00 greeting pipe catalog.pdf · · 2018-04-096 7 5lc cra liner 01 clad pipe claddings standard en...
TRANSCRIPT

Greeting00
Good to Great!
“CLAD KOREA Co.,Ltd” is a global clad pipe and fitting manufacturer specializing in energy infrastructure serving the
oil, gas and power industries. Our offers include engineering, procurement, fabrication and construction [individually
or as integrated services], piping construction, overlay welding, hard surfacing, WPS/PQR consulting and other special
services to industry and government entities worldwide.
We have a long-standing, on-the-ground field expertise in testing, inspecting, evaluating and qualifying materials,
equipment and welding, including corrosion, abrasion and default evaluation. Over the years, we have developed
and implemented field processes and procedures for our clients covering piping maintenance and integrity manage-
ment efforts to fight against corrosion and wear problem.
Our strength lies in our ability to understand regulations and develop the solutions that will maintain our clients’ regu-
latory compliance over a pipe’s life cycle, while helping them operate safely, efficiently and profitably. In addition, we
deliver the goods at the competitive price with shortest delivery time, as concentrating on weld clad and hydrostatic
way.
We have been listed on the major oil and gas companies as an authorized vendor for years. Therefore, we ask for your
encouragement and support for us to move forward attaining both goals.
Appreciating for your reading.
Contents
- History- Quality Policy- Approval- Patent- Equipment- Engineering Manufacturing- Technology Collaboration- Contact Us
11 Overview
- HTW 200- ESW 250- APW 1300- Others
10 Welding Automation04 Clad Vessel
06 Clad Boiler Panel
- Flowchart- Development of Earnings
09 WPS/PQR
05 Clad Valve
07 Hard Surfacing
08 K-Smart Automatic Pipe Spool Shop
- 5LC CRA Liner- 5LD Clad Pipe- Sales Experience
01 Clad Pipe
Clad Pipe, Nickel Alloy Pipe,Copper Alloy Pipe, Other(Titanium, Duplex S/S, SuperDuplex S/S, Hyper Duplex S/S etc.)
- Weld Shapes- Welding Execution
03 Pipe Spool
02 Clad Fitting
CLAD KOREA Co.,Ltd

5LC CRA Liner5LD Clad Pipe
Delivery Performance
Clad Pipe01

6 www.cladkoreapohang.com 7
5LC CRA Liner
01 Clad Pipe
Claddings
StandardEN
Material Number
Type
Chemical Composition (Heat Analysis) % (Extract) Mean PittingResistance Equivalent
Number (PREN)
Cr+3.3Mo+16N(%)
ComparableASTM A240/
ASME SA240 TypeCmax.
Simax.
Mnmax.
Pmax.
Smax. Cr Ni Mo Others
EN10088
1.4000 X6Cr-13 0.08 1.0 1.0 0.04 0.015 12.0 - 14.0 - - - - 410S
1.4301 X5CrNi18-10 0.07 1.0 2.0 0.045 0.015 17.0 - 19.5 8.0 - 10.5 - N ≤0.11 - 304
1.4306 X2CrNi19-10 0.03 1.0 2.0 0.045 0.015 18.0 - 20.0 10.0 - 12.0 - N ≤0.11 - 304L
1.4541 X6CrNiTi18-10 0.08 1.0 2.0 0.045 0.015 17.0 - 19.0 9.0 - 12.0 - 5xC<Ti≤0.70 - 321
1.4550 X6CrNiNb18-10 0.08 1.0 2.0 0.045 0.015 17.0 - 19.0 9.0 - 12.0 - 10xC<Nb≤1.00 - 347
1.4401 X5CrNiMo17-12-2 0.07 1.0 2.0 0.045 0.015 16.5 - 18.5 10.0 - 13.0 2.0 - 2.5 N ≤0.11 25 316
1.4404 X2CrNiMo17-12-2 0.03 1.0 2.0 0.045 0.015 16.5 - 18.5 10.0 - 13.0 2.0 - 2.5 N ≤0.11 25 316L
1.4571 X6CrNiMoTi17-12-2 0.08 1.0 2.0 0.045 0.015 16.5 - 18.5 10.5 - 13.5 2.0 - 2.5 5xC<Ti≤0.70 25 316Ti
1.4432 X2CrNiMo18-14-3 0.03 1.0 2.0 0.045 0.015 16.5 - 18.5 10.5 - 13.5 2.5 - 3.0 N ≤0.11 27 316L Mod Mo ≥ 2.5
1.4435 X3CrNiMo17-13-3 0.03 1.0 2.0 0.045 0.015 17.0 - 19.0 12.5 - 15.0 2.5 - 3.0 N ≤0.11 28 316L Mod Mo ≥ 2.5
1.4429 X2CrNiMoN17-13-3 0.03 1.0 2.0 0.045 0.015 16.5 - 18.5 11.0 - 14.0 2.5 - 3.0 N = 0.12 - 0.22 29 316L Mod Mo ≥ 2.5
1.4438 X2CrNiMo18-15-4 0.03 1.0 2.0 0.045 0.015 17.5 - 19.5 13.0 - 16.0 3.0 - 4.0 N ≤0.11 31 317L
1.4439 X2CrNiMoN17-13-5 0.03 1.0 2.0 0.045 0.015 16.5 - 18.5 12.5 - 14.5 4.0 - 5.0 N - 0.12 - 0.22 35 317LMn
SEW 470 1.4828 X15CrNiSi20-12 0.20 1.5 - 2.5 2.0 0.045 0.030 19.0 - 21.0 11.0 - 13.0 - - - -
Standard UNSNumber Type C
max.S
imax.Mn
max.P
max.S
max. Cr Ni Mo Others
Mean PittingResistance Equivalent
Number (PREN)
Cr+3.3Mo+16N(%)
Comparable Grade of EN 10088
ASTM A240/
240M and ASME
SA240/ 240M
S52008 410S 0.08 1.0 1.0 0.040 0.03 11.5 - 13.5 max. 0.60 - - - 1.4000
S30400 304 0.08 0.75 2.0 0.045 0.03 18.0 - 20.0 8.0 - 10.5 - N ≤0.10 - 1.4301
S30403 304L 0.03 0.75 2.0 0.045 0.03 18.0 - 20.0 8.0 - 12.0 - N ≤0.10 - 1.4306
S32100 321 0.08 0.75 2.0 0.045 0.03 17.0 - 19.0 9.0 - 12.0 -N ≤ 0.10 5x(C+N)
<Ti ≤1.00- 1.4541
S34700 347 0.08 0.75 2.0 0.045 0.03 17.0 - 19.0 9.0 - 13.0 - 10xC<Nb≤1.00 - 1.4550
S31600 316 0.08 0.75 2.0 0.045 0.03 16.0 - 18.0 10.0 - 14.0 2.0 - 3.0 N ≤0.10 25 1.4401
S31603 316L 0.03 0.75 2.0 0.045 0.03 16.0 - 18.0 10.0 - 14.0 2.0 - 3.0 N ≤0.10 25 1.4404
- 316L Mod Mo≥ 2.5 0.03 0.75 2.0 0.045 0.03 16.0 - 18.0 10.0 - 14.0 2.5 - 3.0 N ≤0.10 27 1.4432 / 1.4435
S31635 316Ti 0.08 0.75 2.0 0.045 0.03 16.0 - 18.0 10.0 - 14.0 2.0 - 3.0N ≤ 0.10 5x(C+N)
<Ti ≤0.7025 1.4571
S31653 316LN 0.03 0.75 2.0 0.045 0.03 16.0 - 18.0 10.0 - 14.0 2.0 - 3.0 N = 0.10 - 0.16 27 -
- 316LN Mod Mo≥ 2.5 0.03 0.75 2.0 0.045 0.03 16.0 - 18.0 10.0 - 14.0 2.5 - 3.0 N = 0.10 - 0.16 29 1.4429
S31703 317L 0.03 0.75 2.0 0.045 0.03 18.0 - 20.0 11.0 - 15.0 3.0 - 4.0 N ≤0.10 31 1.4438
S31726 317LMn 0.03 0.75 2.0 0.045 0.03 17.0 - 20.0 13.5 - 17.5 4.0 - 5.0 N = 0.10 - 0.20 35 1.4439
Stainless Steels and Heat-Resistant SteelsCladdings
ASTM/UNS
NumberType
Chemical Composition (Heat Analysis) % (Extract) Mean Pitting
Resistance Equivalent
Number (PREN)
Comparable Grades
Cmax.
Simax.
Mnmax.
Pmax.
Smax. Cr Ni Mo Others
ENMaterialNumber
EN / DIN / SEW
VdTÜVMeterial
Shoot
B 409 UNS
N08800Alloy 800 0.10 1.00 1.50 - 0.015 19.0 - 23.0 30.0 - 35.0 -
Al = 0.15 - 0.60 Ti = 0.15 - 0.60
Cu ≤1.5, Fe≥39.5- 1.4876 SEW 470 412
B 625 UNS
N08904Alloy 904L 0.02 1.00 2.00 0.045 0.035 19.0 - 23.0 23.0 - 28.0 4.0 - 5.0 Cu = 1.0 - 2.0 36 1.4539 EN 10088 421
B 709 UNS
N08028Alloy 28 0.03 1.00 2.50 0.030 0.030 26.0 - 28.0 29.5 - 32.5 3.0 - 4.0 Cu = 0.60 - 1.40 39 1.4563 EN 10088 -
B 625 UNS
N08926Alloy 926 0.02 0.50 2.00 0.03 0.010 19.0 - 21.0 24.0 - 26.0 6.0 - 7.0 Cu = 0.50 - 1.50
N = 0.15 - 0.25 44 1.4529 EN 10088 502
B 463 UNS
N08020Alloy 20 0.07 1.00 2.00 0.045 0.035 19.0 - 21.0 32.0 - 38.0 2.0 - 3.0 Cu - 3.0 - 4.0
8xC<(Nb+Ta)<1.0 28 2.4660 DIN 17744 -
B 463 UNS
N08020Alloy 20 0.07 1.00 2.00 0.045 0.035 19.0 - 21.0 32.0 - 38.0 2.0 - 3.0 Cu - 3.0 - 4.0
8xC<(Nb+Ta)<1.0 28 2.4660 DIN 17744 -
B 424 UNS
N08825Alloy 825 0.05 0.50 1.00 - 0.030 19.5 - 23.5 38.0 - 46.0 2.5 - 3.5
Cu = 1.5 - 3.0 Ti = 0.60 - 1.20 Fe>22.0, Al<0.2
31 2.4858 DIN 17744 432
B 443 UNS
N06625Alloy 625 0.10 0.50 0.50 0.015 0.015 20.0 - 23.0 > 58.0 8.0 - 10.0
Fe<5.0 (Co<1.0) Nb = 3.15 - 4.15 Al<0.40, Ti<0.40
51 2.4856 DIN 17744 499
B 575 UNS
N06022Alloy C 22 0.015 0.08 0.50 0.020 0.020 20.0 - 22.5 Bal 12.5 - 14.5
Fe = 2.0 - 6.0 W = 2.5 - 3.5
V<0.35, Co<2.5066 2.4602 DIN 17744 479
B 575 UNS
N06455Alloy C 4 0.015 0.08 1.00 0.040 0.030 14.0 - 18.0 Bal 14.0 - 17.0
Fe<3.0 Ti<0.70 Co<2.0
67 2.4610 DIN 17744 424
B 575 UNS
N10276Alloy C276 0.01 0.08 1.00 0.04 0.030 14.5 - 16.5 Bal 15.0 - 17.0
W = 3.0 - 4.5 Fe = 4.0 - 7.0
Co <2.5, V<0.3668 2.4819 DIN 17744 400
B 575 UNS
N06059Alloy 59 0.01 0.10 0.50 0.015 0.010 22.0 - 24.0 Bal 15.0 - 16.5 Al = 0.1 - 0.4
Fe <1.5, Co<0.3 Cu<0.5 75 2.4605 DIN 17744 505
B 333 UNS
N10665Alloy B 2 0.02 0.10 1.00 0.04 0.030 1.0 Bal 25.0 - 30.0 Fe <2.0, Co<1.00 - 2.4617 DIN 17744 436
B 168 UNS
N06600Alloy 600 0.15 0.50 1.00 - 0.015 14.0 - 17.0 > 72.0 - Fe = 6.0 - 10.1
Cu<0.50 - 2.4816 DIN 17742 305
B 127 UNS
N04400Allooy 400 0.30 0.50 2.00 - 0.024 - > 63.0 - Cu = 28.0 - 34.0
Fe <2.5 - 2.4360 DIN 17743 263
B 162 UNS
N02200Alloy 200 0.15 0.35 0.35 - 0.010 - > 99.00 - Fe<0.4, Cu<0.25 - 2.4066 DIN 17740 -
B 162 UNS
N02201Alloy 201 0.02 0.35 0.35 - 0.010 - > 99.00 - Fe<0.4, Cu<0.25 - 2.4068 DIN 17740 345
- - - - - 0.001 - 0.005 - - - - Cu>99.95 - 2.0070 DIN 1787 -
B 152 UNS
C12200- - - - 0.015 -
0.040 - - - - Cu>99.90 - CW 024A EN 1652 -
B 171 UNS
C70600Alloy CuNi
90/10 - - 1.00 - - - 9.0 - 11.0 - Fe = 0.10 - 1.8, Cu =Bal Zn <1.0, Pb<0.05 - CW 352H EN 1652 420
B 171 UNS
C71500Alloy CuNi
70/30 0.05 - 1.00 - - - 29.0 - 33.0 - Fe = 0.40 - 1.0, Cu =Bal Zn <1.0, Pb<0.05 - CW 354H EN 1652 -
B 265 Grade 1
Titanium Grade 1 0.08 - - - - - - - Fe<0.20
O <0.18, N<0.03Ti Bal - 3.7025 DIN 17850 230
B 265 Grade 2
Titanium Grade 2 0.08 - - - - - - - Fe<0.30
O <0.25, N<0.03Ti Bal - 3.7035 DIN 17850 230
Special Steels, Non-Ferrous Metals and Alloys
CLAD KOREA Co., Ltd - CLAD PIPE

