we connect | 3 - excellence united · a control and monitoring system of this kind ... granulation...
TRANSCRIPT


we connect | 3
Dear Readers,
Industry 4.0 is a hot topic, and some people think pharma production is trailing behind. But our customers realize that sensitive products and fundamentally new technologies can only be brought together gradually step by step. If these framework conditions are taken into account, consid-erable innovation potential can also be released in the pharma sector by Industry 4.0. You can read about how this can be done and which opportunities are available on page 10.
The move to continuous manufacturing can be one step on the road to future-proof and efficient production. On page 4 you will find out how far the Excellence United partners have already progressed along this route and what factors need to be consid-ered when making this change.
Beyond these two trends, a central focus of the pharma industry is on production safety: today, high potency active ingre-dients are being processed more than ever before, and both product and operator need to be protected against contamination. Good solutions are characterized by the fact that they maintain the best possible handling and flexibility during production. On page 6 we provide insights into how you can benefit from the alliance’s expertise in containment. After all, our alliance aims to
help you master your challenges with top technology and advice. Because every customer has specific requirements, page 8 provides information about the wide-ranging service solutions offered by the members of Excellence United. We have been pooling our offering for your entire value chain since 2011. As a result, we unite people, technol-ogy and processes – or as the ambition of this magazine clearly states: we connect.
On behalf of Excellence United I hope you enjoy reading our magazine.
Yours sincerely,
Thomas HofmaierSpeaker of Excellence United
The ‘Continuous’ Age Has Begun 4How continuous manufacturing is changing the production of pharmaceutical solids
Containment All Along The Line 6The path to efficient operator protection in drug manufacturing
Service 8A bird’s eye view of optimization
Pharma Production 4.0 10The digital future of the pharmaceutical industry
Take A Deep Breath! 12Successful cooperation in practice
Bausch+Ströbel 1450 years of innovation – and we haven’t finished yet!
Fette Compacting 16World market leader and innovation driver
Glatt 18Glatt integrated process solutions
Harro Höfliger 20[ALL YOU NEED] – tailored to the customers’ needs
Uhlmann 22Success with 360° pharma packaging
Imprint© Excellence United Marketing GmbH, 2017.All rights reserved.Photo CreditsCover: Fotolia © KadmyPage 5: iStock © Traimak_IvanPage 7: iStock © & diagram © GlattPage 8: © UhlmannPage 9: © Fette CompactingPage 11: Fotolia © Wavebreak MediaPage 12: Harro Höfliger © Helmar Luenig.The rights to all texts, images and graphics on pages 3 to 13 are held by Excellence United Marketing GmbH (unless otherwise indicated).On pages 14 to 23, all rights are held by the respective companies.

4 | we connect we connect | 5
Some 15 years ago, a group of re- searchers, entrepreneurs and members of the Food and Drug Administration (FDA) considered how pharmaceutical produc-tion would change in the future. Their ideas led to a GMP initiative for the 21st century, a roadmap for raising quality and efficiency. For the first time, the participants transferred the principle of continuous manufacturing from other sectors to the pharma industry – with incredible prospects for flexibility, process reliability and efficiency.
What then sounded like a bold vision is actually being put into practice in pilot plants today. Users will find the appropri-ate concepts and requisite know-how at Excellence United. As a result of its line competence, the alliance has the ideal prerequisites for realizing continuous manufacturing as an alternative to batch production. In the following interview, Andreas Gottschalk, Business Develop-ment Continuous Processing OSD Pharma at Glatt, explains how customers can benefit from the move to continuous manufacturing.
Mr. Gottschalk, what advantages do you see in continuous manufacturing?The greatest advantages lie in high efficiency and reduced process development. A major argument for continuous manufacturing is the reduction in necessary floor space since the relevant machines are designed to be much smaller than they would be for sepa- rate batch processes. Continuous manufac-turing equipment is also very flexible, which is reflected in short-notice supply readiness of medicines. Furthermore, there is no longer any need for the scaling up normally required in batch production, because only the time parameter changes when there is demand for a higher output from a contin- uous manufacturing machine of the same
definitely worthwhile for new products. The necessary registration costs are comparable with that for batch processes.
Which technological interfaces are most difficult to achieve?The individual process units in a continuous manufacturing machine have to be matched with regard to the specific product and also in terms of throughput volumes. Interim buffers for non-harmonized throughput capacities should be avoided, since fluctu-ating feed volumes mean variable and difficult-to-measure holding times. Appropri-ate process monitoring is then required for a narrow holding time distribution. Knowledge of the holding time in each process unit is essential to understand the overall product flow and control it in the best possible way.
What impact does continuous manufac-turing have on process management?In continuous manufacturing the entire process is monitored permanently. The technological prerequisite for this is suitable PAT (process analytical technology) systems. The current state is constantly measured and logged so that the production history can be conclusively verified at a later date. It would even be conceivable in continuous manufacturing to document the entire production process for each individual product. For example, Glatt has designed a control and monitoring system of this kind with Glattview CONTI for MODCOS.
performance. There are therefore numerous savings potentials that recommend a change from batch to continuous.
For which pharma products is this change worthwhile and for which is it not? The maximum advantages of a shift to continuous manufacturing are achieved above all in high-volume production. In the case of smaller production volumes or frequent product changes, you have to carefully consider whether continuous manufacturing is justified. Granulation processes with longer drying periods also raise the question of cost-effectiveness. If production flow is interrupted too often or batch processes are again used between individual continuous process steps, then overall batch production is more advanta-geous. Continuous machines are especially to be recommended for production under containment conditions: for systemic reasons a continuous manufacturing ma-chine always runs closed. Maximum safety for operating personnel and the product is therefore already given.
Which regulatory guidelines do producers have to consider?If existing batch processes are to be trans-ferred to continuous manufacturing, as a rule renewed registration is required with the regulatory authority. For products with a high throughput, however, this effort can also have positive economic results when the above-mentioned advantages are taken into account. Continuous manufacturing is
The ‘Continuous’ Age Has BegunHow continuous manufacturing is changing the production of pharmaceutical solids
Andreas Gottschalk, Business Development Continuous Processing OSD Pharma at Glatt, studied mechanical and thermal process technology at Frankfurt University of Applied Sciences. He also holds a Bachelor’s degree in business administration and marketing.
