1 bref revision domestic glass sector icf edg – sienna – november 3rd 2007 d.lalart f. deblock
TRANSCRIPT

1
BREF revisionDomestic Glass Sector
ICF EDG – Sienna – November 3rd 2007
D.D. LALART LALART F. DEBLOCKF. DEBLOCK

2
From BREF to Permit Conditions
BAT (in BREFs)
BAT-based permit or General Binding Rules
Local considerations according each country : Authorities Arrêté verrier mars 2003+
Legally binding
Descriptive
BAT : BEST AVAILABLE TECHNIQUES
BREF : Reference Document

3
•WHY a REVIEW of the BREF ?
•Main concerns of a review :
New information with potential impact on BAT (gaps, emerging techniques)
Actual levels of performance(IMPLEMENTATION LEVEL ?)
Correction of errors
Coherence with other BREFs including horizontal BREFs (others sectors ; cement)

4
BREF revisionDomestic Glass Sector
• Work to be done,
• Data collection provided from EDG ICF,
• Information from other sectors and authorities,
• Cost data study,
• Water management,
• Conclusion.

5
WORK TO BE DONEREQUESTS

6
Kick off meeting in Seville. BREF revisionmeans :
1. Overall current glass industry situation in the EU-27,
2. Specific costs,
3. Environmental management systems (EMS),
4. Emission to air and downstream processes,
5. Dust collection,
6. Emission to water,
7. Energy consumption reduction.

7
Data collection providedby EDG - ICF

8
Production Range (Tones/day)
< 20 20 to 50 > 100
Number ofInstallationsIn Each Range
> 130
40 19
Increase the number of installation from EU 15 to EU 27 (especially above 100 T/D)
Updating of chapter 1 (general information) : List of main glass manufacturers Number of companies per country Share of sub sector (container - Float - tableware)

9
Substance Soda-lime Glass (mean figure) (1)
mg/Nm3 kg/tonneof melt
Oxides of Nitrogen(as NO2)
(2)
300 - 2100 (1100)140-2500 (2300)
0.2 - 6 (2,5)0,9-11 (4,8)
Oxides of Sulphur(as SO2)
80 - 310 (180)50-1000 (250)
0.1 - 0.7 (0.4)0,1-2,8 (0,7)
Particulate Matter 0.5 - 220 (90)0,5-400 (200)
0.001 - 0.3 (0.2)0,001-0,8 (0,4)
Blue : Updated value 2005
Almost reduction of 50 % of major pollutants due to BAT implementation

10
Substance Crystal & Lead Crystal (mean figure)
mg/Nm3 kg/tonneof melt
Oxides of Nitrogen(as NO2)
(2)
300 – 2300 (840)1000-2000 (1500)
0.2 - 11 (2.7)0,9-5 (1)
Oxides of Sulphur(as SO2)
300 – 2300 (840) 0.1 - 0.3 (0.2)0,1-1 (0,2)
Particulate Matter 0.1 - 13 (4)2-10 (5)
0.001 - 0.3 (0.03)0,001-0,1 (0,02)
Blue : Updated value 2005
Stability of good situation including the crystal glass

11
Information from other sectorsand authorities

12
– The container glass industry, which is the largest group,comprises glass packaging for drinks, food, perfumes,pharmaceuticals FEVE
– The flat glass industry float glass. GEPVP
– The continuous filaments of glass fibre. APFE
– The special glass industry produces mainly glass for technical applications (optics, electronics, lighting, engineering, ophthalmic lenses etc, …). borosilicate glasses are mainly included in this category. ESGA
- The Mineral wool Stone wool and Glass Wool (EURIMA) - - The frits industry ANFFECC
Need for a coherence with other sectors

