بحث عن عيوب اللحام.doc
DESCRIPTION
Welding defectsTRANSCRIPT

عـن بــحـــــــــــــــث
عيوب اللحاماليدويWelding Defects
Of S.M.A.W
أعداد. مهندسين. ر م
محمود علي حسين
[Type text]

مــراجعة و تـنـقيحاألســـــــــــــتاذ
خــــــلـــف بــالسم نـــاطــق
مقدمة:-المعولية على الحصول من الملحومه لتمكين
ان يجب حياتها فترة طوال المطلوبة والموثوقيةكاف نوعيه مستوى لها Weld Quality Levelيكون
النوعيه ولضمان الملحومه هذة الغرضمن يالئمالمناسبة واألختيارات التصميميه األعتبارات بأخذ
التاليه :-
علىمدى -1 المطلوبه للخدمه المالئم التصميم. الملحومه لهذة التصميمية الحياة
اللحام -2 وطريقة اللحام وأسالك المواد أختيارالتصميمية . للمفاهيم المطابقة
مع -3 وصحيح مالئم بشكل والصيانة العملوالتصليح . المراقبة
على يعتمد النوعيه مستوى اختيار أنالظروف تحت المتوقعه الفشل تجاوزإحتماالت
التصنيع خطوات وتوظفكافه التشغيليهعلى الملحومه قدرة لضمان والفحصالضرورية
العمر فترة طوال منها المطلوب العمل إداءالعوامل هنا وتدخل لها المتوقع التصميمي
) في ) السالمه وعوامل الكلف االقتصاديهالحسبان .
لقبول المستخدمة المعايير اغلب انوفي الألتدميرية توظفاألختبارات الملحومات
للرجوع التصليحات بعمل يسمح األحيان أغلبويسبق المطلوبه المقبوله النوعية الى بالمنتج
باألساليب اللحام طريقة تصديق ذلك
[Type text]
المتعارفعلية وهو والتدميرية الالتدميريةالموثقة) اللحام أساليب أختبارات ( PQRب
بنظر اخذها يجب التي الرئيسية العوامل ان-: هي نوعية مستوى أختيار عند األعتبار
1-: وتشمل التشغيلية الظروفحجم أ- تحديد يتم اساسه وعلى األجهاد مستوى
ليتحمل section sizeالمقطع استخدامه الواجب. حصوله المتوقع االجهاد
أجهاد : ب- هو هل األجهاد ونوع طبيعةدوري , النوع cyclicديناميكي من يكون وعندما
الكلل أخذ يجب األعتبار .Fatigueاالخير بنظرللملحومة- القصوى العمل حرارة درجة ج
working Temp. والبلى- التأكل Corrosion & Erosionد
2, المتانة- , المقاومة حيث من خواصالموادالمطلوبمع للتصميم ومالئمتها التأكل مقاومة
تقلل تصنيع اساليب أستخدام عدم على التأكيداو البارد على التشكيل الخواصمثل هذة من
اللحام بعد الحرارية المعاملة او الحار علىP.W.H.T اللحام قبل P.H.Tأو
لعدم- 3 التصميم ومالئمة الهندسيه العيوبللقطعة الهندسي الشكل عيوبفي حدوث
تسرب او تشققات يتسببفيحدوث قد الذيLeakage.
4 : امكانية- ان حيث من العيوب تطور خطر إزدياد...) المواقع ) في الصعبة االماكن عيوبفي تكون
التصليح نسبة مثل إحصائية هناكطرق أن حيثReaper% سوء أو الطريقة صحة منها نستنتج
[Type text]

