wear of coated and uncoated carbides in turning tool steel
TRANSCRIPT
8/8/2019 Wear of Coated and Uncoated Carbides in Turning Tool Steel
http://slidepdf.com/reader/full/wear-of-coated-and-uncoated-carbides-in-turning-tool-steel 1/6
Wear of coated and uncoated carbides in turning tool steel
C.H. Che Haron*, A. Ginting, J.H. GohFaculty of Engineering, Department of Mechanical and Materials Engineering, National University of Malaysia, 43600 Bangi, Selangor DE, Malaysia
Abstract
The 358-diamond-shaped insert with simple grooves of coated and uncoated carbide tools were used in turning tool steel bars (23 HRC)
with the objective of describing the wear behaviour of these tools based on the ¯ank wear data. Machining tests were performed under wet
and dry cutting conditions at various cutting speeds, while the feed rate and depth of cut were kept constant. A certain strategy was
established in order to obtain smooth initial wear and avoid concentrated impact load that could trigger chipping when machining was
started by making a 5 mm precut entry. It was found that the coated carbide tools were superior to the uncoated carbide tools and their ¯ank
wear grew smoothly. By linking the machining operations and the tool life curves obtained using the ¯ank wear data, the wear behaviour of
coated and uncoated carbide tools was described. # 2001 Elsevier Science B.V. All rights reserved.
Keywords: Carbides; Turning; Tool steel; Flank wear
1. Introduction
Coated and uncoated carbides are widely used in the
metal-working industry and provide the best alternative
for most turning operations. When machining using carbides
under typical cutting conditions, the gradual wear of the¯ank and rake faces is the main process by which a cutting
tool fails. Venkatesh [1] carried out tool wear investigations
on some cutting tool materials. He plotted tool life curves
using the ¯ank wear criterion and obtained that the tool life
of carbides decreased quickly at higher speed.
Some authors af®rm that the ¯ank wear in carbide tools
initially occurs due to abrasion and as the wear process
progresses, the temperature increases causing diffusion to
take place [1±5]. Actually, the fact that abrasive wear may
occur in metal cutting is not surprising since there are many
hard abrasive particles present in metals, especially in steel
[6,7].
The use of coolant to increasetoollifeis anissue withmany
differing views. In contrast, others have found that coolant
promotes tool wear in machining. The inherent brittleness of
carbides renders them susceptible to severe damage by crack-
ing if sudden loads of thermal gradients are applied to their
edge [8]. KoÈnig and Klinger [9] also claimed that better
performance of carbides was obtained under dry cutting.
This paper is a contribution towards understanding the
behaviour of carbides, mainly with the aim of describing the
wear behaviour of coated and uncoated carbide tools based
on the ¯ank wear data. For that purpose, the 358-diamond-
shaped insert with simple grooves of coated and uncoated
carbide tools were used in turning tool steel bars (23 HRC).
Machining tests were performed under wet and dry cutting
conditions at various cutting speeds (75±350 m/min), while
feed rate (0.16 mm/rev) and depth of cut (1 mm) were keptconstant.
2. Experimental details
2.1. Workpiece material
In this study, tool steel with ISO designation 95MnCrW 1
[10] was selected as the workpiece material. The material
was supplied in fully annealed condition, cylindrical in
shape, 100 mm diameter and 1 m length in size. In order
to meet the requirement of ISO 3685 [11] that the length/
diameter ratio of the workpiece material to be used should be
less than 10 during testing, the bar was cut into three pieces
(330 mm length). Each bar was checked for its hardness
across the diameter at each end prior to the tests and the
average value of the hardness measurements was 23 HRC.
The chemical compositions of workpiece material are
0.95%C, 0.3%Si, 1.2%Mn, 0.5%Cr, 0.5%W, 0.1%V.
2.2. Cutting tools and tool geometry
Coated and uncoated carbide inserts were used for the
turning tests. The inserts were manufactured by Kennametal
Journal of Materials Processing Technology 116 (2001) 49±54
* Corresponding author.
0924-0136/01/$ ± see front matter # 2001 Elsevier Science B.V. All rights reserved.
