wwer pressure vessel life and ageing ... iaea-cn-155-056 wwer pressure vessel life and ageing...
TRANSCRIPT

1
IAEA-CN-155-056 WWER PRESSURE VESSEL LIFE AND AGEING MANAGEMENT FOR NPP LONG TERM OPERATION IN RUSSIA. V. G. Vasiliev, Yu.V. Kopiev Concern Rosenergoatom, Moscow, Russia Email address of main author: [email protected] Abstract. To manage for WWER pressure vessel long term operation (LTO) in Russia Concern Rosenergoatom (Russian Utility) has organized complex measures for first generation WWER-440 power plant lifetime extension (PLEX) including reactor pressure vessel (RPV) items [1]. Guidelines, methodological and technological procedures supporting RPV life and ageing management for LTO (45 years) has been developed. The next works with participation of “Kurchatov Institute”, “Prometey Institute”, OKB “Gidropress”, WWER NPPs has been fulfilled: new normative base; neutron flux reducing; cutting and tests of templets; supporting ageing managements programs for long term operation; RPV integrity assessment e.c. New radiation embrittlement model will be developed. New approaches has been developed to improve: surveillance programs; RPV integrity assessment guidelines; ISI system e.c. for LTO (60 years) of WWER-1000 RPV and WWER-440 RPV of second generation NPPs. 1. Introduction NPPs LTO strategy is extension of operation life of operating NPPs and adding new capacity by completion of units under construction and building new units. Nowadays there are two generations of WWER units operating in Russia. The reactors WWER-440/179 and WWER-440/230 are the first generation. WWER-440/213 and WWER-1000 are the second generation. The designed lifetime of WWER-440 and WWER-1000 units was 30 years. Power units of the first generation are in operation already for more than 30 years, and they are beyond their design operation period. Some power units of the second generation are close to their designed lifetime. Hence, PLEX for WWER units is of extreme importance. Validation of PLEX is one of the key tasks, though pressure vessel replacement is possible theoretically, but its practical realization is technically very difficult and economically unreasonable. Though for each RPV of the first and second generations there are their own problems connected to PLEX, the general task is the same for all pressure vessels and it is development of the adequate long-term prediction of RPV materials radiation embrittlement RPV integrity assessment guidelines; ISI system improvement, neutron flux reducing, and so on. Numerous native and international research programs for all mentioned above types of WWER units have been developed and supported by Concern Rosenergoatom.
2. RPV integrity assessment guidelines improvement
New RPV integrity assessment guidelines was developed [2]. Based on the Master curve conception, condition of brittle strength is formulated for heterogeneous distribution of stress

2
IAEA-CN-155-056 intensity factor along crack front and non-monotonic, non-isothermic loading. This formulation includes the elaborated procedure for taking into account the effects of shallow cracks and biaxial loading on fracture toughness [3].
ICC KK ω=* , where *CK - fracture toughness for shallow cracks.
2/1]1)/2exp(1))/1(arccos(exp)/1exp([ −−−⋅−⋅⋅= mmmmω , where
( )28
YICKamσπ
⋅= ,
ICbC KK ⋅=ω* , where bω - fracture toughness reduction factor,
≤⋅−>=
7.01.017.01
ω
ω
βω mifmif
b , 28
⋅=
Y
ICKam a
σ
ωπω .
Loading biaxiality reduces fracture toughness for shallow cracks only, but at the same time fracture toughness for shallow crack higher than fracture toughness obtained on standard specimens. In most cases if we take into account both shallow cracks effect and loading biaxiality we have fracture toughness higher than without regard for the above effects.
ICbC KK ωω=* New method of evaluation of brittle strength of RPV takes into account: -technology of manufacturing of RPV: residual weld stresses and their variation depending on the tempering duration; possible maximum sizes of flaws; -in-service non-destructive testing results: the type of the calculated defects – surface or undercladding; - advance tendencies in fracture mechanics: the crack front length effect on fracture toughness; the effect of biaxial loading, typical for RPV, on fracture toughness; the shallow crack effect on fracture toughness.
110
<⋅∫ dLZB
B
, where 4min
4min
))(())((max
KLKKLKZ
IC
I
−
−= , (1)
ICK – fracture toughness for a given fracture probability and given crack front length B , KI(L) – value of stress intensity factor along crack front, τ – considered time moment of loading over time range where for each time moment t, the condition ),0(max)( ττ II KK = is satisfied. New method allows one to increase the adequacy of estimation of brittle strength of RPV and, on the other hand, to decrease conservatism of the RPV lifetime assessment.
