wood polymer composite
TRANSCRIPT

Guided by- Miss Bhagyashree
Prepared by:-• Amrit samal• Sunita behera• Sunil kumar sahoo• Truptimayee moharana• Chandan mohapatra
WOOD POLYMER COMPOSITEA material of future
EVERYTHING YOU WANT TO KNOW ABOUT A HIGH QUALITY, ECOFRIENDLY PRODUCT

WOOD POLYMER COMPOSITE
WPC’s are composite materials made up of wood fibre/wood flour & thermoplastics i.e PE,PP,PVC etc.
Chemical additives seem practically invisible in the composite structure.
They provide for integration of polymer and wood flour(powder) while facilitating optimal processing condition.

FROM HISTORICAL PERSPECTIVE
More than 30 years ago in Japan an engineering company invented and developed a substitute for wood made from soft wood waste and recycled polymer resin.
This material had the appearance and qualities of the rarest species of wood offering a truly ecofriendly alternative
In 1900s an earlier commercial composite material marketed under the tradename ‘Bakelite’ was made of phenol formaldehyde and wood flour
Its first commercial use was reportedly as gear shaft knob for ROLLS ROYCE in 1916.

CURRENT SCENARIO
The most widespread use of WPCs are in north america is in outdoor deck floors.
It is used for railings, fences, landscaping timbers, cladding and siding, park benches, mold trim, window and door frames, and indoor furniture.
Although the WPC industry is still only a fraction of a percent of the total wood products industry, it has made significant in roads in certain markets. According to estimates, the WPC market was 320,000 MT in 2001 and the volume is expected to more than double by today.


THERMOPLASTICS MATERIALS & WOOD FILLER
Because of the limited thermal stability of wood only thermoplastics that melt below 200 °C are commonly used in WPCs.
Currently, most WPCs are made with PE, both virgin & recycled, for use in exterior building components
The wood used in WPCs is most often in particulate form (wood flour) or very short fibers, rather than longer individual fibers.
Wood filled PVC composites typically used in window manufacture are now being used in decking as well. Polystyrene & ABS are also being used.

Since the early 1990's, the wood – plastic composite industry has grown significantly.
Today, wood & other natural fibres account for 7% of the total 2.5 billion kilograms filler & reinforcement used.
This represents a 135 % increase in natural fibre demand since 1990 with most of the growth in the past five years.
The use of natural fibres such as flax, hemp, sisal etc.; is also increasing particularly in the automotive sector, both in Europe & USA.
Despite lower strength compared to glass fibre, natural fibres are attractive due to their lower density.
CRITERIA FOR A WPCs
High mechanical strength
Higher interface.
High strength to weight ratio
High modulus to weight ratio
High specific strength & specific stiffness.

SIGNIFICANCE OF REINFORCEMENT(WOOD FLOUR)
Carries 70-90% of applied load on composite
Provides strength, stiffness & thermal stability
Provides either insulation or conductive property.

