe desired situation includes understanding the underlying reasons to why qualitydeviationsanddefectsoccur.Thiscontributestoanimprovedfoundationservingasabasisformakingsufficientconclusions.Inaddition,itenablesthequalityworktobeoptimizedinanefficientmanner.Onepartofthequalityworkistoattainminimallevelsofvariationsinthefinishedsnus.Byminimizingthevariationsinthesnus, itsqualityincrease,thewastelevelisminimalandthetimerequiredforreprocessingsnusinthepasteurizationprocess
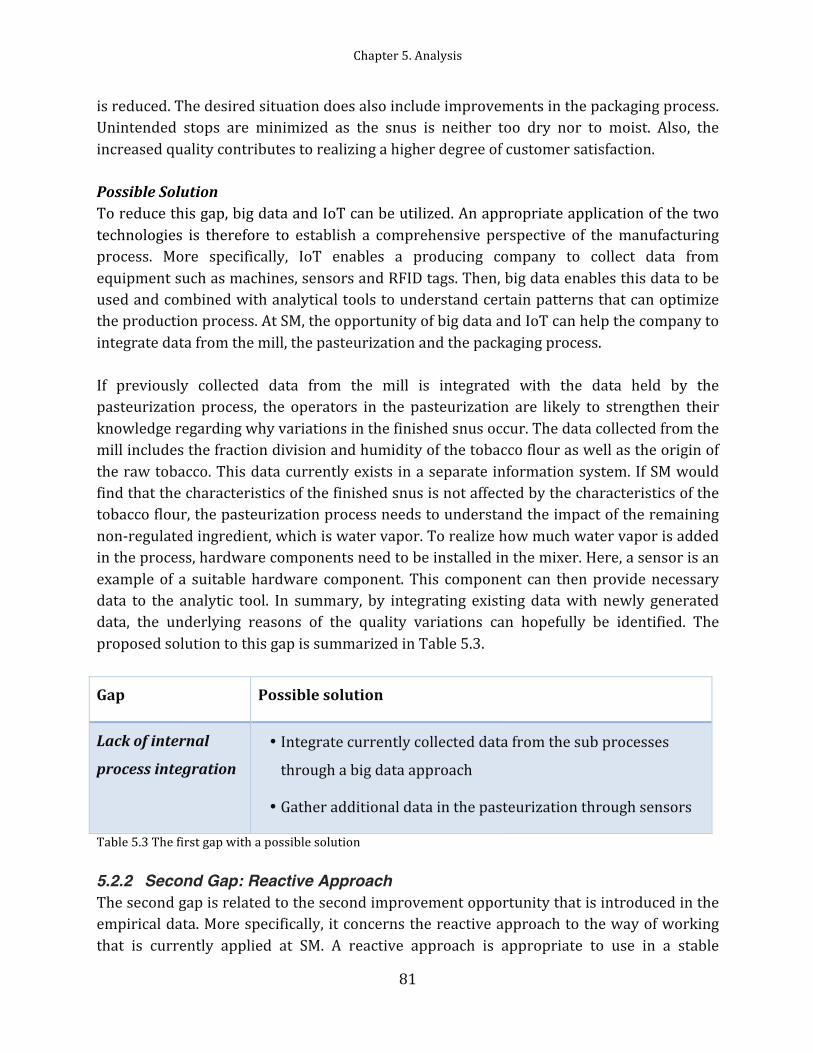
Chapter5.Analysis
81
isreduced.Thedesiredsituationdoesalsoincludeimprovementsinthepackagingprocess.Unintended stops are minimized as the snus is neither too dry nor to moist. Also, theincreasedqualitycontributestorealizingahigherdegreeofcustomersatisfaction.
PossibleSolutionToreducethisgap,bigdataandIoTcanbeutilized.Anappropriateapplicationofthetwotechnologies is therefore to establish a comprehensive perspective of themanufacturingprocess. More specifically, IoT enables a producing company to collect data fromequipmentsuchasmachines,sensorsandRFIDtags.Then,bigdataenablesthisdatatobeusedandcombinedwithanalyticaltoolstounderstandcertainpatternsthatcanoptimizetheproductionprocess.AtSM,theopportunityofbigdataandIoTcanhelpthecompanytointegratedatafromthemill,thepasteurizationandthepackagingprocess.
If previously collected data from the mill is integrated with the data held by thepasteurization process, the operators in the pasteurization are likely to strengthen theirknowledgeregardingwhyvariationsinthefinishedsnusoccur.Thedatacollectedfromthemillincludesthefractiondivisionandhumidityofthetobaccoflouraswellastheoriginoftherawtobacco.Thisdatacurrentlyexistsinaseparateinformationsystem.IfSMwouldfindthatthecharacteristicsofthefinishedsnusisnotaffectedbythecharacteristicsofthetobaccoflour,thepasteurizationprocessneedstounderstandtheimpactoftheremainingnon-regulatedingredient,whichiswatervapor.Torealizehowmuchwatervaporisaddedintheprocess,hardwarecomponentsneedtobeinstalledinthemixer.Here,asensorisanexampleof a suitablehardware component.This component can thenprovidenecessarydata to the analytic tool. In summary, by integrating existing datawith newly generateddata, the underlying reasons of the quality variations can hopefully be identified. TheproposedsolutiontothisgapissummarizedinTable5.3.
Gap Possiblesolution
Lackofinternal
processintegration
• Integratecurrentlycollecteddatafromthesubprocesses
throughabigdataapproach
• Gatheradditionaldatainthepasteurizationthroughsensors
Table5.3Thefirstgapwithapossiblesolution
5.2.2 Second Gap: Reactive Approach Thesecondgapisrelatedtothesecondimprovementopportunitythatisintroducedintheempiricaldata.Morespecifically, itconcernsthereactiveapproachtothewayofworkingthat is currently applied at SM. A reactive approach is appropriate to use in a stable
Chapter5.Analysis
82
situationwithnoorfewdeviations.However,areactivewayofworkingisnotsuitableinthiscasesincedeviationsmoreorlessexistineachstepoftheproductionsubprocessesinSM’s Gothenburg factory. This reactive approach is identified throughout the productionprocess,intermsofqualitycontrols,resourceusage,andmaintenancecontrols.
First,qualitycontrolsaregenerallyperformedaftereachstepintheproductionprocessesiscompleted. Inthemill,measurementsofthetobaccoflouraretakenoncethemixing iscompleted. As the measurements are taken after the mixing is completed, thecharacteristics of the flour vary significantly. In the pasteurization process, the batch isapproved after the tumbling is completed. Similar to the mill, the result of thepasteurizationprocessvaries.Lastly,manyofthequalitycontrolsinthepackagingprocessareperformedinareactivemannerastheyareperformedafterthepackagingofthepouchin the can is finished. A consequence of these quality controls in each sub productionprocessisthatinadmissiblesnusiseitherreprocessedorrejectedlateintheprocess,noneofwhichareeconomicallysupportable.
Anotherareathatcurrentlyappliesareactiveapproachisresourceusage,morespecificallythe energy and water usage. Currently, SM is unaware of how these resources areconsumed in correlation to the speed of themachines or atwhat time they run. By notunderstanding how the resource usage can be managed in a proactive manner, thecompany can neither optimize the energy nor water usage in an efficient manner.Therefore, the firm does indirectly lose economicmeans and increase its environmentalimpact.
Lastly,maintenancecontrolsareperformedinareactivemanneratSM.Operatorsworkingwithmaintenancemainly focus on the pasteurization and the packaging process. In thepasteurizationprocess,maintenanceismainlyperformedafteradevicehasbrokendown.The pasteurization process runs during both day and nighttime. Breakdowns orunintended stops occurring during the nighttime require longer time for repairing andthereforealsocomplicates theprocess.Recently, thecompanyalsostarted implementingtime-scheduled maintenance controls in order to minimize unintended stops andbreakdowns in the pasteurization process. In the packaging process, time-scheduledmaintenance controls are applied. By controlling each machine every sixth week, themaintenance is not adapted to the machine’s utilization rate, number of previousbreakdownsoritsnovelty.Asaresult,timeisspentoncontrollingmachinesthatarenotinneedofmaintenance,whilethemachinesinneedofmaintenancearenotcontrolledintime.Thismeansthatthemaintenanceinboththepasteurizationandthepackagingprocessareconducted in a reactive manner. In addition to maintenance controls, there is a lack ofpredictive maintenance, in other words, prediction of when errors or breakdowns willhappen.
Chapter5.Analysis
83
DesiredSituationThedesiredsituationistoworkproactivelythroughouttheproductionprocessintermsofqualitycontrols, resourceusageandmaintenance.This includes identifyingerrorsbeforethey occur and break down the production process or cause rejections of snus. With asmallernumberofbreakdowns,theutilizationrateofthemachinescanincreaseaswellastheoverallefficiencyoftheproductionprocess.Furthermore,workingproactivelycanalsoresultinacontinuouslyincreasedqualityofthesnusandthereforealsoahighercustomersatisfaction.
PossibleSolutionThe second gap is somewhat related to the first gap. By establishing and attainingimproved internalprocess integration,aproactivewayoutworking ispartlyestablished.However,whatdifferentiates thesolutionsof the firstandsecondgap fromeachother isthatthesolutiontothefirstgapincludesaholisticperspective.Incontrast,thesolutiontothe second gap focuses on including improvements in each specific sub process. ThesolutiontothisgapissummarizedinTable5.4.
BigdataandIoTcanbeusedtomitigatethegapofreactivequalitycontrols,resourceusageand maintenance. Therefore, it enables working more predictively and proactively.Regarding the different quality controls within the mill, pasteurization and packagingprocess, hardware components, such as sensors, can be implemented to measure theongoingprocessthroughrealtimecontrol.Realtimecontrolcanbeusedasanalternativetocontrollingtheproductwhenitisfinished.Bycontinuouslycontrollingthequalityoftheproductthroughrealtimecontrols,realtimeadjustmentscanbemade.Theseadjustmentsenableaminimizationofqualitydefectsbeforeitistoolate.
As big data and IoT enable real time control, the two technological advances can alsominimize the gap related to a reactive resource usage. By recognizing the patterns ofresourceusagethroughrealtimemonitoring,adjustmentscanbemade.Anexampleofanadjustmentistochangethespeedofthemachinestoenableanefficientproductionofsnusthatisadaptedtothespecificdirectmaterial.
Furthermore, the maintenance can be improved using big data and IoT. Currently, themaintenanceoftheequipmentinthefactoryisalsoconductedinareactivemanner.Here,bigdataandIoTcanbeimplementedinordertoenableworkinginamorepredictiveandpreventive manner regarding maintenance. Regarding predictive maintenance, IoTcomponents provide a systematic opportunity to continuously monitor how well themachineryisperforming.TheserealtimecontrolsrequirenewIoThardwarecomponentsinSM’sGothenburgfactory.Thesehardwarecomponentscaneitheralerttheoperatorsorcall the maintenance department or team directly. Another possible solution is for the
Chapter5.Analysis
84
machinestoadjusttheerrorsbythemselves.Regardingpreventivemaintenance,bigdatacan facilitate theplanning of themaintenance controls. As themachines can gatherdataabout their run time, utilization rate andpreviousmaintenancepattern, big data and itsanalytical function enables calculation of what time is optimal for each machine to becontrolled.Thismeansthatinsteadofcompletingmaintenancecontrolseverysixthweek,eachmachinecanbecontrolledwhenitisactuallyneeded.Currently,themachinesinthepackagingprocess of SM collect a large part of the necessary data. Thus, nonewdata isneeded to plan the controls. However, the currently collected data types needs to becombinedandintegratedwitheachother.Thiscansavetimeforboththeemployeesandthecompanyasawhole.
Gap Possiblesolution
Reactiveapproach,
insteadofproactive
• Realtimecontrolstomakerealtimeadjustmentsforimproved
qualityandresourceusage
• Realtimecontrolstoimplementpredictivemaintenance
• Integratecurrentlycollecteddatatypesfrommachinesto
implementpreventivemaintenance
Table5.4Thesecondgapwithapossiblesolution
5.2.3 Third Gap: High Pressure Put on Employees ThethirdgapimplicatesthathighpressureisputontheemployeesofSM.Duetomarketchanges as well as technological changes, the way of working is changing at SM. Morespecifically, it has evolved from being a traditional way of working to involving tasksimplyingmoresupervision,planningandresponsibilities.Atraditionalwayofworkingcaninclude simple and repetitive tasks. Furthermore, the pressure that is put on employeesdifferbetweenthemill,thepasteurizationandthepackagingprocess,especiallyintermsofwhoisaffected,whatpreventionsthathavebeenimplementedandtheconsequencesoftheincreasedpressure.
Inthemill,itistheoperators’workthatisaffectedbytheincreasednumberofSKUs.Asaresult of this increase in SKUs, a larger number of tobacco flour types are implemented.Thisdoesresultinthefactthatmorepressureisputontheoperators.However,themostcritical issue for the operators in themill is to attain the proper knowledge required toproducehighqualitytobaccoflour.Astheworktasksinthemillgenerallyarebasedontheknowledge of the operators, experience is crucial and the human-judgment has to beaccurate.AfewoperatorshaveworkedintheproductionprocessofSMforalongtime.As
Chapter5.Analysis
85
employeesofyoungergenerationsarehired,thechanceofthemstayingaslongislimitedsincetheytendtostayshorterinonecompany.Clearly,thismakesitevenmoretroublingthatmuchworkisbasedonpreviousexperience.
In the pasteurization process, operators do also experience high pressure due to theincreased number of SKUs. As mentioned, the operators in this production sub processperform planning, supervision of the process and correct smaller unintended stops. Asmosttasksbecomemorecomplicated,itismoredemandingfortheemployeestobasethemajorityoftheirdecisionsonexperience.Uptonow, littlehasbeendonetofacilitatetheworkinthissubprocess,asmanyofthetasksarestillperformedmanually.