التصوير نسبة زيادة الى يصار أو تطبيقهاالنوعية .%X-Rayالشعاعي السيطرة من للتأكد
الركني- 5 اللحام العيوبفي تطور خطر إزديادFillet ( هذا في الكشفعليها اكتشافها لصعوبه
) لكشفهذة طرق عدة هناك و اللحام من النوعالنافذة السوائل منها Dye pentrantالعيوب
المغناطيسية والفحص Magnetic fluxالدقائقالصوتية فوق Ultrasonic Detectionبالموجات
تكون- 6 وقد الملحومة في الفشل عواقبأنابيب , , المصافي ابراج المراجل في كما كارثية
المأهولة... المناطق من وقربها الخ الغاز ) يتم ) ولذلك المنتوج في الضياع والفقدان
كل بل الملحومة علىفحصليسفقط التشديدعيبمثل وجود عدم من للنأكد الجهاز جسم
Laminationالتطابق
هي ... النوعية مستوى أسسأختيار فأن وأخيراواألختبار , التصنيع التصميم من Testingتوليفة
تكاليف بأقل نوعية بمستوى تزودنا والتيعلىطول األمآن وبأعلىمستويات
. للملحومة المتوقع العمرالتصميمي
اللحام الحدوثفيطريقة العيوبشائعة أنالمغلف :SMAWبالقوسالمعدن هي
Porosityالفجوات -1 Slag Inclusionالخبث -2التام -3 غير Incomplete Fusionاالنصهارالتامة -4 غير Incomplete penetrationالنفاذيةالجانبي -5 Under Cutالقطع Over Lapالتراكب -6 Cracksالتشققات -7
[Type text]

ويبين الحدوث ممكنه أخرى عيوب مع العيوب تلك يلخص جدول يلي وفيماالعلاج طريقة و للعيب المسبب الجدول
العيب CorrectionالعالجCausesالسبب أسم
الفجوات :--1Porosity
عيوبعلى وهيتجاويف هيئة
بالغالب كرويةبسبب تتشكل
إحتباسالغازات عملية خالل
وتقلل التجمدمن المسامية
معدن مقاومةلألحمال اللحام
نسبه في زيادةالنتروجي , الهيدروجين
األوكسجينفي أو نباللحام المحيط الجو
عالي تجمد معدل
المعدن نظافة عدماألساس
بأسالك لحام طريقة -lowأستخدمhydrogen مثلE7018
ملىء مواد مواد filler metalأستخدام ذاتالمسبق والتسخين للتأكسد قابلة غير
األسالك لهذةالواقي الغاز تدفق shielding gasزيادة
كافية لفترة المنصهر السائل بركه إبقاءتجمد فبل الخروج الغازات تستطيع لكي
المعدن
ارفع أو المسبق التسخين أستخدمالمدخلة الحرارة Heat Inputدرجة
[Type text]

إنحباس وسببهاالمذابة الغازات
اللحام معدن فيفأذا , المنصهر
كانتكمية المذابة الغازاتحدود من أكبر
ذوبانها قابليةتجبر الزيادة فأن
من الخروج علىعلى المحلول
أو فقاعات شكلفي تنحصر
على المعدنجيوب شكلوأكثر غازية
المسببة الغازاتهو للمسامية
الهيدروجين غازكشفها ويتم
بواسطةباألشعة التصوير
x-Rayوتكون اشكال عدة على
مثل:-كروية- Sphericalأ
طوالنية- أنبوبية Elongatedبرقم ) الشكل (44أنظر
ديدان- ثقوب ج Worm-hole
عنقودية- انظر clusterد( رقم (35الشكل
أسالك نظافة عدماللحام
تيار , قوسلحام طوللحام, سلك حركة لحام
مالئمة غــــــــــــير
الفوالذ من الزنك تبخررقم الشكل أنظر المغلون
لحام( 43) حالة في هناوالمقاطع الصفائح
فقط المغلونة
في عالية رطوبةأو اللحام غالفأسالك
الجوين فيسطوحلحامه المراد
نسبة أساسذا معدنعالية كبريت
والسطوح المفصل نظفوجهالمجاورة
نظيفة لحام أسالك أستخدممناطق وفي سليم بشكل ومخزونة
لذلك مخصصة نظيفة
تيارات وأستخدم اللحام وتكنيك اللحام شروط غيرقصير قوسلحام طول مع واطئة لحام
- تقليل مع سليكون نحاس سلك أستخدمأسالك أستعمال ويفضل المدخلة الحرارة
E6010أسالك بحرارة E7018أستخدم والمداورة
منصهر بركة أمام الزنك القوسلتبخيراللحام
محكمة أوعية في االسالك حفظاألسالك تسخين ودائما الغلق
حرارة درجة الى للجو المعرضةم ◦150
ذا ذاتغالف أسالك أستخدمقاعدية خبث Basicتفاعالت
Electrodes )LowH2(
تام- 2 غير أنصهارIncomplete Fusion
أيضا ويسمىLack of Fusion
رقم ) الشكل أنظر36)
صحيح غير لحام تكنيكغير مفصل تهيئة
صحيحةخاطىء تصميم
اللحام لمفصلكافي غير لحام تيار
) واطىء)لسلك محدود دخولوجوه لكافة اللحاماللحام جوينشديدة أكاسيد وجود
االلتصاق
لطبقة الجيد النتظيف عدمالسابقة اللحام
الطوالنية اللحمة تكنيك أستخدمStringer Bead
الفتحة كانت تقنية Gapأذا أستخدم جدا كبيرةالفتحة Weavingالتموج لملىء
اعلى تيارات إستخدام حاول
أو اللحام وصلة حافات نظافة من تأكدأسالك أستخدم
6010 OR 6011
[Type text]