SIGNIFICANCE OF MATRIX(PP)
Matrix constitutes 60-90% of composite.
Responsible for equal distribution of applied load.
Provides structural stability & toughness.
Acts as a binding agent.
Protects the reinforcement from environmental degradation.
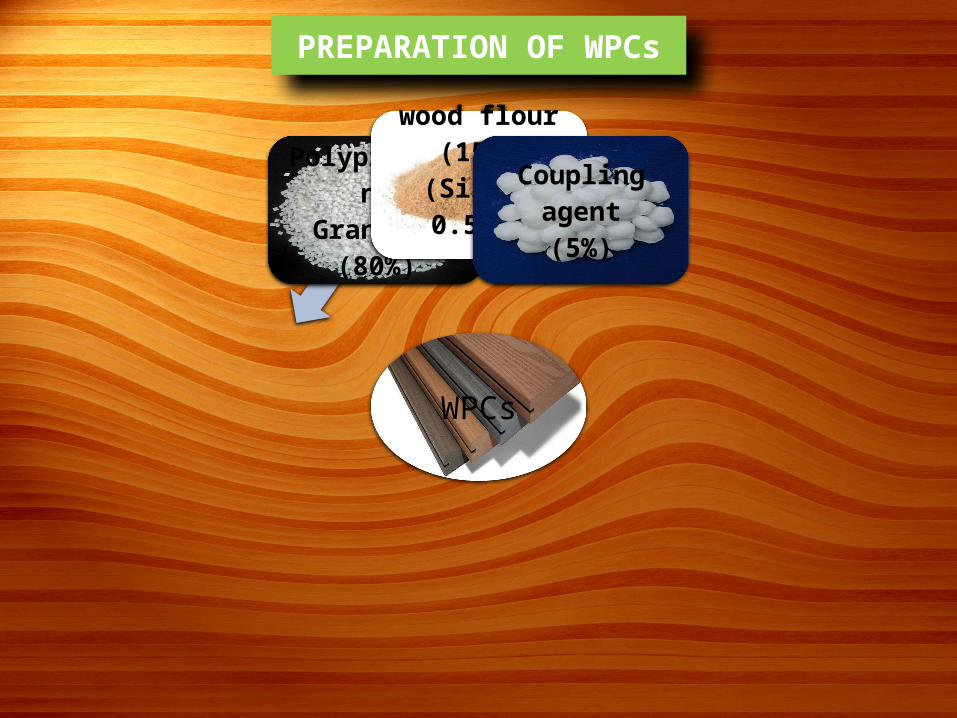
PREPARATION OF WPCs
WPCs
Polypropylene
Granules(80%)
wood flour(15%)(Size < 0.5mm)
Coupling agent(5%)
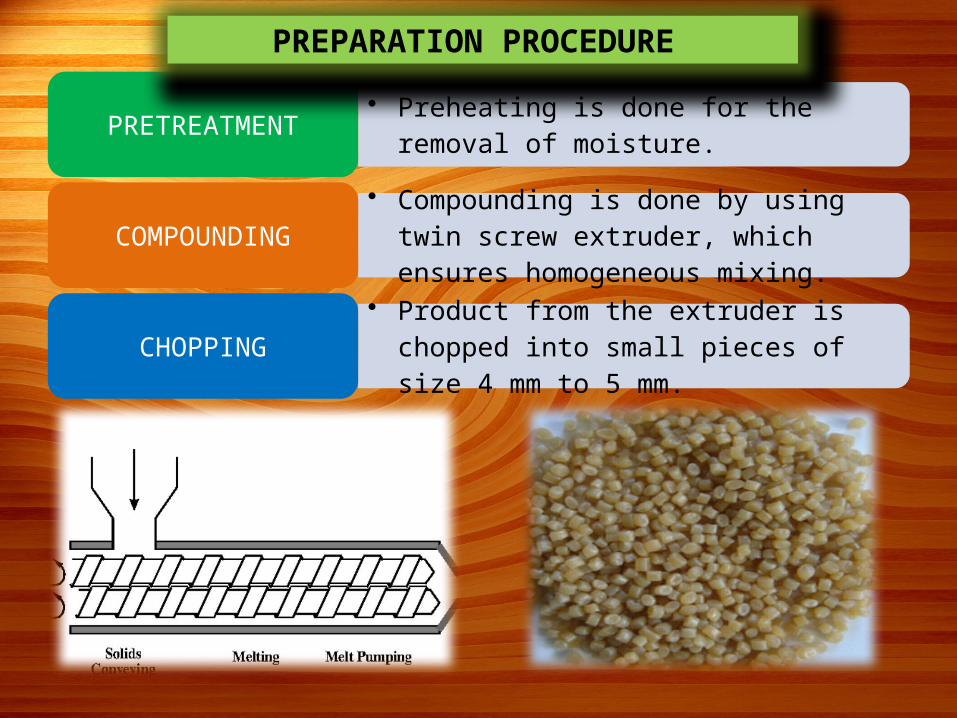
• Preheating is done for the removal of moisture.PRETREATMENT
• Compounding is done by using twin screw extruder, which ensures homogeneous mixing.
COMPOUNDING
• Product from the extruder is chopped into small pieces of size 4 mm to 5 mm.CHOPPING
