viscosity modifiers for next generation driveline fluids dr. hitoshi hamaguchi dr. michael müller...
TRANSCRIPT

Viscosity Modifiersfor Next Generation Driveline Fluids
Dr. Hitoshi HamaguchiDr. Michael Müller Dr. Christoph WincierzDr. Thorsten BartelsEvonik RohMax Additives
Content
Background
Effect of dPAMA on EHL film formation, friction
and wear
Effect of dPAMA on gear efficiency
Effect of dPAMA on anti-fatigue performance
Conclusions
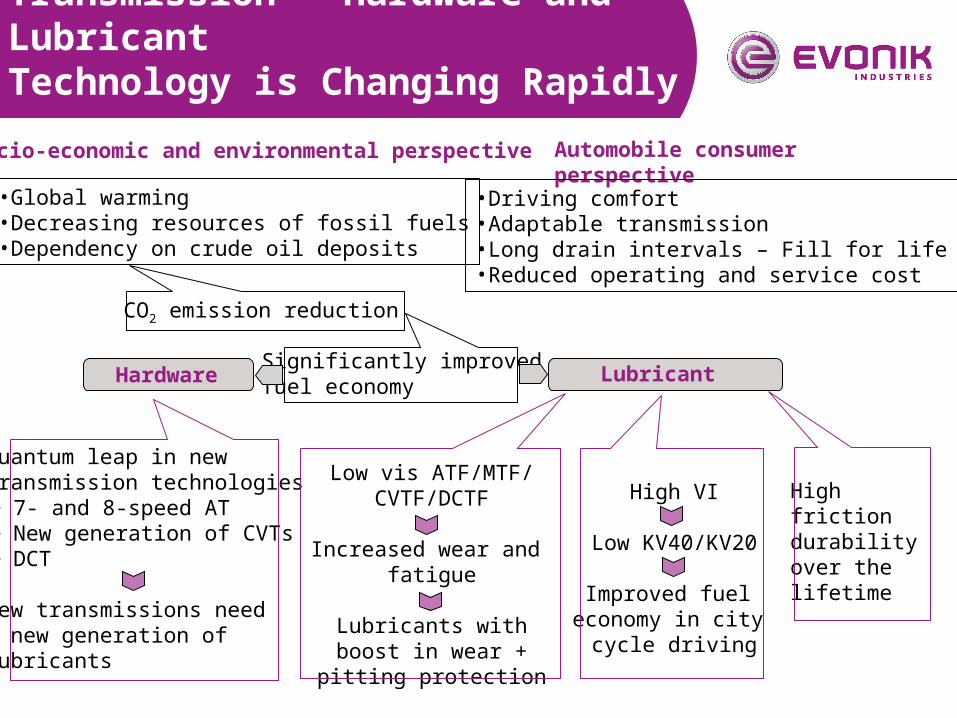
Transmission – Hardware and Lubricant Technology is Changing Rapidly
Socio-economic and environmental perspective Automobile consumer perspective
•Global warming•Decreasing resources of fossil fuels•Dependency on crude oil deposits
•Driving comfort•Adaptable transmission•Long drain intervals – Fill for life•Reduced operating and service cost
Significantly improvedfuel economyHardware Lubricant
Quantum leap in new transmission technologies
7- and 8-speed AT New generation of CVTs DCT
New transmissions need a new generation of lubricants
Low vis ATF/MTF/CVTF/DCTF
Increased wear and fatigue
Lubricants with boost in wear + pitting
protection
High VI
Low KV40/KV20
Improved fuel economy in city
cycle driving
Highfrictiondurabilityover thelifetime
CO2 emission reduction
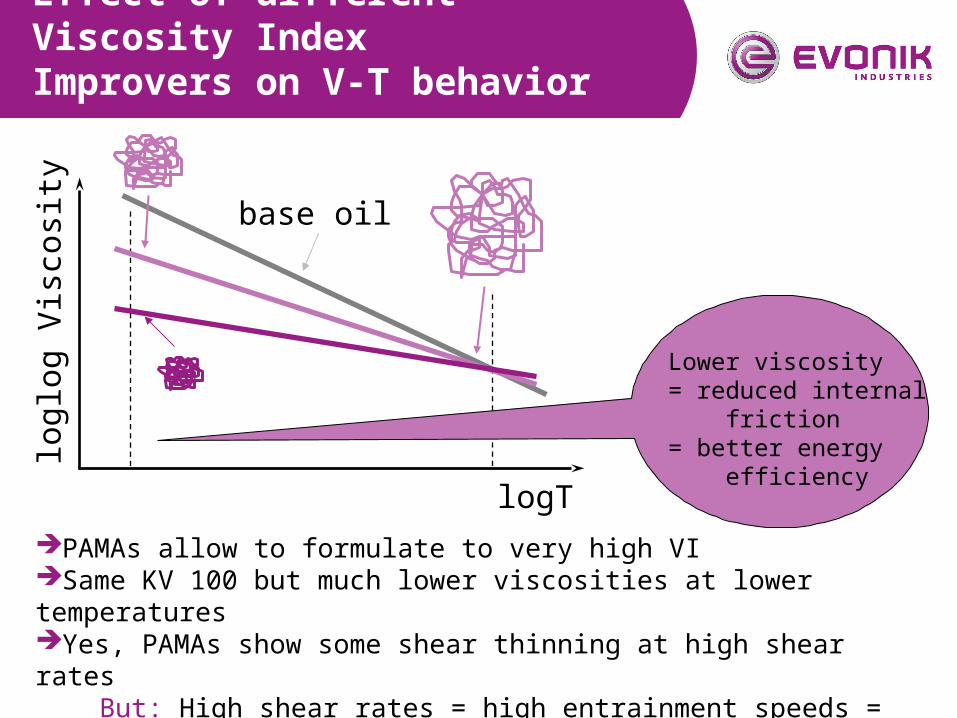
Effect of different Viscosity Index Improvers on V-T behavior