تشققاتفي -2اللحام معدنالشكل أنظر تحدث( 42رقم )
من عديدة انواع التشققاتفي
اللحام خطمرئي بعضها
غير وبعضهاوجميعها مرئي
النها خطرةالىفشل تؤدي
اللحام في تام وحدوث التسربLeakage ومعظم
التشققاتنسبة الى تعزىالعالية الكاربون
العناصر أو السبائكية
هذة وتظهر التشققات
بقع بشكلساطعة صغيرة
مقطع أخذ عند مستعرضفي
اللحام خط وتسمىهذة ( عين ب البقعوهي( السمكةتحيط ما غالباأخرى بعيوب
الجيوب مثلأو الهوائية
المتضمناتحيث االمعدنية
تعطيمظهر بؤ البؤ يشبة
العين فيهذة ولمعالجة
التشققاتفي اللحام معدن يجبتسخين
لمدى الملحومةكما ◦ 93-705 م
يجبعمل تسخينالحق
post heating بعد فورا
من األنتهاءترك دون اللحام
لتبرد الملحومة
اللحام جوين قساوةRigid
زائد Dilutionترقق
معيبه لحام أسالك) مالئمة) غير
جيد غير تطبيق
صغيرة لحام غرزةsmall weld Bead
نسبة أساسذا معدنعالية كبريت
زاوي AngularتشوةDistortion
الفوهة تشققاتCrater Crack
المطلوب االجزاءمحصورة لحامها
) أكثر) وتكون مقيدةللتشققات عرضا
مســــــــــــــــــــــبقخصوصا تسخينوالجوينات العالي للسمك
) المقيدة) المحصورةبالطرق ميكانيكيا التبقية األجهادات إزالة
Pennining التقلصبأستخدام إجهادات تقليل
التراجعي اللحام Back stepتسلسلsequence
اللحام وسرعة اللحام تيار غيرسالب اللحام سلك وأستخدم
المباشرة قبل الجوين وجه وحسنباللحام
جديدة أسالك سخن ,L.Hأستخدمالرطوبة إلزاله األسالك
بناء على واعمل الجذر فتحة قللاللحام بمعدن الحافات
بقطر لحام سلك أستخدمقللسرعة , , اللحام تيار أرفع أكبر
اللحام
الكبريت واطىء سلك أستخدم
علىكال متوازن لحام الى غيرالجوين balanced weldingجانبي
إطفاء قبل حوضالفوهه أمالءالقوس
) تيار ) إطفاء حل أداة إستخدماللحام غرزة عمل إنهاء عند اللحام
الخلفي التراجع تكنيك وأستخدماللحام فوهه في اللحام تنهي لكي
قبله الذي
المقيدة غير النهاية بأتجاة الحمالصفائح بين ملم واحد فتحة واترك
يبرد عندما تقلصحر يحصل لكيالتغلغل , قلل اللحام معدن
أسالك و أوطأ تيارات بأستخدامذلك ان حيث اصغر اقطار ذات
العناصر كمية من يقلل سوفمعدن الى المضافة السبائكية
االساس المعدن من اللحام
ال اللحام ان Filletفي من تأكدمناسب حجم لها االولى الطبقة
[Type text]