PREPARATION PROCEDURE
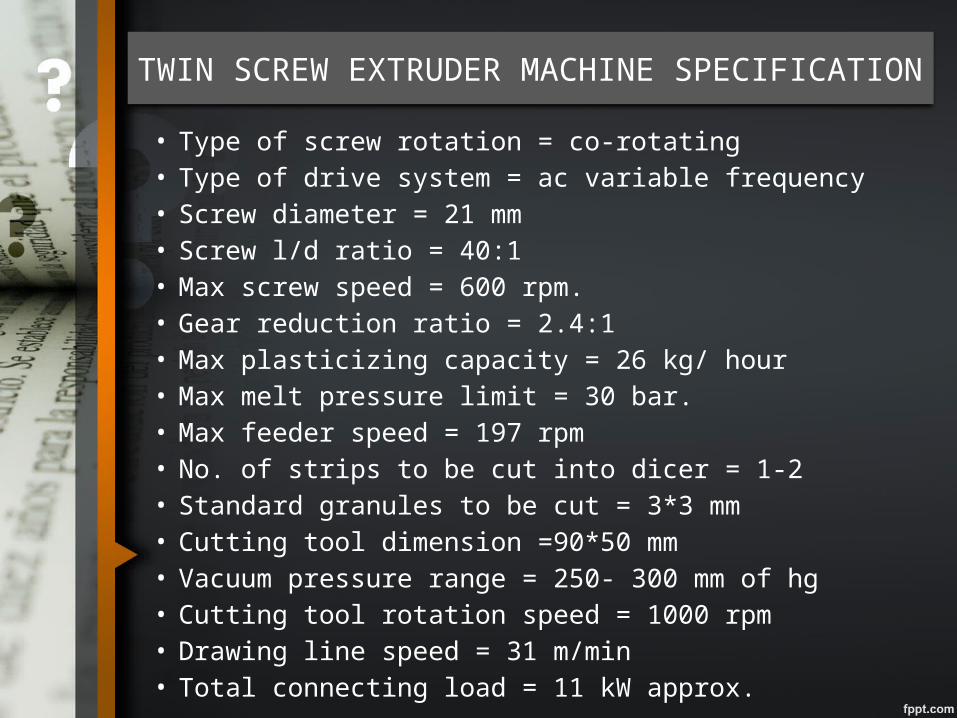
TWIN SCREW EXTRUDER MACHINE SPECIFICATION
• Type of screw rotation = co-rotating• Type of drive system = ac variable frequency• Screw diameter = 21 mm• Screw l/d ratio = 40:1• Max screw speed = 600 rpm.• Gear reduction ratio = 2.4:1• Max plasticizing capacity = 26 kg/ hour• Max melt pressure limit = 30 bar.• Max feeder speed = 197 rpm• No. of strips to be cut into dicer = 1-2• Standard granules to be cut = 3*3 mm• Cutting tool dimension =90*50 mm• Vacuum pressure range = 250- 300 mm of hg• Cutting tool rotation speed = 1000 rpm• Drawing line speed = 31 m/min• Total connecting load = 11 kW approx.