The work tasks in the packaging process differ from the ones in the mill and thepasteurization. Here, operators mainly supervise the process and correct minorunintended stops. In this sub process, other employees are responsible for thedevelopmentoftheproductionplan.Theoperatorsdonotexperienceanymajorproblemswiththecurrentsetup.Inaddition,theybelievethatthestudiedpackaginglineusedforthePSOGeneralrunssmoothly.Aprobablereasonfortheperceptionoffewproblemsinthisproduction sub process can be the fact that a lot has already been done to improve theoperators’wayofworking.Furthermore,decisionsarenotbasedasmuchonexperienceasin the other sub processes and the required training is not as extensive. However, theemployeesplanningthepackagingprocessexperiencepressureduetothechangedmarketsituation.Theplanningisbasedonpreviousexperienceandalargeamountofinformationisonlykeptintheheadsoftheemployees.
Ageneral theme throughout thesubprocesses is thedecisionmakingbasedonpreviousexperience rather than on data. Basing decisions on experience does not only result inhigherpressureon theemployees,butdoesalsocausecostlyproblems for thecompany.First, a consequence of human judgment is the increased number of errors. Usually,irreparableerrorsresultinrejectionsandwaste.Second,havingafewemployeeswhoareveryexperiencedmalesthecompanydependentonthem.Iftheseindividualsareabsentorretire,theproductionwouldnotbeabletorunassmoothlyastoday.Third,asexperienceiscrucial for decisions, training requiresmore time.The longer the training is, themore itcostsforthecompany.
DesiredSituationThe desired situation is to use a standardized approach to work-tasks and to applydecision-makingbasedondata.Thiscanresult in lesspressureputontheemployees.Byminimizingtheshareofdecision-makingbasedonhumanjudgment,thenumberoferrorscan decrease. In addition, the company becomes less dependent on a few experiencedindividuals. Furthermore, the time required for employees to acquire enoughknowledge
Chapter5.Analysis
86
throughtrainingcanbeminimized.Sufficienttrainingtakestimeforbothexperiencedandnew employees. By minimizing this time, the company can eventually save money.Additionally,manualdecisionstaketimeandthedesiredsituationleadstotimesavedforbothemployeesandthebusiness.
PossibleSolutionToreducethegapandtoarriveatthedesiredsituation,bigdataandIoTcanbeutilized.Asuitableapplicationofthetwotechnologiesistocollectandanalyzesufficientamountsofdata.Thiscanformthebasisofreliabledecisions,seeTable5.5.Forexample,itcanincludewhichtypeofsnustopasteurizeatwhattimeandinwhatorder.Itcanalsoincludestep-by-stepinstructionstosolveunintendedstops.ByutilizingbigdataandIoTtocollectandanalyzeappropriatedata, lessexperienceabout theproductionprocess isneededamongtheemployees.
ItshouldalsobepointedoutthatintroducingbigdataandIoTintheproductionprocessofSMdoesnotonly facilitatethedecisionmakingwithinthecompany,butdoalsoresult intheneedof new competencies. This competency requirement is further discussed in theriskanalysis.
Gap Possiblesolution
Highpressureis
putonemployees
• UtilizebigdataandIoTtocollectandanalyzesignificant
amountsofdataasabasisfordecisionmaking
Table5.5Thethirdgapwithapossiblesolution
5.2.4 Fourth Gap: The Perception that Much Data is Stored The fourth and final gap addresses howdata is collected andmanaged at SM. Currently,thereisageneralcomprehensionthatlargeamountsofdataarecollectedbythecompany.In fact,eachsubprocesshasanumberofcollectionpoints.Forexample, themillcollectsdataregardingtheapprovedtobaccoflour,thepasteurizationcollectsdataofthefinishedsnusandthepackaginghasanumberofcollectionpointswheredataisgathered.However,each subprocess collectsdata indifferent information systemor subsystem.Thismeansthat the data gathered from the different processes are not integrated in an optimalmanner. As the information is not integrated or combined, it is isolated in so-calledinformationislands.Ifitisbelievedthataninformationsystemismissing,newstand-alonemodulesor information systemsare implemented to solve anyoccurring issues.Usually,thesemodulessolveashort-termissueanddonotmotivatealongandsustainablewayofcollecting data. Also, to add new information systems in this manner are neither
Chapter5.Analysis
87
economically justifiable for the company nor facilitating the increasingly complex worktasksoftheemployees.
Furthermore, the employees cannot reassure that the specific data that they need isaccurateeventhoughdataiscollectedinvariouswaysthroughouttheproductionprocess.Therefore, it cannotbeused foranalysisand improvements in theproductionprocessofSM.
DesiredSituationThe desired situation includes combining, analyzing, visualizing and making the dataavailable for the right employees. This enables an improved understanding of the entireproductionprocess.Similartothefirstgap,propermanagementofdatacanenableamoreholistic view of the production process. Instead of only improving product quality andreducingwaste,aholisticviewcanalsoidentifypossiblebottlenecksintheprocess,reduceinventory between the steps of the production process, and secure deliveries to thecustomer.
PossibleSolutionToreducethislastgapandtoreachthedesiredsituation,bigdataandIoTcanbeutilized.Asmentioned,thepreviouslydescribedgapscangenerallybeminimizedbycollectingandanalyzingdatawiththehelpofbigdataandIoT.However,thereisnousetoperformrealtimecontrolsiftheemployeesdonotknowwheretofindtherealtimedataoriftherealtimecontrolsarenotaccurate.Therefore,thisfourthgapanditssolutioniscloselyrelatedwith the three other gaps. Table 5.6 provides an overview of this gap and its suggestedsolution.
First of all, the datamust be accurate. There is a great difference between if the data iscollectedmanuallyorautomaticallywhenconsideringitsaccuracy.Bymanuallyrecordingthe data in the information system,which is performed in themill, there is a chance ofhumanerror.Byautomatically recording thedatawith thehelpof anRFID tag,which isperformedinthepasteurizationprocess, there isa less likelychanceofhumanerrorandmore accurate data can be attained. The company can install additional hardwarecomponents,suchasRFIDtagsandsensors,toensureaccuratedata.
Then, the collected data must be combined, analyzed and visualized. All to enable theemployeestoutilizethedatainapropermanner.Bigdatausesthecollecteddatafromallstepsintheproductionprocessandanalyzesitinanefficientway.Thismeansthatthedatacanbecombined.Here,itisimportanttokeepinmindthatthebigdataalgorithmmustbeintegratedwiththe informationsystemswherethedata is located.Anotheralternative isthat the hardware component generates the data directly to the big data algorithm.
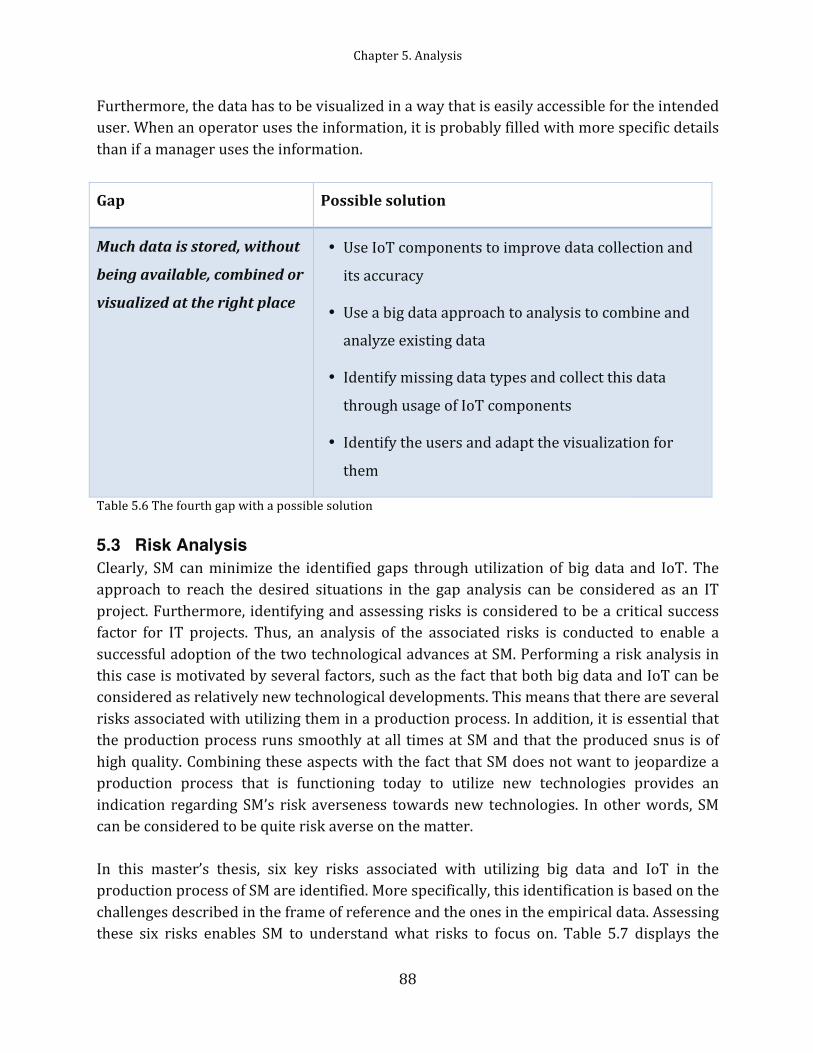
Chapter5.Analysis
88
Furthermore,thedatahastobevisualizedinawaythatiseasilyaccessiblefortheintendeduser.Whenanoperatorusestheinformation,itisprobablyfilledwithmorespecificdetailsthanifamanagerusestheinformation.
Gap Possiblesolution
Muchdataisstored,without
beingavailable,combinedor
visualizedattherightplace
• UseIoTcomponentstoimprovedatacollectionand
itsaccuracy
• Useabigdataapproachtoanalysistocombineand
analyzeexistingdata
• Identifymissingdatatypesandcollectthisdata
throughusageofIoTcomponents
• Identifytheusersandadaptthevisualizationfor
them
Table5.6Thefourthgapwithapossiblesolution
5.3 Risk Analysis Clearly, SMcanminimize the identifiedgaps throughutilizationofbigdata and IoT.Theapproach to reach the desired situations in the gap analysis can be considered as an ITproject.Furthermore, identifyingandassessingrisksisconsideredtobeacriticalsuccessfactor for IT projects. Thus, an analysis of the associated risks is conducted to enable asuccessfuladoptionofthetwotechnologicaladvancesatSM.Performingariskanalysisinthiscaseismotivatedbyseveralfactors,suchasthefactthatbothbigdataandIoTcanbeconsideredasrelativelynewtechnologicaldevelopments.Thismeansthatthereareseveralrisksassociatedwithutilizingtheminaproductionprocess.Inaddition,itisessentialthattheproductionprocessrunssmoothlyatall timesatSMandthattheproducedsnusisofhighquality.CombiningtheseaspectswiththefactthatSMdoesnotwanttojeopardizeaproduction process that is functioning today to utilize new technologies provides anindication regardingSM’s risk averseness towardsnew technologies. Inotherwords, SMcanbeconsideredtobequiteriskaverseonthematter.
In this master’s thesis, six key risks associated with utilizing big data and IoT in theproductionprocessofSMareidentified.Morespecifically,thisidentificationisbasedonthechallengesdescribedintheframeofreferenceandtheonesintheempiricaldata.Assessingthese six risks enables SM to understandwhat risks to focus on. Table 5.7 displays the
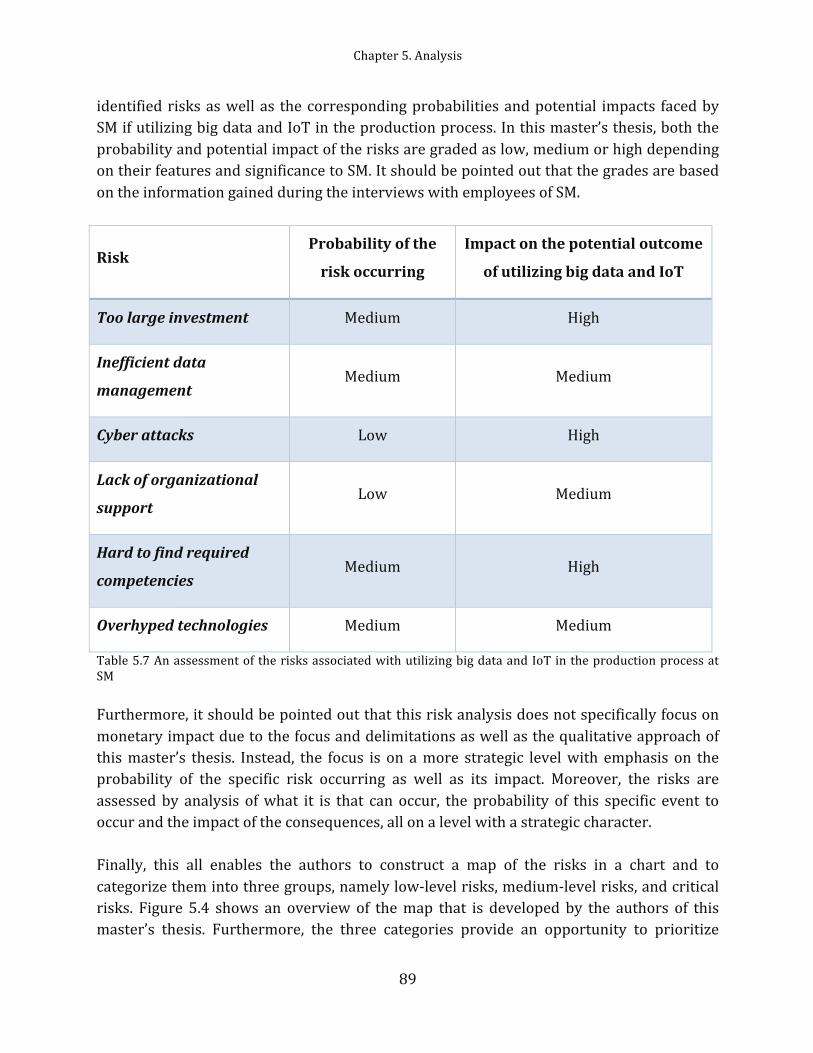
Chapter5.Analysis
89
identifiedrisksaswellas thecorrespondingprobabilitiesandpotential impacts facedbySMifutilizingbigdataandIoTintheproductionprocess.Inthismaster’sthesis,boththeprobabilityandpotentialimpactoftherisksaregradedaslow,mediumorhighdependingontheirfeaturesandsignificancetoSM.ItshouldbepointedoutthatthegradesarebasedontheinformationgainedduringtheinterviewswithemployeesofSM.