3. RPV ISI improvement
It is taken in Russian standards for in-service inspection [4], that the allowable flaw size is closed to (3÷5) % of the wall thickness of RPV. The results obtained in a frame of PISC programs have shown, that flaws may be detected by available NDT techniques with probability of 98% when their sizes are larger than 15% of a wall thickness.
3
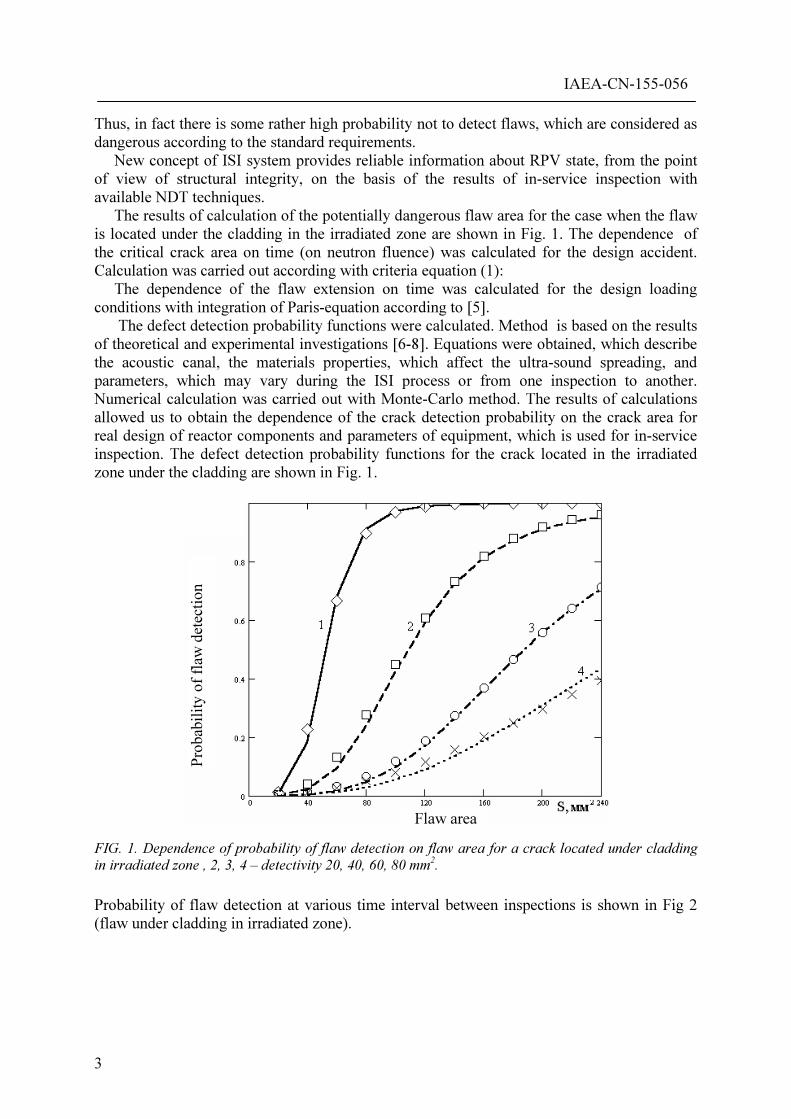
IAEA-CN-155-056 Thus, in fact there is some rather high probability not to detect flaws, which are considered as dangerous according to the standard requirements. New concept of ISI system provides reliable information about RPV state, from the point of view of structural integrity, on the basis of the results of in-service inspection with available NDT techniques. The results of calculation of the potentially dangerous flaw area for the case when the flaw is located under the cladding in the irradiated zone are shown in Fig. 1. The dependence of the critical crack area on time (on neutron fluence) was calculated for the design accident. Calculation was carried out according with criteria equation (1): The dependence of the flaw extension on time was calculated for the design loading conditions with integration of Paris-equation according to [5]. The defect detection probability functions were calculated. Method is based on the results of theoretical and experimental investigations [6-8]. Equations were obtained, which describe the acoustic canal, the materials properties, which affect the ultra-sound spreading, and parameters, which may vary during the ISI process or from one inspection to another. Numerical calculation was carried out with Monte-Carlo method. The results of calculations allowed us to obtain the dependence of the crack detection probability on the crack area for real design of reactor components and parameters of equipment, which is used for in-service inspection. The defect detection probability functions for the crack located in the irradiated zone under the cladding are shown in Fig. 1.
