variation in assemblies - dspace@mit: homedspace.mit.edu/.../0/class9assemblyvariations.pdf ·...
TRANSCRIPT

Variation in Assemblies
• Goals of this class – Understand how to represent variation at the assembly
level – Link models to models of variation at the part level– Link models to nominal chain of frames – Get an idea of statistical process control and statistical
tolerancing vs worst case tolerancing
© Daniel E Whitney

History of Tolerances in Assemblies
• Statistical process control and statistical tolerancing permit a bet on interchangeability
• Coordination makes a comeback as functional build
• Quality today is more than interchangeability – The product almost certainly will “work” – Real quality means
• Durability • Reliability • Low noise, vibration, etc
– All are associated with low running clearances, fine balance, etc., all requiring closer tolerances, robust design, etc.
© Daniel E Whitney

Recent Gains in Productivity• Wall Street Journal, Sept 28, 00, p 2:
– “Many analysts may have overlooked one of the main drivers of the productivity gains of the last five years: machine tools… more than half the increase has occurred outside the computer, software, and telecommunications sectors...
– Greater precision in machine tools has helped cut the energy use of air conditioners by 10% between 1990 and 1997 … using a new kind of compressor whose manufacture required … precision down to 10 microns”
– One of the principal reasons for more reliable automobile transmissions ...
– Open architecture, digital programming, ceramic tool bits are part of the picture
© Daniel E Whitney
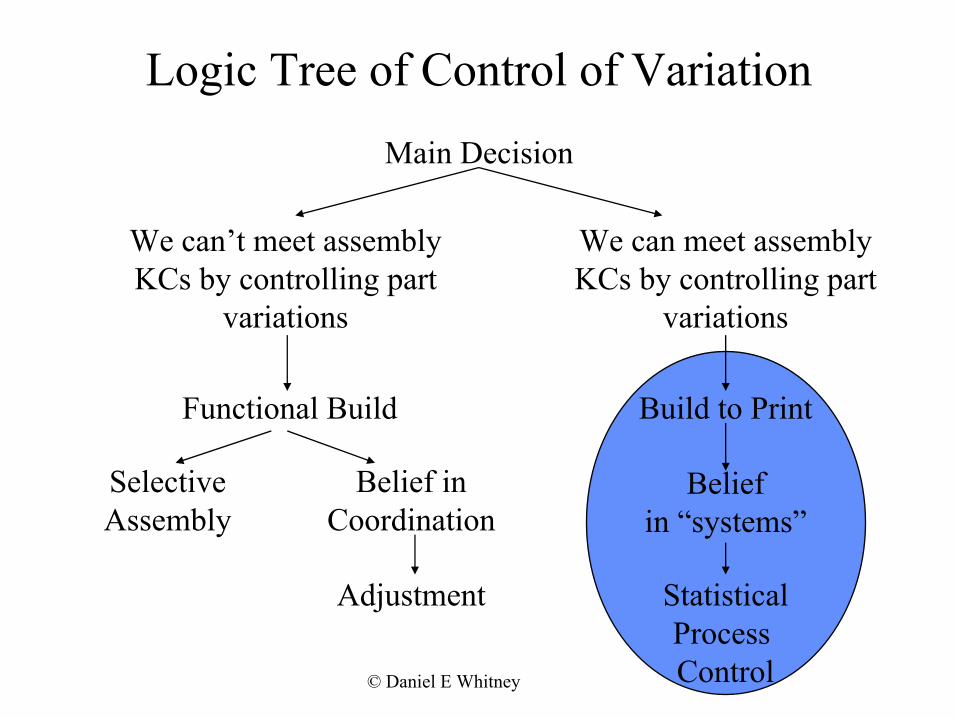
Logic Tree of Control of Variation
Main Decision
We can’t meet assemblyKCs by controlling part
variations
We can meet assemblyKCs by controlling part
variations
Functional Build
Selective Belief inAssembly Coordination
Adjustment
© Daniel E Whitney
Build to Print
Statistical Process Control
Belief in “systems”

Two Kinds of Errors
• Change in process average (mean shift) • Process variation around the mean (variance)• These are different kinds of errors that require
different approaches – The screwdriver workstation-RCC story – Whitehead’s reason for using kinematic design
– Taguchi’s systematic approach • Correct mean shift first, then reduce variation
© Daniel E Whitney
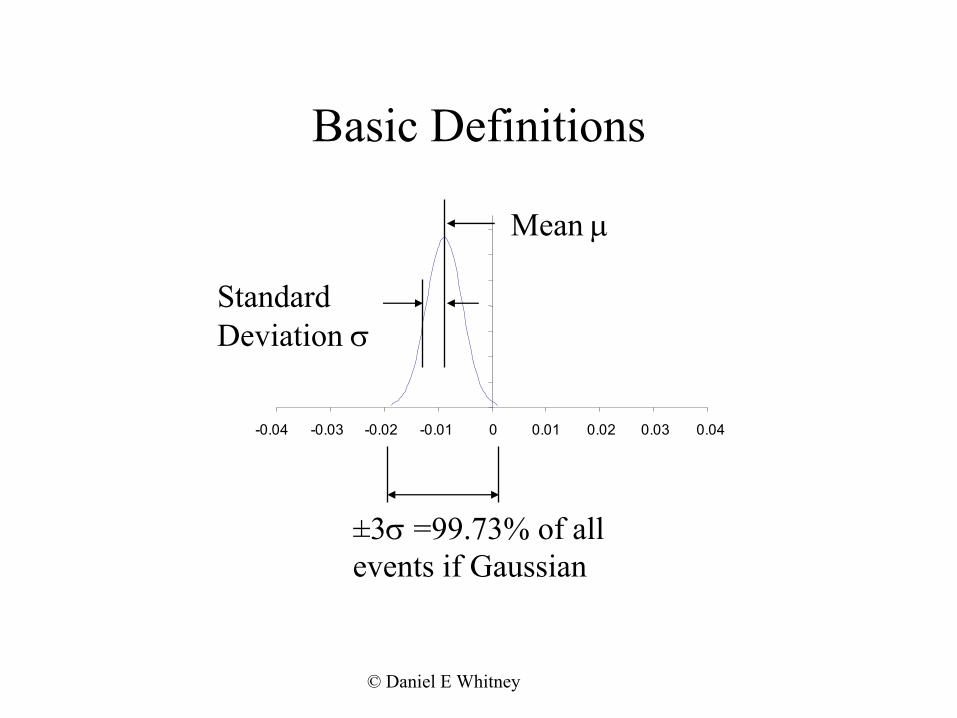
Basic Definitions
Mean µ
Standard Deviation σ
-0.04 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 0.04
±3σ =99.73% of allevents if Gaussian
© Daniel E Whitney