Risk Probabilityofthe
riskoccurring
Impactonthepotentialoutcome
ofutilizingbigdataandIoT
Toolargeinvestment Medium High
Inefficientdata
management Medium Medium
Cyberattacks Low High
Lackoforganizational
support Low Medium
Hardtofindrequired
competencies Medium High
Overhypedtechnologies Medium Medium
Table5.7AnassessmentoftherisksassociatedwithutilizingbigdataandIoTintheproductionprocessatSM
Furthermore,itshouldbepointedoutthatthisriskanalysisdoesnotspecificallyfocusonmonetaryimpactduetothefocusanddelimitationsaswellasthequalitativeapproachofthismaster’s thesis. Instead, the focus is on amore strategic levelwith emphasis on theprobability of the specific risk occurring as well as its impact. Moreover, the risks areassessedby analysis ofwhat it is that can occur, theprobability of this specific event tooccurandtheimpactoftheconsequences,allonalevelwithastrategiccharacter.
Finally, this all enables the authors to construct a map of the risks in a chart and tocategorizethemintothreegroups,namelylow-levelrisks,medium-levelrisks,andcriticalrisks. Figure 5.4 shows an overview of themap that is developed by the authors of thismaster’s thesis. Furthermore, the three categories provide an opportunity to prioritize

Chapter5.Analysis
90
whatriskstomanagefirst.Forexample,thecriticalrisksareessentialtohandleatanearlystage.Morespecifically, theserisksshouldbemanagedandmitigated first.Themedium-level risks are next in line,while the low-level risks should bemanaged last or in somecases they can even be ignored. The prioritization order of the risks at SM is describedfurther in theendof the riskanalysis. First, theprobabilityandpotential impactof eachriskisdescribedinSM’ssettingandanapproachtomitigatetheriskisalsoprovided.
Figure5.4Themapconstructedbytheauthorstocategorizetherisksintothreegroups
5.3.1 Too Large Investment TheprobabilityoftheinvestmentbeingtoolargeforSMisconsideredtobeofamediumsize, while the impact if it would occur is considered to be high. Amain reason for theprobability being assessed asmedium and not high is that SM already has some of therequired equipment in their production process. Examples include RFID tags in thepasteurization process and sensors in the packaging process. However, much updates,establishments of new linkages as well as new equipment is required throughout theproductionprocesstoenablefullutilizationofbigdataandIoT.Thenecessaryequipmenttendstobecapitalintensive,whichfurthermotivatesthemediumprobabilityofthisrisk.Inotherwords,thisdoesalsomeanthattheprobabilitycannotbeconsideredaslow.
Therearevariousreasonsforconsideringtheimpactonthepotentialoutcomeofutilizingbig data and IoT of this risk as high. A main reason is that significant investments arerequired to enable success of this utilization. In otherwords, the investments cannot be
Chapter5.Analysis
91
avoided since it is extremely hard to reach the full potential of big data and IoT if noinvestmentsaremade.Therefore,itisofhighimportancetopredictwhatinvestmentsthatwillbenecessarytoutilizethetwotechnologicaladvances. Inaddition,howbigdataandIoTcanbecombinedwithsomeof theotherseven technologies included in Industry4.0should be considered to maximize the benefits. However, this is likely to result inadditional investments. Here, SM should focus on the ones that they could benefitmostfrom,whichmakesitsimilartocherrypicking.
Asmentioned,theprocessofutilizingbigdataandIoTintheproductionprocessatSMcanbe consideredasan ITproject.Thus, it is important tomakesure tomeet thebudgetaswellasstayingwithinapredeterminedtimeframeforthesuccessoftheproject.Apossibleresponse tomitigate the risk of the investment being too large is to take it stepby stepthrough iterative investments. This can be feasible for SM to avoid affecting theirproductionprocessnegativelyduringthechange,eventhoughSMcanbeconsideredasalargecompany.
As mentioned in the theoretical framework, it is of great importance that SM makesprioritizationsintheirproductionprocessinordertorealizewheretostartandtofindthelowhangingfruits.Moreover,thiscanbeconsideredasacriticalsuccessfactorforutilizingbigdataandIoTsuccessfullyinthecompany’sproductionprocess.Itisimportanttomakesure to only invest in equipment that actually is needed and will add value in SM’sproduction process. By performing updates where it is possible rather than replacingmachines, investments canbekept at aminimal level. In addition, it is essential that thenew equipment can be integrated in a complete factory setup. For example, stand-aloneapproaches should be avoided since they usually result in SM paying for a completesolutionwhileonlyutilizingpartsofitspotential.Inotherwords,itisessentialtoconsiderwhat theentire companycanbenefit from insteadof focusingonshort-termsolutions inseparatefunctionsordepartments.
Clearly,SMshouldnotonlyrelyonashort-termapproachinseparatefunctions.Instead,itisacriticalsuccessfactorthatSMrealizeshowbigdataandIoTcanbeexploitedtoenableasignificant change throughout the production process. For example, even though SMalreadyhassomeoftherequireddevices,severalmachineswilleitherhavetobeupgradedorreplacedtoenableadoptionofbigdataandIoT.Here,itisimportanttorealizethatitislikelythatalargepartoftheequipmentcurrentlyinpossessionofSMcanbeupgradedtoenableadoptionofbigdataandIoT.Thisfurtheraddstothereasoningthatallequipmentandmachines do not need to be replaced completely. The largest change is likely to berequired in the mill, which currently is not that heavily equipped with moderntechnologicaldevicesandthereforehasalimitedtechnologicalmaturity.Inaddition,muchmanual handling currently takes place in themill due to this aspect. The pasteurization

Chapter5.Analysis
92
processismoreuptodateeventhoughsomeinvestmentswillberequiredhereaswell.Asmentioned,thepackagingprocessisthemostupdatedoneofthethreesubprocesseswhenconsideringtechnologicalmaturity.However,someupgradeswillstillberequiredheretoenableintegrationofvarioussystemsandhardwaredevices,suchassensors.
5.3.2 Inefficient Data Management The second risk considers inefficient approaches tomanaging the large amounts of datathat is generatedby variousdata sources, such as sensors,RFID tags andmachines.TheprobabilityofinefficientdatamanagementbeingthecaseatSMwhenutilizingbigdataandIoT is rated asmedium.Thepotential impact is also considered to be of amedium size.Rating theprobabilityasmediumismotivatedby the fact thatSMcurrentlyshowssomelimitationsconsideringthisaspect.Forexample,dataiscollectedbutthennotvisualizedorinsomecasesnotevenused.Furthermore,theimpactisratedasmedium,becauseSMwillneither be able to utilize big data nor IoT, if there is a too poor ability tomanage data.There is also the perception that much data is stored, but not made available,communicatedorvisualizedinaclearmanner.Moreover,itcanbehardtoquicklyfindthedatathatisrequiredfortheemployeestoperformtheirworktasksinanefficientmanner.ThereasonfornotratingtheimpactashighisthatSMiscurrentlydevelopinganapproachto managing data. There is a potential structure for managing data through usage of anetworkincludingthree levels,namelytheadministrative level, theDMZandtheprocesslevel.
An increasedunderstandingofwhatdata to collect, how it shouldbehandled,what it isaimedforaswellashowtoanalyzeitarepotentialwaystomitigatetheissuesassociatedwiththisrisk.Moreover,theprobabilityofthisriskoccurringaswellasitspotentialimpactcanbeminimizedthroughdevelopinganunderstandingofthecharacteristicsofbigdata.As discussed in the frame of reference, volume, velocity and variety are importantcharacteristicstofullygrasp.Inotherwords,itisessentialtofirstunderstandthedatatoitsfullextenttounderstandhowtomanageitmostefficiently.
ToutilizebigdataandIoTbeneficially,aclearstrategytowardsdatamanagementshouldbeapplied.Moreover, it is a success factor that this strategy is alignedwithSM’soverallstrategy and it should clarify what data to collect, how to handle it, what the data isintended for, andhow it shouldbe analyzed. For example, SM should focus ondata thatfacilitates increased quality of finished goods as well as the efficiency throughout theproductionprocess.
Itisalsoimportanttomakesuretousethedatathatactuallyiscollected,whichcurrentlyisneitheralwaysthecaseatSMnorintheindustryasawhole.Instead,thereisdatacollectedthat is completely unused, which can be seen as a waste of resources. Clearly, the

Chapter5.Analysis
93
probability and impact of this risk can be mitigated through a clear structure for datamanagement. Furthermore, this risk can also bemitigated by investing in a software inwhichstrongcloudcapabilitiesareincluded.Currently,SMstorecollecteddataoninternalservers and this kind of transition could imply costs that are too large for the changetowardsacloud-basedsetuptobefeasibleforSM.Inaddition,ifinvestinginacloudbaseddatastoragethesecurityaspectneedstobeconsidered.
5.3.3 Cyberattacks The third risk concerns cyberattacks, which for example includes external data leakage,internal sharing of data as well as undesirable hacker attacks. The probability ofcyberattacksoccurringisconsideredtobelow,whileitspotentialimpactisseenashigh.Afundamental reason for considering this probability as low is that SM currently can beconsidered as a cutting edge company when considering the security aspect. This ismotivatedbytheirnetworksetup,whereconnectionsbetweendifferentlevelsarelimitedbytheDMZ.Morespecifically,theDMZcontributestoalowerprobabilityofcyberattackssinceitprotectstheinternalnetworkfromlessreliablenetworks,suchastheInternet.
Even though the probability of a cyberattack is considered to be low, its impact on thepotentialoutcomeofutilizingbigdataandIoTintheproductionprocessatSMislikelytobe significant if occurring. This is motivated by the fact that it is fundamental for thecompany tohavea reliableproductionprocess that is runningandonly stopswhen it isintended to do so. For example, if the production process is infiltrated by malicioussoftware, it can potentially damage SM’s software and making it impossible to run theproductionprocess.Inaddition,thereisalsoariskofunauthorizedpeopletakingcontrolofthe process as well as its settings. Ultimately, this can result in losing control of theproductionprocess, damagedproducts, andpoorquality. Clearly, thepotential impact ofthisriskisofasignificantsize.
SMcandecreasetheprobabilityaswellasthepotentialimpactassociatedwiththisriskbyapplying security systems, similar to ones used in financial trading. More specifically,encryption algorithms can be utilized in the production process. In fact, studying otherindustries and focusing on the companies performing best on certain aspects can helpmuch.Inaddition,itisofhighimportancetoestablishandmaintainahighlevelofinternaltrust between the sub processes of the production process. This is likely to result inavoidance of faulty analysis as well as increased transparency within the productionprocessofSM.
Asmentioned, servers can be considered as both inflexible and ineffective. Cloud basedstoragecanbeseenasabetterapproachonthematter.However,acloudbasedstorageiscommonlyperceivedasriskiercomparedtousinganinternalserveramongstcompanies.

Chapter5.Analysis
94
This aspect is especially importantwhen considering the riskof cyberattacks.Therefore,SMcanwaitwith implementinga cloud-basedapproach.Bywaiting, SMcan studyothermanufacturing companies and learn from their success andmistakes related to a cloudbasedstorageandcybersecurity.Basically,whetherornottowaitduetothisreasoncomesdowntohowriskaverseSMactuallyisonthematter.
5.3.4 Lack of Organizational Support Theriskconcerninglackoforganizationalsupportisconsideredtohavealowprobabilitytooccur.Incontrast,itspotentialimpactonthepossibleoutcomeofutilizingbigdataandIoT is considered to be of a medium size. The low probability is motivated by severalaspects. Among the included ones is the fact that many employees have worked in theproductionprocessforalongtime.Anotheraspectthatfurtheraddstothisreasoningisthefact that SM cares about their employees and theirwell-being. This seems to result in atrust among the operators towards SM. In other words, the corporate culture is rathersupportiveatSM.TheprobabilityofthisriskatSMcanforexamplebefurtherreducedwithincreasedinformationsharing.
However, poor organizational support is likely to affect a large part of the company ifoccurring.Moreover,thepotentialbenefitsofassociatedwithanadoptionofbigdataandIoTarelikelytobesmallorevennon-existingiftheorganizationalsupportisabsent.Thismotivates the medium level of impact on the potential outcome of utilizing these twotechnologicaladvancesinSM’sproductionprocess.Thatitisnotratedasahighimpactriskismotivatedbythefactitspotentialconsequencesareratherlimited,eventhoughtheycanbepresentinseveralpartsofthecompany.Basically,ifthereisnoorganizationalsupport,thereisnoprojectandevenlessasuccessfulone.
Tomitigatetheprobabilityandpotentialimpactofthisrisk,SMshouldmakesuretoadapttothetransformationthroughmakingnecessaryalterationstotheirwayofworkingaswellas to theiroverallbusinessplan. In thisway, thegoalsand theapproach toarriveat thefuture state become clear to the entire organization. Moreover, it is essential for thecompanytoinvolvepeoplewithdesiredcompetenciesonboththetopmanagementleveland the operational level. The top management should ensure a clear strategy for thetransformation as well as support the employees. For example, there should be aprioritization of the processes in the production and it is important that the operatorsunderstand the technology. A supportive corporate culture is a key component of asuccessfulutilizationofbigdataandIoT.InSM’scase,thisseemstobeinplace,butitisstillvitaltoensurecommunicatingthechangetomaintainthiscultureminimizetherisk.
Chapter5.Analysis
95
5.3.5 Hard to Find Required Competencies Theprobabilityassociatedwiththeriskofitbeinghardtofindtherequiredcompetenciesis graded as medium and its potential impact as high. The reasoning behind rating theprobabilityasmediumisbasedonthefactthatbigdataandIoTimplychangestothewayof working due to increased digitization and automation. This results in alteredrequirementsputonskillsandcompetenciesofbothoperatorsandmanagers.Clearly,thisis important to consider at an early stage to enable avoidance of later shortages ofemployeeswith the required competencies.At SM thismeans that thework tasksof theoperatorswillshiftinitscharacter,especiallywhenconcerningrepetitiveorstandardizedtasks,thusanothersetofskillswillalsoberequired.Inotherwords,SMneedtochangethecompetenciesof their employees.However, it is important tokeep inmind thatbigdataandIoTarenotaboutreducingthenumberofemployees,butratheronempoweringthemintheirdailywork.
