cybertesis.uni.edu.pe › bitstream › uni › 11653 › 1 › diaz_rd.pdf · universidad nacional...
TRANSCRIPT

1
UNIVERSIDAD NACIONAL DE INGENIERIA
F A C U L T A D D E I N G E N I E R I A G E O L O G I C A
M I N E R A Y M E T A L U R G I A
E S C U E L A D E I N G E N I E R I A M E T A L U R G I C A
“MEJORAMIENTO DEL PROCESO DE NEUTRALIZACION
DE LODOS DE ALTA DENSIDAD EN LA MINA
QUIRUVILCA”
INFORME DE INGENIERIA
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO METALURGICO
PRESENTADO POR:
DAVID LUIS DÍAZ ROBLES
LIMA - PERÚ
2006

2
AGRADECIMIENTO
El presente trabajo no se habría concretado sin la valioso apoyo recibido de mis
padres y hermanos quienes me ayudaron en mi formación universitaria y luego
me incentivaron desinteresadamente para llegar a una meta propuesta.
También mi agradecimiento a los profesores de la Escuela Profesional de
Ingeniería Metalúrgica De la Universidad Nacional de Ingeniería quienes me
brindaron una formación sólida para cumplir con los requerimientos de gestión
de los procesos metalúrgicos.

3
DEDICATORIA
El presente trabajo dedico a mis padres:
Manuel Díaz Montalvo
Dominga Robles Jesús
Mis hijos Jean Piers y Brian
Y 8 hermanos por todo lo que representan para mí.

4
“MEJORAMIENTO DEL PROCESO DE NEUTRALIZACION DE LODOS DE
ALTA DENSIDAD EN LA MINA QUIRUVILCA”
CONTENIDO
RESUMEN 11
OBETIVOS DEL ESTUDIO 12
INTRODUCCION 13
CAPITULO I
1 Aspectos generales 15
1.1 Antecedentes 15
1.1.1 Pan American Silver S.A.C Mina Quiruvilca 15
1.1.2 La planta de neutralización HDS 16
1.2 Ubicación geográfica 17
1.3 Importantes cambios en la planta concentradora 17
1.4 La planta concentradora 20
1.4.1 Tratamiento y recuperación de aguas en la planta 21
1.4.1.1 Recuperación de aguas de los o/f de espesadores 21
1.4.1.2 Recuperación del agua decantada de la relavera 21
1.4.1.3 Neutralización en la relavera Santa Catalina 22
1.4.1.4 Neutralización de agua acida en la Planta HDS 22
1.5 Disposición de relaves en la relavera de Santa Catalina 22
CAPITULO II
2 Sistema de gestión de planta concentradora 23
2.1 Modelo calidad total planta 23
2.1.1 Cronograma de implementación 24
2.2 Estructura organizacional de la planta concentradora 24
2.2.1 Organigrama de gestión de la calidad total planta 25
2.3 Elementos organizativos 25
2.4 Misión planta 26
2.5 Visión planta 26
2.6 Valores planta 26
2.7 Política de calidad planta27 27
2.8 Matriz FODA y claves de gestión 28
2.9 Identificación de las necesidades de los clientes PC. 29

5
2.10 Resultados de gestión 2004-2005 30
2.10.1 Indicadores de gestión 30
2.10.2 Costos 31
2.10.3 Resumen de costos planta 2004 31
CAPITULO III
3 La planta de neutralización HDS 32
3.1 Resumen costo construcción de la planta de neutralización 32
3.2 Gestión de la planta de neutralización 33
3.2.1 Planta HDS en la organización PASSAC Mina Quiruvilca 33
3.3 Funciones de la Planta HDS dentro de la Mina Quiruvilca 33
3.4 Estrategias 34
3.5 Estadística de datos de operación de la planta de neutralización 34
3.6 Estadística de datos de operación del primer año de arranque 36
3.7 Datos operativos cuando arranco y actual 36
3.8 Diagrama de la planta neutralización HDS Mayo 1999 37
3.9 Diagrama actual de la planta de neutralización 38
CAPITULO IV
4 Química del proceso de neutralización HDS 39
4.1 Formación de la lechada de Cal 39
4.2 Mezcla de lodos con lechada de cal 39
4.3 Reacciones de neutralización y precipitación 40
4.3.1 Reacciones de neutralización por Hidróxido de Calcio 40
4.3.2 Reacciones de neutralización por el Hidróxido Férrico 40
4.3.2.1 Reacciones de precipitación de los iones férricos 40
4.3.3 Reacciones del Sulfato Ferroso 41
4.3.3.1 Reacciones de generación del Sulfato Ferroso 41
4.3.4 Reacciones generales de precipitación de iones divalentes 41
4.3.5 Reacciones generales de precipitación de iones trivalentes 42
4.3.6 Neutralización por Oxido de Calcio 42
4.3.7 Neutralización por Carbonato de Calcio. 43
4.4. Reacciones de oxidación y precipitación en el reactor de cal 43
4.4.1 Oxidación de Fe+2 y precipitación por acción del Oxígeno 44

6
4.4.2 Oxidación de iones divalentes y precipitación por acción del Oxígeno 44
4.4.3 Precipitación de aniones de compuestos de Arsénico por fierro férrico. 44
4.4.4 Reacciones de oxidación de los iones ferrosos a f'érricos 45
4.4.4.1 Reacción de oxidación del Sulfato Ferroso con consumo de Acido Sulfúrico 45
4.4.4.2 Reacción de oxidación del Sulfato Ferroso y precipitación de iones férricos 45
4.4.5 Química general de las reacciones de oxidación de iones divalentes 46
4.4.5.1 Mecanismo de oxidación de los iones divalentes con consumo de Acido Sulfúrico y
reducción de Oxígeno 46
4.4.5.2 Reacción de oxidación del Sulfato Ferroso y precipitación de iones férricos 46
4.4.6 Reacciones de hidrólisis del Sulfato Férrico 47
CAPITULO V
5 Proceso de neutralización HDS 48
5.1 Etapas del proceso en la planta de neutralización 48
5.1.1 Diagrama del proceso de la planta de neutralización HDS 49
5.2 Recepción y almacenamiento de cal 50
5.3 Etapa de molienda de cal 51
5.3.1 Parámetros de molienda 51
5.3.2 Almacenamiento de lechada de cal en Santa Catalina 51
5.3.2.1Diagrama de almacenamiento de lechada de cal en Santa Catalina 52
5.3.3 Balance del circuito de molienda 53
5.3.4 Análisis granulométrico de la molienda de cal. 54
5.3.5 Equipos en el sector de molienda de Cal de Santa Catalina 55
5.4 Etapa de almacenamiento de lechada de cal de planta HDS 56
5.4.1 Equipos en el sector del tanque de lechada de cal 57
5.4.2 Diagrama del tanque de lechada de cal 57
5.5 Etapa de mezcla de lodos con lechada de cal 58
5.5.1 Tiempo de residencia de la pulpa en el tanque 58
5.5.2 Equipos en el sector del tanque de mezcla de lodos con cal 58
5.5.3 Diagrama del tanque de mezcla de lodos con cal 59
5.6 Etapa de recolección y almacenamiento de agua acida 59
5.6.1 Compósito del drenaje del túnel Almirvilca1996-2003 59
5.6.2 Flujo de agua acida mina 2000-2003 60
5.6.3 Agua acida en el Pond 60

