1.1 composites - shodhganga : a reservoir of indian...
TRANSCRIPT
PART-B Chapter-1
Page 95
CHAPTER-1
INTRODUCTION : NANOCOMPOSITES OF POLYANILINE AND
MONTMORILLONITE
1.1 Composites
Composite materials are defined as materials consisting of two or more components
with different properties and distinct boundaries between them. Wood is a natural
composite of cellulose fibres in a matrix of lignin. The most primitive manmade
composite materials were straw and mud combined to form bricks for building
construction. The majority of composite materials use two constituents: a binder or
matrix and a reinforcement. The reinforcement is stronger and stiffer, forming a sort of
backbone, while the matrix keeps the reinforcement in a set place. The binder also
protects the reinforcement, which may be brittle, as in the case of the long glass fibers
used in conjunction with plastics to make fiberglass. Thus composite materials are solid
multiphase materials formed through the combination of materials with different
structural, physical and chemical properties. Composites are widely used in such
diverse applications as transportation, construction and consumer products.1
1.1.1 History of composite materials
The idea of combining several components to produce a new material with new
properties that are not attainable with individual components is not of recent origin.2, 3
Humans have been creating composite materials to build stronger and lighter objects for
thousands of years. The first use of composite dates back to the 1500 B.C. when early
egyptian and mesopotamian settlers used a mixture of mud and straw to create strong
and durable buildings. Straw continued to provide reinforcement to ancient composite
products including pottery and boats. Later, in 1200 A.D. the Mongols invented the first
composite bow. Using a combination of wood, bone, and “animal glue,” bows were
pressed and wrapped with birch bark. These bows were extremely powerful and
PART-B Chapter-1
Page 96
extremely accurate. Composite mongolian bows provided Genghis Khan with military
dominance, and because of the composite technology, this weapon was the most
powerful weapon on earth until the invention of gunpowder. Although composite
materials had been known in various forms throughout the history of mankind, the
history of modern composites probably began in 1937 when salesmen from the Owens
Corning fiberglass company began to sell fiberglass to interested parties around the
United States. Fiberglass had been made, almost by accident in 1930, when an engineer
became intrigued by a fiber that was formed during the process of applying lettering to
a glass milk bottle.
1.1.2 Advantages
Generally, composite materials have excellent compressibility combined with good
tensile strength, making them versatile in a wide range of situations. Composite
materials take advantage of the different strengths and abilities of different materials.
They offer unusual combinations of properties of component materials such as weight,
strength, stiffness, permeability, biodegradability, electrical, and optical properties that
is difficult to attain separately by individual components. A composite material can be
custom tailored to have specific properties that will meet special requirements. They
have a longer life expectancy than steel or aluminium.The presence of combination of
properties in composite materials has led to the widespread application in many
different industries. Some important advantages of using composite materials include
● Light weight : composites are lighter in weight, compared to most woods and
metals. The lightness of composites is important in automobiles and aircraft,
because less weight means better fuel efficiency. A composite structure will
weigh ¼th of a steel structure with the same strength. A car made from
composites can weigh ¼th of a car made from steel. This equates to serious fuel
savings.
PART-B Chapter-1
Page 97
● High strength : composites can be designed to be far stronger than aluminium or
steel. They are less likely than metals to break up completely under stress. A
small crack in a piece of metal can spread very rapidly with very serious
consequences. The fibres in a composite act to block the widening of any small
crack and to spread the stress around.
● Strength related to weight : composite materials can be designed to be both
strong and light. For this property they are used to build airplanes which need a
very high strength material at the lowest possible weight. Thus composites can
be strong without being heavy. This is because of their high strength-to-weight
ratio.
● Corrosion resistance : the right mix of constituent materials often results in
composites which are corrosion resistant. They can resists damage from weather
and harsh chemicals.
● High impact strength : composites can be made to absorb impacts like sudden
force of a bullet or blast from an explosion. Because of this property, they are
used in bulletproof vests and panels and also to shield airplanes, buildings from
explosions.
● Design flexibility : composites can be molded into complicated shapes more
easily than most other materials. Recreational boats are built from fiberglass
composites because these materials could easily be molded into complex shapes
● Nonconductive and nonmagnetic : nonconductive composites find their use in
electrical utility poles and circuit boards in electronics. The nonmagnetic
composites are also used around sensitive electronic equipment.
● Durable : composites are durable and needs little maintenance.
PART-B Chapter-1
Page 98
1.1.3 Applications of composite materials
Use of composite materials has come a long way from mixing mud and straw to make
bricks for primitive houses. Now the composite materials are used in such diverse
applications as in home construction, aviation, ship building, car and boats, bridge
repair, diesel engines and even in ballistics protections. A few applications are
discussed here.
In construction, concrete is a complex composite of stone mixed with cement. In the
aerospace industry, many jets and airplanes are made of composite materials that are
stronger and lighter than the materials they were made from. The new Boeing 787
Dreamliner, for example, is using 50 percent composite materials dropping its overall
weight by 12 percent. Fiberglass, made of glass fibers held together by resins, was one
of the earliest composites of the modern age. Most cars today have fiberglass bumpers
covering a steel frame and are used over wheel wells and other cosmetic parts of a car
or truck. Fiberglass has become the standard material in recreational boats, from stern to
bow. Fiberglass could also be used in insulation to heat and sound absorption when
strands of fiber are interwoven with glass "wool." Its versatility allows it to be used for
home and building insulation, automobile engine compartments, ship and air
conditioning units. Composite materials are also used in bridge repairing. Graphite
epoxy, a strong and lightweight carbon-reinforced polymer capable of withstanding
heavy loads, have been used to reinforce bridge beams which increases load capacity
from 30 to 65 percent. Yet another application of composite material is in ballistics
protection for lightweight vehicles. Composite armor uses materials of varying hardness
and elasticity for heat and shock absorption.

