20.welding revised
TRANSCRIPT
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 1/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 2/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 3/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 4/104
WeldingIn engineering, any process in which twoor more pieces of metal are joinedtogether by the application of heat,pressure, or a combination of both. Mostof the processes may be grouped into twomain categories: pressure welding, in
which the weld is achieved by pressure;and heat or fusion welding, in which theweld is achieved by heat.
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 5/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 6/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 7/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 8/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 9/104
FUSION WELDINGAny Welding Process in which the weld ismade between metals in a state of fusionwithout hammering or applied pressure.The pieces to be joined are heated to themelting point at the joint, a filler metal is
added, the weld pool is stirred and theweld is allowed to form on cooling.

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 10/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 11/104
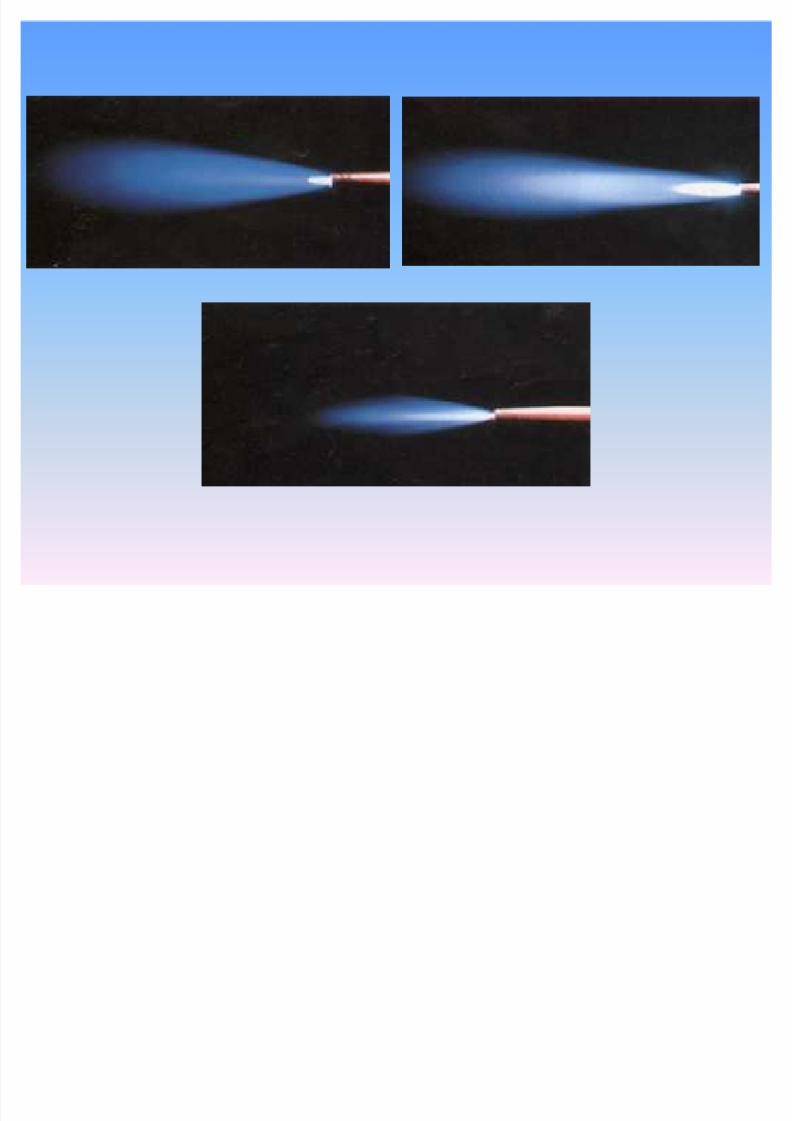
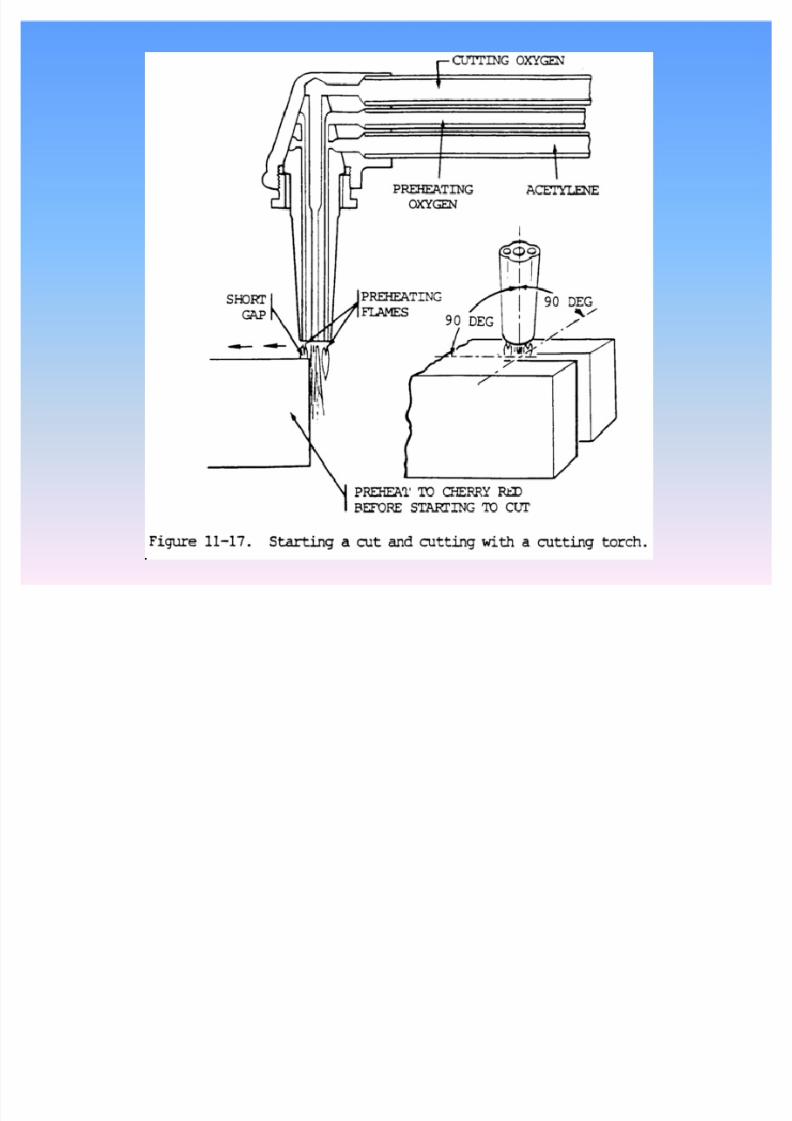
GAS WELDING In this fusion weldingprocess the base metal
or metals being joinedare brought to the stateof fusion with a hightemperature flame
produced by burning acombustible gas.

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 12/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 13/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 14/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 15/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 16/104
Atmospheric Contamination± Oxidation of molten metal by atmospheric
Oxygen
PreventionC 2H 2 + O 2 -- 2CO +H 2
CO +H 2 + O 2 -- CO 2 + H 2O± Fluxes
GAS WELDING