7
5.6.4 Equipos en el sector del Pond 61
5.6.5 Diagrama de recolección de agua acida 62
5.7 Etapa de neutralización y precipitación en el tanque de mezcla rápida 63
5.7.1 Equipos principales en el sector del tk. de mezcla rápida 63
5.7.2 Diagrama del tanque de mezcla rápida 64
5.8 Etapa de oxidación y precipitación en el reactor de cal 65
5.8.1 Equipos en el sector del tanque reactor de cal 65
5.8.2 Diagrama del tanque reactor 66
5.8.3 Características del tanque reactor 66
5.9 Etapa de clarificación 66
5.9.1 Equipos en el sector del clarificador Outokumpo 67
5.9.2 Agua neutralizada. 68
5.9.3 Diagrama general del clarificador Outokumpo 69
5.9.4 Espesador Door Oliver 70
5.9.5 Equipos en el sector del espesador Door Oliver 70
5.9.6 Esquema del espesador Door Oliver de 15 m de diámetro 71
5.10 Etapa de disposición de lodos de alta densidad 72
5.10.1 Disposición de lodos enero-diciembre del 2003 73
5.10.2 Análisis granulométrico de lodos 2003 74
5.10.3 Agua decantada de la disposición de lodos en San Felipe 75
CAPITULO VI
6 Resultados después de puesta en marcha de la Planta HDS 76
6.1 Calidad del agua del Rió Moche después del arranque 76
6.1.1 Parámetros químicos 76
6.1.2 Parámetros físicos 77
6.2 Monitoreo de aguas y estaciones de muestreo 78
6.2.1 Resultados antes y después del PAMA,Río Moche aguas abajo de la operación 79
6.2.2 Resultados antes y después del PAMA, efluente EF-12,relavera San Felipe 79
6.2.3 Parámetros químicos de los efluentes 79
6.2.4 Parámetros químicos de la calidad de los efluentes Pb,Cu 80
6.2.5 Parámetros químicos de la calidad de los efluentes Zn,Fe 80
6.2.6 Evolución del Ph Puente Constancia 81

8
CAPITULO VII
7.1 Observaciones,Conclusiones y Recomendaciones 82
7.1.1 Observaciones 82
7.1.2 Conclusiones 84
7.1.3 Recomendaciones 86
7.2 Anexos
Anexo 1 Plano de ubicación de la Mina Quiruvilca 88
Anexo 2 Vista de la planta de neutralizacion HDS 88
Anexo 3 Agua del ouver flow del clarificador al rió Moche 89
Anexo 4 Disposición de lodos en la relavera San Felipe 89
Anexo 5 Diagrama de la neutralización en Santa Catalina 90
Anexo 6 Esquema de clasificación al muro y relleno hidráulico en la relavera
Santa Catalina 91
7.3 Bibliografías 92
7.4 Nomenclaturas Usadas 95
INDICE DE TABLAS
Tabla 1. Matriz FODA y claves de gestión 28 Tabla 2. Identificación de las necesidades de los clientes PC. 29 Tabla 3. Indicadores de gestión 2004-2005 30 Tabla 4 Costos 2004-2005 31 Tabla 5. Resumen costos 2004-2005 31 Tabla 6 Resumen costo construcción de la planta de la planta de neutralización 32 Tabla 7 Estadística de operación de la planta de neutralización 1999-2004 35 Tabla 8 Estadística de operación del primer año de arranque de May-Dic . 1999 36 Tabla 9 Datos operativos cuando arranco y actual 36 Tabla 10 Reporte de cal planta. concentradora Dic. 2003 50 Tabla 11 Balance del circuito de molienda de cal en Santa Catalina 53 Tabla 12 Equipos en el sector de molienda de Cal de Santa Catalina 55 Tabla 13 Equipos en el sector del tanque de lechada de cal 57 Tabla 14 Equipos en el sector del tk. de mezcla de lodos con cal 58 Tabla 15 Compósito del drenaje túnel almirvilca 1996-2003 59 Tabla 16 Flujo de agua acida de mina 2000-2003 60 Tabla 17 Equipos en el sector del Pond 61 Tabla 18 Equipos principales en el sector del tk. de mezcla rápida 63 Tabla 19 Equipos en el sector del tanque reactor de cal 65

