vucinic bojan electric arc versus induction furnace...
TRANSCRIPT
DANIELI / SINCE 1914PASSION TO INNOVATEAND PERFORMIN THE METALS INDUSTRY
VUCINIC BOJANSENIOR PROCESS ENGINEERDANIELI CENTROMET
2017 SEAISICONFERENCEAND EXHIBITION22-25 MAYSENTOSA, SINGAPORE
ELECTRIC ARC VERSUS INDUCTION FURNACEIN STEELMAKING PROCESS
INDEXINDUCTION VERSUSELECTRIC ARC FURNACEIN STEELMAKING PROCESS
1. CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
2. COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
3. PROCESS ANDPRODUCTION FLEXIBILITY
4. EAF_ PROCESS CONTROL IMPROVEMENTS
5. CONCLUSIONS
^
CRUDE STEEL PRODUCTION STEELMAKING TRENDS
INDUCTION VERSUSELECTRIC ARC FURNACEIN STEELMAKING PROCESS
1. CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
2. COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
3. PROCESS ANDPRODUCTION FLEXIBILITY
4. EAF_ PROCESS CONTROL IMPROVEMENTS
5. CONCLUSIONS
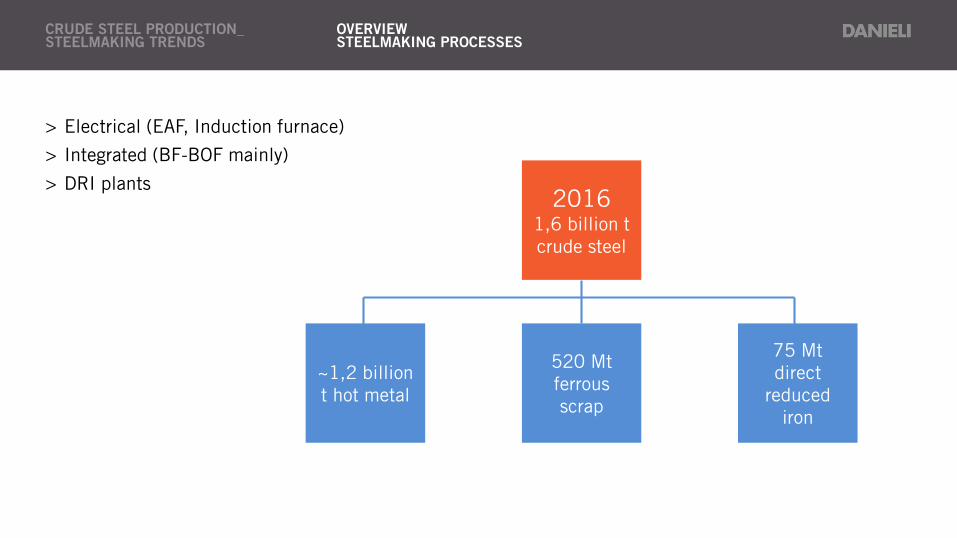
OVERVIEWSTEELMAKING PROCESSES
CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
> Electrical (EAF, Induction furnace)
> Integrated (BF-BOF mainly)
> DRI plants2016
1,6 billion t crude steel
~1,2 billiont hot metal
520 Mt ferrousscrap
75 Mt direct
reducediron

OVERVIEWSTEELMAKING PROCESS ROUTE
CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
> BOF as dominated primary steelmaking unit
> Expansion of EAF process
> OHS – negligible participation
EAF 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
European Union (28) 38,4% 40,2% 40,3% 41,6% 43,9% 41,1% 42,6% 41,8% 39,8% 38,9%
Other Europe 70,9% 72,4% 74,5% 72,1% 68,7% 70,3% 72,6% 74,0% 71,7% 70,1%
C.I.S. 16,3% 18,3% 20,6% 23,2% 22,4% 22,1% 22,0% 24,8% 23,6% 25,9%
North America 56,0% 57,8% 58,6% 57,6% 61,4% 60,6% 60,5% 59,6% 61,0% 61,7%
South America 36,1% 38,4% 37,2% 36,0% 37,4% 34,4% 34,9% 34,8% 35,9% 33,8%
Africa 58,3% 59,0% 63,4% 64,5% 65,0% 66,1% 67,6% 67,4% 67,2% 68,9%
Middle East 83,8% 85,7% 88,3% 88,1% 88,8% 89,3% 90,1% 91,4% 92,5% 90.9%
Asia 23,7% 22,5% 23,0% 23,1% 19,8% 20,7% 20,5% 19,2% 16,3% 15,9%
