2.3 copper industry sic - p2infohouse.org · 2.3 copper industry the copper industry consists of...
TRANSCRIPT

2.3 COPPER INDUSTRY
The copper i n d u s t r y c o n s i s t s of a l l e s t a b l i s h m e n t s i n t h e fo l lowing S I C c a t e g o r i e s :
SIC 3331 Primary Smelting and Ref in ing of Copper - Establ i shments p r imar i ly engaged i n s m e l t i n g copper from t h e o r e , and i n r e f i n i n g copper by e l e c t r o l y t i c or o t h e r processes .
SIC 33412 Secondary Copper - Es tab l i shmen t s p r i m a r i l y engaged i n recover ing copper from copper and copper- based a l l o y s c r a p by u t i l i z i n g a v a r i e t y of m e l t i n g and r e f i n i n g methods.
SIC 3351 Ro l l ing , Drawing, and Extruding of Copper - Establ i shments p r imar i ly engaged i n r o l l i n g , drawing, and ex t rud ing copper, b r a s s , b ronze , and other' copper- b a s e a l l o y b a s i c shapes, such as p l a t e , sheet, s t r i p , b a r , and tub ing .
SIC 3362 Brass, Bronze, Copper, Copper Base Al loy Foundr ies ( c a s t i n g s ) - Establ i shments p r i m a r i l y engaged i n manufactur ing c a s t i n g s and d i e c a s t i n g s of copper and copper-base a l l o y .
The domestic copper i n d u s t r y is segmented i n t o pr imary and secondary sectors on t h e b a s i s of whether t h e copper product has originated from mined copper (virgin ore) o r from scrap. By t h i s d e f i n i t i o n , f i r m s i n the pr imary sector p r e d d i n a n t l y t ransform mined copper i n t o r e f i n e d copper; f i r m s i n the secondary sector e i t h e r predominantly p r o c e s s s c r a p in to secondary r e f i n e d copper or p r e p a r e i t fo r d i r e c t consumption i n t h e form of u n r e f i n e d copper s c r a p . i n d u s t r y .
The f o l l o w i n g s e c t i o n s d e t a i l these two divis ions of the copper
2.3.1 Primary Copper
2.3.1.1 I n d u s t r y S t r u c t u r e . In 1979, nine companies o p e r a t e d 17 pr imary smelters w i t h a smel t ing c a p a c i t y of approximate ly 8.2 million t o n s of cha rge e s t i m a t e d to r e p r e s e n t i . 4 m i i l i o n t o n s of smelter product . Re- f i n e r y c a p a c i t y t o t a l e d 2.6 m i l l i o n tons, of which 88 p e r c e n t w a s electro- l y t i c r e f i n i n g and e lec t rowinning c a p a c i t y and 12 p e r c e n t w a s f i r e - r e f i n i n g c a p a c i t y ( 6 ) .

I
According t o t h e Bureau of Mines, 4,707,916 tons of copper w a s produced i n mines, sme l t e r s , and r e f i n e r i e s from domest ic and f o r e i g n o r e s i n 1979 (5).
M i l l s are almost always loca ted c l o s e t o t h e mines t o minimize t r a n s p o r t a t i o n c o s t s . a l low some f l e x i b i l i t y i n sme l t e r l o c a t i o n . With t h e major copper mines centered i n t h e western states, most of t h e sme l t ing c a p a c i t y is i n t h a t reg ion .
The va lue of the c o n c e n t r a t e s i s high enough t o
The copper i n d u s t r y is highly concen t r a t ed . I n 1979, f o u r companies accounted f o r 63 percent of t h e domestic mine product ion . accounted f o r 94 percent of the U.S. ou tpu t , t h e 5 l a r g e s t produced 45 per- c e n t (6) .
Twenty-five mines
2.3.1.2 Process Descr ipt ion.* The t h r e e major s teps i n producing Each is d e s c r i b e d below. copper metal are r o a s t i n g , smelt ing, and r e f i n i n g .
The o b j e c t of r o a s t i n g copper s Roast ing. f i d e o r e s and c o n c e n t r a t e s is t o r e g u l a t e t h e amount of s u l f u r so t h a t t h e material can be e f f i c i e n t l y smelted and t o remove c e r t a i n v o l a t i l e i m p u r i t i e s such as antimony, a r s e n i c ,
- and bismuth.
Roas t e r gases are r i c h i n so23 such t h a t s u l f u r i c a c i d c a n be produced
Some copper smelters do not r o a s t p r i o r t o r e v e r b e r a t o r y f u r a n c e s m e l t - i n l a r g e q u a n t i t i e s ; some of t h e a c i d is used i n t h e a d j a c e n t e l e c t r o l y t i c re- f i n e r y . i n g bu t do make s u l f u r i c a c i d from c o n v e r t e r gases; some smelters do n o t have ad jacen t e l e c t r o l y t i c copper r e f i n e r i e s . Acid p l a n t blowdown s l u r r y e f f l u e n t . y i e l d s a s ludge which is n o t 100 .pe rcen t r ecyc led , as w i l l be d i s c u s s e d i n a fo l lowing s e c t i o n .
Smelt ing. Roasted and unroas ted materials are smelted a f t e r mixing w i t h s u i t a b l e f l u x e s i n r eve rbe ra to ry furnaces . atmosphere, copper and s u l f u r form copper s u l f i d e and i r o n s u l f i d e . combination of t h e two s u l f i d e s known as copper matte c o l l e c t s i n the lower area of t h e f u r n a c e and i s removed. Mattes c o m o n l y c o n t a i n 40 to 45 percen t copper. I m p u r i t i e s such as s u l f u r , antimony, arsenic, i r o n , and p r e c i o u s metals are i n the matte. of t h e o t h e r i m p u r i t i e s f l o a t s on top of t h e matte and i s drawn o f f and d i s - carded as a s l a g .
I n t h i s reducing or n e u t r a l The
The remainder of t h e molten mass c o n t a i n i n g most
A s i m p l i f i e d flow diagram i d e n t i f y f n g s o l i d waste s o u r c e s and d i s - p o s a l i s shown i n F igu re 2-4. The primary p rocess s t e p s comprise (1) r o a s t - i n g t o reduce s u l f u r c o n t e n t , (2) r eve rbe ra to ry fu rnace smel t ing t o form copper s u l f i d e matte and a s i l i c e o u s s l a g which is d i sca rded , (3) o x i d a t i o n
i
* This s e c t i o n w a s der ived from Reference 2.
38

Copper Sul f ide LIine Rock Silica Reverts Oust t o
ACID PLANT
blowdarn Slurry
Scrubber Slurries
I41 scel lanrous
Overflow
Ann* capper Product
To Tailings Pond (0lrsolv.d folldr Content 280 lbr. wr Short Ton Sopwr Productj
Figure 2-4. PRIMARY COPPER SMELTING A N D F I R E R E F I N I N G
Source: Reference .2

I:..
i
(blowing) t h e molten s u l f i d e matte t o form molten “ b l i s t e r ” copper and i r o n s i l i c a t e slag which i s r e tu rned t o the r e v e r b e r a t o r y , and (4) fu rnace pu r i - f i c a t i o n ( f i r e - r e f i n i n g ) of t he molten copper such t h a t anodes s u i t a b l e f o r e l e c t r o l y t i c r e f i n i n g can be c a s t (o r copper product t h a t can be marketed d i r e c t l y ) .
Convert ing i s t h e f i n a l s t a g e i n t h e p r o c e s s of sme l t ing and i s accomplished by blowing t h i n streams of a i r through t h e molten mat te i n a r e f r a c t o r y - l i n e d c o n v e r t e r t o ox id i ze t h e f e r r o u s s u l f i d e t o s u l f u r d iox ide , t o e l i m i n a t e the s u l f u r as a gas , and also t o form a f e r r o u s s l a g c o n t a i n i n g trace metal i m p u r i t i e s . When the conve r t e r c y c l e i s f i n i s h e d , t h e conve r t e r is t i l t e d t o d i scha rge t h e l i g h t e r s l a g and then t h e r e l a t i v e l y pu re copper metal, r e f e r r e d t o as b l i s t e r copper, i n t o l a d l e s i n which i t i s t r a n s f e r r e d t o a hold ing fu rnace and then t o a pol ing f u r n a c e f o r f i r e - r e f i n i n g o r cast- i n g i n t o anodes f o r e l e c t r o l y s i s .
The b l i s t e r copper produced by s m e l t i n g is t o o impure f o r most a p p l i c a t i o n s and r e q u i r e s r e f i n i n g be fo re use. go ld , and other elements such as a r s e n i c , antimony, bismuth, l e a d , seleuium, t e l l u r i u m , and i r o n . and e l e c t r o l y s i s .
It may c o n t a i n s i lver and
Two methods are used f o r r e f i n i n g copper--f i re r e f i n i n g
F i r e Ref in ing . The f i r e - r e f i n i n g p rocess employs o x i d a t i o n , f l u x i n g , and r e d u c t i o n . Su l fu r d i - o x i d e is l i b e r a t e d and some of t h e i m p u r i t i e s form metallic ox ides which com- b i n e w i t h added s i l ica t o form s l a g . S u l f u r , zinc, t i n , and i r o n are a lmost e n t i r e l y e l i m i n a t e d by ox ida t ion . Lead, a r s e n i c , and antimony can be removed by f l u x i n g and skimming as a dross . Copper ox ide i n t h e m e l t is reduced t o metal by i n s e r t i n g green wood p o l e s below t h e b a t h s u r f a c e (po l ing ) . Re- duc ing gases, formed by ‘combustion of t h e p o l e c o n v e r t t h e copper oxide i n t h e b a t h to copper. I f t h e o r i g i n a l material does n o t c o n t a i n s u f f i c i e n t g o l d o r s i lver t o warrant i ts recovery, or i f a s p e c i a l purpose s i l v e r - Conta in ing copper is d e s i r e d , t he f i r e r e f i n e d copper i s cast d i r e c t l y i n t o forms f o r i n d u s t r i a l use. I f i t is of such a n a t u r e as t o war ran t the recovery of the p r e c i o u s metals, t h e f i r e refining is n o t c a r r i e d t o complet ion b u t on ly f a r enough to i n s u r e homogeneous anodes f o r subsequent e l e c t r o l y t i c r e f i n i n g .
The molten metal i s a g i t a t e d w i t h compressed a i r .
E l e c t r o l y t i c Refining. I n t h e e l e c t r o l y t i c r e f i n i n g s t e p anodes and ca thodes ( t h i n copper s t a r t i n g s h e e t s ) are hung a l t e r n a t e l y i n conc re t e e l e c t r o l y t i c cells c o n t a i n i n g t h e e l e c t r o l y t e which i s e s s e n t i a l l y a so lu- t i o n of copper s u l f a t e and s u l f u r i c ac id . When c u r r e n t is a p p l i e d , copper is d i s s o l v e d from t h e anode and an e q u i v a l e n t amount of copper p l a t e s ou t of s o l u t i o n on t h e cathode. Such i m p u r i t i e s as go ld , s i lver , platinum-group metals, and t h e s e l e n i d e s and t e l l u r i d e s of metal f a l l t o t h e bottom of t h e t ank and form anode slime o r mud. Arsenic, antimony, bismuth, and n i c k e l e n t e r t he e l e c t r o l y t e . After the p l a t i n g c y c l e is f i n i s h e d , t h e cathodes are removed from t h e t a n k s , melted, and cast i n t o commercial r e f i n e r y shapes . The copper produced has a minimum p u r i t y of 99.9 p e r c e n t .

Important a u x i l i a r y process s t e p s are slimes recovery from t h e c e l l bot toms, and e l e c t r o l y t e p u r i f i c a t i o n t o p e r m i t e l e c t r o l y t e r e u s e and t o re- cover materials of va lue . The slimes tend t o be r i c h i n Se, Te, A s , Ag, Au, and P t such t h a t t h e i r va lue is very high; t h e t y p i c a l r e f i n e r y s h i p s the s l i m e s f i l t e r cakes elsewhere f o r t reatment t o recover these meta ls . (Three of t h e e x i s t i n g e l e c t r o l y t i c copper r e f i n e r i e s i n t h e U.S. t r e a t slimes from t h e i r own o p e r a t i o n s and from o the r r e f i n e r i e s . ) S ince slimes y i e l d i s only of t h e o r d e r of 0 .002 s h o r t ' t o n p e r s h o r t ton of copper r e f i n e d , i t i s ap- p a r e n t t h a t t h e slimes recovery " industry" i n t h e U.S. is very s m a l l r e l a t i v e t o copper product ion.
E l e c t r o l y t i c p u r i f i c a t i o n c o n s i s t s of t he fo l lowing s t e p s performed on t h e b l e e d stream of impure s u l f u r i c a c i d con ta in ing copper and o t h e r ele- ments i n s o l u t i o n : (1) copper removal by e l e c t r o l y s i s w i t h i n s o l u b l e l ead anodes i n l i b e r a t o r cells; (2) f i l t r a t i o n t o remove an a r s e n i c a l s ludge; and (3) e v a p o r a t i o n t o p r e c i p i t a t e n i c k e l s u l f a t e . remains a f t e r n i c k e l s u l f a t e removal.
A "b lack a c i d " product This i s marketed f o r a c i d recovery.
S l a g s taken from the melt ing and r e f i n i n g fu rnace (and from the anode c a s t i n g f u r n a c e a t r e f i n e r i e s wich cast anodes) are v e r y r i c h i n copper (50 p e r c e n t Cu), i .e., immediate r ecyc le t o a copper smelter is d i c t a t e d and p r a c t i c e d .
2.3.1.3 Waste Stream C h a r a c t e r i s t i c s . * ~e s o u r c e s of s o l i d waste a t copper smelters inc lude furnace s l a g , w e t s ludges , and i n a few cases, c o l l e c t e d p a r t i c u l a t e s . c o n s i s t o f on ly a few misce l laneous s ludges and s l u r r i e s ; t h e s e occur i n r e l a t i v e l y small q u a n t i t i e s because of t h e high p u r i t y of t h e material fed t o t h e r e f i n e r y process .
S o l i d wastes a t e l e c t r o l y t i c copper r e f i n e r i e s
Slag is t h e major s o l i d waste from copper smel t ing . It is u s u a l l y tapped from t h e furnace , t r anspor t ed molten t o t h e s l a g p i l e , h o t dumped, and al lowed t o s o l i d i f y . i t is tapped from t h e furnace. and are u s u a l l y r ecyc led to the process , a l t h o u g h those w i t h accumulat ions of i m p u r i t i e s may need t o be discarded. The fu rnace of f -gas a l s o c o n t a i n s s u l f u r d iox ide .
A t some copper smelters t h e s l a g is g ranu la t ed as P a r t i c u l a t e s are c o l l e c t e d from t h e of f -gases
* This s e c t i o n was de r ived from Reference 128.
41

I
1
1'.
S l u r r i e s c o n t a i n i n g suspended and d i s s o l v e d s o l i d s arise from a number of Sources i n c l u d i n g ac id p l a n t blowdown, DMA purge , w e t s c r u b b e r s , b l i s t e r cake c o o l i n g water, anode cool ing water, o t h e r c o n t a c t c o o l i n g water, and p l a n t washdown water . A t some p l a n t s t h e s l u r r i e s are d i scha rged t o a s m a l l lagoon f o r s e t t l i n g , then t h e s o l i d s are dredged and r ecyc led f o r metal recovery. waste. t a i l i n g s pond (when o r e concen t r a t ing o p e r a t i o n s are nearby) o r t o a lagoon, where s o l i d s s e t t l e and remain, o r are p e r i o d i c a l l y dredged and d i sposed of on s i te .
A t t h e s e p l a n t s t h i s material does n o t c o n s t i t u t e a s o l i d A t o t h e r p l a n t s t h e slurries are e i t h e r d i scha rged d i r e c t l y t o a
A t t h e s e p l a n t s t h e s l u r r i e s c o n s t i t u t e a s o l i d waste.
A t a l l primary copper smelters t h e c o l l e c t e d p a r t i c u l a t e s c o n t a i n h igh c o n c e n t r a t i o n s of r ecove rab le metals. The p r e f e r r e d p r a c t i c e is t o immediately r e c y c l e t h i s r e s i d u a l t o t h e process . A t a few p l a n t s t h e par- t i c u l a t e s are s o l d t o l e a d smelters a f t e r s e v e r a l c y c l e s through t h e copper smelter, and a t one wes tern smelter t h e d u s t s from t h e r o a s t e r and r eve rbe r - a t o r y f l u e s are processed on s i t e i n an a r s e n i c p l a n t t o produce a r s e n i c t r i o x i d e . By no means do t h e s e materials c o n s t i t u t e a s o l i d waste. few p l a n t s t h e c o l l e c t e d p a r t i c u l a t e s are temporar i ly s t o r e d on s i te b e f o r e r e c y c l i n g , b u t t h i s i n v o l v e s a small amount of material and the s t o r a g e t i m e is g e n e r a l l y s h o r t .
A t a
The fo l lowing t a b l e summarizes t h e amounts of wastes genera ted by t h e pr imary copper i n d u s t r y i n 1980. by a l l t h e d i f f e r e n t s m e l t i n g processes employed by t h e coppe r i n d u s t r y .
Table 2-1
These amounts i n c l u d e wastes genera ted
SOLID WASTE FROM THE PRIMARY COPPER SMELTING AND REFINING INDUSTRY I N 1980
Amount Waste ( tons p e r y e a r )
S l a g 3,271,500 Acid P l a n t Blowdown Misce l laneous S l u r r i e s 27,000
3,600 Ref inery S l u r r i e s
;12,000 ..
- Total
Source: Reference 128.
3,314,100
!

