winter internship report
DESCRIPTION
reportTRANSCRIPT
A
WINTER INTERNSHIP REPORT AT
INDO COUNT INDUSTRIES
KAGAL, KOLHAPUR
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
MASTER OF FASHION TECHNOLOGY
(2011-2013)
SUBMITTED BY
NIHALKHAN S SIRAJBHAI
CHETAN V TAJANE
SUJIT S TELALWAR
M F TECH SEM 2
NATIONAL INSTITUTE OF FASHION TECHNOLOGY
GANDHINAGAR
( UNDER MINISTRY OF TEXTILES, GOI )
1 | P a g e

ACKNOWLEDGMENT
Before I get into think of things, I would like to add heartfelt words for the people who were part of this training & project in numerous ways.
I am thankful to our course coordinator ‘Mr.Pranav Vora’ Sir who has managed for our training in Indo Count Industries Kolhapur Maharashtra. And I am thankful to the persons of the company, who coordinated with the training officer to provide training in the company. In particular, I wish to thank Mr. Sanjay choudhary (general manager) for having faith on me for accomplishment of the training. I am also thankful to MR. Nitin Parule (HOD of Finishing) for his guidance through out the training period.
And finally heartfelt appreciation to those countless members of Indo Count who motivated us time to time to improve the value of the training.
NIHALKHAN S SIRAJBHAI
CHETAN V TAJANE
SUJIT S TELALWAR
2 | P a g e
INDEX1. INTRODUCTION
2. ORGANISATION CHART
3. GENERAL INFORMATION TO WEAVING
4. PROCESS SEQUENCE IN WEAVING DEPARTMENT
5. YARN TESTING
6. WARPING DEPARTMENT
7. WEAVING DEPARTMENT LOOMS SPECIFICATION
8. PASSAGE OF YARN IN LOOMS
9. AIR JET WEAVING
10.CAUSES AND REMEDIES
11.GREY INSPECTION
12.PROCESSING
13.SINGIENG AND DESIZING
14.BLEACHING PROCESS
15.MERCERISATION
16.COUSTIC RECOVERY PLANT
17.DYEING DEPARTMENT
18.PRINTING DEPARTMENT
19.FINISHING DEPARTMENT
20.R AND D, QUALITY CONTROL DEAPRTMENT
21.COSTING FOR VARIOUS FACTORS
3 | P a g e
INTRODUCTION
Any business firm's true mettle would be judged by its performance during periods of economic recession. It is said that, 'when the going gets tough, the tough get going', this analogy, albeit somewhat cliched, very, aptly describes Indo Count Industries Limited.
The plant is located at Kolhapur in South West of India, an area having a strong textile culture and is ideally placed in close proximity to India's cotton growing belt. Latest machines have been imported from Rieter, Schlafhorst, Volkmann, Mayer & Cie, Luwa and Uster.
The investment in quality has paid rich dividends. As an ISO 9002 and 100% Export Oriented Unit, Indo Count's customer base has widely expanded and it has carved a brand presence in all the major markets like UK, Italy, Germany, Switzerland, Scandinavia, Israel, Canada, Chile, Japan and South Korea which are some of the many. Indo Count yarn is known as 'Rieter Yarn', a status which was conferred by Rieter Machine Works Ltd. This authorization was based on the Swiss company's appraisal that Indo Count's machinery is well maintained and that the quality levels are consistent.
Better known as one of the prominent yarn manufacturers in the country, Indo Count Industries Ltd. is a name synonymous to success, innovation, quality, speed, consistency and technology.
From spinning the finest cotton yarns, to specialized corespun yarns and then to varied knitted fabrics, we always have done it all with lank and expertise. We now celebrate our success by expanding our gamut of operations with setting up a manufacturing unit for world-class home textiles.
Indo Count is proud to present "Home Textiles Division" - A novel beginning to yet another saga of success.
The project commences its operations in MAY 2006.
Infrastructure
The "Home Textiles Division" will be completely geared up with the following:
o Top of the line Manufacturing unit spread across 44 acres of land in Kolhapur (Western India) which is well connected by air and sea
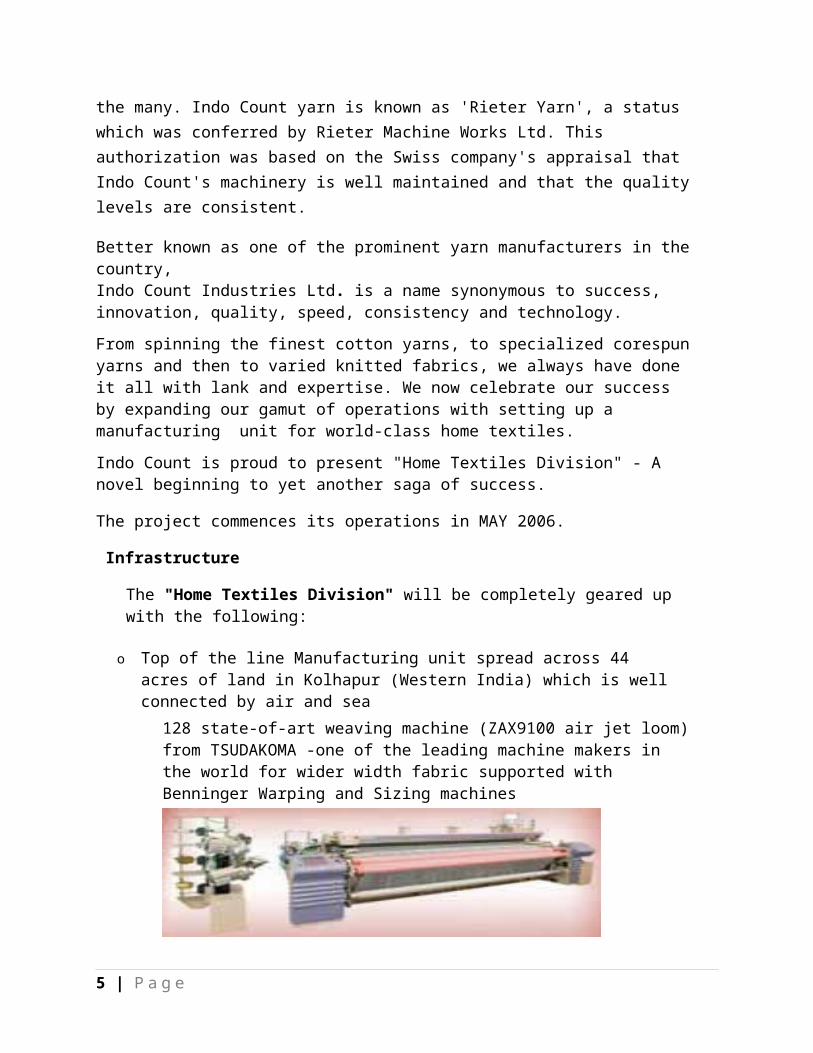
128 state-of-art weaving machine (ZAX9100 air jet loom) from TSUDAKOMA -one of the leading machine makers in the world for wider width fabric supported with Benninger Warping and Sizing machines
4 | P a g e
Completely automatic continuous Processing Unit from Benninger, Osthoffand Monforts with a capacity of 1,00,000 meters/day
16 Color Printing Machine Modern in-house stitching unit with 300 JUKI Stitching
machines, automatic Spreading and Layering. This unit has a capacity of stitching and sewing16000 sheet sets/day
Top of the line fabric testing laboratory to check and deliver the best quality products to our customers
A professional team with more than 1500 workforce
Quality Control
Quality is the ultimate key to success for any organization. Indo Count recognizes this, and over the years has received several accolades from the world over for its consistency and superior quality standards. It has been our continuous endeavour to upgrade with the changing times. The Home Textiles Division follows the same tradition.
The quality standards that will be followed by us are:
Setting of a state-of-the-art laboratory with instruments like Data Color(Spectrophotometer) for color matching and James H Heal instruments for testing various properties of fabric
Use of finest quality of yarn available in the market to manufacture greige fabric, and then processing it in one of the best processing machines of the world
Stringent inspection: Each and every yard of the fabric is inspected by our inspectors before sending it for stitching
Certifications from organizations like ISO, BIS and WRAP with complete compliance on social and environmental norms
5 | P a g e

We are also having Mathies Pad - Dry, Pad Steam Wash & Steamer for E-control Dyeing
Product Range
The range of products manufactured by us in 100% cotton as well as cotton blend are:
o Bed Sheet Sets
o Pillow Cases
o Duvet covers
o Comforters
o Window Covering
o Hospital Linen
We offer sateen as well as percale woven fabric in solids, stripes and dobby design from medium to high thread counts. We are also planning to install 24 jacquard looms in the second phase.
Percale weave:-
Percale or Percalcos is a closely woven plain-weave fabric often used for bed covers.
The term describes the weave of the fabric, not its content, so percale could be a blend of 50% cotton and 50% polyester, 100% cotton, or a blend of other fabrics in any ratio.] A percale weave has athread count of about 200 or higher, and is noticeably tighter than the standard type of weave used for bed-sheets. It has medium weight, is firm and smooth with no gloss, and warps and washes very well. It is made from both carded and combed yarns. Percale fabrics are made in both solid colors and printed patterns. The finish of the fabric is independent of its weave, so it can be either printed or unprinted.
6 | P a g e