Oceania 19,2% 19,2% 20,0% 20,2% 19,2% 17,9% 20,5% 24,2% 23,9% 23,7%
China 12% 10% 12% 12% 10% 10% 10% 9% 7% 6%
OVERVIEWEAF EXPANSION
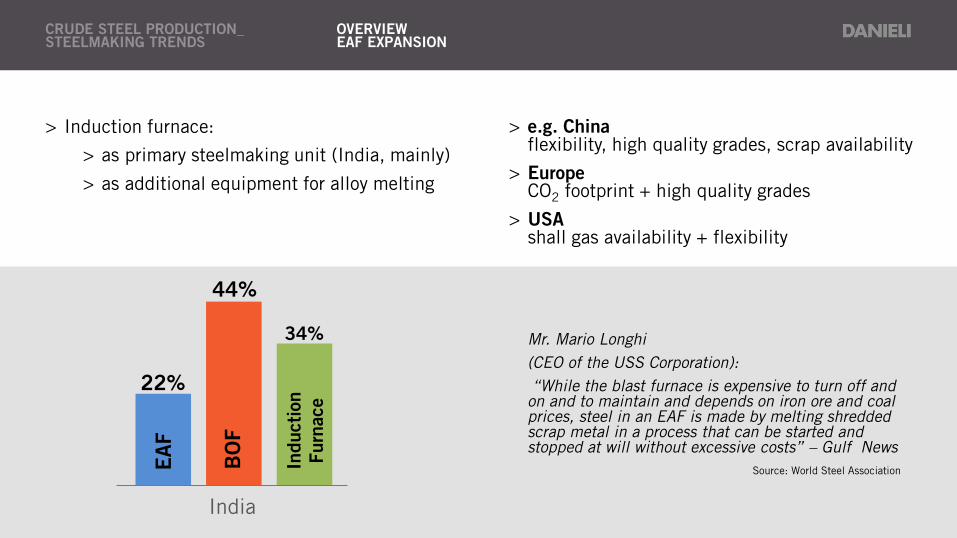
CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
> e.g. China flexibility, high quality grades, scrap availability
> EuropeCO2 footprint + high quality grades
> USAshall gas availability + flexibility
Mr. Mario Longhi(CEO of the USS Corporation):“While the blast furnace is expensive to turn off and on and to maintain and depends on iron ore and coal prices, steel in an EAF is made by melting shredded scrap metal in a process that can be started and stopped at will without excessive costs” – Gulf News
Source: World Steel Association
> Induction furnace:
> as primary steelmaking unit (India, mainly)
> as additional equipment for alloy meltingEAF
BO
F
Indu
ctio
nFu
rnac
e
22%
44%
34%
India
^
COMPARISON OFELECTRIC ARC VERSUS INDUCTION FURNACE
INDUCTION VERSUSELECTRIC ARC FURNACEIN STEELMAKING PROCESS
1. CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
2. COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
3. PROCESS ANDPRODUCTION FLEXIBILITY
4. EAF_ PROCESS CONTROL IMPROVEMENTS
5. CONCLUSIONS
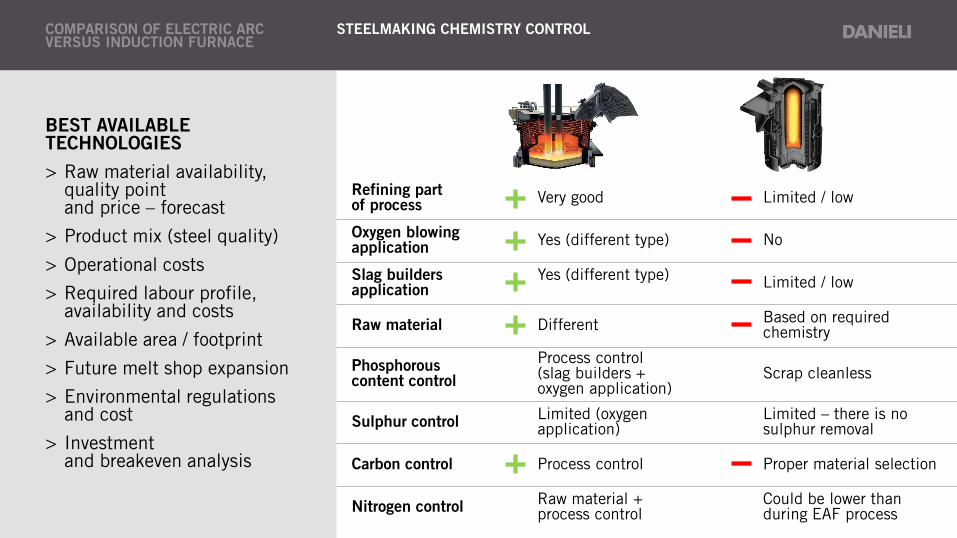
STEELMAKING CHEMISTRY CONTROLCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
Refining partof process Very good Limited / low
Oxygen blowingapplication Yes (different type) No
Slag buildersapplication
Yes (different type) Limited / low
Raw material Different Based on requiredchemistry
Phosphorouscontent control
Process control(slag builders +oxygen application)
Scrap cleanless
Sulphur control Limited (oxygenapplication)
Limited – there is no sulphur removal
Carbon control Process control Proper material selection
Nitrogen control Raw material +process control
Could be lower thanduring EAF process
BEST AVAILABLETECHNOLOGIES
> Raw material availability,quality pointand price – forecast
> Product mix (steel quality)
> Operational costs