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 17/104
GAS WELDINGFiller Wires and RodsMetal Transfer
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 18/104
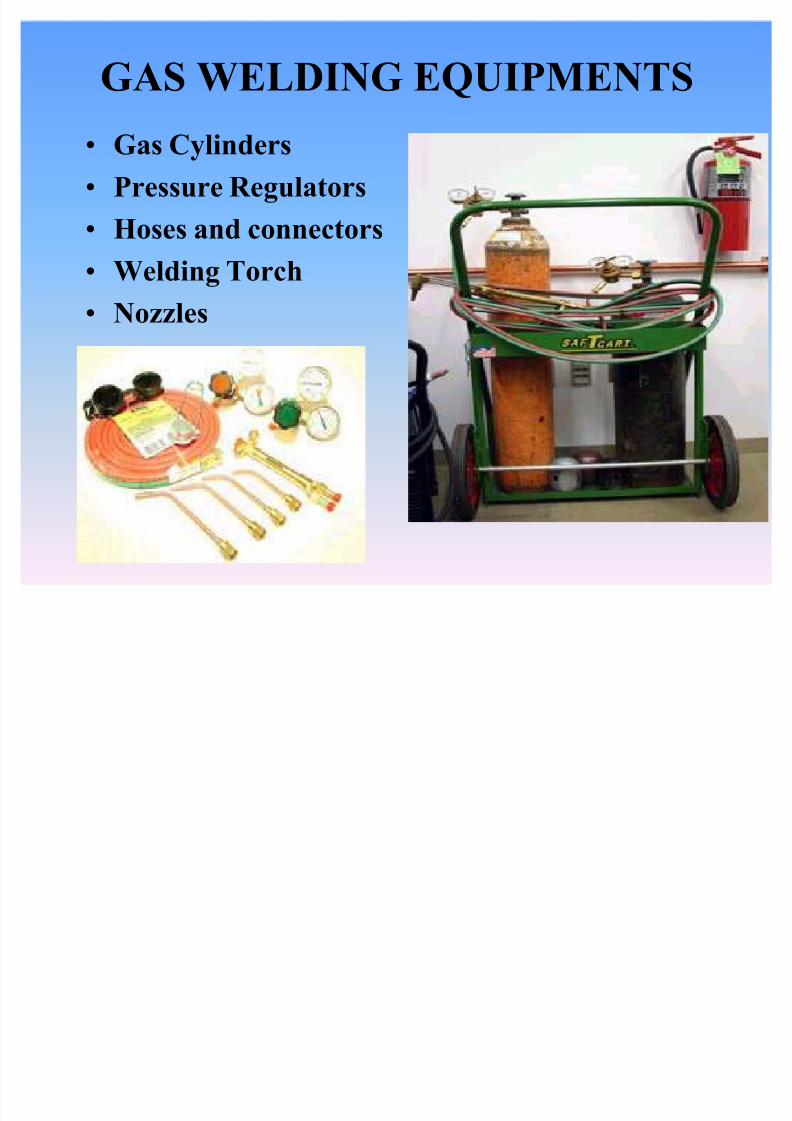
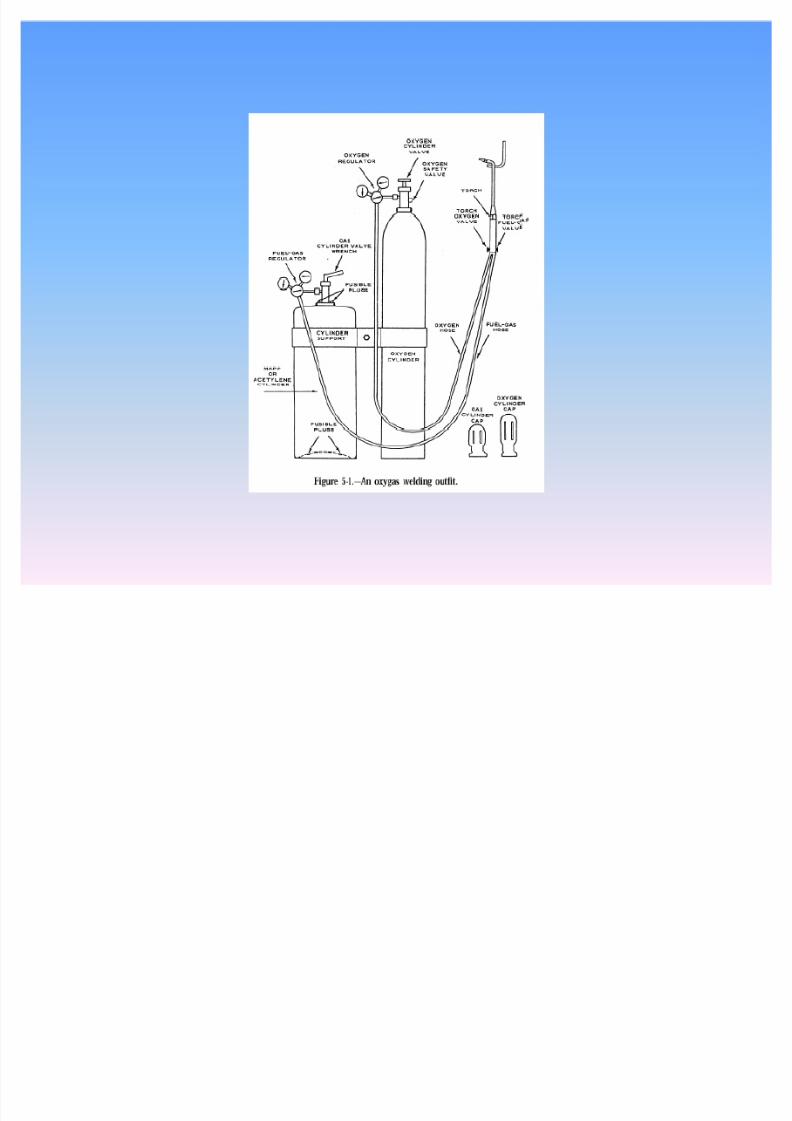
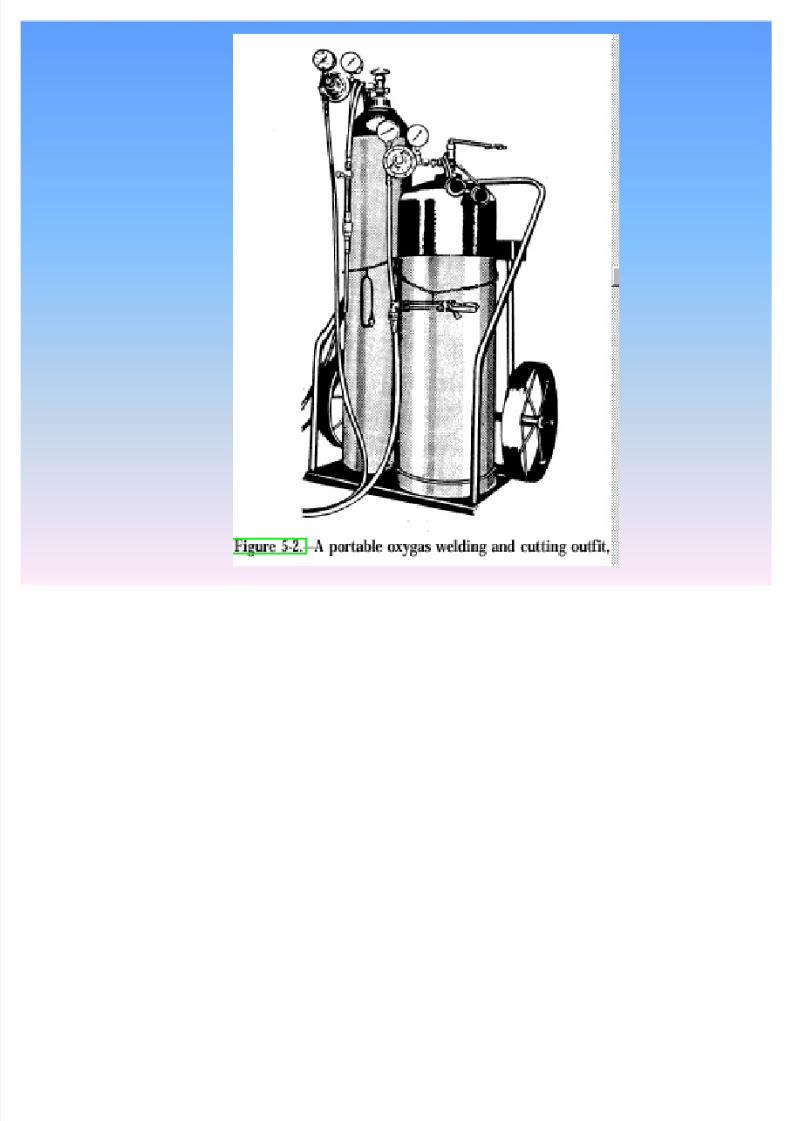
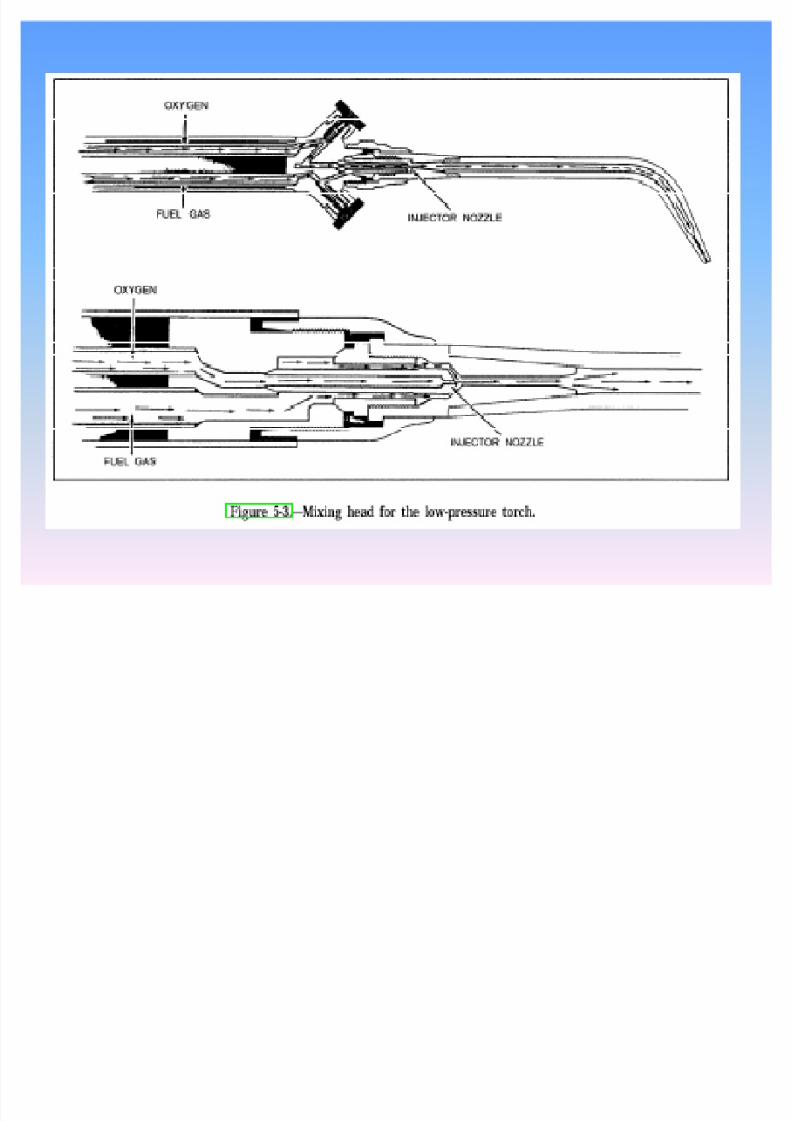
GAS WELDING EQUIPMENTS
Gas CylindersPressure RegulatorsHoses and connectors
Welding TorchNozzles
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 19/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 20/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 21/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 22/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 23/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 24/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 25/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 26/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 27/104
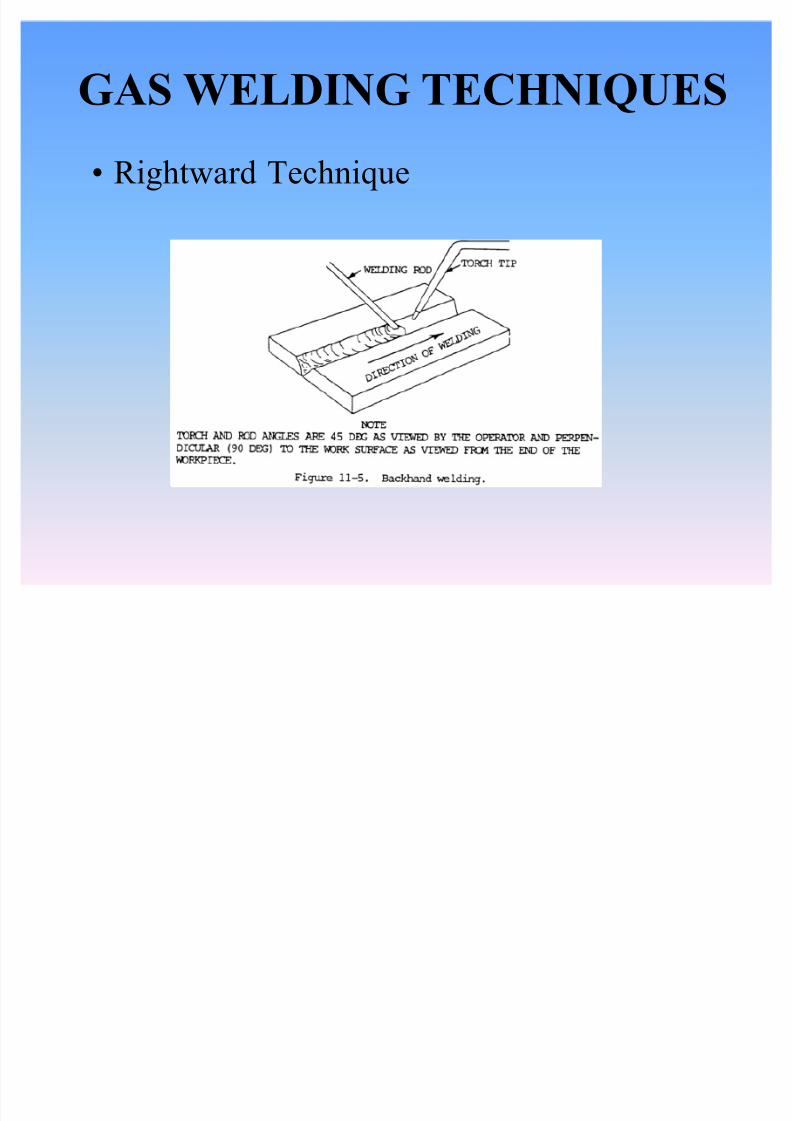
GAS WELDING TECHNIQUES
Rightward Technique