logl
og V
isco
sity
logT
base oil
Lower viscosity = reduced internal friction= better energy efficiency
PAMAs allow to formulate to very high VISame KV 100 but much lower viscosities at lower temperaturesYes, PAMAs show some shear thinning at high shear rates But: High shear rates = high entrainment speeds = thick hydrodynamic lubricant films

Measures the lubricant film thickness formed between a rolling steel ball and a silica-coated glass disc, as a function of rolling speed, down to < 2 nm
White Light
--Glass Disc --Thin Cr Layer SiO2 Spacer
Layer Lubricant
Lubricant Film
Specifically designed PAMAs can form thick boundary films in the lubricated contact
Ultrathin film interferometryto measure boundary film formation in situ and in contact
Thick boundary film = lower friction at low speed= better energy efficiency= better wear performance

Dispersant PAMAs: Effect of polymer architecture on film thickness
Polymers with functional groups clustered in a block gave clear thick and considerably viscous boundary films Polymer is adsorbed at the metal surface – boundary film contains higher polymer concentration than bulk fluid Boundary film is stable and survives high pressure rolling- sliding contacts
1
10
100
1000
0.001 0.01 0.1 1 10 Speed [m/s]
Film
Thi
ckne
ss [n
m]
dPAMA O, statdPAMA O, non-stat.dPAMA N1, statdPAMA N1, non-stat.