> Required labour profile, availability and costs
> Available area / footprint
> Future melt shop expansion
> Environmental regulationsand cost
> Investmentand breakeven analysis

STEELMAKING CHEMISTRY CONTROLCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
Phosphorouscontentafter primarysteelmakingprocess
Carbon and phosphorouscontent aftertapping frominduction furnace
0,150,160,170,180,190,200,210,220,230,24
Car
bon
cont
ent,
%0 20 40 60 80
0,00
0,05
Pho
shor
ous
cont
ent,
%
0 20 40 60 80
0,01
0,02
0,03
0,04
Heat in production sequence
0%
10%
30%
60%
50%
40%
20%
70%
80%
90%
100%
Freq
uenc
y%
Phosphorous content / range %
< 0,01 0,011-0,015
0,0151-0,020
0,021-0,025
0,026-0,030
0,031-0,035
>0,035
EAF – scrap based process / high quality gradeEAF – scrap based process / rebar gradeInduction furnace melt shop – 1 rebar gradesInduction furnace melt shop – 2 rebar gradesBEST AVAILABLE
TECHNOLOGIES
> Raw material availability,quality pointand price – forecast
> Product mix (steel quality)
> Operational costs
> Required labour profile, availability and costs
> Available area / footprint
> Future melt shop expansion
> Environmental regulationsand cost
> Investmentand breakeven analysis
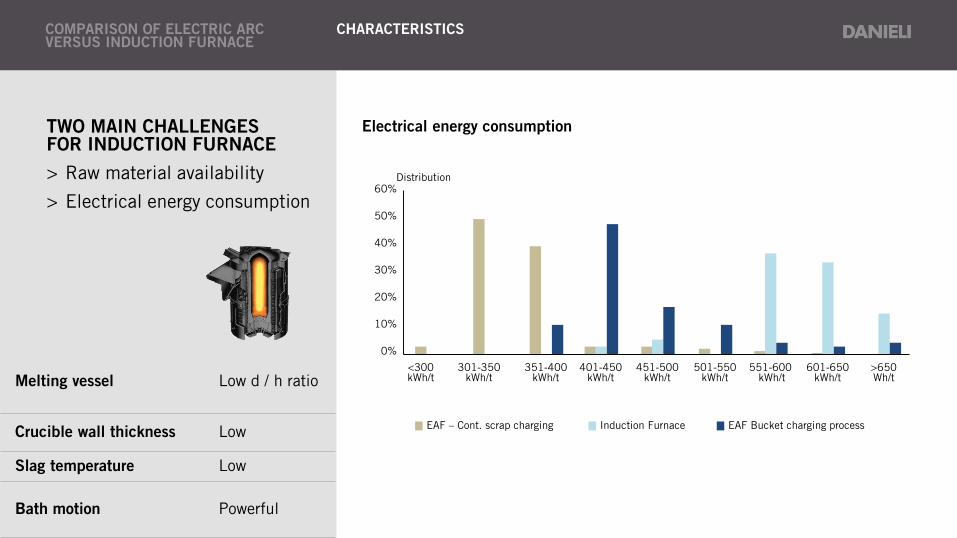
CHARACTERISTICSCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
Melting vessel Low d / h ratio
Crucible wall thickness Low
Slag temperature Low
Bath motion Powerful
TWO MAIN CHALLENGESFOR INDUCTION FURNACE
> Raw material availability
> Electrical energy consumption
0%
<300 kWh/t
10%
30%
60%
50%
40%
20%
Distribution
301-350 kWh/t
351-400 kWh/t
401-450 kWh/t
451-500 kWh/t
501-550 kWh/t
551-600kWh/t
601-650 kWh/t
>650 Wh/t
EAF – Cont. scrap charging Induction Furnace EAF Bucket charging process
Electrical energy consumption
ELECTRICAL ENERGY CONSUMPTIONCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
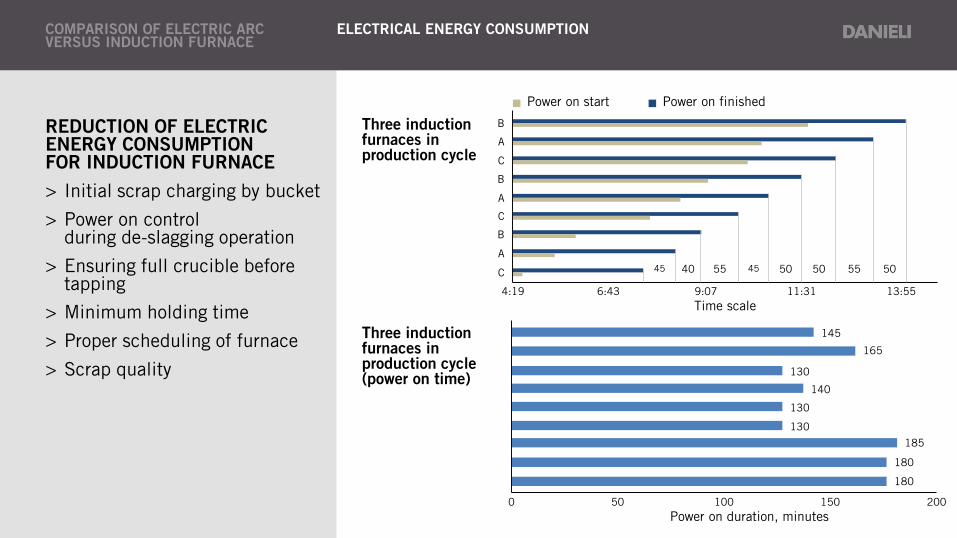
REDUCTION OF ELECTRIC ENERGY CONSUMPTIONFOR INDUCTION FURNACE
> Initial scrap charging by bucket