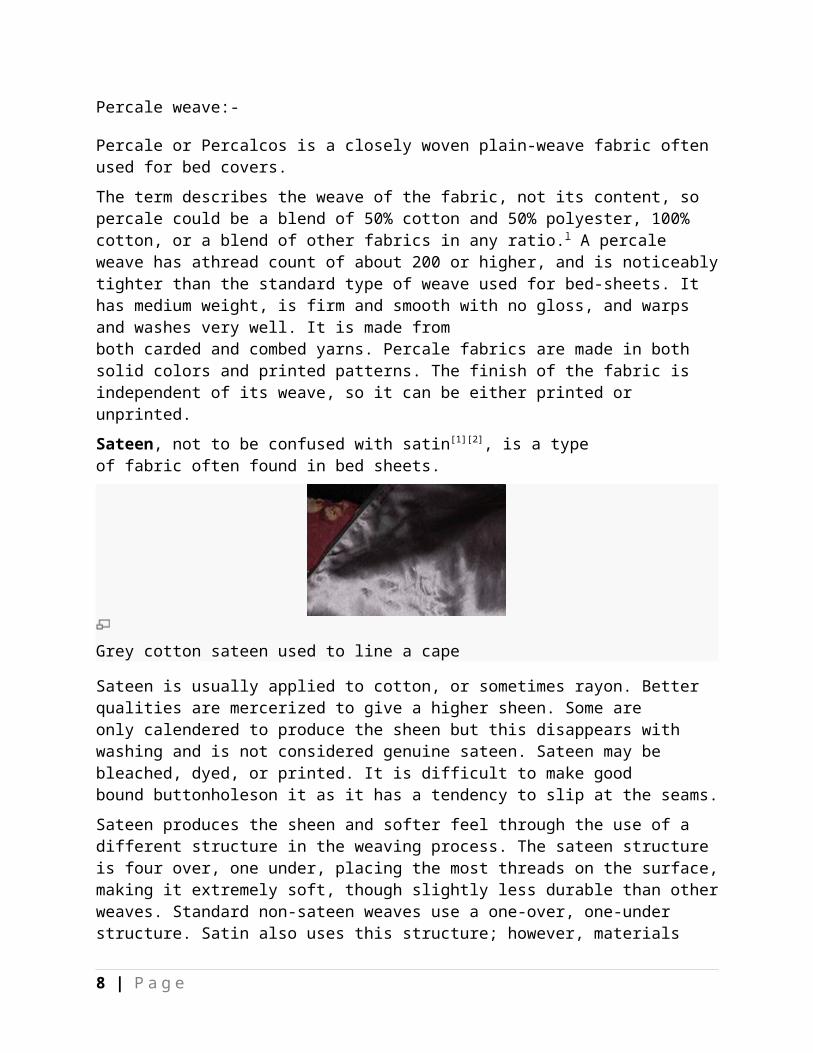
Sateen, not to be confused with satin[1][2], is a type of fabric often found in bed sheets.
Grey cotton sateen used to line a cape
Sateen is usually applied to cotton, or sometimes rayon. Better qualities are mercerized to give a higher sheen. Some are only calendered to produce the sheen but this disappears with washing and is not considered genuine sateen. Sateen may be bleached, dyed, or printed. It is difficult to make good bound buttonholeson it as it has a tendency to slip at the seams.
Sateen produces the sheen and softer feel through the use of a different structure in the weaving process. The sateen structure is four over, one under, placing the most threads on the surface, making it extremely soft, though slightly less durable than other weaves. Standard non-sateen weaves use a one-over, one-under structure. Satin also uses this structure; however, materials such as silk, polyester, etc., are used instead of cotton. Sateen was also used for Vintage dress shirts and other Vintage type clothes.
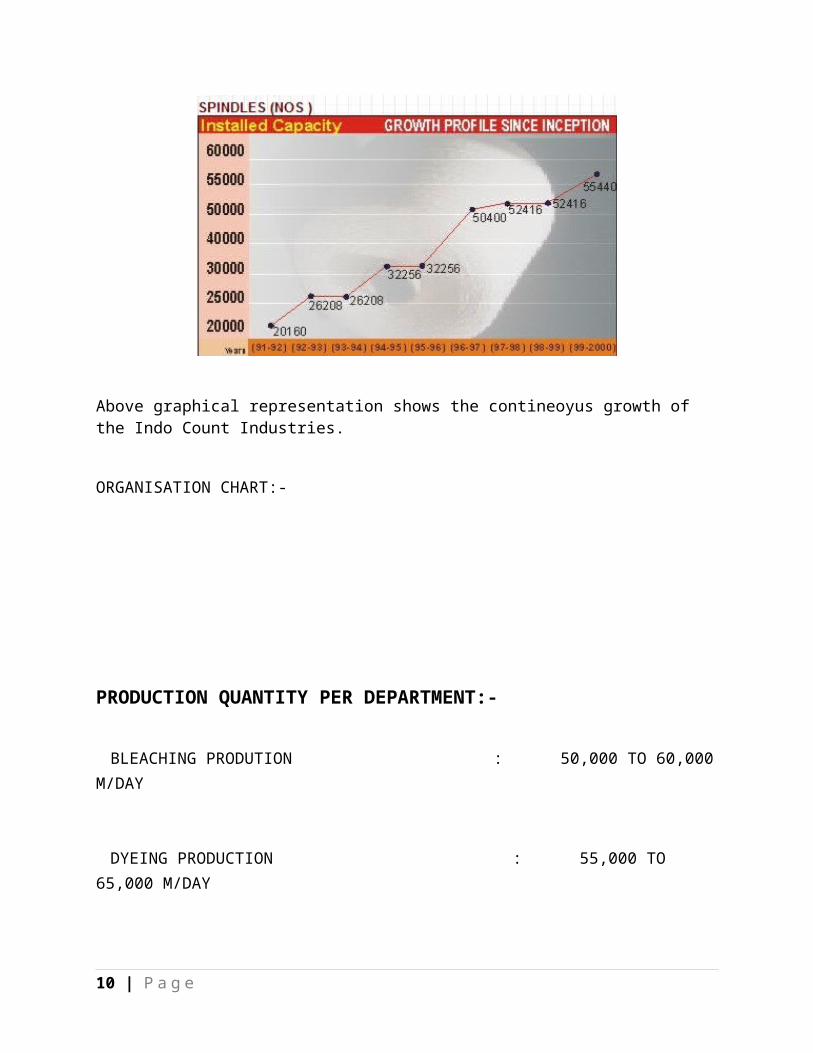
GROWTH OVERVIEW FOR INDO COUNT INDUSTRIES LTD:-
The future looks very bright for Indo Count as we'll be increasing our cotton yarn and fabric business by 15% per annum.
7 | P a g e
Above graphical representation shows the contineoyus growth of the Indo Count Industries.
ORGANISATION CHART:-
8 | P a g e

PRODUCTION QUANTITY PER DEPARTMENT:-
BLEACHING PRODUTION : 50,000 TO 60,000 M/DAY
DYEING PRODUCTION : 55,000 TO 65,000 M/DAY
PRINTING PRODUCTION : 30,000 TO 35,000 M/DAY
FINISHING PRODUCTION : 50,000 TO 80,000 M/DAY
9 | P a g e
GENERAL INFORMATION OF WEAVING
Machines:-
a) Rewinding Machine : 01
b) Warping Machine : 02
c) Sizing Machine : 01
d) Looms : 128
e) Grey inspection : 03
f) Mending machine : 06
Makes of machines:-
1. Rewinding Machine :- Peass Mettler ,India.
2. Warping Machine :- Benninger Bendirect, Switzerland.
3. Sizing Machine :- Benninger Zell Bensizetech, Germany.
4. Looms :- Tsudakoma ZAX 9100 professional, Japan.
5. Knotting machine :- Staubli ( Topmatic ) TPM 201-PC..
6. Mending machine :- Almac, India.
Counts running :-
Warp : 40s , 60s , 80 s
Weft : 120s , 100s , 60s , 80s , 40s.
Weaves :-
Plain
Satin
1cm stripe
2’’ stripe
10 | P a g e
Export Companies : - Walmart, metro, pimlico, bento ecolite
Daily Production : - Loom – 23000 mt/day
End uses :- Bed sheet, pillow cover, curtain, sofa cover..
Humidification plant :- Luwa, India
No. of compressors :- 4
Air compressors :-Atlas Copco, India .
PROCESS SEQUENCE :
Warping
▼
Sizing
▼
Drawing-in
▼
Weaving
▼
Grey fabric inspection
SUPPLYER :
Nahar.
Indocount.
Spincot.
Kallam.
Prassunna.
11 | P a g e

WARPING
OBJECT :-
To form continuous sheet of single yarn which is taken from pre
determined no. package.
To place individual yarn from all the package uniformly across the
width.
The entire end in the sheet should wound at uniform tension.
Density of wound beam should be uniform across the width.
MACHINE TYPE
Warping m/c = Benninger Ben direct.
Machine Type = AG , CH-9240
Year = 2007
Made in = Switzerland
No. of M/c = 2
TECHNICAL INFORMATION
1. M/c designation :- Ben direct beaming m/c .
2. Model :- stationary .
3. Useful width :- ZS 800:1400,1600,1800, 2000,2200,2400 mm.
ZS1000 : 1400,1600,1800,2000,2200,2400 mm.
4.Operating speed : 300 – 1200 m/m
12 | P a g e

SIGNAL IDENTIFICATION
SR.
NO.
COLOUR INDICATION
1 Orange Flashes during the mode of operation package transport
2 Red Yarn break indicator ( LHS or RHS )
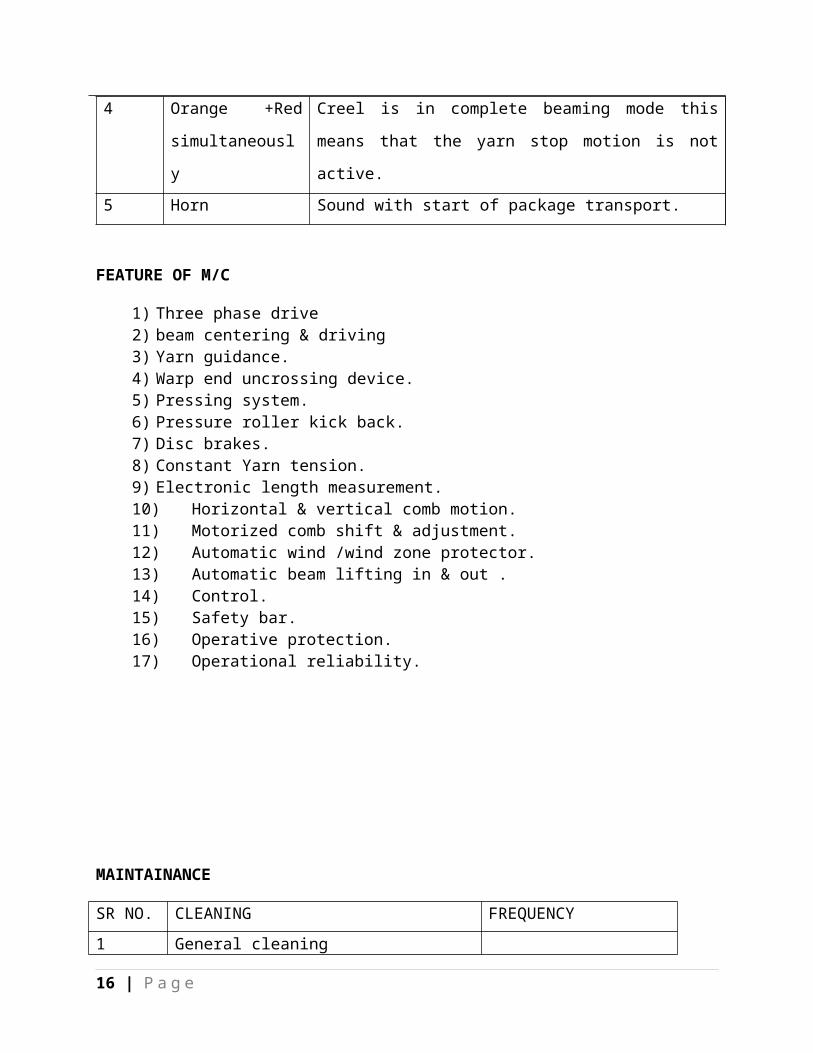
3 Orange +Red
alternatively
Creel is in the “setting-up” mode this means that break
are open when the m/c is on stop position.
4 Orange +Red
simultaneously
Creel is in complete beaming mode this means that the
yarn stop motion is not active.
5 Horn Sound with start of package transport.
FEATURE OF M/C
1) Three phase drive 2) beam centering & driving 3) Yarn guidance.4) Warp end uncrossing device. 5) Pressing system.6) Pressure roller kick back.7) Disc brakes.8) Constant Yarn tension.9) Electronic length measurement.10)Horizontal & vertical comb motion.11)Motorized comb shift & adjustment.12)Automatic wind /wind zone protector. 13)Automatic beam lifting in & out .14)Control.15)Safety bar.16)Operative protection.17)Operational reliability.
MAINTAINANCE
13 | P a g e

SR NO. CLEANING FREQUENCY
1 General cleaning
1000 HOUR
2 Lubricating quills3 Cleaning /lub. Traope zoidal threaded
spindle4 Check warp beam5 Clg/ lub. Comb traverse chain6 Greasing pressure device cylinder7 Oil change
5000 HOUR
8 Replacing oil filter9 Inspecting / replacing brakes pad10 Brake test11 Replacing v belt12 Checking beam clamping axial play13 Replacing gear box14 Check wind /un wind zone protector15 General cleaning
100 HOUR16 Checking oil level17 Checking screwed connection18 Checking fitting pipe19 Checking drive belt20 General cleaning
10000 HOUR
21 Replacing pressure roller bearing22 Replacing guide roller bearing23 Replacing the quill bearing 24 Replacing brake caliper 25 Replacing serrated cones
TYPE OF CREEL
14 | P a g e

‘V’ Shaped creel is used.
Capacity of creel is 1088 cones.
Tensioning rod is used to give tension to the yarn on m/c end break stop
motion fitted for these light sensors are used.
Capacity of creel = 1088 cones
Cones in one column = 8
Total column = 68
68 x 8 = 544 one side
= 544 x 2
= 1088 cones
Stop Motion - Photoelectric type
Each stop indicates place of break which increase efficiency.
Creel Angle - 3200
CREEL SPESIFICATION
1) Modular construction with v-shape creeling package.2) Automatic package transport.3) Controllable yarn tensioning devices.4) Cutting device.5) Tensioner blow out.6) Balloon separator.7) Anti snarling device.8) Electronic yarn stop motion.
Types of Comb -
15 | P a g e
Zigzag comb is used in warping according to ends in beam diff.
combs are used.
Transportation of beam –
In warping for transportation of beam hydraulic pallet hand trolley is used.
Work Load –
Operator - 2
Reliever - 1
Creel boy - 2
Total - 5 workers / shift
WARPING PROGRAMME
FORMULAE
Total No. of Ends.
NO. OF BEAM = -------------------------------- Creel capacity
= “ X ” ( EVEN).
Total No. of Ends.
NO. OF END/ BEAM = -------------------------------- No. of Beam
= “ Y ” ( EVEN).
CALCULATED TOTAL END = NO. OF BEAM X NO. OF END/BEAM
16 | P a g e