At slow speed
At high speed
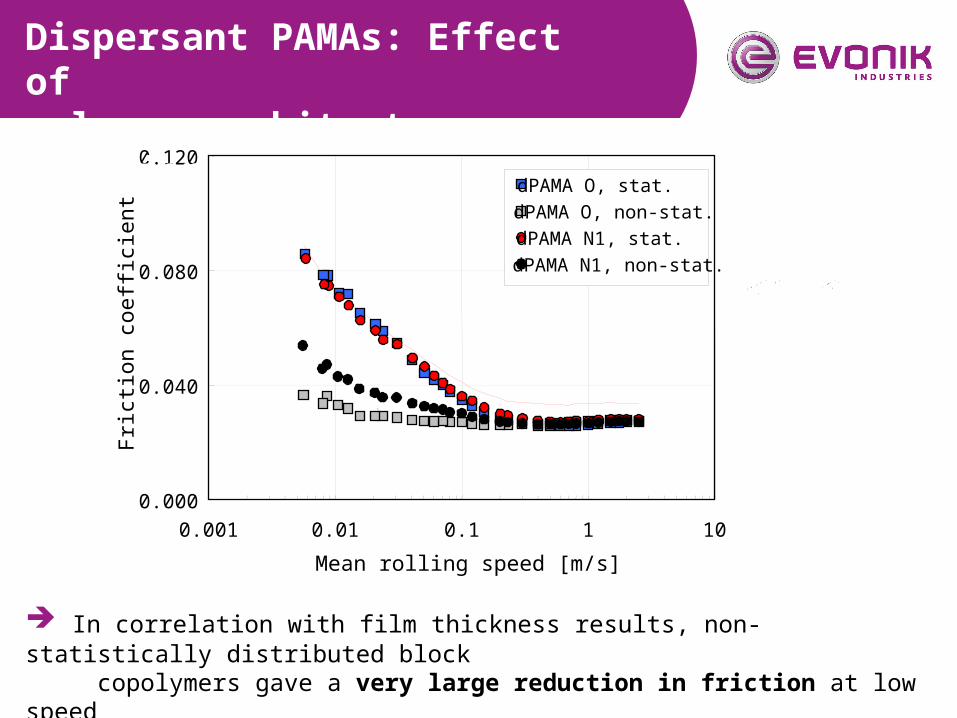
In correlation with film thickness results, non-statistically distributed block copolymers gave a very large reduction in friction at low speed
0.000
0.040
0.080
0.120
0.001 0.01 0.1 1 10
Mean rolling speed [m/s]
Fric
tion
coef
ficie
nt
dPAMA O, stat.
dPAMA O, non-stat.
dPAMA N1, stat.
dPAMA N1, non-stat.
Dispersant PAMAs: Effect of polymer architecture on friction

Even in the presence of a full gear oil package the dispersant PAMA shows boundary film formation and leads to significantly lower friction at low speed
Dispersant PAMAs: Effect in a fully formulated 75W90 gear oil
Formulation basedon group 3 oil.Package contains:DispersantS-based EP additiveAntioxidant, friction modifierVII: PAO 100 ordispersant PAMA
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
1 10 100 1000 10000
Entraiment speed (mm/s)
Fri
ctio
n C
oef
fici
ent
75W90 + PAO 100 75W90 + dPAMA N1
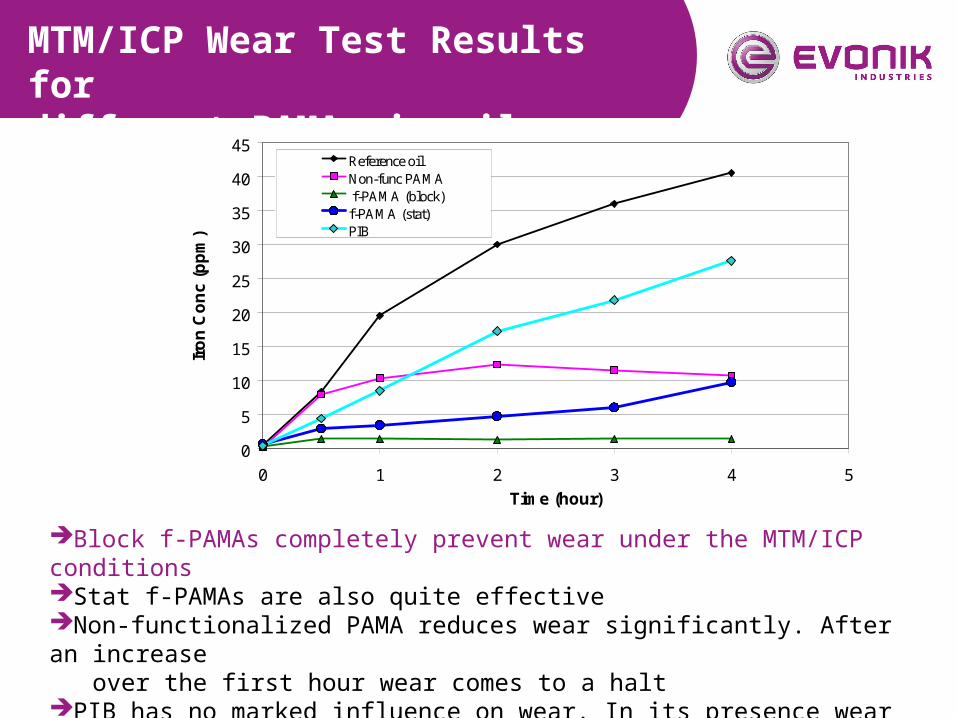
MTM/ICP Wear Test Results for different PAMAs in oil
Block f-PAMAs completely prevent wear under the MTM/ICP conditionsStat f-PAMAs are also quite effectiveNon-functionalized PAMA reduces wear significantly. After an increase over the first hour wear comes to a haltPIB has no marked influence on wear. In its presence wear increases