What benefits does Excellence United offer customers in the field of continuous manufacturing?Cooperation between the Excellence United partners increases the cost-effectiveness of production and reduces project risks. In the case of the MODCOS technological variants A) for direct compression and B) for wet granulation, the Glatt MODCOS continuous manufacturing platform partners with the Fette Compacting FE Series for the tableting segment and Harro Höfliger for the micro-dosers of the Modu-C family. This collaboration guarantees a seamless overall solution supported by specialists at every step. Several promising orders for MODCOS direct compression projects are close to being finalized.
What other prospects are there for continuous manufacturing in Excellence United?The opportunity exists to integrate the partners’ continuous manufacturing machines into a holistic concept. Then, for example, it is no longer a big step to package tablets that have been made with MODCOS immediately after coating. Nevertheless, it will certainly take some time before the pharma industry benefits from this major advantage. First of all, the partial steps of granulation and drying or dry mixing will be developed and tested by customers as a precursor to tableting, so-called direct compression. Although that is not yet complete continuous production, it represents a decisive step in the right direction.
6 | we connect
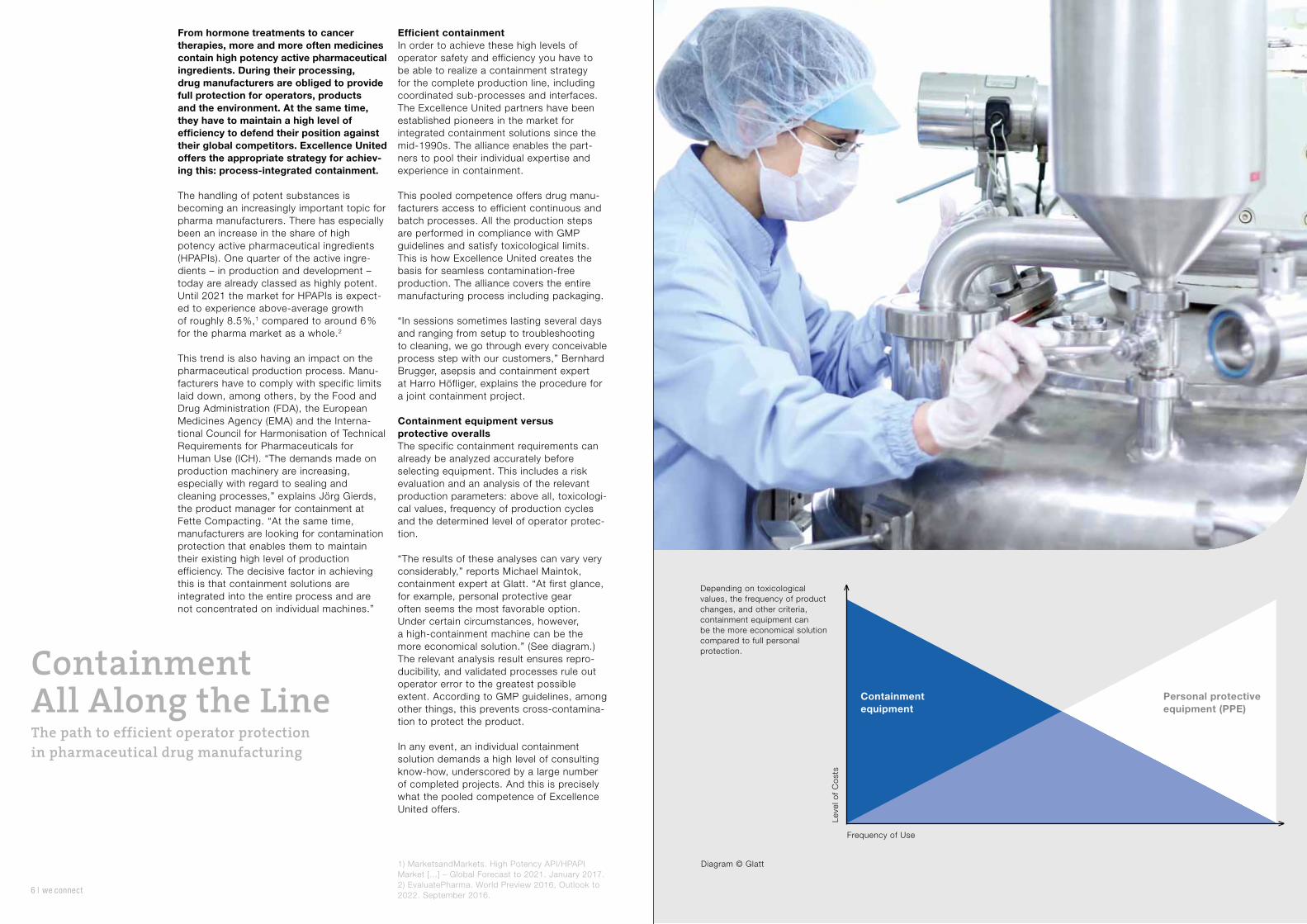
From hormone treatments to cancer therapies, more and more often medicines contain high potency active pharmaceutical ingredients. During their processing, drug manufacturers are obliged to provide full protection for operators, products and the environment. At the same time, they have to maintain a high level of efficiency to defend their position against their global competitors. Excellence United offers the appropriate strategy for achiev-ing this: process-integrated containment.
The handling of potent substances is becoming an increasingly important topic for pharma manufacturers. There has especially been an increase in the share of high potency active pharmaceutical ingredients (HPAPIs). One quarter of the active ingre-dients – in production and development – today are already classed as highly potent. Until 2021 the market for HPAPIs is expect-ed to experience above-average growth of roughly 8.5%,1 compared to around 6 % for the pharma market as a whole.2
This trend is also having an impact on the pharmaceutical production process. Manu-facturers have to comply with specific limits laid down, among others, by the Food and Drug Administration (FDA), the European Medicines Agency (EMA) and the Interna-tional Council for Harmonisation of Technical Requirements for Pharmaceuticals for Human Use (ICH). “The demands made on production machinery are increasing, especially with regard to sealing and cleaning processes,” explains Jörg Gierds, the product manager for containment at Fette Compacting. “At the same time, manufacturers are looking for contamination protection that enables them to maintain their existing high level of production efficiency. The decisive factor in achieving this is that containment solutions are integrated into the entire process and are not concentrated on individual machines.”
