value maximisation solutions for distilleries -combiferm & … pillai, praj.pdf · combination...
TRANSCRIPT

Value Maximisation solutions for
distilleries -Combiferm & Evaporative
Distillation
Technologies
© Praj Industries Ltd www.praj.net

Fermentation
© Praj Industries Ltd www.praj.net
Fermentation
Yeast
Feedstock Composition
Mode of Operation
2

Understanding Microbiology-Yeast Growth Kinetics
© Praj Industries Ltd www.praj.net
Budding Yeast produces alcohol 33 times faster than non-budding!3

© Praj Industries Ltd www.praj.net
Yeast Growth Kinetics
1.3 Volatile Acidity 0.13
1.2 0.12
1.1 0.11
1 0.1
0.9 0.09
0.8 0.08
0.7 PCV 0.07
0.6 0.06
0.5 0.05
0.4 0.04
0.3 0.03
0.2 0.02
0.1 0.01
4 5 6 7 8 9
Yeast
pro
duction (
kg y
east/
kg
alc
ohol)
Yeast
Specific
Pro
ductivity (
liter
of
alc
ohol/kg o
f yeast/
hour)
Ethanol Concentration in Fermetned Mash (%V/V)
4

© Praj Industries Ltd www.praj.net
Feedstock Composition- Stress FactorsSugar Content
Yeast can tolerate up to
38% w/v
Sulfite
>100 mg/L kills
(varies with strain)
pH
3 - 4
Sodium ion
>500 mg/L kills
Temperature
35°C max.
Acetic acid
> 2400 ppm
inhibit
Lactic acid
> 0.8% w/v
kills
Ethanol
23% is possible
Dissolved
Solids
> 20 % w/w5

© Praj Industries Ltd www.praj.net
Fate of Sugar
Sugar
Ethanol formation88 – 91 %
Yeast growth5 – 6 %
Byproducts
formation4 – 6 %
6

Mode of Operation
© Praj Industries Ltd www.praj.net
Batch:
-Simultaneous Addition of Activated cell mass
and the feed
-Reaction completion
- Emptying
-Cleaning
Synchronous (Fed Batch):
-Synchronized addition of activated cell mass
-Reaction Completion (partial addition of feed
and fermentation)
-Emptying
-Cleaning
Continuous:
-Simultaneous addition of feed, activated cell
mass and reaction
-Emptying-NO
-Cleaning-NO 7

Advantages of Synchronous & Continuous Fermentation
© Praj Industries Ltd www.praj.net
Parameters Synchronous Continuous
Advantages
Flexibility: Multiple feedstock
and their combination. Can be
terminated anytime depending
on feedstock composition
Risk of Infection: Less as after
termination of batch,
fermenters are CIPed.
Yield: Higher
First fermenter acts as fresh yeast
supply to rest of the fermenter
High active cellmass concentration
ensures fast reaction
Minimal Yeast Usage
Consistent mash quality
Less CIP
Less laborious
Lower CAPEX
Easily Automated
Is there fermentation technology giving
advantage of synchronous and continuous
Fermentation?
CombiFerm8

-Recycle Streams
-Volatile Acids
-FAN
-Caramel
-Inorganic salts
-Contamination
Imperative-Identifying the Right Yeast!
© Praj Industries Ltd www.praj.net
-Collection of Yeast from different Flora and
Fauna
-Microbiological and biochemical assay for
different stress parameter
-Shortlisting of yeast and study of growth
Kinetics
-Bench and Pilot scale process optimization
and integration
XP+ Yeast9

Fermentation Process Development
© Praj Industries Ltd www.praj.net
Feed BottleFeed Bottle
Mash
Collection
Biostat-AChemostat Biostat-B
10

PRE FERMENTOR-I/II
MolassesProcess waterNutrients
MolassesProcess waterNutrients/Yeast
DISTILLATION
F. wash
Process stream Recycle
Ethanol
CombiFerm
© Praj Industries Ltd www.praj.net
Biostat-I/II
Chemostat-I
CombiFerm-
Combination of Fed batch and Continuous
fermentation process
Biostat-A & B:
-Hygienic equipment design
-Controlled feeding of feedstock & nutrient
-Homogenous mixing
-Temperature control
-CIP facility for Hygienic condition for
optimum cell mass concentration
Chemostat :
-Hygienic equipment design
Homogenous mixing
-Temperature control
11

CombiFerm….
© Praj Industries Ltd www.praj.net
Separation of yeast growth phase (biostat) and ethanol generation phase
(Chemostat) in fermenter
Ensuring hygienic operations in biostat by operating fermenter in fed batch
mode.
Ethanol generation in continuous mode of operation (Chemostat) for consistent
mash feed to distillation.
Biostat Chemostat
12