FIG. 1. Dependence of probability of flaw detection on flaw area for a crack located under cladding in irradiated zone , 2, 3, 4 – detectivity 20, 40, 60, 80 mm2.
Probability of flaw detection at various time interval between inspections is shown in Fig 2 (flaw under cladding in irradiated zone).
Proba
bility
of fla
w de
tectio
n
Flaw area

4
IAEA-CN-155-056
S0
[S]
2
1
3Si
Scr
ti tк ∆t t time FIG. 2 - Scheme of determination of allowable flaw area 1, 2, 3 – critical, potential dangerous and allowable flaw.
The results showed that time interval between inspections may be increased from 4 to 8 years. In this case we may be sure, that all the flaws, which may become dangerous during service time from the current to the next inspection will be detected in time and with rather high reliability (>95%) when using available NDT techniques. 4. RPV radiation embrittlement
RPV materials are operated in conditions of intensive fluxes of ionizing radiation and high temperature influencing simultaneously. For low-alloy structural steels used for reactor pressure vessels irradiation causes plasticity drop, transition temperature shift to higher temperatures [9–10] and RPV lifetime of safe operating. The welds of the first generation pressure vessels have high contents of copper and mainly phosphorus as compared to the second generation of pressure vessels (Fig. 3). So, phosphorus and copper contents in the welds of WWER-440/179 and WWER-440/230 are within the limits of 0.030 – 0.048 % and 0.10 – 0.18 % (hereinafter in weight %), respectively; for WWER-440/213 0.010 – 0.028 % P and 0.03 – 0.18 % Cu and for WWER-1000 0.005 – 0.014 % P and 0.03 – 0.08 % Cu.

5
IAEA-CN-155-056
a) b) c)
FIG. 3 – Comparison of phosphorus (а), copper (b) and nickel (c) contents variations in weld metal of WWER-440/230, WWER-440/213 and WWER-1000 reactor pressure vessels. The studies showed that it is possible to create conditions resulting in almost complete recovery of irradiated materials [11,12]. From 1987 to 1996 fourteen WWER-440 pressure vessels were annealed. Annealing has allowed prolongation of operation for the first generation of reactor pressure vessels up to the design period. From 1991 to 2003 the small plates from inner surface of some WWER-440 pressure vessels of the first generation were cut out both before and after annealing for monitoring of the actual metal condition and study of the re-radiation embrittlement. The researches allowed to evaluate the actual material condition, transition temperature after annealing and in initial condition for the core weld, to measure of phosphorus and copper contents in steel, to approve the lateral shift model conservatism. It should be noted that there is monitoring of radiation embrittlement under re-irradiation for the first generation of pressure vessels based on scheduled cutting templates and their further irradiation in the surveillance channels of WWER-440/213 reactors (Fig. 4).
a) b)

6
IAEA-CN-155-056
c) d) FIG. 4 – Radiation embrittlement of reactor pressure vessel materials of the first generation a)
Novovoronezh-3; b) Novovoronezh-4; c) Kola-1; d) Kola-2 Using the lateral shift model for assessment of RPV radiation lifetime of Novovoronezh NPP (units 3, 4) and Kola NPP (units 1, 2) showed possibility of the lifetime extension. Receiving of large file of representative data that is connected to scheduled template cutting out, their further irradiation in surveillance channels of WWER-440/213 reactors, special research programs, also microstructure examinations allowing sufficient judgment of radiation embrittlement mechanisms are the base for development of a new physically proved model. The practical result of the given work can be prolongation of operation period for the power units of the first generation up to 15 - 20 years beyond the project designed lifetime. The new re-irradiation model is below submitted. First of all this model is based on the preconditions connected to basic presently known physical mechanisms and radiation embrittlement features confirmed by microstructural researches of reactor pressure vessel steels.