The c h a r a c t e r i s t i c s of f u r n a c e s l a g vary w i t h the c o n c e n t r a t e f e e d material and w i t h f u r n a c e ope ra t ion . The grade of m a t t e produced a f f e c t s t h e fu rnace s l a g , t h e h ighe r grades of matte y i e l d i n g a h i g h e r pe rcen tage of cop- p e r i n t h e slag. and both p r o c e s s e s i n c o r p o r a t e secondary s l a g t r ea tmen t t o r ecove r t h e copper . Typ ica l f u r n a c e s l a g a n a l y s i s a p p e a r s i n Table 2-2.
Both Noranda and f l a s h furnaces produce a h igh grade of matte,
Table 2-2
TYPICAL EURNACE STAG ANALYSIS--PRIMARY COPPER - 1/
C o n s t i t u e n t
c u Zn Mn Sb Pb C r Se N i Cd k8
Percentage
0.75 . 0.40 0.028 0.025 0.014 0.011 0.003 0.002 Trace Trace
- 1/ Values adap ted from Reference 2, page 19.
C h a r a c t e r i s t i c s of a c i d p l a n t blowdown f l u c t u a t e w i t h t h e compo- s i t i o n of t h e o r e c o n c e n t r a t e and w i t h t h e gas c l e a n i n g o p e r a t i o n upstream of the a c i d p l p e r , l ead , z i n a c i d p l a n t b l o w d m from t h
Misce l l aneous s l u , from a v a r i e t y of s o u r c e s a racteristics v a r y widely. S l u r r i e s
from the smelter probably would c o n t a i n copper , l e a d , z i n c , mony, and bismuth; s l u r r i e s from r e f i n e r y would c o n t a i n t h e s e , e l e m e n t s p i u s s u l f u r i c a c f d , copper s u l f a t o re . Data w e r e n o t a v a i l a b l e f o r c h a r a c t e r i z a t i o n of t h e s e s l u r r i e s .
. i r o n , and a r s e n i c , among o t h e r components. Ana lys i s of
Acid p l a n t blowdown is a c i d i c and u s u a l l y c o n t a i n s cop-
s appea r s i n Table 2-3.-
t h e smelter and r e f i n e r y o r i g i n a t e
nd any i m p u r i t i e s ind igenous t o t h e

T a b l e 2-3 I TYPICAL ACID PLANT BLOWDOWN WASTE ANALYSIS
(pounds per ton except as noted)
Parameter
PH so 4 HCN As Cd cu Fe Pb HI3 Ni Se Te zn
Oil and grease
2.0 72.0 0.0016 0.118 0.0194 0.0020 0.0464 0.1796 0.0002 0.0020 0.0180 0.0000 0.436 0.0
Source: Reference 129.
2.3.1.4 Potential Hazardous Wastes.
Three general types of solid residues containing potentially hazardous elements are found at copper smelters, namely slag, dry dusts, and wet sludges and slurries. are considered as having equal degrees of potential hazard (2).
Not all copper smelting and refining wastes
1.
In solubility tests described in Reference 2, it was found that
Copper Smelting Dusts and Sludges
sludges (acid plant sludge) and dusts (converter dust, reverberatory dust) leached copper, lead, zinc, and cadmium in significant concentrations. These wastes are therefore all considered potentially hazardous (2).
Acid b l o w d m sludges contain the following concentrations of elements :

. . .
. ,
_ . , . .

2.3 2 Secondary Copper
2.3.2.1 Indus t ry S t ruc tu re .* Recovery o f copper from s c r a p i s no t conducted e n t i r e l y a t secondary copper smelters. Of t h e 1.5 m i l l i o n tons re- covered i n 1979, 20 pe rcen t w a s from p r i m a r y p roduce r s , 36 percen t from b r a s s m i l l s , 39 p e r c e n t from secondary smelters, and t h e remaining 5 pe rcen t from chemical p l a n t s , foundr i e s , and manufacturers (5).
I n t h e secondary copper smel t ing and r e f i n i n g i n d u s t r y i n t h e United S t a t e s , t h e r e are approximately 50 producers of e i t h e r b r a s s and bronze i n g o t s o r secondary r e f i n e d copper o p e r a t i n g approximately 70 p l a n t s . t h i s i n d u s t r y f a l l i n t o t w o f a i r l y d i s t i n c t segments: and bronze i n g o t s ; and (2) producers of unal loyed copper .
The p l a n t s i n (1) producers of b r a s s
Most of t he f i rms i n the secondary copper i n d u s t r y are s m a l l , i n d i - v i d u a l l y owned o p e r a t i o n s having only one p l a n t ; o n l y a few are p u b l i c l y he ld . A minor i ty of t h e f i r m s ( b u t still r e p r e s e n t i n g a l a r g e f r a c t i o n of t h e produc- t i o n ) are e i t h e r s u b s i d i a r y o p e r a t i o n s of l a r g e mining companies or are sub- s i d i a r i e s of conglomerates .
There are 6 3 p l a n t s i n t h e b r a s s and bronze i n g o t segment. These These a l l o y s producers manufacture a wide v a r i e t y of s p e c i f i c a t i o n a l l o y s .
g e n e r a l l y * f i t a series of s p e c i f i c a t i o n s t h a t have been o u t l i n e d by bo th ASTM and t h e Brass and Bronze Ingo t I n s t i t u t e (BBII) and are i n the form of 30 pound b r a s s o r bronze ingo t s . Some of t h e smelters also produce a series of materials in t h e form of s h o t that are s o l d t o f a c t o r i e s for t h e i n o c u l a t i o n o f g ray i r o n . l o y s of v a r i o u s types .
.
The s h o t may be pure copper or copper-nickel al-
There are seven producers of unal loyed copper , which may be i n the form of b l i s t e r copper , f i r e - r e f i n e d copper, ca thode copper , wire b a r , con- t inuous cast, or a f i n i s h e d product , depending on b o t h the product ion scheme and t h e needs of t h e customer. recovered as a r e s u l t of e l e c t r o r e f i n i n g t o produce cathode copper.
Also, several p r e c i o u s metals are u s u a l l y
Producers of b r a s s and bronze i n g o t s are l o c a t e d most ly i n the n o r t h e a s t e r n , P a c i f i c c o a s t , and east n o r t h c e n t r a l states. Producers of unal loyed copper are also l o c a t e d i n h e a v i l y i n d u s t r i a l i z e d areas, most ly i n t h e n o r t h e a s t e r n states, w i t h one p l a n t i n t h e s o u t h and two i n I l l i n o i s .
* This s e c t i o n
4
w a s d e r i v e d from Reference 1.
46

2 . 3 . 2 . 2 Process Descr ipt ion.* The b a s i c r a w material of the secondary copper i n d u s t r y i s copper and copper-based a l l o y s c r a p . amount of secondary copper recovered i s i n the form of e i t h e r b r a s s o r bronze, whi le o n e - t h i r d i s i n t h e form of unalloyed copper.
About two- th i rds of t h e
The b l a s t furnace is used ex tens ive ly in secondary smelters f o r smel t ing low-grade copper and brass scraps, r e f i n e r y s l a g s , d r o s s e s , and skimmings t o produce b lack copper (80 t o 90 percent Cu). The c o n v e n t i o n a l secondary copper b l a s t furnace is a top-charged, bottom-tapped s h a f t fu rnace hea ted by coke burning in a b l a s t of a i r in t roduced through t u y e r e s placed symmetr ical ly around the bottom of the s h a f t . t h e b l a s t f u r n a c e is converted to b l i s t e r copper by blowing a i r i n t o t h e molten charge .
The b l a c k copper produced i n
About two-thirds of the secondary copper product ion i n t h e United S t a t e s is used i n i n g o t p l a n t s and foundr i e s t o make b r a s s and bronze a l l o y s by simple m e l t i n g and r e f i n i n g methods. Melt ing, r e f i n i n g , and a l l o y i n g pro- cedures are e s s e n t i a l l y t h e same C a p a c i t i e s of s t a t i o n a r y reverbe ory I fu rnaces used i n secondary smelters range from a few thousand pounds t o 100 s h o r t tons o r more. The s i d e - o r end- charged arched-roof tapping furnace i s the type most e x t e n s i v e l y used. Rever- b e r a t o r y f u r n a c e s l a g s u s u a l l y con ta in metal va lues t h a t can be recovered i n t h e b l a s t f u r n a c e . S l ags produced by - sma l l secondary p l a n t s are f r e q u e n t l y s o l d t o pr imary smelters on t h e b a s i s of copper c o n t e n t only. Some p l a n t s g r ind the s l a g and recover m e t t h e s l a g is s o l d .
r r eve rbe ra to ry , r o t a r y o r c r u c i b l e fu rnaces .
l i c c o n s t i t u e n t s i n m i l l i n g o p e r a t i o n s b e f o r e
The r o t a r y fu rnace is designed to provide e f f i c i e n t m e l t i n g and r e f i n i n g and convenient pour ing o f . f a i r l y l a r g e m e l t s . r anges from several s h o r t t ons to 50 o r more s h o r t t o n s of n o n f e r r o u s metals. It may have a * p a r t i c u l a r advantage over s t a t i o n a r y f u r n a c e s f o r m e l t i n g loose o r ba led l i g h t s c r a p , because the r o t a r y mixing a c t i o n promotes b e t t e r h e a t t r a n s f e r t o the m e l t and causes a more r a p i d coa lescence of mel ted g lobules .
ondary copper is produced i n c r u c i b l e The once p o p u l a r coke-
Cruc ib l e f u r n a c e s are used i n t h e
Furnace c a p a c i t y
A f a i r l y l a r g e tonnage of s fu rnaces , h e a t e d by gas , o i l , coke or e l e c t r i c i t y . f i r e d p i t f u r n a c e is seldom used today. secondary-copper i n d u s t r y f o r mel t ing clean, wel l -segregated scrap- i n foundr ies . Very l i t t l e f i r e - r e f i n i n g is performed i n c r u c i b l e s .
?leltisg furnaces are always a s s o c i a t e d with other equipment des igned t o r e c e i v e t h e m e l t . which t r a n s p o r t t h e metal t o a mold l i n e f o r making c o n v e n t i o n a l i n g o t s . mold l i n e i s a series of i n g o t molds placed on a r ack that may be s t a t i o n a r y o r movable. p o r t a b l e l a d l e .
Melts are usua l ly tapped from fu rnaces i n t o f e e d e r l a d l e s , . The
If s t a t i o n a r y , t h e molds are f i l l e d wi th metal poured from a
* This s e c t i o n w a s de r ived from Reference 1.
47

I
I
i
i
i I I
I 1 I
I i
! I
1 I I
I
.
The e l e c t r o l y t i c r e f i n i n g of secondary copper , t h e copper from t h e r e v e r b e r a t o r y fu rnace is f u r t h e r r e f i n e d by f i r s t d i s s o l v i n g i n s u l f u r i c and then e l e c t r o l y t i c a l l y r edepos i t i ng pure copper on t h e ca thodes of e l e c t r o - l y t i c c e l l s .
2.3.2.3 Waste Stream Charac te r iza t ion .* The t y p i c a l b l a s t furnace d u s t w i l l have t h e fol lowing chemical composition:
Zn Pb Sn c u Sb c1
58-61 pe rcen t 2-8 percent 5-15 pe rcen t 0.5 percent 0 .1 percent 0.1-0.5 percent
Because of t h e h igh z inc c o n t e n t , t he d u s t can be r ecyc led f o r zinc compound manufac ture l a r g e l y as po in t a d d i t i v e s . t h u s so ld t o chemica l and p l a n t manufacturers .
The t y p i c a l b l a s t furnace s l a g w i l l have t h e fo l lowing composition:
This waste by-product i s
FeO 15-20 percent CaO 7-11 pe rcen t si0 30-34 percen t
4-6 p e r c e n t 4 3 c u 1.6 pe rcen t
. Sn 0.7 percen t Pb 0.3 p e r c e n t Zn 1.0 pe rcen t
A t y p i c a l p l a n t w i l l produce about 3,800 t o n s of b l a s t f u r n a c e s l a g This waste is gene ra l ly d isposed of by e i t h e r o n - s i t e o r o f f - s i t e
The material is p resen t mainly i n a silicate type chemical annual ly .
s t r u c t u r e w i t h h igh d e n s i t y , hardness , and impact s t r e n g t h . . open d u p i n g .
. I n e l e c t r o l y t i c r e f i n i n g , lime t r ea tmen t of s p e n t e l e c t r o l y t e g e n e r a t e s a predominant ly l ime s ludge c o n t a i n i n g s i g n i f i c a n t c o n c e n t r a t i o n s of n i c k e l , z i n c , copper , chromium, and cadmium. a rate of approximate ly 3 . 3 pounds w e t s ludge p e r t o n of copper .
This s l u d g e i s genera ted a t
* This s e c t i o n
.rp
w a s de r ived from Reference 2.
48

2.3.2.4 Poten t i a l Hazardous Waste Streams
1. Blast Furnace S lag
The t y p i c a l b l a s t furnace s l a g w i l l have t h e following composition: FeO, 15 t o 20 percent; CaO, 7 t o 11 percent ; S i 0 2 , 30 t o 34 percent; Al2O3, 4 t o 6 percent; Cu, 1.6 percent; Sn, 0 .7 percent; Pb, 0 . 3 percent; Zn, 1 percent (2 ) . Although t h i s material i s dense and hard , s o l u b i l i t y tests showed s i g n i f i c a n t concentrations of so lub le z inc , cadmium, copper, and lead. This waste s l a g is t he re fo re considered p o t e n t i a l l y hazardous (121).
' So lub i l i t y Tes ts F i l t r a t e Data i n m g / l
Zinc 55 Lead 6 Cadmium 1.0 Antimony <0.2 Chromium 0.03 Tin <o. 2 Copper 170 PH 9.4 Manganese 0.3
Source: Reference 121.
i c