ThereasoningunderlyingratingtheimpactonthepotentialoutcomeofutilizingbigdataandIoTinSM’sproductionprocessashigh,isbasedonthefactthatSMwillnotbeabletoutilizebigdataandIoTefficientlyistherequiredsetofcompetenciesisnotinplace.
Since ahybrid competence in the fields of production and ITwill be required, a feasibleresponsetowardsthisriskistoeducatetheemployeesonthematter.Inotherwords,itcanbebeneficial forSMtocombine theknowledgeof theoperatorswith ITknowledge.Thiscan be attained by reeducation of some of the operators. Furthermore, themanagementneedstoprovidethepossibilitiesrequiredtoenablenewdigitalideasaswellastoconductstrategicplanningforthefuture.Thisplanningcanbebasedonalong-termanalysisoftheimpactofthechanges.Here,thereareanumberofalternativesthatcanbesuitableforSM.Includedonesarealteringcurrentroles, changingrequirementsduringrecruitment,and,as mentioned, offering reeducation. In this change, SM’s project managers and theirsupportplayanessentialpartforthesuccessoftheproject.
5.3.6 Overhyped Technologies TheriskofbigdataandIoTbeingoverhypedtechnologiesisconsideredtohaveamediumprobability.Thepotential impacton thepossibleoutcomeofutilizingbigdataand IoT isconsidered to be of a medium size. Basically, this risk concerns whether the twotechnologicaladvanceswillbeabletodeliveraccordingtotheexpectationsoftheindustryand more specifically the ones of SM. If not able to live up to these expectations, thetechnological advancesare considered tobeoverhyped.Toavoid investing inoverhypedtechnologies, it is fundamental to have reasonable expectations that match the actualpotentialofthetechnologies.
Chapter5.Analysis
96
Rating the probability of the risk as medium is motivated by the fact that the twotechnologies have been listed at Gartner’s hype cycle for emerging technologies. Morespecifically,theirpositioningclosetothepeakofinflatedexpectationsaddsfurthertothisreasoning.Aselaboratedonintheframeofreference,bigdatawasremovedfromthecyclein2015.Furthermore,thereareseveralpotentialreasonsforthis,suchasthefactthatbigdata is now prevalent in the business environment. This can be considered as likely forsome lines of business including the financial sector, but not for all. If considering themanufacturingindustryseparately,itislikelythatbigdatastillwouldbepositionedatthehype cycle. In addition, this reasoning is in line with the argument that big data wasremoved fromthehypecycleabit toosoon.Thismatter is furthermotivatedby the factthatbigdatastillfrequentlyisdescribedasavagueterm.
Consideringthepotentialimpactofthisrisktohaveamediumsizeismotivatedbythefactthattechnologiesplacedonthehypecyclearelikelytohaveasignificantbusinessimpactonnumerouscompanies, includingSM.Morespecifically,SMwillprobablynotbeabletorealize their original expectations if the two technological advances are overhyped. Forexample,thiscanshowininvestmentsfailingtopayoff.
Possible responses tomitigate both the probability and the potential impact of this riskinclude,asmentioned,tomakesuretohavereasonableexpectationsregardingwhatcanbeaccomplishedbyanadoptionofthetechnologies.Here,itisimportanttofullyunderstandbigdata, itsopportunities, limitationsaswellasapplicationsintheproductionprocessofSM.Inotherwords,themanagementatSMshouldmakesuretoseethroughthehypeandvagueterms.
TheearlierSMmovestowardsanadoptionofbigdataandIoT,thelargertheriskis.It isessential for thecompanytobeawareof the fact that takingontheriskdoesnotalwayspayoff,eventhoughthefactthatthepotentialpayoffislikelytobelargerifmovingearly.Thus, for a risk averse company, another response to decrease the probability andpotential impact of this risk is towaitwith theutilization of big data and IoT.By actingmoremoderately, SM has the possibility to study other companies and learn from theirsuccess as well as mistakes. How long to wait, depends on how risk averse SM is. Aspreviouslymentioned, SM can be considered as quite risk averse towards implementingnew technology in the production process. For a very risk averse company, this all canindicate that the company should wait until the technologies are fully proven to worksufficientlyinaproductionsetting.
5.3.7 Prioritization of Risks The risks are mapped based on their corresponding probability of occurring and theirpotential impact intheeventof ithappening.Bymappingtherisks, itbecomesclearthat
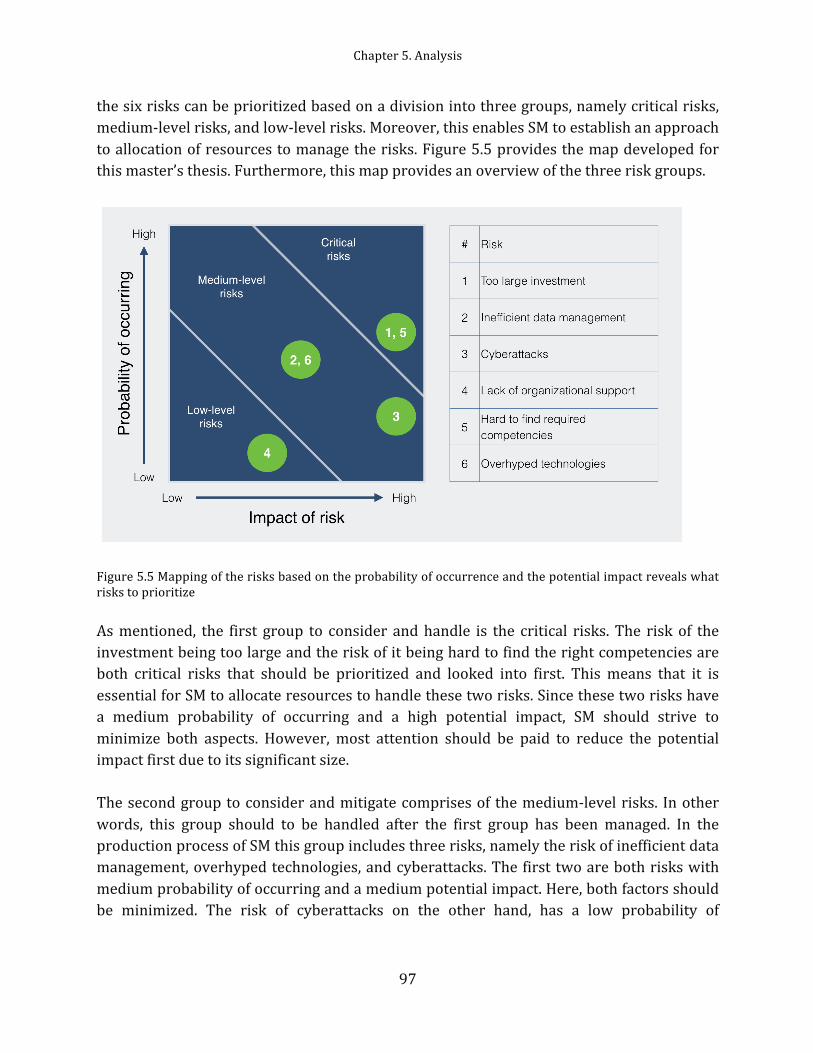
Chapter5.Analysis
97
thesixriskscanbeprioritizedbasedonadivisionintothreegroups,namelycriticalrisks,medium-levelrisks,andlow-levelrisks.Moreover,thisenablesSMtoestablishanapproachtoallocationofresourcestomanagetherisks.Figure5.5providesthemapdevelopedforthismaster’sthesis.Furthermore,thismapprovidesanoverviewofthethreeriskgroups.
Figure5.5Mappingoftherisksbasedontheprobabilityofoccurrenceandthepotentialimpactrevealswhatriskstoprioritize
Asmentioned, the first group to consider andhandle is the critical risks.The riskof theinvestmentbeingtoolargeandtheriskofitbeinghardtofindtherightcompetenciesareboth critical risks that should be prioritized and looked into first. This means that it isessentialforSMtoallocateresourcestohandlethesetworisks.Sincethesetworiskshavea medium probability of occurring and a high potential impact, SM should strive tominimize both aspects. However, most attention should be paid to reduce the potentialimpactfirstduetoitssignificantsize.
Thesecondgrouptoconsiderandmitigatecomprisesof themedium-levelrisks. Inotherwords, this group should to be handled after the first group has been managed. In theproductionprocessofSMthisgroupincludesthreerisks,namelytheriskofinefficientdatamanagement,overhypedtechnologies,andcyberattacks.Thefirsttwoarebothriskswithmediumprobabilityofoccurringandamediumpotentialimpact.Here,bothfactorsshouldbe minimized. The risk of cyberattacks on the other hand, has a low probability of
Chapter5.Analysis
98
occurringbutahighpotentialimpact.Thus,thefocuswhenmanagingthisriskshouldbeonminimizingitspotentialimpactintheeventofithappening.
The thirdgroupcomprisesof low-level riskscorresponding to the lowestpriority,whichmotivates managing this group last. In some cases, risks in this category can even beignored, especially if considering riskswith both low probability and low impact. In thesetting of SM’s production process, this category includes the risk concerning lack oforganizationalsupport.Thisriskhasalowprobabilitytooccuraswellasamediumsizedpotentialimpact.Thus,thefocusshouldbeonminimizingthepotentialimpact.Onceithasbeenreducedtoalowlevel,littleattentionisrequiredtobepaidtothisrisk.
Clearly, therearenumerousriskswhenconsideringutilizingnewtechnologicaladvances,such as big data and IoT, in a production process. Thus, it is important for SM tounderstand and assess these risks. In addition, SM need to make sure to allocate theresources needed tomanage the critical risks first, themedium-level risks secondly andthenfinallythelow-levelrisks.
5.4 Summary of the Analysis TheanalysisshowsthatthereareseveralapplicationsofbigdataandIoTthataresuitabletouseintheproductionprocessofSM.BeforedeterminingtheseapplicationsandhowtheycanbeusedatSM, it isessential tounderstandwhattheactualneedsare.Thefunctionalproduct and the physically efficient supply chain strategy do bothmotivate introducingapplications of big data and IoT associated with manufacturing optimization as well aspreventive and predictive maintenance. Moreover, these application areas are closelyaligned with SM’s current motives to change and the issues that the company isexperiencing.OnceitisestablishedthatthereactuallyareapplicationsofbigdataandIoTthatareappropriatetoutilizeintheproductionprocessofSM,ananalysisregardinghowthesecanbe implemented inamoredetailedmannercanbeperformed. Inaddition, it isalsoimportanttoassesstherisksassociatedwithapotentialimplementation.
HowthetwotechnologicaladvancescanbeimplementedatSMisspecifiedthroughagapanalysis.Fourgapsareincludedinthisgapanalysisandeachgapcanbereducedwiththehelp of big data and IoT. Table 5.8 provides an overview of these gaps and thecorrespondingsolutions.Here,itshouldbenoticedthatmanygapshavesimilarsolutions.Forexample,ifthecompanyreducesthefourthgapwithbigdataandIoT,theotherthreegapscanpartlybereducedaswell.Inotherwords,bymanagingdatainanefficientwaythecompany can partly integrate thewhole production process,workmore proactively andmakedata-drivendecisions.
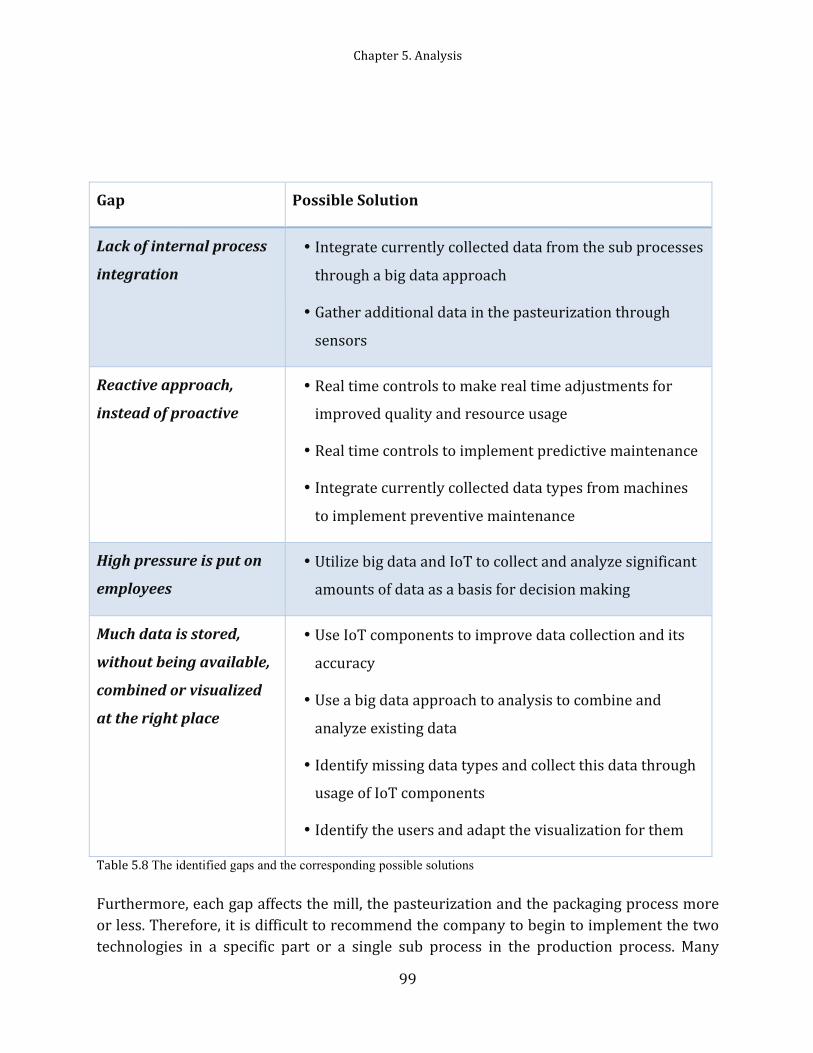
Chapter5.Analysis
99
Gap PossibleSolution
Lackofinternalprocess
integration
• Integratecurrentlycollecteddatafromthesubprocesses
throughabigdataapproach
• Gatheradditionaldatainthepasteurizationthrough
sensors
Reactiveapproach,
insteadofproactive
• Realtimecontrolstomakerealtimeadjustmentsfor
improvedqualityandresourceusage
• Realtimecontrolstoimplementpredictivemaintenance
• Integratecurrentlycollecteddatatypesfrommachines
toimplementpreventivemaintenance
Highpressureisputon
employees
• UtilizebigdataandIoTtocollectandanalyzesignificant
amountsofdataasabasisfordecisionmaking
Muchdataisstored,
withoutbeingavailable,
combinedorvisualized
attherightplace
• UseIoTcomponentstoimprovedatacollectionandits
accuracy
• Useabigdataapproachtoanalysistocombineand
analyzeexistingdata
• Identifymissingdatatypesandcollectthisdatathrough
usageofIoTcomponents
• Identifytheusersandadaptthevisualizationforthem
Table5.8The identified gaps and the corresponding possible solutions
Furthermore,eachgapaffectsthemill,thepasteurizationandthepackagingprocessmoreorless.Therefore,itisdifficulttorecommendthecompanytobegintoimplementthetwotechnologies in a specific part or a single sub process in the production process. Many

Chapter5.Analysis
100
components,suchassensorsandRFIDtags,alreadyexistintheproductionprocessofSM.AreasonableexplanationtothisisthefactthatmanyofthecomponentsofbigdataandIoTincludeolder technologies.Thismeans that SMdoesnothave to start from the absolutebeginning. The packaging process has a higher degree of technology and automationcomparedtothemillprocess,whichmakesthesteptoimplementbigdataandIoTsmallerin the packaging process. In other words, the technological maturity in the packagingprocess can be considered as higher than the one in both the mill and pasteurizationprocess.