PART-B Chapter-1
Page 99
1.2 Nanocomposites
1.2.1 Definition
Nanocomposites are generally defined as composites in which one of the components
have at least one dimension (i.e., length, width or thickness) in the size range of 1-100
nm. Nanocomposites differ from traditional composites in the sense that interesting
properties can result from the complex interaction of the nanostructured heterogeneous
phases. In addition, nanoscopic particles of a material differ greatly in the analogous
properties from a macroscopic sample of the same material.4-6 The study of
nanocomposite materials is a fast growing area of research. This rapidly expanding field
is generating many exciting new high-performance materials with novel properties. The
properties of nanocomposite materials depend not only on the properties of their
individual parents, but also on their morphology and interfacial characteristics. There is
also the possibility of new properties which are unknown in the parent constituent
materials.
1.2.2 History
Nature has mastered the use of nanocomposites, and the men, as usual, are learning
from their natural surroundings. Although the term nanocomposite represents a new and
exciting field in material science and technology, the nanocomposites have actually
been there in the world of nature. Using carbohydrates, lipids and proteins, nature
makes strong nanocomposites such as bones, shells and wood.7 In the early 1990s,
Toyota Central Research Laboratories in Japan reported a work on a Nylon-6
nanocomposite 8, in which a very small amount of nano filler loading resulted in a
pronounced improvement of thermal and mechanical properties of nylon-6.
PART-B Chapter-1
Page 100
1.2.3 Types of components used in nanocomposites
Based on the nature of matrix phase nanocomposites can be divided into polymeric,
ceramic and metallic nanocomposites. Usually the filler phase is embedded to the host
matrix phase to make a nanocomposite which has properties far from either phase alone.
● Polymer-matrix nanocomposites
In the simplest case, appropriately added nanoparticulates to a polymer matrix can
enhance its performance, often in a very dramatic way.9 The enhanced properties of
high performance nanocomposites may be mainly due to the high aspect ratio and/or the
high surface area of the fillers 8 since nanoparticulates have extremely high surface area
to volume ratios when good dispersion is achieved.
● Ceramic-matrix nanocomposites
In this group of composites the main part of the volume is occupied by a ceramic, i.e. a
chemical compound from the group of oxides, nitrides, borides, silicides etc. In most
cases, ceramic-matrix nanocomposites encompass a metal as the second component.
Nanocomposites from these combinations have demonstrated improvement in their
optical, electrical and magnetic properties 10 as well as tribological, corrosion-resistance
and other protective properties.11
● Metal-matrix nanocomposites
Metal matrix nanocomposites can also be defined as reinforced metal matrix
composites. One of the important nanocomposites of this class is carbon nanotube metal
matrix composite which is an emerging new material that is being developed to take
advantage of the high tensile strength and electrical conductivity of carbon nanotube
materials. In addition to carbon nanotube metal matrix composites, boron nitride
reinforced metal matrix composites and carbon nitride metal matrix composites are the
PART-B Chapter-1
Page 101
two new metal matrix nanocomposites.12 Another kind of nanocomposite is the
energetic nanocomposite, generally as a hybrid sol–gel with a silica base, which, when
combined with metal oxides and nano-scale aluminium powder, can form superthermite
materials.13-15
1.2.4 Clay as a component of nanocomposites
Polymer-matrix nanocomposites, have been developed with diverse fillers such as
layered metal phosphates16, metal oxides17, zeolites18, mesoporous materials and
clays.19 Clays have become the most used fillers, because of their great ability to
accommodate guest species.20 Nano silicate layers lead to nanocomposite with
important tensile strength and modulus, reduced gas permeability and decreased thermal
expansion coefficient in comparision to micro and macro composite counterparts and
pure polymer matrix. This is because of the high aspect ratio of silicate layers and large
surface area available for contact with the matrix polymer.
There are different types of clays, but montmorillonites (MMT) are the most employed
in the synthesis of nanocomposites. Among all the potential nanocomposite precursors,
those based on clay and layered silicates have been most widely investigated, probably
because the starting clay materials are easily available and because their intercalation
chemistry has been studied for a long time.21 There are various reports in literature of
using clay as an inorganic filler in the synthesis of nanocomposites.22-25 Yao et al.
26
synthesized nanocomposite of polyurethane with MMT using modified 4,4′-
diphenylmethyle diisocyanate (MDI), modified polyethylene polyol (MPP) and Na+-
montmorillonite and studied the thermal conductivity. Polymer-MMT nanocomposites
based on poly (3, 4-ethylenedioxythiophene)/polystyrene sulphonate (PEDOT)/(PSS)
and montmorillonite were synthesized and characterized by Ahmad et al.24 Synthesis
and characterization of nanocomposites of MMT with poly(methyl methacrylate)
(PMMA) has been reported by Lerari et al.23 Epoxy-MMT nanocomposites were
PART-B Chapter-1
Page 102
synthesized and the exfoliation of MMT was studied by Park et al.27 using
organically modified MMT. Mallikarjuna et al.25 used in situ melt polycondensation
method to prepare polycarbonate/MMT nanocomposites.
