12th twc international wear seminar wear testing in hard
TRANSCRIPT

12th TWC International Wear Seminar Wear testing in hard rock operationsThe seminar jointly organized by Tampere Wear Center and PerforMat network concentrates on hard rock tribology with emphasize in wear testing methods for abrasive, impact-abrasive, and erosion wear in mining and mineral handling. Moreover, the combined effects of wear and corrosion, tribocorrosion, on various industrial cases are presented.
Program March 18th 2021
14:00 Opening of the seminar
14:05 Abrasive, impact-abrasive, and erosion wear testing in hard rock operationsKati Valtonen, Tampere University, Tampere Wear Center
14:30 Evaluation of surface degradation under cyclic loading conditions Giselle Ramírez, Eurecat, Centre Tecnològic de Catalunya, Metal and Ceramic Materials Unit
14:55 Impact-abrasive testing of steels, composites, and diamondMaksim Antonov, Tallinn University of Technology (TalTech), Department of Mechanical and Industrial Engineering
15.15 Break
15:20 Tribocorrosion in industry: experimental approaches and case examplesElina Huttunen-Saarivirta, VTT Technical Research Centre of Finland Ltd
15:45 PerforMat Materials Performance Competence SpearheadElina Huttunen-Saarivirta, VTT Technical Research Centre of Finland Ltd
16:00 Ending of the seminar

Total energy consumption of global mining activities is
over 6% of the total global energy consumption
Energy spent to overcome friction and to manufacture and
replace worn out parts cause over 200 000 M€ costs annually
www.metso.com
Holmberg K, Kivikytö-Reponen P, Härkisaari P, Valtonen K, Erdemir A. Global energy
consumption due to friction and wear in the mining industry. Tribol Int 2017;115:116–39.

Tampere Wear Center
• Concentrates on both scientific and practical aspects of wear and tribology
• Strengthens research in the field of wear and tribology of materials
• Special expertise areas high stress abrasion, impact wear, slurry-erosion, fretting and tribology of machine elements, such as gears, bearings, brakes, seals, and frictional joints
• Wear and tribology research since 2008
https://research.tuni.fi/twc/

Research equipment
• Wear testing: Pin-on-disk/Ball-on-disk, Crushing pin-on-disk, Uniaxial crusher, Dual pivoted jaw crusher, Impeller-tumbler, High-speed slurry-pot type erosion tester, Erosion tester, Pulse jet erosion wear tester, Slurry erosion-corrosion tester, Cavitation erosion tester, High velocity particle impactor, Ball-on-block, Hammer mill, Block-on-ring, Rubber wheel abrasion testers, etc.
• Tribology and machine elements test rigs: Test rigs for journal, thrust, and rolling bearings, FZG, Twin-disc test rig, Mini traction machine, Complete contact fretting test rig, Flat-on-flat fretting test rig, Vibration Testing, etc.
• Other equipment at Engineering Materials Science
• Materials characterization: SEM, Alicona 3D profilometer, optical microscopes, XRD, etc.
• Hopkinson Split Bar systems
• Digital image correlation systems
• Mechanical testing
• Thermal spraying
• Electron microscopes (FEG-SEM, FIB-SEM, TEM) at Tampere Microscopy Center
https://research.tuni.fi/twc/

Abrasive, impact-abrasive, and erosion
wear testing in hard rock operations
Kati Valtonen
Tampere University
Faculty of Engineering and Natural Sciences
Tampere Wear Center

Metso C80 jaw crusher
Jaw width 800 mm
Laboratory crusher C7
Jaw width 70 mm
Lokotrack LT140
Jaw width 1400 mm, rock size < 900 mm
Dual pivoted jaw crusher
Jaw width 25 mm
Pin-on-disc
Rock tip size < 2 mm
Field test Miniature test Crushing contact test Sliding contact testPilot test plant
Decreased cost
Increased control
Statistical significance
Increased realism of testing
Good utilizability of results
− Expensive, complex, poor repeatibility − Realism?


• Load
• Contact speed
• Contact angle
• Abrasive particles
• Temperature
• Humidity
• …
Characteri-zation of
wear surface and deformation
Operationalparameters
Wearmechanism
Application oriented wear testing
Comparison to in-service sample
Relevance of laboratory wear experiments for the
evaluation of in-service performance of materials

Abrasive wear performance of quenched wear resistant steels
• Test method crushing pin-on-disk that simulates cone or jaw crusher
• Pin is repeatedly pressed against the gravel bed and the disk with a pneumatic cylinder (200-500N)
• Pin does not come into direct contact with the disk at any time → wear of the components due to abrasive ploughing and cutting on the pin and disk surfaces
• During the test, the abrasive size decreases at different rates, depending on the pin-disk combination.
• Specimen:
• Diameter of 36 mm
• Height of 35 mm
• Flat area 1000 mm²
• Disk:
• Diameter of 160 mm
• Thickness of 2-155 mm
• Rotating velocity control