linearly with time
0
5
10
15
20
25
30
35
40
45
0 1 2 3 4 5
Time (hour)
Iro
n C
on
c (p
pm
)
Reference oilNon-func PAMA f-PAMA (block)f-PAMA (stat)PIB

FZG Efficiency Test Method to measure Lubricant Efficiency
DIN 51354/5, VW PV 1456
Volkswagen Polo gear set
0, 135, and 302 Nm
1600 rpm
T = 20, 44, and 90 °C
Measures the lubricant torque transmitting efficiency through two sets of loaded gears
Simulation of the MVEG cycle (5 speed MT)Formulation details:
VII in mineral oil and PAO, commercial DI packageViscosity according to SAE 75W-90

Gear set 2 Gear set 1 TorqueSensor
Drive-motor
Torque AdjustmentFlange
Torsion Flange
Shaft 2
Shaft 1
FZG Efficiency Test Method to measure Lubricant Efficiency
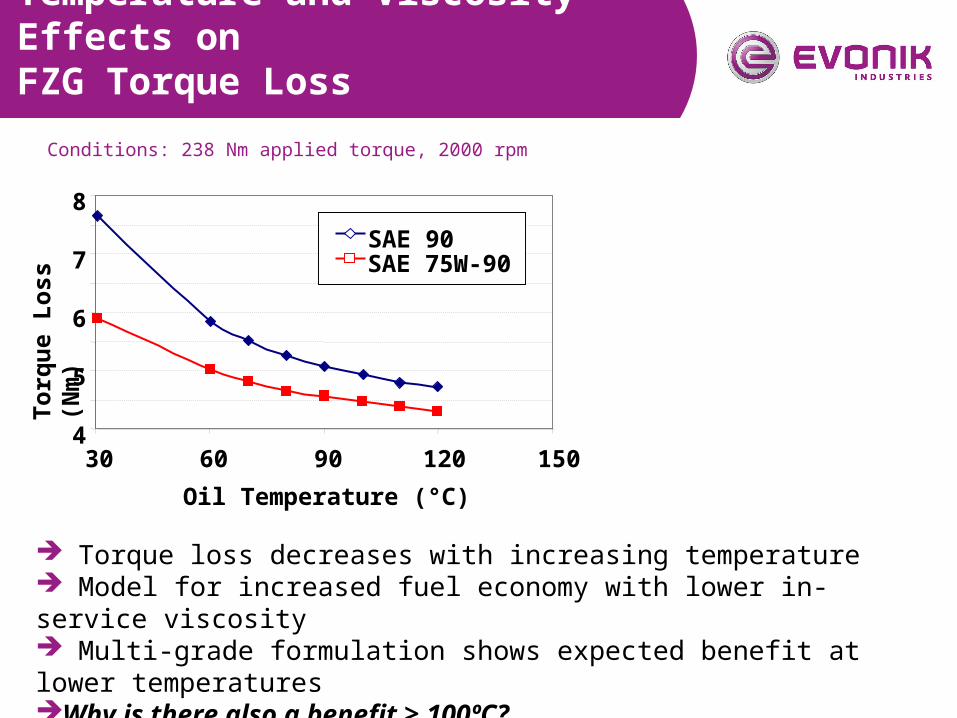
Temperature and Viscosity Effects on FZG Torque Loss
Conditions: 238 Nm applied torque, 2000 rpm
4
5
6
7
8
30 60 90 120 150
Oil Temperature (°C)
To
rqu
e L
oss
(N
m)
SAE 90SAE 75W-90
Torque loss decreases with increasing temperature Model for increased fuel economy with lower in-service viscosity Multi-grade formulation shows expected benefit at lower temperaturesWhy is there also a benefit ≥ 100ºC?