INJECTION MOULDING
Specimen is prepared by Injection moulding for tensile, impact and flexural strength testing.

TEST SPECIMEN

COMPRESSION MOULDING
Specimen for dielectric strength and hardness testing is prepared by compression moulding.
Contour cutter is used for preparing specimen of required dimension.
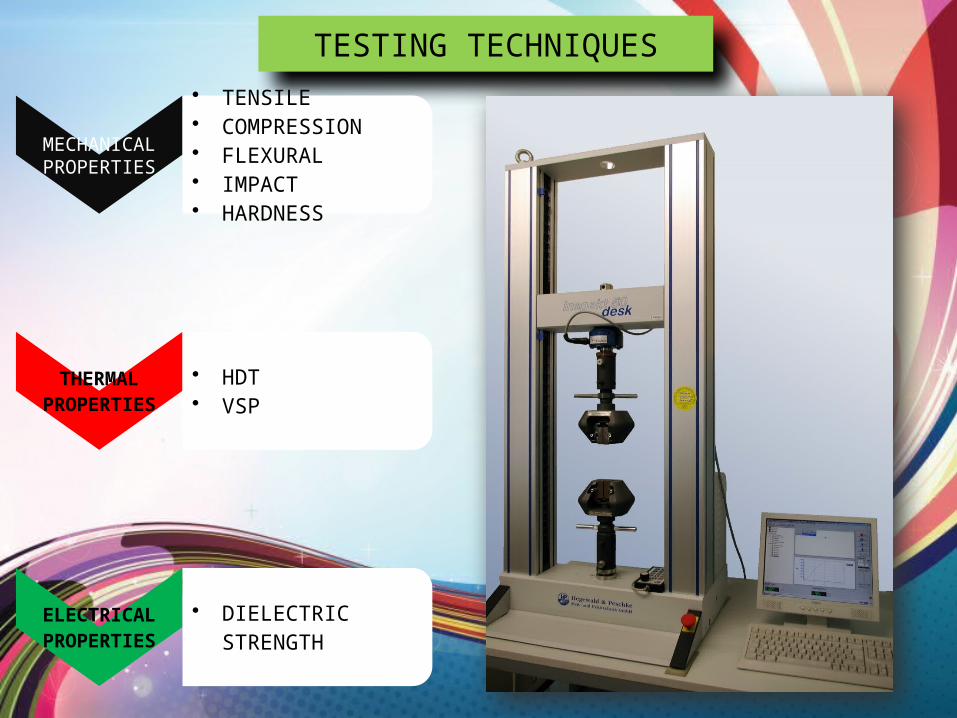
TESTING TECHNIQUES
MECHANICAL PROPERTIES
• TENSILE• COMPRESSION• FLEXURAL• IMPACT• HARDNESS
THERMAL PROPERTIES
• HDT• VSP
ELECTRICAL PROPERTIES
• DIELECTRIC STRENGTH