The Soderfors process (188) as i t i s so named, u t i l i z e s the capacity of undissociated acids such as NH03 and HF t o form adduct complexes with cer- t a i n types of organic compounds, f o r example, t r ibutylphosphate (TBP). Since the adduct complexes are soluble i n , f o r example, kerosene, the a c i d s can be ex t r ac t ed from an aqueous so lu t ion by an organic solvent .
The bas i c flow scheme i n the Soderfors process is: (a) addi t ion of H2SO4, and the subsequent extract ion of NH03, HF, and Mo (probably a s molybdic ac id ) by means of an organic solvent c o n s i s t i n g of 75 percent tri- butylphosphate dissolved i n kerosene, (b) s t r i p p i n g of HNO3 and HF from the organic so lven t with water and recycling of the a c i d s t o t h e p i c k l i n g bath, ( c ) p r e c i p i t a t i o n of the metals C r , Fe, and N i from t h e r a f f i n a t e by means of NaOH; C a C 0 3 i s added to form CaFe and t o act a s f i l t e r a i d , (d) scrubbing of t he molybdenum from the organic solvent , which i s then returend f o r fu r the r ex t r ac t ion . ,
A f u l l scale p l a n t has been b u i l t a t the Soderfors steel works and is designed f o r the treatment of p i ck l ing baths from t h e p i c k l i n g of 70,000 tons of s t a i n l e s s steel annually.
4.1.5 Foundry Sand Recycling
. Sand is seemingly among the most abundant materials on e a r t h , ye t l i k e many o t h e r things t h a t used t o be inexhaustable, i t i s beginning t o have an inc reas ing value. material t h a t must be a t the r i g h t place a t the r i g h t time. s p e c i a l t y , p l u s material handling,. the t h i n g f a c t o r and t h e c o s t to discard i t are f a c t o r s that give foundry sand a meaning and a c o s t .
Sand i s not j u s t sand t o t h e foundryman b u t a special ized This degree of
Mold co res used i n foundries i n the manufacture of i r o n cas t ings are made of s i l i ca and bonded w i t h organic o i l s and r e s i n s . process a p o r t i o n of the organic binder is oxidized o r decomposed and the remainder adheres t o the sand. The used core sand is unsu i t ab le f o r reuse due to the de t r imen ta l e f f e c t of t h i s r e s i d u a l binder on sand p rope r t i e s .
During t h e cas t ing
With most foundries, once sand has been used, i t is e i t h e r discarded or only p a r t i a l l y reclaimed by e i t h e r pneumatic scrubbing o r washing with water. However, t he re are several a l t e r n a t i v e s t o simply disposing of spent sand, a l t e r n a t i v e s t h a t should be examined not only because of economics but a l s o because of increasing regulatory requirements by p o l l u t i o n c o n t r o l agencies (77j.
However, economically speaking, d i sposa l of waste sand is very c o s t l y because t h e c o s t s of replacement keeps e s c a l a t i n g as w e l l as the cost of d e l i v e r i n g it. bu t new sand o f f e r s c e r t a i n other cos t disadvantages.
Not only is "once-through" sand c o s t l y t o replace Binder consumption

is increased with new sand, f o r one thing, and i f sand is used only once, without reclamation, valuable metal is probably being wasted t h a t would otherwise be recovered during the sand reclamation process (77) .
The foundries t h a t p a r t i a l l y reclaim sand do so t o e l imina te undesirable f i n e s f r a c t i o n which is produced i n the molding l i n e and shake- out . Par t ia l reconditioning of the su r faces of the acceptable g ra ins can be done i n s e v e r a l ways ( 7 7 ) .
Air Classification--Sand is aerated t o remove unwanted f ines . Although t h i s reduces the moisture and amount of binder needed i n reuse, i t does nothing t o r e s t o r e the surface condition of the o ld sand. Conse- quent ly , reclaimed sand produced by t h i s method does no t have t h e versa- t i l i t y of new sand.
Dry Abrasion, Dry Classification--Lumps of sand are crushed t o grain s i z e i n a sand muller. The sand is then aerated a f t e r mulling t o remove the f i n e s and metal. s m a l l batches must be mulled f o r long per iods t o provide s u f f i c i e n t abrasion t o produce a good sand grain.
For t h i s system t o produce an acceptable reclaimed sand,
Pneumatic--Used sand grains are introduced i n t o an a i r stream and b la s t ed a t a f i x e d t a r g e t t o loosen and pee l o f € ' t h e g ra in coat ings. same air stream conveys the f i n e material t o a bag c o l l e c t o r . The sand g ra ins are re tu rned f o r use and t h e deb r i s is disposed of by t ruck and dumped.
The
Roto Conditioning--Mechanical spinners pump the sand a t a high v e l o c i t y i n the dry stage. The turbulent flow causes one g ra in t o g r ind aga ins t another , producing the scrubbing a c t i o n t h a t removes used binder coatings.
W e t Scrubbing, C las s i f i ca t ion , and Drying--First, t he used sand i s mixed w i t h l i q u i d t o produce a s lurry. p r e s e t d e t e n t i o n t i m e . removes c l a y s , cha r , and o t h e r binder depos i t s as w e l l as breaklng up clumps. The a g i t a t o r then discharges the s l u r r y to a c l a s s i f i e r where desliming takes place to remove contaminating fines and o the r binder deb r i s . Af t e r desliming, the reclaimed sand i s dewatered i n a ho r i zon ta l f i l t e r o r a vertical drum f i l t e r and d r i e d i n a f l u i d bed o r r o t a r y dryer. Feed is continuously metered and introduced above the bed where hot gases c l a s s i f y and dry t h e sand. f i n e product, thoroughly dried, is c a r r i e d aloft with the gas and i s recovered i n the d u s t c o l l e c t i o n system. p l a t e and i s discharged f o r r e tu rn to t h e foundry f o r use.
The s l u r r y moves t o a g i t a t o r s f o r a Agitat ion produces an i n t e n s e scouring a c t i o n which
The
Coarse product flows a c r o s s t h e cons t ruc t ion

All these methods have been used p r i m a r i l y on clay-bonded sand. However, t h e r e a r e more complex binder and chemical r e s i n s used i n many foundries today, and scrubbing alone cannot provide t o t a l sand reclamation. With chemically bonded sands, such as furan, or ureaformaldehydelfurfuryl alcohol , o r such c a t a l y s t s a s phosphoric acid or t a r a to luene su l fon ic acid t o name but two, thermal treatment has been shown t o loosen t h e adhering debr i s from the grains or separat ing small amounts of r e s i d u a l impur i t i e s from the bulk of the sand (77).
Thermal reclamation is achieved i n a f l u i d i z e d bed ca l c ine r which c o n s i s t s of a ca l c in ing bed and one o r more heat exchange beds f o r hea t recovery.
The sand is metered from the feed bin and introduced i n t o the top (preheating) bed of t he reactor . Here i t i s dr ied and heated by hot gases from the c a l c i n i n g compartment. The f i n e f r a c t i o n entrained i n the gas is c a r r i e d over t o a cyclone where i t is co l l ec t ed and discharged t o the cal- c ining bed. Size sepa ra t ion takes place with coarse sand passing t o cooling compartments where i t serves t o heat incoming a i r before discharging t o t h e f l u i d bed a f t e r c o o l e r . Heated gas flows through the system i n one d i r e c t i o n while t he s o l i d s flow i n t h e opposi te d i r e c t i o n , thereby accomplishing counter- cu r ren t hea t exchange. The f i n e f r a c t i o n from the ca l c in ing compartment is co l l ec t ed i n cyclones and is discharged e i t h e r to the a f t e r c o o l e r where temp- e r a t u r e is reduced t o approximately 100°F f o r reuse i n the foundry, o r t o a d ry scrubber i f needed (77) .
For many yea r s the Japanese have recognized t h e need f o r thermal reclamation because of t h e high c o s t of t h e i r new sand. nine f l u i d bed thermal reclamation.uni ts i n operation in Japan (77).
Currently t h e r e are
For a d d i t i o n a l reading see References 77, 78, 89, 102, 156, 248, 249, 250, 251, 252, 253.
Addit ional r e sea rch on u t i l i z a t i o n of foundry wastes can be found i n References 7 9 and 80. I n summary i t w a s found t h a t the use of arc furnace d u s t f o r noncorrosive primer p a i n t pigment c o n s t i t u t e s t h e most promising use f o r any foundry e f f l u e n t . and t i n t i n g hues i n f u r n i t u r e s ta ins and ink. Fine p a r t i c l e s i ze , compati- b i l i t y , h id ing power, and t i n t i n g s t r eng th govern these appl icat ions. Sec- ondary a p p l i c a t i o n s f o r arc furnace d u s t s are road f i l l and b a l l a s t , and f o r road s a f e t y app l i ca t ions .
I n addi t ion, arc furnace dus t might be used as t i n t
Cupola e f f l u e n t , CD, w a s suggested as a s o i l condi t ioner due t o i t s granular na tu re . ges ted.
However, more research i n t o the e f f e c t of t h i s use is sug-

Sand reclaimer w a s t e , due t o i t s gel- l ike na ture when w e t , may be use fu l i n s t a b i l i z i n g s o i l s t o prevent co l lapse during evacuat ion. I n ad- d i t i o n , a mixture of t h i s waste and Portland cement o r s i l i c a t e s i n j e c t e d i n t o the soil may a s s i s t i n leak prevention i n foundations.
4.2 ALUMINUM INDUSTRY
The major process waste i n production of alumina is the leach resi- due from the c a u s t i c d iges t ion of bauxi te , red mud. pounded t o prevent the contamination of sur face waters. over 10 m i l l i o n tons of mud waste i s generated annually. This mud is im- pounded i n l akes b u i l t ad jacent to the r e f i n e r i e s , ranging i n s i z e of 2,000 t o 3,000 acres. Mud impoundment is not an i d e a l s o l u t i o n t o the d i s p o s a l problem. The d ikes of mud lakes must be maintained, and t h e r e i s always the r i s k of a break and s p i l l of t h e mud i n t o a nearby stream o r waterway.
This waste mud is i m - In t he United S t a t e s ,
This s ec t ion d e a l s with the cu r ren t methods and proposa ls f o r u t i l i z i n g the red muds. The u t i l i z a t i o n methods have been divided i n t o th ree ca t egor i e s : Metals Recovery, Construction Products, and Miscellaneous.
Metals Recovery
Red mud is e s s e n t i a l l y a low-grade i r o n o re , conta in ing t y p i c a l l y
Seve ra l p rocesses 30 to 60 percent i r o n oxides. Recovering t h i s i r o n and/or o t h e r metals would u t i l i z e an a v a i l a b l e h igh tonnage waste material. exis t t o recover metals from red mud, bu t i t is not b e l i e v e d t b t a n y of t hese are i n commercial operation..
Orre process , developed by McDowell-Wellman Engineering Company (now owned by Dravo Corporation), converts red mud i n t o steel b i l l e t s (44, 18).
I n this process, t h e red mud, either i n the form of a pas te - l ike , low-moisture (20 percent) cake o r a dry powder, is p e l l e t i z e d wi th coke i n t o b a l l s of about 1 /2 inch i n diameter. ing and prereduct ion unit. on top of t h e bed of p e l l e t s . The bed is f i r e d t o a temperature in excess Of 2,300°F, ca lc in ing the limestone t o lime and prereducing the i r o n oxide - in the p e l l e t s . contained i n t h e coke forms carbon d ioxide wi th oxygen from t h e i r o n oxides in the red mud. l o s t 50 to 70 percent of t h e i r oxygen content .
These p e l l e t s are charged i n t o a dry- - - A layer of l imestone as a f l u x is d i s t r i b u t e d
Carbon monoxide from t h e p a r t i a l combustion of carbon
A t t h i s s t age , the p e l l e t s are chemiclly reduced, having
95

The hot p e l l e t s are next fed i n t o an e lec t r ic furnace where smelting t a k e s place a t about 2,900"F. This furnace provides the energy t o complete the reduct ion r eac t ions between carbon, carbon monoxide, and i r o n oxides t o form molten i ron. A s l a g f l o a t s t o the top, the r e s u l t of r eac t ions between the l i m e f l u x and the s i l i ca , caus t i c , alumina, and t i t an ium dioxide found i n the red mud feed. Certain red muds may contain q u a n t i t i e s of phosphorus, and i f the coke i s high i n metals such as vanadium, t h e s e elements w i l l be found i n the molten i ron .
Refining and conversion t o steel i s performed i n a Basic Oxygen Furnace (BOF). Vanadium, t i tanium, and s i l i c o n are slagged off when oxygen i s i n i t i a l l y i n j e c t e d through the lance. The next component t o be oxidized i n the BOF is carbon. A f t e r the carbon has been p a r t i a l l y removed by the oxygen, a s l a g containing oxides of vanadium, t i tanium, and s i l i c o n i s poured o f f . Lime is then added f o r a f i n a l oxygen-blowing cycle. The l i m e removes the phosphorus as a new molten s l a g which is recovered, cooled, and granulated. This by-product may be so ld as a f e r t i l i z e r .
Molten s teel from the BOF i s fed t o a c a s t i n g u n i t which molds the l i q u i d i n t o steel b i l l e t s .
This process w a s performed i n a p i l o t p l a n t i n Cleveland, Ohio, and operated success fu l ly f o r over e igh t years. t i a l l y dismantled and no longer operates (258).
The p l a n t has s i n c e been par-
I n a p i l o t scale research experiment performed by t h e Bureau of Mines (16), both t h e carbon-lime-soda s i n t e r process and electric-arc s m e l t - i n g with coke and l imestone were employed t o recover i r o n and alumina. umina r ecove r i e s of 85 t o 90 percent were obtained by t h e s i n t e r process; although i r o n recovery w a s about 80 percent, the magnetic product w a s f i n e l y divided a n d ' d i f f i c u l t t o separate from t h e gangue. Smelting r ed muds i n the electric-arc furnace produced a p ig i r o n with 98 pe rcen t recovery of i ron ; up to 84 percent of t he A1203 w a s recovered by leaching the calcium aluminate s l a g w i t h Na2CO3 solution. Also, a t i t a n i a product assaying 96 percent Ti02 was recovered from t h e nonmagnetic p o r t i o n of Surinam red mud s i n t e r by e x t r a c t i o n w i t h H2SO4.
Al-
In a Yugoslavian sponsored inves t iga t ion ( 2 5 , 26) l a r g e scale smelting of red mud w a s conducted, i n b l a s t and electric fu rnaces , t o produce an a l l o y o r high-quality p i g i r o n and s lag, mud had t o be smelted i n such a way t h a t alumina and t i t a n i a went i n t o s l a g ,
The b r ique t t ed , p e l l e t i z e d o r s i n t e r e d red
as w e l l as a l l mostly reduced
minor and rare-earth elements, while t h e a l l o y elements were t o p ig i ron.