8 www.cladkoreapohang.com 9
Hydro-Static
Longitudinally Welded
Application Meterial Combination
• Petrochemical & Oil and Gas Plant• Offshore, Drilling & Shipbuilding• Power Plant• Pipeline
Base• Carbon Steel / Low Temp Carbon Steel• Hi-Strength Steel• Low Alloy Steel
Clad• Martensitic Stainless Steel (4XX Series)• Austenitic Stainless Steel (3XX Series)• Duplex / Super Duplex / Hyper Duplex Stainless Steel• 904L• Alloy 82,825,800H• Alloy 200 / Alloy 400• Copper / CuNi 7030 / 9010 / AlBronze / Mn AlBronze, etc• Alloy 600, 625• Alloy C276, C22 ,59, 686• Alloy 2000, B2, B3
Application Meterial Combination
• Petrochemical & Oil and Gas Plant• Offshore, Drilling & Shipbuilding• Power Plant• Pipeline
Base• Carbon Steel /
Low Temp Carbon Steel• Hi-Strength Steel• Low Alloy Steel
Clad• Martensitic Stainless Steel (4XX Series)• Austenitic Stainless Steel (3XX Series)• Duplex / Super Duplex /
Hyper Duplex Stainless Steel• 904L• Alloy 82,825,800H• Alloy 200 / Alloy 400• Copper / CuNi 7030 / 9010 / AlBronze /
Mn AlBronze, etc• Alloy 600, 625
• Alloy C276, C22 ,59, 686• Alloy 2000, B2, B3• Stellite #1, 6, 12, 21, Ultimate• Chromium Carbide (CCO)• Complex Chromium Carbide• Vanadium Tungsten Carbide• Titanium Carbide• Tungsten Carbide (WCO)• NiCrBWC• NiCrBSi
5LD Clad Pipe
01 Clad Pipe
Weld Overlay
Delivery Performance
Year Location Owner of Project / EPC Contractor Project / Item
2006 CANADA KRUPP CANADA / SINHAN MACHINERY WCO Double Roll Crushers & Housings
2007 UAE DAEWOO E&C Sand Dredge CCO Pipes [24~28”] & CCO Bends
2007 KOREA POSCO / POSCO E&C CCO Dryer Screws & Raw Material CCO Pipes
2008 CANADA AMEC / POSCO PLANTEC Kearl Oil Sands Project – CCO Liners in Module
2008 CANADA KRUPP CANADA / SINHAN MACHINERY WCO Double Roll Crushers & Pipes
2010 KOREA POSCO / POSCO E&C Finex #1 Dryer Screw & Raw Material Pipe Lines
2011 UAE ADCO / SK E&CBab Gas Project- Automatic joining WPS Development for Clad Pipe, Delivery APW 1300 [GTAW – Hot Wire] and Welding Materials
2011 UAE GASCO / HDEC IGD Habshan-5 Project- Clad Pipe Joining WPS Development & Delivery Welding Materials
2012 CANADA AMEC / POSCO PLANTEC Kearl Oil Sands Project – CCO Liners Inside Surge Bin
2012 KOREA POSCO / POSCO E&C Finex #2 Dryer Screw & Raw Material Pipe Lines
2013 KOREA POSCO / POSCO E&C Finex #3 Dryer Screw & Raw Material Pipe Lines
2013 KOREA POSCO / POSCO PLANTEC SNG Project – Charcoal Filter Vessel – Distri. System
2013 UAE ADMA / HDEC SARB Pkg.4 Project- Manufacturing of Clad Pipes (24” x SCH.60 x 6,000L & 10” x SCH.140 x 6,000L)
2014 KOREA POSCO / POSCO E&C Ball Valves & Pipes
2014 CANADA SUNCOR ENERGY / SK E&C FHSE Project – CCO Pipe Bends
2014 CANADA SUNCOR ENERGY / SK E&C FHSE Project – CCO Liners Inside Surge Bin
2014 CANADA SUNCOR ENERGY / SK E&C FHSE Project - CCO Lining and Pipeline for Froth Tank
2014 CANADA AMEC / POSCO PLANTEC Kearl Oil Sands Project- CCO Pipes [24”] For Test
2014 UAE ADMA / HDEC SARB Pkg.4 Project- Manufacturing of Clad Pipes
2014 KOREA POSCO / POSCO PLANTEC SNG Product Plant [Coal Gasification] – Clad Pipe Spools of Monel 400
2015 CANADA SUNCOR ENERGY / SK E&C FHSE Project – WCO Orifice Plates
2015 MALAYSIA PETRONAS/ SAMSUNG ENG. TGAST Project- Manufacturing of Clad Pipes, Clad Fittings, Clad Flanges
Outside weldinginspection and
tab removal
OilerPipe dryingPipe wash
Pipe wash
Dimensional
Pipe transporter
Pipe flushing
I.D. and O.D.surface and weld
inspection
Lengthmeasure
and stamp
Weighing
Additionalcustomer
requirements(optional)
End ultrasonicand magnetic
particleinspection
Rail
Ship
Road
Customeracceptance
Despatch
Loading
Plate Edge crimp “U” Press “O” Press Outside welding
Weld seam ultrasonic testing
X-rayExpanderHydrostatic tester
Weld seam ultrasonic testing
X-ray End-facing andbevelling
CLAD KOREA Co., Ltd - CLAD PIPE

Clad Fitting02
12 www.cladkoreapohang.com 13
Type of Product
Fittings
Induction Bends
• Elbows - LR, SR, and Reducing & Mitered• Reducer : Concentric, Eccentric & Conical• Tees : Straight & Reducing• Lateral• Branches• Weldolets• Flange : WN, LW, FR, SO, RTJ, LT, Threaded, Blinds & Orifice
Application Material Combination• Petrochemical & Oil and Gas Plant• Offshore, Drilling & Shipbuilding• Power Plant• Pipeline
Base• Carbon Steel / Low Temp Carbon Steel • Hi-Strength Steel• Low Alloy Steel
Clad• Martensitic Stainless Steel (4XX Series)• Austenitic Stainless Steel (3XX Series)• Duplex / Super Duplex /Hyper Duplex Stainless Steel• 904L• Alloy 82, 825, 800H• Alloy 200 / Alloy 400• Copper / CuNi 7030 / 9010 / AlBronze / Mn AlBronze, etc• Alloy 600, 625• Alloy C276, C22 ,59, 686• Alloy 2000, B2, B3• Stellite #1, 6, 12, 21, Ultimate• CCO, CCO with Nb, TiCO, WCO, WCO with Vanadium• NiCrBWC• NiCrBSi
• 1.5D, 3D, 5D & Customized Bends• Bend with Straight Transition Area
Others• Rolls• Plates• Heads, Shells, Tube Sheets, Girth Flange, Nozzles,
Flanges, Blind Flanges, etc in Pressure Vessel
Clad Fitting
02 Clad Fitting
CLAD KOREA Co., Ltd - CLAD FITTING