> Power on controlduring de-slagging operation
> Ensuring full crucible before tapping
> Minimum holding time
> Proper scheduling of furnace
> Scrap quality
C
A
B
C
A
B
C
A
B
Power on start Power on finished
4:19 6:43 9:07 11:31 13:55
5055505045554045
Time scale
0 50 100 150 200Power on duration, minutes
145
165
130
130
130
140
185
180
180
Three induction furnaces in production cycle
Three induction furnaces in production cycle (power on time)
ELECTRICAL ENERGY CONSUMPTIONCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
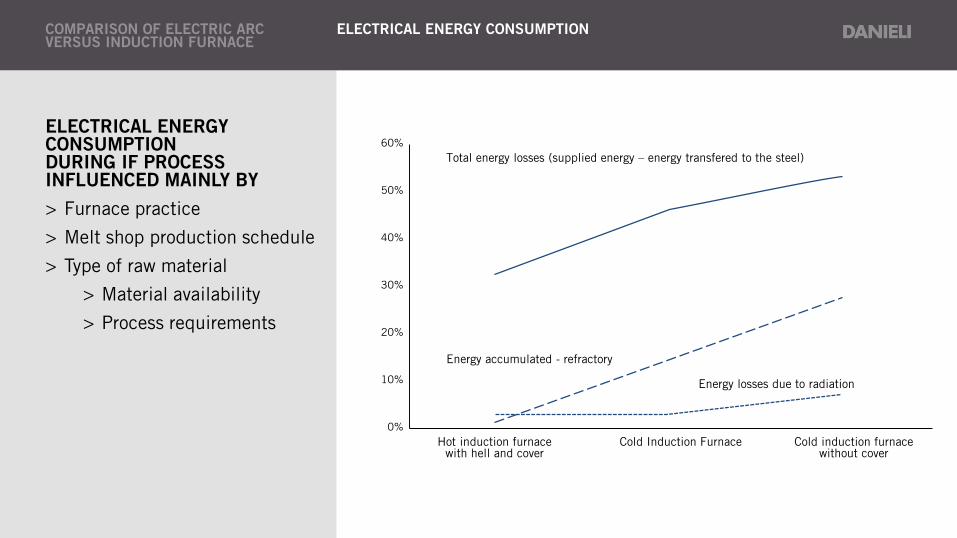
ELECTRICAL ENERGY CONSUMPTIONDURING IF PROCESSINFLUENCED MAINLY BY
> Furnace practice
> Melt shop production schedule
> Type of raw material
> Material availability
> Process requirements
0%
60%
Hot induction furnacewith hell and cover
10%
20%
30%
50%
40%
Cold Induction Furnace Cold induction furnacewithout cover
Total energy losses (supplied energy – energy transfered to the steel)
Energy accumulated - refractory
Energy losses due to radiation
IMPACT ON ELECTRICAL NETWORKCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
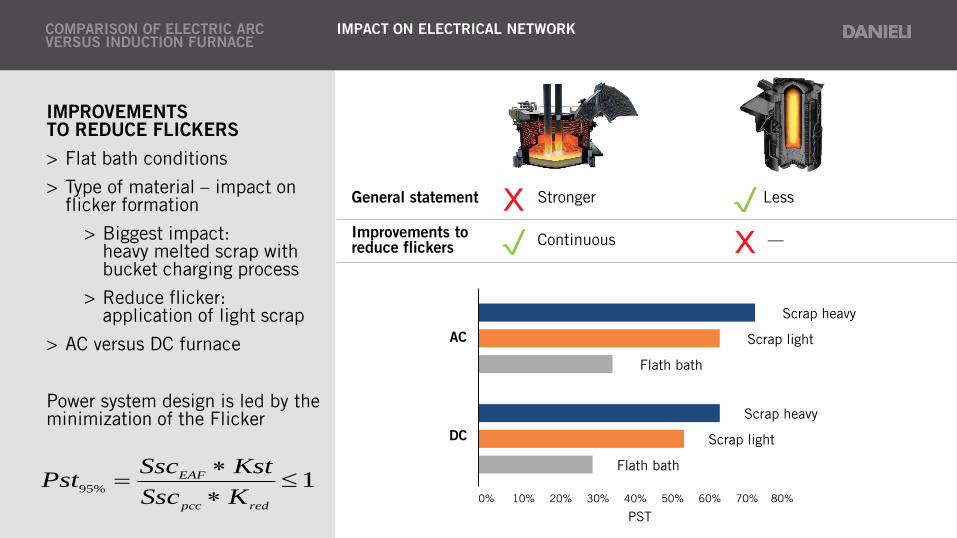
General statement Stronger Less
Improvements to reduce flickers Continuous —
IMPROVEMENTSTO REDUCE FLICKERS
> Flat bath conditions
> Type of material – impact on flicker formation
> Biggest impact:heavy melted scrap withbucket charging process
> Reduce flicker:application of light scrap
> AC versus DC furnace
Power system design is led by the minimization of the Flicker
1%95
redpcc
EAF
KSsc
KstSscPst
AC
DC
Scrap heavy
Scrap light
Flath bath
Scrap heavy
Scrap light
Flath bath
0% 10% 20% 30% 40% 50% 60% 70% 80%
PST
IMPACT ON ELECTRICAL NETWORKCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
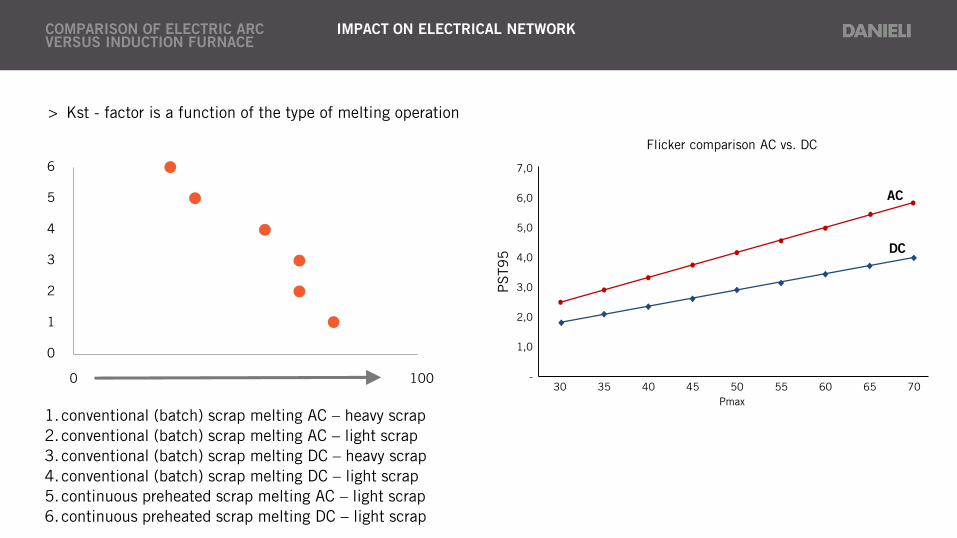
> Kst - factor is a function of the type of melting operation