بتسخين ويكونالى الملحومة
أما ◦93-315 مفيعتمد الوقت
علىسمك الن المعدن
المسار طوليتخذة الذي
الهيدروجينأنتشارة عند
هو السطح الى العامل)
theالمسيطر( controlling factor
درجة رفع أنباعتدال الحرارة
سوفيقللمن الزمن
المطلوب بشكل
التسخي , ملحوظالى م◦190ن ساعة 24ولمدة مثاليا يعتبر
معدل لتقليل تركيز
الهيدروجين الىمستوا
آمن .ذوبان قابلية أن بماتزداد الهيدروجين
درجة بزيادة بسرعةان يجب الحرارة
التسخين يكون) حلوسط ) االحق
معدل زيادة بينقابلية و االنتشار
األعظم الذوبانالحرارة درجات فيكذلك ,, المرتفعة
عمليات تؤثرالمسبق التسخين
على واالحقبشكل التشققاتبسبب مباشر غير
معدل على تأثيرها Cooling Rateالتبريد
البلوري والتركيبالتسخين , الناتج
ان يمكن المسبقانتشار معدل يزيد
الهدروجينمن اللحام منطقة
اشكال اي ويلدن
محدب او مسطح شكل ولهاالتشقق لمقاومة قليالوليسمقعر
( مقطع مساحة اللحام حجم ولزيادةوطول( ابطأ سرعة استخدم اللحام
اللحام سلك وميل ◦5قوسأقصرباللحام أستمر دائما و لألعلى
. ساخنة الصفيحة مادامت
[Type text]

الصلب) مارتنسايتتتكون( قد الهشمعدل من ويقلل
والتأثير التبريدتركيب يولد االخير
غير بلوريلة المارتنسايت
اقل حساسية لحصول
التشققات .الفوالذ ملحومات المخمد
والمطبــــــــــعQuenched
&Tempered تحتاج معاملة الى
تلحم ,, ان أما خاصةلحام L.Hبأسلوب
لها يجرى أوقبل الحق تسخين
المعاملة إجراءالخاصة الحرارية
الصالدة لزيادةHardening عدم عند
حرارة درجة تحديديجب مسبق تسخين
اذا الفوالذ تسخينحرارتة درجة كانت
حيث اقل او صفرالى م◦15يسخن
البدء قبليجبعدم , باللحام
الدورة مقاطعةان ورغم الحرارية
يكون قد ذلكفيبعض ضروريا
عدة وهناك الحاالتأخذها يجب عوامل
األعتبار بنظروهي :-
الهواء حرارة درجةالمحيط
الهيدروجين تكونالملوثات ووجود
األخــــــــــــــــــرى
تقييد الجــــــــــــوين
Joint Restraintالتصليد قلبلية
Hardenabilityالمعدن سمك
األســــــــــــاس
[Type text]

تشققاتفي- 4 المعدن
األســـــــــــــــــــــــاس
عالية هيدروجين نسبةالمحيط الجو في
الحار التشقق
قليلة مــــــــــــطيلية
عالية متبقية أجهاداتتصليد عن ناشئة
طوري مفروضة أجهاداتمفرطة
الجوين على
تصليد قابلية highعاليـــــــــــــة
hardenability
في هشة أطوارالبلوري التركيب
Brittle مثلطور ان .. حيث المارتنسايت
الناتجة الشد اجهاداتالطوري التحول من
يمكن المارتنسايتي-: بسبب تزداد ان
التقلصالحراري اللحام لمعدن
المتأثرة والمنطقةوصلة , تقييد بالحرارة
تسلسل, اللحامتقليل ويمكن التصنيع
االجهادات تلكالتسخين بأستخدام
معدل لتقليل المسبقاسلوب وتعديل التبريدالحرارة لتقليل اللحام
أعادة أو المدخلةاو اللحام جوين تصميم
التصنيع تسلسل تغييرحصر لتقليل
) الجوين) تقييد
الهيدروجين واطئة أسالك أستخدموحافظ مسبق تسخين أستخدم
بعد ساعتين لمدة الحرارة علىاللحام
اللحام بعد الحرارية بالمعاملة قمP.W.H.T من اإلنتهاء بعد فورااللحام
اقل مدخلة حرارة HeatأستخدمInput
خفيفة لحام بترسيبطبقات قماألســـــــــــــاس المعدن غير
تلدين او المسبق التسخين أستخدماالساس المعدن
اللحام جوين تصميم إعادةاللحام تسلسل غير
فور اإلجهاد إزالة بعملية قماللحام من االنتهاء
الحرارة , زيادة مسبق تسخينالتبريد, دون حرارية معاملة المدخلة
الغرفة حرارة درجة الىاللحام قبل محلولية حرارية معاملة
solution heat treatment والسيطرة بدورة الذي التبريد معدل على
درجة , المعدن علىسمك يعتمد , درجة المسبق التسخين حرارة
المدخلة , P.W.H.Tالحرلرة
غير- 5 كافية نفاذية غير لحام خلفي حرارة قلع back gougingإعمل
[Type text]