1.3 Clay minerals
1.3.1 Definition of clay
The term clay implies a natural, earthy, fine grained material which is composed of
largely hydrous aluminium and magnesium silicates and which develops plasticity when
mixed with a limited amount of water. Clay is referred to a part of soil fraction with the
particle size of less than 2 µm. The 2-µm grain size is the upper limit for clay minerals.
The clay layers have a thickness of about 1 nm which is in the nanoscale. The layered
silicates contain continuous two-dimensional tetrahedral sheets where individual
tetrahedra are linked with each other by sharing three basal oxygen atoms. The fourth
oxygen points in a direction normal to the sheet and simultaneously links an adjacent
alumina octahedral sheet in which the individual octahedra are bound by lateral sharing
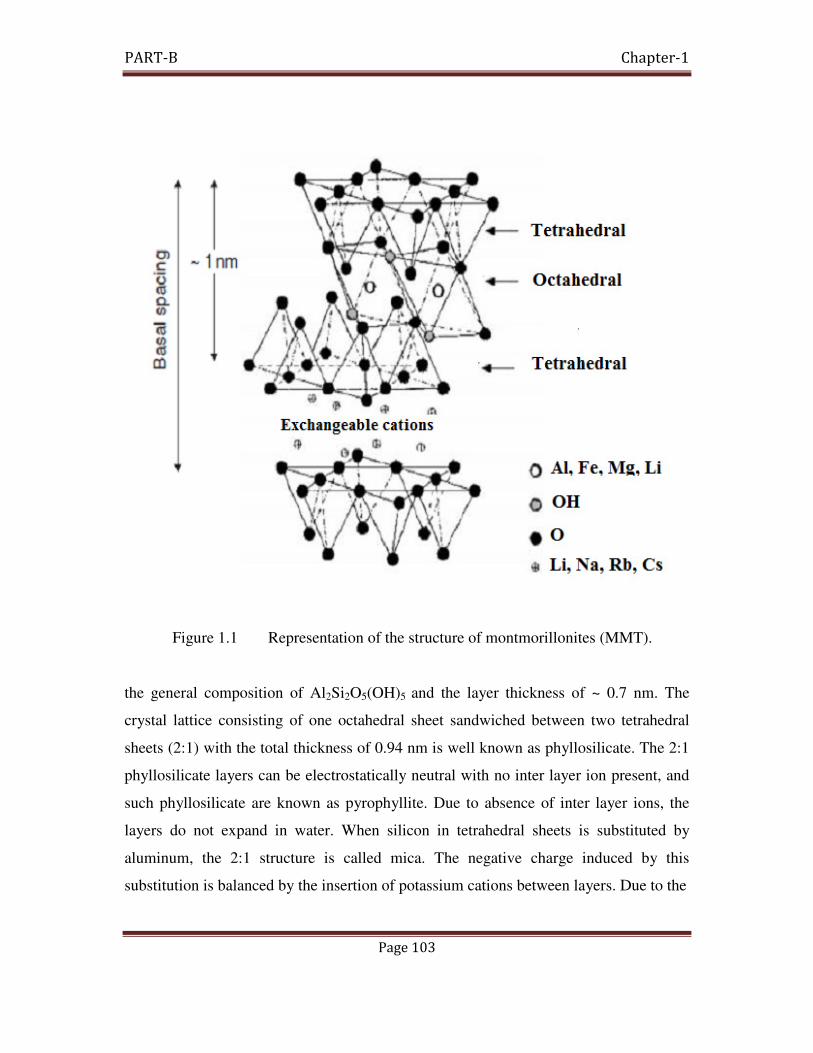
of octahedral edges. This is shown in figure 1.1
There are many members of clays with some difference in their formula, structure and
properties including swelling and exfoliation. Those members which are able to be
exfoliated by polymer chains or monomers and distributed as individual clay layers
within polymer matrix are suitable for the preparation of polymer nanocomposites. The
individual clay layers can cause dramatic improvements in polymer properties due to
their high aspect ratio and high interfacial interactions with polymer matrix.
1.3.2 Classification of Clay
Classification of clays is based on the number of Si-tetrahedra bound to Al-octahedra in
their structures. One of the main group of clay minerals, 1:1 types are formed by
linking one tetrahedral sheet with one octahedral sheet. It is known as kaolin group with
PART-B Chapter-1
Page 103
Figure 1.1 Representation of the structure of montmorillonites (MMT).
the general composition of Al2Si2O5(OH)5 and the layer thickness of ~ 0.7 nm. The
crystal lattice consisting of one octahedral sheet sandwiched between two tetrahedral
sheets (2:1) with the total thickness of 0.94 nm is well known as phyllosilicate. The 2:1
phyllosilicate layers can be electrostatically neutral with no inter layer ion present, and
such phyllosilicate are known as pyrophyllite. Due to absence of inter layer ions, the
layers do not expand in water. When silicon in tetrahedral sheets is substituted by
aluminum, the 2:1 structure is called mica. The negative charge induced by this
substitution is balanced by the insertion of potassium cations between layers. Due to the
PART-B Chapter-1
Page 104
equal size of potassium cation and the hole created by Si/Al tetrahedral sheets, the
presence of potassium cation does not result in creation of inter layer spacing.