Pipe Spool03
Weld ShapesWelding Execution
16 www.cladkoreapohang.com 17
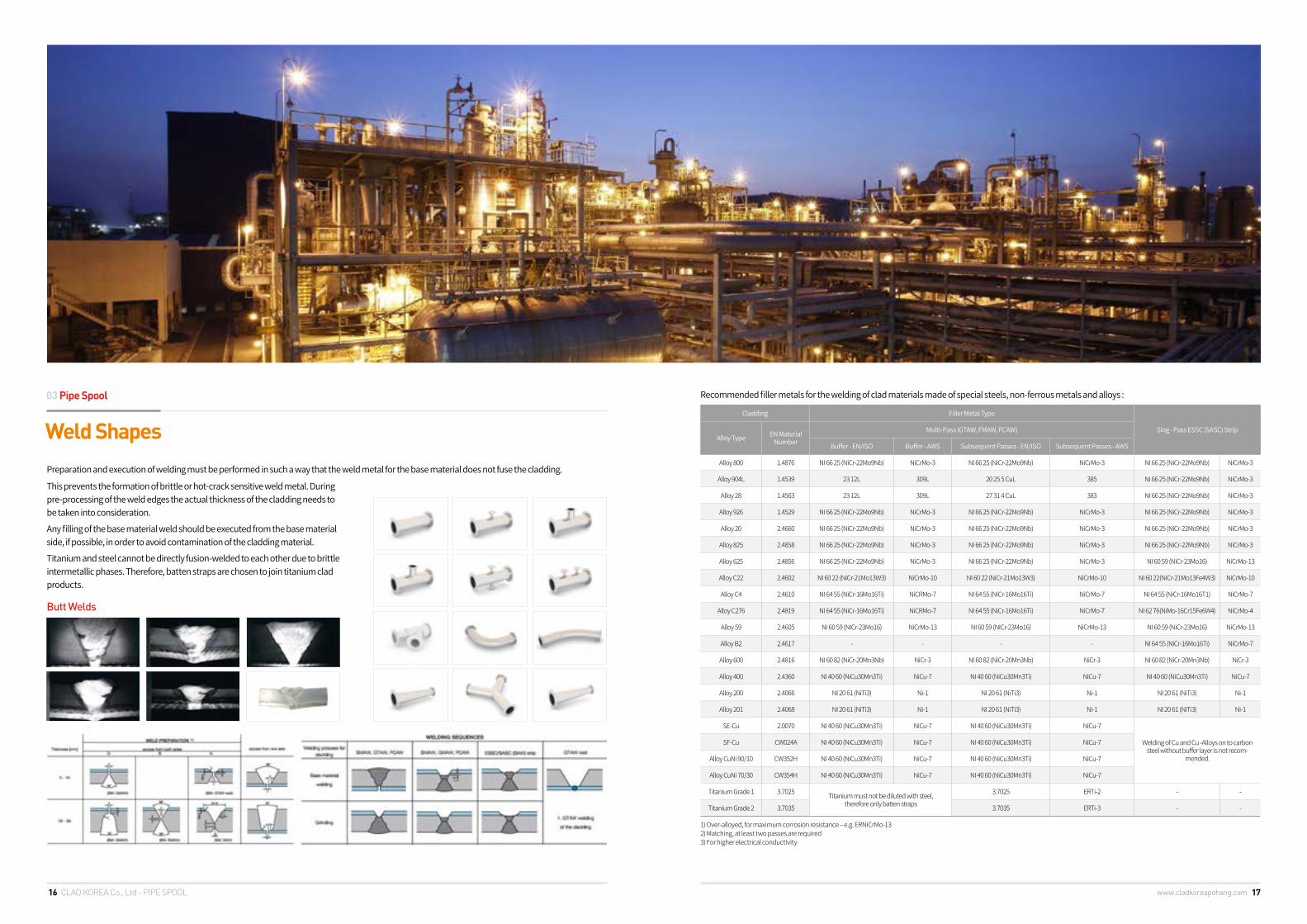
Preparation and execution of welding must be performed in such a way that the weld metal for the base material does not fuse the cladding.
Recommended filler metals for the welding of clad materials made of special steels, non-ferrous metals and alloys :
1) Over-alloyed, for maximum corrosion resistance – e.g. ERNiCrMo-132) Matching, at least two passes are required3) For higher electrical conductivity
Weld Shapes
03 Pipe SpoolCladding Filler Metal Type
Sing - Pass ESSC (SASC) StripAlloy Type EN Material
Number
Multi-Pass (GTAW, FMAW, FCAW)
Buffer - EN/ISO Buffer - AWS Subsequent Passes - EN/ISO Subsequent Passes - AWS
Alloy 800 1.4876 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3
Alloy 904L 1.4539 23 12L 309L 20 25 5 CuL 385 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3
Alloy 28 1.4563 23 12L 309L 27 31 4 CuL 383 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3
Alloy 926 1.4529 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3
Alloy 20 2.4660 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3
Alloy 825 2.4858 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3
Alloy 625 2.4856 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 66 25 (NiCr-22Mo9Nb) NiCrMo-3 NI 60 59 (NiCr-23Mo16) NiCrMo-13
Alloy C22 2.4602 NI 60 22 (NiCr-21Mo13W3) NiCrMo-10 NI 60 22 (NiCr-21Mo13W3) NiCrMo-10 NI 60 22(NiCr-21Mo13Fe4W3) NiCrMo-10
Alloy C4 2.4610 NI 64 55 (NiCr-16Mo16Ti) NiCRMo-7 NI 64 55 (NiCr-16Mo16Ti) NiCrMo-7 NI 64 55 (NiCr-16Mo16T1) NiCrMo-7
Alloy C276 2.4819 NI 64 55 (NiCr-16Mo16Ti) NiCRMo-7 NI 64 55 (NiCr-16Mo16Ti) NiCrMo-7 NI 62 76(NiMo-16Cr15Fe6W4) NiCrMo-4
Alloy 59 2.4605 NI 60 59 (NICr-23Mo16) NiCrMo-13 NI 60 59 (NICr-23Mo16) NiCrMo-13 NI 60 59 (NiCr-23Mo16) NiCrMo-13
Alloy B2 2.4617 - - - - NI 64 55 (NiCr-16Mo16Ti) NiCrMo-7
Alloy 600 2.4816 NI 60 82 (NiCr-20Mn3Nb) NiCr-3 NI 60 82 (NiCr-20Mn3Nb) NiCr-3 NI 60 82 (NiCr-20Mn3Nb) NiCr-3
Alloy 400 2.4360 NI 40 60 (NiCu30Mn3Ti) NiCu-7 NI 40 60 (NiCu30Mn3Ti) NiCu-7 NI 40 60 (NiCu30Mn3Ti) NiCu-7
Alloy 200 2.4066 NI 20 61 (NiTi3) Ni-1 NI 20 61 (NiTi3) Ni-1 NI 20 61 (NiTi3) Ni-1
Alloy 201 2.4068 NI 20 61 (NiTi3) Ni-1 NI 20 61 (NiTi3) Ni-1 NI 20 61 (NiTi3) Ni-1
SE-Cu 2.0070 NI 40 60 (NiCu30Mn3Ti) NiCu-7 NI 40 60 (NiCu30Mn3Ti) NiCu-7
Welding of Cu and Cu -Alloys on to carbon steel without buffer layer is not recom-
mended.
SF-Cu CW024A NI 40 60 (NiCu30Mn3Ti) NiCu-7 NI 40 60 (NiCu30Mn3Ti) NiCu-7
Alloy CuNi 90/10 CW352H NI 40 60 (NiCu30Mn3Ti) NiCu-7 NI 40 60 (NiCu30Mn3Ti) NiCu-7
Alloy CuNi 70/30 CW354H NI 40 60 (NiCu30Mn3Ti) NiCu-7 NI 40 60 (NiCu30Mn3Ti) NiCu-7
Titanium Grade 1 3.7025 Titanium must not be diluted with steel, therefore only batten straps
3.7025 ERTi-2 - -
Titanium Grade 2 3.7035 3.7035 ERTi-3 - -
Butt Welds
This prevents the formation of brittle or hot-crack sensitive weld metal. During pre-processing of the weld edges the actual thickness of the cladding needs to be taken into consideration.
Any filling of the base material weld should be executed from the base material side, if possible, in order to avoid contamination of the cladding material.
Titanium and steel cannot be directly fusion-welded to each other due to brittle intermetallic phases. Therefore, batten straps are chosen to join titanium clad products.
CLAD KOREA Co., Ltd - PIPE SPOOL
18 www.cladkoreapohang.com 19
Welding Execution
03 Pipe Spool
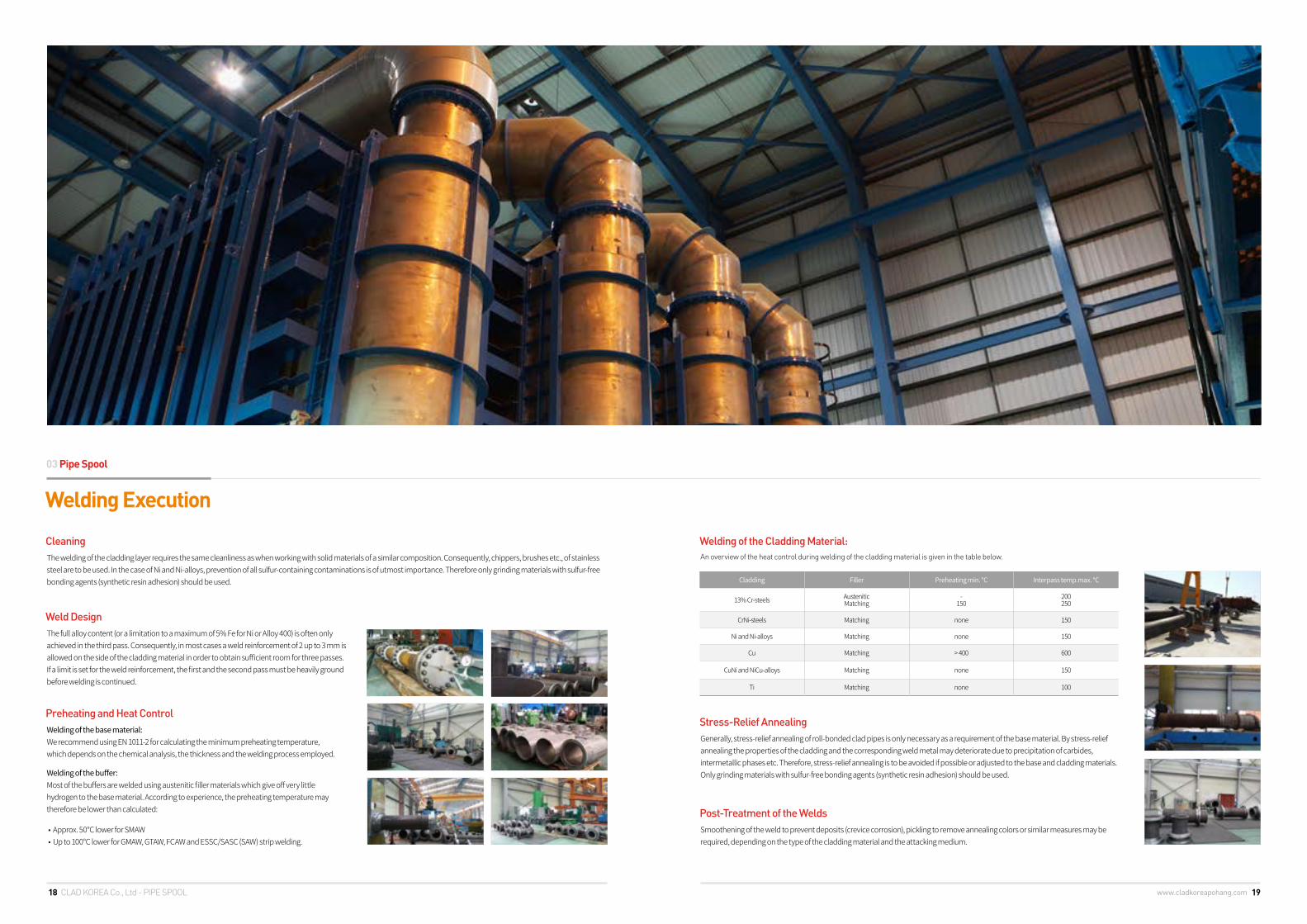
Cleaning
Weld Design
Stress-Relief Annealing
Post-Treatment of the Welds
Preheating and Heat Control
The welding of the cladding layer requires the same cleanliness as when working with solid materials of a similar composition. Consequently, chippers, brushes etc., of stainless steel are to be used. In the case of Ni and Ni-alloys, prevention of all sulfur-containing contaminations is of utmost importance. Therefore only grinding materials with sulfur-free bonding agents (synthetic resin adhesion) should be used.
The full alloy content (or a limitation to a maximum of 5% Fe for Ni or Alloy 400) is often only achieved in the third pass. Consequently, in most cases a weld reinforcement of 2 up to 3 mm is allowed on the side of the cladding material in order to obtain sufficient room for three passes. If a limit is set for the weld reinforcement, the first and the second pass must be heavily ground before welding is continued.
Generally, stress-relief annealing of roll-bonded clad pipes is only necessary as a requirement of the base material. By stress-relief annealing the properties of the cladding and the corresponding weld metal may deteriorate due to precipitation of carbides, intermetallic phases etc. Therefore, stress-relief annealing is to be avoided if possible or adjusted to the base and cladding materials. Only grinding materials with sulfur-free bonding agents (synthetic resin adhesion) should be used.
Smoothening of the weld to prevent deposits (crevice corrosion), pickling to remove annealing colors or similar measures may be required, depending on the type of the cladding material and the attacking medium.
Welding of the base material:We recommend using EN 1011-2 for calculating the minimum preheating temperature, which depends on the chemical analysis, the thickness and the welding process employed.
Welding of the buffer:Most of the buffers are welded using austenitic filler materials which give off very little hydrogen to the base material. According to experience, the preheating temperature may therefore be lower than calculated:
• Approx. 50°C lower for SMAW• Up to 100°C lower for GMAW, GTAW, FCAW and ESSC/SASC (SAW) strip welding.
Welding of the Cladding Material:An overview of the heat control during welding of the cladding material is given in the table below.
Cladding Filler Preheating min. °C Interpass temp.max. °C
13% Cr-steels AusteniticMatching
- 150
200 250
CrNi-steels Matching none 150
Ni and Ni-alloys Matching none 150
Cu Matching > 400 600
CuNi and NiCu-alloys Matching none 150
Ti Matching none 100
CLAD KOREA Co., Ltd - PIPE SPOOL

Clad Vessel04
22 www.cladkoreapohang.com 23
Refinery, Petrochemical and Chemical Industry
Fuel Gas Desulphurisation Plants
Oil and Gas Production
Power Plants
Clad Vessel
04 Clad Vessel
• Fractionators• Vacuum towers• Coke drums• Process pipes• Columns
• Fuel gas channels• Chimneys• Fuel gas scrubbers
• Clad flow lines• Catenary riser pipes• Slug catchers
• Accumulator tanks• Other applications
• Pressure vessels• Reactors• Washers• Heat exchangers
Year Location Owner of Project / EPC Contractor Major Projects
2011 SAUDI ARABIA TOTAL / SAMSUNG ENGINEERING Jubail Export Refinery, Package #4
2011 IRAQ ENI / DAEBONG ACROTECH Zubair Oil Field Development
2011 KOREA KEPCO / SK ENERGY HOU UC
2011 IRAN POGC / HANIL E&C South Par Gas Field Development
2011 UAE ADCO / SK E&C Bab Gas Compression
2011 IRAN POGC / FELIX TECH South Pars Gas Field Development, PHASE 4, 5, 20, 21
2012 SAUDI ARABIA MARAFIQ / TSM-TECH YanBu 2 Power and Water
2012 SAUDI ARABIA SYCC / DAEBONG ACROTECH YanBu Export Refinery
2012 UAE TAKREER / GS E&C Rewais Refinery Expansion, Wear Plates
2012 ANGOLA TOTAL / DSME CLOV FPSO Sea Water Filter Package
2013 KOREA KPIC / TSM-TECH EOG
2013 SAUDI ARABIA YASREF / POSCO PLANTEC YanBu Export Refinery
2013 RUSSIA TOYO ENGINEERING TAIF VCC
2014 INDIA RELIANCE / POSCO PLANTEC Jamnagar Gasification
2014 INDIA RELIANCE / HANTECH J3 Mono Ethylene Glycol Plant
2014 THAILAND TOC GLYCOL / SAMSUNG ENGINEERING TOCGS ExpansionⅡ
2014 TURKMENISTAN PETROFAC / ALPEC South Yoloten Gas Field Development
2014 SAUDI ARABIA MADDEN / DAELIM Madden Aluminium
2014 KUWAIT KNPC / DAELIM KNPC FCC Refinery
2014 UAE ADMA / HDEC Satah Al Razboot Plant Facilities Pkg.4
2014 SAUDI ARABIA FOSTER WHEELER / S&TC YanBu 3 Steam Surface Condenser
2015 MALAYSIA PCSB/SAMSUNG ENGINEERING TGAST
CLAD KOREA Co., Ltd - CLAD VESSEL