9
Tabla 20 Equipos en el sector del clarificador outokumpo 67 Tabla 21 Características del efluente del agua neutralizada 68 Tabla 22 Equipos en el sector del espesador Door Oliver 70 Tabla 23 % sólidos disposición de lodos de enero-junio del 2003 72 Tabla 24 % sólidos disposición de lodos julio-diciembre del 2003 73 Tabla 25 Análisis granulométrico de lodos 2000 74 Tabla 26 Características del agua decantada de la relavera San Felipe 75 Tabla 27 Parámetros químicos Puente Constancia antes y después del arranque 76 Tabla 28 Parámetros físicos puente constancia antes y después del arranque 77 Tabla 29 Resultados antes y después del PAMA estación aguas abajo de la operación 79 Tabla 30 Resultados antes y después del PAMA, efluente EF-12,relavera San Felipe 79 Tabla 31 Parámetros físicos de la calidad de los efluentes (TSS,Ph) 79 Tabla 32 Parámetros químicos de la calidad de los efluentes Pb,Cu 80 Tabla 33 Parámetros químicos de la calidad de los efluentes Zn,Fe 80
INDICE DE GRAFICOS Y FIGURAS
Fig.1 Modelo de calidad total Planta 23 Fig.2 Cronograma de implementación de la calidad total 24 Fig.3. Estructura organizacional de la planta concentradora 24 Fig.4 Organigrama de gestión de la calidad total planta 25 Fig.5 Elementos organizativos 25 Fig.6 Planta neutralización dentro de la organización PASSAC Mina Quiruvilca 33 Fig. 7 Tratamiento de agua acida en m3 1999-2004 35 Fig.8 Tratamiento de agua acida vs costo unitario 35 Fig.9 Análisis costo unitario año 1999. 35 Fig.10 Diagrama de la planta neutralización HDS cuando arranco(Mayo 1999) 37 Fig. 11. Diagrama de la planta de neutralización con la habilitación del espesador D.O. 38 Fig.12 Neutralización por óxido de calcio,parte sin reaccionar 42 Fig.13 Diagrama del proceso de Neutralización 49 Fig.14 Diagrama de almacenamiento de lechada de cal en Santa Catalina 52 Fig.15 Balance del circuito de molienda de cal en Santa Catalina 53 Fig.16 Diagrama del tk. de lechada de cal en planta HDS 57 Fig.17 Diagrama del tanque de mezcla de lodos con cal 59 Fig.18 Diagrama recolección de agua acida para planta HDS y el Pond 62 Fig.19 Diagrama del tanque de mezcla rápida 65 Fig.20 Diagrama del tanque reactor 66 Fig.21 Diagrama general del clarificador Outokumpo 69 Fig.22 Esquema actual del espesador Door Oliver de 15 m de diámetro 71 Fig.23 Evolución del Ph Puente Constancia. 81

10
RESUMEN
El proceso de neutralización de lodos de alta densidad (HDS= hight density sludge) consiste
en neutralizar al drenaje ácido de mina con un lodo altamente alcalino y de alta densidad.El
lodo de coloración rojizo se forma al neutralizar al drenaje ácido en un medio oxidante con
lechada de cal ,la coloración se debe principalmente a los compuestos hidrolizados de hierro
que contiene producto del proceso de neutralización, el lodo es espesado hasta que alcance
una densidad entre 28 a 35% ,por lo que lleva el nombre de alta densidad .
El lodo espesado de alta densidad es recirculado al proceso de neutralización para mezclarse
con la lechada de cal para darle mayor estabilidad, esta mezcla viene a ser un lodo altamente
alcalino y con alto poder neutralizante y se utiliza para neutralizar al drenaje ácido de mina.
El alto poder neutralizante del lodo se debe a que la pulpa es altamente alcalino producto de
la mezcla con la lechada de cal y además porque contiene principalmente hidróxidos de
hierro y otros metales que consumen la acidez del drenaje ácido.
La capacidad de diseño máximo de la Planta de neutralización fue de 300m3/hr ,para un
drenaje con Ph entre 2.8-3.2 .Pero con las mejoras posteriores al arranque se llego a tratar
hasta 500m3/hr ,pero apartir del año 2004 las características del drenaje ácido variaron
notablemente, actualmente el Ph promedio de Setiembre del 2004 a Marzo del 2005 esta
entre 1.5-2.2 originado principalmente por las filtraciones de los socavones de toda la zona
norte de extracción,lo cual lo inundación con agua ácida en el año 2003 por el cierre de esa
zona ,pero a pesar de eso el flujo de tratamiento actual esta en un promedio de
385m3/hr,logrado principalmente por la optimización del proceso operativo.
El costo de la puesta en marcha fue de mas de 4 millones de dólares y la optimización del
proceso permitió bajar el costo operativo,el costo promedio de tratamiento anual de los cuatro
últimos años es de mas de US$800,000 mil dólares y el costo por metro cúbico tratado fue
bajando desde el año 1999 de 0.65US$/m3 a 0.31 US$/m3 al 2004.
Desde que se dio el arranque de la Planta de neutralización sus resultados generales sobre la
calidad de las aguas a la salida de la unidad minera fueron inmediatos, bajaron los metales
disueltos por debajo de los limites permisibles y también el rango de Ph se mantiene por
encima del limite permisible, cumpliendo desde entonces con los estándares establecidos por
el MEM.

11
SUMMARY
The high density sludge neutralization process entails neutralizing the mine acid drainage
with highly alkaline and high density sludge. The reddish sludge is formed when neutralizing
the acid drainage in an oxidizing environment with limewash. Coloring is due mainly to iron
hydrolyzed compounds as a result of the neutralization process. The sludge is thickened until
reaching a density from 28 to 35%. That’s why it is called high density.
The high-density thickened sludge is re-circulated to the neutralization process to mix with
the limewash for more stability. This mix is a highly alkaline sludge with a high neutralizing
power and is used to neutralize the acid drainage in the mine.
The high neutralizing power of sludge is due to the high alkalinity of the pulp resulting from
the mix to the limewash. In addition, it has mainly iron hydroxides and other metals that
consume the acidity of the acid drainage.
The maximum design capacity of the neutralization plant was 300m3/hr for a drainage with a
pH between 2.8-3.2. But with the subsequent improvements upon starting 500 m3/hr were
treated, but as from the year 2004, the characteristics of the acid drainage notably changed.
At present, the average pH from September 2004 to March 2005 ranges from 1.5 to 2.2,
resulting mainly from the filtrations in the drift in the whole northern area of extraction,
which was inundated with acid water in the year 2003 as a result of the closure of the area.
However, the current treatment flow averages 385m3/hr, resulting mainly from the
optimization of the operating process.
The commissioning cost was over 4 million dollars and the optimization of the process made
possible to lower the operating cost. The average operating cost in the past 4 years amounts
to over US$800,000 and the cost per cubic meter treated lowered since 1999 from 0.65
US$/m3 to 0.31 US$m3 in 2004.
Since the neutralization plant started up, the general results on the quality of the waters at the
outlet of the mine were immediate. Dissolved metals lowered below the permissible limits
and the Ph range maintains above the permissible limits, fulfilling since then the standards
established by the MEM.