Consequently the 2:1 layers are held together strongly and the swelling or exfoliation of
layers is not possible. When in neutral pyrophyllite, the aluminum cations in the
octahedral layers are partially substituted by divalent magnesium or iron cations the
smectite clay group is formed. The negative charge created by this substitution is
balanced by inter layer sodium or calcium counter ions. The charge created on the
layers is not locally constant and varies from layer to layer. An average charge value is
considered for the layers which can be determined by cation exchange capacity (CEC)
measurement. In 2:1:1 clays, two negatively charged 2:1 layers sandwich a positively
charged brucite layer. Some examples of these three classes are given in table 1.1
1.3.3 Structure of clay
Clays have layered structure. The layers are built from tetrahedral sheets in which a
silicon atom is surrounded by four oxygen atoms and octahedral sheets in which a metal
like aluminium or magnesium is surrounded by eight oxygen atoms. The tetrahedral (T)
and octahedral (O) sheets are fused together by sharing the oxygen atoms. Unshared
oxygen atoms are present in hydroxyl form. Two tetrahedral and one octahedral sheets
fused together make the one layer structure of clay. Due to the unequal size of inter
layer cations with the holes of tetrahedral sheets, the presence of inter layer cations
causes to an inter layer spacing. The layers stay together with a regular gap between
them. The gap is called as inter layer space or gallery. The thickness of the repeated
units in a regular multilayer structure and one inter layer space is called d-spacing or
basal spacing (figure 1.1). The basal spacing of clays can be measured or calculated
from their X-ray diffraction patterns. The inter layer dimension is also dependent to the
nature of clay and swelling or degree of hydration of inter layer cations. Due to the inter
layer spacing and weak forces between layers, especially in the hydrated form, other
molecules also could be intercalated between layers. This leads to the expansion of
PART-B Chapter-1
Page 105
layered lattice and finally may cause the separation of individual layers. The unique
intercalation/exfoliation behavior of smectite clay minerals makes them very important
and powerful as reinforcing fillers for polymers.
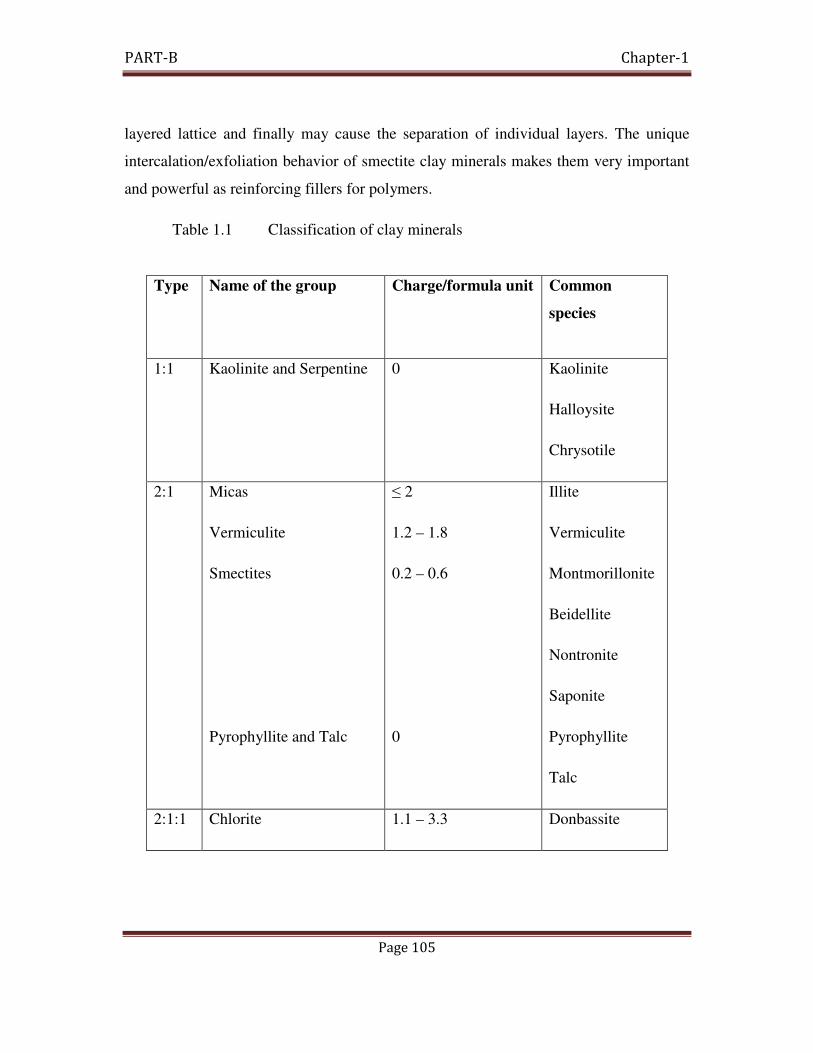
Table 1.1 Classification of clay minerals
Type Name of the group Charge/formula unit Common
species
1:1 Kaolinite and Serpentine 0 Kaolinite
Halloysite
Chrysotile
2:1 Micas
Vermiculite
Smectites
Pyrophyllite and Talc
≤ 2
1.2 – 1.8
0.2 – 0.6
0
Illite
Vermiculite
Montmorillonite
Beidellite
Nontronite
Saponite
Pyrophyllite
Talc
2:1:1 Chlorite 1.1 – 3.3 Donbassite
PART-B Chapter-1
Page 106
1.3.4 Cation exchange capacity (CEC)
Cation exchange capacity (CEC) of a clay mineral is the quantity of cations reversibly
adsorbed per unit weight of the clay mineral. CEC is expressed in mili-equivalents per
gram or more commonly per 100 gm of clay ( meq/100g).