ContainmentAll Along the LineThe path to efficient operator protection in pharmaceutical drug manufacturing
Efficient containmentIn order to achieve these high levels of operator safety and efficiency you have to be able to realize a containment strategy for the complete production line, including coordinated sub-processes and interfaces. The Excellence United partners have been established pioneers in the market for integrated containment solutions since the mid-1990s. The alliance enables the part-ners to pool their individual expertise and experience in containment.
This pooled competence offers drug manu-facturers access to efficient continuous and batch processes. All the production steps are performed in compliance with GMP guidelines and satisfy toxicological limits. This is how Excellence United creates the basis for seamless contamination-free production. The alliance covers the entire manufacturing process including packaging.
“In sessions sometimes lasting several days and ranging from setup to troubleshooting to cleaning, we go through every conceivable process step with our customers,” Bernhard Brugger, asepsis and containment expert at Harro Höfliger, explains the procedure for a joint containment project.
Containment equipment versus protective overallsThe specific containment requirements can already be analyzed accurately before selecting equipment. This includes a risk evaluation and an analysis of the relevant production parameters: above all, toxicologi-cal values, frequency of production cycles and the determined level of operator protec-tion.
“The results of these analyses can vary very considerably,” reports Michael Maintok, containment expert at Glatt. “At first glance, for example, personal protective gear often seems the most favorable option. Under certain circumstances, however, a high-containment machine can be the more economical solution.” (See diagram.) The relevant analysis result ensures repro-ducibility, and validated processes rule out operator error to the greatest possible extent. According to GMP guidelines, among other things, this prevents cross-contamina-tion to protect the product.
In any event, an individual containment solution demands a high level of consulting know-how, underscored by a large number of completed projects. And this is precisely what the pooled competence of Excellence United offers.
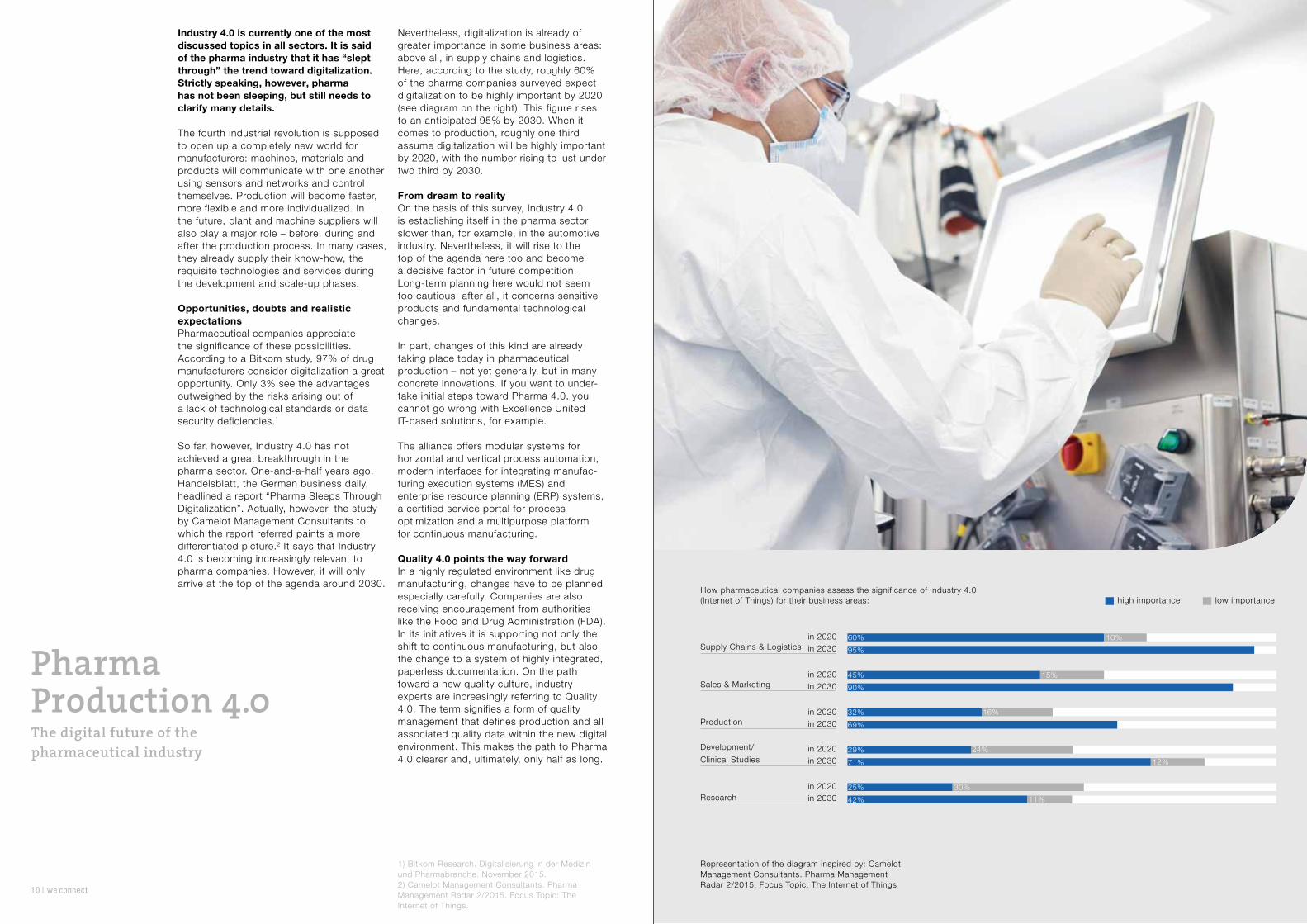
Depending on toxicological values, the frequency of product changes, and other criteria, containment equipment can be the more economical solution compared to full personal protection.
Diagram © Glatt
Frequency of UseLe
vel o
f C
ost
s
Containment equipment
Personal protective equipment (PPE)
1) MarketsandMarkets. High Potency API/HPAPI Market [...] – Global Forecast to 2021. January 2017.2) EvaluatePharma. World Preview 2016, Outlook to 2022. September 2016.