12
OBETIVOS DEL ESTUDIO
Presentar el sistema de tratamiento de las aguas acidas en la unidad minera de Quiruvilca
por el proceso de neutralización HDS dando a conocer todas las etapas del tratamiento
,los cambios efectuados después de la puesta en marcha y los cambios cercanos que aun
se pueden hacer para mejorar la capacidad y el proceso.
Hacer considerar los distintos parámetros y factores que controlan el proceso de
neutralización HDS para optimizar a un más el proceso, los costos operativos(Energía
,hrs. hombre,insumos,etc) y la productividad a fin de maximizar la eficiencia y
eficacia, pero cumpliendo que el agua tratada cumpla los estándares establecidos.
Presentar las principales reacciones químicas de oxidación ,reducción y neutralización
involucradas en el proceso de neutralización HDS que son generadas en la amplia
variedad de condiciones físico- químicas ,así como también la influencia e importancia
de la oxigenación en el comportamiento de las reacciones químicas en el proceso.
La importancia y la necesidad de hacer conocer las principales reacciones involucradas
para comprender todo el proceso de neutralización HDS y así poder mejorar y/o
optimizar su control operativo para darle una gestión adecuada por la comprensión de
los diversos factores ,parámetros y las reacciones involucradas que controlan e
intervienen en el proceso.
Contribuir al fortalecimiento de brindar mayor información para manejar más
eficientemente y eficazmente la técnica hidrometalúrgica de tratamiento de aguas
ácidas aprovechando la metodología del proceso HDS en beneficio mejorar la calidad
de las aguas de los efluentes mineros.
Ser usado como documento de soporte técnico para ayudar a esclarecer el Proceso de
Neutralización HDS y el mecanismo del proceso de neutralización para ayudar a la
industria al mejor control y manejo de los drenajes ácidos mineros.
Difundir la aplicación del proceso de Neutralización HDS para que otras empresa
mineras puedan aprovechar la tecnología existente y puedan construir plantas mejores
diseñadas con mayor capacidad y más optimizadas para el tratamiento de sus efluentes
mineros.

13
INTRODUCCION
El presente trabajo pretende brindar la información necesaria para comprender todo el
proceso de neutralización de lodos de alta densidad (HDS=hight density sludge) de la unidad
minera de Quiruvilca, se describe detalladamente todas las etapas del proceso de
neutralización, identificando los parámetros y factores que intervienen y los controlan.,
también se hace un análisis de la química del proceso identificando a las principales
reacciones que ocurren en cada etapa del proceso.
Este trabajo es un complemento del primero llamado mecanismos de generación de drenajes
ácidos mineros y el presente esta basado al control de los drenajes ácidos mineros por el
proceso HDS y fue desarrollado principalmente por la inquietud de hacer conocer las
reacciones químicas, los factores y parámetros que controlan cada etapa del proceso de
neutralización HDS y de esa forma poder mejorar el proceso y manejar mas eficientemente
su control.Dado que los propios operadores que están desde el arranque conocían
perfectamente todas las etapas del proceso, pero desconocían las reacciones químicas que
controlaban cada etapa del proceso, debido principalmente a que cuando se arranco no
dejaron bibliografía especializada del proceso de la Planta y ésta es la primera que se da a
conocer de forma general sin restricciones y con interpretación personal.
Las reacciones fueron recopiladas de muchas y variadas informaciones especializadas
disponibles de procesos de oxidación de sulfuros minerales , de mecanismos de generación
de drenajes ácidos mineros ,de procesos de neutralización y algunas deducidas apartir de las
existentes,desde donde se da una interpretación, identificando muchas reacciones probables
así como los factores que intervienen y lo controlan ya que es de alta importancia que los
operadores de la Planta De Neutralización HDS lo conozcan para de esa forma dar una mejor
gestión operativa.
La Mina Quiruvilca es una de las más antiguas del Perú , su ubicación tiene efecto directo en
la calidad del agua del principal cuerpo receptor que es el Rió Moche, éste río es el principal
cuerpo de agua de la región una de las principales fuentes de agua para diversas actividades
agrícolas, ganaderas e industriales de la ciudad de Trujillo.
El río tiene aproximadamente 150 Km. de longitud desde la represa de Almiranta que esta en
la cuota más alta de la unidad minera, hasta su desembocadura en el Océano Pacífico, la
unidad minera se encuentra en sus nacientes y desde inicio del siglo la actividad extractiva de

14
los minerales sulfurados y su alteración generaron la existencia de aguas ácidas con
contenido de iones y sólidos en suspensión que poco a poco fueron dañando la calidad
química y biológica del agua del Río Moche que fue evidente por la desaparición de la
vegetación a lo largo de la riveras , alterando toda la ecología y fauna del río.
La Unidad Minera de Quiruvilca que era administrada por Corporación Minera Nor Perú
S.A. fue adquirida por la empresa canadiense Panamerican Silver Corp. en 1995 y desde
entonces se desarrollo una serie de proyectos ambientales dirigidos a la recuperación de la
calidad ambiental afectada por el impacto ambiental negativo de la actividad minero
metalúrgica.
El 10 de Marzo de 1997, se aprobó el Programa de Adecuación y Manejo Ambiental
(PAMA) de mina Quiruvilca mediante R.D. 097-97-EM/DGM. Entre los puntos PAMA se
consideraba el sistema de tratamiento y colección de las aguas ácidas de la operación minera
Quiruvilca.Posteriormente, con fecha del 12 de agosto de 1997, se aprobó con R.D. 283-97-
EM/DGM la ampliación del plazo a cinco años.El 24 de Noviembre de 1998, la Dirección
General de Minería aprobó el cronograma de acciones e inversiones con R.D. No. 345-98-
EM/DGM.Finalmente, con fecha 19 de noviembre de 1999, con R.D. No. 056-99-EM/DGM
se aprobó la modificación del cronograma de acciones e inversiones del PAMA por un monto
de US$8’973,837 y de plazo cinco años.
Pan American Silver SAC, Mina Quiruvilca empezó a construir la Planta de Neutralización
de Lodos de Alta Densidad (HDS ) en el año 1998 y en Mayo de 1999 lo puso en marcha
para el tratamiento de todos los efluentes ácidos de la unidad minera generados por las
actividades operativas ,desde entonces mejoro la calidad del agua a lo largo de los 120 Km.
del Río Moche.El resultado obtenido hasta la actualidad se traduce en un impacto ambiental
positivo,por el cumplimiento de los estándares establecidos por el MEM.
Los fines fundamentales de la puesta en marcha de la Planta de Neutralización HDS son:El
tratamiento de todos los drenajes ácidos y otros efluentes generados por las actividades
operativas de toda la unidad minera de Quiruvilca ;Rehabilitar el Impacto Ambiental
Negativo generado por mas de 70 años; Mantener una buena calidad de las aguas del Río
Moche principal cuerpo receptor , cumpliendo con los estándares permisibles ante el MEM.
Este proceso de rehabilitación responde tanto al programa de Adecuación y Manejo
Ambiental acordado con el Ministerio de Energía y Minas como al compromiso de la
empresa canadiense matriz, Panamerican Silver Corp.