1 .
i
The granulated s l a g , formed during t h e smelt ing Process, is leached i n a s u i t a b l e tank where i t i s vigorously a g i t a t e d With 30 Percent s u l f u r i c a c i d , for 30 t o 60 minutes, a t the temperature of 80 t o 90°C- After the leach- ing, undissolved s l a g i s separated by decanting. The undissolved s l a g residue, without any fu r the r washing out o r drying, w a s mixed wi th an appropriate amount of r a w phosphates i n order t o produce a new type of Synthet ic f e r t i l i z e r , w e l l known i n Yugoslavia, Czechoslovakia, and India under t h e name of PELOFOS.
From the c l e a r l iquor obtained by f i l t e r i n g o r decanting of the undissolved s l a g , compounds of T i , Z r , U , Th, and lan thanides are ex t rac ted by di-a-ethylhexyl-phosphoric ac id and a-ethyl-hexanol dissolved i n kerosene. From t h e so lu t ion , a f t e r ex t r ac t ion of t i tanium and o the r elements mentioned above, i r o n compounds and aluminum sulphate o r alumina are recovered.
In a Czechoslovakian r epor t (15) d e t a i l s of an experiment f o r vanadium recovery from red mud are given. i n t o a b l a s t furnace where i t is reduced. The p ig i r o n , containing up t o 1 percent vanadium oxide ( f i v e t i m e s as much as the charged s i n t e r ) is oxidized i n the l a d l e t o y i e l d vanadium-rich s lag . proport ion of t h i s s l a g can then be f u r t h e r reduced i n t o metall ic vanadium o r ferrovanadium by any of the usual methods.
The s i n t e r e d red mud is charged
The V2O5 t h a t forms a f a i r l y high
The U.S. aluminum indus t ry has accumulated approximately 85 mi l l ion tons (dry bas i s ) of Bayer Process mud wastes a t t en l o c a l i t i e s . Although the uranium content i s low (10-40 ppm U308), t he muds are est imated t o contain 1,874 acid-extractable tons of U308. Tota l e x t r a c t a b l e thorium is estimated t o be 11,009 tons (254).
In a recent study (254) i t w a s found t h a t labora tory ac id ex t r ac t ion leaches 97 percent of t he t o t a l u308 from some types of muds, but recovers less than 50 percent U 3 O 8 i n o thers .
I f t h e an t i c ipa t ed complex ex t r ac t ion problems can be overcome, Bayer Process muds could be assigned a place among o t h e r po ten t i a l ly re- coverable low-grade uranium and thorium resources .
Construktion Products
For most of t he poss ib le uses of red mud i n cons t ruc t ion products, i t would be necessary t o dry o r a t least p a r t i a l l y dry t h e mud, f o r example, before f i r i n g i n a b r i c k k i ln . The cost of dry ing o r dewatering t h e red mud w i l l o f t e n make t h e use of this waste material economically una t t r ac t ive over convent ional materials. However, cement, bu i ld ing blocks, b r i cks , and aggregate are app l i ca t ions where red mud might be used.
97
In one inves t iga t ion i t was shown t h a t a s u i t a b l e heat-treatment followed by b a l l mi l l i ng t o cement f ineness , a material with pozzolanic ac- t i v i t y , r e f e r r ed t o as bauxite pozzolana, can be produced (31). Without s a c r i f i c i n g acceptable compressive s t r eng ths , up t o 40 percent replacement of Portland cement by bauxite pozzolana seems possible i n the preparation of concrete. pozzolana gives concrete of a higher compressive s t r e n g t h . i n s t r e n g t h has been a t t r i b u t e d t o the formation of a calcium-aluminate hydrate bond i n addi t ion t o the calcium-sil icate-hydrate bond of Portland cement concrete.
A 20 percent replacement of Portland cement with bauxite The increase
I n another cement product app l i ca t ion , p re s su re f i l t r a t i o n of red mud is used t o reduce moisture and produce a cake which can be handled by conventional s o i l handling equipment (23). cement company f o r use as a raw material (Fe2O3) of cement production. Compared with conventional f e r r i c oxide materials f o r cement production bauxite res idue is acceptable f o r cement production and i s expected t o be used a t o the r cement p l a n t s i n Japan, where t h i s r e p o r t or iginated.
The cake has been shipped t o a
Synthet ic dense aggregates have been produced from red mud i n the U.S. and Japan. In both cases the red mud was p e l l e t i z e d and f i r e d , i n the U.S. work a t temperatures of 1,260 t o 1,316"C (12) i n the Japanese work a t 1,200"C. The Japanese aggregate is reported t o have a sa tu ra t ed surface. dry relative dens i ty of 2.67 and a water absorption of 1.5 percent. Its p r o p e r t i e s i n concrete have been t e s t e d i n comparison w i t h a r i v e r gravel and the compressive s t r e n g t h , bending s t r e n g t h , and t e n s i l e S t r eng th of the concrete made with t h e red mud aggregate have been found' to be superior (27)
Methods were developed by r e sea rche r s a t I I T Research I n s t i t u t e , Chicago, t o , u s e red mud wastes f o r t h e production of l ightweight bui lding materials. A mechanical foaming process produced s t rong , uniform s t ruc tu res . Densities ranged from 30 t o 70 pounds p e r cubic foo t and compressive s t r eng ths from 150 t o 2,200 p s i (30). By con t ro l l ed processing, foamed block could be formed with p rope r t i e s varying from i n s u l a t i v e t o s t r u c t u r a l .
The use of r ed mud f o r making s t r u c t u r a l b r i c k s and blocks has been considered i n numerous fo re ign pub l i ca t ions , p a r t i c u l a r l y German and Japanese. Unfortunately i t was impossible t o have these t r a n s l a t e d and therefore much research i s being overlooked.
However, a s reported i n Reference 3 4 , i t was fccnd that the r e su l t - i ng b r i cks and blocks were mechanically weak. The compressive s t r eng th of t h e standard U.S. common b r i c k exceeds 8,000 ps i . I n most cases, the red mud products had s t r e n g t h s less than t h i s . This w a s t r u e even i n the case of b r i c k made of mixtures of red mud and c l ay f i r e d a t temperatures comparable t o those used i n f i r i n g a l l - c l ay b r i c k (256, 257). A 5 t o 10 percent addi t ion of red mud t o c l ay w a s used t o make roofing t i l e (21).
I

I t is judged from the l i t e r a t u r e t h a t i t is not l i k e l y t h a t the red mud content of b r i ck can exceed 50 percent and t h a t 25 percent i s a more l i k e l y prospect. Brick w i t h more than 50 percent r e d mud were me- chan ica l ly weak by U.S. s tandards ( 3 4 ) .
Miscellaneous
Red mud from the Bayer Process contains sodium as s o d a l i t e . Many i n v e s t i g a t i o n s have been made on a method using s o d a l i t e as an SO2 absorbent , and the Sumitomo Aluminum Smelting Co. of Niihama, Japan has developed a process f o r the SO2 removal from the waste gas stream generated i n a power p l a n t ( 4 6 ) .
The RMDS process, as i t is re fe r r ed t o , is being used a t the power p l a n t near the company's Kikumoto Works, where alumina i s produced. claimed e f f i c i e n c y of the SO2 removal is about 96 percent ( 4 6 ) .
The
A U.S.-patent No. 4,071,373 (8) descr ibes a process f o r t h e manu- f a c t u r e of aluminous cement from aluminum smelting residues. c o n s i s t of preparing a mixture of 150 parts of aluminum smelt ing r e s idue containing a t least one of aluminum carbide and aluminum n i t r i d e . 50 p a r t s of l imestone, 50 p a r t s of b l a s t furnace s l a g , 50 p a r t s of converter s l a g , and 30 p a r t s of aluminum hydros i l i ca t e . s i n t e r e d t o form a c l i n k e r .
The s t e p s
The mixture is then crushed.and Powdering the c l i n k e r forms the cement.
I n another p a t e n t , U.S. No. 4,179,279 (20) a p rocess for t r e a t i n g molten s t e e l - s l a g wi th r ed mud t o improve the s t r u c t u r a l s t a b i l i t y of the s l a g and t o render i t s u i t a b l e f o r l a n d f i l l and construct ion material as w e l l as use as a road base rqaterial, i s described.
An i n t e r e s t i n g p o s s i b l e use of red mud is as a coagulant f o r t h e t reatment and. sedimentation of municipal wastewaters and f o r s l u d g e floc-' cu l a t ion . This has been done on a commercial scale i n England be fo re the war . The process involves t reatment of t he r ed mud wi th concentrated ac ids , then d ry ing a t modest temperatures, and crushing t o give a granu la r product. E i the r . . su l fu r i c or hydrochlor ic a c i d s can be used t o convert i r o n .and-aluminum oxides i n t h e r ed mud t o s u l f a t e s o r chlor ides . alum can b e produced which are w e l l known f o r t h e i r coagulat ing p rope r t i e s . I n a d d i t i o n t o t h e e f f e c t s , i t has a l s o been reported t h a t ' t h e r ed mud materials are e f f e c t i v e f o r removing phosphorus from t h e municipal waste- waters w i t h 70 to 80 percent e f f e c t i v e n e s s (34).
Thus, f e r r i c c h l o r i d e o r
It was a l s o r epor t ed t h a t red.mud as a f i i l e r i n rubber gave a rup- t u r e s t r e n g t h higher than a l l o t h e r f i l l e r s e x c e p t i n g carbon b l ack (34). It should t h u s be a s u i t a b l e s u b s t i t u t e f o r carbon black i n some app l i ca t ions . Th i s u se as a f i l l e r r e q u i r e s t h a t ' the red mud s l u r r y be a c i d washed, d r i e d , and powedered.
99

4 . 2 . 2 Furnace Dross Recycling
During the smelting of aluminum, there forms on the surface of the molten metal a skim o r dross cons is t ing of aluminum oxide, aluminum n i t r i d e , and various o the r impur i t ies . This dross contains a s u b s t a n t i a l amount of entrained metal, o f t e n 25 t o 80 percent by weight of the dross , which repre- s e n t s a s i g n i f i c a n t m e t a l l o s s i f discarded. Ef for t s are made t o recover as much of the aluminum metal a s possible . No one method of treatment is s u i t - ab l e f o r a l l t y p e s of dross .
One commercial process of aluminum recovery involves crushing, s i z ing , and smelt ing of dross under a sal t f lux , which c o n s i s t s of an eutec- t i c so lu t ion of sodium chlor ide and potassium chlor ide p l u s 1 t o 5 percent c r y o l i t e . p a r t f l u x is heated i n a r o t a t i n g furnace t o a temperature above the melt ing poin t of aluminum and the flux. The impuri t ies remain s o l i d . The molten f l u x s e l e c t i v e l y w e t s the impur i t ies of the dross and promotes separa t ion of t h e molten metall ic aluminum from the s o l i d i m p u r i t y f r ac t ion . t i m e , the aluminum is protected from oxidation. molten aluminum is tapped from the furnace; the residue, a l s o c a l l e d a high- sa l t s l a g , remains ( 2 8 ) . Previously these salt s l a g s were dumped i n l a n d f i l l s but due t o problems of t he salt leaching and contaminating su r face and ground waters, t h i s p r a c t i c e is unsa t i s fac tory (28) . Recycling of these s l ags w i l l be recovered later i n t h i s sect ion.
A mixture of dross and f l u x i n the r a t i o of 1 p a r t oxide t o 1
A t the same After smelting is completed,
A Bureau of Mines r epor t s descr ibes a sa l t - f r ee , f l u x l e s s method f o r reclaiming metall ic aluminum from aluminum dross ( 2 8 ) . under argon, n i t rogen , o r carbon dioxide, ins tead of a sal t f lux , i n an ex- t e r n a l l y heated po t furnace. Alumi.num recovery, using argon, is equal t o recover ies r epor t ed from commercial smelters t h a t process d ross i n rotary- type furnaces. This s a l t - f r e e method could o f f e r a reduct ion i n air pollu- t i on , lower energy requirements by e l imina t ion of sa l ts , and the production of up t o 60 percent less s o l i d waste f o r d i sposa l than the sal t method.
The dross is smelted .)
Another method employed i n the industry is f lux ing t h e aluminum m e l t wi th gaseous chlorine before the dross is removed. r eac t ion and a por t ion of t he aluminum contained i n the dross w i l l d r a i n out. Af te r treatment w i t h t h e exothermic f luxes , the r e s u l t a n t d ross w i l l o f t e n conta in only 20 t o 30 percent aluminum making i t bare ly worth processing fu r the r .
This i n i t i a t e s an exothermic
Low c a p i t a l and opera t ing c o s t s are an advantage ( 4 3 )
Another development has been t o devise a one-step procedure using a low frequency c o r e i e s s Induction furnace f o r the recovery of metal from the drosss ( 4 3 ) . This process involves the following s teps :
(a) P res s is skimmed from the furnace (b) The d ross is then cooled as rap id ly as poss ib le
100

. -
(c) The cold dross and a s u i t a b l e quant i ty of s a l t f l u x a r e charged i n t o the induct ion furnace i n which a molten h e e l of metal is already present . A f t e r some time and in t ens ive a c t i o n of the in- duced cu r ren t , the metal i n the dross is melted and released by the ac t ion of the s a l t f l u x and agglomerates i n the heel of metal i n the furnace. The non-metallic material f l o a t s on top of t h e molten aluminum and the two l a y e r s a r e separated from one another by c a r e f u l decanting.
A t t e m p t s have repeatedly been made t o r e tu rn c a s t i n g p l a n t drosses t o reduct ion cells i n pr imary smelters. In t h i s way it w a s hoped t o recover i n one s t e p the metallic content, t he alumina, and any f l u o r i n e compounds. Unfortunately, i t w a s found t h a t t hese a d d i t i o n s se r ious ly upset the operat ion of t he reduct ion cells.
Inves t iga t ion has shown t h a t the,main upse t t i ng compounds are aluminum carbide and aluminum n i t r i d e . low pressure steam, the ca rb i s and n i t r i d e s w i l l decompose and the d ross , a f t e r drying, can then be added t o reduct ion cells (43).
Disposal of s a l t cake o r salt s l a g residues as l a n d f i l l has been
It has been found t h a t , by hydrat ing d ross with
p rac t i ced f o r many years , but t h i s p r a c t i c e has been outlawed i n seven states because of water contamination. t o form a m o n i a and methane gas. As s a l t s - l e a c h away, l a r g e subsurface voids occur i n t o which anyone f a l l i n g would s u f f o c a t e from these gases (40).
Moreover, salt cake and s l a g react with water
The Bureau of Mines has'developed a hydrometallurgical p rocess . fo r t r e a t i n g s a l t s l a g s from aluminum dross furnaces a t its College Park Metal- lurgy Research Center (14). A 100-pound-per-hour min ip i lo t p l a n t has been cons t ruc t ed ' t o demonstrate the process. In t h i s process, t he sa l t s l a g is leached wi th water a t room temperature. F i l t e r i n g the leach s o l u t i o n re- covers an aluminum-rich f r ac t ion , which is returned t o t h e d r o s s furnace, and a f i n e aluminum-oxide f r ac t ion . Evaporation of the f i l t r a t e r ecove r s a high-purity f l u x i n g salt.
4.2.3 Spent P o t l i n i n g Recycling*
Used p o t l i n i n g s cons i s t l a r g e l y of carbon but a l s o con ta in appre- c i a b l e q u a n t i t i e s of f l uo r ides , aluminum ca rb ide , and n i t r i d e . The car- b ides react with water vapour i n t h e a i r t o produce methane, hydrogen, acetylene, and o t h e r hydrocarbons. These traits render the cathode material d i f f i c u l t and unpleasant t o handle and so i n t h e p a s t i t has been mostly dumped o r used as l a n d f i l l . I n t h i s s e c t i o n va r ious methods of r ecyc l ing are discussed.
The n i t r i d e s i m i l a r l y y i e l d s ammonia.
* This sec t ion der ived from Reference 39.
101