Precision vs Accuracy
USLLSL USL LSL
Desired tolerance
σ
Desired tolerance
σ
bandband
Distribution of Distribution of actual process actual process results results
-0.04 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 0.04 -0.04 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 0.04
Process mean µ Desired value Desired value = µ
Consistent but consistently wrong Right on the average
© Daniel E Whitney
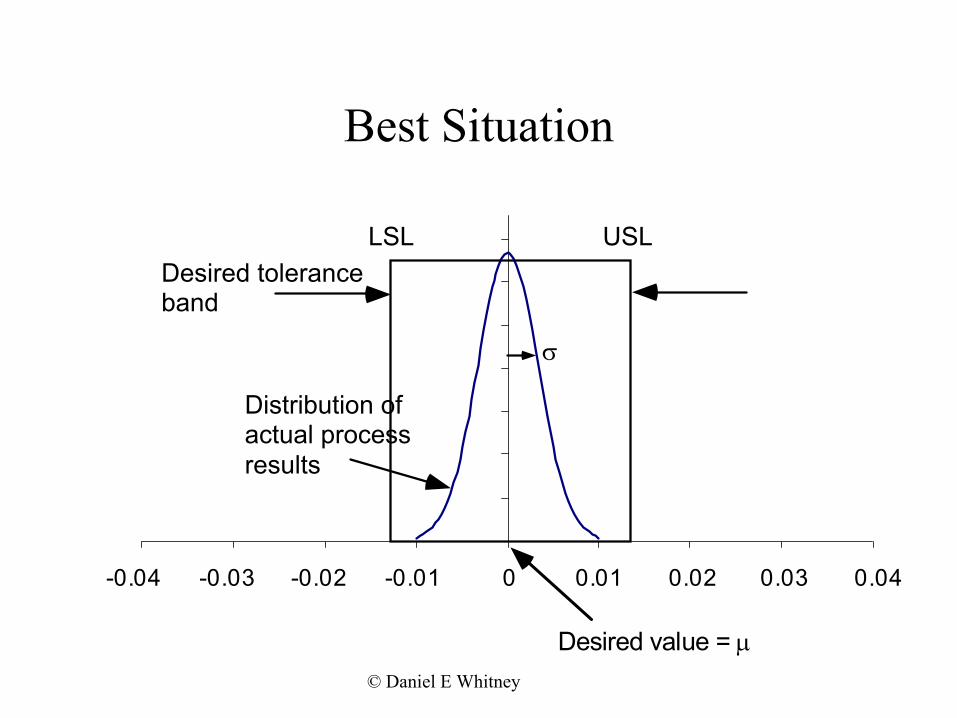
Best Situation
Desired tolerance
Distribution ofactual process
-0.04 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 0.04
Desired value = µ
σ
© Daniel E Whitney
LSL USL
band
results