15
CAPITULO I
1 ASPECTOS GENERALES
1.1 ANTECEDENTES:
1.1.1 PAN AMERICAN SILVER S.A.C MINA QUIRUVILCA
Pan American Silver Barbados Corp. es una empresa Canadiense constituida bajo las leyes de
Barbados y forma parte del grupo económico Pan American, con sede en Vancouver-Canadá.
Es una compañía minera enfocada exclusivamente a la producción de Plata.
En 1995 adquiere de Corporación Minera Nor Perú S.A. el 80% de las acciones de
ASARCO, propietaria de la mina desde 1921 y el 19.7% de manos de accionistas peruanos
totalizando el 99.7 % de las acciones totales.
En Marzo del año 2000, adquiere la Empresa Minera Huarón, como consecuencia de la
estrategia agresiva de modernización y diversificación emprendida a nivel corporativo. El
primero de julio del 2004 adquirió el 84% de La Mina Morococha con la cual se consolida
como una de las corporaciones mas importantes en nuestro país y como uno de los mas
grandes productores de Plata en el Mundo, el 60% de su producción es de Perú, entre Mina
Quiruvilca,Morococha y Huarón.
La empresa realizó un cambio de denominación social el 22 de Febrero del 2000 de
Corporación Minera Nor Perú SAC a Pan American Silver SAC Mina Quiruvilca.Dentro de
la evolución se puede mencionar que es una sociedad anónima que viene operando la Unidad
Minera Quiruvilca ubicada en el Distrito de Quiruvilca, Provincia de Santiago de Chuco,
Departamento de la Libertad.
PAN AMERICAN SILVER SAC MINA QUIRUVILCA, tiene sus oficinas en Av. La
Floresta 497 Oficina 301, San Borja -Lima, Teléfono: 6183300 Fax: 6183329, La “PEPA”
del Negocio de la Unidad de Quiruvilca es la actividad minera a través de las operaciones de
exploración,extracción,concentración y venta de concentrados de minerales, ya sea por
cuenta propia o de terceros; Concentrado de Cobre de 18-22% con 7500 a 9500grAg/tms y
Oro de 4 a 6 gr/tms;concentrado de Pb de 55-60% con 3000 a 3800grAg/tms y Oro de 1.8 a
2.5 gr/tms ;Concentrado de Zn de 56-58% con 90 a 130grAg/tms.La sociedad puede realizar
toda clase de actividades, contratos y negocios que el directorio acuerde emprender o
realizar, inclusive participando en otras empresas.

16
1.1.2 LA PLANTA DE NEUTRALIZACIÓN HDS
La actividad extractiva en la Mina Quiruvilca se registra desde inicio del siglo. La extracción
de los minerales polimetálicos sulfurados y su alteración generaron la existencia de aguas
ácidas de mina con contenido de iones y sólidos en suspensión que poco a poco fueron
dañando la calidad del agua del Río Moche que fue evidente por la desaparición de la
vegetación a lo largo de la riveras del río moche , alterando toda la ecología y fauna del rió.
Antes de la puesta en marcha de la Planta de Neutralización la calidad del agua del rió Moche
era mala en casi la totalidad de los 120 Km. de recorrido. Debido que la explotación y
extracción de los minerales sin control generó un grave deterioro y desequilibrio ambiental
debido a que no había exigencias gubernamentales de programas de control ambiental
La dirección de asuntos ambientales del ministerio de energía y minas concordante con la
preocupación de protección del medio ambiente a nivel mundial puso en marcha para las
empresas operativas los Programas de Adecuación y Manejo Ambiental normándolo así para
controlar y evaluar los impacto al medio ambiente.
Pan American Silver Corp.,luego de adquirir el manejo total de Quiruvilca y de acuerdo al
PAMA aprovado en Marzo de 1997 ,realizó un programa de inversiones de más de 22
millones de dólares. De este total, más del 33% fue destinado a la rehabilitación ambiental
del PAMA, para la recuperación del río Moche, principal cuerpo receptor entre estas
inversiones estaba la construcción y puesta en marcha de la Planta de Neutralización HDS
que costo mas de 18% del programa de inversiones.
Dado la norma La unidad minera de Quiruvilca puso en marcha los diversos proyectos
ambientales del Programa de Adecuación y Manejo Ambiental y con el cumplimiento de la
normatividad ambiental, se permitió el cumplimiento de los objetivos de la rehabilitación
ambiental y la recuperación definitiva de la calidad del agua del Río Moche.
En Mayo de 1999 Pan American Silver SAC Mina Quiruvilca puso en marcha la Planta de
Neutralización de Lodos de Alta Densidad para el tratamiento de los drenajes ácidos
generados por las actividades operativas de toda la unidad minera.
El resultado obtenido hasta la actualidad luego de la puesta en marcha del proceso de la
Planta de Neutralización HDS, se traduce en un impacto ambiental positivo, por el
cumplimiento de los estándares establecidos por el MEM.