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 28/104
GAS WELDING TECHNIQUES Leftward Technique
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 29/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 30/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 31/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 32/104
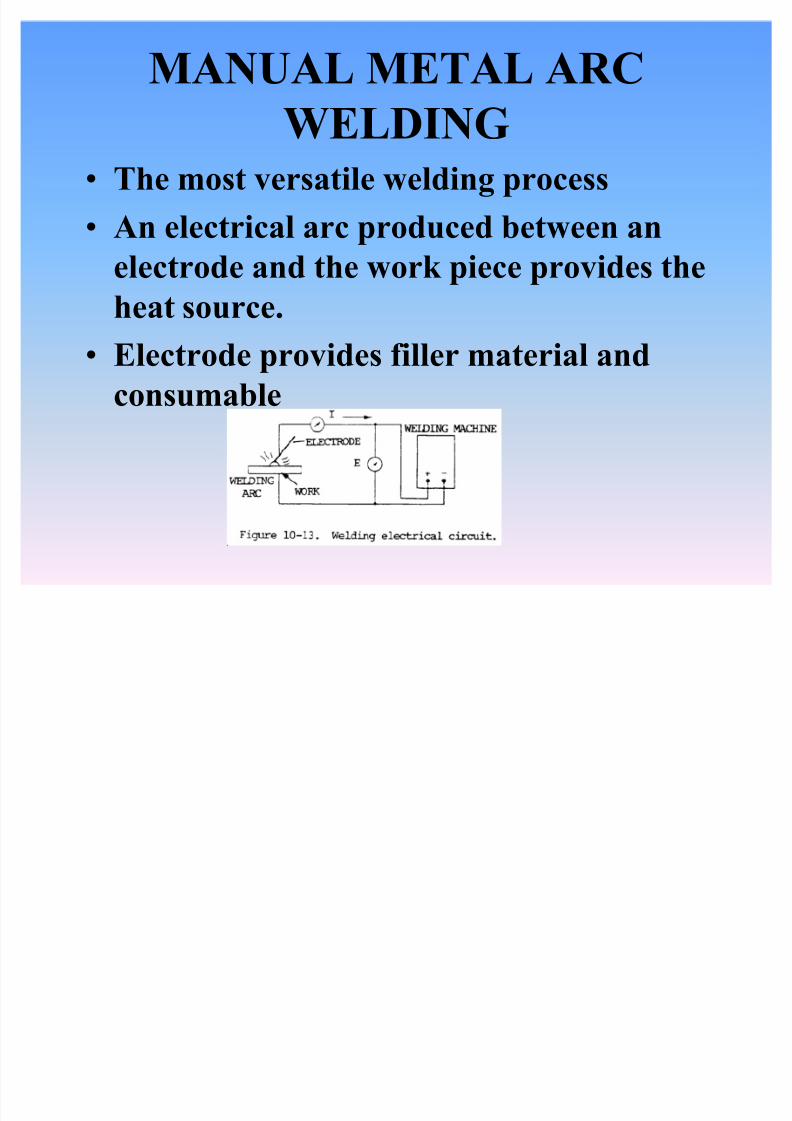
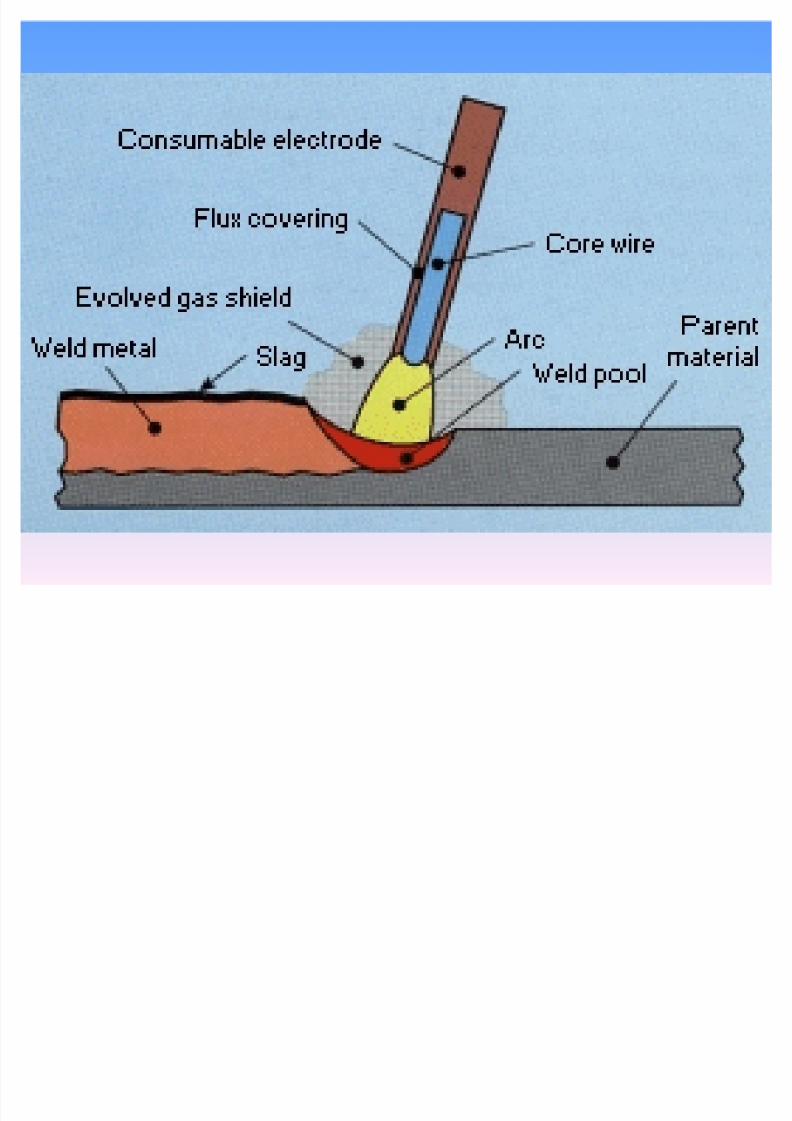
MANUAL METAL ARC
WELDINGThe most versatile welding processAn electrical arc produced between an
electrode and the work piece provides theheat source.Electrode provides filler material andconsumable

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 33/104
MANUAL METAL ARC
WELDINGARC± The arc produced consists of large current
discharge sustained through thermallyionised column termed as plasma.