نقصفي ) تامـــــةالتغلغل(
Insufficient Penetration
( رقم الشكل أنظر33)
غير لحام جوين تصميممالئم
على ضعيفة سيطرةقوساللحام
ثم المقابلة الجهة من للباصاألولخلفي باصإسناد لحام إعمل , , زاوية قلل التيار أرفع السرعة قلل
اللحام , جذر وجة قلل اللحام سلكRoot face, استخدم الكوسرة بواسطة
اصغر بقطر اسالك6 -Under cut
عن عبارة وهيلخط موازية أخاديد
اللحام( رقم الشكل أنظر
41)
صحيح غير لحام تكنيكعالي لحام تيار
لسلك سيئة مناولةاللحام
طولقوس زيادةاللحام
حاد او عميق ثلم لها يكن لم إذاsharp notch ,, زاوية غير عيبا تعتبر ال
قوة تقوم بحيث اللحام سلكفي اللحام سائل القوسبأحتجاز
حركة سرعة مستخدما االركانالمفرط التموج وتجنب منتظمة
7- Under fill مشغل او اللحام فشلللحام) الماكنة
في( األوتوماتيكيكما اللحام جوين ملىء
أسلوب مطلوبفيفي wpsاللحام أو
المخططاتالتصميمية
أكثر أو إضافي باصلحام إضافةالفراغ لملىء اللحام جوين الى
للوصلة جيد علىمقطع والحصول
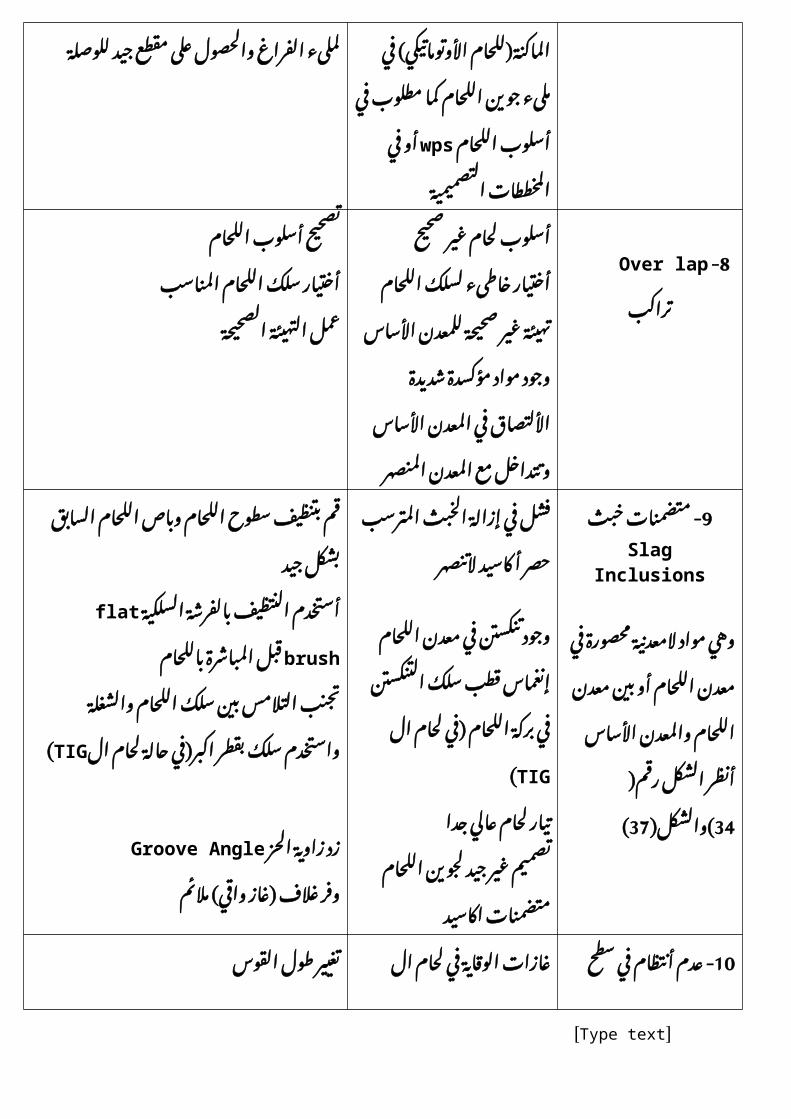
8 -Over lapتراكب
غير لحام أسلوبصحيح
لسلك خاطىء أختياراللحام
صحيحة غير تهيئةاألساس للمعدن
مؤكسدة مواد وجوداأللتصاقفي شديدة
األساس المعدنالمعدن مع وتتداخل
المنصهر
اللحام أسلوب تصحيحالمناسب اللحام سلك أختيار
الصحيحة التهيئة عمل
متضمنات- 9خبــــــــــــث
SlagInclusions
المعدنية مواد وهيمعدن في محصورةمعدن بين أو اللحام
والمعدن اللحام األساسأنظر
( رقم الشكل34( (37والشكل(
فشـــــــــــــــلفي المترسب الخبث إزالة
التنصهر أكاسيد حصر
تنكستنفي وجوداللحام معدن
إنغماسقطبسلك بركة في التنكستن
ال ) لحام في اللحامTIG)
جدا عالي لحام تيارلجوين جيد غير تصميم
اللحاماكاسيد متضمنات
وباص اللحام بتنظيفسطوح قمجيد بشكل السابق اللحام
السلكية بالفرشة النتظيف أستخدمflat brush باللحام المباشرة قبل
اللحام سلك التالمسبين تجنببقطر سلك واستخدم والشغلة
ال) لحام حالة في (TIGاكبر
الحز زاوية Groove Angleزد ) مالئم ) واقي غاز غالف وفر
في- 10 أنتظام في عدم الوقاية القوس غازات طول تغيير
[Type text]