In clay minerals, Si+4 is sometimes replaced by Al+3 in tetrahedral sheets and Al+3 is
replaced by Mg+2 in octahedral sheet. This results in the unbalanced charges in the
structural units of the clay minerals. These substitutions are mainly balanced by
adsorbed cations. So, cation exchange capacity results from substitution in octahedral
and tetrahedral sheets of clay mineral. The predominant substituents are Mg+2 and Fe+3
for Al+3 in the octahedral sheet. Al+3 may also be substituted for Si+4 in the tetrahedral
sheet. This gives rise to charge deficiency which varies depending on the degree of
substitution. These charges are sometimes balanced by other lattice arrangements e.g.
replacing OH for O or by filling more than two thirds of the possible octahedral
positions. But commonly, these charges are balanced by external alkali (Na) or alkaline
earth metal (Ca) ions. These cations are found to be mostly on basal cleavage surfaces
of the clay minerals. In most of the clay minerals the CEC results from substitution in
the octahedral sheet. When the substitution is in the tetrahedral sheet the exchangeable
ion are held more strongly than the substitution in the octahedral sheet. Incorporation of
guest species into the clay interlayer is depicted by the term intercalation or
intersalation. When a cationic species is exchanged into the interlayer of a clay upto the
CEC it is termed intercalation and when the exchange is excess over the CEC it is
termed intersalation.
1.3.5 Swelling of Smectite Clay (MMT)
Because of the inter layer spacing and weak inter layer forces, the cations present
between the layer can be hydrated in aqueous solutions. This is known as clay swelling.
PART-B Chapter-1
Page 107
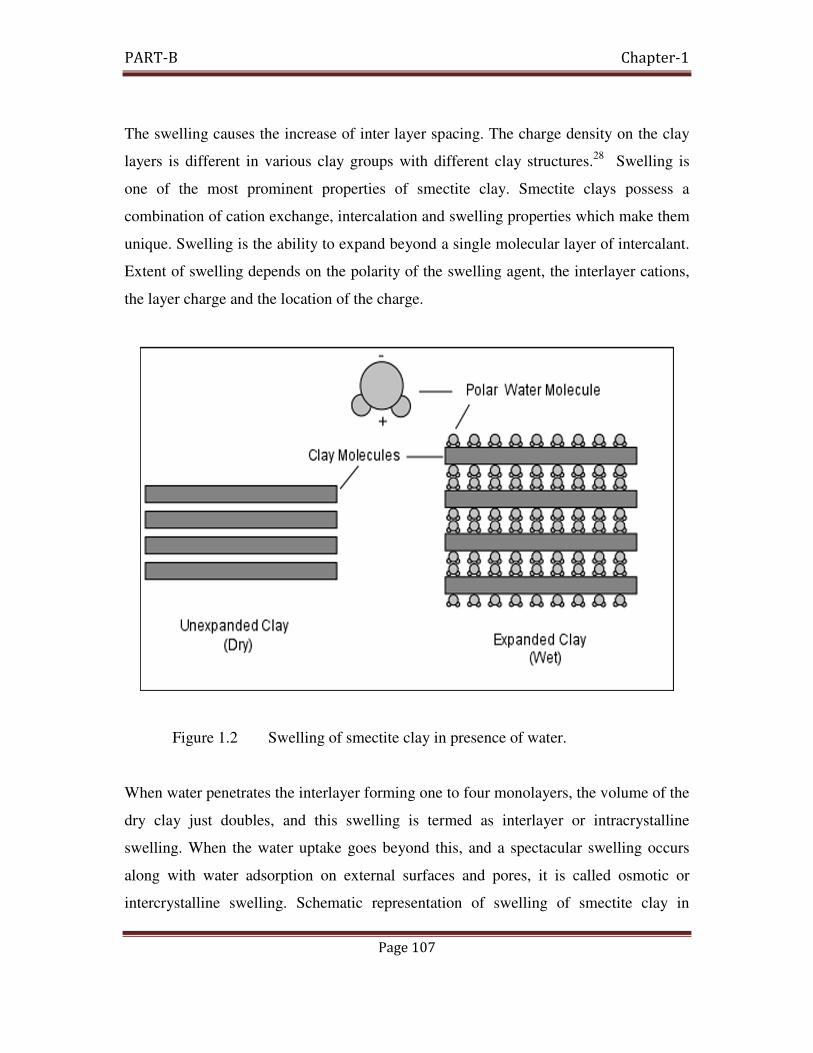
The swelling causes the increase of inter layer spacing. The charge density on the clay
layers is different in various clay groups with different clay structures.28 Swelling is
one of the most prominent properties of smectite clay. Smectite clays possess a
combination of cation exchange, intercalation and swelling properties which make them
unique. Swelling is the ability to expand beyond a single molecular layer of intercalant.