1.conventional (batch) scrap melting AC – heavy scrap2.conventional (batch) scrap melting AC – light scrap3.conventional (batch) scrap melting DC – heavy scrap4.conventional (batch) scrap melting DC – light scrap5.continuous preheated scrap melting AC – light scrap6.continuous preheated scrap melting DC – light scrap
-30
1,0
2,0
3,0
4,0
6,0
7,0
5,0
PS
T95
35 40 45 50 55 60 65 70Pmax
DC
AC
Flicker comparison AC vs. DC
0
1
2
3
4
5
6
0 100
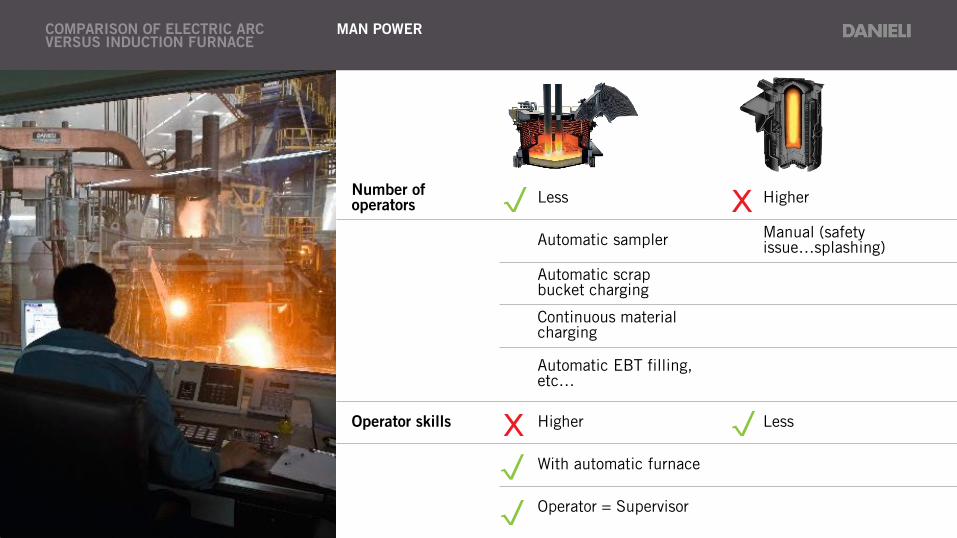
MAN POWERCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
Number ofoperators Less Higher
Automatic sampler Manual (safetyissue…splashing)
Automatic scrapbucket charging
Continuous materialcharging
Automatic EBT filling, etc…
Operator skills Higher Less
With automatic furnace
Operator = Supervisor

ENVIRONMENTAL IMPACTCOMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
Fume extractionsystem Advanced Not completely successful
> The fume extraction system from IF has always been an issue since the fume tends to escape from the open top. No hood design till today has been totally successful.
With the pollution norms becoming more stringent every passing day, this is going to be a major issue in the future
> The fume extraction system of EAF is full proof
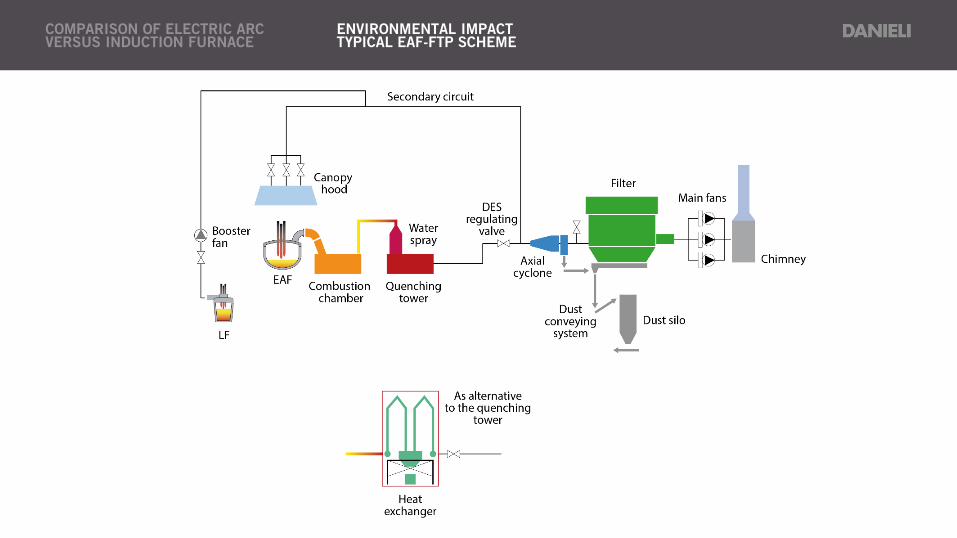
ENVIRONMENTAL IMPACTTYPICAL EAF-FTP SCHEME
COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
^
PROCESS ANDPRODUCTION FLEXIBILITY
INDUCTION VERSUSELECTRIC ARC FURNACEIN STEELMAKING PROCESS
1. CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
2. COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
3. PROCESS ANDPRODUCTION FLEXIBILITY
4. EAF_ PROCESS CONTROL IMPROVEMENTS
5. CONCLUSIONS
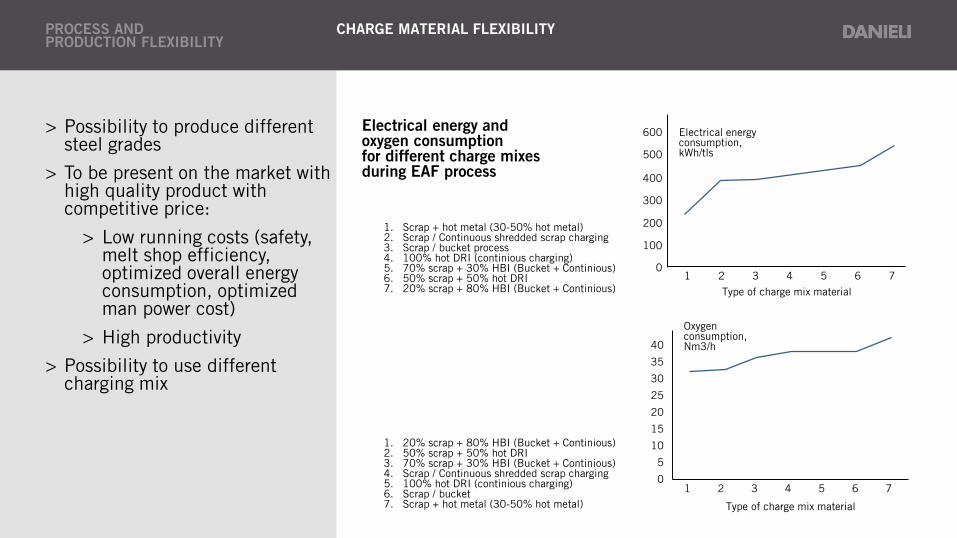
> Possibility to produce different steel grades
> To be present on the market with high quality product with competitive price:
> Low running costs (safety, melt shop efficiency, optimized overall energy consumption, optimized man power cost)
> High productivity
> Possibility to use different charging mix
CHARGE MATERIAL FLEXIBILITYPROCESS ANDPRODUCTION FLEXIBILITY