اللحام خط سطحمسام وجود
تموجات) سطحيةغير سطحيةمنتظمة(
ال فيMIGلحاماللحام مكائن
األوتوماتيكي
من القطبية DCRP TO DCSPتغييرقبل بالكوسرة المسام هذة إزالة
الباصالتالي لحام
نقصفي- 11 خواص
االساس المعدنBase Metal Flaws
المعدن مطابقة عدم االساسللخواص
المطلوبة والمتطلباتمثل :
التركيب, خل, النظافة الكيمياوي
االنعزالية من وةواالصباغ والدهونوالقشور للخواص مطابقتة
ومطابقتة الميكانيكيةلالبعاد
للعمل المناسب المعدن أختيارنوعيتة من والتأكد المطلوب
المطلوبة المواصفات بموجباألختبارات الى اللجوء يمكن وللتأكد
األتالفية
الى- 12 األنعزاليةطبقات
Laminationانفصال وهي
ام ) صفائح المعدنالى( مسبوكات
في رقيقة صفائحالمركزي الجزء
كشفة ويمكنبالموجاتفوق
تمتد وقد الصوتيةفيمكن الحافة الى
بالعين رؤيتهاالمجردة
الغازية الفجوات تمددخالل وتسطحها
الساخن على التشكيلبعضالسطوح أنتفاخاللحام عند
وعدم المعدن أستبدال يجباستخدامة
تمزقصفائحي- 13Lamellar Tears
وتحدثفي التقابلية اللحامات
Groove Welds او Fillet Weldsالركنية
من توليفة في او,, أعالة النوعين كال
الصعوبة ومن
اللحامات تنتجفي عالية إجهادات
االساس المعدنلمعدن المجاور
الشد , إجهادات اللحامتنشأ ان يمكن العالية
على عمودي بشكلالوسطي المستوىالفوالذية للصفيحة
السمك اتجاة خالل
خصيصا مصنع فوالذ أستخدمالتمزقات لمقاومة
اللحام وصلة وتصميم موقع تقليلالسمك عبر االنفعال لتقليل
اقل مقاومة ذا لحام معدن أستخدمالمتولد الهيدروجين تقليل
بمعدن الصفيحة تحسينسطحاللحام
ودرجة المسبق التسخين أستخداميقلعن ال ما التمريرات بين حرارة
[Type text]