Extent of swelling depends on the polarity of the swelling agent, the interlayer cations,
the layer charge and the location of the charge.
Figure 1.2 Swelling of smectite clay in presence of water.
When water penetrates the interlayer forming one to four monolayers, the volume of the
dry clay just doubles, and this swelling is termed as interlayer or intracrystalline
swelling. When the water uptake goes beyond this, and a spectacular swelling occurs
along with water adsorption on external surfaces and pores, it is called osmotic or
intercrystalline swelling. Schematic representation of swelling of smectite clay in

PART-B Chapter-1
Page 108
presence of water is shown in figure 1.2. The increase in interlayer spacing that occurs
with swelling of MMT clay in water is large and enables it to be penetrated by relatively
large size molecules. The polarizing power and the polarity of the interlayer cations
influence the swelling nature as well as the basal spacing of the clay. Thus at 52%
relative humidity, basal spacing of Na-MMT, NH4-MMT and Ca-MMT are 12.5, 11.7
and 15.1Å respectively 29 due to the difference in polarizing power of the interlayer
cations in the same solvent. Basal spacing of Na-MMT is 16.9 – 17.1 Å for ethylene
glycol, 17.8 Å for glycerol and indefinite for water 29, 30 because of the difference in
polarity of the swelling agents.
1.3.6 Modification of Clay
In their pristine state layered silicates are only miscible with hydrophilic polymers, such
as poly(ethylene oxide) and poly(vinyl alcohol). In order to render them miscible with
organophilic polymers, one must exchange the alkali counter-ions with a cationic-
organic surfactant. Alkylammonium ions are mostly used, although other “onium” salts
such as sulfonium and phosphonium 31, 32 could also be used.. This could be readily
achieved through ion-exchange reactions that render the clay organophilic 33. In order to
obtain the exchange of the onium ions with the cations in the galleries, water swelling
of the silicate is needed. For this reason alkali cations are preferred in the galleries
because 2-valent and higher valent cations prevent swelling by water. The hydrate
formation of monovalent intergallery cations is the driving force for water swelling.31
Natural clays may contain divalent cations such as calcium and require exchange
procedures with sodium prior to further treatment with onium salts.33 The alkali cations,
as they are not structural, can be easily replaced by other positively charged atoms or
molecules, and thus are called exchangeable cations.34
In addition to the surface modification and increasing the hydrophobicity of clay layers,
the insertion of alkylammonium or alkylphosphonium cations into the galleries causes
PART-B Chapter-1
Page 109
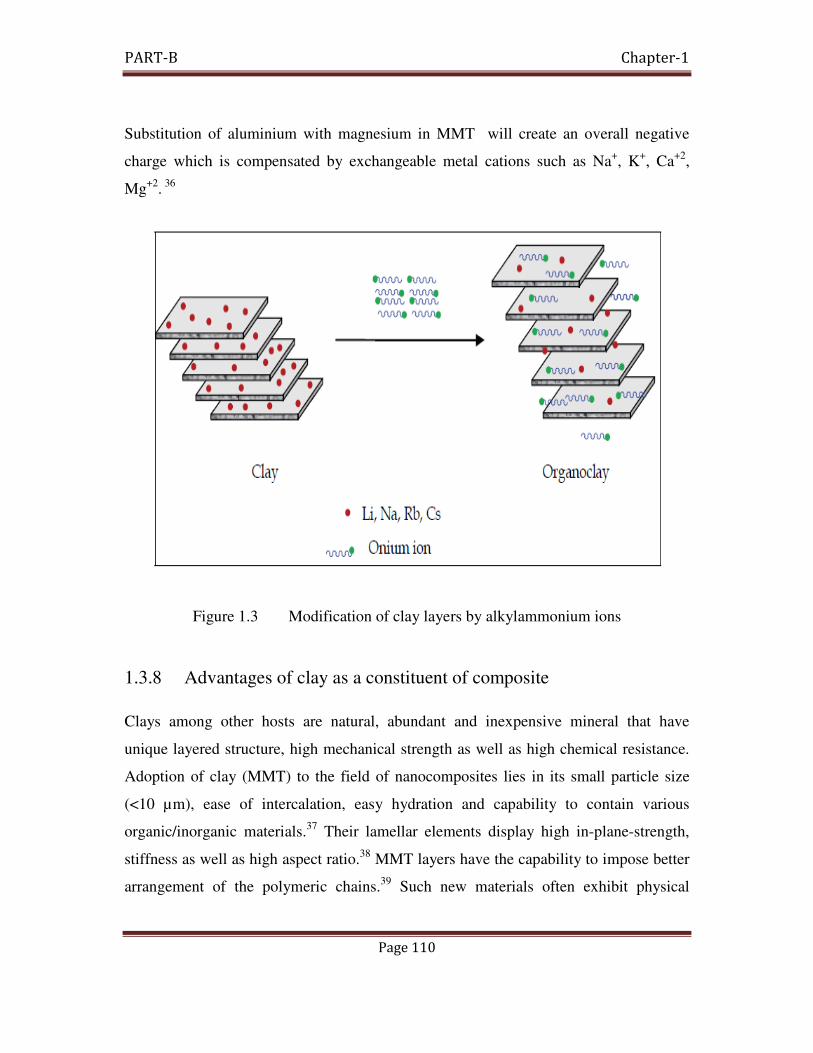
to some degree of increasing in the inter layer spacing which promotes intercalation of
polymer chains into the galleries during nanocomposite preparation.35 Figure 1.3
schematically shows the modification of clay layers using alkylammonium cations via
the ion exchange process.