13
Current level of implementation of BAT63 furnaces Primary measure Secondary measure
NOx Staged combustion: 1
Low NOx Burners: 16
Oxygen furnace: 3
Electric: 27
Total : 47 (72 %)
No SCR
Dust EP*: 3
Bag filter + Scrubber: 31
Total : 34 (52 %)
213 furnaces Primary measureSecondary measure
NOx Primary measures : 76
Oxygen furnace: 8
Electric: 3
Total : 87 (40%)
SCR : 4
Dust EP*: 65
Bag filter + Scrubber: 13
Total : 78 (36 %)
dom
estic
cont
aine
r

14
56 furnaces Primary measure Secondary measure
NOx FENIX : 9
Oxygen furnace: 0
3 R furnaces 14
Reburning 0
Electric: 0
Total :
SCR : 7
Dust EP*: majority
Bag filter + Scrubber: 1
1 float was electric heated in 2000 – correct operation but high operating costs
7 SCR implemented ! Technique available
FENIX is based on the combination of many primary measures : reduction of excess air – suppression of hot spot- homogenization of flame temp Also New design : overall dimension – design of burners port – separate chamber in regenator Achievement : 700-800 mg/Nm3 ( 8 % O2) patented by SG
15
"polemique statement"
Swedish Glass Industry to IPPC revision mentions
Lead. A new section under 5.6 about raw materials is needed, perhaps even in chapter 2 and 4. BAT should be to use glass without lead, not even in art glass.
Official ICF answer :
any official document should be drafted in respect of the laws and legislations … ie Directive 69/493/EEC.

16
There is no need for modication of two relevant references to the BREF document issued in 2001 :
1. 122 – Broad classification of Glass type, page 5 on lead crystal and crystal glass
"Lead oxide can be replaced partially or totally by barium, zinc or potassium oxides in glasses known as crystal glass that have a lower brilliance or density than lead crystal. Precise definitions associated with chemical and physical characteristics are set in Directive 69/493/EEC."
2. 221 – Raw materials for glass melting page 33
"Lead oxides (PbO and PB3O4) are used to improve the sonority and to improvethe refractive index of the glass to give better brilliance in products such as leadcrystal. Barium oxide (derived from barium carbonate), zinc oxide andpotassium oxide, may be used as alternative to lead oxide, but they producelower levels of density and brilliance than those associated with lead Crystal.There is also a penalty in the workability of handmade glass".

17
Costs data study

18
Cost data study• As Suggested by M Munoz and accepted by the group -> collection of cost data by an independant expert ( Ruud Beerkens TNO)
• Objective : typical costs for air pollution control methods :
- Costs per ton of molten glass- Costs per kg pollutant removed
• Data coming from :
Specific questionnaire Comparison from other sectors ( perfume bottle for sodalime) Experience from TNO
• Sofar - Preliminary report issued to coordinator

19
Dust treatment : Bag filter + Dry Scrubbing (mostly used in our sector)
Heavy burden applied on sodalime productionSpecially for small furnaces (30 tpd)
Type of furnace Add cost (€/t)
With dust recycling
Add cost (€/t)
Without dust recycling
Container 300 T/D 3,8 4,1Container 200 T/D 4,4 4,8Tableware 180 T/D 4,2 Not availableTableware 30 T/D 12,6 13