MELT FLOW INDEX
Mass of polymer in gram flowing in ten minutes through a capillary of diameter of 2.00 ±0.005 mm & length 8±0.025 mm.
TESTING METHOD - ASTM D 1238 CUT-OFF TIME =20 sec. Flow rate = Mol. Wt.(avg.) of extruded Cut-off time
MFI=10.92 g/10min.
X 600 g/10min
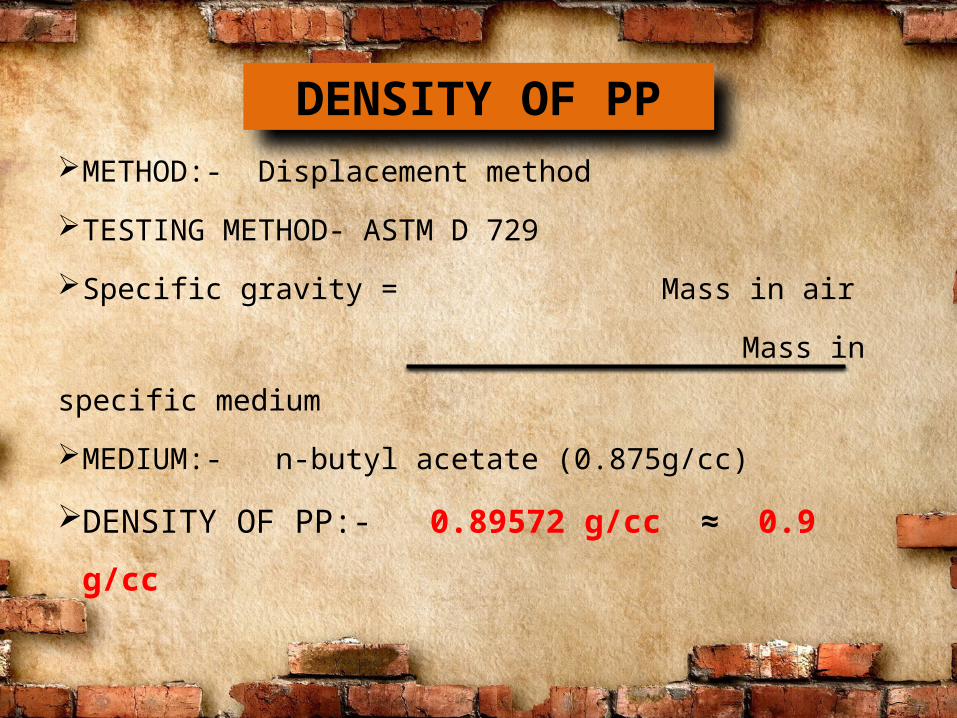
DENSITY OF PPMETHOD:- Displacement method
TESTING METHOD- ASTM D 729
Specific gravity = Mass in air
Mass in specific medium
MEDIUM:- n-butyl acetate (0.875g/cc)
DENSITY OF PP:- 0.89572 g/cc ≈ 0.9 g/cc
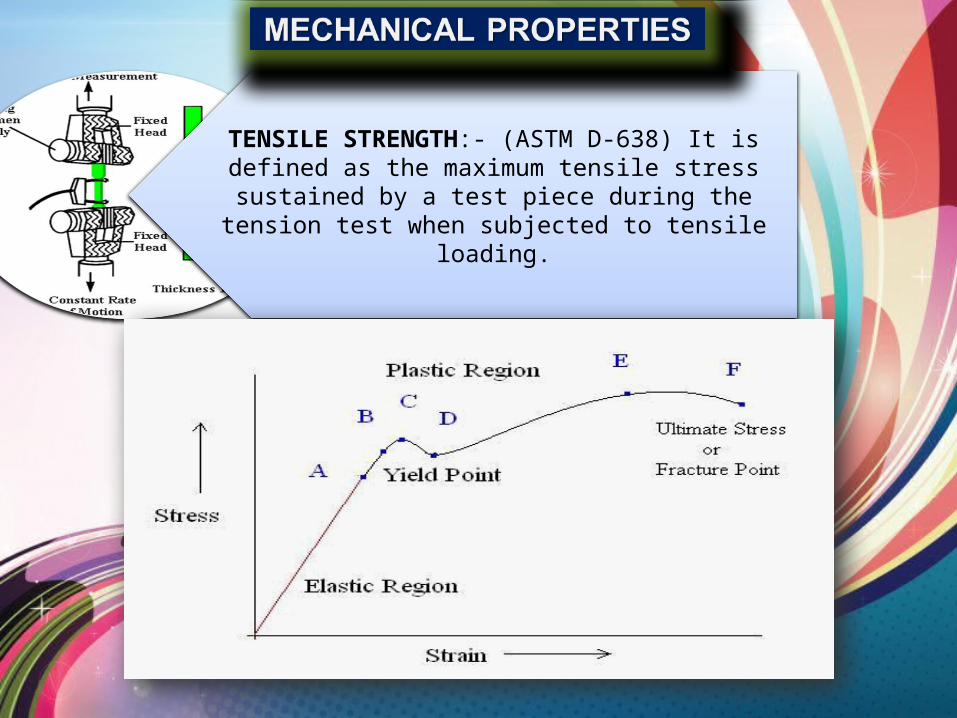
TENSILE STRENGTH:- (ASTM D-638) It is defined as the maximum tensile stress sustained by a test piece
during the tension test when subjected to tensile loading.
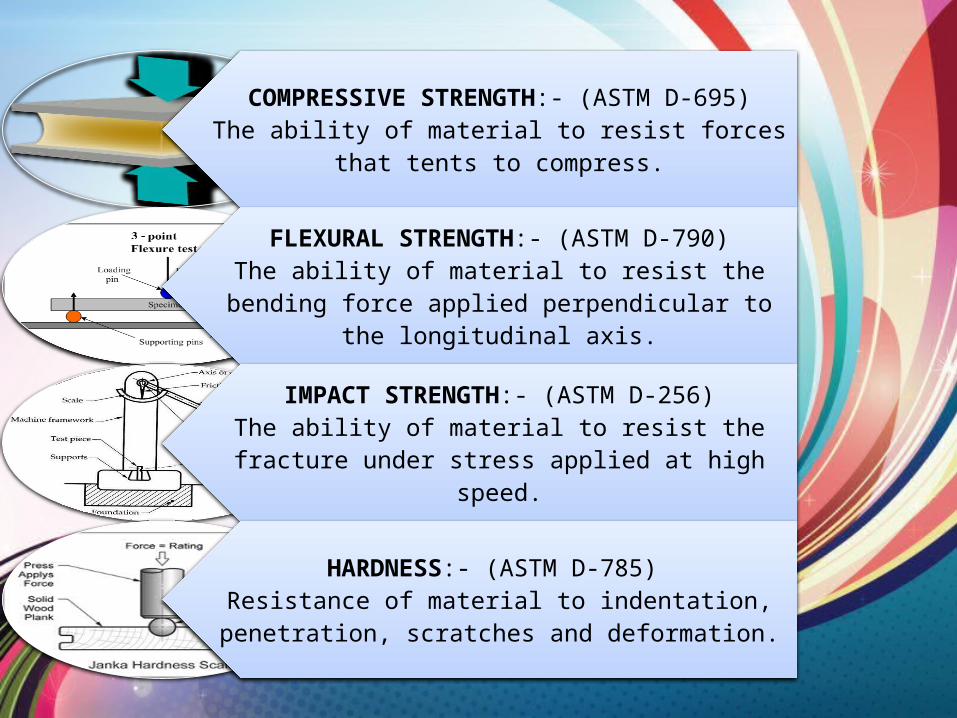