Electrical energy and oxygen consumptionfor different charge mixes during EAF process
1. 20% scrap + 80% HBI (Bucket + Continious)2. 50% scrap + 50% hot DRI3. 70% scrap + 30% HBI (Bucket + Continious)4. Scrap / Continuous shredded scrap charging5. 100% hot DRI (continious charging)6. Scrap / bucket7. Scrap + hot metal (30-50% hot metal)
1. Scrap + hot metal (30-50% hot metal)2. Scrap / Continuous shredded scrap charging3. Scrap / bucket process4. 100% hot DRI (continious charging)5. 70% scrap + 30% HBI (Bucket + Continious)6. 50% scrap + 50% hot DRI7. 20% scrap + 80% HBI (Bucket + Continious)
01
100
200
300
400
500
600 Electrical energyconsumption, kWh/tls
2 3 4 5 6 7
Type of charge mix material
01
20
25
30
35
40
Oxygenconsumption, Nm3/h
2 3 4 5 6 7
15
10
5
Type of charge mix material
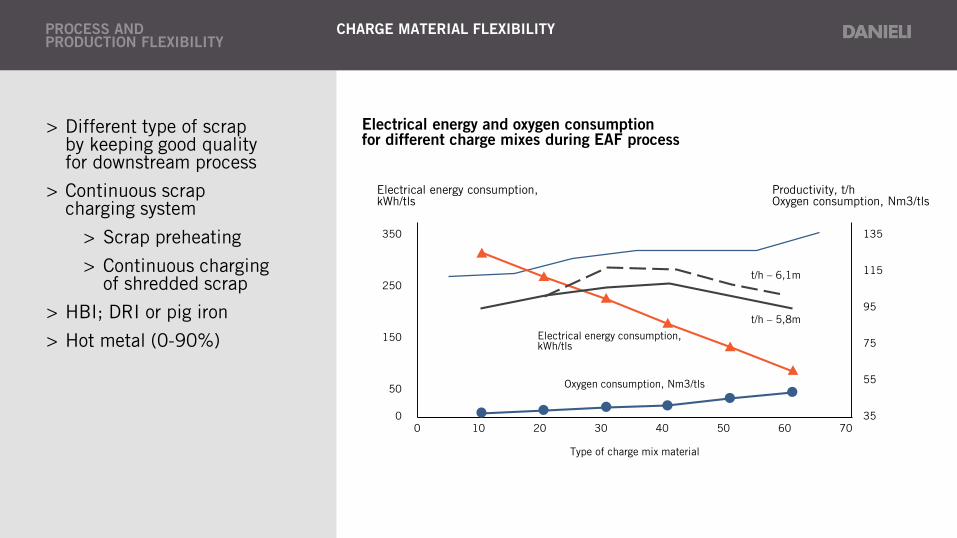
> Different type of scrapby keeping good qualityfor downstream process
> Continuous scrapcharging system
> Scrap preheating
> Continuous chargingof shredded scrap
> HBI; DRI or pig iron
> Hot metal (0-90%)
Electrical energy and oxygen consumptionfor different charge mixes during EAF process
CHARGE MATERIAL FLEXIBILITYPROCESS ANDPRODUCTION FLEXIBILITY
00
250
350
Electrical energy consumption, kWh/tls
20 30 40 50 60 70
150
50
Type of charge mix material
1035
95
115
75
55
135
Productivity, t/hOxygen consumption, Nm3/tls
t/h – 6,1m
t/h – 5,8m
Electrical energy consumption, kWh/tls
Oxygen consumption, Nm3/tls
“While the technology is key to the mini-mill concept, the concept of the mini-mills is more closely tied to a business strategy and management philosophy then it is to technology”
Mini-mills revisited, MetalBulletinMagazin, March 2017
PRODUCTION FLEXIBILITYPROCESS ANDPRODUCTION FLEXIBILITY
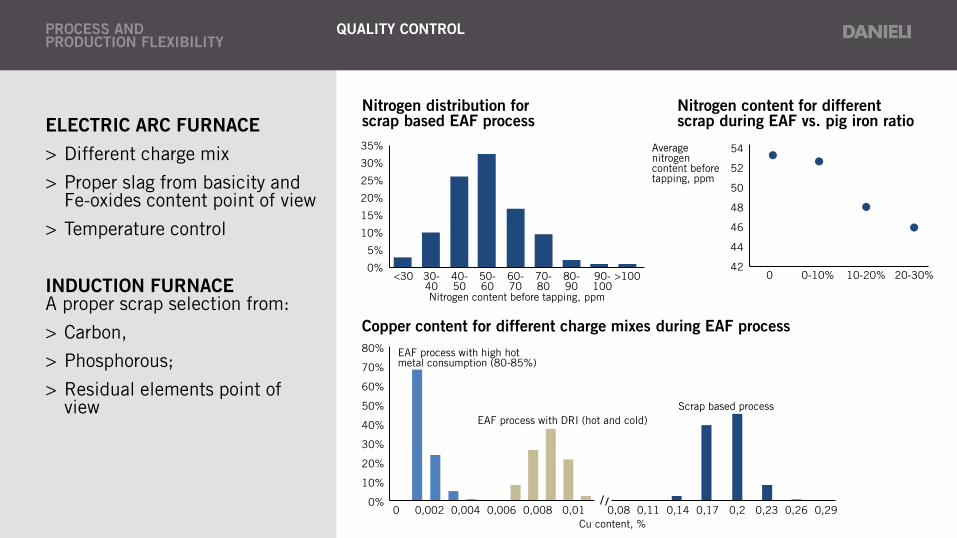
QUALITY CONTROLPROCESS ANDPRODUCTION FLEXIBILITY
ELECTRIC ARC FURNACE
> Different charge mix
> Proper slag from basicity and Fe-oxides content point of view
> Temperature control
INDUCTION FURNACEA proper scrap selection from:
> Carbon,
> Phosphorous;