8 | we connect we connect | 9
Service involves much more than simply maintaining an operation. In keeping with this principle, the members of Excellence United work together to offer perfectly matched solutions with comprehensive services. These include cross-company performance consulting and system planning, as well as validation services, contract manufacturing, and process and product development. As a result, Excellence United facilitates production that satisfies all the guidelines with the highest possible quality.
Focusing on the entire processPerformance optimization demonstrates the success of this cross-company collaboration especially clearly: “If we find we can’t make any more progress in correcting one aspect of the tableting process, we contact the other Excellence United partners that contribute to the process as a whole. In tableting, for example, this can mean that granulation is modified so that the product flows better,” explains Britta von Selchow, Head of Training & Consulting at Fette Compacting. Performance consulting uses numerous measures of this kind to increase tableting efficiency and quality. It is often possible to increase output, for example, by adjusting the tablet press to more precisely match the product. It is often also possible to reduce cleaning and setup times – an important step in view of the trends toward more frequent product changes and increasingly small batches. After carrying out an appropriate analysis and deploying an automatic cleaning system at one drug manufacturer, it was possible to save six hours of work. With a total of 260 cleaning procedures, this resulted in a saving of roughly 1,500 work hours or 270,000 US dollars a year in machine and personnel costs.
Spare parts management as risk managementSpare parts management offers another example of how services enable customers to tap optimization potentials. It makes it possible to order spare parts on the basis of demand, which is important because stocks of spare parts tie up capital. “We show customers how to move away from stock optimization on the basis of past usage with multiple installations of spare parts in different machines and toward intelligent risk analysis. After all, some spare parts are process-critical and others are not,” explains Hubert Schmid, Head of Spare Parts & Services at Uhlmann. Spare parts management therefore supports manufacturers with information about the frequency of components, reduces stock volumes through needs- and risk-based
The importance of services relating to the production machinery used is steadily increasing. The main drivers of this development are rising quality standards for products and processes, as well as continuing cost pressures. Process and optimization know-how are therefore major competitive advantages. The partner companies of Excellence United know the complex interrelationships of produc-tion lines and support companies with value-adding services. These include, for example, performance-enhancing consulting services and systematic spare parts management.
ServiceA bird’s eye view of optimization
storage and facilitates an appropriate planning of maintenance strategies. This includes optimized procurement times, as well as meaningful ordering intervals and stock volumes based on the relevant risk situation.
Cooperation within the Excellence United framework gives customers an ideal spare parts stock system and maintenance strategy from a single source – instead of individual solutions from the respective machine manufacturer. If required, Excellence United will carry out a compre-hensive failure mode, effects and criticality analysis (FMECA). This makes it possible to determine the demand for spare parts with extreme accuracy and then define an inventory strategy with the aid of a cost-benefit analysis.
Needs-based spare parts management with Excellence United enables manufacturers to reduce their warehouse stocks and release capital.
The examples of performance consulting and spare parts management demonstrate the contribution that services can make to profitable pharmaceutical production.
In addition, Excellence United has many other service offerings. Simply contact us at: [email protected].
Services can considerably boost efficiency: performance consulting in tableting can often substantially reduce setup and cleaning times and significantly cut costs.
10 | we connect
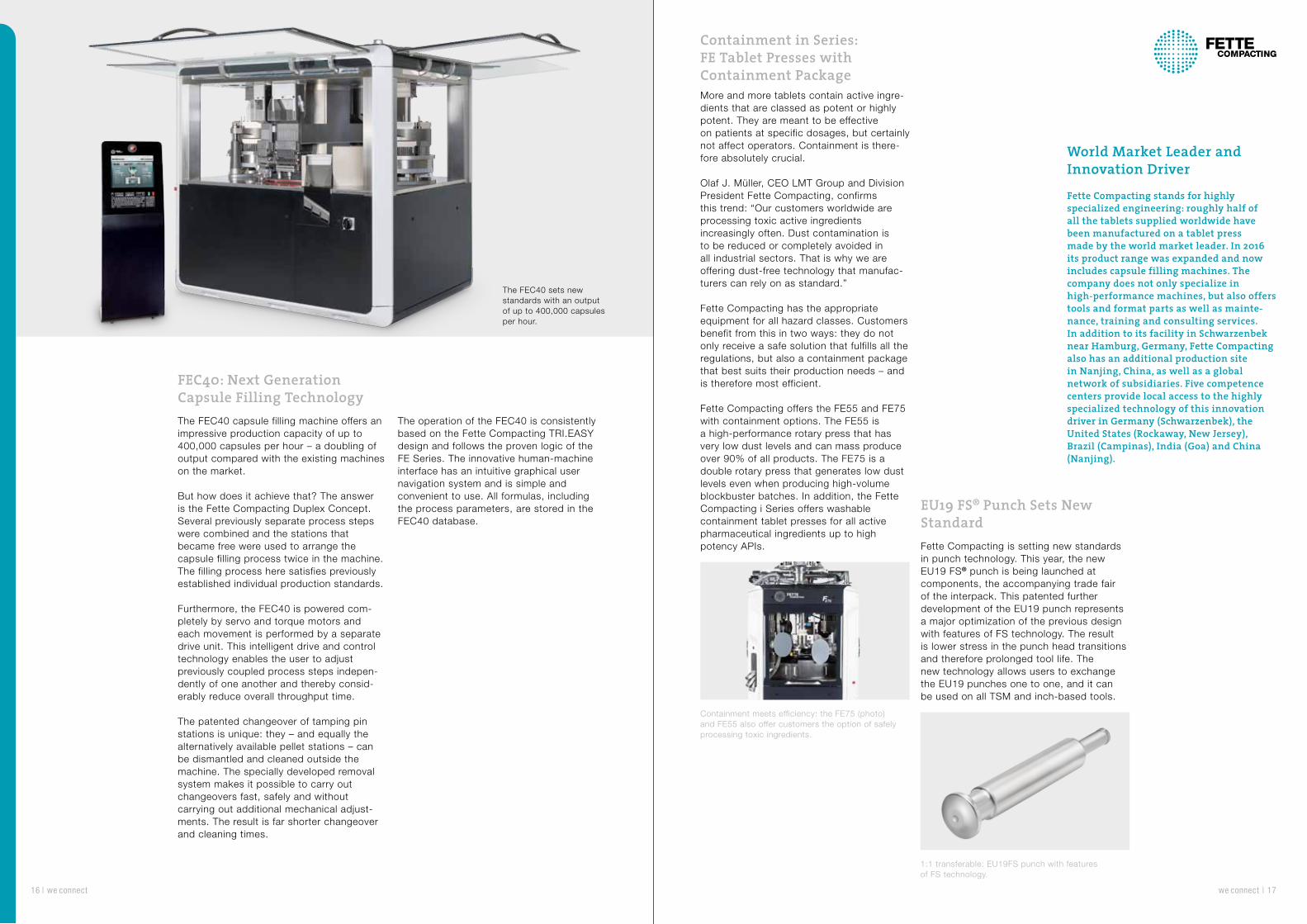
Nevertheless, digitalization is already of greater importance in some business areas: above all, in supply chains and logistics. Here, according to the study, roughly 60% of the pharma companies surveyed expect digitalization to be highly important by 2020 (see diagram on the right). This figure rises to an anticipated 95% by 2030. When it comes to production, roughly one third assume digitalization will be highly important by 2020, with the number rising to just under two third by 2030.