Clad Valve05
26 www.cladkoreapohang.com 27
Clad Valve
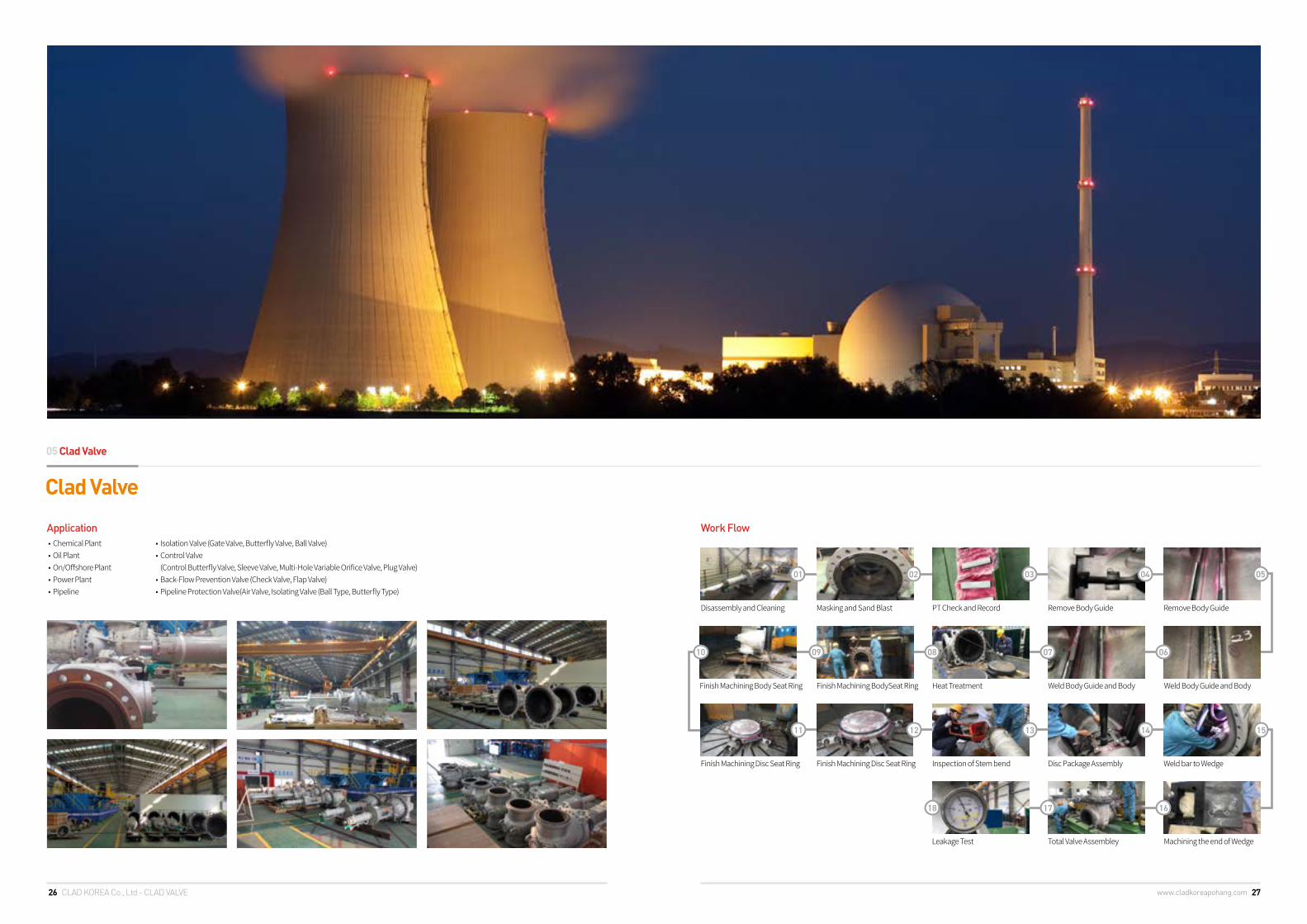
05 Clad Valve
Work FlowApplication • Chemical Plant• Oil Plant• On/Offshore Plant• Power Plant• Pipeline
Machining the end of WedgeTotal Valve AssembleyLeakage Test
Disassembly and Cleaning Remove Body GuideMasking and Sand Blast Remove Body GuidePT Check and Record
Weld Body Guide and Body Weld Body Guide and BodyHeat TreatmentFinish Machining BodySeat RingFinish Machining Body Seat Ring
Finish Machining Disc Seat Ring Disc Package AssemblyFinish Machining Disc Seat Ring Weld bar to WedgeInspection of Stem bend
• Isolation Valve (Gate Valve, Butterfly Valve, Ball Valve)• Control Valve
(Control Butterfly Valve, Sleeve Valve, Multi-Hole Variable Orifice Valve, Plug Valve)• Back-Flow Prevention Valve (Check Valve, Flap Valve)• Pipeline Protection Valve(Air Valve, Isolating Valve (Ball Type, Butterfly Type)
CLAD KOREA Co., Ltd - CLAD VALVE
01 02 03 04 05
06
15
07
14
08
13
16
09
12
17
10
11
18

Clad Boiler Panel
06
30 www.cladkoreapohang.com 31
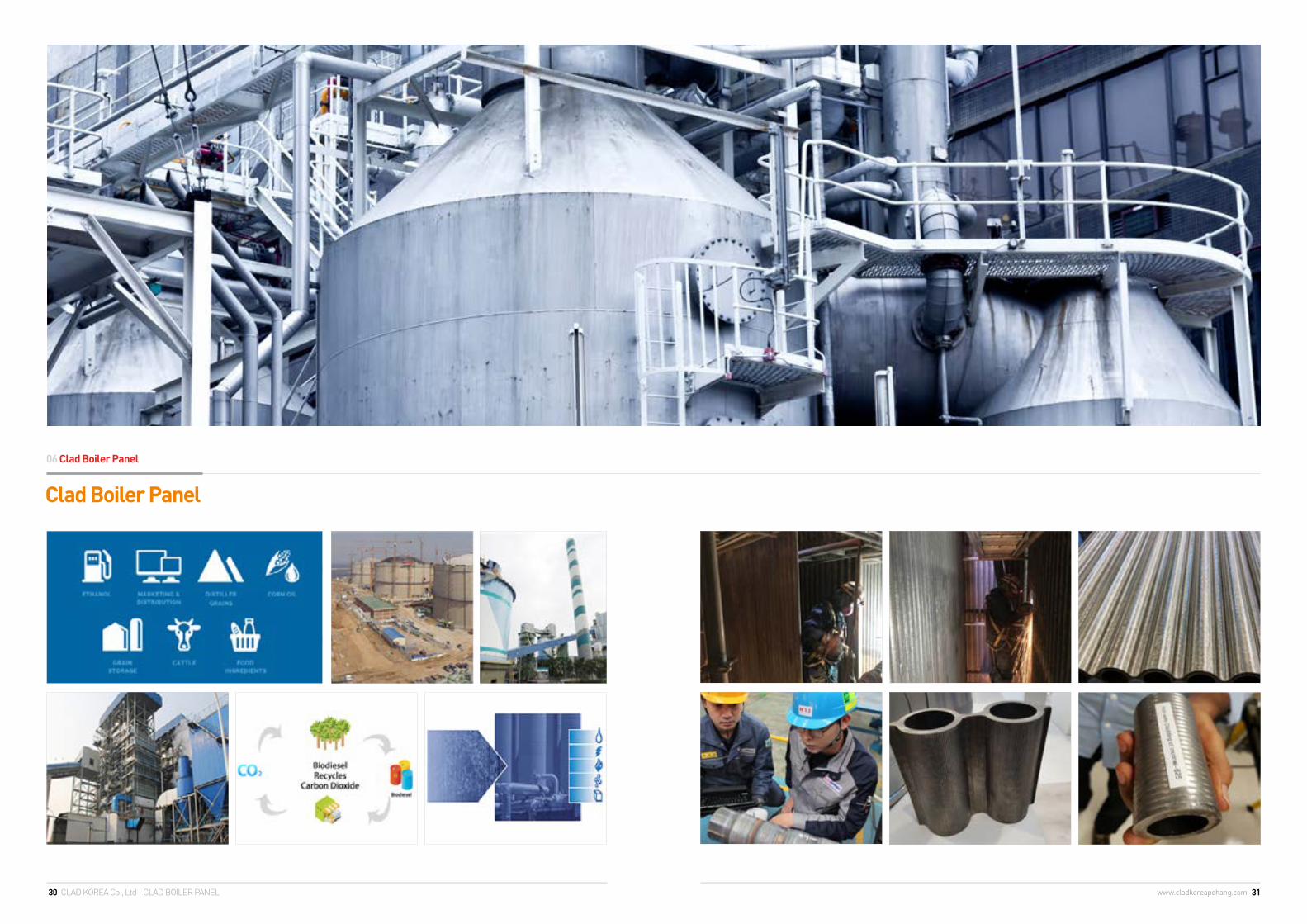
Clad Boiler Panel
06 Clad Boiler Panel
CLAD KOREA Co., Ltd - CLAD BOILER PANEL

Hard Surfacing 07

34 www.cladkoreapohang.com 35
Delivery Performance
07 Hard Surfacing
Authorized in Vendor ListHard SurfacingYear Owner of Project/
EPC Contractor Major Projects
2006 POSCO Hot Rolling Mill Down Coiler Segment
2008 HYOSUNG EBARA Valve Nozzle Inlay Overlay
2009 GS CALTEX HOU #3 RFCC Reactor Inside Plate
2009 MITSUBISHI STEEL V-Roller Hard-Surfacing
2011 GS E&C RRE#2 RFCC Reactor Inside Wear Plate Overlay
2011 SIEMENS Bearing Housing Hard-Surfacing
2011 MITSUBISHI STEEL Vertical Guide Roller Hard-Surfacing
2012 DOOSAN HI Tae An IGCC Project Nozzle Inside Overlay
2012 POSCO E&C POSCO Finex #3 Diffuser Dust Injection& Mixer
2013 KOREA ZINC Lance Tip Hard-Surfacing
2013 POSCO Hi Mill Mandrel Drum Hard-Surfacing
2013 POSCO PLANTEC SNG Project Charcoal Filter Vessel - Distri. System
2014 SK GAS PDH Shell & Floating TubeSheet
2015 SUNCOR / DKME Fort Hills Secondary Expansion
2015 SUNCOR / HANTECH Fort Hills Secondary Expansion
Customer Item & Location
DONG KUK STEEL Main Ram H/F (ø960 X 4,220L)
DONG KUK STEEL 120TON CEILING SLEEVE H/F (ø800 X 2,040L)
DONG KUK STEEL Po-Hang & Dang-Jin Factory
DONG KUK STEEL Po-Hang Factory
DONG YANG STEEL PIPE Choong-Ju Factory
DONGBU EMC In-Cheon Factory
HAN KOOK STEEL &MILL Bu-San & Chang-Won Factory
HYUNDAI RB Ul-San Factory
HYUNDAI STEEL In-Cheon, Po-Hang, & Dang-Jin Factory
KIMITS STEEL Table Roll H/F (ø759 x 6,040 x 7,273.1L)
MITSUBISHI STEEL Pinch Roll H/F (ø1,000 X 800 X 4,200L)
POSCO in GWANG-YANG Top Roll H/F (ø1,000 X 850 X 4,800L)
POSCO in GWANG-YANG CGL, High Mill Factory
POSCO in PO-HANG Finex Factory
POSCO in PO-HANG Caster Roll H/F (ø1,068 x 2,173 x 4,679L)
POSCO SPECIALITY STEEL Chang-Won Factory
PSM Axial Roll H/F (ø780 X 4,002L)
SEAH STEEL Po-Hang Factory
SEAH STEEL Po-Hang Factory
SEAH STEEL Spindle Slide H/F (ø1,780 X 4,45L)
SSANG YONG CEMENT Eccentric Roll Shaft H/F (ø850 X 1,355 X 5,800L)
CLAD KOREA Co., Ltd - HARD SURFACING