= X X Y
= Z
EXTRA END = CALCULATED TOTAL END – TOTAL NO. OF END .
STANDARD SETTING
M/C NO
Count Speed Pretensioner start up delay (sec)
Brake start up delay (sec)
Pretensioner Tension (mm)
Drum Tension (DaN)
1
40/1 800 4 3 7 180
60/1 700 4 3 5 180
80/1 600 4 3 4 180
2
40/1 800 3 2 6 200
60/1 700 3 2 4 200
80/1 600 3 2 3 200
Production / Shift –
= Speed x 60 x 8 x m/c eff.
= 600 x 60 x 8 x 65 %
= 187200 Mts./Shift.
17 | P a g e

Breakages in warping
1 Slubs
2 Weak Place
3 Splice slippage
4 Foreign Matter
5 Contamination
6 Cone entanglement
7 Wild Yarn
8 Cut on Cone
9 Sticky Yarn
Faults in Warping Beam
1 Lapper
2 Cut ends
3 Loose ends
4 Tight ends
18 | P a g e

SIZING
OBJECT :
To improve weavability of warp yarn.
To improve abrasion resistance of the yarn.
To reduce the hairiness of the yarn.
To reduce the generation of the static charge for polyester blends yarn.
To improve breaking strength of cellulose yarn.
Technical Specification of m/c. :-
M/c. manufacturer - Benninger
No. of m/c. - 1
M/c. No. - 30/6580040
Year - 2006
Made in - Switzerland
Maximum Speed - 135 mts / min
Maximum temp. - 1500 c to cyl.
M/c. Data
A. Creel :-
1) Creel – Parallel creel is used.
2) Creel capacity is 28 beams
3) Automatic creel change, double creel is available.
4) Pneumatic loading for beam.
5) For loading and unloading separate m/c. is used (crane / hoist m/c.)
6) Advantage of double creel is waste reduced & time saving
B. Saw box :–
19 | P a g e

1) Two saw boxes are used on m/c.
2) Two dip and two nip system used in saw box.
3) Size level sensor used in saw box to control size level in saw box.
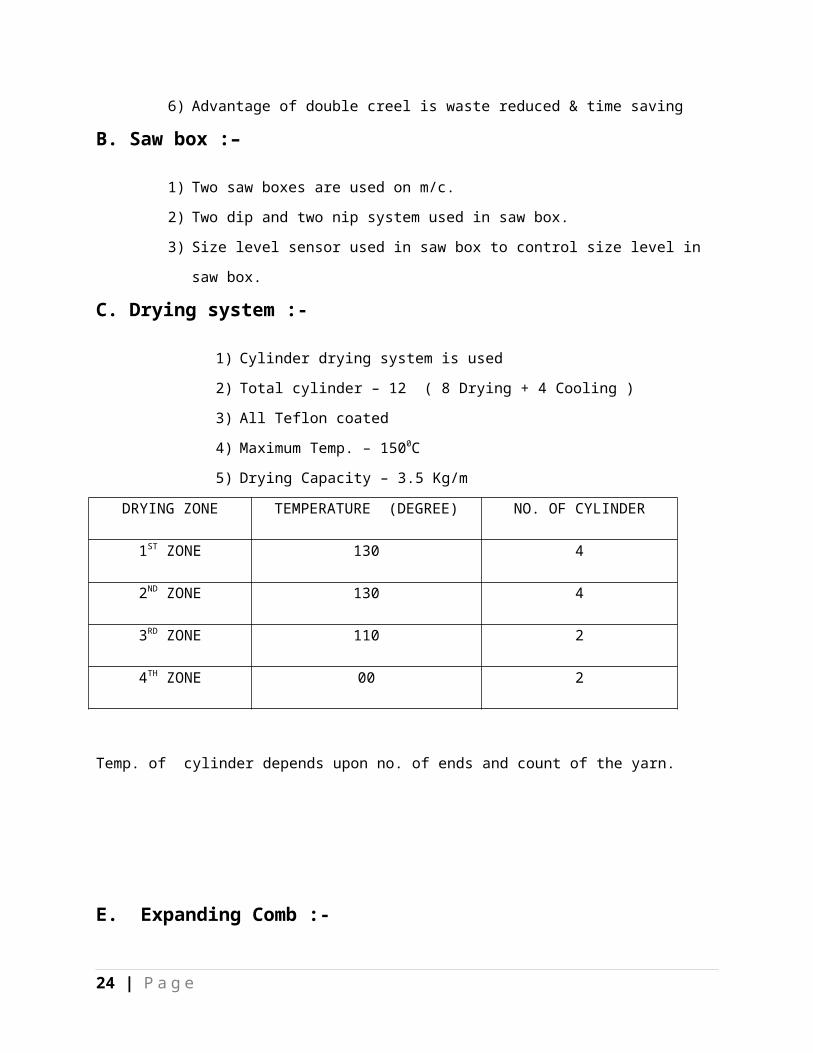
C. Drying system :-
1) Cylinder drying system is used
2) Total cylinder – 12 ( 8 Drying + 4 Cooling )
3) All Teflon coated
4) Maximum Temp. – 1500C
5) Drying Capacity – 3.5 Kg/m
DRYING ZONE TEMPERATURE (DEGREE) NO. OF CYLINDER
1ST ZONE 130 4
2ND ZONE 130 4
3RD ZONE 110 2
4TH ZONE 00 2
Temp. of cylinder depends upon no. of ends and count of the yarn.
E. Expanding Comb :-
1) “ V “ shape Zigzag comb used.
2) Width of comb is adjusted according to no. of end .
F. Warp tension & stretch :-
Controlled regularly in the respective zones by individual drive given to the m/c.
20 | P a g e

G. Width of m/c :-
i. Max. : 133.85 inch
ii. Min . : 152.3 inch
H. Leasing :-
1) Capacity of lease rod – 27
2) Arrangement of leasing is straight
3) Material used for leasing is steel rod.
4) Lease rod’s should be polished and it’s surface must be smooth.
MIXING OF SIZE PASTE :-
1) For mixing the Mixing cooker is clean by water
2) At the start of mixing procedure keep the 165 lit. water in Mixing cooker &
then take the water level which we have to be require,
For, 80s : 9.5 inch
60s : 19.5 inch ( 1 inch = 30 lit. )
40s : 19.5 inch
3) After this add various chemical in sequence which are required .
4) Elvanol is sticky material so it is add at the time cooking when transferring this chemical
from mixer to cooker
5) In the cooking procedure temp. Maintain is about 130 degree .
6) For getting homogeneous mixing stirrers is rotated in the cooker.
7) Keeping the paste in cooker for 15 min this cooked paste will be transferred to storage
tank.
8) Capacity of various tank ,
1. Mixer = 1200 lit.
2. Cooker = 1200 lit.
21 | P a g e

3. Storage tank = 1200 lit.
4. Supply tank = 1200 lit.
9) Steam pressure = 6 bar
10) In the sizing dead loss is 20 %
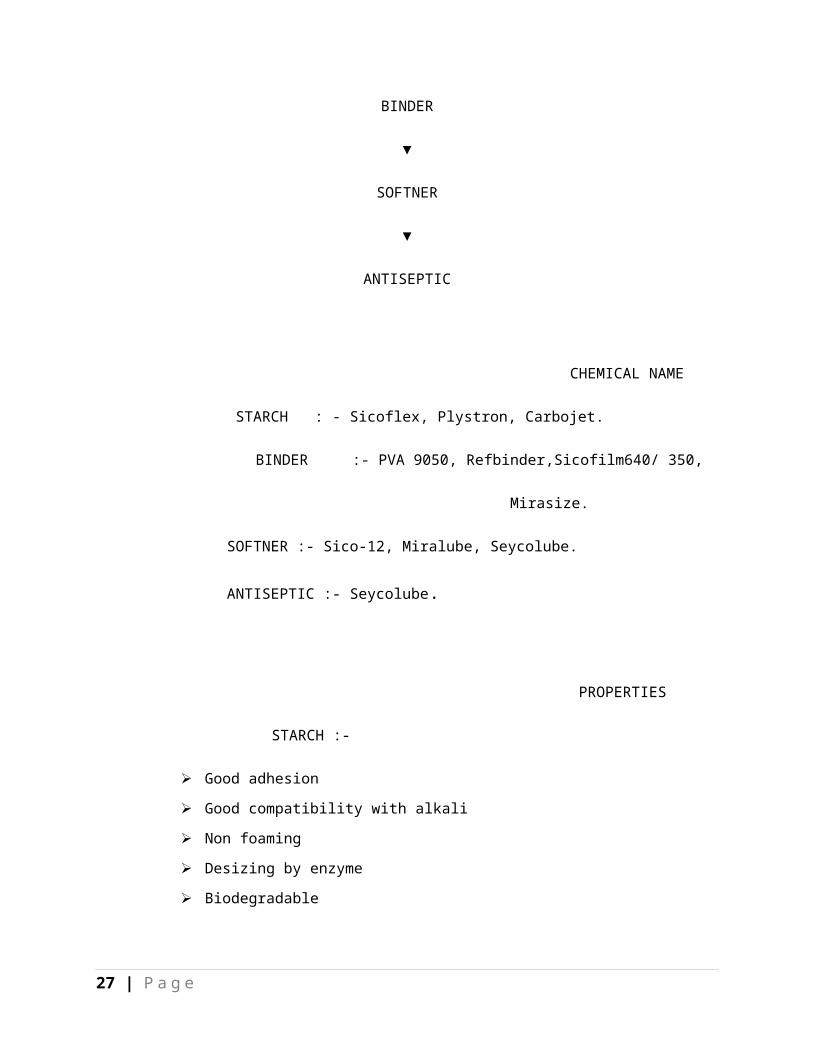
MIXING SEQUENCE OF SIZE RECIPE :
WATER
▼
STARCH
▼
BINDER
▼
SOFTNER
▼
ANTISEPTIC
CHEMICAL NAME
STARCH : - Sicoflex, Plystron, Carbojet.
BINDER :- PVA 9050, Refbinder,Sicofilm640/ 350,
Mirasize.
SOFTNER :- Sico-12, Miralube, Seycolube.
ANTISEPTIC :- Seycolube.
22 | P a g e

PROPERTIES
STARCH :-
Good adhesion
Good compatibility with alkali
Non foaming
Desizing by enzyme
Biodegradable
BINDER:-
Water soluble
Good adhesion
Film formation
Elasticity
Desizing with enzyme
Little dust evolved
SOFTNER:-
Good flexibility.
Good smoothness.
ANTISEPTIC:-
Prevention from bacteria.
23 | P a g e
Effect of one sort recipe is used for another sort :-
Ex. Used 60s recipe to 80s count
Effect’s are as follows ;
1) Recipe is Prepared upon condition of fabric like
a. Width of the Fabric
b. End or picks per inch.
c. No. of selvedge and body ends.
d. Wt.. Basis like grams / Meter’s.
2) Recipe is also prepared as per yarn reports like
a. Hairiness of the yarn
b. Average Count
3) IF we used 60s recipe to 80s count
a. produced chances of soft sizing or over sizing
5) Also strength as well as binding are not get proper.
6) Also chances of less pick up % .
7) Above all reason’s effect on the loom shed
Efficiency of loom shed is low
Produce defective fabric
Warp breakage rate is height
Also create a chances of ball formation due to shift sizing
Production is less & more time required to exhaust beam
24 | P a g e
Sizing Mixing for Different Count –
Chemical name 80s
In kg
80s
In kg
60s
In kg
cvc60s
In kg
40s
In kg
Plystran C - 25 150 25 150
Carbojet LV 100 - - - -
Sicoflex 100 - 75 - 75 -
Elvanol T-66 15 12.5 - - 15
Elvanol T-9050 - - - 23 -
Mirasize CE 20 - - - 20
Sicofilm 350 - 08 - 08 07
Elvanol 71-30 - - 30 - 30
Seycofilm PE 640 - - 10 - 10
Refbinder PA 555 - - 12 05 12
Sico 12 04 04 06 06 06
Seycolube 3905 0.5 0.5 0.5 - 0.5
Fibrosol PS 30 - - - 0.5 -
RF 13 13 13 14 13
Viscosity 16 16 16 18 16
Pick up % 16 – 18 16 – 18 14 – 16 14 – 16 14 – 16
Water level In. 9.5 9.5 11 11 11
25 | P a g e