PII: S 0 9 2 4 - 0 1 3 6 ( 0 1 ) 0 0 8 4 1 - X

8/8/2019 Wear of Coated and Uncoated Carbides in Turning Tool Steel
http://slidepdf.com/reader/full/wear-of-coated-and-uncoated-carbides-in-turning-tool-steel 2/6
with an ISO designation of VBMT 160408 (358-diamond-
shaped insert with simple grooves), grade KC 9025 for the
coated carbides and grade K 313 for the uncoated carbides.
The substrate material of KC 9025 is the same as that for K
313. KC 9025 is coated with a TiCN underlayer, an inter-
mediate layer of Al2O3 and a TiN outerlayer. The inserts
were rigidly mounted on a tool holder with an ISO designa-
tion of SVJBR 2525 M16. The assembled tool geometry is
given in Table 1.
2.3. Cutting conditions
Turning experiments were performed under wet and dry
cutting at various cutting speeds, while feed rate (0.16 mm/
rev) and depth of cut (1 mm) were kept constant. Oil-based
coolant, RATAK SAN 211-P with a density (158C) of
0.868 g/ml, viscosity (408C) of 3.8 cst and ¯ashpoint of
2168C, was used in wet cutting.
Based on ISO 3685 [11], four different cutting speeds
were used during testing, the coated carbide tools were
tested at the following cutting speeds: 200, 250, 300 and
350 m/min, while the uncoated carbide tools were tested atthe following cutting speeds: 75, 100, 125, and 150 m/min.
Cutting speeds corresponding to 350 m/min for the coated
carbide tools and 150 m/min for uncoated carbide tools were
approximately the upper limit of the application range, since
any further increment resulted in extremely short tool life or
even premature tool breakage soon after the tests were
started.
Chubb and Billingham [2] claimed that they performed
high speed machining tests when turning annealed EN24
steel with coated carbide tools at cutting speed of 244 m/
min. The feed rate and depth of cut used were 0.185 mm/rev
and 2 mm, respectively. In that sense, cutting speeds of 250±
350 m/min used in this study for coated carbide tools can be
considered as high speed machining. However, in a recent
review of high speed machining, other authors had classi®ed
the criteria of high speed machining based on the material to
be cut [12]; thus machining steel at cutting speeds of 250±
350 m/min fall in the transitional range, between the con-
ventional and high speed range.
2.4. Experimental techniques
The assembled tool and workpiece were mounted on a
Cincinnati Milacron's Avenger 200T CNC turning centre.
The CNC turning centre was operated at the speci®ed cutting
conditions described previously. Tool wear was observed
and measured using Mitutoyo's Absolute Digimatic digital
vernier microscope, with a magni®cation ranging from 5 to
10 times.
ISO 3685 [11] was used as a guide in establishing the wear
criterion. Some preliminary cuts were also conducted toestablish this tool wear criterion. The observations and
measurements obtained from these preliminary trials
showed that the ¯ank face of the coated (KC 9025) and
uncoated (K 313) carbide tools was regularly worn in zone C
and therefore, VBmax of 0.6 mm was taken as the wear limit
to determine tool life.
Flank wear was observed and measured at various cutting
intervals throughout the experiments. In order to obtain
smooth initial wear and avoid concentrated impact load that
could trigger chipping when machining started, a 5 mm
precut entry was made for every new pass of cutting. A
separate insert was used to machine this precut entry for each
test using the same cutting condition as that of the insert to betested. This strategy was established since the total failure or
breakage occurred in some cases after a certain amount of
chipping had occurred, and in particular, it occurred rather
soon after the beginning of the tests [13]. An experiment was
terminated upon the detection of signi®cant chattering result-
ing from roughening of the machined surface and before the
insert is totally worn (detected visually after each pass of
machining) since it could increase the ¯ank wear rapidly.