20
Basic package of primary measures : Adjustables burnersSlower mixing of preheated air with fuel ; low fuel injections velocities; fuel rich combustion ; Air tight sealing ; oxygen sensors to control combustion
Tableware 180 T/D (investment 123 K€) cost per ton of molted glass 0,7 €/T
Package of extended primary measures : adaptations of furnace designIncrease the height of the combustion space ; enlarging the size of burner ports, changing slopes of burners ports and position of burners.+ electric boosting for tableware
Prices are very variable
Tableware 150T/D (operational costs 8 € per molten glass)
Others sectors 0,8 to 2,33 € per ton of molten glass
Primary Measures
21
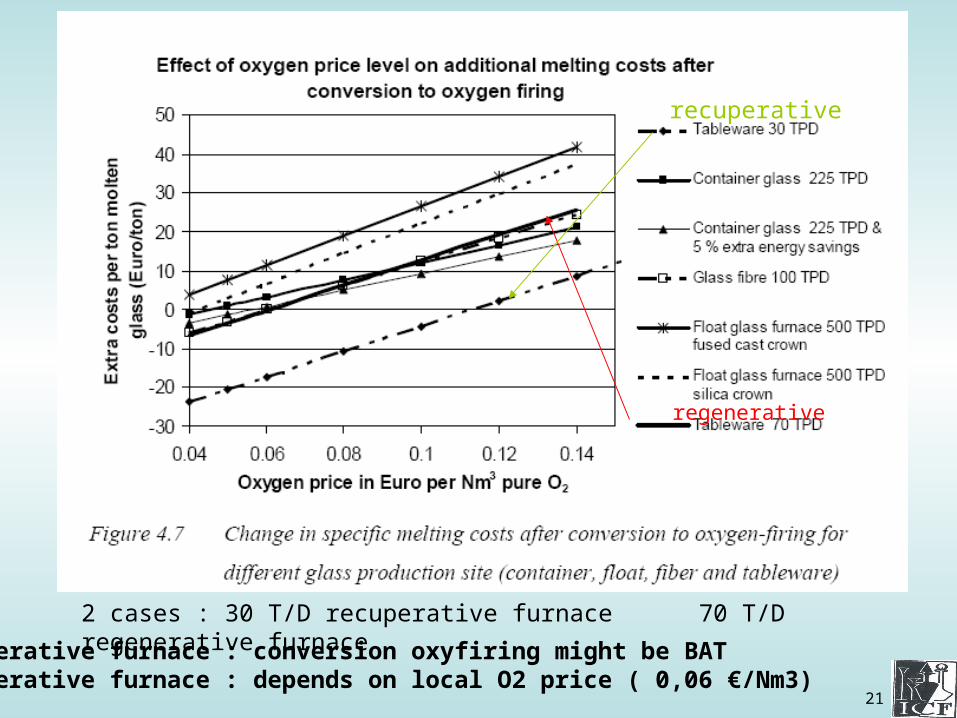
2 cases : 30 T/D recuperative furnace 70 T/D regenerative furnace
Recuperative furnace : conversion oxyfiring might be BATRegenerative furnace : depends on local O2 price ( 0,06 €/Nm3)
regenerative
recuperative

22
Electric melting
All electric melting is mainly limited to lead crystal glass or borosilicate glass production or geographical areas enjoying very low electricity prices.
The advantage is no direct combustion (CO2, NOx) emissions and very low volume flows of flue gases (batch gases).
2 cases in contradictory data :
-30 T/D lead crystal : Electrical version is 5,4 M€ more expensive than recuperative solution Extra cost of 14 € per ton molten glass
-25 T/D lead free crystal. Electrical version cheaper and 2 €/ ton of molten glass saved
No clear trend because lack of data !

23
DUST
Some techniques with very low application in our sector :
Electrostatic precipitator ( ESP) plus dry scrubber : few equipped ; very high cost for small furnaces Exemple 35 T/D tableware : 15-16 €/ ton of molten glass ( 4 times more than container or float)
Bag Filter + semi dry scrubber : very effective for SO2 reduction but very expensive (4,5 M€ to 7 M€) – Problem of filter dust recycling Simulation for our sector : + 30 € per ton of molten glass
Wet scubber : hardly applied in glass industry 16 € per ton of molten glass (issue of the water treatment).

24
NOx reduction
Some techniques with very low application in our sector :
SCR Denox : No SCR ; by extrapolation 5 to 8 € for 100 et 35 T/D (note in Float and container 1,8 to 3,3 €/ per ton of molten glass)
SNCR Denox : hardly used ; no stable conditions of temperature
3 R process : mainly applied in Float glass industry . Cross media effect : increase of energy 7 to 12 %

25
Conclusions of the report :
Becoming aware of our difficulties
"Specific air pollution control costs expressed in extra costs as Euro per ton molten glass, are very high for furnaces with production capacities below 100 tons glass per day".
"Flue gas filtration and scrubbing for small tableware furnaces can add more than 10 Euro to the melting costs per ton molten glass".
Similar to the conclusion of the competitiveness study (carlbro) :
"It was also found that environmental pressure was one of many competitive pressures faced by the domestic glass industry"

26
Water management

27
EIPPC bureau from SEVILLE is expecting :
- Methods and techniques to minimize the water consumption(assessment and perspectives)
- Environmental Management System applied for water.
- Information about water management for Pb crystal.
We are assisted in this approach by an expert M. Deffontaines from the Université of Littoral Côte D’Opale DIVERGENT.