17
1.2 UBICACIÓN GEOGRAFICA
La Unidad Minera Quiruvilca se encuentra ubicada en el distrito de Quiruvilca, provincia de
Santiago de Chuco del departamento de La Libertad, en el norte del Perú,en las vertientes del
flanco Este de la cordillera Occidental de los Andes entre los 3600 y 4000 m.s.n.m. , Shorey
y Quiruvilca ocupan la zona naciente del Río Moche.
El clima es propio de la sierra frígido y seco, con poca fauna y flora. Sin embargo en la
localidad de Shorey se aprecian los esfuerzos de forestación con eucaliptos y pinos en
amplia extensión de terrenos.
El acceso es por vía terrestre,desde Lima a Trujillo hay 562 kms. (08 horas de viaje). De
Trujillo a Shorey hay 126 kms. (04 horas de viaje). De Shorey a Quiruvilca dista 06 kms.
Esta carretera es la misma que conduce a Santiago de Chuco y Huamachuco. La carretera de
Trujillo Al cruce de Otuzco tiene un tramo aproximado de 60 kilómetros asfaltado. El resto
del camino es afirmado, recientemente ampliado y mejorado por la Minera Barrick.
Por vía aérea se puede hacer el recorrido partiendo del Aeropuerto Jorge Chávez de Lima al
Aeropuerto Carlos Martínez de Pinillos de Trujillo en un tiempo de 40 minutos, luego se
inicia el recorrido por tierra, por espacio aproximado de 3 a 4 horas.
Esta región se caracteriza por valles estrechos y pampas ondulantes. El Clima es frío con una
media anual de 7 a 10°C.Hay abundante precipitación estacional pluvial (Octubre – Abril)
alcanzando un promedio de 800 mm. La época más fría es entre los meses de Mayo a Julio.
1.3 IMPORTANTES CAMBIOS EN LA PLANTA CONCENTRADORA
Corporación Minera Nor Perú en 1992 tras una serie de cambios para mejorar la calidad de
los concentrados de Plomo y Cobre construye la Planta de Retratamiento de Preconcentrado
de Cobre y empieza a utilizar agua ácida de la cola de la planta de cementación de Cobre
como reactivo en el circuito, debido a su bajo contenido de cobre en solución para que no
active al Zn en la flotación bulk de Cu,Pb,Ag el Ph del agua ácida fluctuaba entre 1.9-3.0. El
agua ácida desde entonces es utilizado como reactivo de flotación para bajar el Ph alcalino de
la pulpa de 11.8-12.6 a 7.5-8.5, esta agua ácida contiene iones ferrosos que ayudan como
colectores de minerales sulfurados de Cu,Pb,Ag y depresores de minerales Zn ,el agua
también contiene en poca proporción iones férricos ,este proceso dio buen resultado y esta
siendo utilizado hasta la actualidad, sacando buena calidad de concentrados de Cu y Pb.

18
En 1995 tras el cambio de razón social a PAN AMERICAN SILVER CORPORATION,en la
Mina Quiruvilca se inician estrictos cambios en la administración buscando un cambio de
actitud de todo el personal para mejorar la productividad dando alta importancia al trabajo
con cuidado de la salud,seguridad y del medio ambiente.
En 1998 la Planta Concentradora inicia un programa de cambios y modernización pasando
de de 1650TMSD a 2200TMSD, con el aumento de la capacidad de la Planta de Chancado
por la puesta en operación de una chancadora secundaria Cónica de 4 ¼ ´, lo cual saco de
operación a la planta de lavado, esta chancadora aumento la capacidad de la Planta de
Chancado pasando de 80 a 115 tms/hr.
En los circuitos de molienda se aumento la capacidad tras una serie de cambios de los
parámetros de molienda y clasificación, se paso un molino 6´x4 ½´ de remolienda a molienda
secundaria, lográndose sobrepasar los 2200tms/día y en el sector de flotación se realizo una
ampliación de los bancos de flotación y haciendo cambios de los circuitos con lo cual se
mejoro notablemente las recuperaciones y calidad de los concentrados de Cobre-Plata
,Plomo-Plata y Zinc.
En Setiembre de 1998 tras una serie de pruebas la Planta Concentradora empieza a recircular
el agua de los Ouver Flow de los espesadores para los sellos de las bombas de los sectores de
molienda y flotación ,esto debido a la escasez de agua por lo cual la Planta Concentradora
tenía que parar al menos dos días a la semana en épocas de estío para hacer stock de agua que
dura entre los meses de Abril a Setiembre ,con lo cual también se evito que el efluente
alcalino con Ph entre 11.8 a 12.5 con sólidos en suspensión y metales disueltos sea
descargado hacia el Río Moche ,evitando su contaminación ,la recirculación fue
gradualmente empezando con 50% y en la actualidad se recupera el 100%.Estos cambios
metalúrgicamente no afectaron a las recuperaciones ni calidad de los concentrados ,este
cambio logro una reducción del consumo de cal en casi 50% y desde ese entonces casi la
Planta no para por falta de agua a excepción cuando hay fallas en las bombas de
abastecimiento de agua a la Planta.
En Mayo de 1999 Pan American Silver SAC Mina Quiruvilca, puso en marcha la Planta de
Neutralización de Lodos de Alta Densidad, reabriendo la antigua relavera de San Felipe para
depositar los lodos de alta densidad. Con la puesta en marcha de esta Planta se logro captar
el 100% del agua acida de la mina para ser tratado en la Planta de Neutralización.El agua
neutralizada se empezó a reciclar mediante bombeo a la planta concentradora en épocas de