Models of How Errors Accumulate in Assemblies
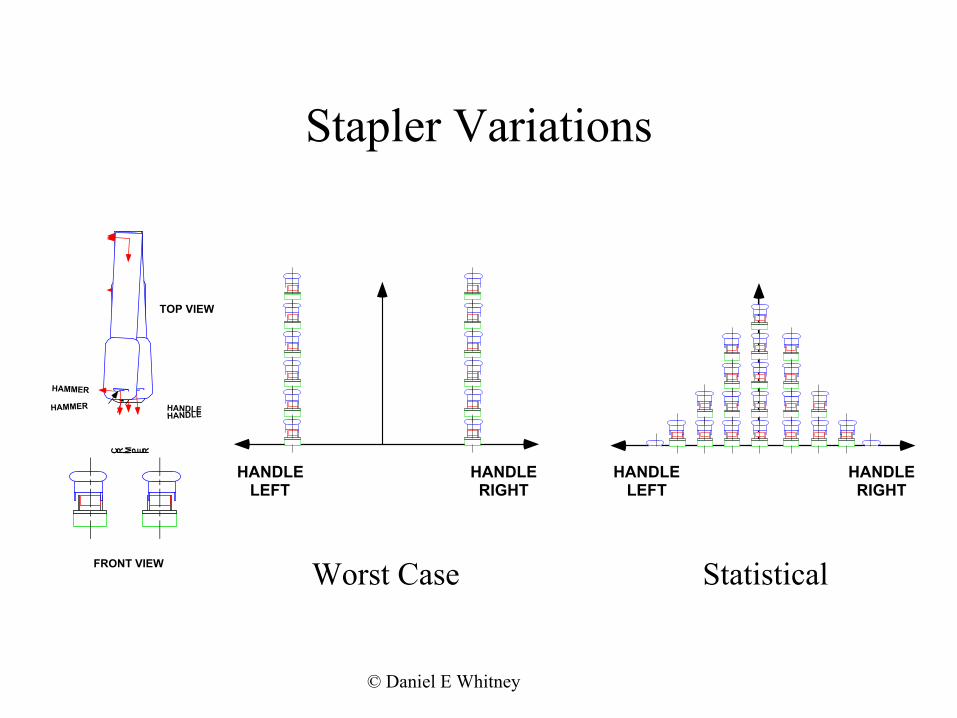
• Worst case tolerancing – Assumes all errors are at their extremes at the same time – This is deterministic, not statistical – Errors accumulate linearly with the number of parts
• Statistical tolerancing (AKA root sum square) – Assumes errors are distributed randomly ± between limits – Errors accumulate with SQRT of number of parts but only
if the average part error = the desired nominal dimension! (i.e., average part (& assy) error = 0.)
© Daniel E Whitney
A N V I L
R I V E T Stapler Variations
TOP VIEW
HANDLEHANDLE
HAMMER
HAMMER HANDHANDLELE
C R I M P E R
HANDLE HANDLE LEFT RIGHT LEFT RIGHT
FRONT VIEW Worst Case Statistical
© Daniel E Whitney
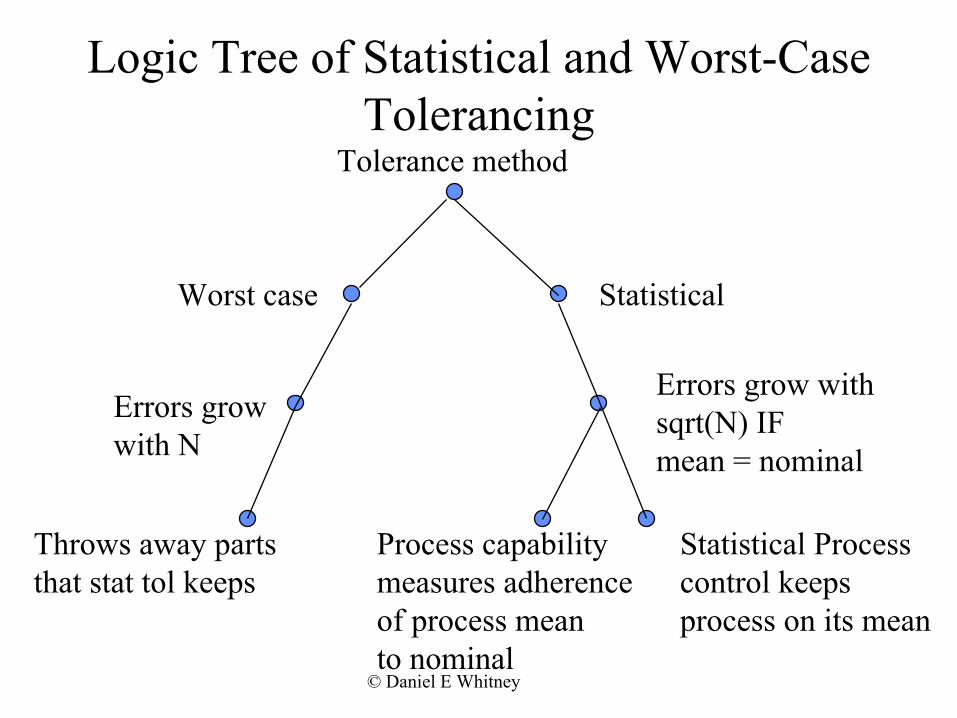
Logic Tree of Statistical and Worst-Case Tolerancing
Tolerance method
Worst case Statistical
Errors grow withErrors grow sqrt(N) IFwith N mean = nominal
Throws away partsthat stat tol keeps
Process capability measures adherence of process mean to nominal
© Daniel E Whitney
Statistical Process control keeps process on its mean
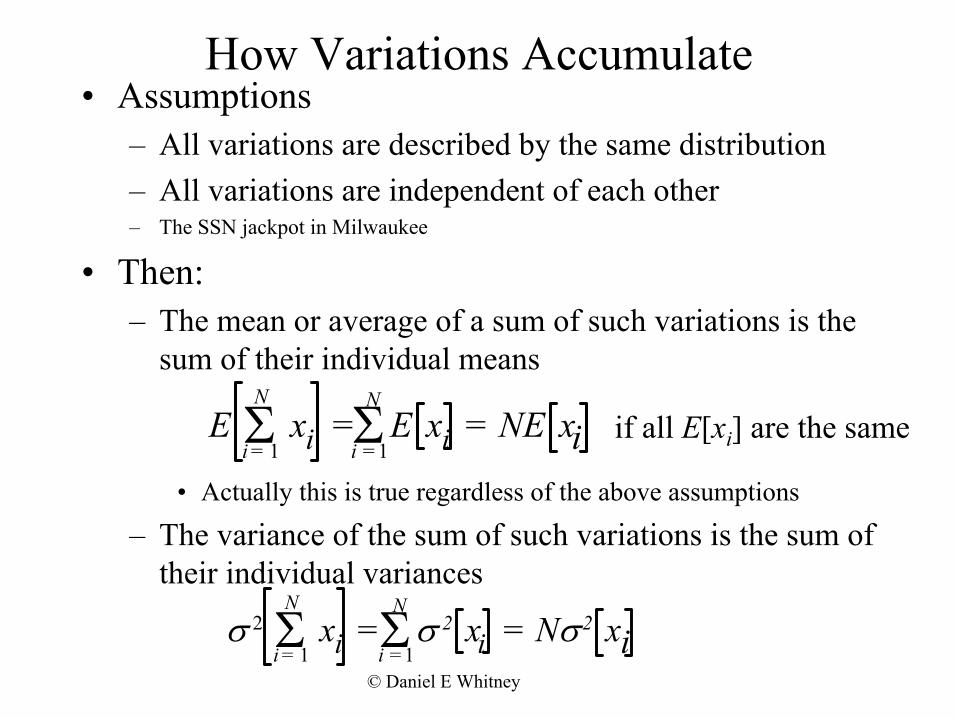
How Variations Accumulate• Assumptions
– All variations are described by the same distribution – All variations are independent of each other – The SSN jackpot in Milwaukee
• Then: – The mean or average of a sum of such variations is the
sum of their individual means N
E Σi = 1
N =xi Σ
i = 1 E xi = NE if all E[xi] are the same xi
• Actually this is true regardless of the above assumptions
– The variance of the sum of such variations is the sum of their individual variances
N σ 2 Σ
i = 1 xi Σ
i = 1
N σ 2
© Daniel E Whitney
2Nσ xi= xi =
What it Means
• Sums of zero-mean errors accumulate at the rate N because the + and - errors tend to cancel
• Sums of non-zero-mean errors accumulate at the rate N because there are no cancellations
• Therefore, non-zero-mean errors accumulate much more rapidly than zero-mean errors
© Daniel E Whitney