28
Wastewater
Waste-water m3/t glass melted
Soda lime glass
Lead crystal
range (mean value)
2-9 (6)
2-54 (11)
Cleaning and purges of closed water process
Polishing ( acid, dissolved salts…)
Cutting, grinding( particles, lubrifiant Oil, …)
Cooling ( chemical Product…)
More water for crystal than sodalime ( cutting ; grinding ; acid polishing)

29
Préparation( unit opération,
mixing…)
Glass processing :Cooling 30%-40 %
Forming, Cleaning and Utilities … 60%-70%
Séparation( purges ,
supernatant …)
recycle water Stream 60%-90%
Sludge, residueVapour…
Fresh water stream 10%-40%
output wastewater
10%-40%
BATwater use in
domestic glass

30
(Note 2) - For domestic glass installations utilising significant amounts of lead compounds, 1.0 mg/l is currently considered to be more appropriate. There are no
overriding technical obstacles to the achievement of 0.5 mg/l, and given the necessary time for the development and implementation of appropriate
techniques this figure will be achievable.
Issue of lead concentration
Lead (Note 2)<0.5 mg/l (table 3)
Problem of level
and method of analysis !

31
Recommendation from the expert :
Does it take into account the total lead or only the dissolved part ?
- taking sample at pipe outlet after decantation – precipitation (neutralization after acid polishing), - filtration on 1µm paper, - the dissolution in acidic medium,- the analysis.
the “total dissolved“ lead without the redissolution of precipitated part
Also higher lead concentration levels might be considered as acceptable when the total amount of lead is under control in discharge.Means level of pollution depends on the quantity of lead and its compounds discharged and not only on the concentration of lead in wastewater(in the range of 0,1 to 0,3 Kg of lead per melted ton of glass).
The minimization of water use with the implementation of closedsystem is crucial

32
The implementation of an environmental management system (EMS) according to the rules of ISO 14001 permits to the company to have guidelines :
- system to detect defaults and to correct them reliably
- system to improve factory performance (concrete targets)
Some companies have implemented the ISO 14001 or internal EMS ; Those that experienced the ISO 14001 observe a higher cost due to external audit of certification without any benefit compared to the internal system.
Environmental Management System (applied to water)

33
CONCLUSION FROM EXPERT
Use of water is high in the glass industry but the production of waste water is limited with the implementation of closed water system.
Technology of wastewater treatment uses physical and chemical operations well-known and not specific to the glass manufacturing.
The glass manufacturing companies made great effort and progress in order to reduce the flow rate of water per ton of glass melted.
Ex : In some crystal plants, there is a trend where acid polishing is replaced by fire polishing and mechanical polishing, with the possible consequence that water consumption decrease.

34
Conclusion

35
Kick off meeting in seville. BREF revision means :
1. Overall current glass industry situation in the EU-27 data provided (july) + competitiveness study
2 Specific costs TNO study in process of validation)
3 Environmental management systems (EMS) Discussed in water report
4 Emission to air and downstream processes Charts updated
5 Dust collection Charts updated
6 Emission to water report finished and sent
7 energy consumption reduction Wide range ; no change

36
- Validate the cost data report with TNO and integrate the main points in the BREF ( in common with others sector)
- Provide the water assessment document to Batis forum (availibility to the working group).
- Discussion about the possible changes to be proposed by Marcos Munos toward a new version of BREF.
Conclusion :Next steps

37