> Residual elements point of view
Nitrogen distribution for scrap based EAF process
Nitrogen content for different scrap during EAF vs. pig iron ratio
Copper content for different charge mixes during EAF process
0%
80%
0Cu content, %
10%
30%
20%
40%
50%
70%
60%
0,002 0,004 0,006 0,008 0,01
EAF process with high hot metal consumption (80-85%)
EAF process with DRI (hot and cold)
0,08 0,11 0,14 0,17 0,2 0,23 0,26 0,29
Scrap based process
0%<30 30-
4040-50
50-60
60-70
70-80
80-90
90-100
>100
5%
10%
15%
25%
20%
30%
35%
Nitrogen content before tapping, ppm
Averagenitrogencontent beforetapping, ppm
420 0-10% 10-20% 20-30%
44
46
48
50
52
54
^
EAF_ PROCESS CONTROL IMPROVEMENTS
INDUCTION VERSUSELECTRIC ARC FURNACEIN STEELMAKING PROCESS
1. CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
2. COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
3. PROCESS ANDPRODUCTION FLEXIBILITY
4. EAF_ PROCESS CONTROL IMPROVEMENTS
5. CONCLUSIONS
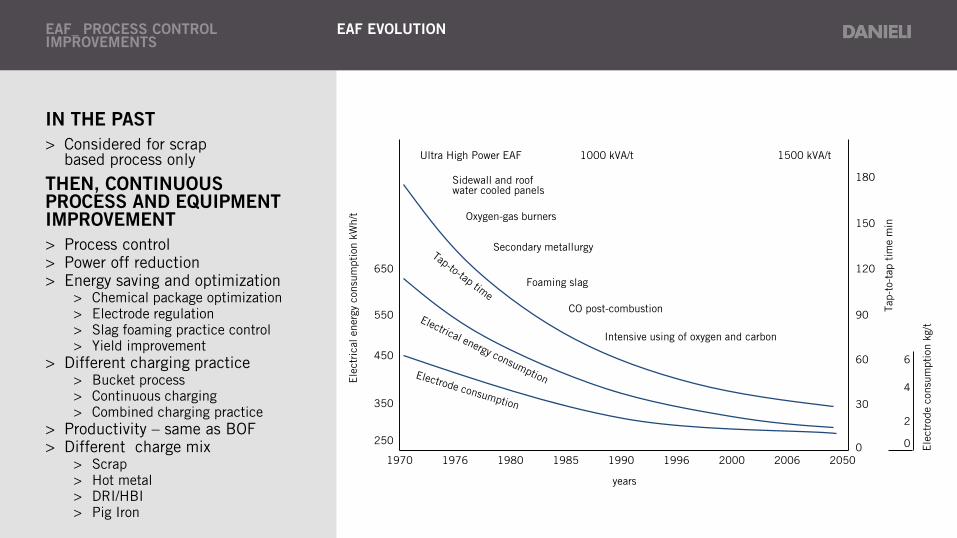
EAF EVOLUTIONEAF_ PROCESS CONTROL IMPROVEMENTS
IN THE PAST> Considered for scrap
based process only
THEN, CONTINUOUSPROCESS AND EQUIPMENT IMPROVEMENT> Process control> Power off reduction> Energy saving and optimization
> Chemical package optimization> Electrode regulation> Slag foaming practice control> Yield improvement
> Different charging practice> Bucket process> Continuous charging> Combined charging practice
> Productivity – same as BOF> Different charge mix
> Scrap > Hot metal> DRI/HBI> Pig Iron
1970 1976 1980 1985 1990 1996 2000 2006 2050
250
350
450
550
650
years
120
150
180
90
60
30
0
Ultra High Power EAF
CO post-combustion
1000 kVA/t 1500 kVA/t
Foaming slag
Secondary metallurgy
Oxygen-gas burners
Sidewall and roofwater cooled panels
Intensive using of oxygen and carbon
Tap-
to-t
apti
me
min
Ele
ctro
deco
nsum
ptio
nkg
/t
Ele
ctri
cale
nerg
yco
nsum
ptio
nkW
h/t
0
2
4
6
EAF EVOLUTIONEAF_ PROCESS CONTROL IMPROVEMENTS
IN THE PAST> Considered for scrap
based process only