K-Smart Automatic Pipe
Spool Shop
08
38 www.cladkoreapohang.com 39
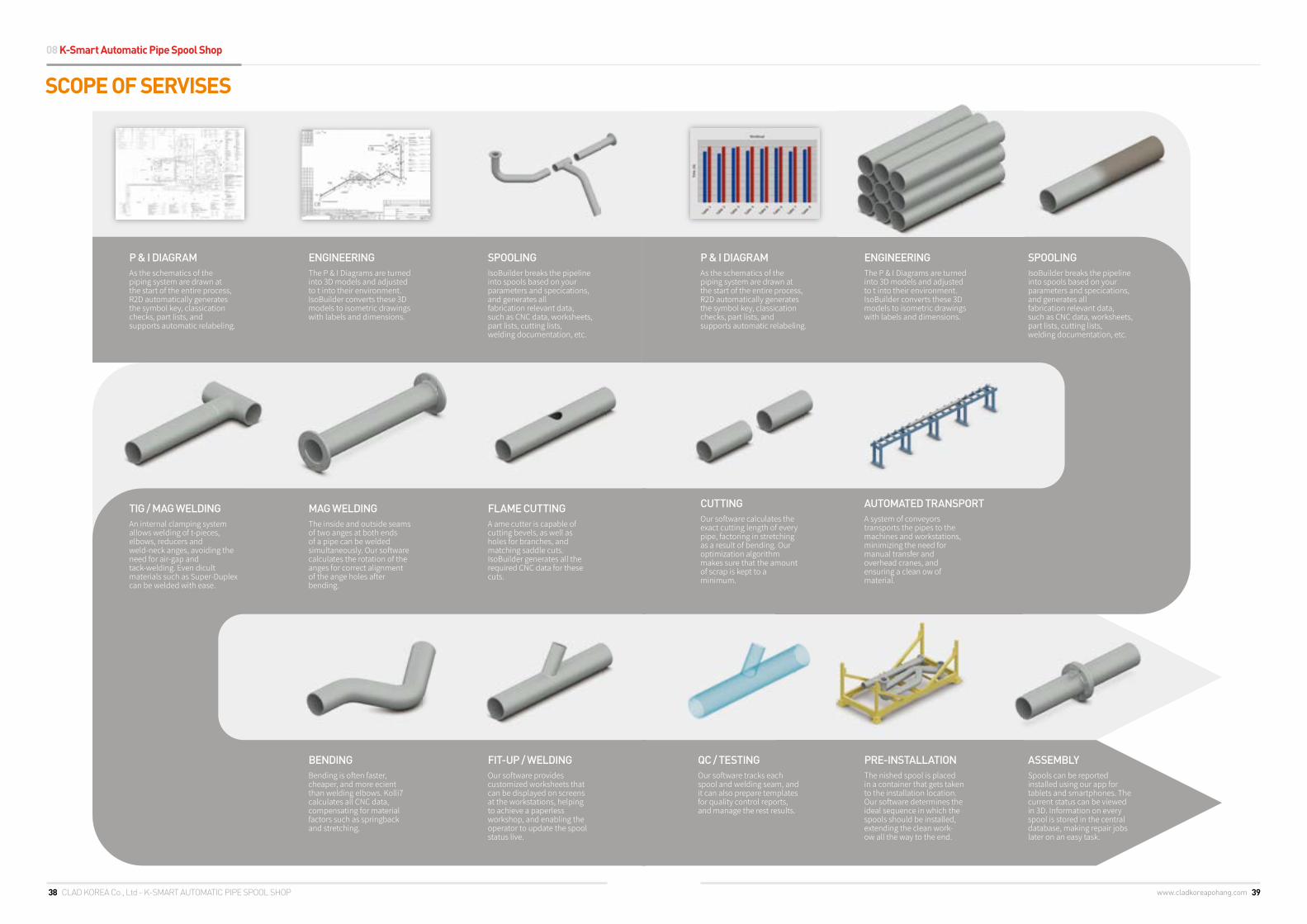
SCOPE OF SERVISES
08 K-Smart Automatic Pipe Spool Shop
P & I DIAGRAMAs the schematics of thepiping system are drawn atthe start of the entire process,R2D automatically generatesthe symbol key, classicationchecks, part lists, andsupports automatic relabeling.
P & I DIAGRAMAs the schematics of thepiping system are drawn atthe start of the entire process,R2D automatically generatesthe symbol key, classicationchecks, part lists, andsupports automatic relabeling.
CUTTINGOur software calculates theexact cutting length of everypipe, factoring in stretchingas a result of bending. Ouroptimization algorithmmakes sure that the amountof scrap is kept to aminimum.
QC / TESTINGOur software tracks eachspool and welding seam, andit can also prepare templatesfor quality control reports,and manage the rest results.
TIG / MAG WELDINGAn internal clamping systemallows welding of t-pieces,elbows, reducers andweld-neck anges, avoiding theneed for air-gap andtack-welding. Even dicultmaterials such as Super-Duplexcan be welded with ease.
ENGINEERINGThe P & I Diagrams are turnedinto 3D models and adjustedto t into their environment.IsoBuilder converts these 3Dmodels to isometric drawingswith labels and dimensions.
ENGINEERINGThe P & I Diagrams are turnedinto 3D models and adjustedto t into their environment.IsoBuilder converts these 3Dmodels to isometric drawingswith labels and dimensions.
AUTOMATED TRANSPORTA system of conveyorstransports the pipes to themachines and workstations,minimizing the need formanual transfer andoverhead cranes, andensuring a clean ow ofmaterial.
PRE-INSTALLATIONThe nished spool is placedin a container that gets takento the installation location.Our software determines theideal sequence in which thespools should be installed,extending the clean work-ow all the way to the end.
MAG WELDINGThe inside and outside seamsof two anges at both endsof a pipe can be weldedsimultaneously. Our softwarecalculates the rotation of theanges for correct alignmentof the ange holes afterbending.
BENDINGBending is often faster,cheaper, and more ecientthan welding elbows. Kolli7calculates all CNC data,compensating for materialfactors such as springbackand stretching.
SPOOLINGIsoBuilder breaks the pipelineinto spools based on yourparameters and specications,and generates allfabrication relevant data,such as CNC data, worksheets,part lists, cutting lists,welding documentation, etc.
SPOOLINGIsoBuilder breaks the pipelineinto spools based on yourparameters and specications,and generates allfabrication relevant data,such as CNC data, worksheets,part lists, cutting lists,welding documentation, etc.
ASSEMBLYSpools can be reportedinstalled using our app fortablets and smartphones. Thecurrent status can be viewedin 3D. Information on everyspool is stored in the centraldatabase, making repair jobslater on an easy task.
FLAME CUTTINGA ame cutter is capable ofcutting bevels, as well asholes for branches, andmatching saddle cuts.IsoBuilder generates all therequired CNC data for thesecuts.
FIT-UP / WELDINGOur software providescustomized worksheets thatcan be displayed on screensat the workstations, helpingto achieve a paperlessworkshop, and enabling theoperator to update the spoolstatus live.
CLAD KOREA Co., Ltd - K-SMART AUTOMATIC PIPE SPOOL SHOP
WPS/PQR09
FlowchartDevelopment of Earnings
42 www.cladkoreapohang.com 43
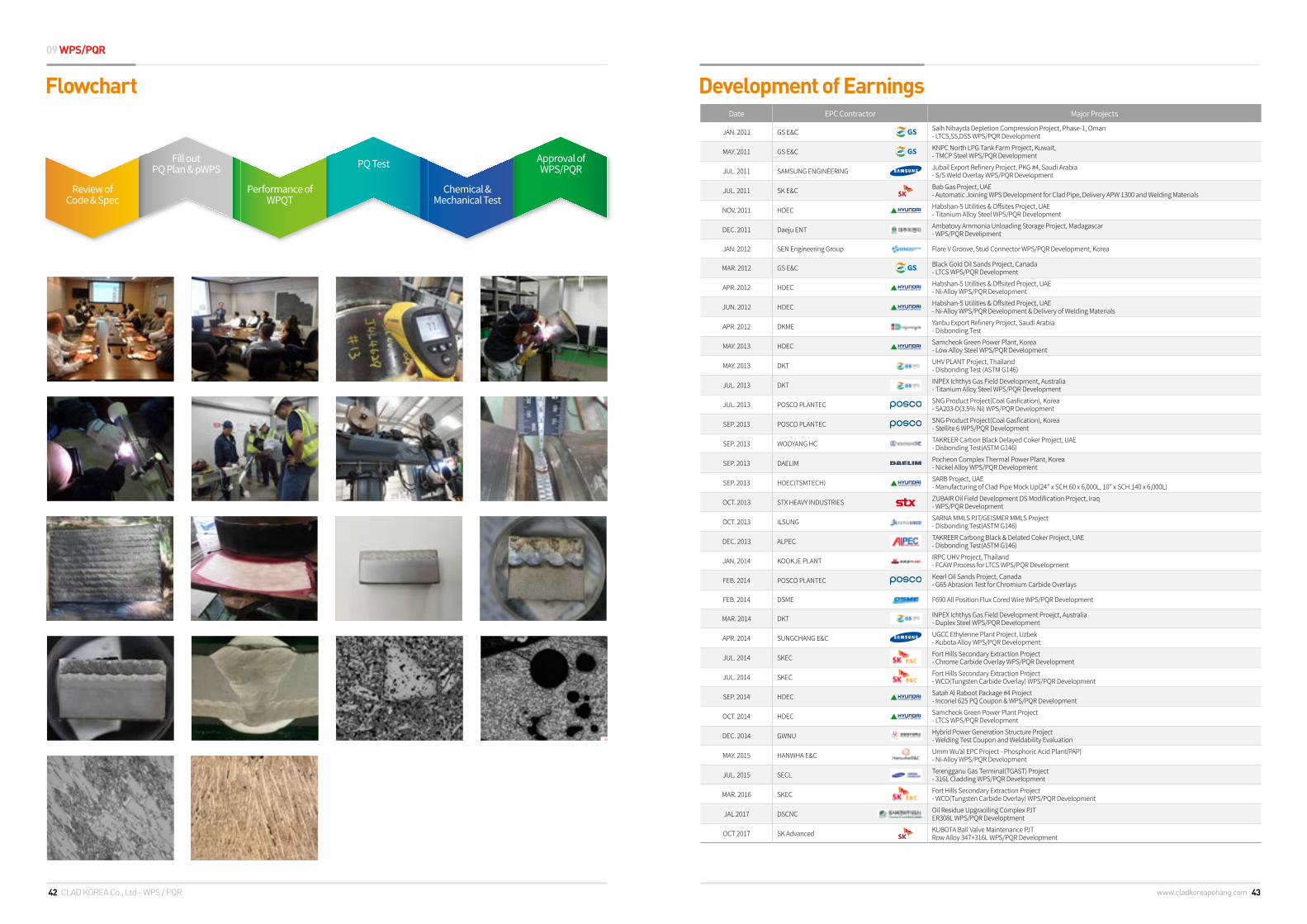
Flowchart Development of Earnings
09 WPS/PQR
Review of Code & Spec
Fill out PQ Plan & pWPS
Performance of WPQT
PQ Test
Chemical & Mechanical Test
Approval ofWPS/PQR
Date EPC Contractor Major Projects
JAN. 2011 GS E&C Saih Nihayda Depletion Compression Project, Phase-1, Oman- LTCS,SS,DSS WPS/PQR Development
MAY. 2011 GS E&C KNPC North LPG Tank Farm Project, Kuwait,- TMCP Steel WPS/PQR Development
JUL. 2011 SAMSUNG ENGINEERING Jubail Export Refinery Project, PKG #4, Saudi Arabia- S/S Weld Overlay WPS/PQR Development
JUL. 2011 SK E&C Bab Gas Project, UAE- Automatic Joining WPS Development for Clad Pipe, Delivery APW 1300 and Welding Materials
NOV. 2011 HDEC Habshan-5 Utilities & Offsites Project, UAE- Titanium Alloy Steel WPS/PQR Development
DEC. 2011 Daeju ENT Ambatovy Ammonia Unloading Storage Project, Madagascar- WPS/PQR Develipment
JAN. 2012 SEN Engineering Group Flare V Groove, Stud Connector WPS/PQR Development, Korea
MAR. 2012 GS E&C Black Gold Oil Sands Project, Canada- LTCS WPS/PQR Development
APR. 2012 HDEC Habshan-5 Utilities & Offsited Project, UAE- Ni-Alloy WPS/PQR Development
JUN. 2012 HDEC Habshan-5 Utilities & Offsited Project, UAE- Ni-Alloy WPS/PQR Development & Delivery of Welding Materials
APR. 2012 DKME Yanbu Export Refinery Project, Saudi Arabia- Disbonding Test
MAY. 2013 HDEC Samcheok Green Power Plant, Korea- Low Alloy Steel WPS/PQR Development
MAY. 2013 DKT UHV PLANT Project, Thailand- Disbonding Test (ASTM G146)
JUL. 2013 DKT INPEX Ichthys Gas Field Development, Australia- Titanium Alloy Steel WPS/PQR Development
JUL. 2013 POSCO PLANTEC SNG Product Project(Coal Gasfication), Korea- SA203-D(3.5% Ni) WPS/PQR Development
SEP. 2013 POSCO PLANTEC SNG Product Project(Coal Gasfication), Korea- Stellite 6 WPS/PQR Development
SEP. 2013 WOOYANG HC TAKREER Carbon Black Delayed Coker Project, UAE- Disbonding Test(ASTM G146)
SEP. 2013 DAELIM Pocheon Complex Thermal Power Plant, Korea- Nickel Alloy WPS/PQR Development
SEP. 2013 HDEC(TSMTECH) SARB Project, UAE- Manufacturing of Clad Pipe Mock Up(24” x SCH.60 x 6,000L, 10” x SCH.140 x 6,000L)
OCT. 2013 STX HEAVY INDUSTRIES ZUBAIR Oil Field Development DS Modification Project, Iraq- WPS/PQR Development
OCT. 2013 ILSUNG SARNA MMLS PJT/GEISMER MMLS Project- Disbonding Test(ASTM G146)
DEC. 2013 ALPEC TAKREER Carbong Black & Delated Coker Project, UAE- Disbonding Test(ASTM G146)
JAN. 2014 KOOKJE PLANT IRPC UHV Project, Thailand- FCAW Process for LTCS WPS/PQR Development
FEB. 2014 POSCO PLANTEC Kearl Oil Sands Project, Canada- G65 Abrasion Test for Chromium Carbide Overlays
FEB. 2014 DSME F690 All Position Flux Cored Wire WPS/PQR Development
MAR. 2014 DKT INPEX Ichthys Gas Field Development Proejct, Australia- Duplex Steel WPS/PQR Development
APR. 2014 SUNGCHANG E&C UGCC Ethylenne Plant Project, Uzbek- Kubota Alloy WPS/PQR Development
JUL. 2014 SKEC Fort Hills Secondary Extraction Project- Chrome Carbide Overlay WPS/PQR Development
JUL. 2014 SKEC Fort Hills Secondary Extraction Project- WCO(Tungsten Carbide Overlay) WPS/PQR Development
SEP. 2014 HDEC Satah Al Raboot Package #4 Project- Inconel 625 PQ Coupon & WPS/PQR Development
OCT. 2014 HDEC Samcheok Green Power Plant Project- LTCS WPS/PQR Development
DEC. 2014 GWNU Hybrid Power Generation Structure Project- Welding Test Coupon and Weldability Evaluation
MAY. 2015 HANWHA E&C Umm Wu’al EPC Project - Phosphoric Acid Plant(PAP)- Ni-Alloy WPS/PQR Development
JUL. 2015 SECL Terengganu Gas Terminal(TGAST) Project- 316L Cladding WPS/PQR Development
MAR. 2016 SKEC Fort Hills Secondary Extraction Project- WCO(Tungsten Carbide Overlay) WPS/PQR Development
JAL 2017 DSCNC Oil Residue Upgraoiling Complex PJTER308L WPS/PQR Developtment
OCT 2017 SK Advanced KUBOTA Ball Valve Maintenance PJTRow Alloy 347+316L WPS/PQR Development
CLAD KOREA Co., Ltd - WPS / PQR