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 34/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 35/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 36/104
MANUAL METAL ARC
WELDINGMetal Transfer

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 37/104
MANUAL METAL ARCWELDING
Atmospheric Contamination

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 38/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 39/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 40/104
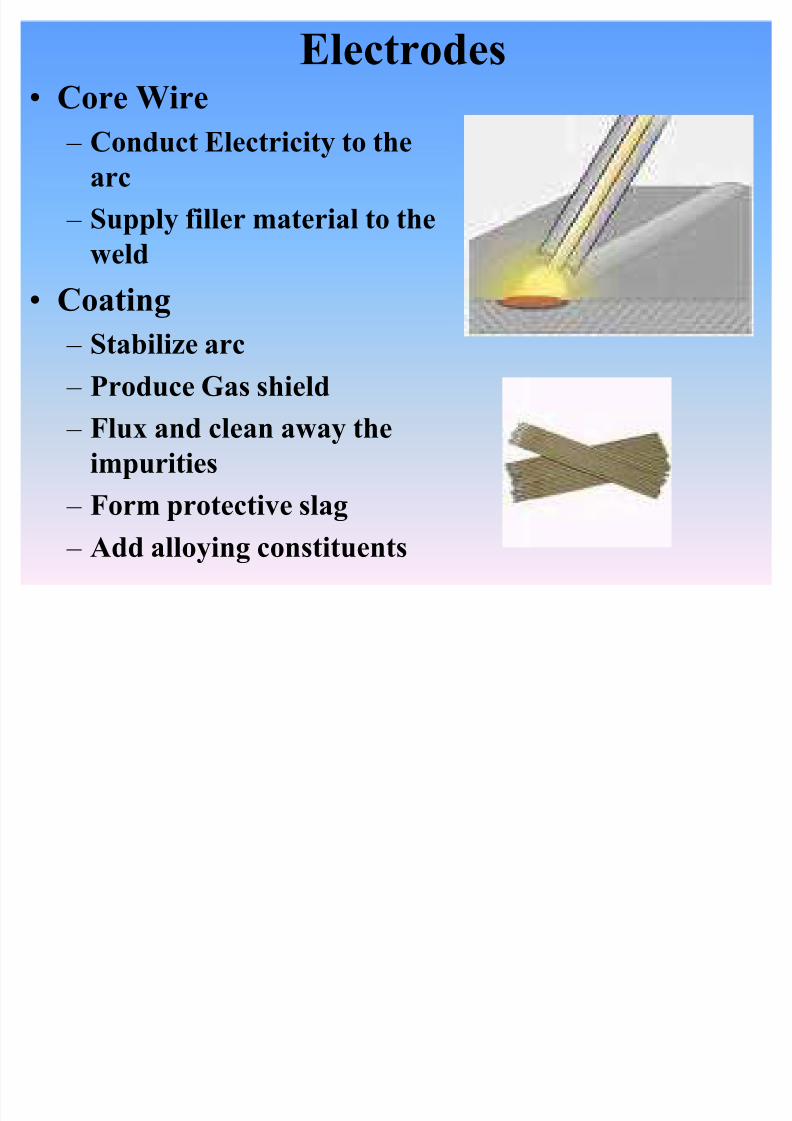
ElectrodesCore Wire
± Conduct Electricity to thearc
± Supply filler material to theweld
Coating± Stabilize arc± Produce Gas shield
± Flux and clean away theimpurities
± Form protective slag
± Add alloying constituents
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 41/104
ARC WELDING MACHINES
FunctionTo provide electrical energy for convenientstarting, maintaining and controlling the arc.
Open Circuit VoltageVoltage between the secondary terminals of awelding machine when no current is flowingin the circuit.High O.C.V. is required to ionise the air gapat the time of initiating the arc.

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 42/104
ARC WELDING MACHINES
Requirements± No load voltage should be high enough to
strike the arc but not so high to endanger thewelder.
± Should be capable of giving the requiredwelding current
± Provision for continuous adjustment of
welding current± Should be light in weight, small in size and
low cost.
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 43/104
ARC WELDING MACHINES
Transformers - A.C.OutputGenerators - D.C.OutputRectifiers - D.C.Output
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 44/104
ARC WELDING MACHINES
TransformersLess initial costNo moving partsAir or Oil cooling
Step DownNot suitable for
nonferrous metals
Current Regulation
Moving CoreTapped Type
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 45/104
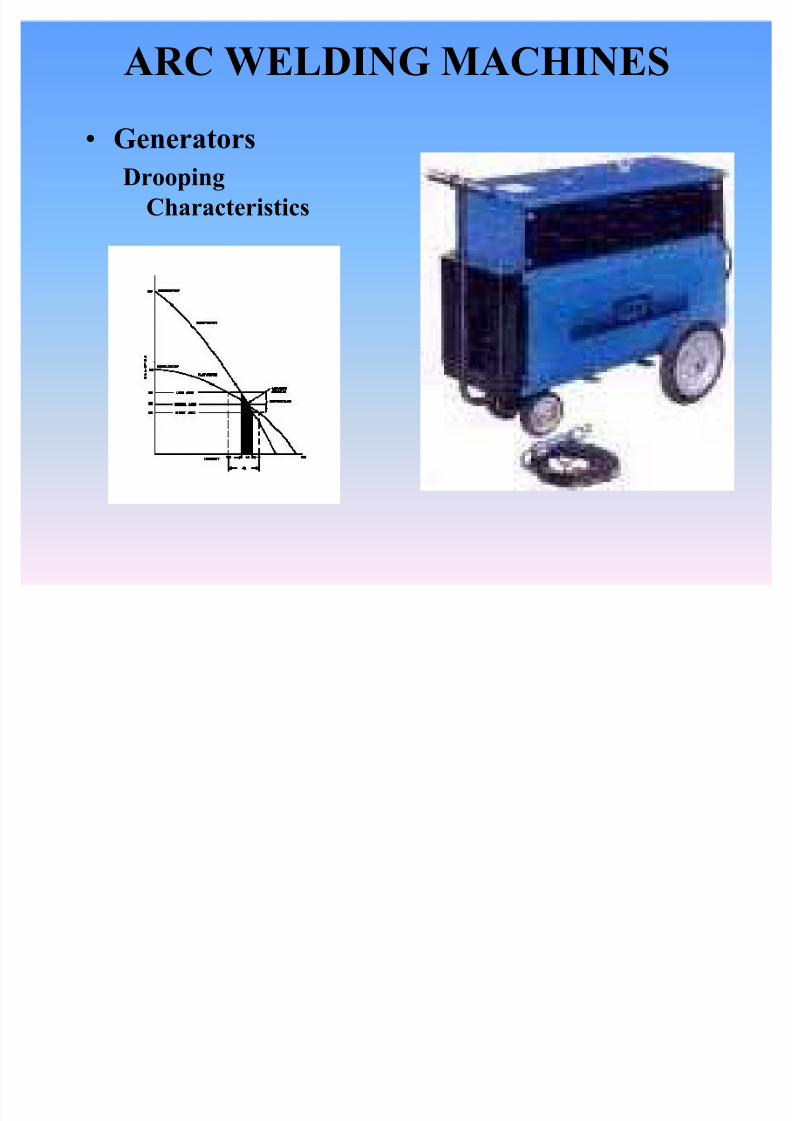
ARC WELDING MACHINES
GeneratorsDrooping
Characteristics

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 46/104
ARC WELDING MACHINES
Rectifiers
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 47/104
COMPARISON OF WELDINGMACHINES
D.C.MACHINES± More cost± No risk of shock
± Polarity can beselected
± Easy arc maintenance± Less spattering
± More voltage dropacross cables
± All types of electrodescan be used
A.C.MACHINES± Less cost± Risk of shock
± Polarity can not beselected
± Arc maintenancedifficult
± More spattering± Less voltage drop± Special electrodes
with arc stability onlycan be used

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 48/104
ARC WELDING ACCESSORIESElectrode holder± Light in weight± Firm contact between
holder and electrode± Sound mechanical
joint between holderand welding cable
± Adequate rating forwelding current
± Good insulation± Flexibility
Screw head typeJaw head type
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 49/104
ARC WELDING ACCESSORIES
Cables± Welding cable± Welding return cable
Requirements± Flexible± Wear resistant
insulated covering