&CAN Process
This process involves t h e crushing and screening of the ma te r i a l t o be processed, followed by a hydration s t ep i n which steam r e a c t s with the car- b ides and n i t r i d e s present i n the mater ia l t o produce methane and ammonia which are exhausted from t h e hydrator and burnt i n an inc ine ra to r . then e i t h e r d i r e c t l y recycled o r screened and recycled. operat ion i n K i t i m a t , B r i t i sh Columbia. See a l s o Reference 26.
The material i s The process i s i n
Sodium Hydroxide Leaching
This process involves leaching the crushed po t l in ings with hot d i l u t e c a u s t i c so lu t ions . Cryol i te i s so luble i n the c a u s t i c so lu t ions and can be p r e c i p i t a t e d and recovered by t r e a t i n g the leach so lu t ion with carbon dioxide.
The main problem is t h a t f i l t e r res idues s t i l l conta in f l u o r i n e , t yp ica l ly 14.9 percent F and so s t i l l present a d i sposa l o r recyc l ing problem. See a l s o Reference 37.
Soda Ash Fusion (17)
The Bureau of Mines conducted a laboratory inves t iga t ion of a s in te r - leach method t o recover aluminum and f luo r ine from waste carbon po t l in ing r e s idues from secondary c r y o l i t e recovery opera t ions i n aluminum reduct ion p l an t s . Af te r removal of carbon by burning, the r e s idue w a s sin- t e r ed a t 900" t o 1 , O O O " C with silica and Na2C03, then crushed and leached wi th d i l u t e HaOH s o l u t i o n , dilute.Na2CO3 so lu t ion , water, or water containing r e s i d u a l Na20 which remained i n the s i n t e r a f t e r r eac t ion and decomposition of Na2CO3. Over 90 percent of the contained aluminum and up t o 87 percent of the contained f l u o r i n e were extracted from t h i s waste product i n t h e form of a mixed a l k a l i n e so lu t ion .
Treatment of the a lka l ine so lu t ion with C02 yielded a white prec ip i - ta te conta in ing 89 percent of the o r i g i n a l aluminum and 6 1 percent of t he o r i g i n a l f l u o r i n e as a mixture of syn the t i c c r y o l i t e and alumina, together w i t h a v a r i a b l e excess of soda. Al2O3, 13 pe rcen t F, 25 percent Na20, and up t o 0.2 percent Si02.
The p r e c i p i t a t e s assayed around 30 percent
The main problem appea r s t o be t h a t i n t h e s i n t e r i n g mixtures, the amounts of soda a s h are l a rge r than the amounts of carbonaceous material t r ea t ed .
Hot Water Hydrolysis
This approach is much the same as the ALCAN process except t h a t hot w a t e r is used t o e f f e c t the hydrolysis ins tead of steam. This should r e s u l t
102

i n a cos t saving as wel l a s preventing the production of any f l u o r i d e con- ta in ing off-gases. T h i s method appears t o be pe r fec t ly f e a s i b l e .
Other proposals and experimental r e s u l t s a r e presented i n Reference 39. However those w i t h negative resul ts were not included here.
4.2.4 Foundry Slag Processing
A t y p i c a l ro t a ry furnace feed f o r the remelting of aluminum scrap c o n s i s t s of two p a r t s scrap and one part salts. t a i n 40 t o 50 percent sodium chlor ide , about 20 percent potassium ch lo r ide , 4 t o 8 percent aluminum metal, and up t o 31 percent oxides, hydroxides, s i l i c a t e s , and o the r chlor ides .
The r e s u l t i n g s l a g s con-
I n experiments conducted a t a German un ive r s i ty (10) i t was found t h a t by screening and s i z ing the s l a g , 65 percent me ta l l i c aluminum can be recovered i n a concent ra te of 96 percent Al.
The sal ts were ex t rac ted by f l o t a t i o n methods. The experimen t o two d i f f e r e n t f l o t a t i o n schemes--one s tage and two stage f l o t a t i o n .
The one s t age f l o t a t i o n produces a ch lo r ide concent ra te by i n d i r e c t bulk f l o t a t i o n of t h e ch lor ides by use of a cat ion-act ive c o l l e c t o r . grade of t h e concent ra te i s b e t t e r than 94 percent ch lor ides . N a C l recovery is about 70 percent and t h a t of KC1 60 percent.
The
The two s t a g e f l o t a t i o n c o n s i s t s of a d i r e c t f l o t a t i o n of s y l v i n e and an i n d i r e c t f l o t a t i o n of halite--both wi th d i f f e r e n t ca t ion-ac t ive col- l e c t o r s . Recovery of the ch lo r ides i s about 80 percent and the concent ra te grade is h igher than 95 percent ch lor ides . 35 percent of t he f l o t a t i o n feed, conta in less than 20 percent ch lo r ides .
4 . 3 COPPER INDUSTRY
The t a i l i n g s , amounting to about
4 . 3 . 1 Metal Recovery from Slags _ - Primary Smelting Slags.
produced by smelt ing copper s u l f i d e f l o t a t i o n concentrates i n r eve rbe ra t ing furnaces , followed by oxidizing t h e matte t o b l i s t e r copper i n a conver te r . Slags produced i n t h e converter are too high i n copper t o be s e n t t o the dump and are re turned t o the reverberatory furnace f o r recovery of most of t he copper. cates the opera t ion of t h e reverberatory furnace and con t r ibu te s s i g n i f i c a n t l y t o l o s s of copper i n t h e reverberatory s lag . i n g conver te r s l a g sepa ra t e ly would increase furnace capac i ty , produce a lower-grade d i sca rd s l a g , and s impl i fy furnace operat ions ( 5 9 ) .
The bulk of t he world's ou tput of copper is
This method f o r r e t r e a t i n g converter s l a g , although s imple, compli-
An economic method f o r retreat-
103

In experiments performed by the Bureau of Mines ( 5 9 ) , laboratory batch f l o t a t i o n tests were conducted on copper converter s l a g s t o eva lua te the r e l a t i v e merits of recovering copper from slow-cooled ve r sus water- quenched s l ags . were used. concentrate leaving a 0.2 t o 0.3 percent copper t a i l i n g s when t r e a t i n g slow- cooled s l a g . percent copper were obtained from quenched s l a g .
Three s l a g s containing 1 .6 , 5 .0 , and 6.6 percent copper More than 90 percent of the copper was recovered i n a rougher
Lower recoveries and higher copper t a i l i n g s from 0.5 t o 0.6
Cost s t u d i e s showed t h a t quenched s l a g s can be t r e a t e d a t s l i g h t l y lower c o s t than slow-cooled s l ags . quenched s l a g s is more than o f f s e t by the higher copper r ecove r i e s obtained from slow-cooled s l a g s (59).
However, the c o s t advantage of processing
In another research p r o j e c t aimed a t recovering copper from s l a g s (601, a s l a g from a primary converter and a s l a g from a secondar to ry furnace were leached with cyanide so lu t ions t o d i s so lve t h e copper. Under t h e optimum condi t ions, up t o 90 percent of the copper could be re- covered. To achieve t h i s , a r a t i o of cyanide t o copper of 3:1, vigorous a g i t a t i o n and a small amount of oxygen were found t o be necessary. of quenching of t he s l a g as a l s o noted i n Reference 59, appeared t o be a more important f a c t o r than t h e p a r t i c l e s ize .
The rate
Researchers a t the Ledgemont Laboratory of the Kennecott Copper Corporation r epor t t h a t a two-stage pyrometallurgical process has been de- veloped f o r the recovery of copper (and o the r non-ferrous metals) from copper smelter s l a g (51). A l l types of s l a g s , including h igh ly oxidized, converter-type s l a g s , are cleaned i n an electric furnace which employs mechanical mixers t o promote magnetite reduct ion and copper e x t r a c t i o n a t high rates. can be cleaned t o 0.2 to 0.3 percent copper w i t h economically acceptable usage of raw’materials and energy; copper is recovered as a high-grade matte.
I n a 10-ton p i l o t furnace, i t has been demonstrated t h a t s l a g s .
A d e s c r i p t i o n is given i n Reference 69 of an i n t e g r a t e d metal-
The s l a g is subjected to carbothermic reduct ion l u r g i c a l process f o r recovery of cobal t and copper from Rokana copper smelter converter s lag. t o produce an iron-cobalt-copper a l l o y s u i t a b l e f o r hydrometallurgical treatment. The components of t h e a l l o y are separated hydrometallurgically: i r o n is removed as hematite during an oxidat ion pressure l each , copper is recovered from t h e l each so lu t ion by solvent e x t r a c t i o n and electrowinning, and c o b a l t is recovered from t h e r a f f i n a t e by c r y s t a l l i z a t i o n as coba l t sulphate hexahydrate. and p u r i f i e d p r i o r t o recovery of cobal t metal by conventionai eiectrowfnning.
. .”
The c r y s t a l s are dissolved i n recycled e l e c t r o l y t e
104

. -
I
In experiments performed by the Bureau of Mines ( 5 9 ) , laboratory batch f l o t a t i o n tests were conducted on copper converter s l ags t o evaluate the r e l a t i v e merits of recovering copper from slow-cooled versus water- quenched s l ags . Three s l a g s containing 1 .6 , 5.0, and 6 . 6 percent copper were used. More than 90 percent of the copper w a s recovered i n a rougher concentrate leaving a 0.2 t o 0 .3 percent copper t a i l i n g s when t r e a t i n g slow- cooled s l a g . Lower r ecove r i e s and higher copper t a i l i n g s from 0.5 t o 0.6 percent copper were obtained from quenched s l ag .
Cost s t u d i e s showed t h a t quenched s l a g s can be t r ea t ed a t s l i g h t l y lower c o s t than slow-cooled s l ags . However, the c o s t advantage of processing quenched s l a g s is more than o f f s e t by the higher copper recoveries obtained from slow-cooled s l a g s (59) .
I n another r e sea rch p ro jec t aimed a t recovering copper from s l a g s ( 6 0 ) , a s l a g from a primary converter and a s l a g from a secondary reverbera- t o ry furnace were leached with cyanide so lu t ions t o d i s s o l v e the copper. Under the optimum cond i t ions , up t o 90 percent of t he copper could be re- covered. To achieve t h i s , a r a t i o of cyanide t o copper of 3:1, vigorous a g i t a t i o n and a small amount of oxygen w e r e found t o be necessary. of quenching of the s l a g as a l s o noted i n Reference 59, appeared t o be a more important f a c t o r than t h e p a r t i c l e s i z e .
The rate
Researchers a t t h e Ledgemont Laboratory of t h e Kennecott Copper Corporation r e p o r t t h a t a two-stage pyrometallurgical process has been de- veloped f o r t h e recovery of copper (and o the r non-ferrous metals) from copper smelter s l a g (51). All types of s l a g s , including highly oxidized, converter-type s l a g s , are cleaned i n an electric furnace which employs mechanical mixers t o promote magnetite reduct ion and copper e x t r a c t i o n a t high rates. I n a 10-ton p i l o t furnace, i t has been demonstrated t h a t s l a g s can be clean'ed t o 0.2 t o 0.3 percent copper with economically acceptable usage of r a w materials and energy; copper is recovered as a high-grade matte.
A d e s c r i p t i o n i s given i n Reference 69 of an i n t e g r a t e d metal-
The s l a g is subjected t o carbothermic reduct ion l u r g i c a l process f o r recovery of c o b a l t and copper from Rokana copper smelter conve r t e r s l ag . t o produce a n iron-cobalt-copper a l l o y s u i t a b l e f o r hydrometallurgical treatment. The components of the a l l o y are separated hydrometallurgically: i r o n is removed as hemati te during a n oxidat ion pressure leach, copper is recovered from t h e l each so lu t ion by solvent ex t r ac t ion and electrowinning, and c o b a l t i s recovered from t h e r a f f i n a t e by c r y s t a l l i z a t i o n 8s cobalt su lpha te hexahydrate. and p u r i f i e d p r i o r t o recovery of coba l t m e t a l by conventional electrowinning.
The c r y s t a l s are dissolved i n recycled e l e c t r o l y t e
104

In research work conducted by the Bureau of Mines ( 6 5 ) , a technique w a s developed t o recover i ron from molten copper smelt ing furnace s l ags by carbon i n j e c t i o n . Slags from gas-fired reverberatory and e l e c t r i c copper smelting furnaces were t rea ted i n an 800 kva e l ec t r i c - a rc furnace by i n j ec t - ing coke breeze i n t o t h e bottom of the molten bath. Over 95 percent of the i r o n and over 90 percent of the copper contained i n the smelting furnace s l a g s were recovered, while up the system w a s u t i l i z e d . 95 percent by weight i r o n and 2 percent by weight copper would be a s a t i s f a c - to ry medium f o r recovering copper by cementation.
t o 85 percent of the carbon in j ec t ed i n t o I t was an t ic ipa ted t h a t the metal product containing
Secondary Smelting. In the United S t a t e s , over 40 percent of the copper used by indus t ry i s obtained from scrap o r secondary sources. High- grade copper scrap is general ly melted i n e i t h e r r o t a r y o r reverberatory furnaces , and is re f ined by conventional methods. Low-grade secondary feed sources are usua l ly smelted i n a b l a s t furnace.
The major waste product from the b l a s t furnace is s l a g which on the average con ta ins 5 t o 7 percent t o t a l copper, of which 3 t o 4 percent is metallic copper.
I n experiments reported by Banks (53), i t has been demonstrated t h a t s u b s t a n t i a l amounts of copper-, n icke l , t i n , and z inc can be recovered from secondary b l a s t furnace s lags . P i l o t s ca l e test work has shown t h a t between 50 and 70 percent of the copper contained i n a b l a s t furnace s l a g could be recovered by t h e a d d i t i o n of coke breeze t o the s l a g while i t w a s maintained i n a molten condi t ion i n an arc furnace. phase assaying between 30 and 40 percent copper and 30 t o 60 percent i ron .
The copper w a s recovered as a m e t a l
I n o t h e r more recent work conducted by the Bureau of Mines (63), bench and s-11-scale tests have shown the technica l f e a s i b i l i t y of recover- i n g a r ecyc lab le copper product from a waste granulated secondary b l a s t furnace s l ag . duced s u i t a b l e copper concentrates containing more than 30 percent copper and recovering more than 60 'percent of t he copper. Gravi ty concentrat ion required gr inding the o r e through 35 mesh; f l o t a t i o n r equ i r ed grinding t h e o r e through 65 mesh.
Both g r a v i t y separat ion and f l o t a t i o n on a bench scale pro-
In t h e same r e p o r t a small-scale continuous test w a s conducted t o i n v e s t i g a t e simple gravi ty-separat ion techniques. A 40-hour test w a s made wi th a c i r c u i t that included rod m i l l grinding, a Humphreys s p r i a l , and shaking t ab le s . t h e p lus 35 mesh concent ra te contained 68 percent copper, andtheminus 35 mesh concentrate contained 72.5 percent copper. products contained 70 percent copper; the process recovered 60 percent of t he t o t a l copper and 90 percent of the metallic copper.
Two concentrates were prepared according t o p a r t i c i e s i z e ;
The composite of the copper

Copper s l ags contain large amounts of i r o n oxide which are not e a s i l y separated by physical means. On remelting, the s l a g usual ly a t t a c k s oxide r e f r a c t o r i e s because of the i ron. It w a s found t h a t i f the l i qu idus temperature of a coppper s l a g is lowered, not only is t h e energy consumption f o r melting reduced, but refractory corrosion is a l s o minimized. process (57) the melting temperature of the s l ag w a s a c t u a l l y lowered from 1,-5OO0C t o 1,250"C by adding coal o r graphi te i n t o the batch.
I n one
In t h i s experiment (57) i ron w a s recovered from the s l a g , and g l a s s f i b e r s w e r e produced from the iron-depleted m e l t . percent s l a g and 10 percent CaC03 w a s melted with 9 percent of c o a l powder
The mix c o n s i s t i n g of 90
a t 1,350"C f o r t h r e e sank t o the bottom. m e l t .
Operations Pine Copper Division Reference 58.
hours i n an e l e c t r i c furnace. I ron metal formed and The g l a s s f i b e r w a s drawn from the upper po r t ion of t he
f o r recovering copper from reverberatory s l a g a t White smelters i n Michigan are described by t h e authors of
Their f i r s t s t e p w a s t o crush and screen the s l a g t o 1-inch s i z e and then fed t o dual-density heavy media separat ion s y s t e m s . A 3 . 0 s p e c i f i c grav- i t y s l u r r y w a s maintained i n the f i r s t compartments. l e a n i n copper f o r f u r t h e r processing and therefore removed. The 3.0 s i n k w a s c o l l e c t e d , drained, and put i n t o the second heavy media s l u r r y chamber which w a s maintained a t 3.4 s p e c i f i c gravity. The 3.4 f l o a t was s tockp i l ed f o r f u t u r e processing while the 3.4 s i n k cons t i t u t ed t h e heavy media copper concen t r a t e which w a s resmelted.
The 3.0 f l o a t w a s too
I n a d d i t i o n to the copper concentrate produced, t h e 3.0 f l o a t and j i g t a i l s from t h e crushing and screening operations, made a n e x c e l l e n t ag- gregate f o r a v a r i e t y of construct ion purposes including road base, d r a i n f i e l d s , r a i l r o a d b a l l a s t , concrete, and a spha l t roads. Between t h e yea r s 1972 and 1977, 514,000 tons of these waste products were used i n aggregate a p p l i c a t i o n s (58).
A l s o reported are the sales of s i zed dump s l a g being so ld t o mineral wool manufacturers a t rates up t o 1,000 tons per week. t h e manufacturer w i th o the r materials t o a d j u s t the o v e r a l l composition and melted w i t h coke i n a cupola furnace.
The s l a g is mixed by
The molten stream i s s u i n g from the . furnace i s spun i n t o mineral wool t o be used as i n s u l a t i o n ( 5 8 ) .
4 . 3 . 2 Metal Recovery from Dusts
A t t h e Kosaka Mine and copper smelting operat ions i n Japan, a l l valuable metals i n the smelter d u s t s have been recovered s i n c e 1975 (259). The bas i c s t e p s i n the process are leaching of the d u s t s t o recover lead s u l f a t e as leached residue, copper recovery from the s o l u t i o n , i r o n a r sena te p r e c i p i t a t i o n as the most s t a b l e form f o r a r sen ic d i sposa l , cadmium recovery as sponge cadmium and f i n a l l y zinc recovery as zinc hydrate from t h e solut ion.