∆TTR = 1230 CP + 207 × 0.04 + {1.91 + 210 (СP – 0.02)} F0.63 (if CP<0.020%, then CP=0.020%). (2)
The model (2) is developed in the assumption of existence of three components of embrittlement: due to copper (at the fixed contents after of 0,04 %), influences of phosphorus contents and stable radiation defects (dislocation loops). The comparison of results of calculation of re-irradiation embrittlement using the lateral shift model and the model (2) with the experimental data is presented in Fig. 5. For all the considered materials the lateral shift model and the model (2) estimate the re-irradiation embrittlement conservatively and accordingly are the absolute top estimations of the re-irradiation embrittlement. It worth noting, that the scatter of the estimations provided using the model (2), is much less, than for the lateral shift model. Physically the model (2) is more transparent and less conservative, than the lateral shift model.

7
IAEA-CN-155-056 Application of the model (2) for an estimation of a lifetime reactor pressure vessel steels for Units 3 и 4 of Novovoronezh NPP and Units 1 and 2 of Kola NPP enables to extend their safe operation for the period from 6 till 22 years more, than were estimated using the lateral shift model.
FIG. 5 – Comparison of the experimental values of re-irradiation embrittlement of WWER-440/230,179 reactor pressure vessel steels with the results of calculation using the lateral shift model (�) and the model (2) (+). Reactor pressure vessels of the second generation were not annealed so far, and their lifetime is determined by primary radiation embrittlement. For them, in contrast to the first generation reactors regular surveillance programs for material properties monitoring were developed and implemented. A comparison of experimental and calculated data (Fig. 6) shows that current reference dependence for evaluation of radiation embrittlement of the welds of WWER-440 reactor pressure vessels should be revised. Prediction of radiation damage of reactor pressure vessel materials by surveillance specimens is efficient on the base of accelerated irradiation compared to irradiation on reactor pressure vessel inner surface. However leading factor, that is ratio of neutron flux affecting surveillance specimens to neutron flux affecting pressure vessel inner surface a in maximum irradiated zone, should be not too large, when acceleration of steel irradiation would not cause qualitative changes in physical processes of irradiation damage. It is generally assumed that irradiation with leading factor less than 3 – 6 provide adequate assessment of radiation embrittlement dependence on damage doze [15].

8
IAEA-CN-155-056
FIG.6 A comparison of actual radiation embrittlement values with the reference values for weld materials of WWER-440/213 reactor pressure vessels: � − surveillance specimens; + − research programs.
As main part of data file is formed by the results obtained under accelerated irradiation with leading factor 10 – 25, the question on fast neutron flux influence on radiation embrittlement should be solved at new model development. Taking into account operational experience of WWER-440 reactors decision about using steels with low impurity contents for WWER-1000 reactor pressure vessel materials was accepted to increase their radiation resistance. It allowed significant reduce of material contamination by phosphorous (Fig. 3а) and copper (Fig. 3b). So, phosphorous contents in weld materials is 0.008 – 0.009 %, copper content is ~0.04 %. Development of WWER-1000 units was connected to economic necessity of NPP output growth (Table 1). Temperature and pressure of the coolant were increased for output growth and this resulted in higher wall thickness of reactor pressure vessel. Increasing of nickel contents in weld materials made welding process of the shells at reactor pressure vessel manufacturing more technological. Actually, unique distinction between alloying materials of WWER-440 and VVER-1000 RPV steels is high nickel content: 1.10 - 1.88 % for the VVER-1000 welds as compared to 0.1 - 0.3 % for the VVER-440 welds (Fig. 3c). Table 1. Basic features of WWER-440 and WWER-1000 reactors.
Reactor type
Electric power, МWt
Coolant temperature,
°С Coolant pressure,
МPа Wall
thickness, mm
Weld seam safety level,
°С WWER-440/230,179 440 270 12,5 140 180–183 WWER-440/213 440 270 12,5 140 130–140 WWER-1000 1000 290 16,0 190 74–88

9
IAEA-CN-155-056 The negative nickel influence on radiation resistance of perlitic steels was known in 1960 [13], i.e. long before the beginning WWER-1000 reactor manufacturing. Certification of steel 15Kh2NМFАА and its welded joints was carried out on the base of accelerated irradiation results in research reactors with fast neutron fluxes of high density, i.e. the leading factor was within 100 – 300. Significant radiation embrittlement increase at nickel content above 1 – 1,3% [10] was not revealed and the dependence on nickel content in the steel was not included in the standard reference dependences. Irradiation assembles with surveillance specimens are located in the reactor in space between top end of baffle and bottom end of protective pipes block in a place with difficult topology of iron and water environments (Fig.7). Turn from two-dimensional to three-dimensional calculations of neutron fields allowed understanding that spectral indexes for capsules from one irradation assembly can differ in 2 times and provided correct estimation of neutron fluence on surveillance specimens [14].