Water level :
1” Water level in storage = 30 liters
1” Water level in cooker = 30 liters
Technical data :
1) Sizing creel capacity : 28 Beam x 2 movable
2) Maximum working width : 340 cm & min. 152.5 cm
3) Creel working width : 2400 mm
4) Maximum flange diameter : 1016 mm
5) Pneumatic control break system on sizing creel
6) No of drying cylinder : 12
7) No. of saw boxes : 02 with wet splitting device ( 2 dip 2 nip)
8) Speed limit : 0.4 – 125 m/min
worker / shift :
Back sizer : 01
Front sizer : 01
Size mixer : 02
Total : 04
26 | P a g e
Maintenance Program :
No. Cleaning Frequency
1 General cleaning Daily
2 Spraying on Immersion Rollers Weekly
3 Drying cylinder chain Weekly
4 Arbour shaft & gear 3 Month
5 Feed roller & squeeze roller gear box 3 Month
6 Beam carriage motors gear 3 Month
7 Arbour gear change Yearly
8 Doffing loading & unloading gear Yearly
9 Drag roller gear box Yearly
10 Size Circulation motor gear Yearly
11 Immersion roller Helical gears Yearly
12 Feed roll. & Squeeze roll. Nipple grease Yearly
27 | P a g e

Sizing causes and there reason’s
Cause Reason’s
Ball formation
Size patch
Cut end’s
Sticky ends
More end break
Soft size or less pick up %
More pick up %
Beam pressing is more
Under drying
Soft pick – up, over drying
Fault Cause Remedies
Warp breakage due to
weak spot in the yarn
Nip or slubs from the spinning or
winding departments
Optimize the operations in the
spinning or winding depart.
Warp breakage due to
signal loose threads
Thread guides worm Check the thread guide and
replace them if necessary
Warp breakage incorrectly
mended
Mend the warp breakage
carefully in the spinning &
warping department.
Thread entanglement Warp tension too low Check warp tension
Warp breaks & adhering
to the roller & thus
winding around them
Size liquor too viscous Check the cooking instruction &
the cooking time for the size in
manuf. data sheet
Stretches of warp having been
stationary in the size box
Engage dead slow drive mode
when changing warp beam &
mending broken threads
Roller licking, increased The rubber covering on the Regrind the squeeze roller or if
28 | P a g e
warp breakage in areas
& increase warp yarn
nippiness
squeeze rollers are defective necessary replace them
Warp breaks due to
warp sheet adhering to
the drying cylinders
The Teflon coating on the guide
rollers or drying cylinders are
damaged
Check Teflon coating & if
necessary replase drying
cylinder
The temperature of the drying
cylinder is to low
Check the cylinder heating
system & steam traps
Warp breaks near the
edges due to threads
being under too high a
tension
The feeding roller on the
headstock is worn or polished in
the middle
Regrind the roller or replace if
necessary
Warp breaks due to the
gaps between comb
dent becoming blocked
Foreign material ( e. g. thread
waste or full )
Clean all part of the system in
the vicinity of the warp sheet.
Clean the expanding comb.
Check whether warp sheet can
pick up fluff in production line&
clean.
Warp breakage due to
the separation being too
small
The split rods are too near
together in the dry dividing zone
Check the dry dividing zone,
rearranging the split rods if
necessary
Warp breaks due to over
drying
Stretches we were stationary or
in dead slow drive mode during
sizing
Avoid whenever possible
Too little residual moisture Increase residual moisture
29 | P a g e

Standard in sizing :
1) Size Waste % : 0 – 0.4 %
2) Unsize Waste % : 0.8 – 1 %
3) Loading & unloading for 20 beams: 2 hour 30 min.
4) For one beam : 5 – 7 min
5) Threading of Creel to headstock : 65 – 70 meters
6) For preparing mixing: 15 – 30 min.
30 | P a g e

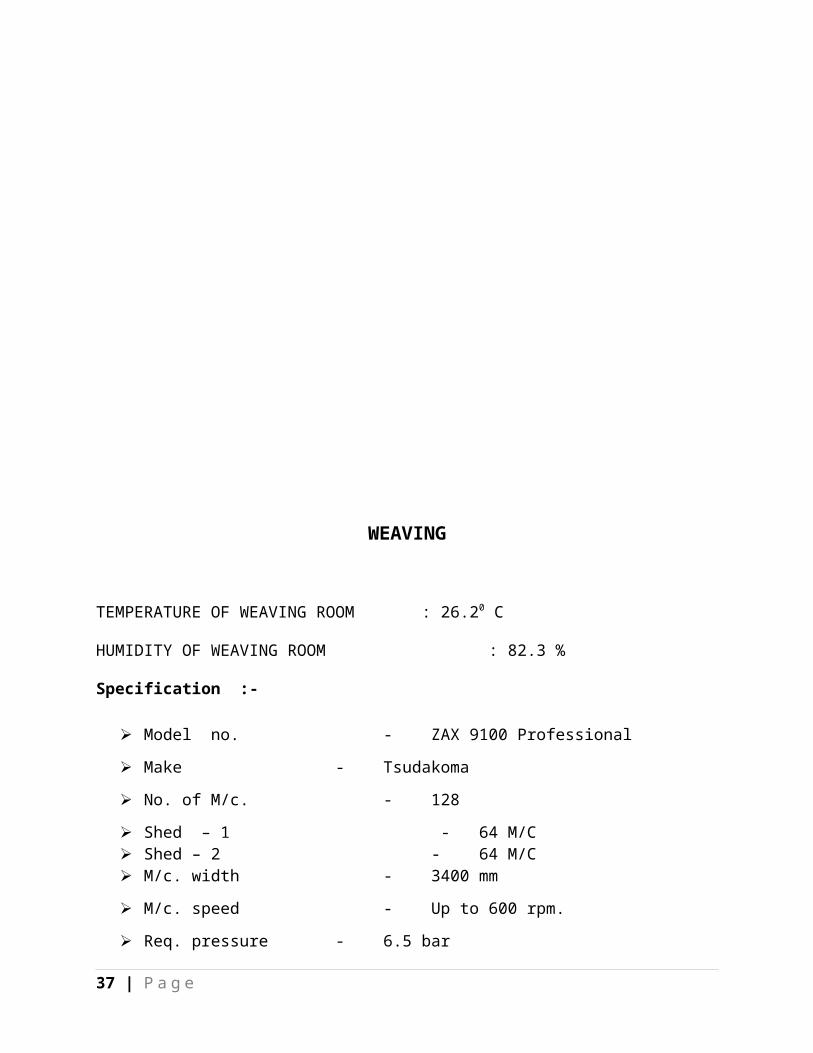
WEAVING
TEMPERATURE OF WEAVING ROOM : 26.20 C
HUMIDITY OF WEAVING ROOM : 82.3 %
Specification :-
Model no. - ZAX 9100 Professional
Make - Tsudakoma
No. of M/c. - 128
Shed – 1 - 64 M/C Shed – 2 - 64 M/C M/c. width - 3400 mm
M/c. speed - Up to 600 rpm.
Req. pressure - 6.5 bar
Consumption of air - 45- 70 cfm
Avg. efficiency - 80 %
Avg. production - 23000 mt / Day
Type of selvedge - leno, Tuck-in
31 | P a g e

PASSAGE OF YARN :-
WARP WAY WEFT WAY
Weaver beam Weft package ▼ ▼ Whip roll ( 2 roll ) Leaf Tensioner ▼ ▼ Drop pin Sensor ▼ ▼ Heald shaft Thread guide ▼ ▼ Profile reed Prewinder ▼ ▼ Temple Needle ( Feeder ) ▼ ▼ Take up roller WBS ▼ ▼ Press roller Auxiliary nozzle ▼ ▼ Pressure rod Main nozzle ▼ ▼ Cloth roller Cutter
▼ Sub nozzle
▼ Cutter
▼ H 1 Feeler ▼ Stretch nozzle ▼ H 2 Feeler
32 | P a g e

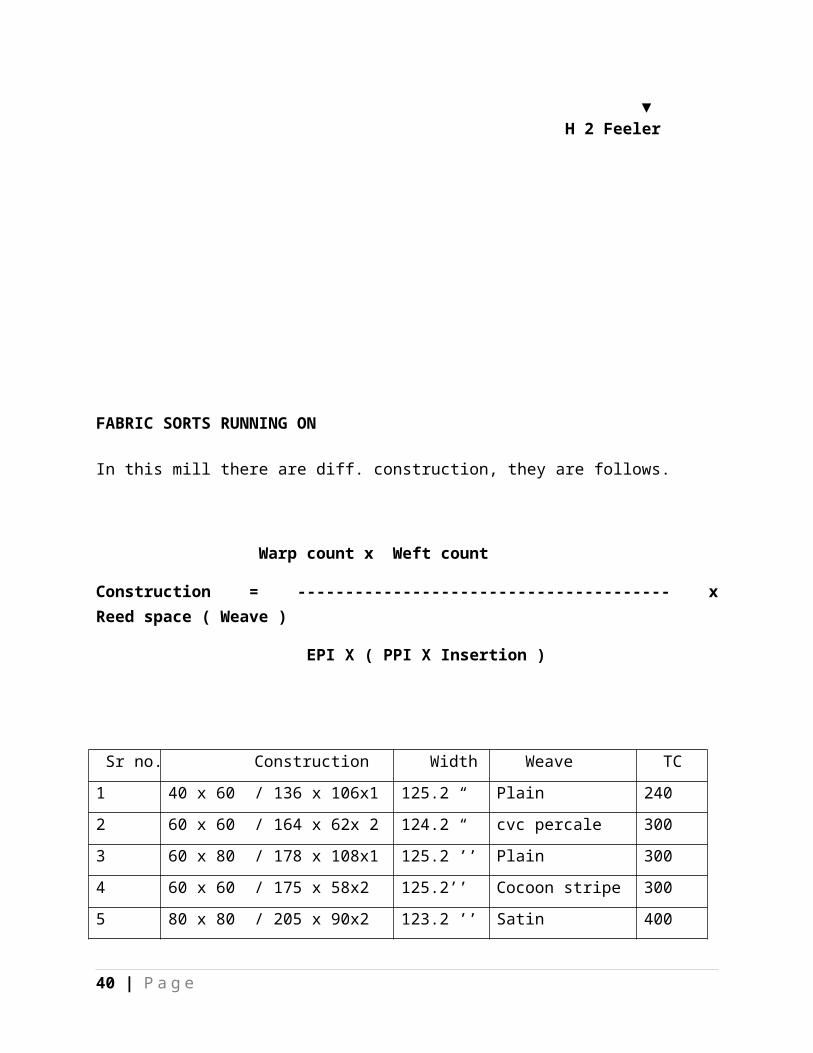
FABRIC SORTS RUNNING ON
In this mill there are diff. construction, they are follows.
Warp count x Weft count
Construction = --------------------------------------- x Reed space ( Weave )
EPI X ( PPI X Insertion )
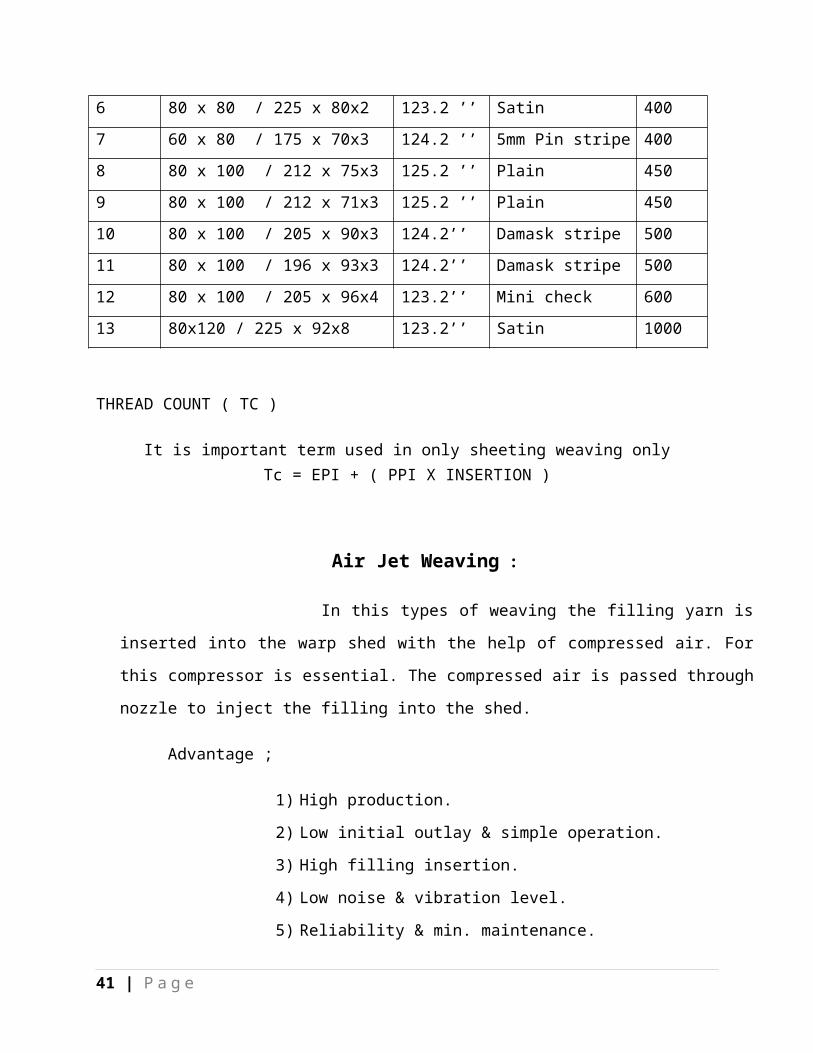
Sr no. Construction Width Weave TC
1 40 x 60 / 136 x 106x1 125.2 “ Plain 240
2 60 x 60 / 164 x 62x 2 124.2 “ cvc percale 300
3 60 x 80 / 178 x 108x1 125.2 ’’ Plain 300
4 60 x 60 / 175 x 58x2 125.2’’ Cocoon stripe 300
5 80 x 80 / 205 x 90x2 123.2 ’’ Satin 400
6 80 x 80 / 225 x 80x2 123.2 ’’ Satin 400
7 60 x 80 / 175 x 70x3 124.2 ’’ 5mm Pin stripe 400
8 80 x 100 / 212 x 75x3 125.2 ’’ Plain 450
9 80 x 100 / 212 x 71x3 125.2 ’’ Plain 450
10 80 x 100 / 205 x 90x3 124.2’’ Damask stripe 500
11 80 x 100 / 196 x 93x3 124.2’’ Damask stripe 500
12 80 x 100 / 205 x 96x4 123.2’’ Mini check 600
13 80x120 / 225 x 92x8 123.2’’ Satin 1000
THREAD COUNT ( TC )
It is important term used in only sheeting weaving only Tc = EPI + ( PPI X INSERTION )
33 | P a g e