0.1
42
0.1
58
0.1
63
0.1
65
0.1
72
0.1
73
0.1
76
0.1
80
0.1
86
0.1
89
0.1
92
0.1
99
0.2
02
0.2
08
0.2
16
0
100
200
300
400
500
600
700
800
900
1000
0.000
0.050
0.100
0.150
0.200
0.250
0 2 15 4 14 3 10 11 5 24 18 17 6 16 1
Su
rface
hard
nes
s [H
V5]
Mass
loss
[g]
Up to 50 % difference in abrasion wear
performance in similar 400HB steels
• 15 commercially available 400 HB steels were tested with crushing pin-on-disk. Five steels were selected to closer study.
• The best wear performance was achieved by steels having good orientation of the deformed surface layer
• The highest initial hardness and also highest local work hardening did not result as best performance
Ojala, N. et al., Effects of composition and
microstructure on abrasive wear
performance of quenched wear resistant
steels, Wear 317(1–2): 225–232(2014).
B
E
EBA C D

Comparison of various high-stress wear conditions and wear performance of martensitic steels
• Wear in rather complex high-stress wear environments with natural rock was simulated in the laboratory conditions.
• Both the test methods and the wear behavior of the selected steels were compared and characterized in order to explain:
• differences observed in the wear response of commercial steels with nominally same bulk hardness
• how the different test methods correlate with each other and with the field tests in the case of martensitic steels
• Three commercial 500HB grade quenched and tempered steels were compared using three different test equipment and five different testing procedures.
• 400HB steel was used as a reference material
• comparison was also made with a 600HB steel
Valtonen, K., et al. Wear 426–427:3-13(2019)
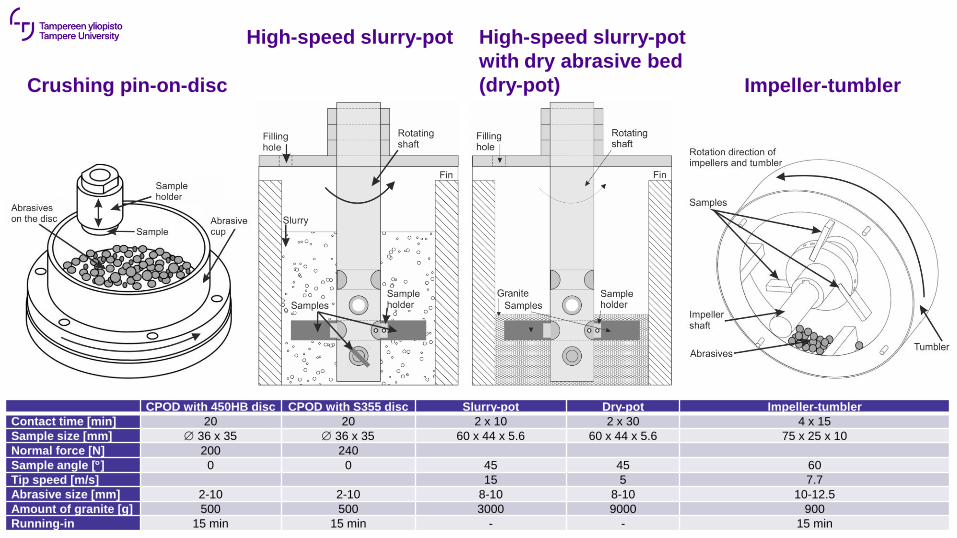
Crushing pin-on-disc
High-speed slurry-pot High-speed slurry-pot
with dry abrasive bed
(dry-pot)
CPOD with 450HB disc CPOD with S355 disc Slurry-pot Dry-pot Impeller-tumbler
Contact time [min] 20 20 2 x 10 2 x 30 4 x 15
Sample size [mm] 36 x 35 36 x 35 60 x 44 x 5.6 60 x 44 x 5.6 75 x 25 x 10
Normal force [N] 200 240
Sample angle [] 0 0 45 45 60
Tip speed [m/s] 15 5 7.7
Abrasive size [mm] 2-10 2-10 8-10 8-10 10-12.5
Amount of granite [g] 500 500 3000 9000 900
Running-in 15 min 15 min - - 15 min
Impeller-tumbler