CombiFerm-Sugar Fermentation Technology
© Praj Industries Ltd www.praj.net
Feature: Scientifically Designed Fermentation Technology Extra-productive, New Yeast strain XP+
Advantage of Continuous and Synchronous fermentation Suitable for Sugarcane , Sweet Sorghum , Sugar beet based
feedstock and their combination
Advantage: Feedstock specific, higher ethanol concentration in fermented
mash-10-15% v/v Compliance to reduce, recycle and reuse of effluent streams Hygienic process design eliminates risk of contamination Higher fermentation efficiencyBenefits: Increase in profitability due to higher yield Excellent congener profile for beverage alcohol Modernization opportunity to expand batch fermentation
plant capacity by 15-20%
13

PRE FERMENTOR-I/II
MolassesProcess waterNutrients
MolassesProcess waterNutrients/Yeast
DISTILLATION
F. wash
Process stream Recycle
Ethanol
CombiFerm- Modernization Opportunity
Case Study -Fed Batch
© Praj Industries Ltd www.praj.net
Fermenter
Beerwell
100 KLPD Distillery-
Existing Fed Batch Fermentation:
Alcohol concentration in mash-8.5%v/v
Fermented mash Produced-1148 m3/day
No. of Fermenter-480 m3 (4 No.)
Beerwell- 480 m3 (1 No.)
CombiFerm:
-Alcohol concentration in mash-8.5%v/v
-Fermented mash produced-1645 m3/day
-Plant capacity achieved-130 KLPD
-Increase in plant capacity- 30%
Payback -2-2.5 year
14

Advanced Technology-Success Stories

CombiFerm Fermentation Technology
Shreenath Mhaskoba SSK (45 KLPD)
© Praj Industries Ltd www.praj.net 16

Way Forward -CombiFerm Starch & 2 G Sugars
© Praj Industries Ltd www.praj.net
Feed Bottle
Mash
Collection
Biostat-BChemostatBiostat-A
17

www.praj.net
Evaporative Distillation
© Praj Industries Ltd www.praj.net
19
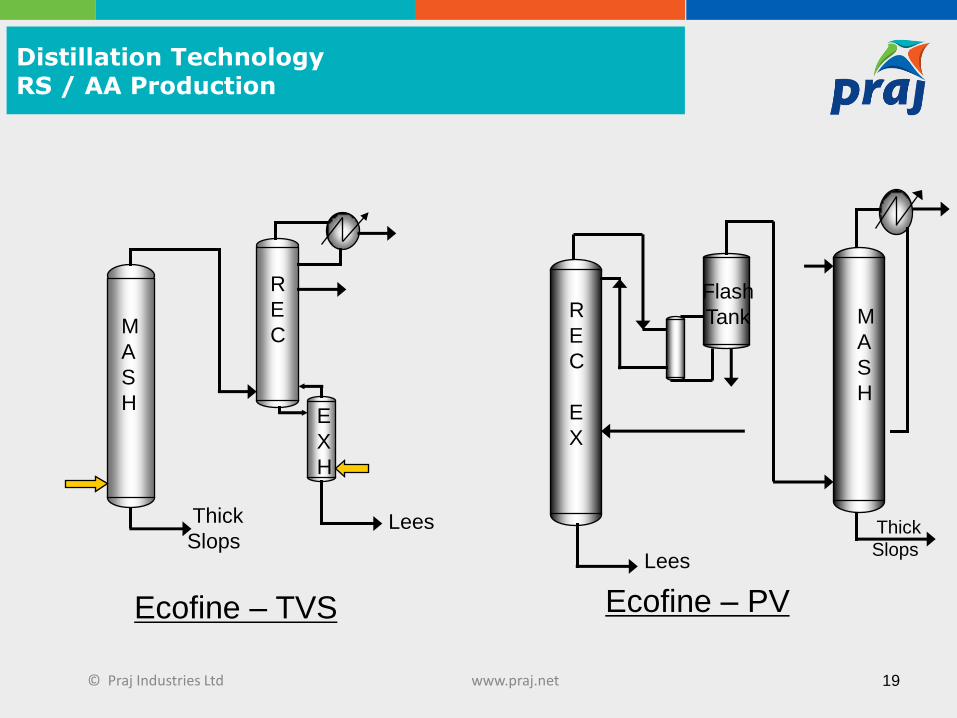
Ecofine – TVS
M
A
S
H
R
E
C
LeesThick
Slops
E
X
H
Flash
Tank M
A
S
H
R
E
C
E
X
Ecofine – PV
Thick
SlopsLees
Distillation TechnologyRS / AA Production
© Praj Industries Ltd www.praj.net

20
Analyser Rectifier
RSFermented
Wash
Evaporative Distillation Rectifier RSFermented
Wash
Normal Distillation
Evaporative Distillation
ConceptEvaporative Distillation
© Praj Industries Ltd www.praj.net