Air Jet Weaving :
In this types of weaving the filling yarn is inserted into the warp shed with
the help of compressed air. For this compressor is essential. The compressed air is
passed through nozzle to inject the filling into the shed.
Advantage ;
1) High production.
2) Low initial outlay & simple operation.
3) High filling insertion.
4) Low noise & vibration level.
5) Reliability & min. maintenance.
6) Low space requirement.
Prewinder :
The weft yarn is drawn off the package & wound onto measuring band 2 by the
rotation motion of yarn guide tube. The pick length is depends upon the width of fabric. The
pick length is set by adjusting the measuring band & the number of coil. The
electromagnetically control needle which release the weft yarn at the machine angle set.
Sensor is used for control the no. of coil to be unwound. Reserve coil adjusted by
navy board.
Filling Tensioner :
Filling Tensioner is necessary to ensure most uniform yarn tension between bobbin
stand & Prewinder drum so ensuring absolute uniform tension under filling yarn winding
without loop formation.
Benefits :
Decrease in balloon formation between bobbin & Prewinder
No loop formation as yarn pulled taut in event of Prewinder stop.
34 | P a g e

Balloon breaker :
Generally it is observed that closer the Prewinder to breaker smaller the
yarn balloon. Balloon breaker is located no more than 120 mm from Prewinder winding disc.
Nozzle :-
On this machine Four nozzles are used :
1) Fixed Auxiliary nozzle is designed for bringing filling yarn up to speed & to offer previously
drawn filling yarn from Prewinder to movable main nozzle.
2) Main nozzle is necessary to assist the fixed main nozzle in presenting the filling yarn to air
jet tunnel reed.
3) Sub nozzle is blown simultaneously & pushes weft yarn forward.
4) Stretch nozzle used for straightening the incoming weft yarn during beat up.
Reed :
In this weaving machine profile reed is used. The profile shape produces the tunnel
for the passage of the air & weft through the shed. Because of this it is possible to insert the
weft in taut condition & thus abrasion on the warp end is reduced and misplacement of warp
of warp ends between lamellae which cause fabric defect.
The reed used of TAKAYAMA ,Japan. Company.
Reed available : 34,36, 40,42,44,48,52,58,64.
Total no. motors on loom :
Main motor - 1
Let-off motor - 1
Take up motor - 1
Leveling motor - 1
TOTAL = 4
35 | P a g e

Specification :
1. Main motor : Used for Shedding mechanism, Backrest, Beat up,
Tuck in device.
2. Let-off motor : Used for Let off motion.
3. Take up motor : Used for take up motion, Tension rod.
4. Leveling motor : Used for Levelling of heald frame.
Filling detectors :
Here two filling detectors are used.
1) H 1 feeler
2) H 2 feeler
First checks arrival of filling yarn at RH Side. Second checks too long or broken
filling yarn at RH side. Main function of 1st detector is control of arrival of filling yarn at RH
side of machine & transmission of arrival time data to microprocessor.
Main function of 2nd detector is no make machine stop when it detects a filling yarn i.e.
it indicates that either the filling is broken or inserted filling is too long.
They are working on principle of interruption of a light of beam (refractor & emitter)
Warp let off motion :
Positive let off motion with separate servo motor is used it is possible to vary the let off
motor according to pick density required.
Take up motion :
Positive take up motion with separate servo motor is used it is possible to vary the let
off motor according to pick density required. For maintain constant tension clutch is used.
36 | P a g e
LIGHT IDENTIFICATION
A. Red :
Blink : Trouble occurs
Light : When loom is stopped
B. Blue :
Blink : Sensitivity of the feeler head is defective
Feeler off is selected on the navy board
Light : Loom is stopped by the feeler
C. Orange :
Blink : Sensor off is selected on the navy board
Quick Blink : Loom is stopped by the leno sensor
Loom is stopped by catchchord sensor
Light : Loom is stopped by the dropper
D. Green :
Blink : the set time in the doffing notice comes blowing out
occurs in one pick insertion
Quick Blink : Levelling device is abnormal
Filling insertion pattern data is sent from memory card
E. All light :
Once: checking that all lamp work when main switch is start
Repeatedly: Levelling device is in operation
37 | P a g e

Temple :-
Generally choice of temple depend on following things
1) Type of fabric – weave
2) Type of material – cotton, wool, filament etc.
3) Count
4) Contraction (Influenced by material, pattern, wind-up tension & machine)
5) Woven width of fabric
6) Type of weaving machine – air jet, rapier, Etc.
Shedding :
The shedding was done with help of Dobby & cam motion.
No of test :-
Count ( warp & weft )
EPI x PPI
Grey width in cms.
GSM ( Gsm/ sq. meter )
Tear strength WP/ WFT ( lbs )
FORMULAE :
1. Thread count ( TC ) = EPI + ( PPI X INSERTION )
Total cmpx x 100000 x 100
2. Loom Efficiency ( %) = ------------------------------------------ RPM x 60 x time in hour
RPM x 60 x 24 x eff.
3. Loom production ( m/day ) = ------------------------------------ PPI x 39.37
38 | P a g e

4. GSM = Weight of circle/ square ( 10 cm dia. ) x 100 ( GSM = grams per square meter. )
Total weft breakage x 10000
5. WEFT CMPX = ---------------------------------------
Total picks x produced
( CMPX :- No. of stops per 100000 picks )
Total warp breakage x 10000
6. WARP CMPX = ---------------------------------------
Total end x produced
CAUSES AND REMEDIES
Classification of faults –
There are three types of faults or damage
1) M/c. related
2) Operator related
3) Material related
M/C Related :-
Thick / Thin Place
Starting mark
Crack
Single pick
Broken pick
Bumping mark
Hole
39 | P a g e
Float
Snarls
Loose pick
Let off mark
Reed mark
Temple Mark
Temple Cut
Temple Crack
Bad selvedge
Lasing in
Readiness
Center support mark
Wrong weft.
Operator Related : -
Wrong denting
Wrong drawing
Miss pick
Broken pick
Stain (oil)
Hand Press
Material Related :-
Size Patch
Yarn variation
Contamination
40 | P a g e
Cause and Remedies -
1) Crack –
Improper Mechanical and microprocessor setting C.B.R. Position, D. B. Position,
Shed angle, Shed height temple setting and tension etc. Let. Off and take up
Motion.
2) Single Pick/Broken Pick –
Faulty PD, improper pressure setting and improper shed height and angle.
3) Bumping Mark :-
Improper setting of B. R. height and D.B. height shed angle and height and temple
setting and improper construction.
4) Hole :-
Improper shed gentry and crossing point of shed and tension.
5) Float :-
Faulty warp stop motion low size pick up excess hairiness in yarn.
6) Snarls :-
Improper insertion calculation. For improper conditioning of yarn. (weft) for
improper humidity. Foreign material and moisture in air improper m/c. setting.
7) Loose pick :-Improper m/c. setting, pft cutter improper air pressure.
8)Let off mark -
Defective sensor
Foreign material on emery roller.
41 | P a g e

9) SM / thick and thin places –
Improper setting of B. R. height and D.B. height shead angle, foreign material on
emery roller. Improper temple setting Take up gear and let off gear dirty.
Reed Mark –
Damage dent, lint bow between dent loose dent
Temple Mark –
Improper setting of temple worn out ring.
Temple cut –
Improper shed geometry defective ring improper temple setting worn out ring.
Nozzle Mark –
Improper shed geometry.
Temple Crack –
Improper temple setting.
1 Bad selvage :-
Types of bad selvage
Loopy sel.
Wavy Sel.
Inside sel.
Tail ends (sel. Whisker)
Sel. Burst
Narrow sel.
Wider sel.
Sel float
Thick sel.
Thin sel
42 | P a g e
2 Bad Selv.
Defective density programme
Defective sel. View.
Defective Sel. View
Improper talking in setting
Defective cutter
Improper insertion calculation
Improper Shed geometry
Improper temple setting
Total ancillary Worker :
Weaver : 146
Knotter : 11
Getter : 27
Maintenance: 11
Total : 195
43 | P a g e

GREY INSPECTION
The production of the Grey inspection department per shift of 08hour shift is around 4000 meters.
The one machine consists of 9 tubes light for checking of the fabric.
The Grey Inspection machines used are :-
1) Type of machine = ALMAC Vadodara India.
2) Address = App. Mona tiles BE compound
78, Chennai road Vadodara 39002.
3) Number of machines = Three machines.
4) Number of workers on one machine = 3 workers
Total = 12 workers
5) Ink used for writing sort on the fabric roll
Ink = Century’s TM Tex marker.
Colour available = Yellow.
PROCEDURE OF GREY FABRIC INSPECTION :
1) The rolls from the weaving department are brought and on the cloth roller quality sort
is written with pen and also loom number is mentioned.
2) The fabric rolls are then taken for mending according to requirement
3) The mending reports consist of –
a) Sr. No.
b) Loom Number
c) Beam number
d) Doffer Date / shift
e) Reed and pick
f) Width
g) Total meters.
44 | P a g e