There are several methods for modification of clay. Modification simply means
replacement of exchangeable cations of the clay. When the inorganic ions of the clay
surfaces are replaced by quarternary ammonium cations such as tetramethyl ammonium
(TMA), cetyl trimethyl ammonium (CTA), tetraethyl ammonium (TEA),
benzyltrimethyl ammonium (BTMA), or polar organic compounds then the clay is said
to be organically modified. Modification of the clay in this way imparts organophilic
character to the clay. Clays are also modified by treating it with acids such as HCl or
H2SO4 in which case exchangeable cations of the clay are replaced by H+ leaching Al+3
and other cations from both tetrahedral and octahedral sites. Other modification
methods includes treatment of the clay with metal nanoparticle, metal complex in which
case the metal ions or metal complex are exchanged into interlamellar space of layered
clay minerals depending upon the CEC of the clay.
1.3.7 Montmorillonite (MMT)
Among the large number of layered solids such as graphite, layered double hydroxides,
transition metal dichalcogenides, metal phosphates and metal phosphonates, clay
minerals especially the members of smectite group are the most suitable candidates for
synthesis of polymer nanocomposites,because they possess a unique structure and
reactivity together with high strength, stiffness and high aspect ratio of each platelet. In
particular, montmorillonite,[Mx(Alx-2Mgx)Si4O10(OH)2.nH2O] where M indicates
exchangeable monovalent ions, is most widely used in this field. Montmorillonite is a
hydrophilic mineral and belongs to the general family of 2:1 phyllosilicates, being
composed of stacked layers of aluminium octahedron and silicon tetrahedrons.
PART-B Chapter-1
Page 110
Substitution of aluminium with magnesium in MMT will create an overall negative
charge which is compensated by exchangeable metal cations such as Na+, K+, Ca+2,
Mg+2. 36
Figure 1.3 Modification of clay layers by alkylammonium ions
1.3.8 Advantages of clay as a constituent of composite
Clays among other hosts are natural, abundant and inexpensive mineral that have
unique layered structure, high mechanical strength as well as high chemical resistance.
Adoption of clay (MMT) to the field of nanocomposites lies in its small particle size
(<10 µm), ease of intercalation, easy hydration and capability to contain various
organic/inorganic materials.37 Their lamellar elements display high in-plane-strength,
stiffness as well as high aspect ratio.38 MMT layers have the capability to impose better
arrangement of the polymeric chains.39 Such new materials often exhibit physical

PART-B Chapter-1
Page 111
properties superior to those of macro-scale composites, making their technological
application attractive.
1.4 Conducting polymers and Polyaniline
Conducting polymers are a class of polymer with conjugated double bonds in their
backbones. They display unusually high electrical conductivity and become highly
conductive only in their doped state. Due to the excellent electrical and electronic
properties and plastic nature of conducting polymers, they have been proposed for
applications such as antistatic coating, corrosion protection, electrochromic display,
sensors, light-emitting diodes, capacitors, light weight batteries and gas permeation
membranes etc. They are also believed to be promising alternatives to the
environmentally hazardous chromate based conventional coatings.
Unlike traditional polymers, which are electrical insulators, conducting polymers (CPs)
are semiconducting and can be doped into regions of metallic conductivity. 40-43 This
novel finding, at odds with what had been previously expected of polymers, yielded the
2000 Nobel Prize in Chemistry for Alan J. Heeger, Alan G. MacDiarmid and Kideki
Shirakawa for the discovery and subsequent development of this new class of
materials.Thanks to intense research efforts, there are now a large variety of CPs, with
polyacetylene, polythiophene, polypyrrole and polyaniline (PANI) being four of the
most studied and promising types. PANI exhibits high conductivity, excellent
environmental stability, is of low-cost and straightforward to synthesize.44 It is also
unique among CPs in that it has a reversible and relatively simple acid–base doping–
dedoping pathway, useful for tuning its electrical and optical properties. By offering
metal-like electrical and optical properties in addition to the inherent ease of processing
and mechanical flexibility of polymers, innovative new devices and applications have
been made possible by CPs. Moreover, the morphology of such materials can be tuned
at the nanoscale. This nanostructuring of materials, by designing their dimensions to be
PART-B Chapter-1
Page 112
on the order of hundreds of nanometers or lower, often yields novel properties.
Examples are improved strength and conductivity usually due to an increase in
molecular ordering, as well as improved reactivity typically due to higher surface area.