Influence of VII type on gear efficiency
T = 20 °C
0
2
4
6
0 100 200 300
Transferred torque (Nm)
Ab
solu
te in
crea
se o
f ef
fici
ency
vs
SA
E 9
0
SAE 75W-90 (PAMA)
SAE 80W-90 (PIB)
Efficiency gains versus monograde decreases with increasing torque PAMA improves significantly more than PIB

Influence of VII on load-dependant Losses
PAO formulations have lower torque loss than mineral oil PAO formulated with PAMA shows equal losses to straight PAO
Addition of PAMA to mineral oil causes a decrease in load dependent loss. Higher PAMA concentration increases the effect
Addition of PIB increases load dependent torque loss
2.5
3
3.5
4
4.5
0 10 20 30 402.5
3
3.5
4
4.5
0 10 20 30 40
Mineral Oil (Group I) Formulations PAO Formulations
Viscosity in Kinematic mm2/sKinematic Viscosity in mm2/s
Straight PAO PAO + PAMA PAO + PIB ▲
Straight Mineral Oil SN 150 + PAMA SN 150 + PIB▲ SN 90 + PAMA SN 500 + PIB + SN 500 + PAMA T
orq
ue L
oss in
Nm
Torq
ue L
oss in
Nm
Conditions: 90ºC, 302 Nm applied torque
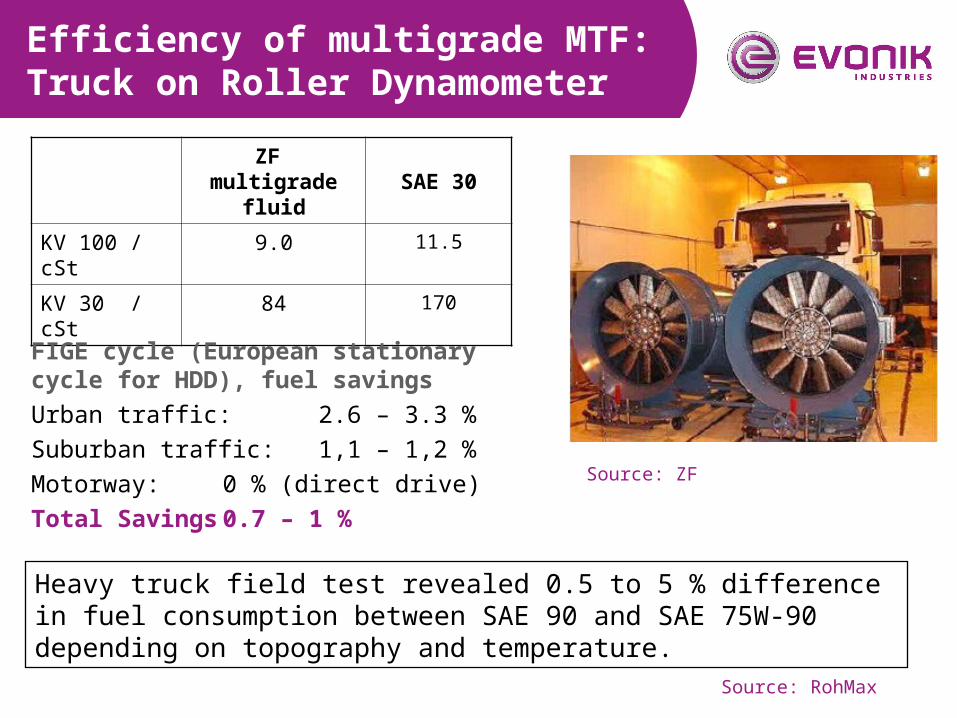
Efficiency of multigrade MTF:Truck on Roller Dynamometer
Source: ZF
Heavy truck field test revealed 0.5 to 5 % difference in fuel consumption between SAE 90 and SAE 75W-90 depending on topography and temperature.