Why the Mean Should Seek the Nominal
99.73% of Error if Mean = 0
99.73% of Error if Mean ° 0
Number of Parts or Events
Accumulated Error
3σ envelope
How to survive Las Vegas © Daniel E Whitney

RSS (Root Sum Square) Method
Li = L0i + xi
xi = mi + ρi
where the average of ρi = ρ = 0
and the variance of ρ = σi 2
i
n n n 2RSS Error in ∑Li = ∑(Error in Li )2 = = σ∑σ i = σ n if σ i
i =1 i=1 i =1
RSS method is valid only if mi = 0
© Daniel E Whitney

© Dani
Statistical and Worst Case Compared for Three Additive TolerancesWorst case Statistical
el E Whitney
0
0
i
i ) / 3 i
pk > 1 3
3σ
3σ
0
0
i
91.6% of these are within ±0.01
Indi
vidu
al P
arts
Asse
mbl
ies
LSL USL
LSL USL LSL USL
LSL USL
-0. 04 -0.03 -0.02 -0.01 0.01 0.02 0.03 0.04
-0.04 -0.0 3 -0.02 -0.01 0.01 0.02 0.03 0.04
Des red final tolerance = ±0.03 0.27% of assemblies will exceed ±0.03
3 parts are toleranced at ±0.01 each = (f nal tol and inspected 100%
3 parts are toleranced at ±0.01732 each = (f nal tol ) / and not inspected if C
All assemblies will be in this range
All parts will be in this range
-0.04 -0.03 -0.02 -0.01 0.01 0.02 0.03 0.04
-0.04 -0.03 -0.02 -0.01 0.01 0.02 0.03 0.04
Des red final tolerance = ±0.03 0.00% of assemblies will exceed ±0.03
pa r t
t o t a l

Process Capability• Every process has a mean and a “natural tolerance” range
• Process capability indiex Cpk tracks whether the process range is within the 3σ tolerance band and the process mean is on the target nominal dimension
USL − X LSL − X Cpk = min ;
3σ
3σ
USL = upper spec (tolerance) limit LSL = lower spec (tolerance) limit X = mean of the process σ = variance of the process
© Daniel E Whitney

- 4
Process Capability CpkActual error
Cpk = 0.667
Cpk = 1
pk
Cpk = 0.667
If this is the tolerance band, then C = 1.33
Units of σ - 3 - 2 - 1 0 1 2 3 4
# of σ % within ±# of σ % outside 1 68.269% 31.731% 2 95.450% 4.550% 3 99.730% 0.270% 4 99.994% 0.006%
© Daniel E Whitney

Process Control & Capability
© Daniel E Whitney

Effect of Mean Shift0.00167 shift in each part
3σ=.01732
-0.04 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 0.04
0
2.5σ
1.24% will exceed 0.03
Range % Outside ± 1 sigma 31.74 ± 2 sigma 4.54% ± 2.5 sigma 1.24% ± 3 sigma 0.27%
.005 total shift in 3 parts=0.5σ
3σ=.03
-0.04 -0.03 -0.02 -0.01 0.01 0.02 0.03 0.04
Cpk=1.00 Cpk=.833
© Daniel E Whitney