حيث الكشفعنهاعند ضارة تكون
الفوالذ أستخدامالحرجة للتطبيقات
, علية عمودية وكذلكاالجهادات هذة مقدار
على :- يعتمد, اسلوب اللحام حجم
التقييد, اللحام المفروضعلى
تصميم بسبب الجوينالملحومة .
ال قد التمزقات هذة انالسطح الى تنتشر
وجود مع تترافق وهيالفوالذ , متضمناتفي
المقطع في المستعرضالذي
عملية الية أجري يمكن Etchingإظهار
التمزقات هذة تمييزمثلمة بشكلشقوق
للمستوى موازيةللصفيحة الوسطي
رقم) الشكل (1.2انظرالمواقع يبين الذي
هذة لحصول التوقعةبعض وهناك التمزقات
زيادة على االدلةلحصول الحساسية
مع التمزقات هذةنسبة زيادة
مع كذلك الهيدروجينوجود زيادة
ويقوم المتضمناتبعرض بعضالمنتجين
ذات الفوالذ من أنواعلحصول خاصة مقاومة
التمزقـــــات هذة
م ◦ 93بالمطرقة اللحام Penningأضرب
وتراكب- 14 تجعدLaps and Seams
عيوبفيسطح االساس المعدنكشفها ويمكن
او النافذة بالسوائلالصوتية فوق الموجات
المعيب المعدن أستبدال
[Type text]

القوس- 15 ضرباتArc Strikes
بالمصطلح وتسمىراسواير العامي
بداية عند وتحدثالقوسوعند إشعال
المعدن على قدحة االساسفالمعدن
مع ينصهر ال الذييكون اللحام معدنقوسوبالطبع ضربـه
فيمظهر تغيرا تسببالسطح
وإعادة تام بشكل بالكوسرة إزالتهاشقوق عنها ينتج الفحصوقد
Star Cracksنجمية
األلتواء- 16 Warpage
بسبب التواء و تشوةالعالية الحرارة
الجكات أستخداممناسب لحام تسلسل أستخدام
البدء قبل الملحومة ضبطوضعيةباللحام
جوين- 17 تهيئةخاطئة لحام
الجوين ابعاد في خطأالشمفرة زاوية مثال
ذات االبعاد وهذةالمعدن بتركيب عالقة
االساسوطريقة المعدن وسمك اللحام
لحامة المراد
اللحام أســــــــــــــــلوب تصحيح
في- 18 خطأالتطبيق
Misaliganmentلحام في خصوصا
لهما قطعتينأنظر نفسالسمك
( رقم (39الشكل
في إزدياد يسببحافة عند االجهادات
اللحام وعند Toeخطاللحام جذر
المقبول السماح كانضمن أذاقبولة يمكن
غير- 19 اللحام حجم Incorrect Size ofصحيح
Weldكشفة ويمكن
بأستخدام بسهولة Gauges Welds
القياسأقل كان أذاالقياسالمطلوب من
القياسأكثر كان أذاالقياسالمطلوب منيتعارضمع قد
التالية المراحلفهو وعموما للتصنيعفيكلف زيادة يسبب
إضافي أضفباصلحام
[Type text]