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 50/104
ARC WELDING ACCESSORIES
Cable Joints & EarthclampsTools± Wire Brush
± Chipping Hammer
Protective Gear± Eye protection± Gloves± Cap & Apron

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 51/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 52/104
TUNGSTEN INERT GAS WELDING
Heat Source± Electric arc maintained between the tip of
non consumable electrode and work piece.
Electrode± Pure Tungsten± Alloyed Tungsten
Thoriated TungstenZirconiated Tungsten
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 53/104
TUNGSTEN INERT GAS WELDING
Advantages of alloyedTungsten electrodes
± Better arc initiationand re ignition
± Arc stability at lowcurrent values
± Carry high currentwithout tip erosion± Longer life

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 54/104
TUNGSTEN INERT GAS WELDING
Use of Inert GasProvide shield around weld pool to preventatmospheric contamination
HeliumHigh CostUsed to weld high thermal conductivity metals
such as copperArgon
Most widely used

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 55/104
TIG Welding Torch
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 56/104
TIG Welding Torch

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 57/104
TIG Welding Torch (Water Cooled)
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 58/104
TIG Welding Torch with cable andinert gas supply
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 59/104
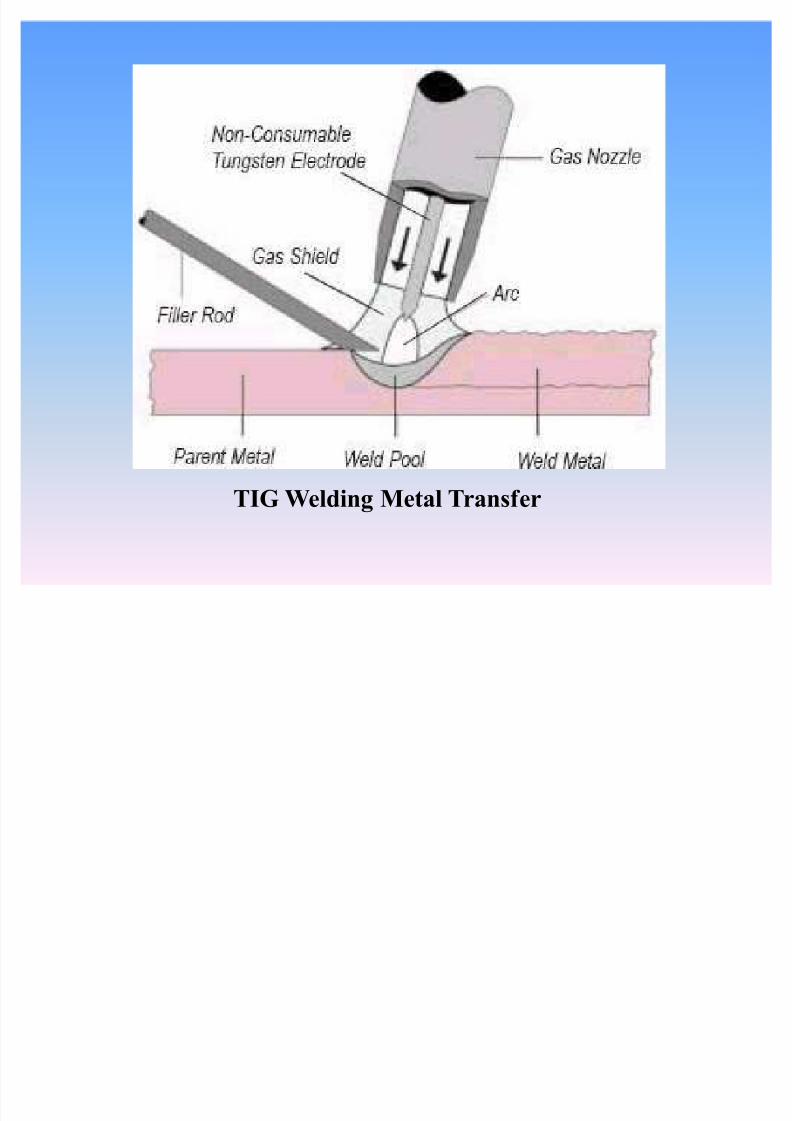
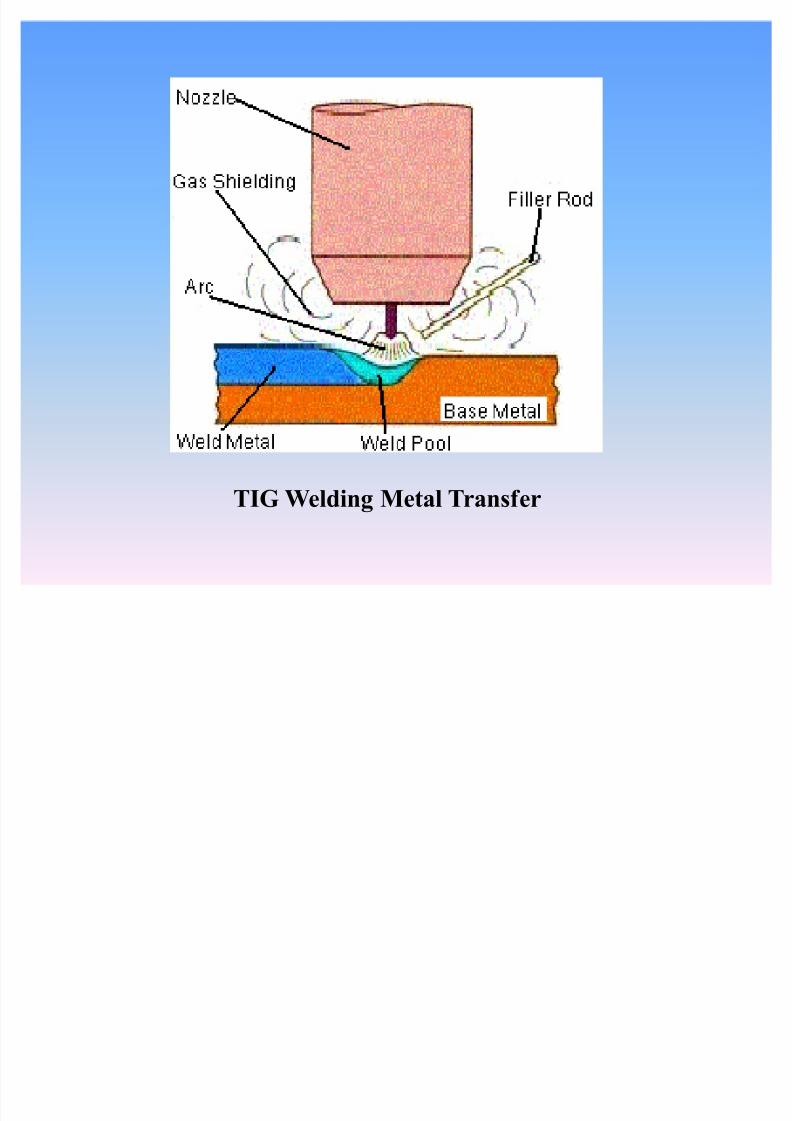
TIG Welding Metal Transfer
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 60/104
TIG Welding Metal Transfer

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 61/104
TIG Welding Metal Transfer

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 62/104
TIG Welding Electrodes and Nozzles