10Welding
AutomationHTW 200ESW 250
APW 1300Others

46 www.cladkoreapohang.com 47
HTW 200
10 Welding Automation
Features
• Designed to use with Hot Wire and Cold Wire mod
• Designed to control feeding speed of wire 12~600ipm (error range +/-1%)
• Provides a same deposition with GMAW
• Provides heat input controlling
• Easy to control feeding speed sequence of wire and pre-setting
• Provides 4 roll wire feeder
• Provides X-Y wire positioner
Comparision
Welding Process MIG TIG Cold Wire Tig Hot Wire Tig
Material Steel, STS, Al All metals All metals All metals
Thickness > 0.60mm > 0.25mm > 0.25mm > 10.00mm
Productivity High Low High High
Deposition Rate(kg/h) 1.0~3.6 0.4~0.7 1.0~3.6 1.8~5.4
Heat Input(kJ/mm) 1.3~1.5 1.6~2.0 0.8~1.0 0.5~1.0
Difficulty Easy Difficult Easy Easy
Cost Cheap Expensive Cheap Cheap
Re-Work Frequent Rare Rare Rare
Dilution Rate(%) 20~35 2~10 2~10 2~10
Hot Wire Tig Overlay Automatic Welding System
The HTW 200 automatic welding system maintains high welding performance and deposition efficiency.
It is used for joint welding and overlay welding of ferrous / non-ferrous alloy by GTAW, PAW welding processes. Consequently, welding wire can be preheated electrically.
Application
• High quality nonferrous metal pipe of shipbuilding industry and Offshore Plant
• Defense Industry, Aerospace Industry, High-speed railroad
• Petrochemistry, Desalination Plant, Nuclear, Power Plant
• Provides varied torch design for narrow groove welding
• Can be used with .045” - .062” (1.2mm - 1.6mm) welding consumable
• 200 amps at 10 volts AC, 100% duty cycle, variable frequency
• Provides current & volt meter
• 0 - 15Volt open circuit voltage
• Easy to change voltage. (380/415/460Volts, 50/60Hz)
• Hot wire power source, remote controller, wire feeder motor, wire feeder, wire straightener, torch, all necessary cables, hoses
CLAD KOREA Co., Ltd - WELDING AUTOMATION

48 www.cladkoreapohang.com 49
OthersESW 250
APW 1300
10 Welding Automation
Small Bore ESW Strip Welding System
Automatic Pipe Narrow Gap Welding System
Specification
• Designed for Cold Wire/ Hot Wire GTAW process
• Magnetic Arc Controlled Oscilating for improving side wall fusion
• Using VMS-1600 Arc Video Monitoring System
• Remote-control torch position/angle by a joystick
• Automatic control of Arc length
• Control position of manipulator by X-Y slide
• Can be used with RH35 (Induction Heating System)
• Can be used with 9900 Controller (torch screen industrial computer)
The APW 1300 maintains high welding performance and deposition efficiency in pipe welding for offshore plant.
It is designed to improve weakness of FCAW/SAW auto-welding system by Hot Wire GTAW welding process.
Specification
• HDC 1500 DX Control box (remote-control / user-friendly interface)
• Cables for HDC 1500 DX (7.6m / 14PIN)
• Feeder - RAD 400 (0 - 3 MPM per Sec. / including 2-1/2”, 4-1/4”, 4-5/8” volt hole adapt)
• Flux Hopper with Valve
• 10” Inside cladding head (0.5 x 300mm ESW/SAW Strip)
• Water cooled system COOLMATE 4 (115VAC/ up to 600A)
• Flux automatic feeder air compressed ( up to 100C preheating)
• Flux recovery system
The ESW 250 has the best characteristics of the arc through Miller SAW three phase power source provides stability current on DC. Thus it is assuring in arc gouging work process.
Item Part No. Description
Process Controller 9900-STDThe all new 9900 Controller is an industrial touch screen computer using graphical interface, intuitive software to control up to 15 welding parame-ters in closed loop format. Dedicated channel modules, connected by fiber optics to the computer, are of a modular design to allow your system to grow as needed - choose from a wide range of modules to control the parameters you need.
Seam Trakcer
JSLT250 All Jetline Optical seam trackers are supplied complete and ready to mount.
PTST40/250/450
The Cyclomatic Series Seam Tracker control uses our proven microprocessor touch pad design to maintain the torch to weld joint position. The system continuously senses the position of the joint, translating the information into horizontal and vertical movement of the torch. As a result, the welding arc stays precisely on track — to within ±0.005” (0.13 mm) or better!The state of the art performance of the control’s Atmel® processor coupled with the rugged slide design options gives accurate, repeatable weld joint location. All types of welding systems, both new and existing, can benefit. The system easily and quickly installs, without expensive brackets or interfacing, on manipulators, side beams, tractors, positioners, turning rolls, and welding lathes, as well as on most custom welding fixtures. The Cyclomatic Seam Tracker is especially beneficial in high-volume, accuracy-sensitive industries such as tank and pressure vessel fabrication, beam and structural assemblies, and pipe and tubing fabrication.
Video ARC Monitoring System VMS-1300/1600 Jetview VMS Video Arc Monitoring System uses the latest technology in color cameras to provide magnified, high quality image of the welding arc,
puddle, and joint area. The VMS let’s you see where the operator can’t go.
Hot Wire System HWP-50EThe HWP-50E Hot Wire Process is used where high deposition rates, combined with high quality are needed. Used with the GTAW or PAW welding process, the wire is electrically preheated before it enters the weld pool. The system can be used for the surfacing or the joining of ferrous and non ferrous alloys.
Automatic Arc Length Control
SystemAVC-501
The Cyclomatic AVC-501 arc voltage control maintains precise arc length by controlling arc voltage thus assuring high quality welds time after time on AC or DC applications. The control measures arc voltage and compares the measurements to the operator setting. It maintains the set arc length by moving the torch up or down as required via a motorized slide.
Mechanical Weld Oscillator MO-150-5A The MO-150-5A mechanical weld oscillator automatically weaves the welding arc increasing production rates and adding better arc control. The
MO-150-5A is a stand-alone, bolt on system that includes a control and motorized slide.
Portable Heat
Induction System
ProHeat 35
Easy to install primary power through panel that does not require removal of sheet metal.Multiple output provides two insulated connectors for air-cooled blankets or liquid-cooled cables.Versatile mobility through a lifting eye or optional running gear designed for construction and maintenance. On-board temperature control provides for manual- or temperature-based programming in a simple-to-learn operator interface. Multiple control thermocouple inputs are available to control on the hottest TC during heating and coolest TC during cooling for uniform heating and quality. Open output detection prevents system operation without a covered output receptacle (cable or protective plug).Cable identification system knows the type of cable attached and limits output to protect cables and blankets.Isolation fault protection provides automatic system shut down should power source output short to ground. A sense lead provides direct feed-back to the power source to sense fault condition.Low consumable costs. No fuel costs and minimal insulation costs. Insulation is reusable and may be used 50 times or more, reducing cost of disposal and replacement. Uniform heating is maintained along and through the heat zone by using induction to heat within the material. The surface of the part is not marred by localized conducted heat at higher than specified temperatures.Time-to-temperature is faster than conventional processes due to the method of applying the heat, reducing heating cycle time.Improved working environment is created during welding. Welders are not exposed to open flame, explosive gases and hot elements associated with fuel gas heating and resistance heating.Easy set-up is achieved using preheat blankets or flexible heating cables combined with user-friendly insulation blankets.High energy-efficient systems (more than 90 percent efficient) transfers more energy to the part, decreasing heating times and improving power efficiency (less than 60-amp current draw).
ProHeat Rolling Inductor #301 117
Maximum productivity. Easy setup, quick time to temperature, and continuous heating increases productivity while reducing consumable costs and labor expenses.Improved safety . Eliminates open flames reducing burn and explosive gas hazards. Direct heat transfer results in cooler shop environment that reduces operator fatigue and improves work conditions.Easy to use. Simple to set up and operate. Flexible and portable to fit a wide range of heating applications on pipe, plate and other moving parts.Optimal consistency and quality. Designed to evenly distribute heat into the work piece, eliminating the inconsistencies and quality issues associated with open-flame-torch heating methods. Travel Detect system (optional) helps to ensure proper heating by folding back or shutting off output if limited or no movement is detected.
VMS 1300/1600 9900 Controller HWP-50E ProHeat 35 Rolling Inductor
CLAD KOREA Co., Ltd - WELDING AUTOMATION