Combining these two sources of innovation, CPs and nanostructuring, has been an area
of intense study in recent years 42, 45–48 yielding innovative applications.49,50
1.5 Nanocomposites of clay and conducting polymers
The introduction of an organic guest into an inorganic host material by the intercalation
technique has resulted in the fabrication of nanocomposite materials with high potential
for advanced applications. These polymer nanocomposites consist of multilayered
sandwich-like elements in which polymer chains are sandwiched between ultrathin
sheets of an inorganic material. Such confinement of polymer molecule is expected to
lead to a high degree of polymer ordering and enhanced thermal and oxidative stability
which is hard to find in pristine polymers. Nanocomposites based on conducting
polymer 51 and different inorganic compounds are the representatives of the further
development of ideas about nanostructuring, because such nanocomposites display
novel and frequently important mechanical, electronic, magnetic, optical and catalytic
properties inaccessible in both individual components of the nanocomposites and their
micro analogues.52 ,53
Incorporation of guest electroactive polymers such as polyaniline , polypyrrole (PPy)
etc. into host clay particles has attracted great attention because of their better
processibilty with colloidal stability, mechanical strength and novel electrical, catalytic
properties.20 MMT was used to prepare nanocomposites with a number of conducting
polymers such as polyaniline, polypyrrole and copolyaniline 58 and their anti-corossion
properties were studied.54 Use of MMT in the preparation of nanocomposite with
polypyrrole has been reported by Anuar et al.59 and their intercalation behavior were
PART-B Chapter-1
Page 113
studied.55 Polymer intercalated nanocomposites, prepared by using layered materials,
have a high degree of polymer ordering and exhibited advanced gas barrier, thermal
stability, and enhanced mechanical properties compared to pristine polymers.56 There
are a number of reports on the preparation and properties on the lamellar
nanocomposites of polyaniline with various layered materials.57-59 Recently,
conducting polymer layered inorganic solid nanocomposites have been the subject of
considerable research interest because, being derived from a unique combination of
inorganic and organic components, they have possible technological application and
raise challenging scientific issues.60 Bein et al.61, 62 and other researchers prepared
conducting polymers inside the cavities of a broad amount of natural and synthetic
zeolites. Indeed, chains of polyaniline, polypyrrole and polythiophene were
encapsulated into many forms of zeolites.63 For clays it is also possible to form PANI in
their cavities through intercalation of the protonated monomer, by cation exchange,
followed by oxidation with ammonium persulphate in aqueous suspension.63
1.6 Nanocomposites of polyaniline and MMT
The MMT clay has been extensively employed 64 in polymerization studies of aniline or
its derivates with the aim to form nanocomposites with controlled structure. The
combination of conducting polymers with host materials having different characteristics
opens a way to new hybrid materials showing novel properties. Also confinement of
polymer chains in the interlayer spaces may enable to further characterize the polymer
structure. The synthesis of polyaniline–clay nanocomposites is currently carried out by
intercalation of the monomer followed by the polymerization in the clay interlayer. Kim
and co-workers 65-67 have synthesized polyaniline–montmorillonite nanocomposite
using an emulsion intercalation method. Yang et al. 68 and Jia et al. 69 on the other hand,
have synthesized PANI–montmorillonite nanocomposites with organically modified
clays. There are several reports focusing on the design, preparation and characterization
of novel nanocomposites consisting of polyaniline and MMT.24, 65, 70-75 There are several

PART-B Chapter-1
Page 114
other reports of synthesizing and characterizing MMT/PANI nanocomposites using
different polymerization procedures.77,78 Nascimento et al.78 synthesized PANI in
presence of MMT and obtained PANI-MMT composite by polymerization of
An+-MMT. Nayaranan et al.76 synthesized PANI-MMT nanocomposite by oxidative
polymerization using H2O2. Celik et al.79 synthesized intercalated PANI-MMT
nanocomposite with varying aniline(g)/MMT(g) ratio using benzoyl peroxide as the
oxidant. Srivastava et al.80 prepared intercalated PANI-MMT nanocomposite by
oxidative chemical polymerization with ammonium persulphate. MMT intercalated
conducting PANI has also been synthesized by Kulhankova et al.81 Zaarei et al.
56 also
synthesized PANI-MMT nanocomposite and studied the corrosion resistant properties
of the nanocomposite. Recently, Hosseini et al.82 studied the effect of PANI-MMT
nanocomposite on corrosion performance of epoxy coatings. Exfoliated PANI-MMT
nanocomposites were synthesisied by in-situ polymerization of aniline onto pre-
exfoliated transition metal ion exchanged montmorillonite clays by Nayaranan et al.22
and confirmed the exfoliation of clay layers by XRD studies.
3.7 Aim of the present work
Emulsion polymerization is an important method used for the preparation of
polyaniline-montmorillonite (PANI-MMT) nanocomposites in presence of a surfactant
and a dopant. There are reports where surfactants serve both as emulsifier and dopant.
Kim et al.65 used dodecyl benzene sulphonic acid both as surfactant and dopant for the
synthesis of PANI-MMT nanocomposites. There is however no reported work where
dodecyl sulphuric acid was used as the surfactant and dopant and the present work
describes the use of dodecyl sulphuric acid for the first time in the synthesis of
polyaniline- MMT nanocomposite. The broad objectives of the work are :
PART-B Chapter-1
Page 115
(i) To synthesise PANI-MMT nanocomposites with pristine MMT in presence of
dodecyl sulphuric acid.
(ii) To characterize PANI-MMT nanocomposites by UV-Vis, FTIR spectroscopy,
XRD, TGA and SEM studies and to determine the room temperature conductivity
of the composites.
(iii) To synthesise PANI-OMMT nanocomposites with organically modified MMT
(OMMT) in presence of dodecyl sulphuric acid.
(iv) To characterize PANI/OMMT nanocomposites by UV-Vis, FTIR spectroscopy,
XRD, TGA and SEM studies and to determine the room temperature conductivity
of the composites.