4) The sheet consists of 100 points and when the particular fault arises that point mark is
written at that point.
5) Types of faults observed while mending :-
a) Starting marks
b) Double picks
c) Temple mark
d) Lashing
e) Warp breaks
a. Weavers Faults :-
f) Broken picks
g) Missing pick
h) Missing end
i) Wrong denting in
j) Wrong denting
k) Double pick
l) Double pick
b. Machine Faults :-
a) Snarl mark
b) Single pick
c) Lashing
d) Crack
e) Thick place
f) Oil stain
45 | P a g e
c. Sizing Faults :-
a) Size Patch
b) Size stain
6) After mending process at the end of the fabric end again quality sort is written with
help of the ink.
7) Then the gum tapes are putted on the roll and again in polythene bags and send for
processing.
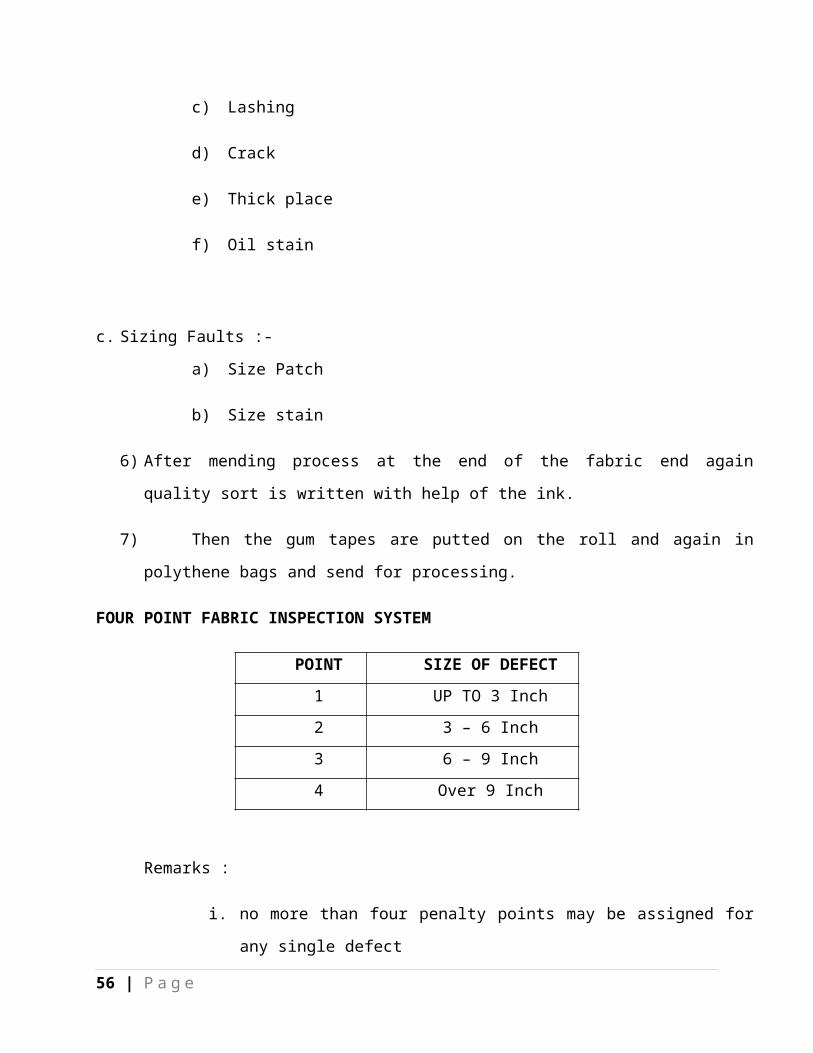
FOUR POINT FABRIC INSPECTION SYSTEM
POINT SIZE OF DEFECT
1 UP TO 3 Inch
2 3 – 6 Inch
3 6 – 9 Inch
4 Over 9 Inch
Remarks :
i. no more than four penalty points may be assigned for any single defect
ii. no more than penalty point may be assigned to one linear mater
regardless of the no. of defect within that one meter
iii. A condition defect running or longer shall be assigned four point for each
meter in which it occur
iv. For continuous defect such as missing end or double end no penalty
point will be given however the entire piece shall be rejected
v. A hole will be assigned 4 penalty point irrespective size
46 | P a g e

DRAWING –IN
OBJECT :
In drawing-in department the sized warp ends are drawn from heald wire &
prepare to be placed on weaving machine.
Before drawing-in after sizing leasing is done for that purpose leasing Machine is used. The leasing m/c is separate the each end warp sheet alternately
Specification :
Type : Todo TC 700 – 140, Japan. Speed : 0 – 100 rpm. Working speed : 80 rpm.
Procedure of leasing :
1) First beam from sizing m/c are bring in drawing-in department &
keep near to the leasing m/c.
2) After that some sheet of warp is unwound because of good result.
3) Warp sheet is hold between both clamps of machine at that time
combing is done for straightening each warp end.
4)After combing the suitable tension is given between two clamps so
that every warp become straight.
5) Then actual leasing is started, for leasing various no. of needles
Are used,
47 | P a g e

Higher number : For Course count Lower number : For Fine count
6) Leasing machine separate end by inserting Nylon wire between
warp sheet by machine.
After the leasing actual drawing-in is done leasing makes more easy and time saving so increase drawing-in efficiency.
For drawing-in the drawing plan slip is given to the drawing-in department according to drawing-in order no. of heald wire per heald frame , drop pin , reed, No. of end per dent are decided, Selvedge end.
Total no. of ends
No. of repeats in fabric = ----------------------------------
End per repeat
Ends per heald frame = repeat frequency x No. of repeats in fabric
Repeat frequency = heald frame x frequency
48 | P a g e

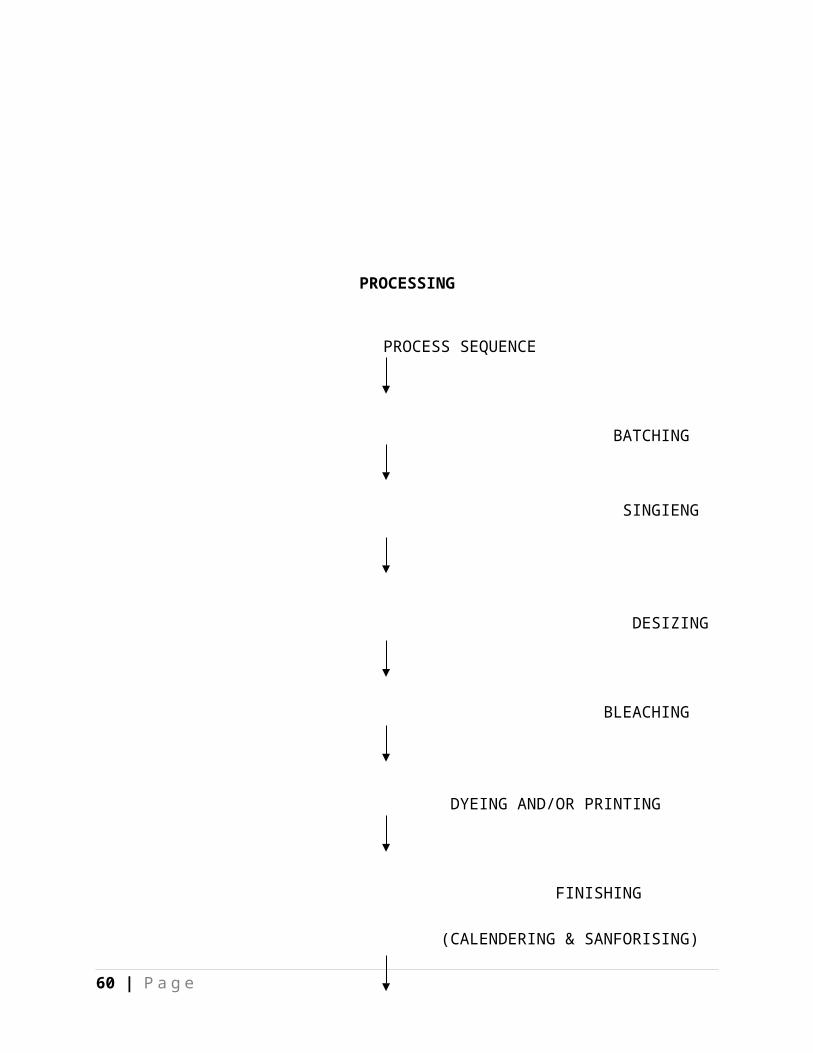
PROCESSING
PROCESS SEQUENCE
BATCHING
SINGIENG
DESIZING
BLEACHING
DYEING AND/OR PRINTING
FINISHING
(CALENDERING & SANFORISING)
INSPECTION
PACKING
FOLDING
49 | P a g e

SINGEING CUM DESIZING
MACHINE MANUFACTURE :OSTHOFF SENGE(made in Germany).
BASIC OBJECTIVE;
1: Singeing is used to reduce the hairiness of yarn by burning out
protruding fibres from fabric surface.
2: Desizing process to remove the size content on the fabric.
50 | P a g e

FABRIC FLOW IN SINGING CUM DESIZING M/C
Grey batch
J scary
Brushing
Singeing
Cooling cylinder
Brushing
Desizing
Out Batch
RECIPE FOR SINGEING & DESIZING M/C
51 | P a g e
CHEMICAL OTHER 600TC 400TC
Emcozyme 3 gpl 4 gpl 3 gpl
Instawet NA 3 gpl 4 gpl 3 gpl
Sirrix 2 UDI 1 gpl 2 gpl 1 gpl
Cellusoft CR --- --- 4.5 gpl
Soda ash --- --- 0.2 gpl
Passage flow of fabric through desizing chamber:-
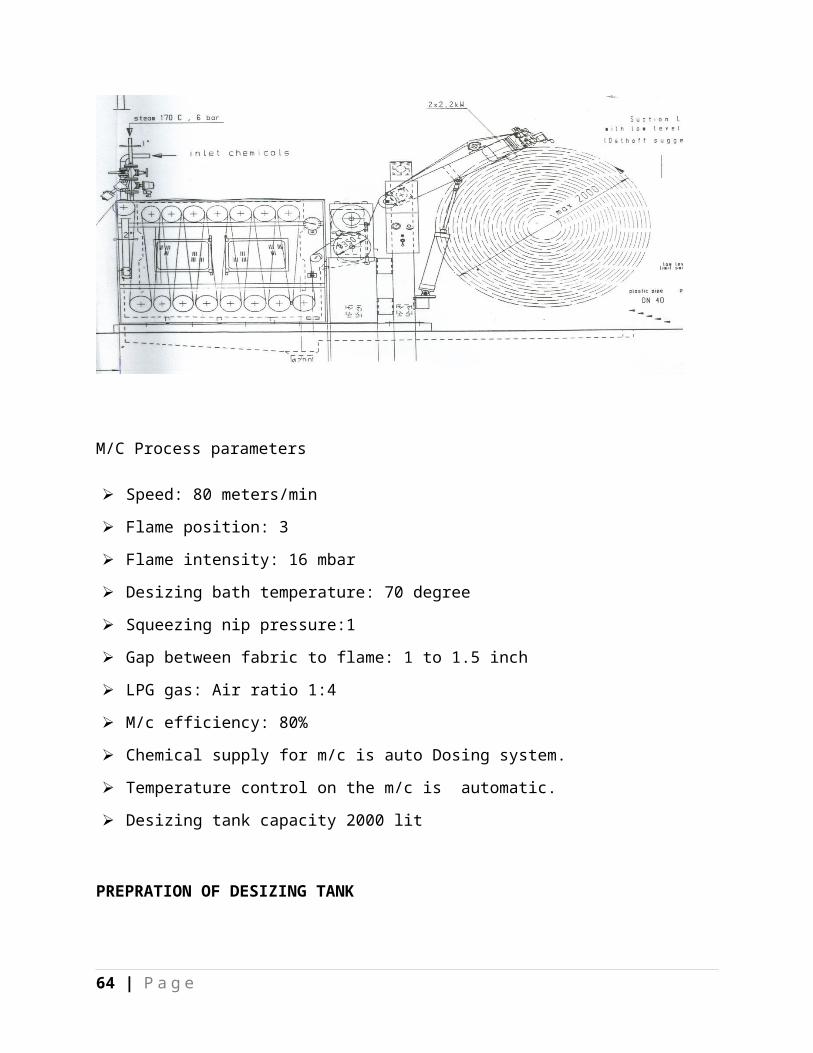
M/C Process parameters
Speed: 80 meters/min
Flame position: 3
Flame intensity: 16 mbar
Desizing bath temperature: 70 degree
Squeezing nip pressure:1
Gap between fabric to flame: 1 to 1.5 inch
52 | P a g e