The primary purpose of the leaching s t e p is t o dissolve as much as possible of the soluble metals i n the source materials and consequently t o r a i s e lead s u l f a t e pur i ty a s high as possible . s ince the dus t needs s t rong acid leaching.
Two s t age leaching is adopted
Copper recovery takes place from t h e leached solut ion. The process cons i s t s of th ree s t e p s : and cement copper p rec ip i t a t ion by i r o n powder.
CuS p rec ip i t a t ion by H2S, neu t ra l i za t ion by CaC03
3 The solut ion a f t e r copper removal is f u r t h e r neut ra l ized by CaCO Keeping the condi t ion, i r o n and arsenic i n the u n t i l pH 4.8 i s reached.
so lu t ion are oxidized by blowing a i r t o form a s t a b l e compound i ron a rsena te . This has a good property f o r p rec ip i t a t ion and f i l t r a t i o n .
Cadmium recovery from the so lu t ion is c a r r i e d out by zinc dus t pu r i f i ca t ion method t h a t i s commonly used fo r z inc e l e c t r o l y t e pur i f ica- t ion . Cadmium is recovered as sponge cadmium. It is a l s o possible t o recover cadmium as a form of cadmium s u l f i d e by adding hydrogen s u l f i d e i f desired. Zinc is recovered as z inc hydrate by ammonia neu t r a l i za t ion .
I n another repor t presented by r ep resen ta t ives of the Sumitomo Metal Mining Company of Japan '(67), t h e i r Kunitomi copper smelter has been recovering bismuth from i t s smelting dus t s ince 1968. The bismuth is con- cent ra ted i n the e l e c t r o s t a t i c p r e c i p i t a t o r dus t and t h e converter dus t .
Bismuth contained i n the converter dus t i s leached by a mixture of s a l t and s u l f u r i c ac id , and is then recovered by a concentrat ion process using scrap i ron . p r e c i p i t a t o r dus t are reduced t o crude bismuth m e t a l which i s fu r the r r e f ined t o a high p u r i t y bismuth metal by the gyro-metallurgical r e f in ing process.
The bismuth cake thus recovered and t h e e l e c t r o s t a t i c
A t the Rokana copper smelter i n Zambia, processes have been developed f o r recovering copper and bismuth from the reverberatory and converter d u s t s (61). Work was conducted on two processes--sulfuric ac id leaching and arc furnace smelting--to e x t r a c t copper from reverberatory dust . Both processes o f f e r p o t e n t i a l treatment routes . The ac id leaching process is a simpler approach, but r e s u l t s i n lower copper recoveries than arc furnace smelting.
A process t h a t incorporates acid-chloride leaching has been
The bismuth is recovered as bismuth oxychloride, which is smelted developed for recovery of both the copper and bismuth from converter dust . t o produce a crude metal t h a t contains 98 t o 99 percent bismuth. The process i s capable of recovering 90 t o 95 percent of both copper and bismuth from t h e converter dust (61).
A p i l o t p l an t f o r t r e a t i n g 385 pounds per day of converter dus t w a s constructed and operated successfu l ly f o r several months and demon- s t r a t e d the technica l f e a s i b i l i t y of t he process (61).
107

..
4 . 3 . 3 Miscellaneous Recycling
Successful mini plant and laboratory tes t work has ind ica ted t h a t high pu r i ty selenium can be produced from copper r e f i n e r y slimes (68). The recovery technique f i t s i n t o e x i s t i n g u n i t opera t ions , and the selenium re- covery w a s c l o s e t o 99 percent.
Inco Metals Company's copper r e f ine ry a t Copper C l i f f , Ontario produces copper anode s l i m e s containing between 10 t o 20 percent n i c k e l oxide along wi th normally occurring se l en ides and t e l l u r i d e s . of the copper-nickel a s soc ia t ion i n the o re body, s i g n i f i c a n t amounts of platinum group metals are a l s o present i n the s l i m e s . mixed wi th concentrated s u l f u r i c a c i d and continuously digested i n an e l e c t r i c a l l y heated r eac to r a t 210 t o 215°C f o r 30 minutes. is water leached t o e x t r a c t about 97 percent of t he copper and n i cke l , 85 percent of t h e t e l l u r i u m , and 5 t o 10 percent of t he selenium. res idue t y p i c a l l y c o n s i s t s of: Pb (10 percent ) ; Si02 (10 percent); Cu+Ni (less than 5 percent); and Te , Au, P t , Pd, etc. (less than 1 percent) .
Because
Anode slimes are
The product
Water leach Se ( 2 0 , t o 35 percent); Ag (20 t o 30 percent) ;
A s impl i f ied desc r ip t ion of t r e a t i n g the s u l f a t i o n residue has the following major s t eps :
o One s tage c a u s t i c pressure leaching o Two s t ages of so lu t ion p u r i f i c a t i o n o Selenium reduct ion *
o Preparat ion of si1 concentrate by d i l u t e s u l f u r i c ac id leaching
Commercial grade selenium and a precious metals concentrate s u i t a b l e f o r sme l t ing ' a re the two products of t h e process (68).
S u l f u r i c acid-hydrogen Peroxide p i ck le l i q u o r s are being used more and more i n the U.S. and Europe as an a l t e r n a t i v e t o dichromate. One of the main advantages of peroxide over dichromate is the a b i l i t y t o regen- erate spent l i quor s and t o recover copper e l e c t r o l y t i c a l l y o r by cool ing c r y s t a l l i z a t i o n of copper s u l f a t e . Copper recovery by e lec t rodepos i t ion and a l s o regenerat ion of the s u l f u r i c a c i d has been accomplished f o r many yea r s w i t h simple s u l f u r i c ac id p i ck l ing so lu t ions . a l s o f o r peroxide p i ck le s wi th low peroxide
This method i s s u i t a b l e c e n t r a t i o n (56).
As with the regenerat ion of simple s u l f u r i c a c i d p ick les , t h i n starter s h e e t s of copper are used as cathodes and th i cke r shee ts of anti- monial l ead as anodes. of 20 t o 40 A/m2 u n t i l t h e copper conten t is reduced t o about 3g/l . f i l t r a t i o n of the p ick le l i quor , i n so lub le contaminants such as lead sul- f a t e , which may have a harmful e f f e c t i n p i c k l i n g of b r a s s can be removed (56).
The c e l l i s operated a t a ca thodic cu r ren t dens i ty By
108

4 .4 ZINC INDUSTRY
4 . 4 . 1 Metal Recovery Processes
Primary smelting of zinc i n horizontal r e t o r t d i s t i l l a t i o n furnaces leaves a residue cons is t ing of the following: unburned carbon, i r o n as metal sho t and s t r i n g e r s , copper inclusions i n the i ron as metal and as s u l f i d e s , s i l v e r i n s o l i d so lu t ion i n the copper, and glassy s l ag . After removal from the r e t o r t s and cooling, the residue is crushed and magnetically separated t o produce an upgraded copper-silver material t ha t w i l l economically j u s t i f y shipment t o a copper smelter for the recovery of these two metals. I f the magnetic separa t ion f a i l s t o achieve necessary enrichment, the residue i s s tockpi led . When t h e product . i s salable, payment is f o r copper and s i l v e r only, z inc and i ron being l o s t as they are not recovered by the copper smelter ( 2 4 2 ) .
According t o t h e research conducted by the Bureau of Mines ( 2 4 2 ) , recovery of e s s e n t i a l l y a l l of the z inc , copper, s i l ve r , and i r o n contained i n the magnetic f r a c t i o n of horizontal z inc r e t o r t r e s idues appears tech- nologica l ly f e a s i b l e by e i t h e r reduction smelting o r by matte smelting. By e i t h e r method, e s s e n t i a l l y a l l of the z inc is recovered as the oxide.
The following conclusions were reached i n t h e above mentioned r epor t .
Smelting under reducing condi t ions with no a d d i t i o n of s u l f u r o r f l u x y i e l d s a s m a l l quan t i ty of r i c h matte and a high-copper iron. V i r - t u a l l y a l l of t he s i l v e r , p a r t o f . t h e copper, and a small amount of the i r o n i s contained i n the matte; the remainder i s i n t h e high-copper i r o n al loy. The a l l o y , when c h i l l e d rap id ly , i s amenable t o granula t ion by crushing, o r i t niay be sho t t ed by being poured through a jet of water. These are materials t h a t can be subs t i t u t ed f o r scrap cans i n the cementa- t ion of copper from leach solut ions. Copper and s i l ve r would be recovered from both matte and the consumed i ron.
Matte smelting wi th p y r i t e produces a matte conta in ing e s s e n t i a l l y a l l of the silver, about 80 percent of the copper, and 37 percent of t h e i ron ; a co-product i s an iron-copper a l loy containing a l l of the remaining i r o n and copper.
Extract ion wi th metallic lead recovers e s s e n t i a l l y a l l 'of the copper from t h e molten iron-copper a l loy with l i t t l e o r no loss of i ron. s u l f i d e s are present i n the iron-copper metal, calcium ca rb ide can extract the s u l f u r i n a s l a g and l i b e r a t e copper f o r subsequent d i s s o l u t i o n i n metal- l i c lead. The decoppered, desulfured i r o n would be an acceptab le foundry i ron .
I f copper
Treatment of t h e molten copper-iron a l loy wi th sodium s u l f a t e reduced copper and s u l f u r from 6.28 and 2.75 percent t o 0.05 and 0.08 percent , respec- t i v e l y . For t h i s range of re f in ing , i r o n lo s s t o t h e s l a g w a s about 25 percent.
109

I n a p a p e r descr ibing the development of a s m a l l commercial f a c i l i t y located i n L a r a m i e , Wyoming, t o produce zinc s u l f a t e monohydrate from z inc smelting f l u e d u s t , some very posit ive' r e s u l t s are presented (240, 241).
I n the p l a n t , the zinc f l u e dust w a s conveyed from the s t o c k p i l e i n t o an a g i t a t e d s l u r r y tank. s o l u t i o n from t h e wash f i l t e r o r barren l i quor from so lven t e x t r a c t i o n . s l u r r y w a s pumped t o a heated a i r sparged leach tank where i t w a s a g i t a t e d with a r e t e n t i o n t i m e on the order of e i g h t hours.
There i t w a s s l u r r i e d with d i l u t e s u l f a t e The
Exposure of t he s l u r r y t o an oxidizing environment converted s o l u b l e f e r rous i r o n t o in so lub le f e r r i c i ron which, upon pH adjustment and s e t t l i n g and f i l t e r i n g , reduced the i r o n content of the zinc s u l f a t e s o l u t i o n t o a n e g l i g i b l e l e v e l . An a d d i t i o n a l advantage of a i r sparging w a s t h a t as t h e f e r r i c i r o n w a s removed, o the r i m p u r i t i e s such as a r s e n i c , were co-precipi ta ted.
Slurry was continuously pumped t o thickeners where pregnant l i q u o r w a s separated from the insolubles . Simple f i l t e r i n g methods were employed such as a pre-coat vacuum f i l t e r o r sand bed t o remove suspended s o l i d s . The f i l t e r cake w a s repulped with water and r e c i r c u l a t e d t o either l e a c h or thickners . Thickener underflow (which contained lead, and some silver and cadmium, e t c . ) , w a s s tockp i l ed f o r fu tu re processing.
The c l a r i f i e d pregnant l iquor w a s then subjected t o f u r t h e r p u r i f i - ca t ion . with t h e l i q u o r t o r ep lace copper, cadmium, and si lver i o n s This s l u r r y w a s then f i l t e r e d through p res su re f i l t e r s t o remove t h e s o l i d impur i t i e s . p u r i f i e d z i n c s u l f a t e s o l u t i o n (12 percent contained z inc ) can be marketed as s o l u t i o n grade o r can be used as feed f o r the spray d rye r and g ranu la to r .
The spray d r i ed z i n c s u l f a t e monohydrate w a s a free-flowing, g ranu la r
The l i q u o r w a s pumped t o an a g i t a t e d tank where z i d u s t w a s mixed
The
white s o l i d . The product had a p a r t i c l e s ize d i s t r i b u t i o n of 2 percen t , 325 mesh, 65 percent 4-200 mesh, which w a s comparable t o o t h e r commercial products. The product w a s marketed by d i s t r i b u t o r s t o both a g r i c u l t u r a l and indus t r ia l s ec to r s .
I n o t h e r r e sea rch work i t has been demonstrated on a l a b o r a t o r y scale, as f e a s i b l e t o recover z inc oxide from s l a g produced by t h e Imper i a l Smelting Process (239). ope ra t ion i n which zinc-bearing o re concentrates are reduced by carbon a t high temperature. A t one end of the b l a s t furnace a s l a g is produced. composition of t h e s l a g varies with the type of gangue p resen t i n t h e ore concentrates; i t can con ta in up t o 10 percent by weight of z i n c oxide.
The method devised t o concentrate and recover t h e z i n c oxide present i n t h e s l a g is presented i n Reference 239. l iminary r e f i r i n g cyc le , which enables t h e concentrat ion of almost t h e whole of t h e z i n c a v a i l a b l e i n the s l a g i n a newly formed phase, a mag- n e t i t e - f r a n k l i n i t e s o l i d solution.(Fe304-ZnFe204), embedded i n a
This smelting process is based OR a b l a s t fu rnace
The
It is based on a pre-
110

glassy ground mass. Su l fu r i c acid leaching treatment was found t o exh ib i t a s e l e c t i v e dissolving a c t i o n , leaving most of t he zinc-bearing phase as a s o l i d r e s idue .
An o v e r a l l recovery of about 85 percent of the t o t a l z inc ava i l ab le i n the o r i g i n a l s l a g w a s obtained af ter 8.5 hours of leaching ac t ion of a 2 percent s u l f u r i c acid so lu t ion a t a t temperature of 100°C.
4.5 LEAD INDUSTRY
4.5.1 Me t a l Recovery Processes
The Cominco smelter, located a t Trai l , B r i t i s h Columbia, Canada, produces 200,000 tons of lead bullion annually i n conventional b l a s t furnaces. The r e s u l t i n g s l a g from these furnaces, 231,400 tons annually, containing 18 percent z inc and 2.5 percent lead, i s t r e a t e d d i r e c t l y i n the s l a g fuming p l a n t f o r the recovery of these metals and other valuable metals present i n smaller q u a n t i t i e s (155).
Slag fuming i s ca r r i ed out on a 60 ton batch process i n completely water-jacketed furnaces where the s l a g i s blown with a mixture of powedered coal and a i r . The coal-to-air r a t i o i s con t ro l l ed t o maintain s t rongly reducing condi t ions, thus, fuming the metals from the s l a g . The metal va- p o r s are subsequently re-oxidized with a i r above the bath. The mixture of oxides i s c a r r i e d from the furnace by the gases through waste heat b o i l e r s and cool ing f l u e s t o a baghouse where they are control led.
The s l a g fuming p l an t , under normal condi t ions, w i l l treat 770 tons of s l a g da i ly . rate of z inc , which is a funct ion of t h e composition of t he s l a g , and on the ecomomics, which d i c t a t e the extent t o which z i n c is fumed from the s l ag . Zinc and l ead co l l ec t ed d a i l y as fume average 125 tons and 19 tons, respec- t i v e l y , corresponding t o recoveries of 89 percent z inc and 98 percent lead from t h e s l a g .
The throughput i n t h e p l a n t i s dependent on t h e fuming
I n other research work, i t w a s found t h a t on a p i l o t p l a n t scale, copper could be recovered from copper-lead dross , a by-product of t he re- f i n i n g of l e a d bu l l ion produced by t h e Imperial Smelting Process (55).
This dross contains some 27 percent copper, 50 percent lead, 4 percent z i n c , and one percent sulfur . An ammonium carbonate leach a t atmos- pheric temperature and pressure removed t h e copper from the dross while the lead z i n c and precious metals remained i n the leach residue f o r r e t u r n t o t h e smelter. The leach so lu t ion containing t h e copper w a s then p u r i f i e d by l i qu id - l iqu id ion exchange using L I X 6 4 N i n a kerosene d i l u t e n t . t h e r eges t e red trademark of a range of hydroxy oximes marketed by General M i l l s , Inc . ) 5H20 and w a s operated f o r some 50 days on a two s h i f t bas i s . of e x c e l l e n t p u r i t y was produced, and the r e s u l t s obtained ind ica t ed that a copper recovery of 90 percent from the dross could be expected from a com- mercial i n s t a l l a t i o n .
( L I X i s
4' The p i l o t p l a n t had a capaci ty of 1.5 pounds per hour of CuSo Copper s u l f a t e
111