How Could Non-zero Mean Variations Occur?
• For material removal processes, operators stop as soon as the part enters the tolerance zone from the high side
• For material-adding processes, operators stop as soon as the part enters the zone from the low side
Desired mean
Actual mean
Tolerance zone
Desired mean
Actual mean
Tolerance zone
Original size of material
Material being Material being cut to size built-up to size
Original size of material
Removal Process Additive Process© Daniel E Whitney
Statistical vs Worst Case - Summary
• Statistical is cheaper because looser tolerances are allowed at each part or feature (cost rises as tolerances are tightened)
• Worst case guarantees interchangeable parts, even at batch size of one
• Statistical achieves interchangeability with some probability < 1, enhanced if there is a big bin of parts to choose from. The likelihood of the worst combination actually being picked is pretty low and is usually easy to recover from.
© Daniel E Whitney
© Daniel E Whitney
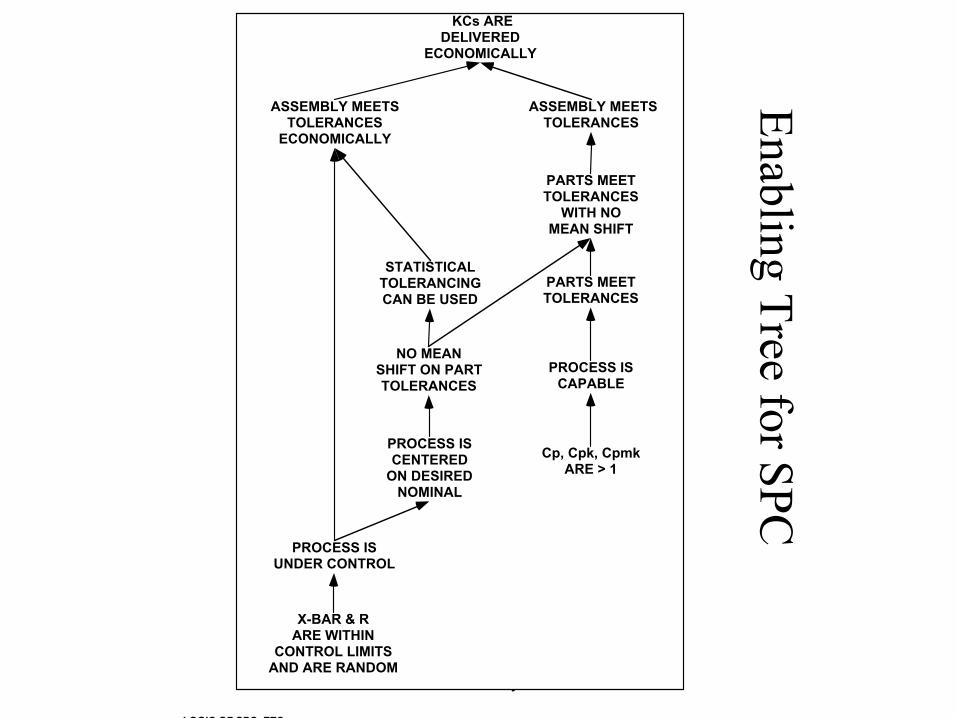
Enabling Tree for SPC
KCs ARE DELIVERED
ECONOMICALLY
ASSEMBLY MEETS TOLERANCES
ASSEMBLY MEETS TOLERANCES
ECONOMICALLY
NO MEAN SHIFT ON PART TOLERANCES
PARTS MEET TOLERANCES
X-BAR & R ARE WITHIN
CONTROL LIMITS AND ARE RANDOM
PROCESS IS UNDER CONTROL
PROCESS IS CAPABLE
PROCESS IS CENTERED
ON DESIRED NOMINAL
Cp, Cpk, CpmkARE > 1
STATISTICAL TOLERANCING CAN BE USED
PARTS MEET TOLERANCES
WITH NO MEAN SHIFT
LOGIC OF SPC ETC
Math Models of Variation
• There are tolerance standards for designing single parts (ANSI Y 14.5 xx)
• There is no standard for tolerancing assemblies
• People just extend the part standard or finesse
• The following slides show how to use the 4x4 matrix method for both nominal part-part location modeling and variation modeling
© Daniel E Whitney
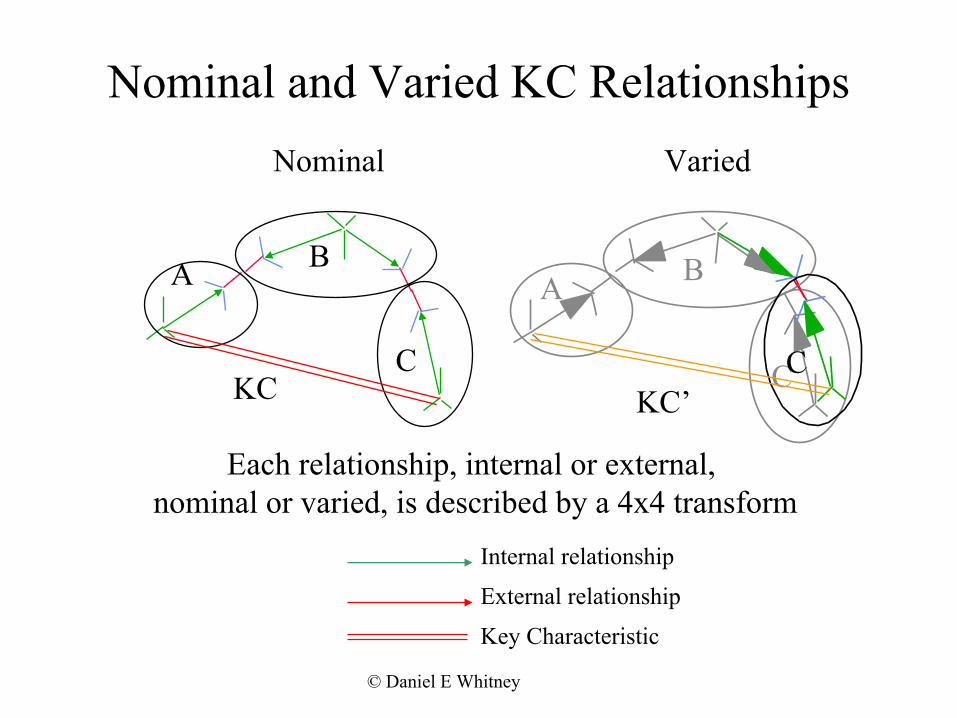
Nominal and Varied KC Relationships
Nominal Varied
A B
C KC C
A B
C KC’
Each relationship, internal or external, nominal or varied, is described by a 4x4 transform
Internal relationship
External relationship
Key Characteristic
© Daniel E Whitney

(c) 1985 MIT Press. p. 442.
Engine Cross Section
© Daniel E Whitney
Taylor, C.F. Figure 11-8 of THE INTERNAL COMBUSTION ENGINE IN THEORY AND PRACTICE,
volume 2, revised edition. (c) 1985 MIT Press. p. 442.

Chain of Frames for Engine
Cylinder Head
Cam Shaft
Lifter
Valve
Cylinder Block
Crankshaft
Connecting Rod
Piston
Wrist Pin
Timing Chain
KC
Cylinder
CamDon’t forget the head gasket!
Statistical tolerancing can delivers this KC
© Daniel E Whitney

Valve and Lifter Use Selective Assembly
The ones used today
The ones used another day
Cylinder Head
Cam Shaft
Lifter
Valve
KC
Cam
lected
Li
Cam Statistical Tolerancing cannot deliver this KCSe
Solid fter
Cylinder Head
Valve
50 Bins Covering 200µ total
© Daniel E Whitney