LPG gas: Air ratio 1:4
M/c efficiency: 80%
Chemical supply for m/c is auto Dosing system.
Temperature control on the m/c is automatic.
Desizing tank capacity 2000 lit
PREPRATION OF DESIZING TANK
Fill the tank with water to about 50% volume initially
Dissolve the common salt & then add in the tank
Dilute sirix 2UDI with water &then add in the tank
Dilute Sandzon MRN with water & add in the tank
Dilute Bactsol PHC with water & add in the tank
Adjust the pH with acetic acid 5.5
Make the required volume & stirrer for 10 min
Batch manufactured from desizing process is kept for rotation time period about 8-12 Hrs
according to thread count.l
No of workers on m/c is : 5
Operator
M/c front side1
M/c back side1
Workers for chemical preparatio
53 | P a g e
Bleaching Process
Scray Extracta Impacta Reacta Extracta VDR Batching
MACHINE MANUCTURE: PTR (PRETREATMENT RANGE), BENNINGER (GERMANY)
BASIC OBJECTIVE:
TO INCREASE WHITNESS OF THE DESIZED FABRIC.
TO WASH OUT SIZE CONTENT PRESENT ON FABRIC SURFACE IN EXTRACTA.
54 | P a g e
FABRIC FLOW THROUGH BLEACHING MACHINE Desized batch (after rotating station)
J scray
Injecta (air & steam pressure to remove size)
Extracta (3)
Impecta ( bleaching chemical padding)
Steamer (dwell time and bleaching reaction)
Triflex
Extracta (5 washer to washing the fabric)
VDR (vertical drying range optional process)
Out batch (semi white or full white)
55 | P a g e
RECIPE FOR BLEACHING:
CHEMICAL WHITE GOOD DYED GOOD
H2O2 50 ml/kg 40 ml/kg
CHELATING AGENT 2 ml/kg 2 ml/kg
WETTING AGENT 4 ml/kg 3 ml/kg
STABILIZER 8 ml/kg 8 ml/kg
NaOH 30 ml/kg 30 ml/kg
* Speed of the m/c is 80 m/min.
* Holding time (i.e. contact time of fabric) 22 min
* Temp = 98° C
* Pressure = 0.9 bar
BLEACHING STEPS
1) For Bleaching, the fabric is coming form desizing
2) This desized fabric is taken from the Batch first
3) Then it will fall down t-scray
56 | P a g e

4) Then washing of fabric is done at a temperature 98°C with high pressure so that the
sized material comes out in the inject.
5) Now, in Extracta also washing is done at a temp of 90°C which has capacity of 1300 lit
of water.
6) Again the washing of the fabric is done in the extracta at 90°C
7) Then the fabric is coming in BEN IMPACTA , BEN -IMPACTA has a capacity of 180 litre. BEN IMPACTA contains Bleaching chemicals.
8) After chemical application the fabric is passing for steaming. Here the holding time is
22 min.
9) After steaming hot wash is carried out in Tricoplex here, temp is 90°C
10) Extracta :- Washing is done at 90°C for white fabric .
15) Squeezer:- After washing squeezing is done.
16) VDR :- Fabric is dry at a roller temp of 130 - 135°C. & after that batching is done.
57 | P a g e
MERCERIZATION
Scray VDR Extracta Stablisation Zone Impregnation zone wetting zone Feeding
MACHINE manufacture: MERCERISING, BENNINGER GERMANY
BASIC OBJECTIVES:
To improve the luster of fabric To remove crease mark & to improve dye ability property To improve absorbency of fabric. To give whitness & brightness to the fabric To do the width setting i.e. Dimension stability
58 | P a g e

FABRIC FLOW IN MERCERISING MACHINE
J scray
Prewaiter batch
Squeezing mangle (squeezing pressure 600 N)
Impregnation tank
Dwelling timing
Stenter chain
Squeezing mangle (squeezing pressure 600 N)
Stabilizer
59 | P a g e
Squeezing mangle (squeezing pressure 600 N)
Washer (5) in 5th washer half portion contain acetic Acid
Squeezing mangle (squeezing pressure 600 N)
VDR (vertical drying range)
J scray
M/C Process parameters
Speed: 60 meters/min
Impregnation temperature: 60 deg
Steaming timing: 20min
Washer temperature (1-4): 90deg
Washer temperature (5-6): 60 deg
Mangle pressure: 600N
Water flow: 4lit/kg
60 | P a g e

M/c efficiency: 70%
Water flow: 1.5 lit/kg
Chemical supply for m/c is automatic.
Caustic conc.: 28 Be
Stabilizing temperature (1-4): 90 deg
Steam consumption: 0.4 bar
Machine threading length: 350 meters
Caustic used: 240 gm/kg of fabric
Important zones:
Expanding bar : To give the tension to the fabric
To avoid the problem of crease mark
Stenter unit : In these zone width setting of fabric is done
In these zone fabric is clamped between the pin bars
Caustic spray is done here.
Dwelling zone: caustic is entering in the fabric because of mangle pressure
Acetic acid is used in the half portion of 5 washer because of these remaining
caustic in the fabric can be neturalized.
61 | P a g e

CAUSTIC RECOVERY PLANT
Machine process sequence
2 tanks of caustic from mercerizing
Stirred by the help of stirrer
Heat exchanger (4 units)
Recover tank
M/C Process parameters:
Water pressure: 3 bar
Steam pressure: 4 bar
Recovered caustic conc. : 38-40 Be
H2O2 spray is used for removing the short fibre from fabric are come on the top
Heat exchanger contain temp so that water quantity can be removed in this zone
1 operator for this plant.
62 | P a g e

DYEING
Objectives:
Uniformity in dyeing High color fastness Short through time Cost efficient process Higher efficiency & higher production Crease free fabric run Flexible for many plant
In the Dyeing Department ,there are 2 type of dyeing
processes which are as follows;
1) Cold Pad Batch System.2) Pad – Dry – Cure System.
63 | P a g e
1) Cold Pad – Batch System(CPB):-
In the cold pad batch system fabric is padded with alkali as well as dye liquor at room temperature & form its batch, whichis kept for 12 – 16hrs hrs according to the quality & percentage shade at rotating station.
Batch Specifications:-
Maximum quantity of one batch : - 5000 Mts.
Batching time :- 12 – 18hrs. [According to the quality of the good]
Batch is covered with polythene sheet to avoid air oxidation as well as to avoid the localize drying.
64 | P a g e
Recipe for the Cold Pad Batch System :-
A ) Silicate used as Alkali :
Silicate : 20 gpl
Caustic : 4 gpl
Dye : X part.
pH :- : 11.5 – 12
Temperature : < 250c
B) Soda Ash used as Alkali : Soda Ash : 20 gpl
Caustic : 4 gpl
Dye : X part.
pH : 11.5 – 12
Temperature : < 250
CONTINUOUS DYEING RANGE
65 | P a g e

MACHINE: BICO FLEX AU DLO 75-LG 2T, BENNINGER GERMANY
Feature:
Scray on both the side. 10-100 meters/min machine speed. 60-70 metes/min production speed. 3650mtrs threading length. 3200mm working width. Batching speed 20-30% more than m/c speed. Input: batch from pad dry as well as mercerize CDR zones: cold pad batch for reactive dyeing & for vat development from
pad steam Washer: washing is done for reactive dye & E- control process Reactive dyeing: CPB-rotation for 16 hrs-washer - finishing Vat dyeing: pad dry – pad steam (solublise shade & washing) for
development- finishing Reactive E- control: pad dry-washing & soaping - finishing Check points: steam line checking, water, steam, air, pressure checking.
Various processes
Padding: padding is takes place caustic & hydrous which will make the vat dye water soluble so that dye get penetrated in fabric
Steamer: fabric is passed in the steamer for 1 min.
Peroxide treatment: it is given to fabric to make dyes insoluble in water during washing.
Washing: it is carried out by soda soap & passed through acetic acid for neutralization
Kusture mangle: in the kusture mangle have two immersion roll & two pad rolls for keeping the constant color level. Level sensor is available. in this mangle pressure is about 22.2 right & left .
Machine process sequence CDR
66 | P a g e

J scray
Cooling rollers
Pad batch (mangle)
Boaster for stripping
Steamer (fixation of color at 100deg)
Washer (9 washer temperature 1: room temp 2,3(acetic acid 2ml/lit) & 8 have 80 deg. 4,5(soap 2 ml/lit), 6,7:95 deg, 9 ,60 deg acetic acid (2 ml/lit)
VDR UNIT
Cooling rollers
J - skray
Dyed batch
MONFORTS PAD DRY PROCESS PARAMETERS
67 | P a g e

PARAMETER E CONTROL PAD DRY
1. IR TEMP NOT REQUIRED 650℃
2. THERMAX TEMP
CHAMBER 1 120±5℃ 120±5℃
2 120±5℃ 140±5℃
3 120±5℃ 150±5℃
4 120±5℃ 170±5℃
5
120±5℃ 170±5℃
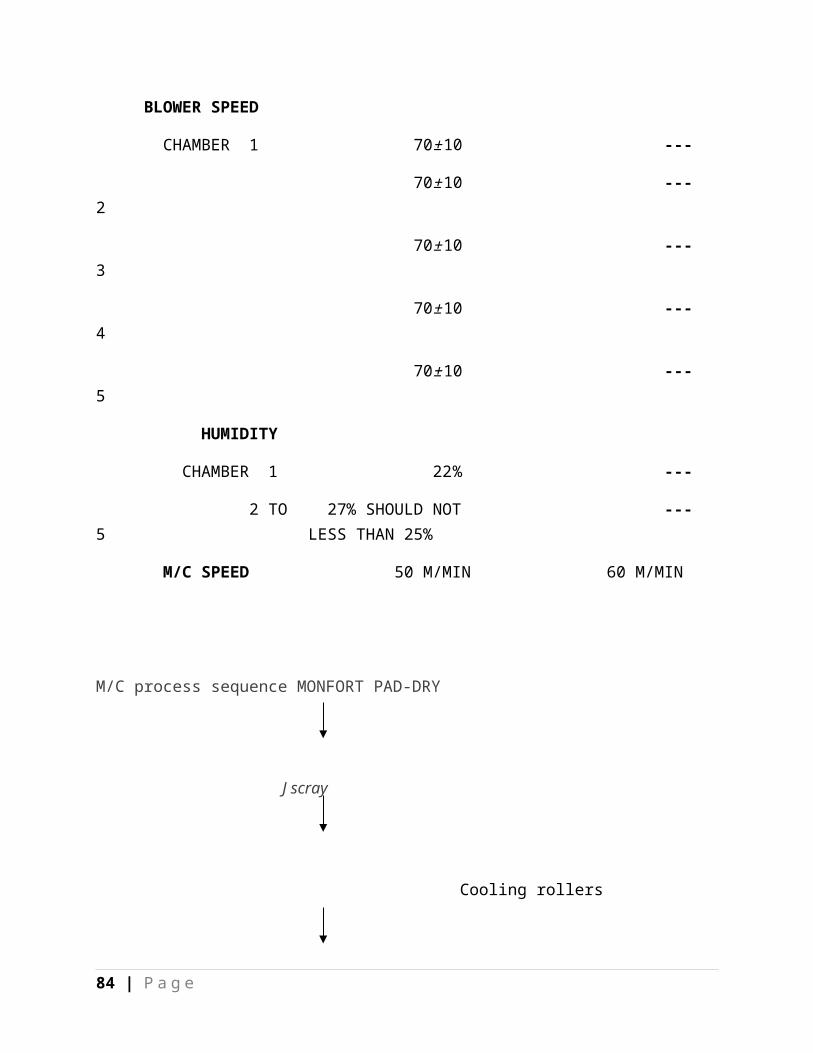
BLOWER SPEED
CHAMBER 1 70±10 ---
2 70±10 ---
3 70±10 ---
68 | P a g e