From dream to realityOn the basis of this survey, Industry 4.0 is establishing itself in the pharma sector slower than, for example, in the automotive industry. Nevertheless, it will rise to the top of the agenda here too and become a decisive factor in future competition. Long-term planning here would not seem too cautious: after all, it concerns sensitive products and fundamental technological changes.
In part, changes of this kind are already taking place today in pharmaceutical production – not yet generally, but in many concrete innovations. If you want to under-take initial steps toward Pharma 4.0, you cannot go wrong with Excellence United IT-based solutions, for example.
The alliance offers modular systems for horizontal and vertical process automation, modern interfaces for integrating manufac-turing execution systems (MES) and enterprise resource planning (ERP) systems, a certified service portal for process optimization and a multipurpose platform for continuous manufacturing.
Quality 4.0 points the way forwardIn a highly regulated environment like drug manufacturing, changes have to be planned especially carefully. Companies are also receiving encouragement from authorities like the Food and Drug Administration (FDA). In its initiatives it is supporting not only the shift to continuous manufacturing, but also the change to a system of highly integrated, paperless documentation. On the path toward a new quality culture, industry experts are increasingly referring to Quality 4.0. The term signifies a form of quality management that defines production and all associated quality data within the new digital environment. This makes the path to Pharma 4.0 clearer and, ultimately, only half as long.
Industry 4.0 is currently one of the most discussed topics in all sectors. It is said of the pharma industry that it has “slept through” the trend toward digitalization. Strictly speaking, however, pharma has not been sleeping, but still needs to clarify many details.
The fourth industrial revolution is supposed to open up a completely new world for manufacturers: machines, materials and products will communicate with one another using sensors and networks and control themselves. Production will become faster, more flexible and more individualized. In the future, plant and machine suppliers will also play a major role – before, during and after the production process. In many cases, they already supply their know-how, the requisite technologies and services during the development and scale-up phases.
Opportunities, doubts and realistic expectationsPharmaceutical companies appreciate the significance of these possibilities. According to a Bitkom study, 97% of drug manufacturers consider digitalization a great opportunity. Only 3% see the advantages outweighed by the risks arising out of a lack of technological standards or data security deficiencies.1
So far, however, Industry 4.0 has not achieved a great breakthrough in the pharma sector. One-and-a-half years ago, Handelsblatt, the German business daily, headlined a report “Pharma Sleeps Through Digitalization”. Actually, however, the study by Camelot Management Consultants to which the report referred paints a more differentiated picture.2 It says that Industry 4.0 is becoming increasingly relevant to pharma companies. However, it will only arrive at the top of the agenda around 2030.
Pharma Production 4.0The digital future of the pharmaceutical industry
Supply Chains & Logistics60%
32%
95%
69%
45%
29%
25% 30%
11%
90%
71%
42%
15%
16%
24%
12%
10%
Sales & Marketing
Production
Research
in 2020
in 2020
in 2020
in 2020
in 2020
in 2030
in 2030
in 2030
in 2030
in 2030
high importance low importance
Development/
Clinical Studies
How pharmaceutical companies assess the significance of Industry 4.0 (Internet of Things) for their business areas:
1) Bitkom Research. Digitalisierung in der Medizin und Pharmabranche. November 2015.2) Camelot Management Consultants. Pharma Management Radar 2/2015. Focus Topic: The Internet of Things.
Representation of the diagram inspired by: Camelot Management Consultants. Pharma Management Radar 2/2015. Focus Topic: The Internet of Things

12 | we connect we connect | 13 12 | we connect we connect | 13
Many patients can now alleviate the effects of lung disease even faster thanks to a new kind of inhaler. Boehringer Ingelheim has developed an eco- and patient-friendly system for this purpose and begun mass production in millions of units – supported by Excellence United.
According to Lungeninformationsdienst, a German information service about lung disease, over 330 million people worldwide suffer from asthma and roughly 210 million people live with chronic obstructive pul-monary disease (COPD), a disorder that mainly impairs oxygen exchange in the alveoli. Its symptoms are coughing, short-ness of breath and sputum. If the condition continues, patients suffer from constant breathlessness. Medicines can alleviate these symptoms by being directly inhaled using an inhaler. This improves patients’
breathing, enabling them to be active and enjoy life. One successful example here is Respimat® by Boehringer Ingelheim.
The inhaler is unique because it uses a mechanical pump to generate an aerosol cloud without environmentally harmful propellants and enables the active ingredient to be inhaled into the finest alveoli. The Respimat® is so popular that Boehringer Ingelheim has now expanded its filling and packaging lines and completely redeveloped the production process with Harro Höfliger. The most important factor here was the specialized technology that Harro Höfliger offers as an expert for special machines.
Boehringer Ingelheim needed a partner that could provide the necessary human resources capacity for development and handling. “We didn’t want to buy machines, but processes,” explains Gerald Mathe,
Head of Process Management Bulk Production at Boehringer Ingelheim. “So we developed specialized solutions with Harro Höfliger in the field of aseptic filling technology, for sealing and in the field of innovative drawing and crimping processes,” says Mathe.