3. Results and discussion
3.1. Tool wear
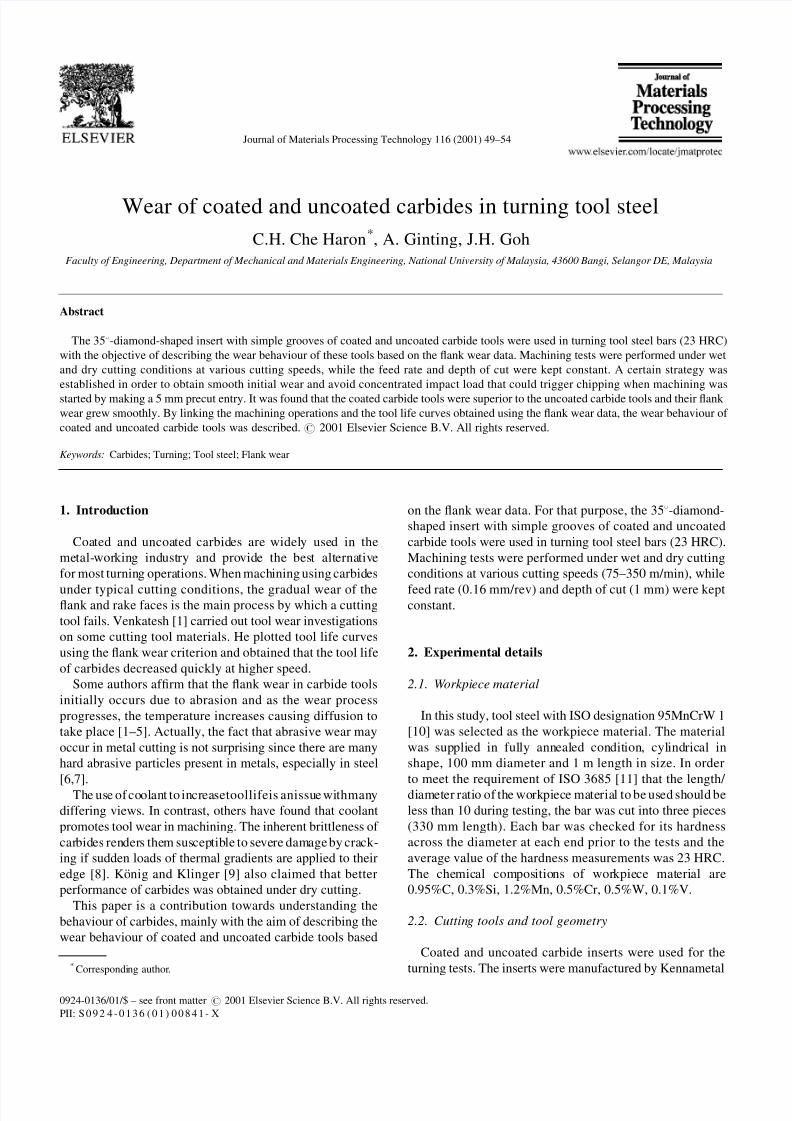
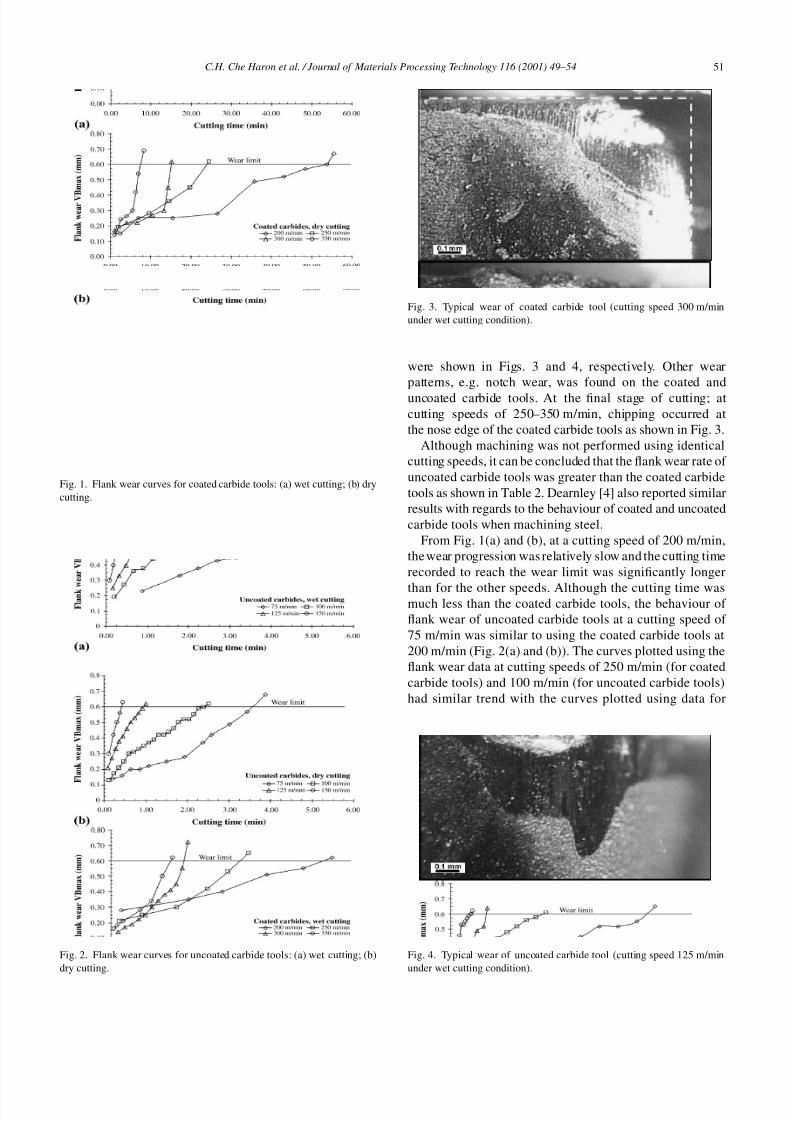
The ¯ank wear values of the coated and uncoated carbide
tools for the different cuttingspeedswere presented in Figs. 1
and 2, respectively. From the ®gures, it can be seen that the
¯ank wear curves were generally in three stages: at the initial
stage, followed by the gradual stage, and ®nally the abrupt
stage of wear. This behaviour was also discussed in detail
and reported by other researchers [2,5,14,15].
The initial wear pattern on the ¯ank face and the nose of
the coated carbide tools were similar to the uncoated carbide
tools. The width of the wear increased rapidly, accompanied
by the formation of severe abrasive marks, with further
cutting. Upon attaining a certain wear value, the ¯ank wear
was relatively constant and this was followed by abrupt wear
until the wear criterion was reached. Clear examples of these
stages can be observed from the curves of ¯ank wear in
Fig. 1(b), at a cutting speed of 350 m/min and in Fig. 2(a), at
a cutting speed of 100 m/min. It was found that the ¯ank face
of the coated and uncoated carbide tools were regularly worn
in zone C. In the case of coated carbide tools, VBmax
occurred at the edge of nose region, while for the uncoated