Overview11
HistoryQuality Policy
ApprovalPatent
EquipmentEngineering to Manufacturing
Technoloy CollaborationContact Us
52 www.cladkoreapohang.com 53
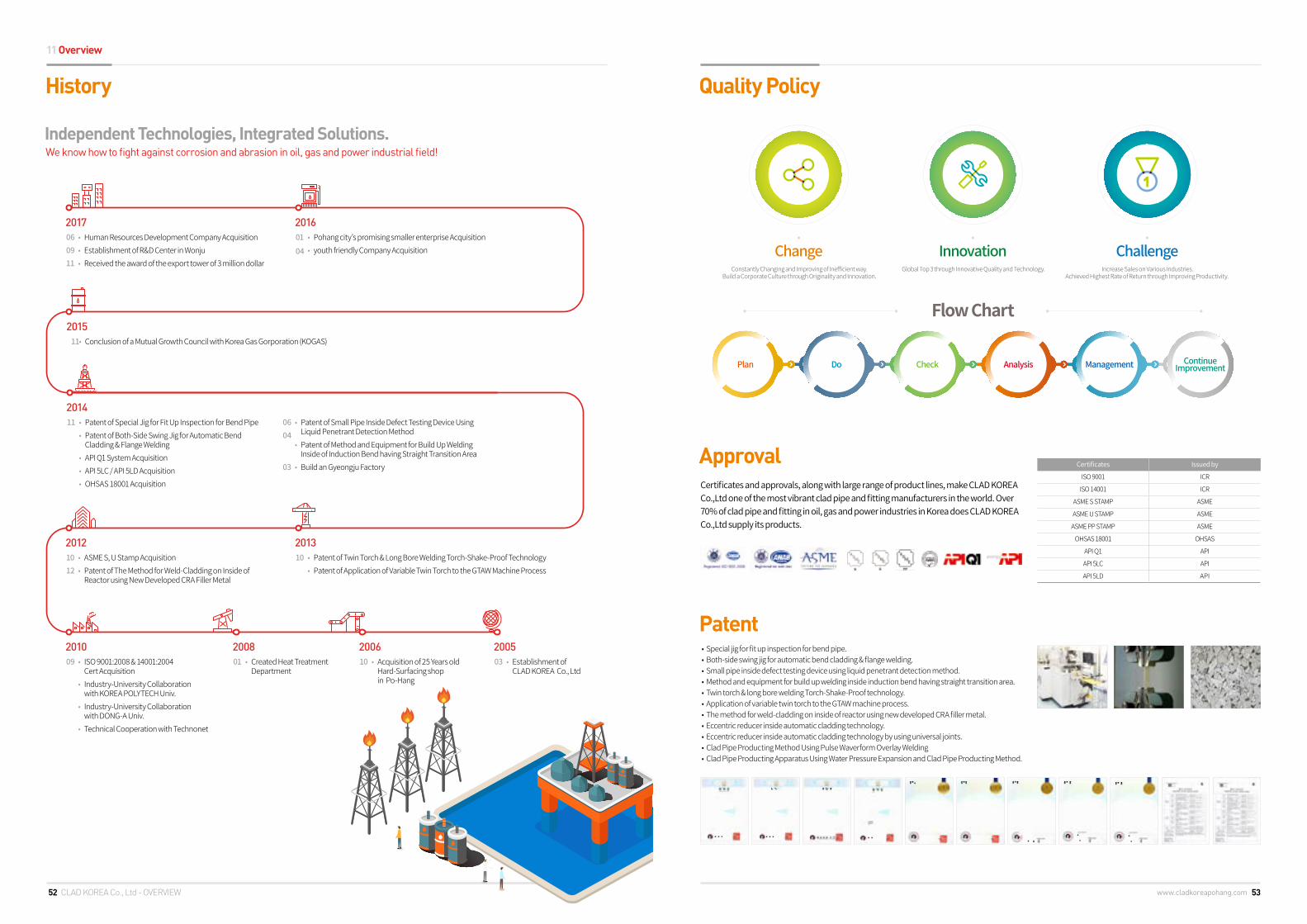
History
11 Overview
2005200620082010
2012
2017
2013
2016
• Establishment of CLAD KOREA Co., Ltd
• Acquisition of 25 Years old Hard-Surfacing shop in Po-Hang
• Created Heat Treatment Department
• ISO 9001:2008 & 14001:2004 Cert Acquisition
• Industry-University Collaboration with KOREA POLYTECH Univ.
• Industry-University Collaboration with DONG-A Univ.
• Technical Cooperation with Technonet
• ASME S, U Stamp Acquisition• Patent of The Method for Weld-Cladding on Inside of
Reactor using New Developed CRA Filler Metal
• Human Resources Development Company Acquisition• Establishment of R&D Center in Wonju• Received the award of the export tower of 3 million dollar
• Patent of Twin Torch & Long Bore Welding Torch-Shake-Proof Technology• Patent of Application of Variable Twin Torch to the GTAW Machine Process
• Pohang city’s promising smaller enterprise Acquisition• youth friendly Company Acquisition
03100109
1012
060911
10
0104
2014
2015
• Patent of Special Jig for Fit Up Inspection for Bend Pipe• Patent of Both-Side Swing Jig for Automatic Bend
Cladding & Flange Welding• API Q1 System Acquisition• API 5LC / API 5LD Acquisition• OHSAS 18001 Acquisition
• Conclusion of a Mutual Growth Council with Korea Gas Gorporation (KOGAS)
• Patent of Small Pipe Inside Defect Testing Device Using Liquid Penetrant Detection Method
• Patent of Method and Equipment for Build Up Welding Inside of Induction Bend having Straight Transition Area
• Build an Gyeongju Factory
11
11
0604
03
Independent Technologies, Integrated Solutions.We know how to fight against corrosion and abrasion in oil, gas and power industrial field!
Quality Policy
Approval
Patent
Certificates and approvals, along with large range of product lines, make CLAD KOREA Co.,Ltd one of the most vibrant clad pipe and fitting manufacturers in the world. Over 70% of clad pipe and fitting in oil, gas and power industries in Korea does CLAD KOREA Co.,Ltd supply its products.
Certificates Issued by
ISO 9001 ICR
ISO 14001 ICR
ASME S STAMP ASME
ASME U STAMP ASME
ASME PP STAMP ASME
OHSAS 18001 OHSAS
API Q1 API
API 5LC API
API 5LD API
• Special jig for fit up inspection for bend pipe.• Both-side swing jig for automatic bend cladding & flange welding.• Small pipe inside defect testing device using liquid penetrant detection method.• Method and equipment for build up welding inside induction bend having straight transition area.• Twin torch & long bore welding Torch-Shake-Proof technology.• Application of variable twin torch to the GTAW machine process.• The method for weld-cladding on inside of reactor using new developed CRA filler metal.• Eccentric reducer inside automatic cladding technology.• Eccentric reducer inside automatic cladding technology by using universal joints.• Clad Pipe Producting Method Using Pulse Waverform Overlay Welding• Clad Pipe Producting Apparatus Using Water Pressure Expansion and Clad Pipe Producting Method.
Constantly Changing and Improving of Inefficient way.Build a Corporate Culture through Originality and Innovation.
Increase Sales on Various Industries.Achieved Highest Rate of Return through Improving Productivity.
Global Top 3 through Innovative Quality and Technology.
Change ChallengeInnovation
Flow Chart
Plan Analysis ManagementCheckDo ContinueImprovement
CLAD KOREA Co., Ltd - OVERVIEW
54 www.cladkoreapohang.com 55
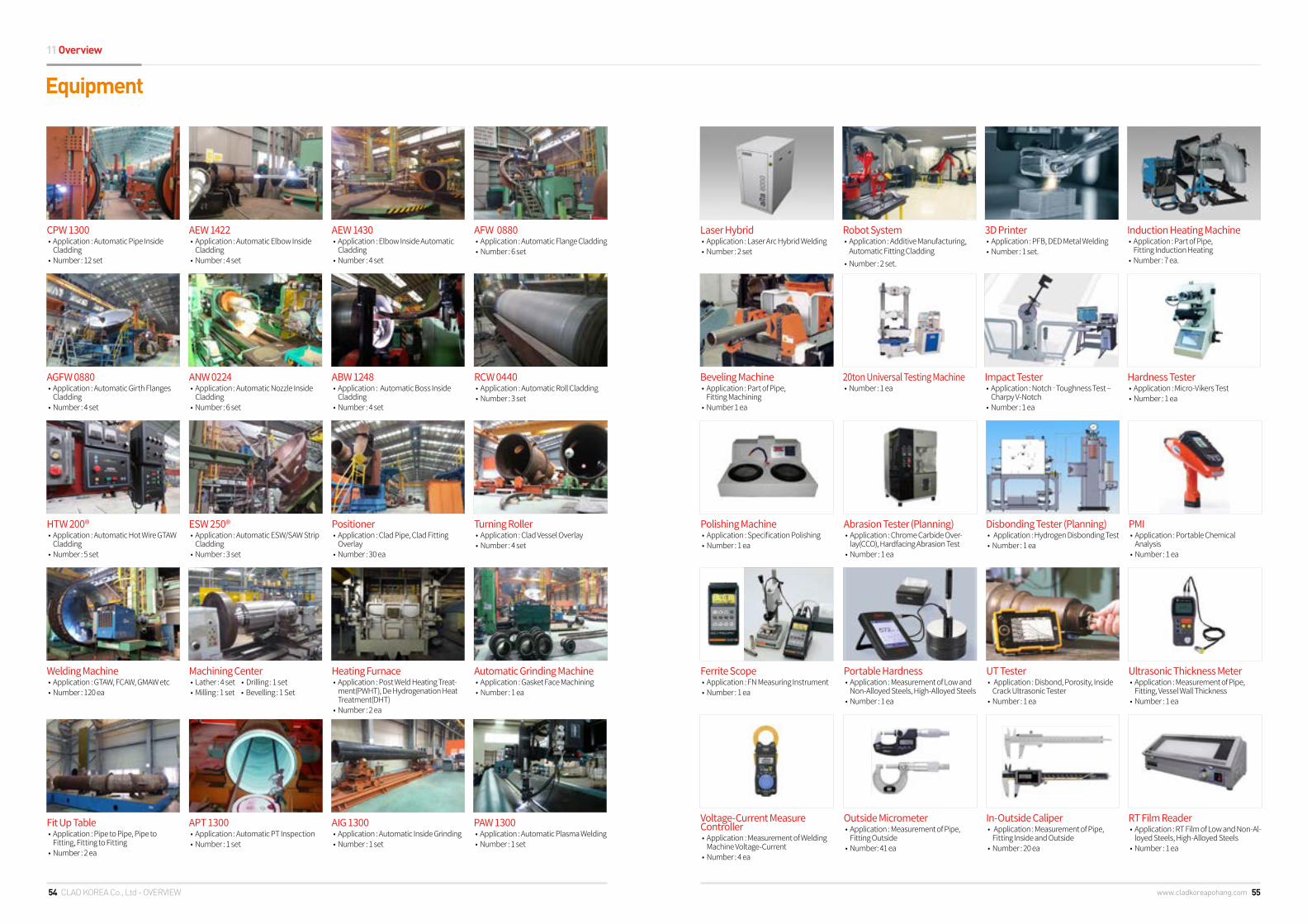
Equipment
11 Overview
CPW 1300• Application : Automatic Pipe Inside
Cladding• Number : 12 set
AEW 1422• Application : Automatic Elbow Inside
Cladding• Number : 4 set
AEW 1430• Application : Elbow Inside Automatic
Cladding• Number : 4 set
AFW 0880• Application : Automatic Flange Cladding• Number : 6 set
AGFW 0880• Application : Automatic Girth Flanges
Cladding• Number : 4 set
ANW 0224• Application : Automatic Nozzle Inside
Cladding• Number : 6 set
ABW 1248• Application : Automatic Boss Inside
Cladding• Number : 4 set
RCW 0440• Application : Automatic Roll Cladding• Number : 3 set
HTW 200®• Application : Automatic Hot Wire GTAW
Cladding• Number : 5 set
ESW 250®• Application : Automatic ESW/SAW Strip
Cladding • Number : 3 set
Positioner• Application : Clad Pipe, Clad Fitting
Overlay• Number : 30 ea
Turning Roller • Application : Clad Vessel Overlay• Number : 4 set
Welding Machine• Application : GTAW, FCAW, GMAW etc• Number : 120 ea
Machining Center• Lather : 4 set • Drilling : 1 set• Milling : 1 set • Bevelling : 1 Set
Heating Furnace• Application : Post Weld Heating Treat-
ment(PWHT), De Hydrogenation Heat Treatment(DHT)
• Number : 2 ea
Automatic Grinding Machine• Application : Gasket Face Machining• Number : 1 ea
Fit Up Table• Application : Pipe to Pipe, Pipe to
Fitting, Fitting to Fitting• Number : 2 ea
APT 1300• Application : Automatic PT Inspection• Number : 1 set
AIG 1300• Application : Automatic Inside Grinding• Number : 1 set
PAW 1300• Application : Automatic Plasma Welding• Number : 1 set
20ton Universal Testing Machine• Number : 1 ea
Impact Tester• Application : Notch‐Toughness Test –
Charpy V-Notch• Number : 1 ea
Hardness Tester• Application : Micro-Vikers Test• Number : 1 ea
Polishing Machine • Application : Specification Polishing• Number : 1 ea
UT Tester • Application : Disbond, Porosity, Inside
Crack Ultrasonic Tester• Number : 1 ea
Portable Hardness• Application : Measurement of Low and