How Selective Assembly is Done
Clearance is
Shaft
Normal Distribution
0.5
0
0.1
0.2
0.3
0.4
-4 -3 -2 -1 0 1 2 3 4
x
Bearing
Pick and measure a shaft. important
If it is a bit big, pick a big bearing to get clearance right. If it is a bit small, pick a small bearing. For this to work over a long stretch, there must be about the same number of big shafts as big bearings, and the same for small ones.
© Daniel E Whitney
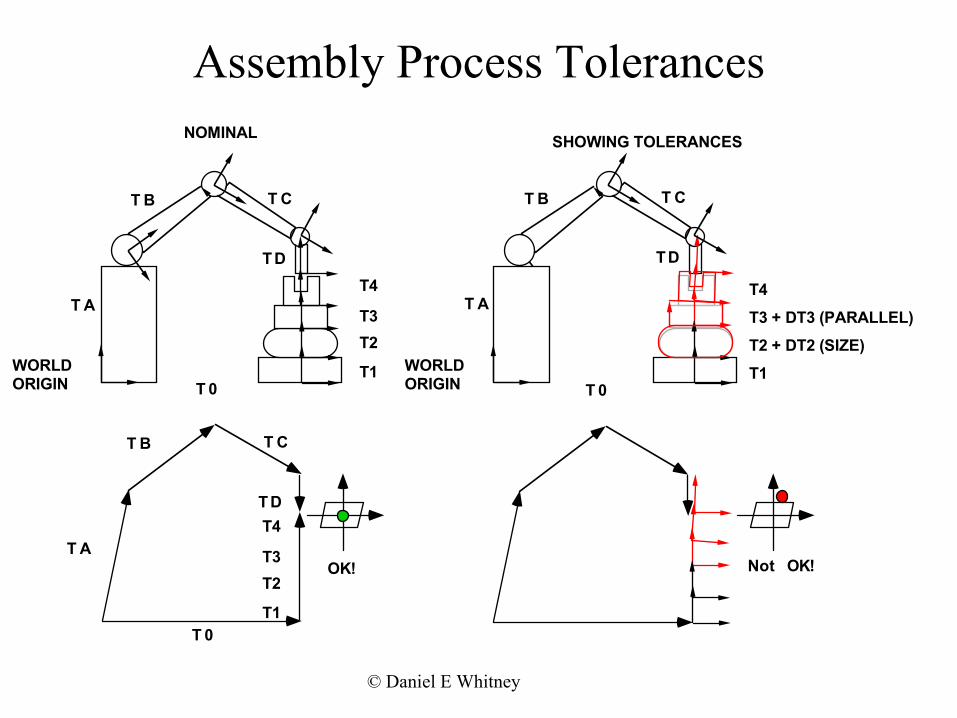
Assembly Process TolerancesNOMINAL SHOWING TOLERANCES
T B T C
T D T4
T B T C
T D
T4 T AT A T3 T3 + DT3 (PARALLEL)
T2 T2 + DT2 (SIZE) WORLD T1 WORLD T1ORIGIN ORIGINT 0 T 0
T A
T1
T2 T3
T4
T B T C
T D
Not OK! OK!
T 0
© Daniel E Whitney

Nominal Mating of Parts
TAF
A T
FB
B
Parts A and B are mated by joining two features
T T
T
AF
FB
AB
A
B
The nominal location of part B can be calculated from the nominal location of part A using 4x4 transform math
© Daniel E Whitney
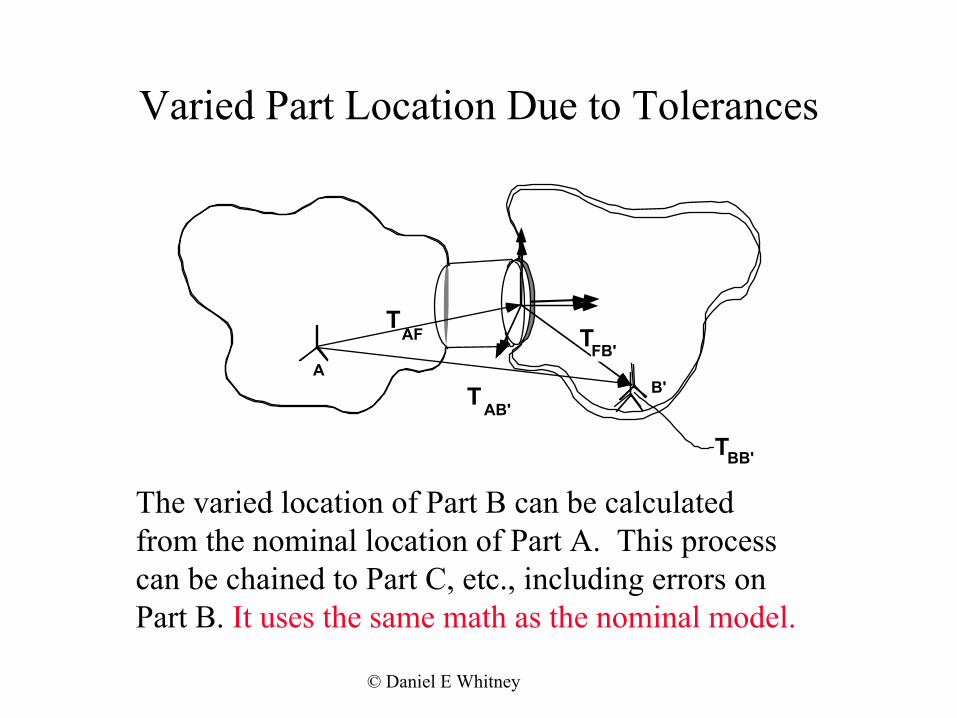
Varied Part Location Due to Tolerances
T T
T
AF FB'
AB'
A B'
TBB'
The varied location of Part B can be calculated from the nominal location of Part A. This process can be chained to Part C, etc., including errors on Part B. It uses the same math as the nominal model.
© Daniel E Whitney

Equations for Connective Models
Feature A Feature B
Part BTA-FA TFA-FB
TFB-BNominal
Part A
Part A Feature A
Feature B
TA-FA
TFB-B
Feature A'
DTFA-FA' DTFA'-FA"
DTFA-FB Part BTFA-FB
Feature A"
Varied
Feature Feature
Interface (clearance)
shapelocation
© Daniel E Whitney

Error Transform (Linearized)
dθ1 δθ z
–δθ y
0
– δθz δθ y
1 –δθ x
δθ x 1 0 0
dx dy dz 1
T’ = T * DT T DTT’
dp
DT =
© Daniel E Whitney