carbide tools it was in the range 0.4±0.7 mm from the cutting
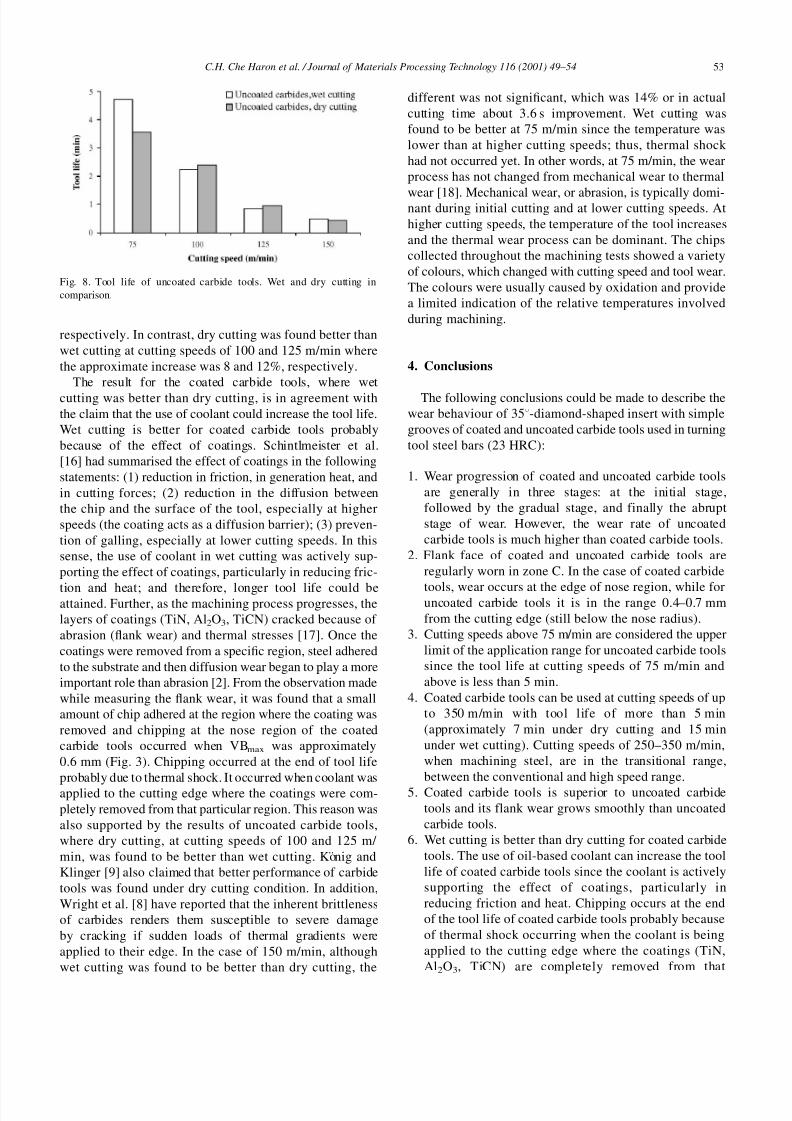
edge. The typical wear of coated and uncoated carbide tools
Table 1
Cutting tool geometry
Back rake angle (8) 0
End relief angle (8) 5
End cutting-edge angle (8) 52
Side cutting-edge angle (8) 3
Side rake angle (8) 0
Side relief angle (8) 5Nose radius (mm) 0.8
50 C.H. Che Haron et al. / Journal of Materials Processing Technology 116 (2001) 49±54
8/8/2019 Wear of Coated and Uncoated Carbides in Turning Tool Steel
http://slidepdf.com/reader/full/wear-of-coated-and-uncoated-carbides-in-turning-tool-steel 3/6
were shown in Figs. 3 and 4, respectively. Other wear
patterns, e.g. notch wear, was found on the coated and
uncoated carbide tools. At the ®nal stage of cutting; atcutting speeds of 250±350 m/min, chipping occurred at
the nose edge of the coated carbide tools as shown in Fig. 3.
Although machining was not performed using identical
cutting speeds, it can be concluded that the ̄ ank wear rate of
uncoated carbide tools was greater than the coated carbide
tools as shown in Table 2. Dearnley [4] also reported similar
results with regards to the behaviour of coated and uncoated
carbide tools when machining steel.
From Fig. 1(a) and (b), at a cutting speed of 200 m/min,