Test materials
Steel A400 B500 C500 D500 E600
Hardness HV10 [kg/mm2] 421 11 493 6 497 3 486 5 634 5
Rp0.2 [N/mm2] 1000 1250 1250 1300 1650
Rm [N/mm2] 1250 1600 1550 1600 2000
A5 [min %] 10 8 8 9 7
Impact toughness -40°C [J] 30 30 37 n/a 20
CEV 0.41 0.57 0.63 0.58 0.73
CET 0.28 0.40 0.43 0.38 0.55
Ni+Mo [wt%] 0.17 0.60 0.78 0.20 <2.8
Total amount of alloying
elements [wt%]
2.05 3.30 3.26 3.49 n/a
Ms [C] 439 385 379 397 n/a
Plate thickness [mm] 10 38 38 38 30
Normal direction [µm] 16.1±0.7 15.7±0.7 14.2±0.6 12.1±0.5 17.8±0.8
Rolling direction [µm] 22.8±1.0 22.3±1.0 17.5±0.7 13.9±0.5 22.0±1.0
Aspect ratio 1.41 1.42 1.24 1.15 1.23
Overall mean linear
intercept [µm]
19.2±1.2 18.7±1.2 15.7±1.0 13.0±0.7 19.8±1.3
• Three commercial 500HB grade quenched and tempered steels were compared
• 400HB steel was used as a reference material. Comparison was also made with a 600HB steel.
• D500 had clearly the smallest prior austenite grain size and the most equiaxed grain structure

Methods for comparing the materials
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
CP
OD
wit
h4
50
HB
dis
cC
PO
Dw
ith
S3
55
dis
c
Slu
rry-
po
t
Dry
-po
t
Imp
eller
-tu
mb
ler
Weig
ht
loss [
g]
A400 B500 C500 D500 E600
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
CP
OD
wit
h45
0H
Bd
isc
CP
OD
wit
hS
35
5d
isc
Slu
rry-
po
t
Dry
-po
t
Imp
eller
-tu
mb
ler
Weig
ht
loss v
s.
refe
ren
ce A
400
B500 C500 D500 E600

Methods for comparing the test methods with varying test parameters
0
0,1
0,2
0,3
0,4
0,5
CP
OD
wit
h45
0H
B d
isc
CP
OD
wit
hS
355 d
isc
Slu
rry-p
ot
Dry
-po
t
Imp
eller-
tum
ble
r
Wear
rate
[m
m/h
]
A400 B500 C500 D500 E600
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
CP
OD
wit
h45
0H
B d
isc
CP
OD
wit
hS
355 d
isc
Slu
rry-p
ot
Dry
-po
t
Imp
eller-
tum
ble
r
Wear
rate
[m
m/k
m]
A400 B500 C500 D500 E600
𝑊𝑅𝑚𝑚/ℎ =∆𝑚
𝑡 ∙ 𝐴 ∙ 𝜌=
∆𝑉
𝑡 ∙ 𝐴 𝑊𝑅𝑚𝑚/𝑘𝑚 =∆𝑚
∆𝐿 ∙ 𝐴 ∙ 𝜌=
∆𝑉
∆𝐿 ∙ 𝐴

Cross-sections of B500 steel wear surfaces
0
20
40
60
80
100
0
5
10
15
20
A400 B500 C500 D500 E600
Sv
[µm
]
Sq
[µm
]
Sq Sv
CPOD with 450 disc CPOD with S355 disc
Slurry-pot Dry-pot Impeller-tumbler
Granite Crack
Slurry-pot
ASB ASB

Deformation of steels in impacts
E600 taper
C500 Cross-section C500 taper
E600 Cross-section
0,2000
0,2500
0,3000
0,3500
0,4000
400
500
600
700
800
900
1000
A400 B500 C500 D500 E600
MA
SS
LO
SS
[G
]
HA
RD
NE
SS
ASB (HV0.05) Deformed area (HV0.05) Bulk (HV10) Impeller-tumbler
Taper
sample
ASB

Comparison of laboratory wear test results with
the in-service performance of cutting edges of
loader bucketsThe cutting edge of the underground mining loader bucket had been run 928 hours in an underground mine with quarry gravel.
• The dimensions of the cutting edge had been determined before and after the test: 27.1 percent of its weight, i.e. 335 kg was lost [Keltamäki & Ylitolva 2014].
• The wear rate had been highest on the underside of the bucket
• Material was 500 HB grade wear resistant steel
• In-service cutting edge was investigated and its wear
behavior was compared with laboratory tested 400
HB and 500 HB grade steel samples
– Test methods: Crushing pin-on-disc, uniaxial
crusher, their combination, impeller-tumbler,
and high-speed slurry-pot with dry abrasive
bed (dry-pot)Underside
Original
profile
Valtonen, K, et al. Wear 388-389:93-100(2017)

Crushing pin-on-disc (CPoD) Uniaxial crusher (UC)
Impeller-tumbler Slurry-pot with dry granite bed (dry-pot)
90 min test
(= 3 x 30 min)
1000 mm2 area
Cyclic loading
240 N force
2-10 mm granite
500 cycles
1000 mm2 area
53 kN force
4-6.3 mm granite
Combined test:
500 cycles UC +
30 min CPoD
360 min test
(= 24 x 15 min)
1200 mm2 area
700 rpm
8-10 mm granite
60 min test
(= 2 x 30 min)
2540 mm2 area
500 rpm
8-10 mm granite