FIG. 7 – Location of irradiation assembles with surveillance specimens in WWER-1000 reactor
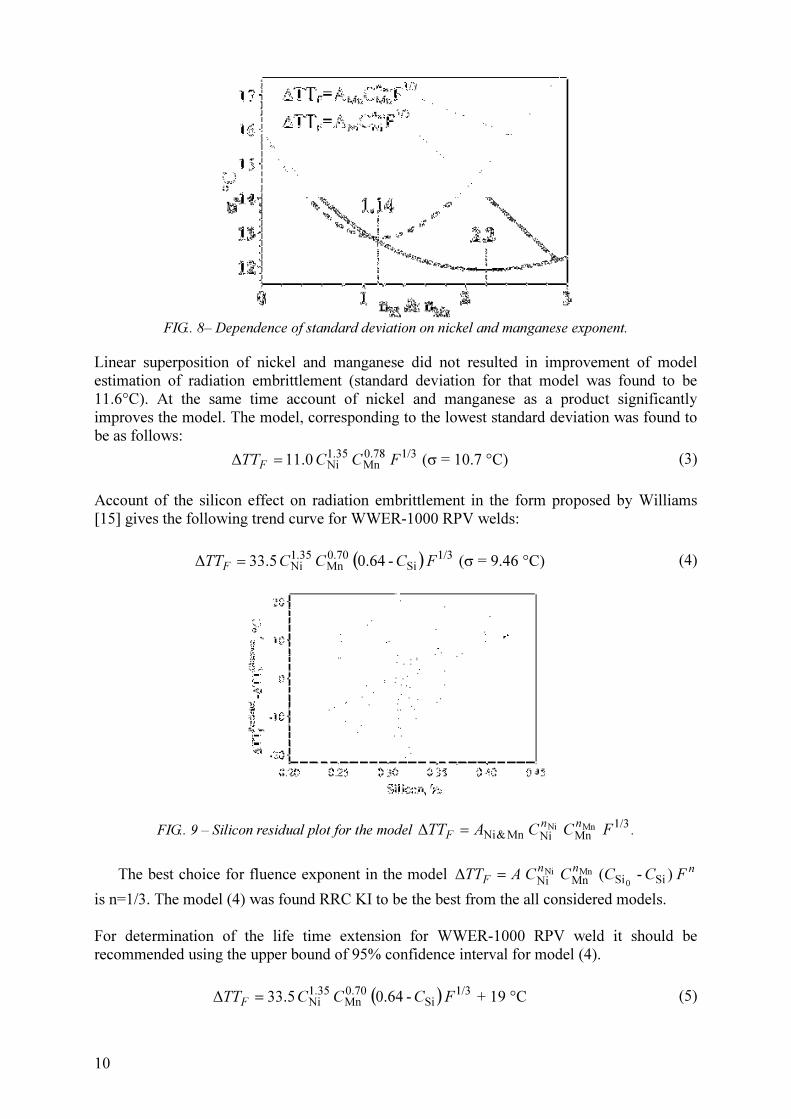
pressure vessel. WWER-1000 surveillance Data Base analysis showed that radiation embrittlement of weld has dependence on manganese, nickel and silicon contents (Fig.8-9).
10
FIG.. 8– Dependence of standard deviation on nickel and manganese exponent. Linear superposition of nickel and manganese did not resulted in improvement of model estimation of radiation embrittlement (standard deviation for that model was found to be 11.6°C). At the same time account of nickel and manganese as a product significantly improves the model. The model, corresponding to the lowest standard deviation was found to be as follows:
1/30.78Mn
1.35Ni 0.11∆ FCCTTF = (σ = 10.7 °C) (3)
Account of the silicon effect on radiation embrittlement in the form proposed by Williams [15] gives the following trend curve for WWER-1000 RPV welds:
( ) 1/3
Si0.70Mn
1.35Ni -0.64 5.33∆ FCCCTTF = (σ = 9.46 °C) (4)
FIG.. 9 – Silicon residual plot for the model 1/3
MnNiMn&Ni ∆ MnNi FCCATT nnF = .
The best choice for fluence exponent in the model nnn
F FCCCA CTT )-( ∆ SiSiMnNi 0MnNi=
is n=1/3. The model (4) was found RRC KI to be the best from the all considered models. For determination of the life time extension for WWER-1000 RPV weld it should be recommended using the upper bound of 95% confidence interval for model (4).