the wear progression was relatively slow and the cutting time
recorded to reach the wear limit was signi®cantly longer
than for the other speeds. Although the cutting time wasmuch less than the coated carbide tools, the behaviour of
¯ank wear of uncoated carbide tools at a cutting speed of
75 m/min was similar to using the coated carbide tools at
200 m/min (Fig. 2(a) and (b)). The curves plotted using the
¯ank wear data at cutting speeds of 250 m/min (for coated
carbide tools) and 100 m/min (for uncoated carbide tools)
had similar trend with the curves plotted using data for
Fig. 1. Flank wear curves for coated carbide tools: (a) wet cutting; (b) dry
cutting.
Fig. 2. Flank wear curves for uncoated carbide tools: (a) wet cutting; (b)
dry cutting.
Fig. 3. Typical wear of coated carbide tool (cutting speed 300 m/min
under wet cutting condition).
Fig. 4. Typical wear of uncoated carbide tool (cutting speed 125 m/min
under wet cutting condition).
C.H. Che Haron et al. / Journal of Materials Processing Technology 116 (2001) 49±54 51

8/8/2019 Wear of Coated and Uncoated Carbides in Turning Tool Steel
http://slidepdf.com/reader/full/wear-of-coated-and-uncoated-carbides-in-turning-tool-steel 4/6
cutting speeds of 200 and 75 m/min described previously.