Together they developed a production process consisting of six steps. First, the cartridges are filled with active pharmaceu-tical ingredients in a sterile environment. This involves enclosing a sealed reservoir in an aluminum case. The cover and case are crimped and then checked. It is only then that the cartridge and the inhaler are labeled. After the final assembly of the inhaler, the components are packaged and then sold worldwide.
Left: Functional tests guarantee the quality of the inhalers.
Two other Excellence United partners were brought on board for packaging and labeling: Boehringer Ingelheim benefited from the good cooperation with Uhlmann and Bausch+Ströbel within the Excellence United alliance in the fields of process development and production. This meant all the companies remained in constant contact about the design and were able to use synergies – to the advantage of the customer and patients.
1 Preassembly of the Respimat®
components2 Spray jet and function check 3 Sealing and crimping of
liquid cartridge
4 Labeling of cartridge and inhaler 5 Final assembly of inhaler 6 Respimat® product packaging for inhaler, cartridge and leaflet
Take a Deep Breath!Successful cooperation in practice

14 | we connect we connect | 15
The new Bausch+Ströbel VarioSys system includes a special isolator that enables production under cleanroom class A conditions and can be combined with various production modules.
Specialized cleanroom robots transport the primary packaging material in the KCP 5060 to the individual work stations without the operator having to intervene manually.
2017 is a jubilee year for Bausch+Ströbel. The company that now manufactures specialized machinery for the pharmaceu-tical industry worldwide was officially founded in 1967 – after a two-year prepara-tory phase in a garage where the three young founders developed and tested their first machine. Today, the company’s offering ranges from semi-automatic machines for laboratory use and custom-made fully automatic machines to highly complex equipment in which containers such as vials, bottles, syringes, ampoules and cartridges are processed. Approximate-ly 1,300 employees now work at the Ilsho-fen site alone – and over 1,600 worldwide. Bausch+Ströbel maintains manufacturing facilities in northern Germany and in the United States, as well as over 50 sales and service centers worldwide. Wilco AG in Switzerland became a member of the Bausch+Ströbel Group in 2013. Its highly precise and fully automatic inspection systems for seals testing and visual checks as well as its spectroscopic systems comple-ment the Bausch+Ströbel range perfectly.
“50 Years of Innovation –and We Haven’t Finished Yet!”
KCP 5060 – An Extremely Broad Range of UsesWith the KCP, Bausch+Ströbel has developed a special filling and closing machine that is primarily deployed in the development of packaging materials and process technology. Because it uses the same control and filling technologies as high-speed machines, successful new processes can easily be transferred to large equipment.
The KCP offers a very broad range of applications. It can be used to process almost all conventional containers (vials, cartridges, etc.) and the most varied work processes can be integrated into the work flow. Since special cleanroom robots transport the containers to the individual work stations, no manual intervention is required on the part of the operator. This means that even high-potency substances can be processed without risk.
Up to four work stations can be flexibly arranged and integrated in the KCP. They can then also be easily exchanged later by the operating personnel. Changeover times are very short. The KCP is also uncomplicated when it comes to cleaning, because the work area, including the robots, can be decontaminated with hydrogen peroxide.
Whether developed specially for an indi-vidual customer project, a standardized solution that can be realized quickly and economically or a system offering total flexibility, we can offer the appropriate isolator solution for every application. That’s why Bausch+Ströbel is consciously presenting its filling and packaging machines at interpack in combination with the most varied of isolator solutions.
One of the solutions on display is VarioSys, the highly flexible system for small-batch production inside the isolator. It enables different production modules to be com-bined with a special isolator. The respective module slides out for this purpose and can then be replaced by another. Available production modules include machines for processing vials, cartridges and syringes in nests and vials in bulk. The range is currently being expanded with a machine for processing ampoules in bulk. In addition to this, VarioSys can not only be combined with Bausch+Ströbel’s new semi-automatic machines, but also with the most varied filling systems and a bag filler made by Excellence United partner Harro Höfliger.
It is also possible to connect different VarioSys modules in line and to combine them with a GEA freeze-drying unit and a Bausch+Ströbel cleaning machine and sterilizing tunnel.
Isolator Solutions for Every Application
20171967
16 | we connect we connect | 17
World Market Leader and Innovation Driver
More and more tablets contain active ingre- dients that are classed as potent or highly potent. They are meant to be effective on patients at specific dosages, but certainly not affect operators. Containment is there-fore absolutely crucial.
Olaf J. Müller, CEO LMT Group and Division President Fette Compacting, confirms this trend: “Our customers worldwide are processing toxic active ingredients increasingly often. Dust contamination is to be reduced or completely avoided in all industrial sectors. That is why we are offering dust-free technology that manufac-turers can rely on as standard.”
Fette Compacting has the appropriate equipment for all hazard classes. Customers benefit from this in two ways: they do not only receive a safe solution that fulfills all the regulations, but also a containment package that best suits their production needs – and is therefore most efficient.
Fette Compacting offers the FE55 and FE75 with containment options. The FE55 is a high-performance rotary press that has very low dust levels and can mass produce over 90% of all products. The FE75 is a double rotary press that generates low dust levels even when producing high-volume blockbuster batches. In addition, the Fette Compacting i Series offers washable containment tablet presses for all active pharmaceutical ingredients up to high potency APIs.
Fette Compacting stands for highly specialized engineering: roughly half of all the tablets supplied worldwide have been manufactured on a tablet press made by the world market leader. In 2016 its product range was expanded and now includes capsule filling machines. The company does not only specialize in high-performance machines, but also offers tools and format parts as well as mainte-nance, training and consulting services. In addition to its facility in Schwarzenbek near Hamburg, Germany, Fette Compacting also has an additional production site in Nanjing, China, as well as a global network of subsidiaries. Five competence centers provide local access to the highly specialized technology of this innovation driver in Germany (Schwarzenbek), the United States (Rockaway, New Jersey), Brazil (Campinas), India (Goa) and China (Nanjing).
Containment in Series: FE Tablet Presses with Containment Package
The FEC40 capsule filling machine offers an impressive production capacity of up to 400,000 capsules per hour – a doubling of output compared with the existing machines on the market.