ZF multigrade fluid SAE 30
KV 100 / cSt 9.0 11.5
KV 30 / cSt 84 170
FIGE cycle (European stationary cycle for HDD), fuel savingsUrban traffic: 2.6 – 3.3 %Suburban traffic: 1,1 – 1,2 %Motorway: 0 % (direct drive)Total Savings 0.7 – 1 %
Source: RohMax

Pitting – an increasing problem withlow viscosity fuel efficient lubricants
Strict CO2 emission requirements
Extreme reductions of fuel consumption Lower viscosity of automotive lubricants required Lower viscosity leads to increased wear and fatigueOptimized lubricant formulations have to compensate for thatRohMax Solution: Tailor-made film forming VII or booster which improves anti-fatigue performance
Potential areas of application:ATF, CVT, DCT, MTF, rear axle, transfer caseEngine oils
Pitting = a fatigue failure occurring at metal surfaces as a consequence of load alternationTarget = no pitting over the lifetime of the equipment = long fatigue life = good anti-fatigue performance
Pitting
Boundary film reduces surface stress peaks at asperities
which are responsible for micro crack formation
leading to pitting
rota
tio
ns
to d
amag
e
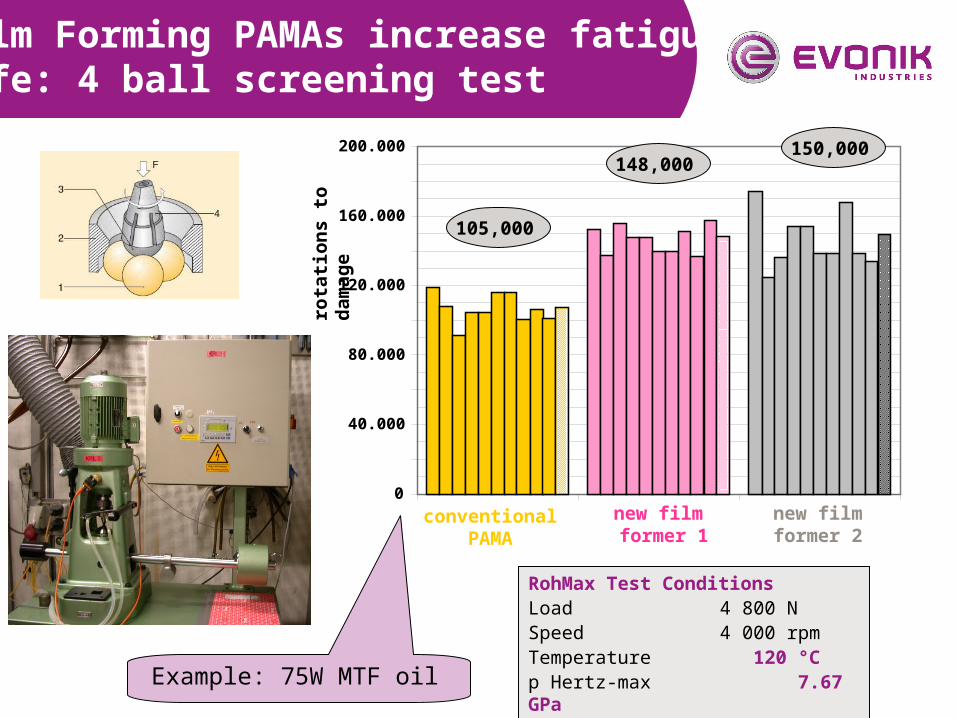
Film Forming PAMAs increase fatigue life: 4 ball screening test
conventional PAMA
0
40.000
80.000
120.000
160.000
200.000
new film former 1
new film former 2