21
Alcohol Concentration
% v/v
Single Mash Column
Kg/lit of TS
Evaporative Distillation
(single Split)
Kg/lit of TS
8 1.8 1.25
10 1.6 1.05
12 1.35 0.9
15 1.25 0.8
Energy ComparisonVarious Technologies
© Praj Industries Ltd www.praj.net

22
• Thermal Energy Lesser than Normal DistillationEnergy
• Cost is similar to Normal Distillation ColumnCost
• Integration with Evaporation is PossibleIntegration
AdvantagesEvaporative Distillation
© Praj Industries Ltd www.praj.net

23
Evaporative Distillation
RS
AAENA
For Both Sugary and Starchy Feedstock
ApplicationEvaporative Distillation
© Praj Industries Ltd www.praj.net

24
REC
1.0 kg/lit
Evap
AA Scheme
1.5 kg/lit
0.45 kg/lit
MSDH
0.2 kg/lit
Evaporative Distillation
Steam Consumption : 1.5 - 1.7 Kg/lit of AA
SchematicsEvaporative Distillation – RS/AA Production
© Praj Industries Ltd www.praj.net

25
Scheme suitable for retrofitting in Existing Plant
Existing Distillation Plant Capacities can be increased by 40 -50 %
Lower Energy Consumption even compared to Evaporation
integrated scheme
Lower Water Footprint
AdvantagesEvaporative Distillation – AA Production
© Praj Industries Ltd www.praj.net

www.praj.net
Plant Modernization Case Study -
Evaporative Distillation Technology
© Praj Industries Ltd www.praj.net

Applicability of Modernization to Existing Plant
© Praj Industries Ltd www.praj.net 27
EXISTING
MPR DISTILLATION
ATM DISTILLATION
Evaporative Distillation
Energy Efficient
High Capacity
DISTILLATION
FACILITY
MODIFIED TO
EXISTING
COLUMNS
HEAT EXCHANGES
PUMPS, TANKS &
EQUIPMENTS
UTILISATION
NEW
MAJORITY OF
EXISTING
EQUIPMETS USED

Current Scenario
© Praj Industries Ltd www.praj.net 28
Parameter
Plant Capacity
Steam Consumption
60KLPD MPR
60000 LPD of AA
2.3 Kg/ Lit of Fuel Ethanol

Change in Existing Plant Performance due
to Modernization.
© Praj Industries Ltd www.praj.net 29
• Evaporative Distillation retrofitted in existing set–up
• Existing plant capacity increased without major changes
• 30 % Reduction in overall Steam Consumption
• Proportionately reduction in water required for cooling tower.
• Reduction in Water Footprint
• Reduction in Effluent quantity
• Multi product facility like RS & Absolute Alcohol – upgradable to
Pharma Grade ENA, Perfumery Grade ENA
• Market demands can best handled for Profitability.
• Capacity Enhancement in existing utilities

Value Addition in Modernization
© Praj Industries Ltd www.praj.net 30
Parameter
Plant Capacity
Steam Consumption
60KLPD MPR
60000 LPD of AA
2.3 kg/lit
100 KLPD Evaporative Distillation
100000 LPD of AA
1.7 kg/lit

Value Addition in Modernization
© Praj Industries Ltd www.praj.net 31
SAVINGS
Parameter Quantity AssumedProfit Margin
Savings per day Savings for 250 days operation
Production 40000 LPD 10 Rs./ lit Rs. 400000 1000 lakhs / year
Steam 60 TPD 1200 Rs./ MT Rs. 72000 180 lakhs / year
Total Savings - - Rs 472000 1180 lakhs / year
Current Operation : Steam required for 100 KLPD AA = 230 TPD (@2.3 Kg/Lit)
Modernization - Steam required for 100 KLPD AA( Plant expanded from 60 to 100
KLPD) = 170TPD(@1.7Kg/Lit)
Saving on steam at 100 KLPD TS = (230-170) = 60TPD
Simple Payback < 9 – 11 months
32
Production of ethanol by evaporative distillation
Date of filing : 8 August 2013
Patent No. : 2620/MUM/2013
Major Claims:
Size of said mash column is reduced by 50%
first evaporator is energized using Mash Vapors.
PatentEvaporative Distillation
© Praj Industries Ltd www.praj.net

Evaporative Distillation – Reference List
© Praj Industries Ltd www.praj.net 33
Sr No Client Name Capacity In KLPD
Remark
1 Dalmia Bharat Sugars Ltd 65 Under Execution
2 Madhucon 45 Under Execution
3 Balrampur Sugars Ltd 60 -100 Under Engg

Sustainability through Advanced Technologies
© Praj Industries Ltd www.praj.net
Thank you