5.0 SELECTED RESOURCE RECOVERY PROCESS AND WASTE MANAGEMENT APPROACHES
i
The preceding sec t ions of t h i s r epor t have presented desc r ip t ions of t he va r ious smelting and r e f in ing i n d u s t r i e s and t h e p a s t , present , and proposed resource recovery techniques a v a i l a b l e t o t h e industry. This has included desc r ip t ions of each resource recovery process, i ts s t a g e of de- velopment, t h e waste streams t o which i t can be appl ied, and t h e ma te r i a l t h a t can be recovered. This s ec t ion w i l l h ighl ight s e l ec t ed resource re- covery p r a c t i c e s o r processes which have p o t e n t i a l f o r g rea t e r app l i ca t ion wi th in t h e industry. This i s not t o say t h a t these waste u t i l i z a t i o n techniques w i l l be advanced by increased awareness, but t h a t t h e s e selected u t i l i z a t i o n s are among those which have t h e least amount of disadvantages t o overcome.
Section 5.1 presents those processes i d e n t i f i e d i n Sect ion 2 t h a t are supported by s i g n i f i c a n t research and/or proven experience. f e l t t h a t t h e s e could be f u r t h e r u t i l i z e d within t h e indus t ry i f c e r t a i n condi t ions changed. The f e a s i b i l i t y of using a s p e c i f i c waste resource depends on a number of f a c t o r s , many of which are i n t e r r e l a t e d . source recovery processes were evaluated f o r technological , economic, re- gulatory, and i n s t i t u t i o n a l f a c t o r s and w e r e i n general , found t o be favorably influenced by one o r more of t h e s e f ac to r s . However, general ly no opt ion w i l l be widely implemented u n l e s s e i t h e r it is economically p r o f i t a b l e , or required by l a w .
It is
These re-
Sect ion 5.2 i d e n t i f i e s those r e source recovery processes t h a t FAL f e e l s could p o t e n t i a l l y have g r e a t e r app l i ca t ion wi th in t h e industry but are only supported by 1 imi t ed . r e sea rch o r appl icat ions. These pro- cesses are under active i n v e s t i g a t i o n and each could p o t e n t i a l l y reduce t h e waste accumulations, o r t he c o s t s of treatment and disposal .
5.1 KEY AREAS FOR INCREASED RECOVERY
There are th ree ways t o inc rease t h e state-of-the-art of resource recovery of t h e smelting and r e f i n i n g indus t ry :
o Increasing t h e level of development of recovery processes
o Expanding t h e t r a n s f e r a b i l i t y of waste o r recovered materials
o Developing a d d i t i o n a l recoverg/utilization processes o r iden t i fy ing a d d i t i o n a l w a s t e streams from which materials may be recovered
In o rde r t o success fu l ly expand cu r ren t resource recovery/waste u t i l i z a t i o n p r a c t i c e s , t h e s e methods must be appl ied t o those areas with t h e g rea t e s t l i ke l ihood of success. art can be advanced, but they alone do n o t determine which resource recovery processes have t h e bes t p o t e n t i a l f o r being advanced. must be considered i n s e l e c t i n g those processes that have t h e g r e a t e s t p o t e n t i a l .
These t h r e e methods descr ibe how t h e state-of-the-
Additional f a c t o r s

i I I ! 1 !
! I
8
Each of the 59 resource recovery processes o r practices reviewed i n t h i s study have varying degrees of p o t e n t i a l f o r advancement. However, some of t h e processes have more p o t e n t i a l , as mentioned ear l ie r , i n the form of fewer disadvantages t o overcome. This s ec t ion presents those pro- cesses s e l e c t e d f e l t t o be r ep resen ta t ive of resource recovery processes i n the smelt ing and r e f i n i n g industry which exhibi t fewer disadvantages, and thus represent the best p o t e n t i a l f o r fu r the r use. are:
Those s e l e c t e d
0
0
0
0
0
0
0
0
0
0
0
Coke p l a n t tar used as a f u e l BOF s l a g used as an aggregate S t e e l making dust recycled t o t h e b l a s t furnace E l e c t r i c furnace dust recycled t o the b l a s t furnace Open hearth furnace d u s t recycled t o t h e b l a s t furnace Metal recovery from red mud Red mud used i n construct ion Red mud as i n SO2 absorbent Metal recovery from copper s l a g M e t a l recovery from z i n c smelter residue Copper recovery from l ead smelter dross
The reason f o r such a s h o r t l ist of processes with p o t e n t i a l f o r
Much of the high volume wastes generated are being advancement is t h a t waste r ecyc l ing i n t h e smelting and r e f i n i n g Industry 1s p rac t i ced widely. u t i l i z e d within the p l a n t s , o r enjoy s t rong market demands on t h e outs ide. For example, b l a s t furnace s l a g s are generated a t a ra te of approximately 30 million t ons per year. Y e t in.some smelting p l a n t s very l i t t l e s l a g is ever accumulated, due t o i t s r e c y c l a b i l i t y and use as an aggregate. f o r e , t h e resource recovery processes se l ec t ed he re f o r reasons of p o t e n t i a l increased use , were s e l e c t e d because they have not been accepted’ or pract iced widely, b u t have been proven t o be a t least technological ly f e a s i b l e . Emphasis was placed on those wastes which are normally l a n d f i l l e d .
There-
The s e l e c t i o n of t hese resource recovery processes, based on t h e cons ide ra t ion of four general f a c t o r s , w i l l be examined i n t h e following pages. These f a c t o r s used t o assess t h e advantages and disadvantages of each process are:
o Technological o Economic o Regulatory o I n s t i t u t i o n a l
Included In t hese four general areas are such f a c t o r s as: applica- t i o n of t h e process t o more than one waste stream; q u a l i t y and volume of research suggesting the p o t e n t i a l f o r advancement; s t a g e of process o r tech- nology development ou t s ide the United S t a t e s ; and cu r ren t and f u t u r e market f o r recovered materials o r waste-derived products. Thus, t h e advancement p o t e n t i a l f o r each process can be defined by examining each of t h e s e general a n a l y s i s areas (selectson cri teria) wi th in t h e context of t h e available information.

This section and following subsections present the analysis of these resource recovery and waste utilization areas with regard to the four selection criteria. These criteria are described in more detail below.
5.1.1 Technological Selection Criterion
The technological evaluation of a process primarily determines whether or not the technology is developed, or significantly far enough along, to successfully recover or utilize waste materials. This evalua- tion includes the use of the process in the United States as well as the successful technological development of the same, or similar process, in other industries or countries. For example, a technology may be commonly practiced in Europe, but not implemented nor researched in the United States. Under these circumstances, the technology would have good potential for ad- vancement through implementation in the United States.
Even if the technology exists or has been proven, there may be other technological considerations affecting its potential. These con- siderations include, but are not limited to, adaptability of present equipment, changes in product quality, limited process applications, or equipment problems due to waste streams being treated. either enhance or prevent the use of a technologically proven system.
Such factors can
Figure 5-1 presents the various technological advantages and disadvantages that were evaluated for each resource recovery or waste utilization process'in order to assess the overall influence of this. criterion.
Studying Figure 5-1, it'can be seen that all of the processes are technically feasible and that the advantages generally outweigh the disadvantages. logically feasible in order for it to be considered for implementation within the industry. unproven or pmblem-ridden process for resource recovery when other proven waste management practices exist.
This corresponds to the need for a process to be techno-
Few establishments will opt for a technologically
These processes are the most likely to experience continued or : more widespread utilization in the future, due to the extent of their demonstratable technology.
5.1.2 Economic Selection Criterion
The main purpose of the economic evaluation is to illustrate whether This considers cost competitive- or not the process is economically feasible.
ness with conventional materials or with conventional waste. treatment/dis- posal techniques. investment required and market and marketing conditions.
Also considered are factors such as additional capital
114

I I I I I I S t e e l -
ke Tar WF Slag makina Dust b c y c l e d to
Anal ria C r l t e r l a F u e l A re a t e Blast Furnacd
Technology Exists
Used i n the U.S.
Used I n Ocher Coun cr f as 0
I 1 I
Applicable to I Majority of P l a n t s o 0 I X
Technology Unproven on a C o w r c i a l Scllt I I - KEY: o C r i t e r i o n a p p l i e s
HA C r i t e r i o n doer not apply x
Source: Franklin A s s o c f a t t s , Ltd.
b y or MY not be true deprndlng upon proccsa u t i l i z e d
Figure 5-1. Technologilcal Advantages and Disadvantages of Selected

Economics plays a very decis ive r o l e i n t h e undertaking of any p ro jec t . This is e spec ia l ly so when economic b e n e f i t s are vague and p a r t i a l l y unpredictable which is q u i t e o f t e n the case i n implementing new technologies. rarely be considered unless i t can provide a savings of some s o r t . The savings can be i n the form of marke tab i l i t y of t he recovered material, reduced d i sposa l c o s t s , reduction i n raw material requirements o r some combination of t hese th ree f ac to r s .
Even though a process may be technological ly proven, i t w i l l
As can be seen i n Figure 5-2, economic f e a s i b i l i t y must, i n most cases, be determined on an individual bas i s . ope ra t e s economically a t one plant may not work a t another. i n smelting o r r e f i n i n g processes o r equipment can make some recovery tech- nologies economically unfeasible .
A recovery process t h a t Small v a r i a t i o n s
Also, economics are r e l a t i v e t o ind iv idua l p l a n t l o c a t i o n s and s i t u a t i o n s . Smelting and r e f i n i n g p l a n t s located i n areas where land values are no t very high w i l l f e e l no urgent economic reasons f o r re- cyc l ing o r u t i l i z i n g t h e i r waste products when they can be s to red o r i m - pounded on r e l a t i v e l y inexpensive land.
Thus, t h e economic advantages of t h e processes presented i n ' Figure 5-2 are not as c l e a r l y defined as are t h e t echno log ica l advantages. However, several of t h e se l ec t ed resource recovery processes do enjoy economic advantages i n p a r t i c u l a r i n s t ances and, coupled with t h e i r tech- n o l o g i c a l advantages, are cu r ren t ly being p rac t i ced i n t h e industry. These processes are:
o Coke tar as f u e l o BOF s l a g as aggregate o ' Steelmaking d u s t recycled to t h e b l a s t furnace o Electric furnace dust recycled t o t h e b l a s t
furnace o Open hea r th furnace d u s t recycled t o t h e b l a s t
furnace o Metal recovery from copper s l a g o Red mud SO2 absorbant
These resource recovery processes l i s t e d above are being p r a c t i c on a l i m i t e d bas i s . As mentioned previously, economics is t h e c r u c i a l factor i n most cases and thus l i m i t s t h e widespread u t i l i z a t i o n of t hese recovery processes. f u t u r e p o t e n t i a l t o spread i f and when certain condi t ions change relevant t o p l a n t requirements f o r implementation.
The reason they are included h e r e is because of t h e i r
116

... ..
I I Y I I Processes X
Uneconomical for I Small F a c i l i t i e s I I I o I
- KEY: o C r l t e r i o n a p p l i e s ? Unable t o de tern ine f r ~ p data x y
May or may nut be true depending upon ind iv idua l prac t i cer and processes Xay or may not be true depending upon d i s t a n c e from waste source
Source: Frankllo Assac la ter . Ltd.
Figure 5-2. Economic Advantages and Disadvantages of Selected Resource Recovery Processes

. .
5.1.3 Regulatory Select ion Cr i t e r ion
Federal , s ta te , and l o c a l regulat ions can l i m i t t h e use of a re- source recovery process o r a recovered material. specify contaminent l e v e l s i n products o r the q u a l i t y of t h e material used i n o the r products. Also, i n s t a l l a t i o n of pol lut ion c o n t r o l devices f o r re- source recovery processes may be required i n order t o m e e t emission, h e a l t h , and s a f e t y s tandards.
These r egu la t ions may
Regulations can a l s o i n d i r e c t l y f o s t e r t h e use of a resource re- covery process. The r egu la t ions may make current d i s p o s a l p r a c t i c e s un- economical, thus fo rc ing the waste generator to e i t h e r change t h e d i s p o s a l p r a c t i c e o r recover t h e materials i n t h e waste. resource recovery more cos t - e f f ec t ive than current d i s p o s a l p r a c t i c e s . I n add i t ion , r educ t ion of s o l i d and l i q u i d waste streams through resource re- covery may s i g n i f i c a n t l y reduce the impact of app l i cab le r egu la t ions .
A l s o , r egu la t ions may make
Figure 5-3 summarizes the advantages and disadvantages a s soc ia t ed with t h e i n d i v i d u a l resource recovery processes, due t o va r ious r egu la t ions . A key i s s u e is whether o r not the process o r product is of r egu la to ry con- ce rn a t e i t h e r t h e Federal , state, or l o c a l levels . The absence of regula- t o r y concern can be viewed as a clear advantage t o a resource process s i n c e t h i s e l imina te s t h e need t o conform t o regulatory requirements.
In t h e metal smelting and r e f i n i n g industry, many of t h e resource recovery processes u t i l i z i n g waste streams recycle t h e wastes back i n t o t h e production process and are thus not independently s u b j e c t t o r egu la to ry control . how much waste can a c t u a l l y be recycled back i n t o production.
Product grade and s p e c i f i c a t i o n s play t h e major r o l e i n determining
However, i n cases where t h e waste product is removed from t h e p l a n t and u t i l i z e d elsewhere, s tate and l o c a l r egu la t ions may apply. example, u s ing BOF s l a g as aggregate, o r red mud in cons t ruc t ion products, w i l l be s u b j e c t t o state and l o c a l bui lding codes which contain mix, s t r eng th , and s t r u c t u r a l spec i f i ca t ions .
For
5.1.4 I n s t i t u t i o n a l Se lec t ion Criteria
Indus t ry a t t i t u d e s toward resource recovery p r a c t i c e s depend on a number of f a c t o r s including: favorable or unfavorable impression of success c rea t ed by the o t h e r t h r e e s e l e c t i o n criteria, resistance t o change, and t h e s p e c i f i c n a t u r e of che smelting and ref.ining industry. i n generai , t h e only way a change i n c u r r e n t waste management p r a c t i c e s w i l l occur i s i f t h e o t h e r t h r e e cri teria ( technological , economic, a n d regulatory) are p o s i t i v e . These f a c t o r s l a r g e l y g o v e r n a n indus t ry ' s perception as t o whether o r no t a re- covery process w i l l be successful . This perception, i n t u r n , i n f luences t h e wi l l i ngness of an indus t ry t o t ry a recovery process. For example, i f a resource recovery process is percesved as not being success fu l based on p o t e n t i a l o r a c t u a l technological o r economic problems, t hen indus t ry i s l i k e l y t o be unwil l ing t o implement t h e process whether o r no t t h e perception i t s e l f i s accurate .
118
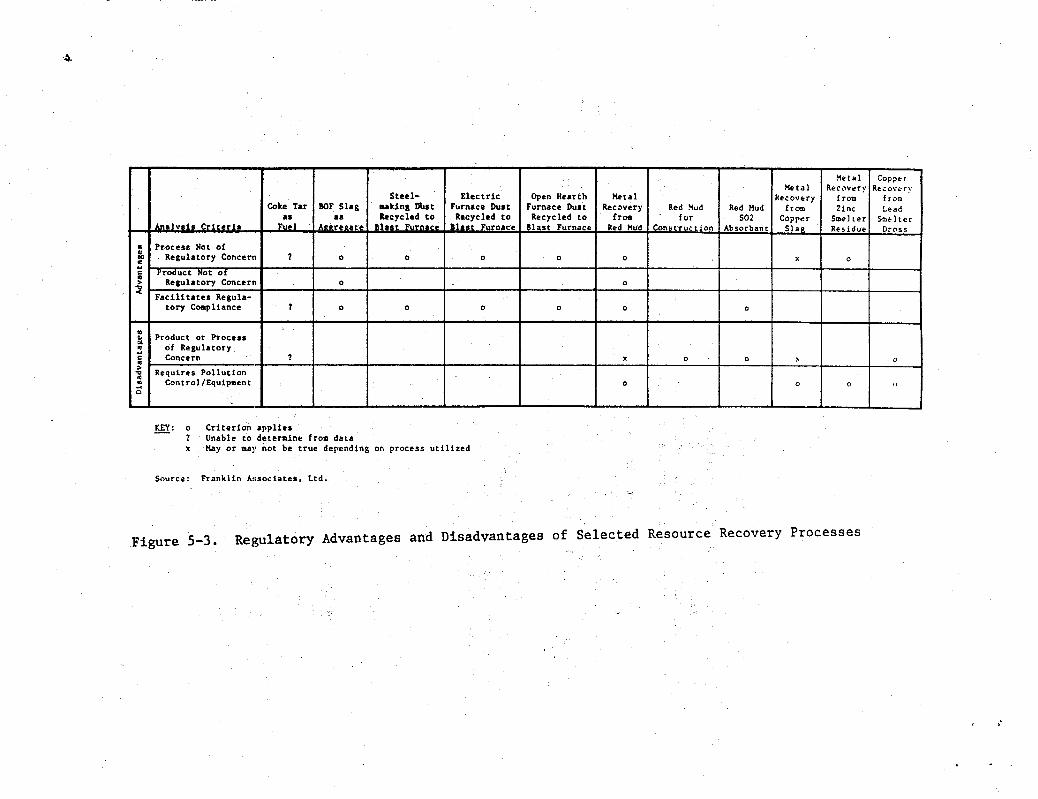
a
Product or Process of Regulatory Concern
Requlres Pollution t- ControlIEqulpment I X 0 0 \ @
0 0 0 ,
- KEY: o Criterion applies ? Unable to determine from data x b y or may not be true depending on process utilized
Source: Franklin Associate., Ltd.
Figure 5-3. Regulatory Advantages and Disadvantages of
. -
Selected Resource Recovery Processes
I .