RohMax Test ConditionsLoad 4 800 NSpeed 4 000 rpmTemperature 120 °Cp Hertz-max 7.67 GPa
148,000150,000
105,000
Example: 75W MTF oil
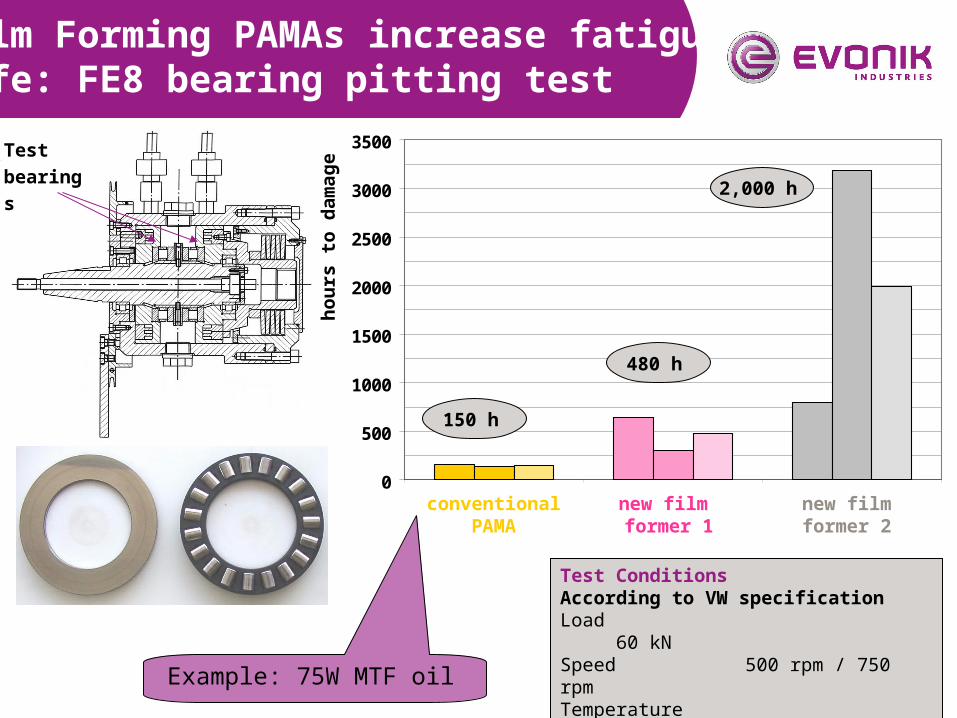
Film Forming PAMAs increase fatigue life: FE8 bearing pitting test
Test ConditionsAccording to VW specificationLoad 60 kN Speed 500 rpm / 750 rpmTemperature 120 °Cp Hertz-max 1.45 GPa
Test bearings
0
500
1000
1500
2000
2500
3000
3500
MTF B(0-050)
MTF B(lmw 3,0% H12 graft)
MTF B(7,5% F105 block)conventional
PAMAnew film former 1
new film former 2
2,000 h
480 h
150 h
ho
urs
to
dam
age
Example: 75W MTF oil
Conclusions
Fuel economy in automotive transportation is important today and will be more important in the future.
New transmission hardware requires new generation of fluid technologies
Maximum fuel economy requires improvements in both engine and transmission lubricants, and will drive a shift to lower viscosity lubricants.
Lower viscosity lubricants can adversely affect wear and fatigue life if adequate lubricant film thickness is not maintained.
Tailor-made PAMA viscosity Index improvers simultaneously enable: Reduction of base oil viscosity Reduction of lubricant viscosity at lower temperatures
through higher VI Improved fuel economy
Increase in lubricant film thickness Improved wear and fatigue life