19
ausencia de lluvias pero lo cual no dio buenos resultados debido a que es una agua donde casi
no son solubles los reactivos de flotación ,causando la reducción y tapado por
encalichamiento de casi todas las tuberías, también malograba las válvulas de agua, otro
inconveniente fue que causo plantadas de las rastras de los espesadores por la cantidad de
Calcio y floculante residual que lleva , llegando a tapar casi todas las tuberías de los conos,
por lo cual se tuvo que cambiar y dejar de usar esa agua.
Actualmente el exceso de agua ácida que sobrepasa a la capacidad de la planta de HDS, se
bombea hasta la relavera Santa Catalina para ser neutralizado en épocas de precipitaciones
intensas de lluvias que son ente Octubre a Marzo, donde el caudal de las aguas acidas
aumenta considerablemente por las filtraciones del agua de lluvia hacia el interior de la mina.
En Junio del 2003 tras una prolongado periodo de la caída de los precios de los metales en
los mercados internacionales y estar operando a perdida la mina por mas de un año ,la
gerencia decide bajar el tonelaje de tratamiento de 45,000tms/mes a 31,000tms/mes con lo
que la planta paralizo el circuito del molino 8´x 6´ que trabajaba en circuito abierto con el
molino 7´x7´ .Con este cambio la planta baja su capacidad de 2250 TMSD a 1350TMSD para
tratar un mineral más selectivo con mas alta ley de cabeza en Ag de 240-260gr/tms ,un Zn de
3.5-3.8% y con un Pb de 0.90-1.2% .
En Octubre del 2003 la empresa nuevamente empieza a sacar utilidades tras una serie de
cambios entre ellos, el cierre de la zona norte de explotación minera por sus altos costos, la
reducción de costos de operación y la reducción de personal en todas las áreas más del 35%
del total.
En la actualidad al 2005 con una política de más estricto control ambiental se a logrado
captar todo drenaje acido del interior de la mina y enviarlo hacia la Planta De Neutralización
de HDS ;por otro lado desde hace pocos años se ha detectado aumento del flujo de agua
acida que drena del dique de la relavera Santa Catalina ,el cual se ha canalizado para su
captación y enviarlo mediante tubería a la Planta de Neutralización y de otro sector fue
canalizado hacia el cajón de las bomba de decantación de la posa de relaves,el cual lo
bombea hacia el canal de agua que abastece a la Planta Concentradora .
Otro punto de drenaje reciente que ha empezado a drenar en forma continua es la del Dique
Codiciada, que es una cancha de desmonte de la mina que esta en operación generalmente de
las labores de limpiezas y acceso a nuevos tajos y que cada vez esta creciendo en mayor
proporción .En la base del dique se ha construido un canal de recolección de las filtraciones

20
que alimenta a una poza de cemento donde se ha instalado una bomba con control
automático de encendido para enviarlo hasta una poza de almacenamiento(Pond) que usa la
Planta de Neutralización de HDS .
1.4. LA PLANTA CONCENTRADORA
La planta Concentradora Shorey Saca el producto comercial vendible de PASSAC-MINA
QUIRUVILCA , por diferentes procesos concentra la parte valiosa del mineral polimetálico
de Plata,Cobre ,Plomo y Zinc eliminando la mayor parte estéril o ganga sacando
concentrados de Cu-Ag,Pb-Ag y Zn.
Actualmente la planta tiene una capacidad instalada para procesar 2250 toneladas métricas
secas por día, pero solo está procesando 1350 tms/día en promedio, por la baja extracción de
mina, por el cierre de toda la zona norte de extracción en el año 2003 por la crisis de la
minería en ese entonces.
En Junio del 2003 se paralizo el circuito de molienda del molino 8´x 6´ que trabajaba en
circuito abierto con el molino 7´x 7´ habiendo sido reducido con esto en más de 40% de la
capacidad nominal y desde entonces solo se esta trabajando con el circuito de molienda del
molino 9.5´x12´ que trabaja con el 6´x 4. ½ ´ en circuito cerrado
El proceso que usa la planta para extraer los valores valiosos es la flotación, donde el mineral
previamente pasa por la planta de chancado y los circuitos de molienda para liberar los
valores valiosos de la ganga ,el producto de la molienda pasa por los circuitos de flotación
sacando concentrados de Cu-Ag,Pb-Ag y Zn,las espumas de los concentrados van a un
sistema de espesamiento para luego entrar al sistema de filtrado de donde salen los
concentrados para el despacho.
Las operaciones de la PLANTA CONCENTADORA, comprenden las siguientes etapas:
a) Chancado.
b) Molienda.
c) Flotación.
d) Espesamiento de Concentrados y preconcentrado de Cu.
e) Filtrado de concentrados.
f) Recuperación de aguas del o/f de los espesadores
g) Despacho de concentrados.
h) Disposición de relaves.
i) Neutralización de agua acida en la Planta HDS y en la Poza de la relavera Sta catalina.

21
1.4.1 TRATAMIENTO Y RECUPERACIÓN DE AGUAS EN LA PLANTA
El abastecimiento de agua a la Planta concentradora es crítico durante casi todos los periodos
del año, por lo que la recuperación de las aguas del proceso es de vital importancia para
asegurar el funcionamiento de la Planta Concentradora,por esta razón uno de los objetivos de
la construcción de la Planta de neutralización HDS,era utilizar el agua neutralizada , lo cual
se frustro por la mala calidad del agua neutralizada para las operaciones de la flotación.
La Planta se abastece de agua fresca y agua reciclada .El agua fresca proviene del Río Purida
que es almacenado en el Tanque de piedra de 1800m3 de capacidad, el agua de Quiruvilca y
el agua del canal de la quebrada de la Merced solo abastecen en épocas de lluvias.
El agua recuperada y reciclada del ouver flow de los espesadores es altamente alcalino con
Ph 11.5-12.5 y es utilizado para todos los sellos de bombas y el agua decantada recuperado
de la relavera de Santa Catalina con ph de 6-7 es usado para los molinos y chisguetes de
bancos de flotación.
1.4.1.1 RECUPERACIÓN DE AGUAS DE LOS O/F DE ESPESADORES
Actualmente se recupera el 100% de las aguas de los ouver flow de los cinco espesadores y
también el agua del pulmón de la bomba de vació de los filtros, el flujo recuperado varía de
70 a 100 m3/hr.
LOS ESPESADORES :
a) Espesador Denver 16´x 8´ De Concentrado de Cobre
b) Espesador Denver 16´x 8´ De Concentrado de Plomo
c) Espesador Door Oliver 16´x 8´ De Concentrado de Plomo (stand by)
d) Espesador Door Oliver 36´x 10´ De Concentrado de Zinc
e) Espesador Magensa 24´x 10´de Preconcentrado de Cobre.
1.4.1.2 RECUPERACION DEL AGUA DECANTADA DE LA RELAVERA
En épocas de estío que es generalmente entre los meses de Mayo a Octubre se recupera el
100% del agua decantada de la poza de la relavera.En estas épocas cuando el espejo de agua
baja demasiado y para abastecer de agua a la Planta Concentradora se neutraliza hacia la
poza el agua ácida de la cola de la Planta de cementación con lechada de cal.