Furthermore, the root cause to most gaps can often be found at an early stage of theprocess. More specifically, this means that problems in the packaging process oftenoriginates from issues in the mill and the pasteurization process. Examples includeproblemssuchasthelimitedunderstandingofwhyqualitydeviationsoccurandthatmuchpressureisputontheemployees,whichareassociatedwiththefirstandthirdgap.Thus,thebestoutcomewouldprobablyberealizedbyimplementingbigdataandIoTinthetwoearlier sub processes of the production process, rather than focusing too much on thepackagingprocess.
In addition, there is a difference between integrating data that is currently collectedthroughabigdataapproachandimplementingIoTcomponentstocollectadditionaltypesofdata.Asdiscussedinthegapanalysis,someofthegapscanpartlybereducedthroughintegration and combination of the data types currently collected. This can be realizedthroughapplyingabigdataapproach,thusthisisanappropriatetaskforthecompanytofocus on. A suitable next step is therefore to implement the IoT components needed tocollect any missing data. This enables performing a holistic analysis of the productionprocess.Whenintegratingcurrentlycollecteddatatypes,thecompanymustaccountforthesoftwarerequirementsandapplyasuitablenetworksolution.
Asmentioned,SMmustkeepanumberofrisksinmindwhenconsideringautilizationofbigdataandIoT.TheriskanalysisshowsthattherearetwocriticalrisksthatSMneedtoconsider first when implementing big data and IoT, namely the risk of a too largeinvestmentanditbeinghardto findtherequiredcompetencies. It is thesetworisksthatthecompanyshouldfocusonastheybothhavealargeprobabilityofoccurringandhavealargepotentialimpactonthesuccessoftheimplementationofbigdataandIoT.Tomitigatethe problems associated with these risks, the company should have a clear strategyregarding which investments to prioritize and hire or educate employees with theappropriatecompetencies.
Chapter6.Discussion
101
6 Discussion Thischapterelaboratesonaspectsthathavethepotentialtoaffecttheanalysisandresultsofthis master’s thesis. Included factors are the choices of the studied product as well as theconsidered factory. Finally, the choiceof studying theproductionprocess of SwedishMatchandhowthisspecificchoiceofcompanycanaffectthefindingsarediscussed.
6.1 The Studied Product SM clearly has a product portfolio with products of varying character, thus it is areasonable assumption that the results of this master’s thesis would deviate if anotherproducthadstudied.Furthermore,itcanbehardtofindasupplychainstrategythatfitstheentire product portfolio. For example, it is likely that the results of this master’s thesiswouldchangesomewhatifanotherproductwithlesscertaindemandhadstudied.Amoremarketresponsivesupplychainstrategycouldbefeasibleinsomecases,especiallywhenconsidering innovative products. The following sections elaborate on the impact on thepreferred approach to big data and IoT if another product would have been studied,alternative supply chain strategies that could fit more innovative products, but also onwhichstrategythatcanbeconsideredassuitableforthecompleteproductportfolio.
6.1.1 The PSO General The large sales volumes of the PSO General result in the fact that evenminor issues orchangeshavea large resulting impacton theproductionprocess.Thismotivates to startwithstudyingthePSOGeneral,whichisthecaseinthismaster’sthesis.Furthermore,thisshows that the focus and delimitations applied in this master’s thesis arereasonable. However, if another product with smaller sales volumes would have beenstudied, it is likelythattheplanningintheproductionprocesswouldbecomeharderandthat this product thereforewould correspond to largerwaste volumes. In that case, it isalsolikelythatthefeasibleapproachtoutilizingbigdataandIoTwoulddifferfromtheonesuggestedforthePSOGeneral inthisstudy.Forexample,possibleutilizationareasofthetwo technological advances include ones associatedwith increased flexibility,minimizedchangeovertimesaswellassupportforplanningofwhattoproduceatwhattime.
ThesameprincipleappliesifaproductinanotherstageofthePLCisconsidered,sincetherequirementsimpliedbyaproductintheintroduction,growthordeclinephasedifferfromtheonescorrespondingtoamatureproduct.Forexample,researchanddevelopmentplayamore importantpart in theearlierphases.Therefore, themain focus in thesephases isnotonrealizing themostefficientproductionprocess. Inotherwords, theapproach toautilizationofbigdataandIoTwillvarydependingonthecharacteristicsoftheproduct.For

Chapter6.Discussion
102
example,theapplicationscanvarybetweenbeingfocusedonareassuchasdesign,logisticsorproductrecovery.
6.1.2 Strategic Approach for Innovative Products Asmentioned,what isconsidered tobe themostsuitablestrategicapproachdependsonthecharacteristicsof theproduct.Understanding thisstrategyenablesrealizing themostsuitable applications of big data and IoT for a certain company and setup. Here, it isimportanttopointoutthatthephysicallyefficientsupplychainstrategythatisproposedtomatch the characteristics of thePSOGeneral is not likely tobe considered to fit all SM’sproducts. A main reason for this is the fact that SM also produces products of a moreinnovativecharacter. In thesecases,amarket-responsivesupplychainstrategywouldbemore feasible as it focuses on answering to a more unpredictable demand in a timelymanner.Allthistominimizeobsoleteinventory,forcedmarkdowns,andstockouts. Here,thefocusintheproductionprocessshouldbeondeployingexcessbuffercapacityinsteadofonkeepinghighutilizationratesonaverage.
The reasoning underlying the suggestion to apply a physically efficient, or lean, supplychain strategy for the PSOGeneral iswell alignedwith howSMhasworkedhistorically.However, as stated in the empirical data SM is currently striving towards workingaccording to amoremarket responsive strategy.This combinedwith the introductionofseveralnewSKUsthataremoreinnovativethanfunctionalintheircharacter,motivatetheassumption thatSM’soverall supplychainstrategyshouldbedirectedmore towards theresponsiveside,ratherthantheefficientone.ThismeansthattheapplicationsofbigdataandIoTshouldfocusabitmoreonflexibility,planning,andunderstandingthecustomeraswellasconsumers.
Clearly,differentproductsimplydifferentrequirementstothesupplychainstrategy.Whatsupplychainstrategy thatmatches thecharacteristicsof specificproductsmaydiffer.Allthismeansthatitcanbehardtoapplyasinglesupplychainstrategyfortheentireproductportfolio of SM. However, when combining all aspects, the indications suggest thatcurrently,thematchingsupplychainstrategywhenonlyconsideringthePSOGeneralisthephysicallyefficientone.Therefore,thesuitableapplicationsofbigdataandIoTarewithinmanufacturingoptimizationaswell aspreventiveandpredictivemaintenance.Theseareapplications that focus on maximizing the efficiency of the production process whileminimizingthecosts.
6.1.3 Strategic Approach for the Entire Product Portfolio As pointed out, a supply chain strategy completely focused on being either physicallyefficient ormarket responsive is unlikely tomatch all products in a company’s productportfolio.Thismatter is likely toapply inSM’s case, since thediversityof thecompany’s

Chapter6.Discussion
103
product portfolio continuously increases. As mentioned, a lean supply chain strategycorrespondstothephysicallyefficientonewhenstudiedonahigherlevel,whiletheagilestrategycorrespondstothemarketresponsive.
Inaddition,thehighmarginofthePSOGeneralisacharacteristicthatcouldindicatethatitis a innovative product, even though it checks a majority of aspects that makes itconsidered to be a functional product. Here, it is important to keep in mind that theproductsofSMgenerallycorrespondtoahighmargin.However,thisindicatesthatamoreagileapproachmightberequired,ratherthanacompletelyleansupplychainstrategy.
This all combined with the fact that SM strives towards working according to a moremarket responsive strategy than historically, add up to the fact that a hybrid, or leagile,supply chain strategymightbe feasible forSM.Moreover, this strategy isbasicallyamixbetweentheleanandagileapproaches.Thus,itcouldfitawiderspectrumofSM’sproductsthantheleanoragilestrategiescandoseparately.Thismeansthatsuitableapplicationsofbigdataand IoTdifferwhenconsidering theentireproductportfolio compared towhenonlystudyingthePSOGeneral.Forexample,increasedvariationsindemandrequiremorefocusonunderstandingthemarket.
6.2 The Studied Factory Inthismaster’sthesis,thescopeislimitedtothesnusfactoryinGothenburg.AsthefactoryisolderthanthesnusfactoryinKungälvthatwasbuiltin2003theproductionequipmentin Gothenburg has a lower degree of technologicalmaturity. One of themost significantdifferencesisthenewerequipmentinthepackagingprocessinKungälv.ThisresultsinthefactthatthemachinesintheKungälvfactorycangathermorespecificdata.Thisdatacanbeveryuseful in theutilizationaswell as in the integrationof abigdata approach.Themoretypesofdataamachinecangather,thelessamountofnewIoTcomponentsneedtobeinstalled.Asaresult,thediscussionsregardingtheimplementationofbigdataandIoTin the packaging process would probably differ slightly if this study would include theKungälvfactory.However,thepasteurizationprocessintheKungälvfactoryisverysimilartothepasteurizationprocessinGothenburg,thereforethisresultisnotlikelytovarymuch.SincethereisonlyonemillthatislocatedinGothenburg,theresultonthispointwouldnotvaryatalliftheKungälvfactorywouldalsohavebeenconsidered.
In addition to the novelty of the equipment, the process of making the snus variessomewhatbetweenthetwofactories.TheKungälvfactoryproducestheportionedpackedsnusWhite,which differs from the PSOGeneral as it has a highermoisture level and ispackedinastarformationinthecans.Thesevariationsonlyaffecttheprocessdescriptiononaverydetailed leveland therefore it isnot likely toaffect the resultsof thismaster’sthesis.
Chapter6.Discussion
104
Finally,thescopeofthisstudyisalsolimitedtoaspecificpackaginglineinthepackagingprocessoftheGothenburgfactory.Asmentioned,thischoicewasmotivatedbythefactthatit isconsideredasthemosttechnologicallydevelopedpackaginglineandthereforereadyforachange. Inaddition, thePSOGeneral ismainlymanufacturedonthispackaging line.Theresultsofthismaster’sthesisarelikelytochangesomewhatifanotherpackaginglinewouldbestudied.However,thesechangesarelikelytobesmallandnotaffecttheoverallconclusioninanymajorway.
6.3 The Studied Company Thechoiceofcompanytostudyinthismaster’sthesisismotivatedbyanumberofchangesinthebusinessenvironmentthatSMexperience.ThishasledtoSMshowingwillingnesstoincreasethedigitizationlevelwithinthecompanyanddevelopaproductionprocessthatiseasytoestablishacomprehensivepictureof.Furthermore, thefinishedsnusproduct isaconsumer productwith few components and threemajor processing steps. As there arefewcomponents,therearealsoalimitednumberofsuppliers.Morespecifically,therearethreetypesofsuppliers.Forexample,theplasticsuppliersdelivergoodsonadailybasis,whichmakes the inventory level of these goods low.Additionally, the companyhasonlyonecustomer,SMD, towhichproductsaredeliveredonadailybasis.Therefore,SMdoesnothaveacomplexsuppliernetwork,adiversewarehouseoralargedistributionnetwork.
If the studied company would offer products with more components, the result of thismaster’s thesis would likely be different. A large amount of components or variouscustomerrequirementscanimplyalargernumberofsuppliers,moreinventorywithintheproduction process, and a more complex distribution network. Such a company wouldprobablyfindtheapplicationsofbigdataandIoTconcerninglogisticsorinventorycontrolmore useful. Consequently, the result of this master’s thesis would differ if anothercompanywouldhavebeenstudied.
Finally,theresultswouldlikelybedifferentifnotonlyinternaldataisconsideredforusage.Forexample,marketinformationanddatafromsocialmediascanbeusedtoenhancetheaccuracyoftheanalyses.Ultimately,thiscouldaffecttheproductionprocessandenhanceitsefficiencyaswellasthequalityofthefinishedproducts.
Chapter7.ConclusionandFinalRemarks
105
7 Conclusion and Final Remarks This chapter provides answers to the research questions presented in the first chapter. Inaddition, a recommendation to the studied case organization is provided. Therecommendationisbasedonthefindingsinthismaster’sthesis.Lastly,suggestionsforfutureresearchinthestudiedfieldarepresented.
7.1 Answering the Research Questions Tofulfill thepurposeof thismaster’s thesis, the fourresearchquestionsareanswered inthis section. First, RQ1 is answered and this question is asmentioned supported by thethreefollowingsub-questions.