,
- K E Y : o Cr,iiLerionl a p p l i e s
Hay or may not be true depending upon i n d i v i d u l plant ? Unable to determine from data x
Source: Franklin Associates. Ltd.
i
Figure 5-4. Institutional Advantages and Disadvantages of Selected Resource Recovery Processes

A t t i t u d e s of industry personnel and l o c a l r e s i d e n t s a l s o a f f e c t t h e implementation of resource recovery processes. A t t he management l e v e l , t he re may be r e s i s t ance t o changing o r replacing proven processes o r materials with newer ones, especial ly i f the o lde r processes and materials have been used f o r a long t i m e . workers as a t h r e a t t o t h e i r job secu r i ty . Also, implementation of new processes may r equ i r e workers t o l ea rn new jobs o r processing techniques. Addit ional ly , r e s iden t s near an i n d u s t r i a l f a c i l i t y may object t o t h e in- s t a l l a t i o n of new equipment, especial ly i f such equipment i s perceived as a source of substances t h a t may threaten t h e i r hea l th o r the surrounding environment.
Such s i t u a t i o n s may be perceived by t h e
Addit ional ly , t h e r e is a n a t u r a l re luctance on the p a r t of i ndus t ry engineers t o use materials t h a t by t h e i r very name, "waste materials,'' imply t h a t they are i n f e r i o r t o conventional mater ia ls . On t h e other hand, one must guard a g a i n s t the e n t h u s i a s t i c and sometimes exaggerated c l a i m s of researchers who have invest igated the process i n l abora to ry s t u d i e s .
A t t i t u d e s toward resource recovery and waste u t i l i z a t i o n depend
Figure 5-4 on the o v e r a l l inf luence of t h e other t h ree cri teria ( technological , economic, regulatory) as w e l l as a number of sub jec t ive considerat ions. presents t he i n s t i t u t i o n a l f a c t o r s t h a t w e r e evaluated t o determine t h e o v e r a l l i n f luence of ' t h i s c r i t e r i o n on t h e advancement p o t e n t i a l of t h e se l ec t ed resource recovery processes.
From Figure 5-4 i t can be seen t h a t t h e r e has been a l imi t ed wil l ingness t o incorporate resource recovery processes. This is a r e f l e c t i o n of t he f a c t that some companies are more progressive than o t h e r s i n t h e i r concerns about waste recycling. chance of succeeding if t h e plant operators are determined t o make it work. This determinat ion t o succeed f a c t o r w a s an underlying key i n each of t h e success fu l a p p l i c a t i o n s of waste u t i l i z a t i o n processes reviewed i n t h e l i t e r a t u r e . Thus t h i s i n s t i t u t i o n a l criteria can be considered as im- por tant as the preceeding t h r e e criteria; technology, economic, and regulatory.
A recovery process has a much b e t t e r
5.1.5 Summary of Analysis
This s ec t ion p resen t s a summary of t h e analyses of t h e key resource recovery and w a s t e u t i l i z a t i o n areas with regard t o t h e four s e l e c t i o n cri- teria. The r e s u l t s of t h i s ana lys i s are presented i n Figure 5-5. This f i g u r e i l l u s t r a t e s the inf luence of t h e s e l e c t i o n cri teria on t h e p o t e n t i a l f o r g r e a t e r a p p l i c a t i o n and development of these s e l e c t e d processes.
This inf luence may be p o s i t i v e , negative, o r even v a r i a b l e depend- i n g on s p e c i f i c i ndus t ry o r process parameters and c h a r a c t e r i s t i c s . The o v e r a l l p o t e n t i a l of a recovery' process depends on a l l f o u r f a c t o r s , thus a
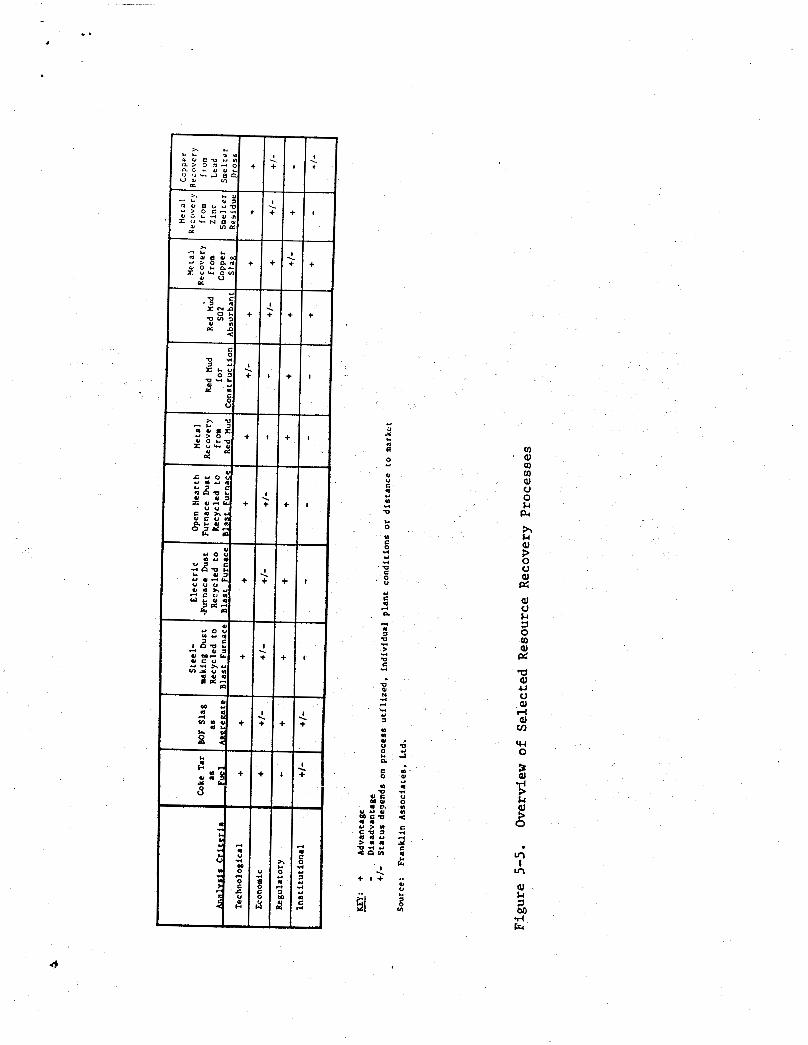

negative in f luence of one f a c t o r does not necessa r i ly preclude t h e process from having good advancement potent ia l . _Although t h e s e fou r s e l e c t i o n cri teria have been l a r g e l y discussed independently, they are i n f a c t i n t e r - dependent. The i n s t i t u t i o n a l s e l ec t ion c r i t e r i a i s l a r g e l y a f f e c t e d by t h e o the r t h r e e cri teria. The o the r t h ree f a c t o r s ( t echno log ica l , economic, and r egu la to ry ) are a l s o interdependent. on emissions can r e s u l t i n technological problems i n t r y i n g t o adapt t he system t o meet these regulatory standards. c o s t of t h e system t o t h e point t h a t i t is no longer economical.
For example, r egu la to ry c o n t r o l s
This i n t u r n can inc rease the
Analysis of Figure 5-5 reveals t h a t some of t h e s e l e c t e d re- source recovery processes have an advantage f o r continued o r increased
i n j u s t one of t h e four evaluat ion f a c t o r s , many of t h e s e l e c t e d processes could r e a l i z e g r e a t e r u t i l i z a t i o n po ten t i a l . As noted earlier, t h e economics o f a p a r t i c u l a r process p l ays the heaviest r o l e i n implementation dec i s ions , and t h e economics of most of the smelting r e s o u r c e . r e c o y e u processes.must be evaluated on an ind iv idua l bas i s .
. u t i l i z a t i o n . ' Furthermore, i t can be seen t h a t with a change f o r t h e p o s i t i v e
Another point t o no t i ce in Figure 5-5 , i s t h a t none of t h e recovery processes scored a p lus i n every cri teria, which would i n d i c a t e widespread u s e of t he waste, r e s u l t i n g i n very small accumulations of t h e waste pro- duct. u t i l i z e are n o t being completely consumed, and thus s t o c k p i l e s are accumula- t ing. Therefore, these recovery processes represent f u t u r e p o t e n t i a l f o r t h e recovery of as y e t , under u t i l i z e d waste materials.
These recovery processes were chosen because t h e waste products they
5.2 EtERGING TECHNOLOGIES WITH GOOD P O T E N T W
In add i t ion t o t h e se l ec t ed recovery processes presented i n Section 5.1, t h e r e are several o t h e r s t h a t are f e l t may prove va luab le t o t h e indus t ry i n t h e fu tu re . These processes are:
o o o
Steelmaking s l a g as c o a l s p o i l acid n e u t r a l i z a t i o n Steelmaking s l a g as an SO2 absorbant Steelmaking f i n e s as i n d u s t r i a l pigments
The f i r s t has reached t h e s t a g e of a small scale f i e l d t r ia l , t h e second is still under review i n research s tud ie s , and the t h i r d ' h a s reached f u l l scale u t i l i z a t i o n i n Austral ia . widespread use r e s u l t i n g i n raw material savings, pro-vidiag t h e i n i t i a l favorable r e s u l t s can be dupl icated on a commercial scale i n t h e United S ta t e s . Each i s discussed i n the following pages.
These t h r e e have t h e p o t e n t i a l f o r
5.2.1 Steelmaking Slag as Coal Spoil Acid Neu t ra l i za t ion (197)
Experiments conducted a t t h e Butler County Community College, Butler County Pennsylvania (197), have shown on a l abora to ry scale, that t r e a t i n g
!
123
I

c o a l mining and washing wastes with steelmaking s l a g , can n e u t r a l i z e t h e a c i d i c p r o p e r t i e s of t hese wastes. The r e s u l t s of water leaching va r ious combinations of spoil-slag mixtures showed t h a t a l l of t h e drainages were neu t r a l i zed a f t e r a few weeks of r eac t ion and a l l w e r e r e l a t i v e l y free of heavy metal leachates .
The ind ica t ion i s t h a t steelmaking s l a g , layered o r mixed i n t o t h e s p o i l i t s e l f , can surpassiand negate the formation and r e l ease of acid as i t occurs. One cubic yard of s l a g can apparently cope with the acid p o t e n t i a l of four t o s ix cubic yards of s p o i l . Although t h e sources of steelmaking s l a g tend t o be remote from t h e sites of c o a l production, they are connected, at l e a s t t h e o r e t i c a l l y , by a steady stream of empty coal- ca r ry ing veh ic l e s .
I f f u r t h e r planned tests of t h i s process succeed, t h e r e is t h e p o t e n t i a l f o r reducing a ve ry , cons ide rab le current expense f o r acid t reat- ment operat ions.
5.2.2 Steelmaking Slag as an SO:, Absorbant (197)
In a Brookhaven National Laboratory r epor t , BNL 50891, e n t i t l e d "Regenerative Process f o r Desulfur izat ion of High-Temperature Combustion and Fuel Gases-Quarterly Progress Report No. 9," it w a s s t a t e d , i n p a r t , t h a t several calcium sil icates had higher s u l f a t i o n rates and s u l f a t i o n c a p a c i t i e s t han pure burnt l i m e , a common substance used f o r s u l f u r ab- sorbt ion. The si l icates used i n t h e experiments were c o s t l y , synthesized reagent chemicals. Since then t h e Brookhaven people have looked a t steelmaking s l a g s as a n abundant and cheap supply of calcium sil icate.
In addi t ion, t h e silicates were easier t o r egene ra t e than l i m e .
I t , i s a use s t i l l t o be proven, but Brookhaven has undertaken t o s tudy t h e u s e of steelmaking , s lags f o r s t a c k s u l f u r con t ro l . I f a p r a c t i c a l technology can be devised, i t would represent a world wide waste u t i l i z a t i o n c a p a b i l i t y .
5.2.3 Steelmaking Fines as I n d u s t r i a l Pigments
A f u l l scale u t i l i z a t i o n of steelmaking f i n e s f o r pigments in t h e cement and p a i n t i n d u s t r i e s , by an Austral ian firm, is descr ibed i n Re- f e r ence 175.
Accnrding to the Austral ian company which r epor t ed t h e f a c t s , sales and acceptance of t hese a l t e r n a t i v e pigments have been successful .
The brown pigment is derived from steelmaking fume produced in t h e bas i c oxygen steelmaking process. produced in t h e regeneration of hydrochloric acid l i q u o r used f o r steel p i ck l ing . t i o n r o a s t i n g t o form magnetite which is then processed t o a f i n e black pigment. l i q u o r which is used f o r pickl ing steel i n some p lan t s .
The red is der ived from i r o n oxide
The black can be derived from any f i n e i r o n oxide dus t by reduc-
The yellow can be derived from n e u t r a l i z a t i o n of s u l f u r i c acid

These pigments are new grades based on syn the t i c i ron oxides , and s t r ic t q u a l i t y con t ro l procedures have been developed t o ensure con- s i s t e n t co lo r grading.
I f t h i s technology could be imported t o t h e United States , i t would represent an add i t iona l opportunity f o r the u t i l i z a t i o n of i r o n oxide wastes which are not now being completely recycled.