4 70±10 ---
5 70±10 ---
HUMIDITY
CHAMBER 1 22% ---
2 TO 5 27% SHOULD NOT LESS THAN 25%
---
M/C SPEED 50 M/MIN 60 M/MIN
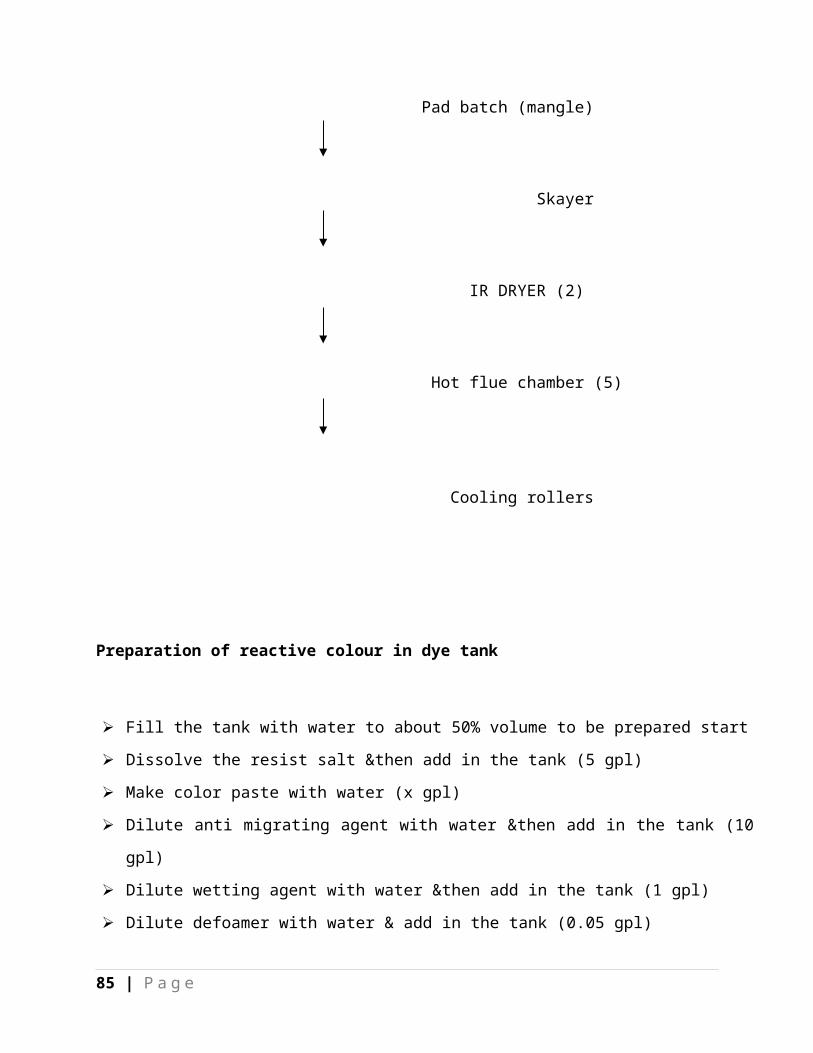
M/C process sequence MONFORT PAD-DRY
J scray
Cooling rollers
Pad batch (mangle)
Skayer
IR DRYER (2)
Hot flue chamber (5)
69 | P a g e

Cooling rollers
Preparation of reactive colour in dye tank
Fill the tank with water to about 50% volume to be prepared start
Dissolve the resist salt &then add in the tank (5 gpl)
Make color paste with water (x gpl)
Dilute anti migrating agent with water &then add in the tank (10 gpl)
Dilute wetting agent with water &then add in the tank (1 gpl)
Dilute defoamer with water & add in the tank (0.05 gpl)
Citric acid after dissolve the water (0.1 gpl)
Make the required volume & stirrer for 10 min
Preparation of vat color in dye tank
Fill the tank with water to about 50% volume to be prepared start
Make paste with water (x gpl)
Dilute anti migrating agent with water &then add in the tank (10 gpl)
Dilute wetting agent with water &then add in the tank (1 gpl)
Dilute defoamer with water & add in the tank (0.05 gpl)
Make the required volume & stirrer for 10 min
70 | P a g e
PRINTING
OBJECTIVE: Production of attractive design with well defined boundaries made by artistic design & color arrangement of one or more color oF various motifs.
DESIGN STUDIO:
In design studio different printing design is developed with the help of Design
development software after developing the design mini screen prepared in engraving section.
After that the design is developed in fabric & sent to customer for approving and correction in
design after approval of customer whether the correction done if not the printing is started in
roller printing m/c.
71 | P a g e
Chemical padder
LIGHT (10
gpl)
MERDIUM
(10-40 gpl)
DARK (40
gpl)
Dilute soda lye with water 30 50 70
Dilute hydrose with water 30 50 70
Dissolve the Glauber salt 15 25 35
Procedures Flow chart for Screen Explosion :
Send no. of colour with motif to inkjet printing through network.
Selection of screen widthwise as well as mesh size.
Application of photochemical
Drying of photochemical below 300c.for 15 to 20 Min.
Engrave the design on screen
Dry it with the help of U.V. light.( Pre-hardening of the screen.)
72 | P a g e

Water development ( water is sprayed under pressure over the screen.)
Curing at 1800c for two hours. (Post hardening)
final fitting of end ring at both side
Parameters of CST Engrave :-
Screen lengthEngraving width Explosure
length
2000 mm 1800 mm 1960 mm
3050 mm 2850 mm 3020 mm
3450 mm 3200 mm 3470 mm
73 | P a g e

M/C process sequence ZIMMER, AUSTRIA
Batch from dyeing or mercerizing
Cleaning of fabric (vacuum air)
Threading
74 | P a g e
Gum unit (to stick the fabric to blanket)
Screen head (16 head are present)
Dryer (oil dryer)
Washer temp (reactive: 130 & for pigment: 150deg)
M/C Process parameters
Speed: 40 meters/min
Gum is used to stick the fabric to rubber blanket to avoid the problem of printing defect
Magnet is used to avoid the problem of design so paste supply is equal
Steam pressure 3-5 bar
Colour is prepared on the basis of area utilize by these design
Preparation of printing paste
Reactive printing paste:
Alginate (thickening agent)= 4%
Sodium hexameta phosphate (to maintain pH of water)=0.5%
Urea (hydroscopic agent) = 8%
Sodium bicarbonate (to maintain boundaries= 3-3.5%
75 | P a g e

Resist salt (color fixation) = 1.5-1.8%
Recipe for pigment printing
Pigment
Binder 8% Binding agent
Fixer 1 Fixing agent
Urea 4Hydroscopic agent
ATP 1 Emulsifier
AP 0.5 Defoamer
Ammonia 1 PH maintain
PTRV 3 Synthetic thickner
Water Remaining
Print - dry - cure
76 | P a g e

AGEING, ARIOLI, ITALY.
OBJECTIVES: after printing process fixation of colors is done by ageing process
For reactive color printing (oil & steam is used)
Temperature: 102 – 104 deg
For pigment colour-printing- oil is used
Temperature: 150 deg
Steam pressure: 6 bar
For reactive color printing timing in chamber = 8 min
For pigment color printing timing in chamber = 5 min
Printing defect:
Gum defect Pin hole Setting defect Dirt & dust Stoppage mark
77 | P a g e

FINISHING
Monforts montex & Harish DLXI
Object:
To improve the appearance of fabric, luster, whiteness To improve the feel of fabric which depend upon fabric softness & handle To increase the wt of fabric. To improve the serviceability of fabric to cover up fabric fault.
78 | P a g e
Name of m/c - MONTEX
Temp = 90 - 180
No. of chamber = 10
Speed : 60-120 mts/min
FABRIC FLOW IN STENTER MACHINE
Batch from dyeing or mercerizing or printing
Padding mangle (mangle pressure 19 N/mm)
Under feed mechanism
Overfeed mechanism
Hot flue chamber (10 chamber to dry the fabric)
Cooling rollers
Out let batch for next process
79 | P a g e

Process Parameters Normal Resin Heat Top
finish finish setting finish
Mangle Pressure 19±2 19±2 19±2 19 + 2
(Nimm)
Speed (m +/min) 100 ±5 22 ±1 30 ±2 50 + 5
Temp 1 ,2 & 3 Chamber 145 ±5 100, 110 200 ±5 145 ±5
&110±5
Temp 4 to 10 chamber 145 ±5 135 + 5 210 + 5 145 ±5
1) Resin Finish
• Arko fix NEC Pus = 210 gpl
• Catalyst LTI = 32 gpl
• Sandolupe HD = 30 gpl
• Speed = 22m/min for 110 to 140°C
Pad - shock cure at 180 to 190° C for 45 sec for white goods.
80 | P a g e

2) Top finish
• Solusoft up lug = 10 gpl
• Solusoft mw = 20 gpl
• Sudolupe HP = 20 gpl
• Hostapol MRN = 0.2 gpl
Temp=140°C
Speed = 80 m/min
3) Normal finish
• Mw= 10 gpl
• HD = 10gpl
• CP = 0.1 gpl Recipe-1000 lit.
81 | P a g e

CALENDERING
MACHINE MANUFACTURE: Ramesch Guranaric calendaring
OBJECTIVES: TO INCREASE LUSTURE OF FABRIC.
TO IMPROVE HANDLE OF THE FABRIC.
To MAKE THE FABRIC CREASE FREE.
FABRIC FLOW THROUGH CALENDERING MACHINE
Batch from Finishing
Tension roll (2)
Seam detector (iron detector)
82 | P a g e

Seam detector ( STITCHING SEAM)
Guider
Tension roller (1= Cotton roller)(nipco roller= Bottom, steel= top (ironing takes place here)
Cotton roller (it will give shine to fabric)
Out Batch.
M/C Process parameters
Machine speed: 70 meters/min
Pressure: 16 bar
Nipco coil temperature: 33deg
Stainless steel roll temperature: room temp
Cotton roll is used to avoid the problem of crease mark
Cooling roll contain water so cooling of fabric takes place.
Seam detector: when any stitch position is coming then m/c temp is automatically
reduced
Two types of calendaring is done: normal calendaring & hot calendaring
83 | P a g e
Problems in the calendaring process:
Crease mark
SANFORISING, MONFORTS SANFORISER.
Objective: warp yarn are under much strain due to interlacement than the weft yarn ,so fabric is allowed to shrink. Warp yarn shrinkage is more than weft yarn.
84 | P a g e
Mechanism: fabric is placed on the external surface of rubber blanket represented by the concave surface. When the tension is released on the blanket, it shrinks. The fabric which is in close contact with the rubber blanket of the concave surface has no way other than shrinkage along with the blanket. It is a mechanical finish process
FABRIC FLOW IN SANFORISING
Batch from Finishing
Damping unit
Perforator (moister. water is sprayed here)
Rubber Belt (shrinkage setting)
Felt Belt
Cooling rolls
85 | P a g e

Out let material for finish inspection
M/C Process parameters
Machine speed: 60 meters/min
Rubber blanket cylinder temp: 90 deg
Felt blanket cylinder temp: 120 deg
Shrinkage: 4%
Felt blanket unit final setting of shrinkage & ironing is done
In these process temp control & water flow is done automatically
R & D / Q. A
MACHINERY LIST AND PURPOSE OF THE MACHINERY
PHYSICAL TESTING LAB:
M/c Name Brand name Purpose
Tensile Strength Titan 2 To check the tensile of fabric, yarn, seam
slippage
Tear strength Elmater Tear strength of fabric is check
Random Tumble
pilling
---- To check the pilling in fabric
Rubbing fastness crockmaster To check rubbing fastness of fabric
Abrasion & pilling - martindale To check the formation of pills by scrubbing
86 | P a g e

between to fabric by cycling method
Crease recovery - To check the crease recovery angle
Shrinkage template --- To check the shrinkage of fabric
Also in physical testing after finishing fabric is check for EPI, PPT, TC, Warp& Weft
Count, GSM, Widths, potential shrinkage, screw& bow %, Seam slippage, Tensile strength,
Tear Strength, PH, Whiteness index, pilling, colour fastness.
CHEMICALS TESTING LAB:
In chemicals testing lab all the chemicals, dyes, starches etc were checked. Dye
samples check, size contents check in fabric, core PH of fabric checked, After bleaching
fabric is check for PH, absorbency, tagwa, whiteness index etc also diff chemicals checks for
their strength.
WET LAB: (MACHINERY IN WET LAB)
1, Wascator(washing m/c)
2. Gyrowash (colour fastness)
3. Mathis Universal Steamer
4. Mathis (padding mangles)
5. Mathis (pad dry range)
6. Mathis (CDR range)
7. Data colour Autolab
8. CCM m/c
87 | P a g e
WASHING FASTNESS TESTING
1] Take the dyed or finished sample
2] Now take the multifibre and is sand witched between the dyed samples.
3] Now fill the pot of the Gyrowash with 150 ml. Water and add Ball Bearing (10) into
that.
4] Add 0.22 gm ECE powder and add sample raise the temp upto 45°C and put it for 22
min.
PH of the fabric :-
It is tested by universal PH indicator.
Absorbency Test :-
1] The fabric keep into the embroidery ring 2] Put the drop of
water from Burette
3] Using the stop watch take the reading to absorb the water into fabric.
88 | P a g e

CONCLUSION:-
The internship in Indo count Industries helped us in order to increase our awareness
toward the various manufacturing processes involved indo bed sheet manufacturing
processes. The 95% of total manufacturing of Indo Count industries is for export purpose
which also increase our awareness toward the various quality aspect for export oriented
goods.
Also because of internship there is bridge relationship in between NIFT orgnaisation and
Indo Count industries which is really a quality oriented organization.
89 | P a g e