RQ1. How Can Big Data and IoT Be Utilized to Optimize the Production Process atSwedishMatch?To identify how big data and IoT can be utilized to optimize the production process atSwedishMatch,asupplychainanalysis,agapanalysisandariskanalysisareconducted.Aftertheseanalysesarefinished,thismaster’sthesisdiscoversthatbigdataandIoTcanbeutilizedat SM tooptimize theproductionprocess in termsofunderstanding theprocessbetter,predictingerrors,makingmoreaccuratedecisionsandunderstandingwhatdataiscollected.However,when implementing thenew technologies, the companymustkeepanumberofrisks inmind,someofwhicharemorecritical thanothers.Tominimizetheserisks,aclearstrategyisneeded,whichshouldincludeagradualimplementation.
RQ2.WhyShouldSwedishMatchUtilizeBigDataandIoT?SMshouldimplementbigdataandIoTintheirproductionprocess,becauseitwillhelpthecompany to address a number of gaps in this process. The four main gaps these twotechnologicaladvanceswillhelptomitigatearethelackof internalprocessintegration,areactiveapproach,insteadofaproactiveone,highpressureisputonemployees,andmuchdata is stored,butnotavailable, combinedorvisualizedat therightplace.Mitigating theissuesassociatedwith thesegapswillhelpSM increase theefficiency in theirproductionprocess while minimizing the costs. Furthermore, SM will be able to establish acomprehensive picture of the production process and ultimately among others increasequalitythroughouttheprocessaswellasoffinishedgoods.Inaddition, itwillhelpSMtodevelopafoundationforstandardizedandmoreaccuratedecision-making.
RQ3.WhatAreSuitableApplicationsofBigDataandIoTatSwedishMatch?TherearetwomainapplicationareasofbigdataandIoTthataresuitableintheproductionprocess of SM. These two areas aremotivated by the characteristics of the studied PSOGeneral and the matching physically efficient, or lean, supply chain strategy. More

Chapter7.ConclusionandFinalRemarks
106
specifically,thesetwoareasarewithinmanufacturingoptimizationaswellasinpreventiveandpredictivemaintenance.Here,themostextensiveareaofutilizationwiththegreatestpotential influence on SM’s production process is in manufacturing optimization.Therefore,thisisalsothemostimportantapplicationareaforSMtoconsider.Furthermore,there are several applications included inmanufacturing optimization. For example, thisareaincludesapplicationsthatincreaseefficiencyandminimizecosts,utilizerealtimedata,enable establishing a comprehensive picture of the entire production process, and thatenable collection of information that provides a foundation for standardized and moreaccuratedecision-making.
ThefourgapsinSM’sproductionprocesstellalotregardingwhataresuitableandpossibleapplications of big data and IoT at SM. A main reason for this is that SM’s productionprocess can be improved significantly in terms of quality and efficiency ifmitigating theissuesassociatedwiththesegaps.Thus,thissectionelaboratesonhoweachofthesegapscanbeaddressedbybigdataandIoTapplications.
Asmentioned,thefirstgapconsiderslackof internalprocessintegration.Inotherwords,SMneedstodevelopaholisticpictureandunderstandingof thesituationthroughouttheentire production process. This will enable understanding what factors result in whatoutcome.Morespecifically,thisgapcanbeaddressedbySMthroughutilizationofbigdataandbyintegratingcurrentlycollecteddatatypesfromthesubprocesses.Inaddition,newor additional data can be gathered in the pasteurization process by usage of hardwaredevices,suchassensors.ThiswillultimatelyenableSMtoarriveatthedesiredstatewithwell-integrated internal processes. Moreover, the collection and integration of data canenable SM to realize an increased quality throughout the production process and of thefinishedgoods.
The second gap does, as mentioned, consider that SM is applying a rather reactiveapproach, instead of a proactive throughout the production process. Working moreproactively can be accomplished by three application approaches. First, quality andresource usage can be improved by utilizing real time controls to make real timeadjustments. Second, real time controls can be utilized to implement predictivemaintenance. Third, currently collected data from the machines can be integrated toimplementpreventivemaintenance.Finally,thisallenablesrealizingaproactiveapproachtoquality,resourceusageandmaintenance.
The third gap considers the fact that high pressure is put on employees and can beaddressedbyutilizingbigdataandIoTtoapplyastandardizedbasisfordecisionmaking.Thiscanbebasedoncollectionandanalysisoflargeamountsofdata.Inotherwords,this

Chapter7.ConclusionandFinalRemarks
107
can result in an ability to realize a standardized approach to work tasks and decisionmakingbasedoncollecteddata.Ultimately,thiswilleasethepressureputonemployees.
Finally, the fourth gap is considering the fact that much data is stored, but not madeavailable,combinedorvisualizedattherightplace.Thisgapcanbeaddressedbyfourmainapplicationapproachesofbigdata and IoT. First, data collectionand theaccuracyof thecollected data can be improved through usage of IoT components. Second, a big dataapproach canbe applied to analysis inorder to combineandanalyze currently collecteddata.Third,thereisanapplicationconsideringidentifyingwhatdatathatismissingandtocollectthisdatabyusingIoTcomponents.Fourth,byidentifyingtheuser,SMcanadaptthevisualization to fit their needs. Ultimately, this all results in the fact that data can becollected,combined,visualizedandmadeavailabletoemployees.
Table 7.1 displays a summary of the applications suitable to apply in the productionprocessofSM,notethatadivisionhasbeenmadebetweenapplicationsinmanufacturingoptimizationandtheoneswithinpreventiveandpredictivemaintenance.
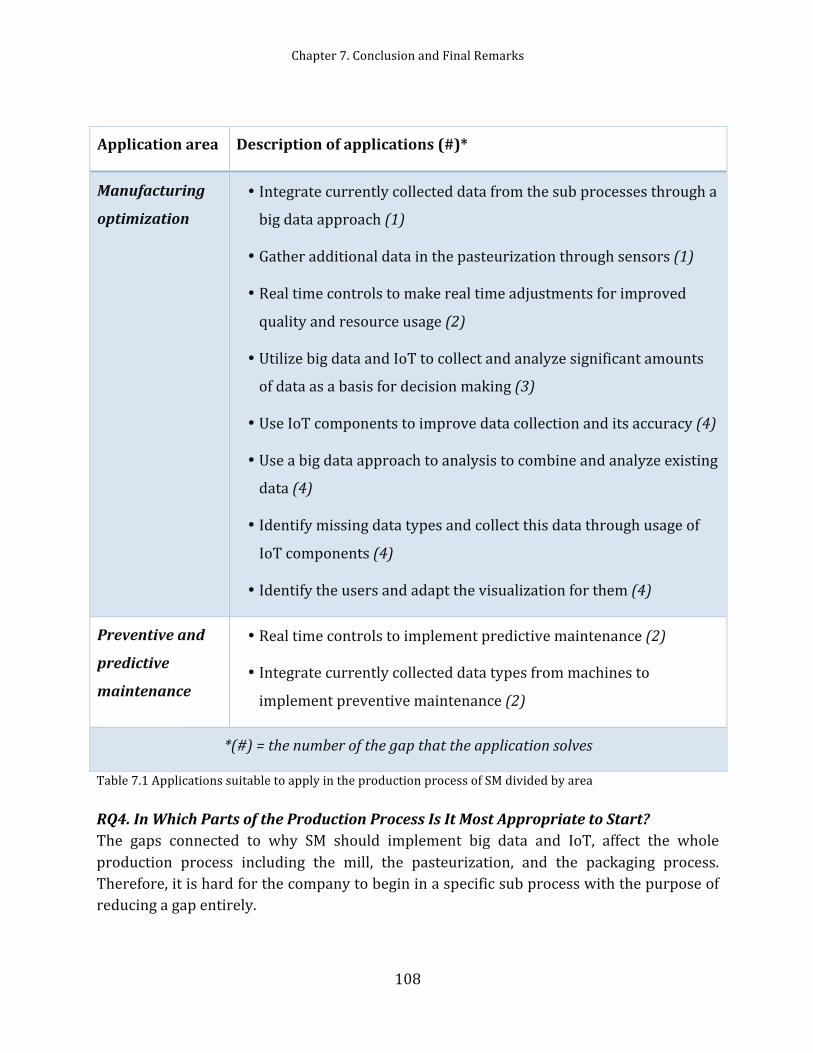
Chapter7.ConclusionandFinalRemarks
108
Table7.1ApplicationssuitabletoapplyintheproductionprocessofSMdividedbyarea
RQ4.InWhichPartsoftheProductionProcessIsItMostAppropriatetoStart?The gaps connected to why SM should implement big data and IoT, affect the wholeproduction process including the mill, the pasteurization, and the packaging process.Therefore,itishardforthecompanytobegininaspecificsubprocesswiththepurposeofreducingagapentirely.
Applicationarea Descriptionofapplications(#)*
Manufacturing
optimization
• Integratecurrentlycollecteddatafromthesubprocessesthrougha
bigdataapproach(1)
• Gatheradditionaldatainthepasteurizationthroughsensors(1)
• Realtimecontrolstomakerealtimeadjustmentsforimproved
qualityandresourceusage(2)
• UtilizebigdataandIoTtocollectandanalyzesignificantamounts
ofdataasabasisfordecisionmaking(3)
• UseIoTcomponentstoimprovedatacollectionanditsaccuracy(4)
• Useabigdataapproachtoanalysistocombineandanalyzeexisting
data(4)
• Identifymissingdatatypesandcollectthisdatathroughusageof
IoTcomponents(4)
• Identifytheusersandadaptthevisualizationforthem(4)
Preventiveand
predictive
maintenance
• Realtimecontrolstoimplementpredictivemaintenance(2)
• Integratecurrentlycollecteddatatypesfrommachinesto
implementpreventivemaintenance(2)
*(#)=thenumberofthegapthattheapplicationsolves

Chapter7.ConclusionandFinalRemarks
109
Currently,SMhasthehighestdegreeoftechnologicalmaturityinthepackagingprocess.Asmanyimprovementsalreadyhavebeencompletedinthissubprocess,theimplementationof big data and IoT in this part is likely to have the least effect on the existing gapscomparedtotheothersubprocesses. Instead,therootcausestothemajorityofthegapscan be found in the beginning of the production process. Therefore, it is appropriate tostart in the pasteurization ormill process. Furthermore, the company does not have toimplementallcomponentsofbigdataandIoTinstantly.Alternately,thecompanycanfocuson integrating already existing data through a big data approach and in a latter stepimplementnewIoTcomponentstocollectadditionaltypesofdata.
SMshouldconsiderthecriticalriskswhenstartingtheadoptionofbigdataandIoTintheproduction process of SM. In this study, two critical risks that require attention areidentified.Morespecifically,thisconcernstheriskofatoolargeinvestmentbeingrequiredanditbeinghardtofindtherequiredcompetencies.Itisimportantthatthecompanymakesure to allocate resources tomitigate theproblemsassociatedwith these risks.ThiswillultimatelyenableasuccessfulimplementationofbigdataandIoT.
7.2 Recommendations to Swedish Match ToenableasuccessfulutilizationofbigdataandIoTintheproductionprocessofSM,itisextremelyimportantthatthecompanystartsbyfullyunderstandingwhattheiractualgoalsfortheutilizationare.Thecompanyshouldassesshowmuchtheycansavebymitigatingthe gaps, both in terms of monetary value and unutilized resources. Also, they shouldassess how critical each gap actually is. For example, how much the quality needs toincreaseorhowmanyproductionstopsneed tobereduced.Once this isestablished, thecompany needs to fully understand the potential, but also the limitations, of the twotechnologicaladvances in the settingofSMand the specificproductionprocess. If this isnotdone first, it ishard to realize the fullpotentialof suchaproject.Thisallbecomesaclearconclusionwhentakingallmentionedaspects intoconsiderationregardingutilizingbigdataandIoTintheproductionprocessatSM.
Furthermore,SMneedstounderstandwhatsoftware,hardwareandcompetenciesthatarerequired for a successful implementation of big data and IoT. In addition, it needs to bepossible to integrate thedataalready inpossessionofSMwithadditionaldata.Thus,SMneedtoapplyasoftwaretoolforanalysisofdata.Sufficientcompetenciesthatunderstandthecompanyand its requisitesare required toperform theactualanalysis.Attaining therequiredcompetenciescanpartlybeaccomplishedbyeducatingthecurrentemployees.Inthisway,theemployeesarepreparedforthechangeandempoweredintheirwork.Here,communicationregardingupcomingchanges isessential toavoiddissatisfactionamongstemployees.Thenthedataneedstobevisualizedinawaythatisadaptedtotheemployee
Chapter7.ConclusionandFinalRemarks
110
thatwilluseit.Forthispurpose,adaptedscreensdisplayingchoseninformationcouldbeafeasiblealternative.
Inaddition,itisalsoimportantthatSMunderstandstherisksassociatedwithutilizingthetwonovel technological approaches.Here, the critical risks shouldbeprioritizedhighestandresourcesshouldbeallocatedtomanagethemandtomitigatetheassociatedproblems.AnextstepforSMthatissuggestedbytheauthorsofthismaster’sthesisistounderstandwhat gaps that aremost urgent and thatwill have the biggest impact in the company’sproduction process. In this way, SM is able to realize which one that is the mosteconomically feasible one to start with. Due to the fact that utilizing big data and IoTimpliessignificantalterationstoSM’sproductionprocess, thecompanyshouldactwithaclear goal from the start. The way to realizing this goal however, can be divided intomultiple sub steps that ultimately enable a full adoption. This reasoning is furthermotivatedbythefactthatasignificantinvestmentis likelytoberequiredforadoptionofthetwotechnologicaladvances.Thismeansthatitcanbedifficulttodoeverythingatonce,eventhoughseveralaspectsarecloselyconnected.
7.3 Future Research This master’s thesis contributes with an extensive description of big data and IoT. Inaddition, it provides a description of the two technological advances in a specificmanufacturingcompany,namelySwedishMatch.ThedifferentapplicationsofbigdataandIoTaremoreorlessusefulforacompanydependingonthecharacteristicsoftheproductandtheoverallsupplychainstrategy.BasedontheoreticaldescriptionsofbigdataandIoT,theauthorsexemplifyhowthe technologiescanbeapplied ina specific case.As this isacasestudyofexploratorycharacter,itincreasesthecurrentlylimitedresearchlevelonthesubjectofbigdataandIoTinamanufacturingcompany.