التصنيعجانبي- 20 منظر
صحيح غير للحام يلخص( 8.9الشكل )
هذة تفاصيل كافةالفقرة
الشكل ) (8.9أنظر
Burnthroughال-21ثقب حصول وهو
الباصاألول فيالباص لحام عند
الشكل أنظر الثاني(38رقم)
طولقوس زيادةاللحام
length of arc
المعيبة المنطقة تصليح
Spatterالتطشر- 22معدن دقائق وهي
المنفصلة اللحامجزأ والتيالتشكل
ويسبب اللحام منمعدن في خسارةاليؤثر وهو اللحام
اللحام مقاومة علىالى يؤدي لكنة
لخط سيء مظهرمن ويزيد اللحام
التنظيف كلف
جدا عالي لحام تيارالمستخدم السلك نوع
كبير قوسلحام طولجدا
القوس نفخ ظاهرةArc Blow
( تقليل المناسب التيار أستخدامالتيار(
من وتأكد المناسب السلك أستخدامالقطبية
قوساللحام تقليلطولالقوس نفخ ظاهرة تجنبحصول
الشغلة مع اللحام سلك زاوية غيراألرضي موضع لف Earthأو أو
التأريض بقابلو أمكن أذا القطعة
القوس- 23 فوهةArc Crater
عن عبارة وهيوجة منخفضفي
انتهاء عند اللحاملحام weldغرزة
bead عندما مثالبوضع اللحام يقوم
جديد سلك
حوض ملىء عدمالقوس
ثم ملئها وتابع قبلها باللحام أبدأاللحام تابع
في- 24 تغييرالبلوري التركيب
المتأثرة للمنطقة HAZبالحرارة
icrostructure alteration
الكاربون نسبة زيادةالمعدن في
إضافات وجودغيرمرغوبة
خاطئة لحام طريقةعالية تبريد نسب
ال فحصمنطقة وتكون HAZعندمن ) أكبر غير( 230HZنتائجها فهي
الىفشل تؤدي ان ويمكن مقبولةمختلفة لحام بطرق وتعالج الوصلةطرق أو مختلفة لحام قضبان او
أو مسبق P.W.H.Tتسخين
[Type text]

االنعزالية- 25 حدوثالنطقة في
المتأثرة بالحرارةومعدن
Segregation اللحام of HAZ and weld
metal
لها الرئيسي السببوجود هو
بصيغة أثناء γالكاربونشكل وهو اللحام
على يطفو كرافيتيمكوننا البلورة جدران
تؤدي قد عازلة طبقةاللحام الىفشل
مع المعدن تركيب مالئمة من التأكداللحام سلك وتركيبة اللحام طريقة
الكيمياوية
متصلة- 26 عيوب Designبالتصميم
relatedA:
changes in section and stress
B:weld Joint Type
بخطأ متصلة عيوبوتسبب التصميم في
المقطع في تغيراواألجهاد
أخرى عيوب وهناكفي بخطأ متصلة
اللحام جوين تصميم
المقاطع في مفاجىء تغيرهناك يكون بأن وتتجنب الملحومة
التخفيضلتالفي في تدرجأنتقالها عند المفاجئة األجهادات
المقطع الى األكبر المقطع منللوصلة . األصغر
قوسلحام- 27) شاذ) خشن
Rough Welding
القطبية كانت أذاتوصيات ضمن والتيار
) االسالك ) منتج المنتجالقوس عمل لكن
يكون قد وشاذ خشنرطوبة السببوجود
السلك في
او جديدة حاوية من اسالك استخدمالتجفيف فرن في االسالك ضع
[Type text]
المصادر
Welding HandbookVol.4 &Vol.5 -1
API RP 577 -2 Welding Inspection and Metallurgy
Jefferson's Welding Encyclopedia -3
The Lincoln procedure Handbook -4
[Type text]

الله بــــــــــــــــــــــــســــــــــــمالرحيم الرحــــــــــمن
) عليـــــــــــــــــــم) علم ذي كل وفوق
العظيم الله صدق
وتقدير شــــــكرلألستاذ والتقدير الشكر ببالغ أتقدم
خلف بالسم ناطقالقيمة ومالحظاتة البحث لمراجعتة
األهداء
مــــــواقع في العاملين زمالئي كافة إلى[Type text]

النفطية المشاريع شركةأو التشييد مجال في العاملين سواء
الهندسي الفحص مجال فيالمرجوة الفائدة تحقيق متمنيا
التوفيق الله ومن . مهندسين . ر م
محمود علي حسينالنفطية المشاريع شركة
م 21/5/2012بغداد
[Type text]