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 63/104
TIG Welding Electrodes and Nozzles
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 64/104
TIG Welding Machine
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 65/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 66/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 67/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 68/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 69/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 70/104
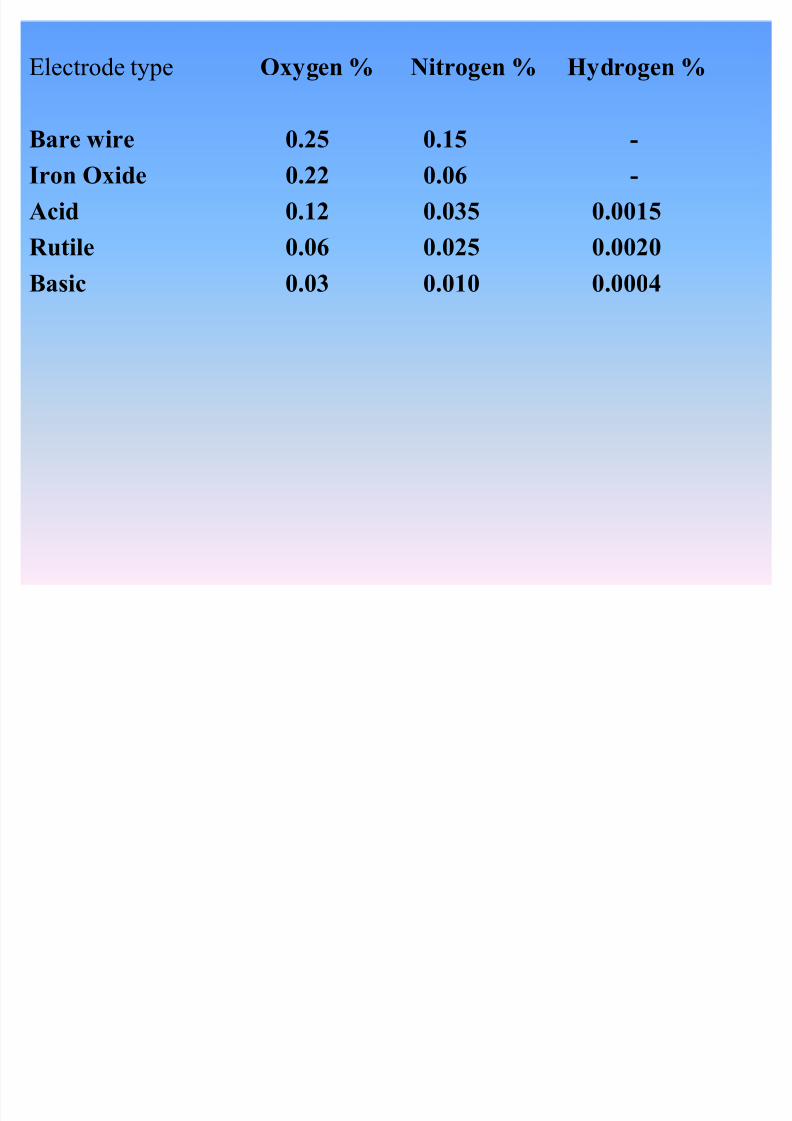
E lectrode type Oxygen % Nitrogen % Hydrogen %
Bare wire 0.25 0.15 -Iron Oxide 0.22 0.06 -Acid 0.12 0.035 0.0015Rutile 0.06 0.025 0.0020
Basic 0.03 0.010 0.0004
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 71/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 72/104
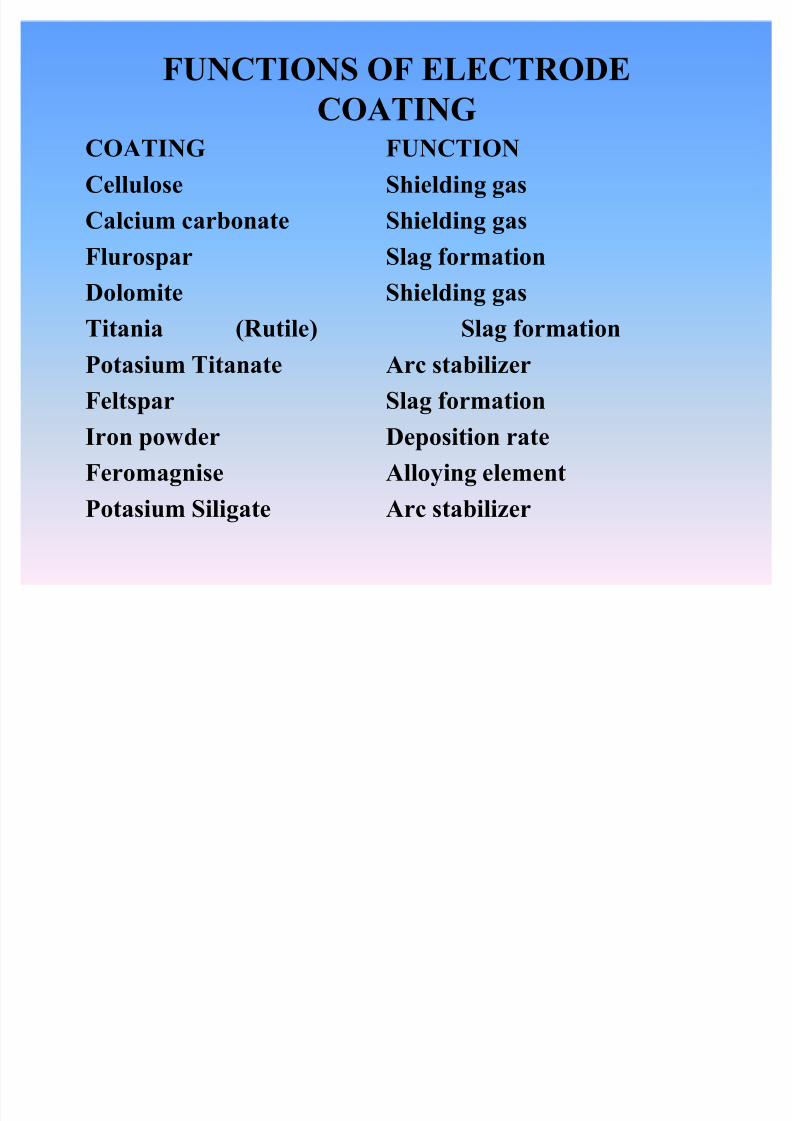
FUNCTIONS OF ELECTRODECOATING
COATING FUNCTIONCellulose Shielding gasCalcium carbonate Shielding gasFlurospar Slag formation
Dolomite Shielding gasTitania (Rutile) Slag formation
Potasium Titanate Arc stabilizerFeltspar Slag formationIron powder Deposition rateFeromagnise Alloying elementPotasium Siligate Arc stabilizer
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 73/104
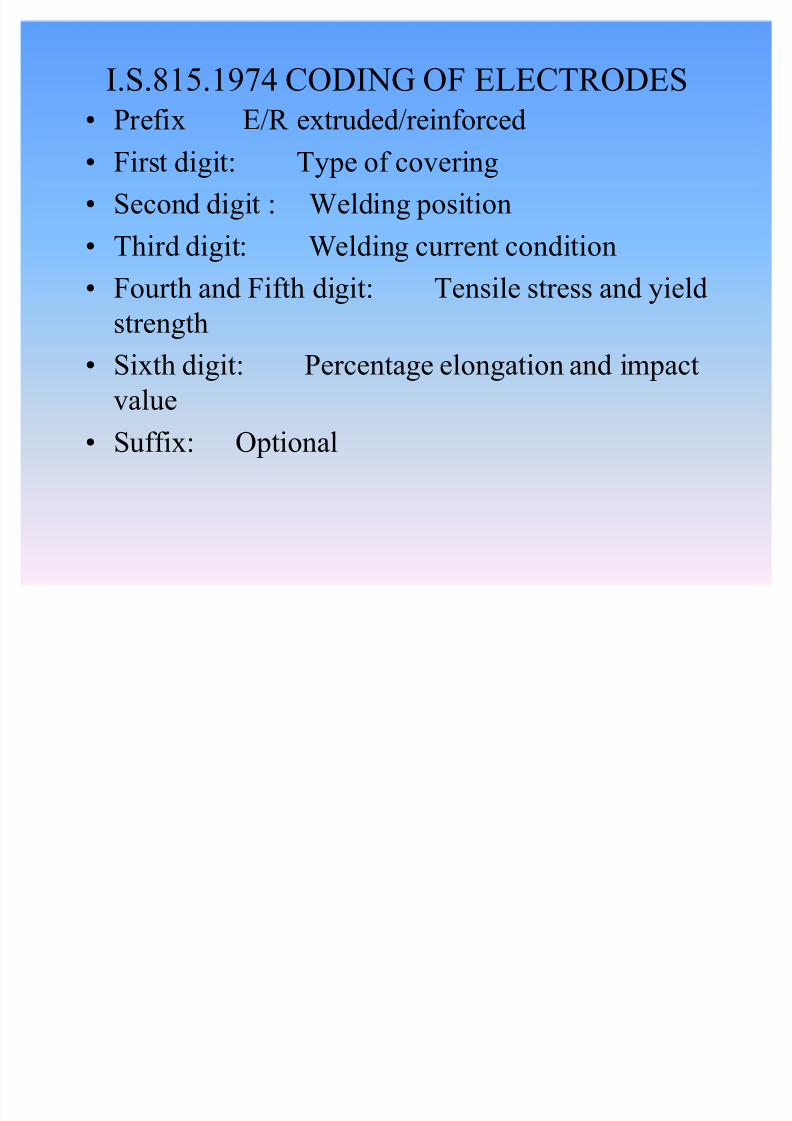
I.S.815.1974 CODING OF E LE CTROD E S Prefix E /R extruded/reinforced First digit: Type of covering Second digit : Welding position Third digit: Welding current condition
Fourth and Fifth digit: Tensile stress and yieldstrength
Sixth digit: Percentage elongation and impactvalue
Suffix: Optional

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 74/104
FIRST DIGIT
1. Coating having High Cellulose contentContains atleast 15 % of material having high
cellulose content and upto 30% of titania
Properties± Deep penetrating arc and rapid burn of rate± High spatter loss± voluminous gas shield± coarser weld finish± thin friable slag easy to remove± easy to weld in any position± suitable for D.C positive

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 75/104
FIRST DIGIT2. Coating having High content of titania and
producing fairly viscous slagProperties
± High content of titania and ionisers provide
excellent welding properties± Smooth arc characteristics and less spattering± Dense slag covering the deposit completely and
easily detachable except first run in Deep V Groove.
± Suitable for butt and fillet in all positions± suitable for use with AC, DC(Both polarities)
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 76/104
FIRST DIGIT3. Coating having appreciable amount of titania
and producing fluid slagcoating content appreciable amount of titania butthe addition of basic material yield a much morefluid slag
Properties± Smooth arc characteristics and medium penetration± welding in over head and vertical positions is far
easier
± slag is easy to detach± suitable for both AC & DC
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 77/104
FIRST DIGIT4. Coating producing and inflated slag having
oxides and / or silicates of iron and manganeseProperties
± thick covering
± suitable only for flat position± fluid voluminous slag which freezes with a
characteristics internal honeycomb of holes hallinflated slag which is easy to detach
± smooth weld finish± suitable for Deep Groove welding in thick plates