Transform Order is Important
T=DT11’T12
This is a frame 1 event
2T12
DT 22’
DT11’ This is a frame 2 event
1Tells us what T=T12DT22’everything looks like from frame 1’s pov Moves the focus to frame 2 and
converts frame 2 events to frame 1 coords.
© Daniel E Whitney
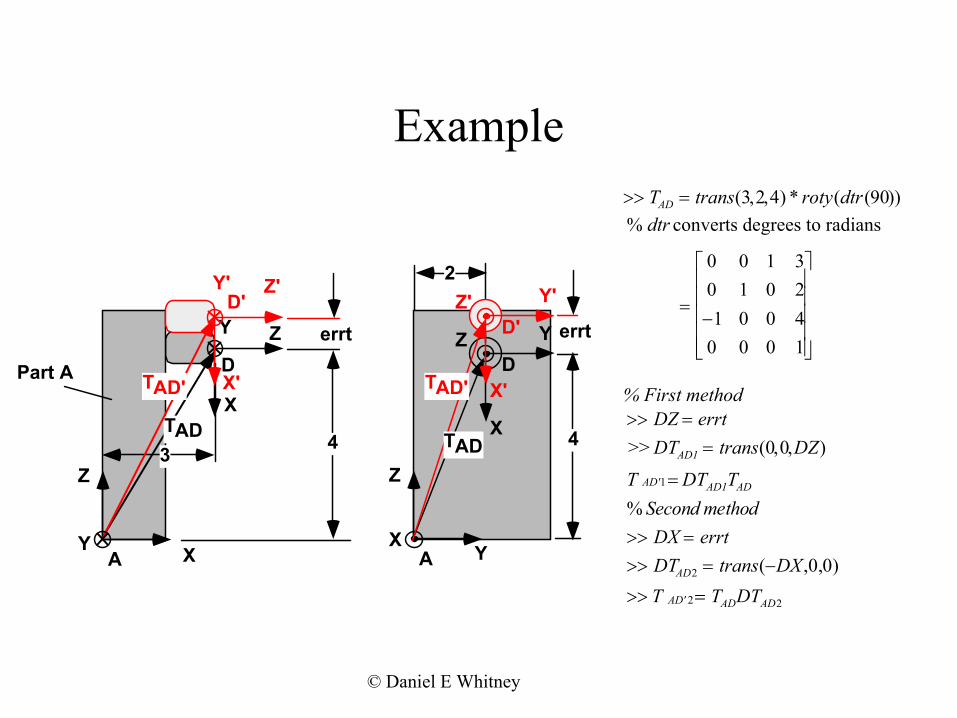
Example>> TAD = trans(3, 2,4) * roty(dtr (90)) % dtr converts degrees to radians
0 0 1 3
Z
Y
X
Z D
Y
4 TAD 3
Y'
X'
Z' D'
TAD'
errt
4X
Z Y D
X
Z
2
X'
Z' Y' D'
TAD'
TAD
errt 0 1 0 2
= −1 0 0 4
0 0 0 1
Part A % First method >> DZ = errt >> DTAD1 = trans(0,0,DZ)
T AD'1 = DTAD1TAD
% Second method >> DX = errt
A X A Y >> DTAD2 = trans(−DX ,0,0) >> T AD' 2 = TADDTAD2
© Daniel E Whitney

Example - 2
X
ZY E
F
TEF
2
X'
Z'Y'
E'
X
Y
TEF
F
7
2
>> TEF = trans (6,0,1)Part B
1
=
1 0 0 6 0 1 0 0 0 0 1 1 0 0 0 1
>> TEE ' = roty (dtr (−erra)) >> TE = roty (dtr (erra)) >> T
'E
E 'F = TE 'ETEF
© Daniel E Whitney
1

Example - 3
X
ZE
F
TEF
2
X'
Z'
E'
Part B'
X
Z
Y
X'
Z'D'
T AD'Part A'
>> TDE = rotz (dtr (180)) −1 0 0 0 0 −1 0 0
0 0 0 1
=0 0 1 0
>> TAF = TADTDETEF
0 0 0 −1 0 1 0 10
1 4
=0
0 0
%T>> T 'AF = TAD 'TD ' E 'TE 'F
D' E ' = TDE
0 1
A
© Daniel E Whitney
2

Constructing Matrix Representations of GD&T
© Daniel E Whitney

Position and Angle are Coupled by Rule #1
θ x z
θ x)f(z,
z
θ
S
/ LS
TS TS
Gaussian approximation 2 T /L
- 2 T f(
2 2 +
θ
z
σ z
−
σ θ θz, x) =e
fopt is derived by simulation to give the best Gaussian fit to the actual diamond
© Daniel E Whitney

Tolerance Zones as 4x4 Transforms
Two dimensional example:
1 0 0 0 1 0 0 0 0 1 0 0 0 1 0 0
F1
Z T0,1 = T1,2 = 0 0 1 D 0 0 1 0
F2 θ1 = 2 T /L S 0 0 0 1 0 0 0 1
2TS
D dX = 0 δθ x = fopt x 2 Ts / Ly DT1 , 2 : dY = 0 δθ y = fopt x 2 Ts / Lx
F0 dZ = fopt x Ts δθ z = 0
f = 0.95 op t
T0,2 = T0,1 * T1,2 * DT1,2
© Daniel E Whitney

Pl
i
i
// is)
l⊥ is)
i
φ Tp M A
φ Tp A
φ Tc A
Tpe A⊥
TR A
TR A
TR A
Tpa A//
Ta A
-A-
-B-
φ T A B ION
XXX
-A -
T A L
S ± Ts
ANY SPEC
D
xx ± Ts TR A
TCp 2 = σs
2 + σp 2 + (Tp + S + E (S))2
∆∆
∆
∆θx = f∆θy = f
∆θz = 0
T = Tp = Tc = TR
L =
∆∆
∆ Ts
∆θx = f TR/D ∆θy = f TR/D
∆θz = 0 f
f
L
D ± Ts
∆∆
∆ Ts
f
∆θx Ts/Ly ∆θy Ts/Lx
∆θz = 0 Lx y
∆∆
∆ Ts
∆θx To/Ly ∆θy To/Lx
∆θz = 0
Lx y
f
To = Tpa = Tpe = Ta Tpa A//
Tpe A⊥
Ta A
- A -α
XX ± Ts
XX ± Ts
XX ± Ts
© Daniel E Whitney
TYPES CHARACTERISTIC CONTROL FRAME GEOMETRY ERRORS
Location
Runout
anar Size
Orientation
Posit on @ MMC
Posit on
Concentricity
Circular Runout
Total Runout (on surfaceto datum axTota runout (on surface to datum ax
Distance
Parallelism
Perpendicularity
Angular ty
YYY
ONLY POSIT
-A
same a s belo w bu t re pla c e T b y max
X = fopt T/2 Y = fopt T/2
Z = 0
opt T/L opt T/L
l ength of cyl indri cal to l erance zone
X = 0 Y = 0
Z = f opt
opt opt
o pt = 0. 95
o pt = 0. 92
X = 0 Y = 0
Z = fo pt
o pt = 0. 95
= 2 fo pt = 2 fo pt
and L are l ength and width of to l erance zo ne
X = 0 Y = 0
Z = fopt
= 2 fo pt = 2 fo pt
and L are l ength and width of tol erance zo ne
o pt = 0. 92