THEN, CONTINUOUSPROCESS AND EQUIPMENT IMPROVEMENT> Process control> Power off reduction> Energy saving and optimization
> Chemical package optimization> Electrode regulation> Slag foaming practice control> Yield improvement
> Different charging practice> Bucket process> Continuous charging> Combined charging practice
> Productivity – same as BOF> Different charge mix
> Scrap > Hot metal> DRI/HBI> Pig Iron
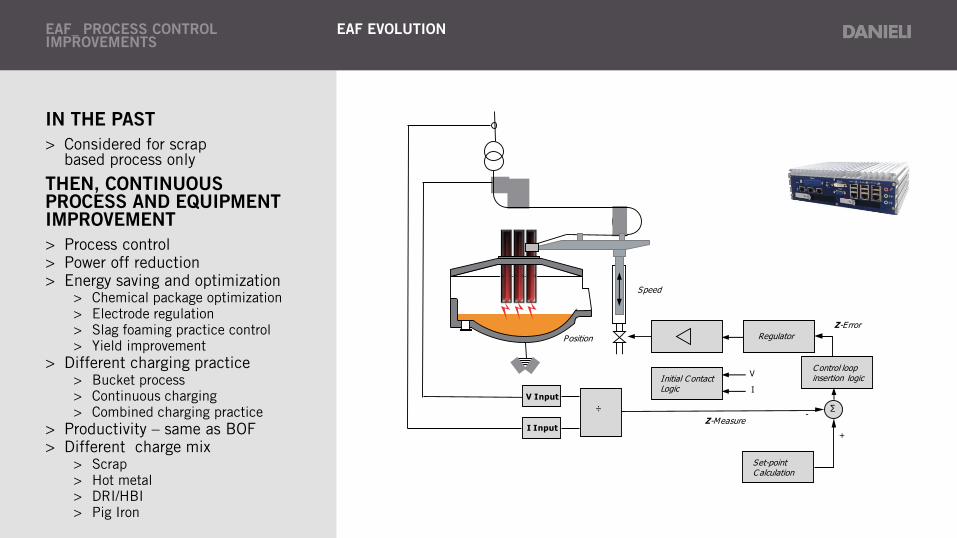
V
Set-point C alculation
Speed
Position
Z-Error
Initial C ontact Logic
Z-Measure
C ontrol loop insertion logic
I
Regulator
+
-∑÷
I Input
V Input

EAF EVOLUTIONEAF_ PROCESS CONTROL IMPROVEMENTS
IN THE PAST> Considered for scrap
based process only
THEN, CONTINUOUSPROCESS AND EQUIPMENT IMPROVEMENT> Process control> Power off reduction> Energy saving and optimization
> Chemical package optimization> Electrode regulation> Slag foaming practice control> Yield improvement
> Different charging practice> Bucket process> Continuous charging> Combined charging practice
> Productivity – same as BOF> Different charge mix
> Scrap > Hot metal> DRI/HBI> Pig Iron
^
CONCLUSIONS
INDUCTION VERSUSELECTRIC ARC FURNACEIN STEELMAKING PROCESS
1. CRUDE STEEL PRODUCTION_ STEELMAKING TRENDS
2. COMPARISON OF ELECTRIC ARC VERSUS INDUCTION FURNACE
3. PROCESS ANDPRODUCTION FLEXIBILITY
4. EAF_ PROCESS CONTROL IMPROVEMENTS
5. CONCLUSIONS
CONCLUSIONS
> Required product mix > Scrap availability> Additional material availability> Safety policy> Environmental policy> Required productivity > Quality of available electrical network
EAF FLEXIBILITY> Usage of different materials > High quality grades production capabilities> Different charging practices> Strong environmental control> Reduced electrical energy consumption > Fully advanced process control
DANIELI / SINCE 1914PASSION TO INNOVATEAND PERFORMIN THE METALS INDUSTRY
VUCINIC BOJANSENIOR PROCESS ENGINEERDANIELI CENTROMET
2017 SEAISICONFERENCEAND EXHIBITION22-25 MAYSENTOSA, SINGAPORE
ELECTRIC ARC VERSUS INDUCTION FURNACEIN STEELMAKING PROCESS