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 78/104
FIRST DIGIT5. Coating having a content ion oxide and or
silicates producing a heavy solid slagProperties
± thick covering
± suitable for single run fillet where appearance is of primary importance
± Degree of penetration is low± heavy solid slag self detachable
± weld metal has low carbon content± low mechanical property
FIRST DIGIT

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 79/104
FIRST DIGIT
6. Coating having a high content of calcium
carbonate and fluoridesProperties
± Slag is fluid± deposit is convex to flat profile
± suitable for all positions± known as basic coated± suitable for welding medium and high tensile
structural steels and other applications where high
mechanical properties and resistance to cracking orrequired
± to be properly stored and dried before use± correct electrode angle and short arc to be
maintained.
SECOND DIGIT

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 80/104
SECOND DIGIT
Indicates the position in which the electrode may
be used0 F, H, V, D, O1 F, H, V, O2 F, H,3 F4 F, H (Fillet)9 Any other position not classified above
THIRD DIGIT
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 81/104
THIRD DIGIT
Indicates the welding current conditions
recommended0 D +1 D +, A 902 D -, A 703 D -, A 504 D +, A 705 D+, A 90
6 D+, A 707 D+, A 509 Any other current condition
FOURTH & FIFTH DIGIT

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 82/104
FOURTH & FIFTH DIGIT
Indicates two ranges of tensile strength and
appropriate yield stress41 410 to 510 N/mm 2
51 510 to 610 N/mm 2
SUFFIX

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 83/104
SUFFIX
Indicates the deposition weight / penetration/
hydrogen controlJ 110 to 130 %K 130 to 150 %L More than 150%P Deep penetrationH Hydrogen control
LENGTH OF ELECTRODES

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 84/104
LENGTH OF ELECTRODES
Normal length of electrodes - 300 mm to 450 mm
± smaller diametershorter
± larger electrode
reduce in stub lengthfaster welding rate
HEAT TREATMENT OF WELDS
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 85/104
HEAT TREATMENT OF WELDS
Requirements for Preheating
1. Reduce the strains introduced into the weldmetal as it cools, by reducing thermalgradients.
2. Increase the diffusion rate of Hydrogen, whichfacilitates its removal from the weld metal
3. Compensate for high heat losses caused by themass of metal adjacent to the weld
4. Drive of moisture from the surfaces adjacent tothe weld.5. Retard the formation of undesirable
metallurgical structures in the weld metal and
heat affected zones
HEAT TREATMENT OF WELDS
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 86/104
HEAT TREATMENT OF WELDS
Requirements for Post weld heat treatment
1. Allow the reduction of tensile stresses byallowing plastic deformation to occur withinthe work piece.
2. Remove any residual hydrogen from weldmetal.
3. Temper any metallurgically hard zones in theweld metal or heat affected zones.
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 87/104
HEAT TREATMENT OF WELDS
Methods of Heating± Furnace methods
Box or muffle type
Bogie hearth typeChest of drawerstype
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 88/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 89/104
HEAT TREATMENT OF WELDS
Methods of Heating± Local methods
Gas flame
Radiant gas heatersInduction coils
Exo thermic heatingElctric resistanceheating
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 90/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 91/104
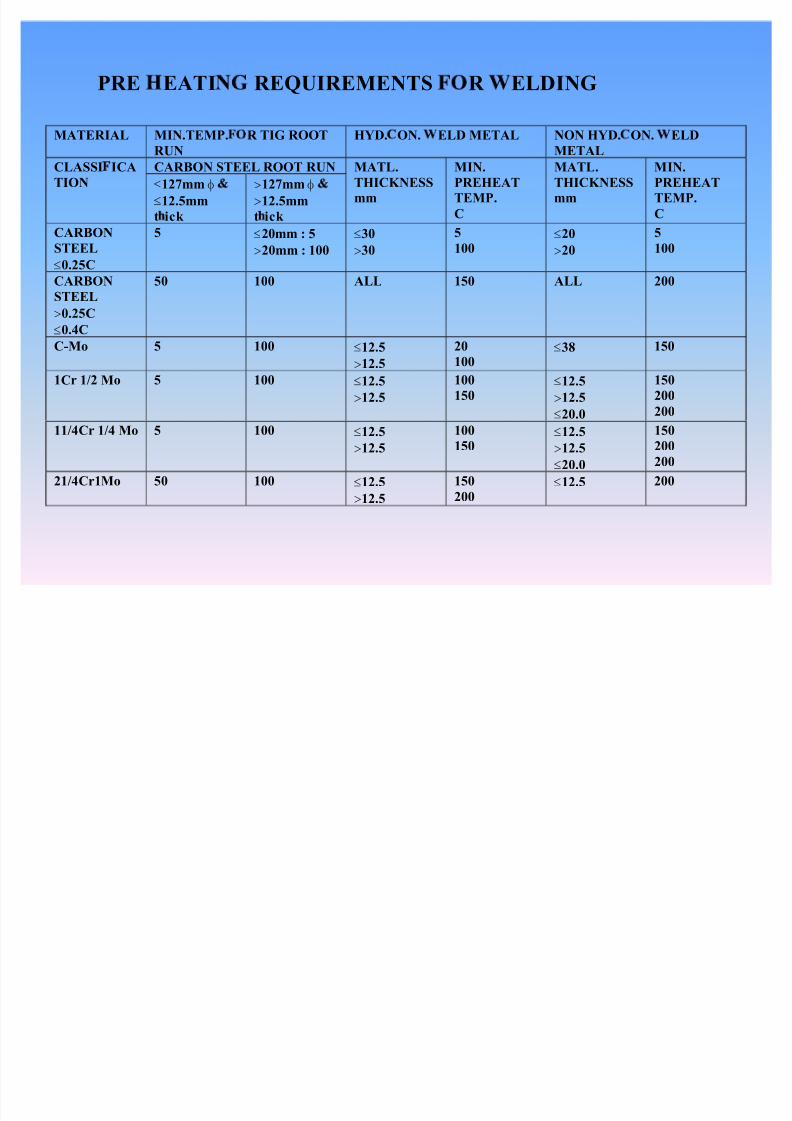
PRE EAT I REQU IREMENTS R ELD ING
MATER IAL M IN .TEMP . R T IG ROOT
RUN
HYD . ON . ELD METAL NON HYD . ON . ELD
METALCARBON STEEL ROOT RUNCLASS I I CA
T ION e 127mm J e 12.5mmt ick
" 127mm J " 12.5mmt ick
MATL .TH ICKNESSmm
M IN .PREHEATTEMP .C
MATL .TH ICKNESSmm
M IN .PREHEATTEMP .C
CARBONSTEELe 0.25 C
5 e 20mm : 5" 20mm : 100
e 30" 30
5100
e 20" 20
5100
CARBONSTEEL" 0.25 Ce 0.4 C
50 100 ALL 150 ALL 200
C -M o 5 100 e 12.5" 12.5
20100
e 38 150
1C r 1/2 M o 5 100 e 12.5" 12.5
100150
e 12.5" 12.5e 20.0
150200200
11/4 C r 1/4 M o 5 100 e 12.5" 12.5
100150
e 12.5" 12.5e 20.0
150200200
21/4 C r1 M o 50 100 e 12.5" 12.5
150200
e 12.5 200
POST HEATING
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 92/104
POST HEATINGREQUIREMENTS
FOR Cr,Mo,V STEEL± Rate of Heating 200 0C/Hr± Max. Temp. 710 -730 0C± Soaking Period 2 - 2.5 m/mm± Rate of Cooling 2.5 - 3 0C /m up to 300 0C
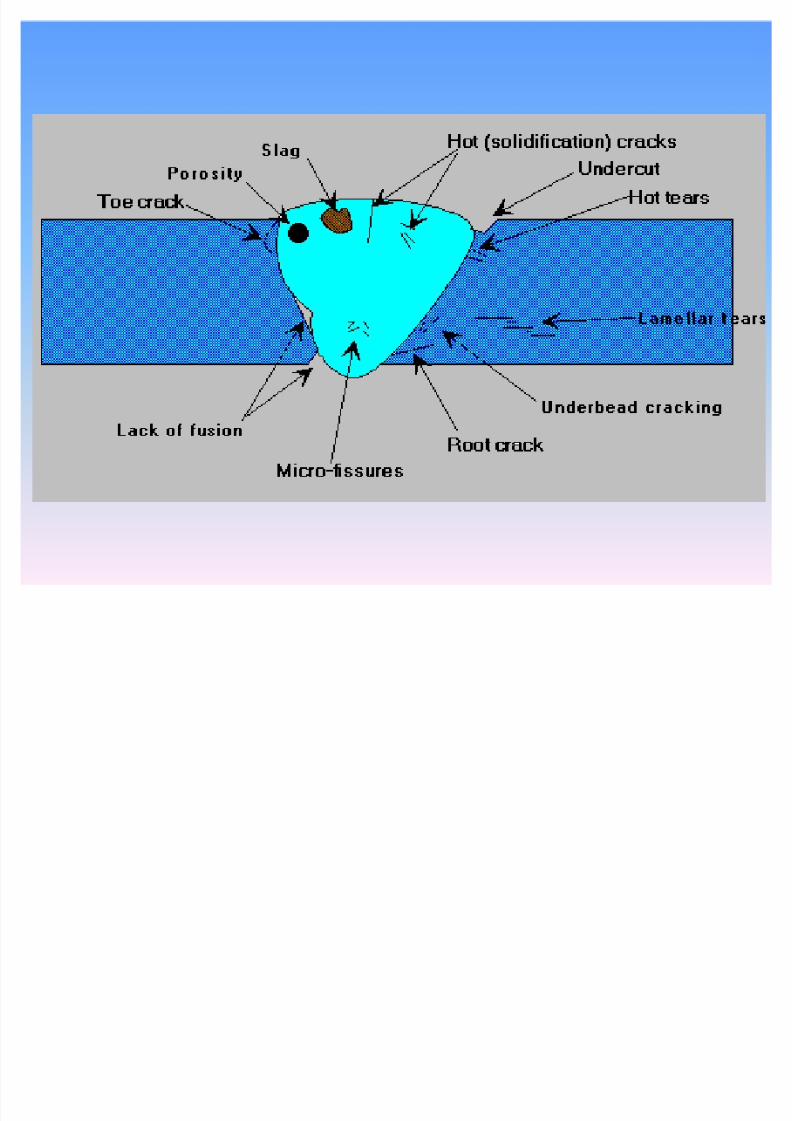
WELD DEFECTS CRACKS
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 93/104
WELD DEFECTS - CRACKS
Discontinuity produced either by tearing of metalwhile in plastic condition or by fracture whilein cold condition
CAUSE
± High localised stresses arising from shrinkage of weld metal and the resistance to the movement of parts
REMEDY
± Pre and post heat treatment
WELD DEFECTS CAVITIES OR