This showed that the wear progression at these cutting
speeds was similar even when the cutting times at these
cutting speeds were less than when using the lower cutting
speeds (75 and 200 m/min).Wear progression of coated carbide tools at cutting speeds
of 300 and 350 m/min (Fig. 1(a) and (b)) was similar to the
uncoated carbide tools at cutting speeds of 125 and 150 m/
min (Fig. 2(a) and (b)). At these cutting speeds, the curves
were almost linear, ¯ank wear was very rapid and cutting
time was much shorter than the others. In particular, the
cutting time values of the uncoated carbide tools at these
cutting speeds were extremely short (less than 1 min). Based
on ISO 3685 [11], the cutting speeds should actually be
chosen such that the cutting time at the highest speed of
testing was not less than 5 min. However, cutting speeds of
75±150 m/min were selected in order to obtain the upperlimit of the application range of uncoated carbide tools.
Thus, it can be concluded that the coated carbide tools was
superior to the uncoated carbide tools and its ¯ank wear
grew smoothly compared to the uncoated carbide tools. In
addition, it can be stated that the uncoated carbide tools
performed best at cutting speeds below 75 m/min in order to
obtain a cutting time of not less than 5 min, while the coated
carbide tools can be used with a cutting time in excess of
5 min at cutting speeds of up to 350 m/min.
3.2. Tool life
Tool life curves obtained from the ¯ank wear data at
various cutting speeds under wet and dry cutting conditions
were shown in Figs. 5 and 6. From these curves, it was
observed that the tool life of coated and uncoated carbide
tools decreases quickly at higher speeds. Although the tool
life of coated carbide tools was much longer than the
uncoated carbide tools in magnitude, their curves were
similar in trend. By this reason, it can be concluded that
the behaviour of tool life against cutting speed for coated and
uncoated carbide tools was similar in nature. Venkatesh [1]
carried out tool wear investigations on some cutting tool
materials. He plotted tool life curves using the ¯ank wear
criterion and obtained that the tool life of carbide tools
decreased quickly at higher speed.
The performance of machining related to the tool life of
coated and uncoated carbide tools under wet and dry cuttingconditions at various cutting speeds were presented in Figs. 7
and 8, respectively.
From Fig. 7, it can be seen that the performance of coated
carbide tools under wet cutting was signi®cantly better than
under dry cutting for the all the selected cutting speeds. In
case of uncoated carbide tools (Fig. 8), the oil-based coolant
was found effective in increasing the tool life compared to
machining without coolant at cutting speeds of 75 and
150 m/min, the approximate increase was 33 and 14%,
Table 2
Wear rate data after cutting tool steel (23 HRC) at VBmax 0.6 mm using a
feed rate of 0.16 mm/rev and depth of cut of 1 mm
Tool type Cutting speed
(m/min)
Wear rate (mm/min)
Wet cutting Dry cutting
Coated carbides (TiCN,
Al2O3, TiN)
200 0.011 0.012
250 0.019 0.025
300 0.033 0.040
350 0.040 0.080
Uncoated carbides 75 0.127 0.169
100 0.269 0.250
125 0.706 0.632
150 1.224 1.395Fig. 5. Tool life curves for coated carbide tools.
Fig. 6. Tool life curves for uncoated carbide tools.
Fig. 7. Tool life of coated carbide tools. Wet and dry cutting in
comparison.
52 C.H. Che Haron et al. / Journal of Materials Processing Technology 116 (2001) 49±54
8/8/2019 Wear of Coated and Uncoated Carbides in Turning Tool Steel
http://slidepdf.com/reader/full/wear-of-coated-and-uncoated-carbides-in-turning-tool-steel 5/6
respectively. In contrast, dry cutting was found better than
wet cutting at cutting speeds of 100 and 125 m/min where
the approximate increase was 8 and 12%, respectively.
The result for the coated carbide tools, where wet
cutting was better than dry cutting, is in agreement withthe claim that the use of coolant could increase the tool life.
Wet cutting is better for coated carbide tools probably
because of the effect of coatings. Schintlmeister et al.