Cutting edge: underside upperside tip
Crushing pin-on-disc Uniaxial crusher Combined UC + CPoD

0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,1
Crushing pod Uniaxial crusher Combined CPoD + UC Impeller-tumbler Dry-pot Cutting edge
Wea
r ra
te [
mm
/h]
400 HB 500 HB
Valtonen, K, et al. “Comparison of laboratory wear test results with the in-service
performance of cutting edges of loader buckets”, Wear 388-389:93-100(2017)

Cutting edge case 2: Effect of abrasives
0
100
200
300
400
500
600
700
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
R500HB 500HB 550HB 600HB
Ha
rdn
es
s [
HV
10
]
We
igh
t lo
ss
[g
]
Chromite Quartzite Kuru granite Sorila granite Hardness
0%
5%
10%
15%
20%
25%
30%
In-service 500 rpm 60 min 250 rpm 240 min
We
ar
rate
R
50
0H
B/5
50H
B [
%]
Chromite Quartzite Kuru granite Sorila granite
Quartzite ChromiteKuru
granite
Sorila
granite
Crushability [%] 35 79 38 38
Abrasiveness 1940 460 1380 1500
18000 m 36000 m
250 rpm 240 min
Valtonen, K. et al., Tribology International 119:707-720 (2018).
• Test method: slurry-pot with dry granite bed (dry-pot)

23
Quartzite Chromite
SorilaKuru
In-service sample
Area 3x3 mm
R500HB tested for 240
minutes with 250 rpm
using dry-pot

Thicker white layers were formed in the long 240 min 250 rpm tests than in the 60 min 500 rpm tests
Underside of the in-service R500HB sample with
very thick and cracked white layer
450HB 500 rpm 500HB 250 rpm 600HB 250 rpm
500HB 500 rpm
22 µm
Valtonen, K. et al., Tribology International 119:707-720 (2018).

Conclusions
• The comparison of different test methods is possible, if the results are normalized against the actual test parameters, such as the wear area and the test time.
• When comparing the wear rates of materials tested with the same method, normalizing against a reference material should be used, especially when testing with natural abrasives.
• Essential also to characterize and compare the wear mechanisms and deformation of materials. Only by combing these two different types of results, the relevance of the used test method can be assessed and confirmed.
• The increased work hardening ability of the steel increases its wear resistance in high-stress abrasive and impact-abrasive conditions.
• In high-stress abrasion tests, adiabatic shear bands may form on the wear surfaces of martensitic steels. In addition, subsurface ASBs may also form in heavy impact conditions at high strain rates.


ReferencesHolmberg, K, Kivikytö-Reponen, P, Härkisaari, P, Valtonen, K & Erdemir, A 2017, Global energy consumption due to frictionand wear in the mining industry. Tribology International, vol. 115, pp. 116-139. (open access)
Ojala, N., Valtonen K., Heino V., Kallio M., Aaltonen J., Siitonen P. & Kuokkala, V.-T. 2014. Effects of composition and microstructure on abrasive wear performance of quenched wear resistant steels. Wear 317(1–2): 225–232. https://doi.org/10.1016/j.wear.2014.06.003
Valtonen, K., Ojala, N., Haiko, O., Kuokkala, V.-T. 2019. Comparison of various high-stress wear conditions and wear performance of martensitic steels, Wear 426–427:3-13(2019) https://doi.org/10.1016/j.wear.2018.12.006
Valtonen, K, Ratia, V, Ojala, N & Kuokkala, V-T 2017, ‘Comparison of laboratory wear test results with the in-service performance of cutting edges of loader buckets‘ Wear. DOI: 10.1016/j.wear.2017.06.005
Valtonen, K., Keltamäki, K., & Kuokkala, V-T. (2018). High-stress abrasion of wear resistant steels in the cutting edges of loader buckets. Tribology International, 119, 707-720. https://doi.org/10.1016/j.triboint.2017.12.013
Valtonen, K., Ratia, V., and Kuokkala, V.-T. 2019. Research methods for the evaluation of the relevance of application oriented laboratory wear tests. Finnish Journal of Tribology 36:46-53 https://doi.org/10.30678/fjt.82438 (open access)
Haiko, O., Kaikkonen, P., Somani, M., Valtonen, K., Kömi, J. 2020. Characteristics of carbide-free medium-carbon bainiticsteels in high-stress abrasive wear conditions, Wear, https://doi.org/10.1016/j.wear.2020.203386 (open access)
Valtonen, K 2018, Relevance of Laboratory Wear Experiments for the Evaluation of In-Service Performance of Materials.Tampere University of Technology. Publication, vol. 1587, Tampere University of Technology.
More related articles and theses: https://research.tuni.fi/twc/theses/