But how does it achieve that? The answer is the Fette Compacting Duplex Concept. Several previously separate process steps were combined and the stations that became free were used to arrange the capsule filling process twice in the machine. The filling process here satisfies previously established individual production standards.
Furthermore, the FEC40 is powered com-pletely by servo and torque motors and each movement is performed by a separate drive unit. This intelligent drive and control technology enables the user to adjust previously coupled process steps indepen-dently of one another and thereby consid-erably reduce overall throughput time.
The patented changeover of tamping pin stations is unique: they – and equally the alternatively available pellet stations – can be dismantled and cleaned outside the machine. The specially developed removal system makes it possible to carry out changeovers fast, safely and without carrying out additional mechanical adjust-ments. The result is far shorter changeover and cleaning times.
FEC40: Next Generation Capsule Filling Technology
Containment meets efficiency: the FE75 (photo) and FE55 also offer customers the option of safely processing toxic ingredients.
The FEC40 sets new standards with an output of up to 400,000 capsules per hour.
The operation of the FEC40 is consistently based on the Fette Compacting TRI.EASY design and follows the proven logic of the FE Series. The innovative human-machine interface has an intuitive graphical user navigation system and is simple and convenient to use. All formulas, including the process parameters, are stored in the FEC40 database.
Fette Compacting is setting new standards in punch technology. This year, the new EU19 FS® punch is being launched at components, the accompanying trade fair of the interpack. This patented further development of the EU19 punch represents a major optimization of the previous design with features of FS technology. The result is lower stress in the punch head transitions and therefore prolonged tool life. The new technology allows users to exchange the EU19 punches one to one, and it can be used on all TSM and inch-based tools.
EU19 FS® Punch Sets New Standard
1:1 transferable: EU19FS punch with features of FS technology.

18 | we connect we connect | 19
At interpack 2017, Glatt is launching a new addition to its established GCC series of tablet coaters – with a new slotted drum design. It has a narrow slit size and was conceived for small tablets. The slits are arranged with the mixing tools in such a way that they optimize the mixing effect during coating. Thanks to the slotted drum, cleaning is also simplified. The new GCC model also makes it possible to complete filling, coating and emptying in less than an hour.
The GCC coater was specially developed for containment applications with safe operation to an OEL of less than one nanogram per cubic meter. Flexibility can be achieved by a possible filling level of 10 to 100% with only one drum. Depending on the field of application, customers now have a choice between round perforations or the new slotted type.
MODCOS: Tried and Tested Continuous Wet Granulation and Direct Compression
GCC: Efficient Tablet Coating under Containment Conditions
Glatt Integrated Process Solutions
There is increasing demand for continuous manufacturing equipment for pharma products, but it requires all-in-one solutions from a single source. Glatt offers the ideal answer here with its proven new modular and highly versatile continuous manufactur-ing concept: MODCOS (Modular Continuous System).
MODCOS is a multipurpose platform designed for the continuous production of coated tablets from powder. The entire process chain, from the powder dosing of the active pharmaceutical ingredients (APIs) and excipients through wet granulation, drying and tableting to tablet coating, is put together according to the customer’s requirements. The process units are integrated in the overall Glattview CONTI control system. Uniform product quality is constantly maintained on the basis of PAT measurements and appropriate control loops. This means the fully-automated process is controlled by recipe. The system also pro-vides track and trace and fast changeovers.
New Glatt Innovation CenterSince October 2016, customers have been able to test state-of-the-art batch and continuous processes and analysis technol-ogy with their own products at a new 7,000 m2 facility. Glatt’s experts support all customers with process optimization under realistic conditions. The equipment offers modern Glatt control technology combined with integrated process monitor-ing and optimization by the latest generation of PAT systems. The extensive service offering also includes feasibility studies and concept and machine development for both batch and continuous production processes. This facilitates the development of new ideas in partnership with the customer.
Glatt pioneered fluidized bed technology and is one of the world’s leading suppliers in the field of life science systems engi-neering. The company employs 2,000 people in Europe, the United States, China and India. Glatt’s four core areas of expertise are:1. Pharmaceutical Services (PS) develops
and produces solid pharmaceutical and multiparticulate dosage forms.
2. Process Technology Pharma (PTP) develops, produces and markets complex plant solutions for pharma manufacturers.
3. Process Technology Food, Feed & Fine Chemicals (PTF) develops, plans and markets solutions for the food, feed and chemical industries.
4. Process & Plant Engineering (PPE) plans and realizes plant extensions and conversions or completely new produc-tion facilities.
However, if the control system is adjusted and the process insert exchanged, the same base machine can be used to run batch processes. If a machine has been prepared for batch and MODCOS operation, the operator can switch between the two operating modes in a few minutes without tools.
In partnership with Fette Compacting, Glatt also offers a unique solution for the direct compression of tablets: Glatt MODCOS can be equipped with up to 10 dosing units that can in turn feed up to three MODCOS mixers. The prepared powder is subsequently sent for direct compression in the tablet press. The sealed nature of the MODCOS system – from powder transport to tablet coating – guarantees production under containment conditions.
The new GCC tablet coater with sealed filling and emptying as well as slotted perforations.
The MODCOS s-line can be used for up to 15 kilogram of production material per hour.
The Glatt Innovation Center offers customers process equipment in various sizes – ranging from laboratory and pilot to production scale – not only for batch but also continuous processes for capacities up to 150 kilogram per hour.

20 | we connect we connect | 21
For this system, Harro Höfliger supported the customer from the beginning of the development process. A semi-automatic prototype for test samples was eventually followed by this fully automatic high-performance machine with an output of 200 devices at 25 cycles per minute.
The innovative nasal device is a unit dose container with liquid reservoir and a practical pin whose seal is simple twisted off for application.
Tailor-made processes for the handling, bubble-free filling and sealing of the new device were developed jointly with the customer.
Numerous trials are required before a pharmaceutical product can enter the market. At the same time, however, the development phase should proceed as efficiently as possible. Harro Höfliger’s LabScale equipment offers the opportunity to detect process risks and develop solutions early on. This makes it possible to avoid the high costs of process errors that can arise during the development of a new product. Additional offerings, such as pharma service, also make it possible to characterize the product and determine the optimum dosing principle. Furthermore, Harro Höfliger offers support in the selection and realization of the relevant process. For example, it can provide flexible develop-ment environments and build prototypes for feasibility studies.