Non-Alloyed Steels, High-Alloyed Steels• Number : 1 ea
Ultrasonic Thickness Meter• Application : Measurement of Pipe,
Fitting, Vessel Wall Thickness• Number : 1 ea
Voltage-Current Measure Controller• Application : Measurement of Welding
Machine Voltage-Current• Number : 4 ea
Abrasion Tester (Planning)• Application : Chrome Carbide Over-
lay(CCO), Hardfacing Abrasion Test• Number : 1 ea
Disbonding Tester (Planning)• Application : Hydrogen Disbonding Test• Number : 1 ea
PMI • Application : Portable Chemical
Analysis• Number : 1 ea
Ferrite Scope• Application : FN Measuring Instrument• Number : 1 ea
Outside Micrometer• Application : Measurement of Pipe,
Fitting Outside• Number: 41 ea
Robot System• Application : Additive Manufacturing,
Automatic Fitting Cladding• Number : 2 set.
3D Printer• Application : PFB, DED Metal Welding • Number : 1 set.
RT Film Reader • Application : RT Film of Low and Non-Al-
loyed Steels, High-Alloyed Steels• Number : 1 ea
Induction Heating Machine• Application : Part of Pipe,
Fitting Induction Heating• Number : 7 ea.
Laser Hybrid• Application : Laser Arc Hybrid Welding• Number : 2 set
Beveling Machine• Application : Part of Pipe,
Fitting Machining• Number 1 ea
In-Outside Caliper• Application : Measurement of Pipe,
Fitting Inside and Outside• Number : 20 ea
CLAD KOREA Co., Ltd - OVERVIEW
56 www.cladkoreapohang.com 57
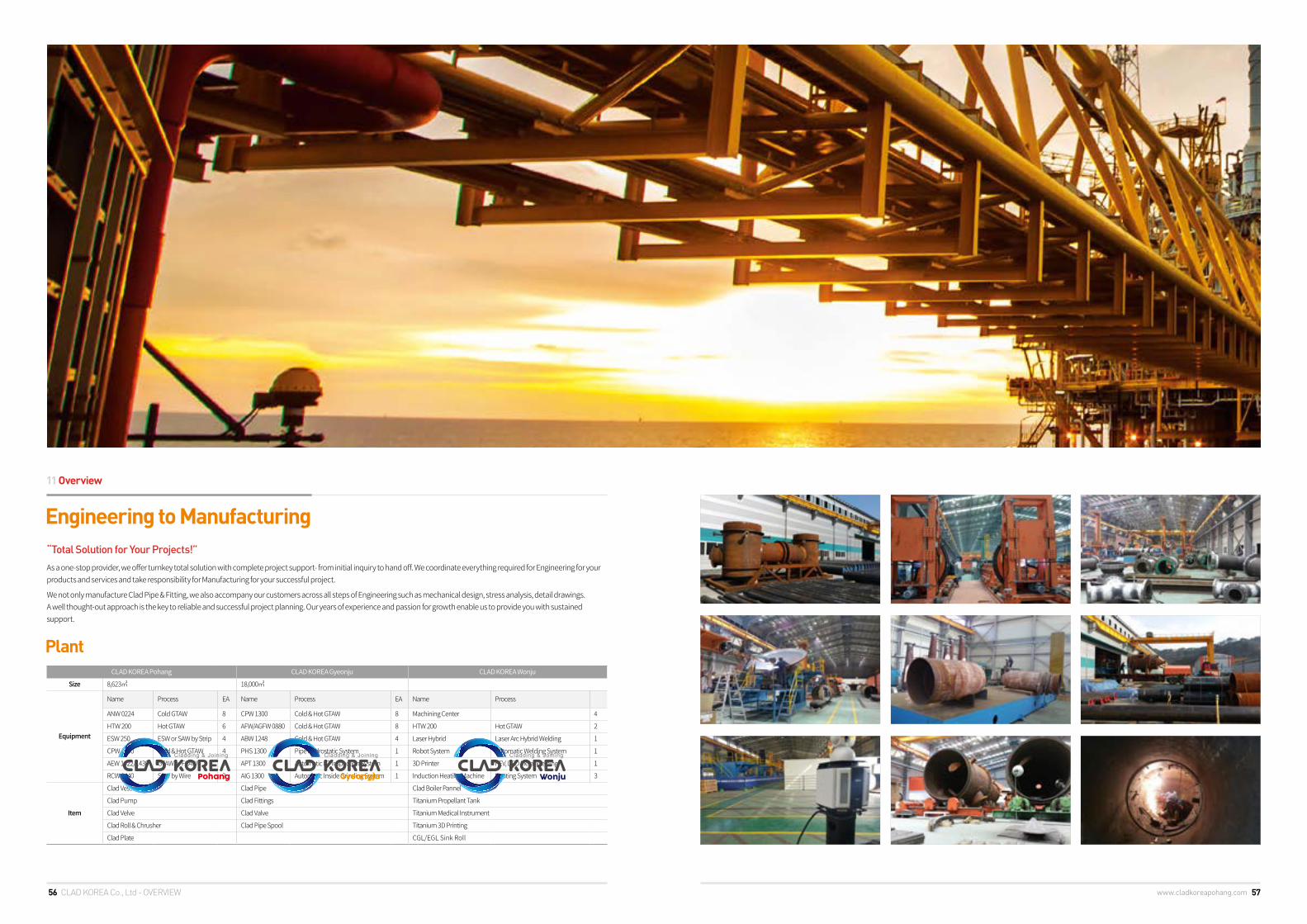
Engineering to Manufacturing
11 Overview
“Total Solution for Your Projects!”As a one-stop provider, we offer turnkey total solution with complete project support- from initial inquiry to hand off. We coordinate everything required for Engineering for your products and services and take responsibility for Manufacturing for your successful project.
We not only manufacture Clad Pipe & Fitting, we also accompany our customers across all steps of Engineering such as mechanical design, stress analysis, detail drawings. A well thought-out approach is the key to reliable and successful project planning. Our years of experience and passion for growth enable us to provide you with sustained support.
CLAD KOREA Pohang CLAD KOREA Gyeonju CLAD KOREA Wonju
Size 8,623㎡ 18,000㎡
Equipment
Name Process EA Name Process EA Name Process
ANW 0224 Cold GTAW 8 CPW 1300 Cold & Hot GTAW 8 Machining Center 4
HTW 200 Hot GTAW 6 AFW/AGFW 0880 Cold & Hot GTAW 8 HTW 200 Hot GTAW 2
ESW 250 ESW or SAW by Strip 4 ABW 1248 Cold & Hot GTAW 4 Laser Hybrid Laser Arc Hybrid Welding 1
CPW 1300 Cold & Hot GTAW 4 PHS 1300 Pipe Hydrostatic System 1 Robot System Automatic Welding System 1
AEW 1422/1430 GTAW or FCAW 8 APT 1300 Automatic PT Inspection System 1 3D Printer PEV, DED Metal Welding 1
RCW 0440 SAW by Wire 2 AIG 1300 Automatic Inside Grinding System 1 Induction Heating Machine Heating System 3
Item
Clad Vessel Clad Pipe Clad Boiler Pannel
Clad Pump Clad Fittings Titanium Propellant Tank
Clad Velve Clad Valve Titanium Medical Instrument
Clad Roll & Chrusher Clad Pipe Spool Titanium 3D Printing
Clad Plate CGL/EGL Sink Roll
Plant
CLAD KOREA Co., Ltd - OVERVIEW
58 www.cladkoreapohang.com 59
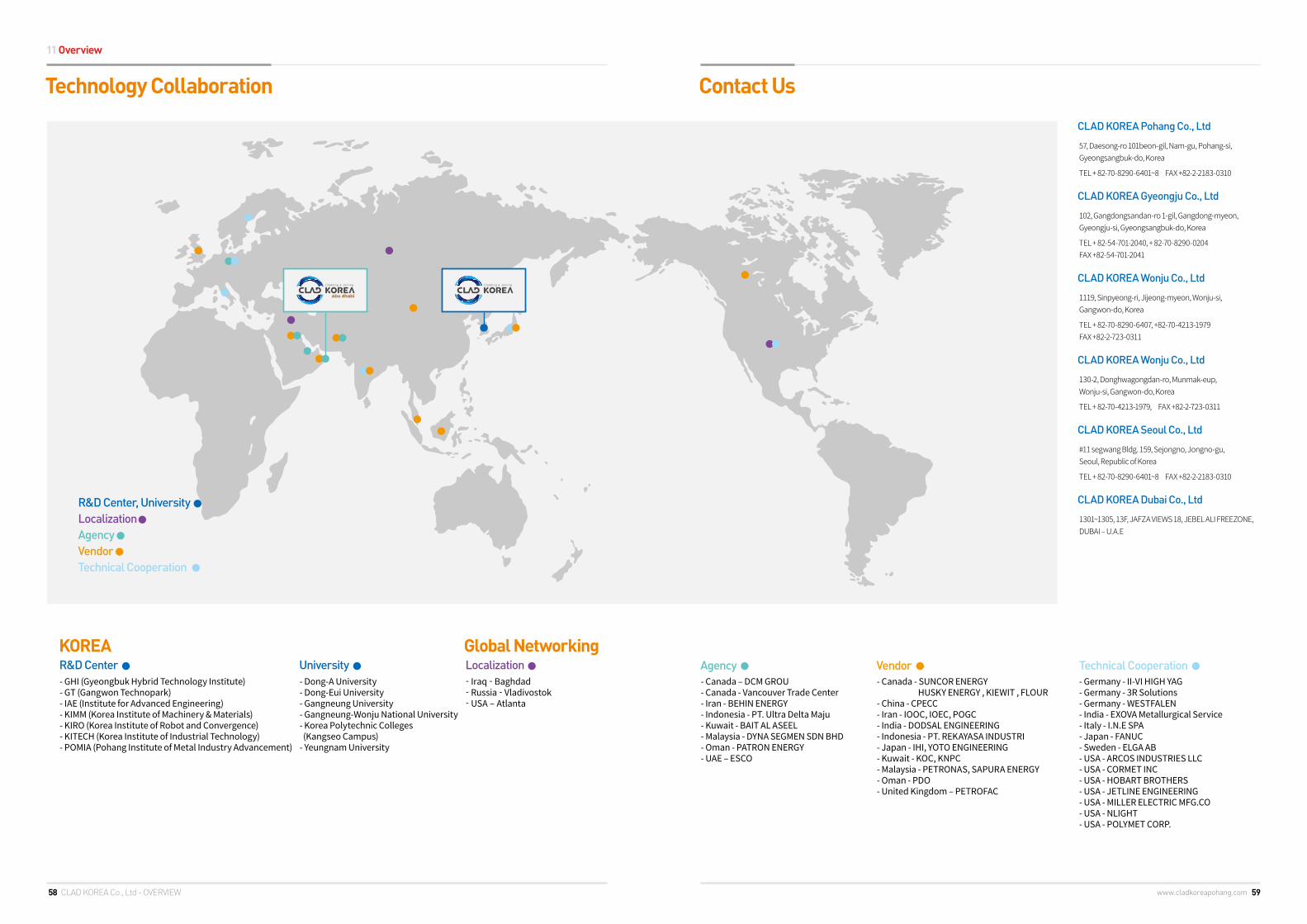
Technology Collaboration
11 Overview
- GHI (Gyeongbuk Hybrid Technology Institute)- GT (Gangwon Technopark)- IAE (Institute for Advanced Engineering)- KIMM (Korea Institute of Machinery & Materials)- KIRO (Korea Institute of Robot and Convergence)- KITECH (Korea Institute of Industrial Technology)- POMIA (Pohang Institute of Metal Industry Advancement)
- Iraq - Baghdad- Russia - Vladivostok- USA – Atlanta
KOREA Global NetworkingR&D Center
R&D Center, University
Localization
Localization
- Dong-A University- Dong-Eui University- Gangneung University- Gangneung-Wonju National University- Korea Polytechnic Colleges (Kangseo Campus)- Yeungnam University
- Canada – DCM GROU- Canada - Vancouver Trade Center- Iran - BEHIN ENERGY- Indonesia - PT. Ultra Delta Maju- Kuwait - BAIT AL ASEEL- Malaysia - DYNA SEGMEN SDN BHD - Oman - PATRON ENERGY- UAE – ESCO
- Canada - SUNCOR ENERGY HUSKY ENERGY , KIEWIT , FLOUR- China - CPECC- Iran - IOOC, IOEC, POGC- India - DODSAL ENGINEERING- Indonesia - PT. REKAYASA INDUSTRI- Japan - IHI, YOTO ENGINEERING- Kuwait - KOC, KNPC- Malaysia - PETRONAS, SAPURA ENERGY- Oman - PDO- United Kingdom – PETROFAC
- Germany - II-VI HIGH YAG- Germany - 3R Solutions- Germany - WESTFALEN- India - EXOVA Metallurgical Service- Italy - I.N.E SPA- Japan - FANUC- Sweden - ELGA AB- USA - ARCOS INDUSTRIES LLC- USA - CORMET INC- USA - HOBART BROTHERS- USA - JETLINE ENGINEERING- USA - MILLER ELECTRIC MFG.CO- USA - NLIGHT- USA - POLYMET CORP.
University Agency
Agency
Vendor
Vendor
Technical Cooperation
Technical Cooperation
Contact Us
57, Daesong-ro 101beon-gil, Nam-gu, Pohang-si, Gyeongsangbuk-do, Korea
TEL + 82-70-8290-6401~8 FAX +82-2-2183-0310
102, Gangdongsandan-ro 1-gil, Gangdong-myeon, Gyeongju-si, Gyeongsangbuk-do, Korea
TEL + 82-54-701-2040, + 82-70-8290-0204 FAX +82-54-701-2041
1119, Sinpyeong-ri, Jijeong-myeon, Wonju-si, Gangwon-do, Korea
TEL + 82-70-8290-6407, +82-70-4213-1979 FAX +82-2-723-0311
130-2, Donghwagongdan-ro, Munmak-eup, Wonju-si, Gangwon-do, Korea
TEL + 82-70-4213-1979, FAX +82-2-723-0311
#11 segwang Bldg. 159, Sejongno, Jongno-gu, Seoul, Republic of Korea
TEL + 82-70-8290-6401~8 FAX +82-2-2183-0310
1301~1305, 13F, JAFZA VIEWS 18, JEBEL ALI FREEZONE, DUBAI – U.A.E
CLAD KOREA Pohang Co., Ltd
CLAD KOREA Gyeongju Co., Ltd
CLAD KOREA Wonju Co., Ltd
CLAD KOREA Wonju Co., Ltd
CLAD KOREA Seoul Co., Ltd
CLAD KOREA Dubai Co., Ltd
CLAD KOREA Co., Ltd - OVERVIEW