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 94/104
WELD DEFECTS - CAVITIES OR POROCITY
Group of small cavitiescaused by gas entrappedin weld metal
CAUSE± Condition of electrode± moisture content of coating± too low welding current
± presence of high sulfur inparent metal or in core wire
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 95/104
WELD DEFECTS - SOLID INCLUSION
Solid foreign substances entrapped in the weldmetal
CAUSES± Electrode coating± dirty surfaces± incorrect joint design± use of too large electrode± inadequate removal of slag between the deposition
of successive runs± too high speed± too long arc
WELD DEFECTS - LACK OF FUSION
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 96/104
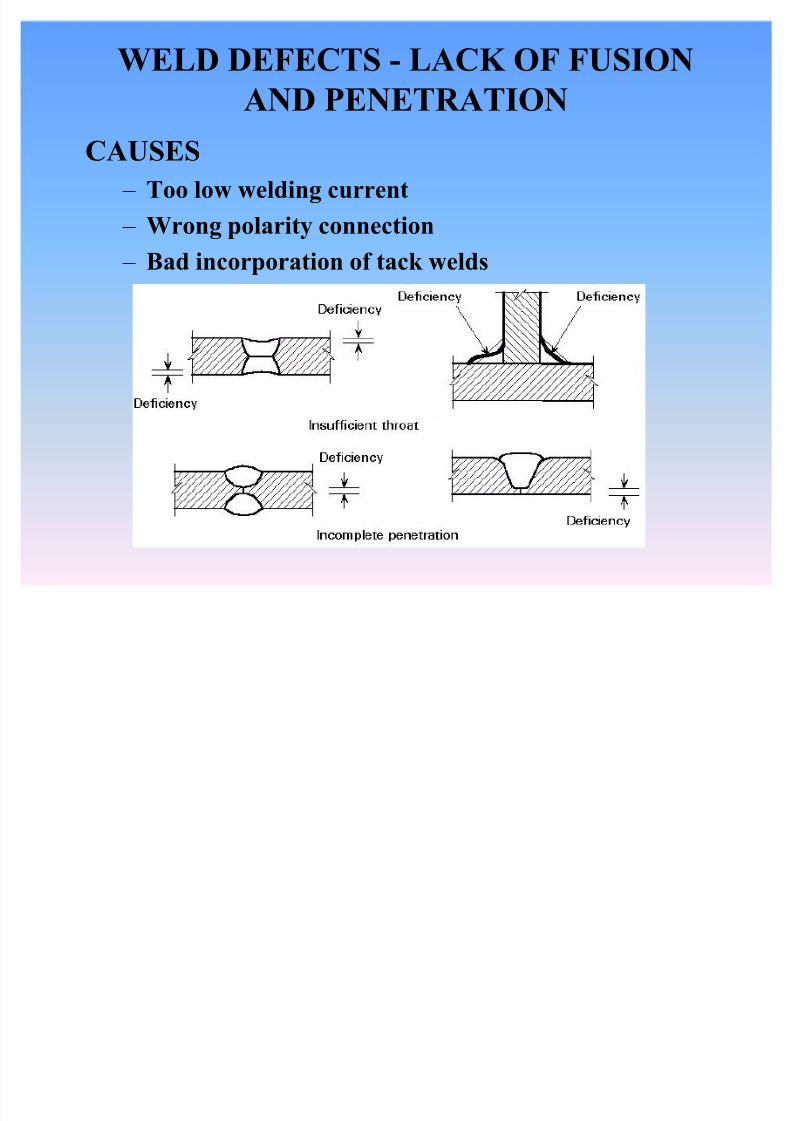
WELD DEFECTS LACK OF FUSIONAND PENETRATION
CAUSES± Too low welding current± Wrong polarity connection± Bad incorporation of tack welds

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 97/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 98/104
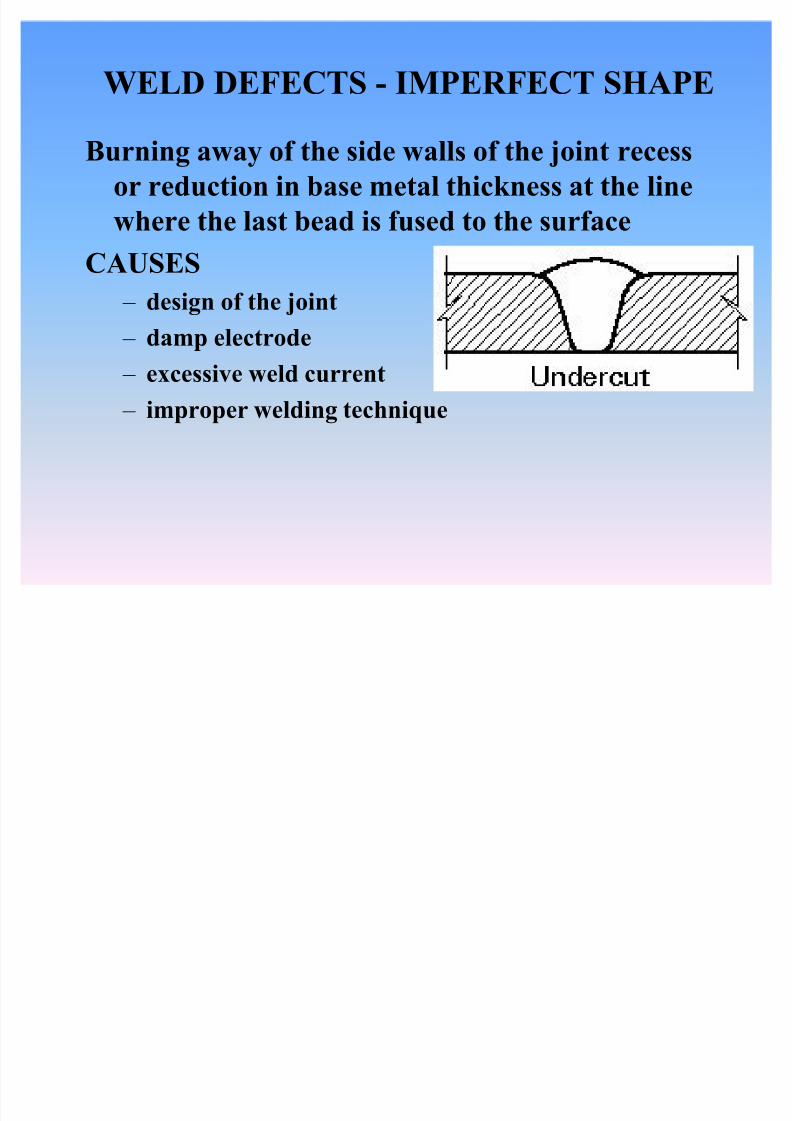
WELD DEFECTS - IMPERFECT SHAPE
Burning away of the side walls of the joint recessor reduction in base metal thickness at the linewhere the last bead is fused to the surface
CAUSES± design of the joint± damp electrode± excessive weld current± improper welding technique
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 99/104
8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 100/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 101/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 102/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 103/104

8/8/2019 20.Welding Revised
http://slidepdf.com/reader/full/20welding-revised 104/104