LabScale Equipment: From Lab to Production
[ALL YOU NEED] – Tailored to the Customer’s Needs
Harro Höfliger is a specialist in pharma-ceutical production and packaging machines based near Stuttgart. The company with 1,100 employees achieved a turnover of over 215 millions euros in 2016. A total of 30% of the workforce are employed in research and develop-ment. In 2017, Harro Höfliger was again counted among the 500 fastest growing companies in Germany.
On the one hand, the international success of the company with subsidiaries in China, Tunisia, India, Canada, Russia, Switzerland, Singapore and the United States is based on growth in machine development. On the other hand, Harro Höfliger scores points with know-how for customer-specific systems solutions. Its motto [ALL YOU NEED] is the fitting goal here: from the laboratory level to high-volume commercial manufacturing and at every phase of development, customers can reckon with technologies that are 100% tailored to their needs.
One successful example of this continuous support for the development process is provided by MetP Pharma AG. The company wanted to develop a completely new nasal applicator to administer brain-active molecules in a thixotropic gel matrix. The first liquid dosing trials were successful with a laboratory pump, and afterwards the process was scaled up. As an important milestone, Harro Höfliger developed a semi-automatic prototype machine to fill and seal the nasal delivery device. The experts integrated a rotary slide piston pump and an ultrasonic welding unit in the prototype for that purpose. In the meantime, a high-speed machine with rotary piston pump and fourfold dispensing head has an output of up to 200 disposable applicators per minute. The pilot machine is still in use: the customer uses it to produce sample products for clinical trials. Drum Lab:
Even for the Smallest VolumesAnother innovation is the Drum Lab powder micro-dosing unit. As a semi-automatic laboratory machine, this drum filler can dose the smallest amounts of powder in a repro-ducible way. This dosing principle is used in commercial production to fill cartridges with insulin-containing powder for dry-powder inhalers. This enables patients with Type 1 and Type 2 diabetes to treat themselves much more easily. In keeping with the motto: “Inhaling insulin is better than injecting it”.

22 | we connect we connect | 23
The BLU 400 can package not only ampoules and vials with the LiPro feeder, but also syringes with the SyPro feeder. Suitable for all standard syringe sizes from 6.5mm to 26mm, the SyPro feeder process-es up to 350 products per minute. Thanks to servo control, it handles syringe products made of glass or plastic very gently. The hanging syringes are transported to the feeding unit, then turned to a horizontal position and placed on a prism conveyor. Vacuum suction cups then carefully lift the syringes and place them accurately in the blister pockets.
The SyPro feeder system for syringes can accurately position all standard syringe sizes in blister pockets.
Ampoules, syringes, vials, bottles, cartridges or pens: the BLU 400 is perfectly designed to meet the requirements of the pharma market when it comes to the packaging of liquid dose products.
Careful Handling Right from the Start with the SyPro Feeder
Uhlmann Pac-Systeme GmbH & Co. KG is a leading global systems supplier for the packaging of pharmaceutical products in blisters, bottles and cartons. In addition to its innovative packaging lines, Uhlmann provides consulting, project management and extensive services from a single source. The company is part of the Uhlmann Group, which generated total sales of 292 million euros with its workforce of approximately 1,800 in the 2015/2016 business year.
Join our digital future Digitalization is changing trade and industry. As a market leader, Uhlmann is resolutely in the forefront of the digital revolution in pharmaceutical packaging. Innovative services and sales concepts as well as new business models are emerging in direct cooperation with our customers. Highly efficient, tried and tested solutions are the outcome of this joint momentum. These are paving the way for the future success of pharmaceutical companies worldwide.
Gentle handling of sensitive products while maintaining flexibility is what the Uhlmann packaging system achieves with up to 400 blisters per minute. The machine is modular in design: the BLU 400 blister machine, the feeder and the cartoner are precisely designed for the respective product. Furthermore, several models of cartoner are available with appropriate performance and size ranges. In addition to the modular design, the special feature of the packaging system is the feeder, on which the efficiency of the entire system is crucially dependent. The gentler the handling at the beginning and the more careful the insertion into the blisters, the lower the risk of product breakages, downtimes and time-consuming cleaning. Especially when highly active substances are concerned, prefilled syringes are becoming increasingly relevant. According to analysts, so-called ready-to-use syringes are being produced more and more frequently. The many advantages of this form of delivery, which range from exact dosing to simple handling, make them the format of the future.
Success with 360° Pharma Packaging
This versatile modular system with the Blister machine BLU 400, SyPro feeder for syringes and matching cartoner is designed for the gentle, flexible and efficient packaging of liquids.
The syringes are fixed in clamp packs in alternating order for processing. The integrated position monitoring unit checks that all products are correctly placed in the blister pockets. A camera system inspects the blisters and controls the rejection of faulty products. If sealing is required, this is carried out with a uniform sealing time, irrespective of the number of cycles. This is immediately followed by cooling. If an unplanned machine stop occurs, the temperature-sensitive content of the syringes is protected: the cooling plate automatically moves between the sealing tool and the product. In addition, operators are assisted by ergonomic workplace design, low drop heights in the event of a disruption, fast format changeovers and easy-to-clean parts.
Packaging Liquids Gently with the BLU 400
EU
04
EN
www.excellence-united.com
Bausch+StröbelMaschinenfabrik Ilshofen GmbH & Co. KGParkstrasse 174532 IlshofenGermany
www.bausch-stroebel.de
Fette Compacting GmbHGrabauer Strasse 2421493 SchwarzenbekGermany
www.fette-compacting.de
Glatt GmbHProcess TechnologyWerner-Glatt-Strasse 179589 BinzenGermany
www.glatt.com
Harro HöfligerVerpackungsmaschinen GmbHHelmholtzstrasse 471573 Allmersbach im TalGermany
www.hoefliger.com
Uhlmann Pac-Systeme GmbH & Co. KGUhlmannstrasse 14–1888471 LaupheimGermany
www.uhlmann.de