[16] had summarised the effect of coatings in the following
statements: (1) reduction in friction, in generation heat, and
in cutting forces; (2) reduction in the diffusion between
the chip and the surface of the tool, especially at higher
speeds (the coating acts as a diffusion barrier); (3) preven-
tion of galling, especially at lower cutting speeds. In this
sense, the use of coolant in wet cutting was actively sup-
porting the effect of coatings, particularly in reducing fric-
tion and heat; and therefore, longer tool life could beattained. Further, as the machining process progresses, the
layers of coatings (TiN, Al2O3, TiCN) cracked because of
abrasion (¯ank wear) and thermal stresses [17]. Once the
coatings were removed from a speci®c region, steel adhered
to the substrate and then diffusion wear began to play a more
important role than abrasion [2]. From the observation made
while measuring the ¯ank wear, it was found that a small
amount of chip adhered at the region where the coating was
removed and chipping at the nose region of the coated
carbide tools occurred when VBmax was approximately
0.6 mm (Fig. 3). Chipping occurred at the end of tool life
probably due to thermal shock. It occurred when coolant was
applied to the cutting edge where the coatings were com-
pletely removed from that particular region. This reason was
also supported by the results of uncoated carbide tools,
where dry cutting, at cutting speeds of 100 and 125 m/
min, was found to be better than wet cutting. KoÈnig and
Klinger [9] also claimed that better performance of carbide
tools was found under dry cutting condition. In addition,
Wright et al. [8] have reported that the inherent brittleness
of carbides renders them susceptible to severe damage
by cracking if sudden loads of thermal gradients were
applied to their edge. In the case of 150 m/min, although
wet cutting was found to be better than dry cutting, the
different was not signi®cant, which was 14% or in actual
cutting time about 3.6 s improvement. Wet cutting was
found to be better at 75 m/min since the temperature was
lower than at higher cutting speeds; thus, thermal shock
had not occurred yet. In other words, at 75 m/min, the wear
process has not changed from mechanical wear to thermal
wear [18]. Mechanical wear, or abrasion, is typically domi-nant during initial cutting and at lower cutting speeds. At
higher cutting speeds, the temperature of the tool increases
and the thermal wear process can be dominant. The chips
collected throughout the machining tests showed a variety
of colours, which changed with cutting speed and tool wear.
The colours were usually caused by oxidation and provide
a limited indication of the relative temperatures involved
during machining.
4. Conclusions
The following conclusions could be made to describe thewear behaviour of 358-diamond-shaped insert with simple
grooves of coated and uncoated carbide tools used in turning
tool steel bars (23 HRC):
1. Wear progression of coated and uncoated carbide tools
are generally in three stages: at the initial stage,
followed by the gradual stage, and finally the abrupt
stage of wear. However, the wear rate of uncoated
carbide tools is much higher than coated carbide tools.
2. Flank face of coated and uncoated carbide tools are
regularly worn in zone C. In the case of coated carbide
tools, wear occurs at the edge of nose region, while foruncoated carbide tools it is in the range 0.4±0.7 mm
from the cutting edge (still below the nose radius).
3. Cutting speeds above 75 m/min are considered the upper
limit of the application range for uncoated carbide tools
since the tool life at cutting speeds of 75 m/min and
above is less than 5 min.
4. Coated carbide tools can be used at cutting speeds of up
to 350 m/min with tool life of more than 5 min
(approximately 7 min under dry cutting and 15 min
under wet cutting). Cutting speeds of 250±350 m/min,
when machining steel, are in the transitional range,
between the conventional and high speed range.
5. Coated carbide tools is superior to uncoated carbide
tools and its flank wear grows smoothly than uncoated
carbide tools.
6. Wet cutting is better than dry cutting for coated carbide
tools. The use of oil-based coolant can increase the tool
life of coated carbide tools since the coolant is actively
supporting the effect of coatings, particularly in
reducing friction and heat. Chipping occurs at the end
of the tool life of coated carbide tools probably because
of thermal shock occurring when the coolant is being
applied to the cutting edge where the coatings (TiN,
Al2O3, TiCN) are completely removed from that
Fig. 8. Tool life of uncoated carbide tools. Wet and dry cutting in
comparison.