Togainawiderunderstandingofcurrentusageareasofbigdataintheindustryasawhole,a multiple case study can be conducted. A multiple case study allows a less limitedperspectiveofthetwotechnologiesandameasurementofbestpracticeisenabled.Inthisway, a manufacturing company, such as SM, can compare its degree of technologicalmaturity to other manufacturing enterprises and step towards operating according toIndustry4.0.Furthermore, thecompanycanalso learnfromthesuccessesandfailuresofothercompanies.Anadditionalsuggestionforfutureresearchistoapplytheresultofthisreporttoothercompaniesasthisenablesunderstandingthetransferabilityoftheresults.
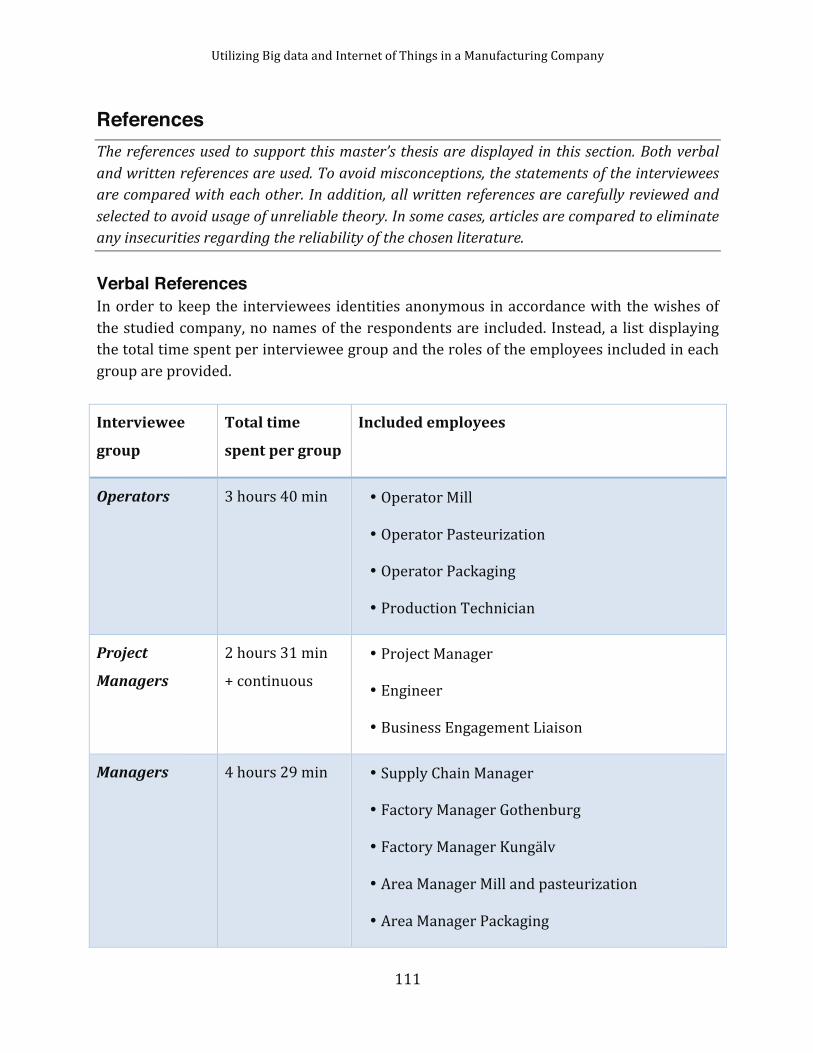
UtilizingBigdataandInternetofThingsinaManufacturingCompany
111
References Thereferencesusedtosupportthismaster’sthesisaredisplayedinthissection.Bothverbalandwrittenreferencesareused.Toavoidmisconceptions,thestatementsoftheintervieweesarecomparedwitheachother.Inaddition,allwrittenreferencesarecarefullyreviewedandselectedtoavoidusageofunreliabletheory.Insomecases,articlesarecomparedtoeliminateanyinsecuritiesregardingthereliabilityofthechosenliterature.
Verbal References Inordertokeepthe interviewees identitiesanonymousinaccordancewiththewishesofthestudiedcompany,nonamesoftherespondentsareincluded.Instead,alistdisplayingthetotaltimespentperintervieweegroupandtherolesoftheemployeesincludedineachgroupareprovided.
Interviewee
group
Totaltime
spentpergroup
Includedemployees
Operators 3hours40min • OperatorMill
• OperatorPasteurization
• OperatorPackaging
• ProductionTechnician
Project
Managers
2hours31min
+continuous
• ProjectManager
• Engineer
• BusinessEngagementLiaison
Managers 4hours29min • SupplyChainManager
• FactoryManagerGothenburg
• FactoryManagerKungälv
• AreaManagerMillandpasteurization
• AreaManagerPackaging
UtilizingBigdataandInternetofThingsinaManufacturingCompany
112
Written References Aberle, L. (2015). E-guide, Manufacturer’s Guide: IoT, Sensors, & Predictive Analytics.
TechTarget.
Accenture. (2014). Digital Industry 4.0. Retrieved February 9, 2016, fromhttp://prd.accenture.com/microsites/digital-industry/digital.html
Andersson,C.,&Zeithami,C.(1984).StageoftheProductLifeCycle,BusinessStrategy,andBusinessPerformance.AcademyofManagementJournal,27(1),pp.5-24.
Atzori, L., Iera, A., & Morabito, G. (2010). The Internet of Things: A Survey. ComputerNetworks,pp.2787-2805.
BBC. (2014). Design & Technology, Graphics product development, evaluation and ICT.Retrieved April 7, 2016, fromhttp://www.bbc.co.uk/schools/gcsebitesize/design/graphics/evaluationictrev3.shtml
Bi, Z., Xu, L. D., &Wang, C. (2014). Internet of Things for Enterprise Systems ofModernManufacturing.IEEETransactionsofIndustrialInformatics,10(2),pp.1537-1545.
Birhanu, D., Lanka, K., & Rao, A. N. (2014). A Survey of Classifications in Supply ChainStrategies.ProcediaEngineering,97,pp.2289-2297.
Bloor,M.,&Wood,F.(2006).KeywordsinQualitativeMethods(1sted.).SAGE.
Bryman, A., & Bell, E. (2011). Business Research Methods (3rd ed.). Oxford: OxfordUniversityPress.
Bryman, A., & Bell, E. (2015). Business Research Methods (4th ed.). Oxford: OxfordUniversityPress.
Chase,J.(2013).TheEvolutionoftheInternetofThings.TexasInstruments.
Chenetal. (2016). Industrial InternetofThings-BasedCollaborativeSensing Intelligence:FrameworkandResearchChallenges.Sensors,16(2),pp.1-19.
Chopra, S., & Meindl, P. (2007). Supply Chain Management, Strategy, Planning andOperations(3rded.).NewJersey:PearsonPrenticeHall.
UtilizingBigdataandInternetofThingsinaManufacturingCompany
113
Davenport,D.(2014).Howstrategistsuse“bigdata”tosupportinternalbusinessdecisions,discoveryandproduction.Strategy&Leadership,42(4),pp.45-50.
Delen,D.,Hardgrave, B.,& Sharda,R. (2007). RFID forBetter SupplyChainManagementthrough Enhanced Information Visibility. Production and OperationsManagement,16(5),pp.613-624.
Eriksson, P., & Kovalainen, A. (2008).QualitativeMethods in Business Research (1st ed.).SAGEPublicationsInc.
Fisher,M. L. (1997).What Is theRight SupplyChain forYourProduct?HarvardBusinessReview,March-April,pp.105-116.
Forbes.(2013).DoYouReplaceYourServerOrGoToTheCloud?TheAnswerMaySurpriseYou. Retrieved March 22, 2016, fromhttp://www.forbes.com/sites/quickerbettertech/2013/04/29/do-you-replace-your-server-or-go-to-the-cloud-the-answer-may-surprise-you/#7b6389562c23
Fox,S.,&Do,T.(2013).GettingrealaboutBigData:applyingcriticalrealismtoanalyseBigDatahype.InternationalJournalofManagingProjectsinBusiness,6(4),pp.739-760.
GartnerInc.(2014).Gartner's2014HypeCycleforEmergingTechnologiesMapstheJourneyto Digital Business. Retrieved February 23, 2016, fromhttp://www.gartner.com/newsroom/id/2819918
Gartner Inc. (2015). Gartner's 2015 Hype Cycle for Emerging Technologies Identifies theComputing InnovationsThatOrganizations ShouldMonitor. RetrievedFebruary23,2016,fromhttp://www.gartner.com/newsroom/id/3114217
Gartner Inc. (2016a). Gartner Hype Cycle. Retrieved March 22, 2016, fromhttp://www.gartner.com/technology/research/methodologies/hype-cycle.jsp
GartnerInc.(2016b).SpecialReports,HypeCycles2015.RetrievedFebruary23,2016,fromhttp://www.gartner.com/technology/research/hype-cycles/
Gibbert, M., Ruigrok,W., &Wicki, B. (2008). Research Notes and Commentaries - WhatPassesasaRigorousCaseStudy?StrategicManagementJournal,pp.1465-1474.
Goetschalckx,M.(2011).SupplyChainEngineering.Boston,MA:SpringerUS.
UtilizingBigdataandInternetofThingsinaManufacturingCompany
114
Hennink,M.,Hutter,I.,&Bailey,A.(2011).QualitativeResearchMethods.SAGEPublicationsLtd.
IBM.(2014).Infographics&Animations:TheFourV’sofBigData.RetrievedMarch16,2016,fromhttp://www.ibmbigdatahub.com/infographic/four-vs-big-data
Jingranetal.(2015).BigDatainProductLifecycleManagement.Springer,pp.667-685.
Jun et al. (2009). A framework for RFID applications in product lifecycle management.InternationalJournalofComputerIntegratedManufacturing,22(7),pp.595-615.
Leeetal.(2013).RecentAdvancesandTrendsinPredictiveManufacturingSystemsinBigDataEnvironment.ManufacturingLetters,1(1),pp.38-41.
Lee,J.,Kao,H.,&Yang,S.(2014).ServiceInnovationandSmartAnalyticsforIndustry4.0andBigDataEnvironment.ProcediaCIRO,16,pp.3-8.
Lindberg, P. (1990). Strategic Manufacturing Management: A Proactive Approach.InternationalJournalofOperations&ProductionManagement,10(2),pp.94-106.
Mörstam,M. (2016).Vilkenkompetensbehöver svensk industri föratt tadel an industri4.0?Gothenburg:SPdagarna2016.
McAfee, A., & Brynjolfsson, E. (2012). Big Data: the Management Revolution. HarvardBusinessReview(October).
McKinsey Global Institute. (2015).The Internet of Things:Mapping the Value Beyond theHype.McKinsey&Company.
Mentzer et al. (2001). Defining Supply Chain Management. Journal of Business Logistics,22(2),pp.1-25.
Myerson, A. P. (2014). A Lean and Agile Supply Chain: Not an Option, But a Necessity.RetrievedMarch 16, 2016, from http://www.inboundlogistics.com/cms/article/a-lean-and-agile-supply-chain-not-an-option-but-a-necessity/
Näringsliv. (2014). Svenskt snus är världsunikt. Retrieved March 4, 2016, fromhttp://www.naringsliv.se/tidningar/2014-4/medicon-valley-2020/alvstaden/svenskt-snus-ar-varldsunikt/

UtilizingBigdataandInternetofThingsinaManufacturingCompany
115
Oskarsson,B.,Aronsson,H.,&Ekdahl,B.(2013).Modernlogistik-förökadlönsamhet(4thed.).Stockholm:LiberAB.
Patel, R., & Davidson, B. (2011). Forskningsmetodikens grunder (4:7 ed.). Lund:StudentlitteraturAB.
Peddibhotla,G.B.(2016).Gartner2015HypeCycle:BigDataisOut,MachineLearningisin.Retrieved March 22, 2016, from http://www.kdnuggets.com/2015/08/gartner-2015-hype-cycle-big-data-is-out-machine-learning-is-in.html
Petersen, C., & Plenborg, T. (2010). How Do Firms Implement Impairment Tests ofGoodwill?Abacus,46(4),pp.419-446.
PwC. (2015). The Smart Manufacturing Industry. Retrieved February 19, 2016, fromhttp://www.pwc.se/sv/verkstad/the-smart-manufacturing-industry.html
Rüssmann et al. (2015). Industry 4.0. The future of Productivity and Growth inManufacturingIndustries.TheBostonConsultingGroup,Inc.
Ramin,P.(2016).Industry4.0:Approachingthenextindustrialparadigm.SPdagarna2016.Gothenburg:GermanInnovationCentreforIndustry4.0.
Rotter,J.(2016).AutomatingserviceprogramsviaIoT.ContractorMagazine,p.35.
Rowley,J.,&Slack,F.(2004).Conductingaliteraturereview.ManagementResearchNews,27(6),pp.31-36.
Saint,A.(2014).InternetofThings,BraveNewWorld.Engineering&Technology,pp.80-83.
Selldin,E.,&Olhager,J.(2007).Linkingproductswithsupplychains:testingFisher'smodel.SupplyChainManagement:AnInternationalJournal,12(1),pp.42-51.
Standing et al. (2006). The attribution of success and failure in IT projects. IndustrialManagement&DataSystems,106(8),pp.1148-1165.
Sundin, E., Östlin, J., & Björkman, M. (2008). Product life-cycle implications formanufacturingstrategies.JournalofCleanerProduction,pp.999-1009.
UtilizingBigdataandInternetofThingsinaManufacturingCompany
116
SwedishMatch. (2003).Världsunik snusfabrik invigs i Kungälv. RetrievedMarch 4, 2016,from http://www.swedishmatch.com/sv/Media/Pressmeddelanden/Press-releases/1996-2004/Varldsunik-snusfabrik-invigs-i-Kungalv/
Swedish Match. (2013). Company History. Retrieved February 9, 2016, fromhttp://www.swedishmatcpany-history/h.com/en/Our-company/Com
Swedish Match. (2015a). Annual Report. Retrieved February 9, 2016, fromhttp://www.swedishmatch.com/Reports/Annual%20reports/2014_SwedishMatchArsredovisning_SV.pdf
Swedish Match. (2015b). GOTHIATEK® Swedish Match Quality Standard. RetrievedFebruary 9, 2016, from http://www.swedishmatch.com/en/Snus-and-health/GOTHIATEK/
Swedish Match. (2015c). Snus and moist snuff. Retrieved February 12, 2016, fromhttp://www.swedishmatch.com/en/Our-business/Snus-and-moist-snuff/
Swedish Match. (2015d). Swedish Match, Company Presentation. Retrieved February 12,2016, fromhttp://www.swedishmatch.com/Documents/Presentations/2015_CompanyPresentation_SwedishMatch_EN.pdf
SwedishMatch.(2016a).General -En150-årigsnushistoria.RetrievedApril8,2016, fromhttp://snus.swedishmatch.com/sv/Produkter/General/
SwedishMatch.(2016b).RetrievedApril7,2016,fromSwedishMatch'sPictureBank.