( ) 1/3Si
0.70Mn
1.35Ni -0.64 5.33∆ FCCCTTF = + 19 °C (5)

11
IAEA-CN-155-056 Model (5) provides conservative estimation of radiation embrittlement of weld seam materials for 99% data points.
5. Conclusion New RPV integrity assessment guidelines allows to increase the adequacy of estimation of brittle strength of RPV and to decrease conservatism of the RPV lifetime assessment. New concept of ISI system provides increasing time interval between RPV inspections from 4 to 8 years. Development of a new, physically proved model for re-irradiation embrittlement of WWER-440/230 RPV materials will allow validation of NPP lifetime extension for about 15 – 20 years beyond the design operation period for power units of the first generation. The standard reference dependences used at present for prediction of radiation embrittlement of WWER-440/213 and WWER-1000 RPV materials should be updated for LTO (60 years) taking into account surveillance programs data and fast neutron flux influence. References [1] “The main requirements to extension the service life of NPP unit”, NP-017-2000,
Moscow, Gosatomnadzor of Russia, 2000. [2] “Method for calculation of brittle strength of RPVs for operating WWER NPPs”, RD
EO 0606-2005.“, Moscow, Concern Rosenergoatom, 2005. [3] “New approaches for evaluation of brittle strength of reactor pressure vessels”,
Margolin, B.Z., Rivkin, E.Y., Karzov, G.P., Kostylev, V.I. and Gulenko, A.G. Transactions of the 17th Int. Conf. Structural Mechanics in Reactor Technology (SMIRT 17), # G01-4, Prague, Czech Republic, 2003.
[4] “Equipment and pipelines of nuclear power plants. Weld joints and cladding. Rules of inspection” PNAE-G-7-010-89. Moscow, Energoizdat, 1989.
[5] “Guidance for calculation on strengths for equipment and piping under operation”, RD EO 0330-01, Moscow, Concern Rosenergoatom, 2001
[6] “Some ways of improvement of mirro-echo method for WPR vessels ultrasonic inspection”, Kruglov B.A. Problems of Materials Science, 2000, 4(24), 76-87.
[7] “About angle characteristics of scattering caused by acoustically soft disk in a solid body of plane monochromatic longitudinal and transverse SV- and SH-waves”, Kruglov B.A., Problems of Materials Science, 2000, 4(28), 66-77.
[8] “Acoustic field of inclined converter in the far region”, Kruglov B.A., Problems of Materials Science, 2000, 2(30), 93-106
[9] “Radiation embrittlement and thermal annealing behavior of Cr–Ni–Mo reactor pressure vessel materials,” Nikolaev Yu.A., Nikolaeva A.V., Kryukov A.M., e.a., J. Nucl. Mater., 1995, v. 226, pp. 144–155.
[10] Nikolaev Y.A., Nikolaeva A.V., Shtrombakh Y.I. “Radiation embrittlement of low-alloy steels,” − Intern. J. Pressure Vessel Piping, 2002, v. 79, N 8−10, pp. 619−636.
[11] “Recovery of transition temperature of irradiated WWER-440 vessel metal by annealing,” Amaev, A.D., Kryukov, A.M., Sokolov, M.A., Radiation Embrittlement of Nuclear Reactor Pressure Vessel Steels, ASTM STP 1170, 1993, pp. 369–379.
12
[12] “Mechanical properties recovery of irradiated steels under thermal annealing,” Nikolaeva, A.V., Nikolaev, Yu.A., Kevorkyan, Yu.R., Atomnaya Energiya, 2001, v. 90, No. 6, pp. 457−460.
[13] “The effect of residual elements on 550°F irradiation response of selected pressure vessel steels and weldments,” Potapovs U., Hawthorne J., Nucl. App., 1969, v. 6, N 1, p. 27.
[14] . “Review of problems and requirements in VVER reactor-type pressure vessel dosimetry,” Zaritsky, S.M., Platonov, P.A., Nikolaev, Yu.A., e.a, Reactor Dosimetry: Radiation Metrology and Assessment, ASTM STP 1398, 2001, pp. 53–60
[15] “Dose rate effects in high and low nickel welds,” Williams, T., Ellis, D., O`Connell, W., Proc. of the Conf. Workshop on Dose Rate Effects in Reactor Pressure Vessel Materials, Olympic Valley, CA, 2001