Two Ways to Use This Model
• Direct Monte Carlo simulation (can use Matlab)– randomly select dX, dY, δθ x, etc (eliminate parts that violate Rule
#1) (use fopt = 1)Assume that Ts = 3σ dX = randn * Ts / 3; δθ x = randn *2 * Ts / ( 3 * LY)
– multiply out all the Transforms – repeat many times, collect histograms
• Plug into a closed form solution (use fopt to approximate Rule #1) – requires assuming a Gaussian distribution for each of the errors – delivers ellipsoids of location and angle error at the end of the
transform chain
© Daniel E Whitney

Logic Tree of Control of Variation
Main Decision
We can’t meet assemblyKCs by controlling part
variations
We can meet assemblyKCs by controlling part
variations
Build to PrintFunctional Build
Statistical Process Control
Belief in “systems”
Selective Assembly
Adjustment
Belief in Coordination
© Daniel E Whitney

Functional Build• Accept the fact that the mean cannot be brought to the
desired value: – Too much trouble – Too much variation in the mean – Some other mean may be shifted the other way
• Coordinate the parts involved • Keep an eye on things and make adjustments
• This is often done on tools and dies if there is one source (one die) for each part involved
• Then the focus is to control variation around the mean
• The SPC metric is then Cp USL − LSL C = p 6σ
© Daniel E Whitney
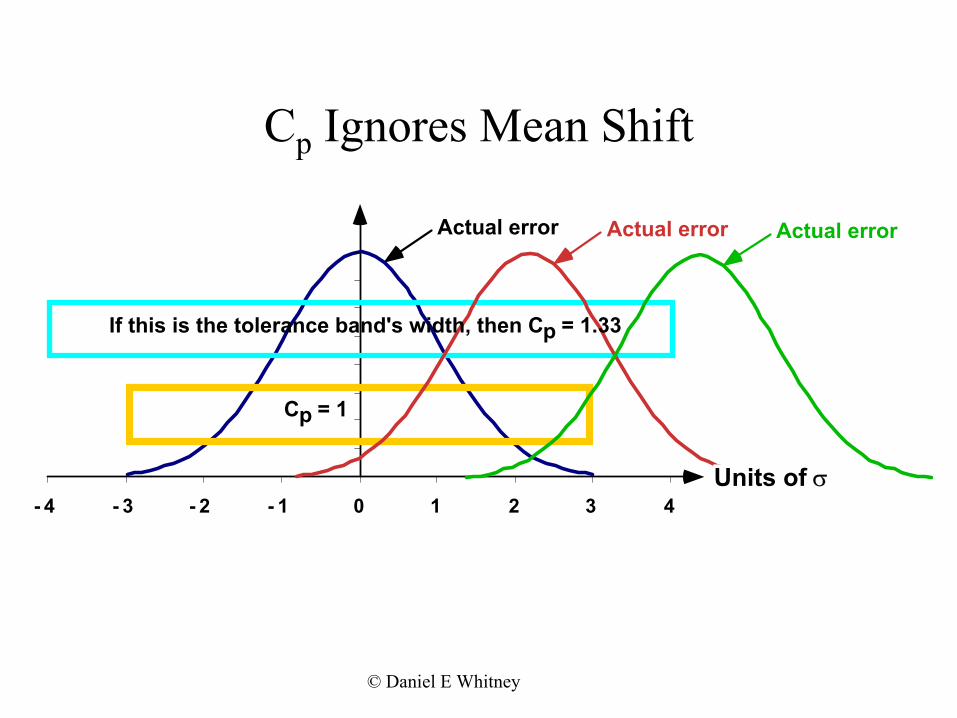
Cp Ignores Mean Shift
Actual error
Cp = 1
Actual error Actual error
If this is the tolerance band's width, then Cp = 1.33
Units of σ - 4 - 3 - 2 - 1 0 1 2 3 4
© Daniel E Whitney

Logic Tree for TolerancingHOW TO MEET
ASSEMBLY TOLERANCES
Cpk > 1: SAMPLE INSP
Cpk < 1: 100% INSP
PROBABILITY OF MEETING ASSEMBLY
TOLERANCES IS HIGH ENOUGH
PARTS ARE INTERCHANGEABLE
ALMOST ALL THE TIME
ERRORS GROW WITH √ N
USE SPC & Cpk ON PARTS TO KEEP PROCESS MEAN =
NOMINAL
PART TOL = ASSY TOL / √N
IF PROCESS MEAN = NOMINAL
BUILD TO PRINT
STATISTICAL TOLERANCING
STATISTICAL COORDINATION
TOOL & DIE BUILD TO PRINT
(NET BUILD)
NO COORDINATION
100% INSPECTION
PART TOL = ASSY TOL / N
ERRORS GROW WITH N
MEETS ASSEMBLY TOLERANCES
100% OF THE TIME PARTS ARE
INTERCHANGEABLE
WORST CASE TOLERANCING
FAILURE TO USE SPC LEADS
TO UNDOCUMENTED MEAN SHIFT
DETERMINISTIC COORDINATION
FITTING TOOL & DIE ADJUSTMENT
(FUNCTIONAL BUILD)
100% INSPECTION
BALANCE DISTRIBUTIONS
RESET NOMINAL TO PROCESS
MEAN
IGNORE MEAN, USE SPC & CP ON PARTS,
MAY BE HARD TO DIAGNOSE PROBLEMS
LATER USE SPC & Cpk ON PARTS
TOO HARD OR NOT ECONOMICAL TO MEET ASSEMBLY
TOLERANCES WITHOUT COORDINATION PARTS ARE NOT
INTERCHANGEABLE
SIMULTANEOUS MACHINING
SELECTIVE ASSEMBLY
LOGIC TREE OF TOLERANCING
© Daniel E Whitney