COMPRESSIVE STRENGTH:- (ASTM D-695)The ability of material to resist forces that tents to
compress.
FLEXURAL STRENGTH:- (ASTM D-790)The ability of material to resist the bending force
applied perpendicular to the longitudinal axis.
IMPACT STRENGTH:- (ASTM D-256)The ability of material to resist the fracture under
stress applied at high speed.
HARDNESS:- (ASTM D-785) Resistance of material to indentation, penetration,
scratches and deformation.
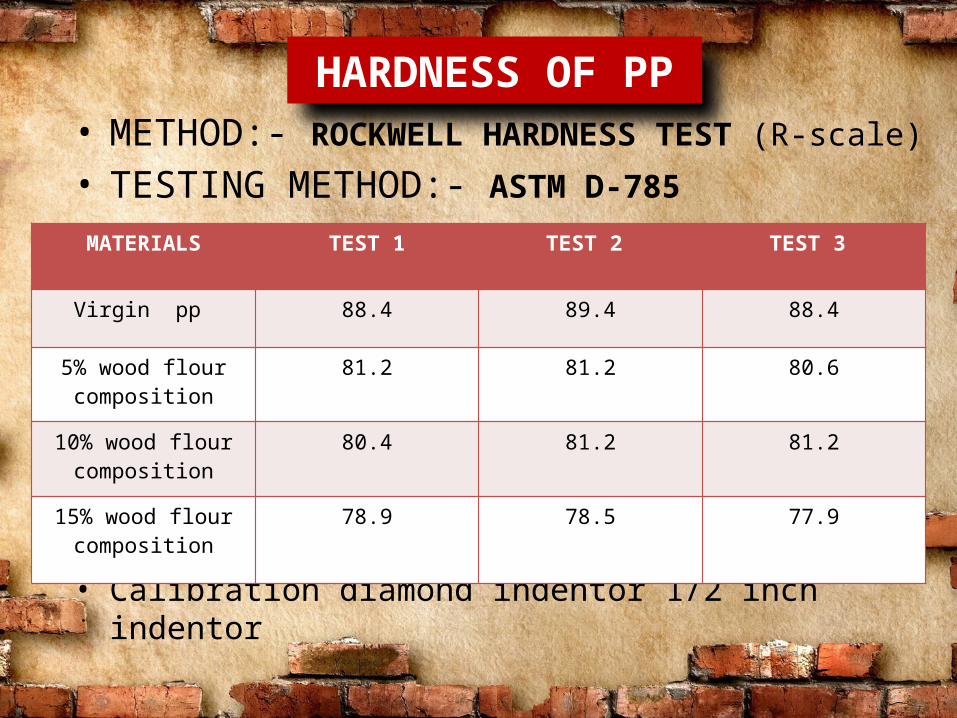
HARDNESS OF PP• METHOD:- ROCKWELL HARDNESS TEST (R-scale)• TESTING METHOD:- ASTM D-785
• Calibration diamond indentor 1/2 inch indentor
MATERIALS TEST 1 TEST 2 TEST 3
Virgin pp 88.4 89.4 88.4
5% wood flour composition
81.2 81.2 80.6
10% wood flour composition
80.4 81.2 81.2
15% wood flour composition
78.9 78.5 77.9