C.H. Che Haron et al. / Journal of Materials Processing Technology 116 (2001) 49±54 53

8/8/2019 Wear of Coated and Uncoated Carbides in Turning Tool Steel
http://slidepdf.com/reader/full/wear-of-coated-and-uncoated-carbides-in-turning-tool-steel 6/6
particular region. In other words, the wear process has
changed from mechanical wear (abrasion) to thermal
wear.
7. Better performance of uncoated carbide tools is attain-
able with wet cutting and below cutting speeds of 75 m/
min. This is because at these speeds the wear process
has not changed from mechanical wear (abrasion) tothermal wear. In the case of cutting speeds of more than
75 m/min, better performance of uncoated carbide tools
is attainable under dry cutting.
8. The chips collected throughout machining tests show a
variety of colours, which changed with cutting speed
and tool wear. The colours are caused by oxidation and
provide a limited indication of the relative temperatures
involved during machining.
Acknowledgements
This research has been carried out with ®nancial supportfrom National University of Malaysia through FK 0010/99,
which is gratefully acknowledged.
References
[1] V.C. Venkatesh, Tool wear investigations on some cutting tool
materials, J. Lubric. Technol. 102 (1980) 556±559.
[2] J.P. Chubb, J. Billingham, Coated cutting tools Ð a study of
wear mechanism in high speed machining, Wear 61 (1980) 283±
293.
[3] N.P. Suh, New theories of wear and their implications for tool
materials, Wear 62 (1980) 1±20.
[4] P.A. Dearnley, Rake and flank wear mechanisms of coated and
uncoated cemented carbides, J. Eng. Mater. Technol. 107 (1985) 68±
82.
[5] M.E.R. BonifaÂcio, A.E. Diniz, Correlating tool wear, tool life,
surface roughness and tool vibration in finish turning with coated
carbide tools, Wear 172 (1994) 137±144.
[6] S. Ramalingam, J.D. Watson, Tool life distributions, Part 3:
Mechanism of single injury tool failure and tool life distribution in
interrupted cutting, J. Eng. Ind. 100 (1978) 193±200.
[7] S. Ramalingam, Y.I. Peng, J.D. Watson, Tool life distributions, Part 4:
Minor phase in work material and multiple-injury tool failure, J. Eng.
Ind. 100 (1978) 201±209.
[8] P.K. Wright, A. Bagchi, J.G. Horne, Identification of the dominant
wear mechanism in specific tool-work systems, in: Proceedings of
the International Conference on Cutting Tool Materials, Ohio, 1980,
pp. 7±23.
[9] W. KoÈnig, R.L. Klinger, Machining hard materials with geome-
trically defined cutting edges Ð field of applications and limitations,
Ann. CIRP 39 (1) (1990) 61±64.
[10] Anon., Tool steels, ISO 4957 (E), 1980.
[11] Anon., Tool-life testing with single-point tools, ISO 3685 (E), 1993.
[12] H. Schulz, T. Moriwaki, High-speed machining, Ann. CIRP 41 (2)
(1992) 637±643.
[13] J. Tlusty, Z. Masood, Chipping and breakage of carbide tools, J. Eng.
Ind. 100 (1978) 403±412.
[14] X.D. Fang, Experimental investigation of overall machining
performance with overall progressive tool wear at different tool
faces, Wear 173 (1994) 171±178.
[15] R.L. Vaughn, Modern metals machining technology, J. Eng. Ind.
(1966) 65±71.
[16] W. Schintlmeister, W. Wallgram, J. Kanz, K. Gigl, Cutting tool
materials coated by chemical vapour deposition, Wear 100 (1989)
153±169.
[17] A. Nordgren, A. Melander, Tool wear and inclusion behaviour during
turning of a calcium-treated quenched and tempered steel using
coated cemented carbides tools, Wear 139 (1990) 209±223.
[18] D. Mari, D.R. Gonseth, A new look at carbides tool life, Wear 165
(1993) 9±17.
54 C.H. Che Haron et al. / Journal of Materials Processing Technology 116 (2001) 49±54