Wallén,G.(1993).Vetenskapsteoriochforskningsmetodik.Lund:Studentliteratur.
Waller, M., & Fawcett, S. (2013). Data Science, Predictive Analytics, and Big Data: ARevolutionThatWill TransformSupplyChainDesign andManagement. Journal ofBusinessLogistics,36(2),pp.77-84.
Woodie,A.(2015).WhyGartnerDroppedBigDataOfftheHypeCurve.RetrievedMarch22,2016, from http://www.datanami.com/2015/08/26/why-gartner-dropped-big-data-off-the-hype-curve/
Voss, C., Tsikriktsis, N., & Frohlich,M. (2002). Case research in operations. InternationalJournalofOperations&ProductionManagement,pp.195-219.

UtilizingBigdataandInternetofThingsinaManufacturingCompany
117
Yin,R.K.(2013).Kvalitativforskningfrånstarttillmål(1:1ed.).Lund:StudentlitteraturAB.
Yin,R.K. (2014).Case StudyResearch -DesignandMethods (5thed.). SAGEPublications,Inc.
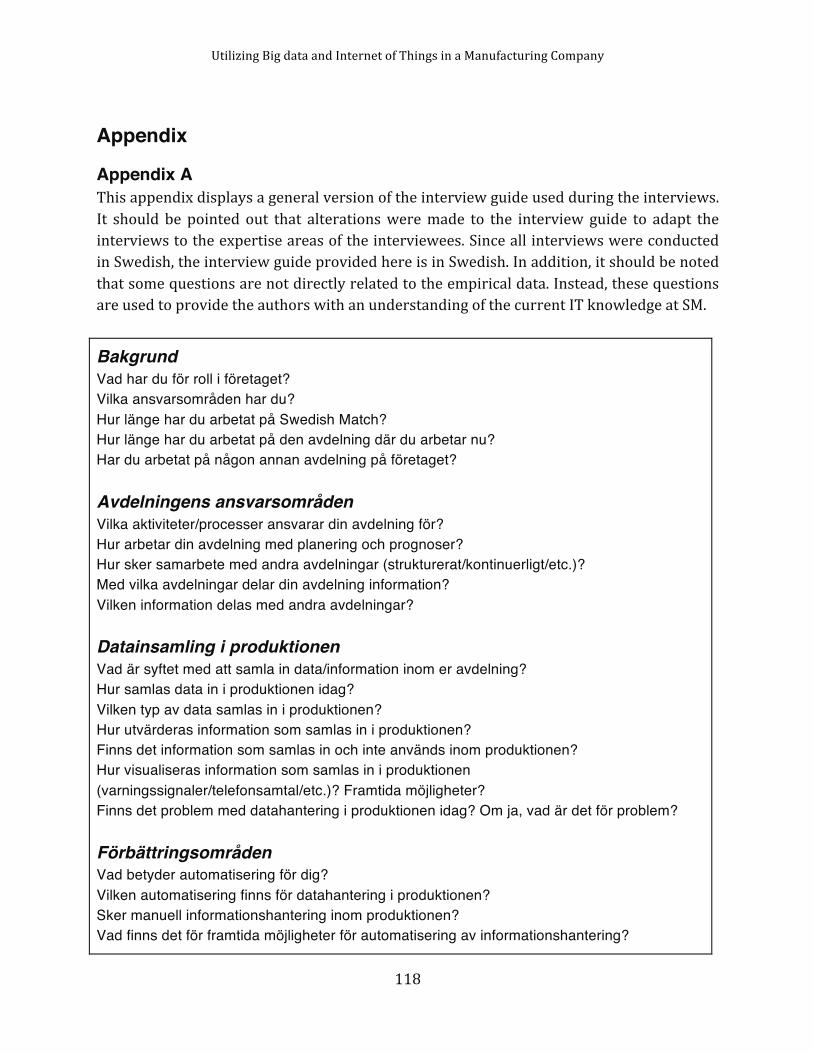
UtilizingBigdataandInternetofThingsinaManufacturingCompany
118
Appendix
Appendix A Thisappendixdisplaysageneralversionoftheinterviewguideusedduringtheinterviews.It should be pointed out that alterationsweremade to the interview guide to adapt theinterviewstotheexpertiseareasoftheinterviewees.SinceallinterviewswereconductedinSwedish,theinterviewguideprovidedhereisinSwedish.Inaddition,itshouldbenotedthatsomequestionsarenotdirectlyrelatedtotheempiricaldata.Instead,thesequestionsareusedtoprovidetheauthorswithanunderstandingofthecurrentITknowledgeatSM.
Bakgrund Vad har du för roll i företaget? Vilka ansvarsområden har du? Hur länge har du arbetat på Swedish Match? Hur länge har du arbetat på den avdelning där du arbetar nu? Har du arbetat på någon annan avdelning på företaget? Avdelningens ansvarsområden Vilka aktiviteter/processer ansvarar din avdelning för? Hur arbetar din avdelning med planering och prognoser? Hur sker samarbete med andra avdelningar (strukturerat/kontinuerligt/etc.)? Med vilka avdelningar delar din avdelning information? Vilken information delas med andra avdelningar? Datainsamling i produktionen Vad är syftet med att samla in data/information inom er avdelning? Hur samlas data in i produktionen idag? Vilken typ av data samlas in i produktionen? Hur utvärderas information som samlas in i produktionen? Finns det information som samlas in och inte används inom produktionen? Hur visualiseras information som samlas in i produktionen (varningssignaler/telefonsamtal/etc.)? Framtida möjligheter? Finns det problem med datahantering i produktionen idag? Om ja, vad är det för problem? Förbättringsområden Vad betyder automatisering för dig? Vilken automatisering finns för datahantering i produktionen? Sker manuell informationshantering inom produktionen? Vad finns det för framtida möjligheter för automatisering av informationshantering?
UtilizingBigdataandInternetofThingsinaManufacturingCompany
119
Big data och IoT Vad är din definition av big data? Vad är din definition av IoT? Upplever du att det finns en förståelse för vad big data och IoT är inom produktionen? Upplever du att produktionsprocessen kan förbättras genom IoT och big data? Om ja, hur? I din mening, vilken information bör samlas in för att möjliggöra arbete med IoT och big data? Känner du till några företag som arbetar med big data och/eller IoT i dagsläget? Om ja, vilka företag? Vilka resultat har nåtts? Kontaktförslag Har du tips på andra personer vi kan tala med för ytterligare information på ämnet?
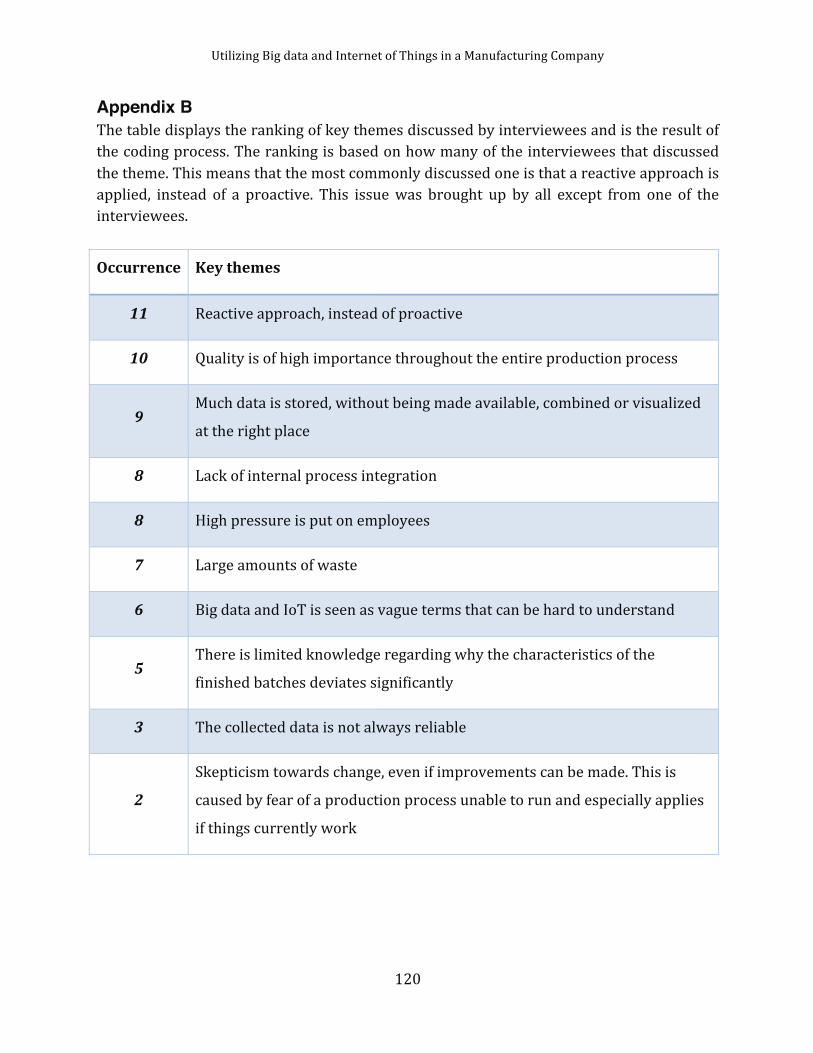
UtilizingBigdataandInternetofThingsinaManufacturingCompany
120
Appendix B Thetabledisplaystherankingofkeythemesdiscussedbyintervieweesandistheresultofthecodingprocess.Therankingisbasedonhowmanyoftheintervieweesthatdiscussedthetheme.Thismeansthatthemostcommonlydiscussedoneisthatareactiveapproachisapplied, instead of a proactive. This issuewas brought up by all except from one of theinterviewees.
Occurrence Keythemes
11 Reactiveapproach,insteadofproactive
10 Qualityisofhighimportancethroughouttheentireproductionprocess
9Muchdataisstored,withoutbeingmadeavailable,combinedorvisualized
attherightplace
8 Lackofinternalprocessintegration
8 Highpressureisputonemployees
7 Largeamountsofwaste
6 BigdataandIoTisseenasvaguetermsthatcanbehardtounderstand
5Thereislimitedknowledgeregardingwhythecharacteristicsofthe
finishedbatchesdeviatessignificantly
3 Thecollecteddataisnotalwaysreliable
2
Skepticismtowardschange,evenifimprovementscanbemade.Thisis
causedbyfearofaproductionprocessunabletorunandespeciallyapplies
ifthingscurrentlywork

UtilizingBigdataandInternetofThingsinaManufacturingCompany
121
Appendix C ThefiguredisplaysGartner’shypecycleforemergingtechnologiesfor2014(GartnerInc.,2014).
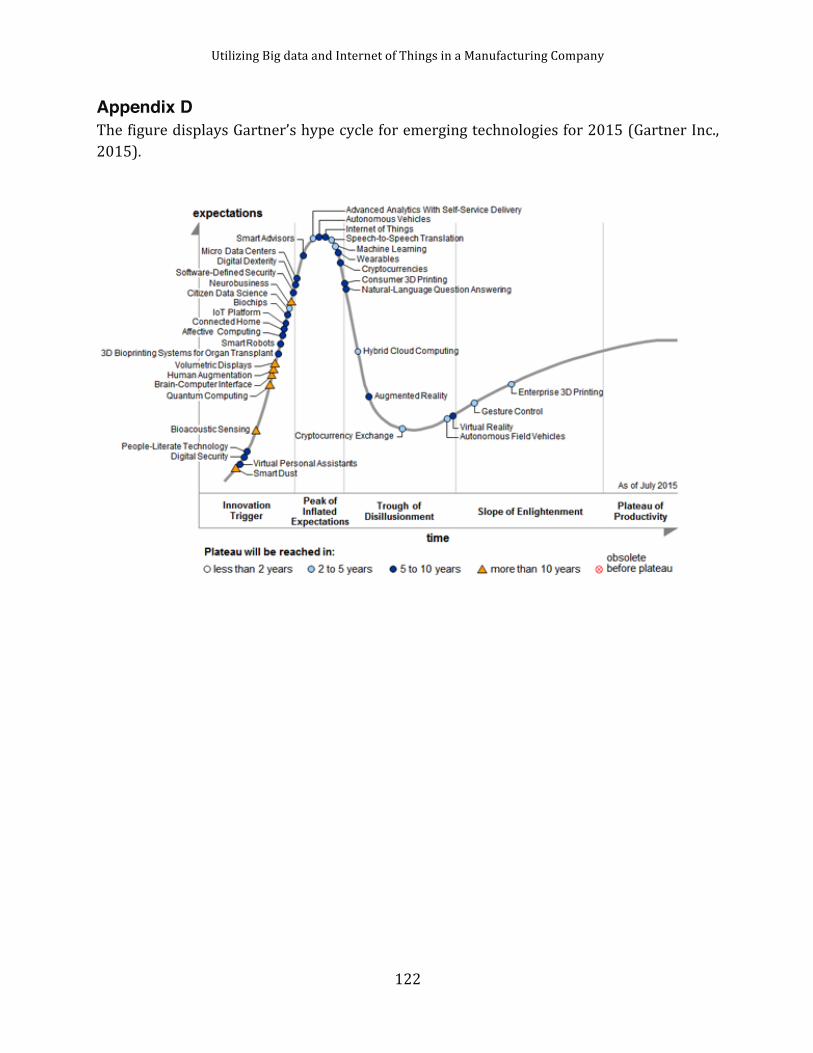
UtilizingBigdataandInternetofThingsinaManufacturingCompany
122
Appendix D ThefiguredisplaysGartner’shypecycleforemergingtechnologiesfor2015(GartnerInc.,2015).