THERMAL PROPERTIES
HEAT DISTORTION TEMERATURE:- (ASTM D-648)
It is a relative measure of material ability to perform for a short time at an elevated temperature while
supporting a load.VICAT SOFTENING POINT:- (ASTM D-1525) The temperature at which a standard indentor
penetrates 1 mm under the surface of test specimen under load.
ELECTRICAL PROPERTIES
DIELECTRIC STRENGTH:- (ASTM D-149) It determines the electrical strength of a material
as an insulator.

ADVANTAGES
They have good workability and can be shaped using conventional woodworking tools.
WPCs do not corrode and are highly resistant to rot, decay, and MARINE BORER ATTACK, though they do absorb water into the wood fibres embedded within the material.
WPCs are often considered a sustainable material because they can be made using recycled plastics and the waste products of the wood industry.

One advantage over wood is the ability of the material to be moulded to meet almost any desired shape.
Another major selling point of these materials is their lack of need for paint.
Despite up to 70 percent cellulose content the mechanical behaviour of WPCs is most similar to neat polymers.
Wood-plastic composite is more environmentally friendly and requires less maintenance than the alternatives of solid wood treated with preservatives or solid wood of rot-resistant species.

APPLICATIONS
Residential deck boards
Rails and balusters Ornamental pieces
Door components
Window lineal
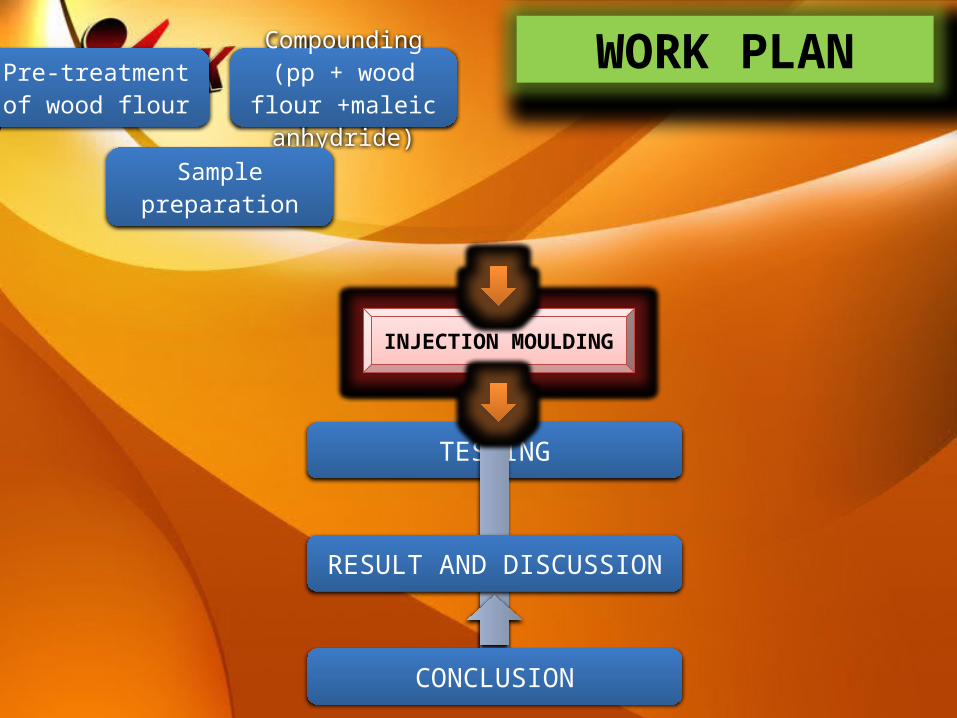
Pre-treatment of wood flour
Compounding(pp + wood flour
+maleic anhydride)
Sample preparation
WORK PLAN
TESTING
RESULT AND DISCUSSION
CONCLUSION
INJECTION MOULDING
SUMMARY
Many applications exist using current WPC technology.
Improvements in stiffness, creep, fire and weather ability will open more applications.
Education of engineers, architects, and other users is crucial.

THANK YOU