22
1.4.1.3 NEUTRALIZACIÓN EN LA RELAVERA SANTA CATALINA
La neutralización en la relavera Santa Catalina se realiza en un tanque cilíndrico agitador de
2.2x2.3m ,donde ingresa la lechada de cal y el agua acida que es bombeado desde la cola de
la Planta de Cementación.El producto neutralizado es una pulpa verdosa por la presencia del
sulfato ferroso y sus precipitados lo cual es depositado a la poza de la relavera.
El proceso de neutralización hacia la poza de la relavera se realiza por dos razones
principalmente (ver grafico de anexos):
• Cuando se quiere aumentar el espejo de agua en la poza de relave para abastecer de agua
a la Planta Concentradora ( en época de ausencia de lluvias)
• Cuando el flujo de agua ácida de mina colectado sobrepasa a la capacidad de la Planta de
Neutralización HDS ( En épocas de abundancia de lluvias)
1.4.1.5 NEUTRALIZACION DE AGUA ACIDA EN LA PLANTA HDS
La Planta de Neutralización HDS, trata el drenaje acido de todas las operaciones de la Unidad
de Quiruvilca,se usa los lodos espesados de alta densidad generados en el proceso de
neutralización,los cuales son recirculados al proceso y son previamente alcalinizados con
lechada de Cal para neutralizar al agua acida de la mina.
1.5 DISPOSICION DE RELAVES EN LA RELAVERA DE SANTA CATALINA
El relave general de la Planta es bombeado por un sistema de cuatro bombas en serie 6´´x 6´´
hasta la relavera de Santa Catalina.Aproximadamente el 15% de los relaves producidos
regresan a la mina como relleno hidráulico, el saldo es depositado en la cancha Santa
Catalina por un sistema de clasificación de un nido de tres o cuatro hidrociclones , los ouver
flow son depositados directamente a la poza y el under flow va para el levantamiento y
reforzamiento del dique de la relavera(Ver grafico anexos).
El relave a Santa Catalina llega a un tanque de cemento y por una tubería alimenta a un
trommel de 1/8 ´´ de abertura para extraer las astillas de madera. La pulpa entra al cajón de
una bomba 8´´x 6´´ y alimenta a un nido de tres o cuatro hidrociclones D-10 donde el U/F
sirve para construir el dique del muro y los finos van para la poza de la relavera.Por
intermedio de esta bomba 8´´x 6´´ también se alimenta al sistema de clasificación para
relleno hidráulico, su clasificación consta de un nido de tres hidrociclones D-10,el U/F es
almacenado en un tanque para ser bombeados a la mina para el relleno hidráulico
(Capacidad 80m3/hr) y el O/F va a la poza de la relavera.

23
CAPITULO II
2 SISTEMA DE GESTION DE PLANTA CONCENTRADORA
El proceso de mejoramiento continuo del proceso y gestión esta basado principalmente en la
capacitación continúa para el cambio de actitud y comportamiento de todos los trabajadores
formando trabajadores proactivos para que realicen un trabajo de calidad.
Desde 1999 la Planta Concentradora Shorey ,empezó con un programa de gestión de riesgos
(ISTEC) y apartir del 2002 con una política estricta de mejora de la productividad y
reducción de costos, empezándose con la implantación de un sistema de gestión de la calidad
total ,para lo cual se creo un modelo de Calidad total y se dividió a la Planta en cinco sub
coordinaciones a cargo de un jefe de sección los mismos que fueron nombrados lideres de los
círculos de cada subcoordinación.Las Sub Coordinaciones se convirtieron a la vez en círculos
de calidad los que se agruparon voluntariamente de acuerdo al área de trabajo,creandose las
siguientes sub coordinaciones y/o círculos:
• Planta de chancado(un circulo)
• Planta de molienda ,flotación , filtros,Relavera Santa Catalina(dos círculos)
• Laboratorio químico y laboratorio metalúrgico(un círculo)
• Planta de Neutralización de HDS(un circulo)
2.1-MODELO CALIDAD TOTAL PLANTA
Retroalim
entaci
ón de
la G
erenci
a
Comprom
iso con
Estructu ra c ión para
la Calidad
Establecer el programa
de cambio cultural
la Calidad
Círculos deCalidad
Diseño d
el p
roce
so d
e l a
cal
idad
Calidad
a n
ivel
de u
nid a
des
Mon
itore
o y
ev a
luac
ión
Ampliación del proceso
Capacitac ión
Determinar las n e cesidades
de los clientes
Planeación de la ca lidad
Conocim
iento y pr omoción
Equipos de mejoramiento
Reconocimiento y celebrac iones
Comprensiónde la necesidad
delmejoramiento
de la calidad
a b
Fig.1 De acuerdo a consejo de calidad Pta. Concentradora Agosto 2002

24
2.1.1-CRONOGRAMA DE IMPLEMENTACION
ab
2.2 ESTRUCTURA ORGANIZACIONAL DE LA PLANTA CONCENTRADORA Empleados (2)
Fig.2 De acuerdo a consejo de calidad Pta. Concentradora 2002-2004
Superintente De Planta
Jefe Planta de Neutralización (1)
Jefe de Laboratorio Químico y
Metalúrgico (1)
Planta de Procesamiento
Jefes de Turno (3)
Jefe de Mantenimiento. Mecánico (1)
Técnicos (2) Empleados (2) Empleados (2) Técnicos (6)
Obreros (4) Obreros (6)
Obreros (26)
Obreros (2)
Fig.3 De acuerdo a consejo de calidad Pta. Concentradora 2003

25
2.2.1 ORGANIGRAMA DE GESTION DE LA CALIDAD TOTAL PLANTA
2.3 ELEMENTOS ORGANIZATIVOS
CONSEJO DE CALIDAD
Molienda, flotación Circulo de Calidad
Fuente Ovejuna Los Colaboradores
Mantenimiento Planta Circulo de Calidad
CAT 911 En Acción
Laboratorio Químico-Metalúrgico
Circulo de Calidad Sky Lab
Planta de Chancado Circulo de Calidad
Somos Calidad
1. Lider del Circulo:Los Colaboradores
D.Díaz Integrantes: 2. Julio Tamayo Neyra 3. Alcides Castro Gonzales 4. Octavio Corcuera Visitación 5. Jorge Esquivel Burgos 6. Manfredi Tomas Rojas 7. Nicolas Alayo Mantilla 8. Eduardo Zavaleta Santa Maria 9. Clemente Valderrama Burgos 10. Segundo Tamayo Rivera 11. Benigno Burgos Lujan 12. Julio Paredes Gutierrez 13. Orlando Aranda Ortiz
Planta de HDS Circulo de Calidad
Los Tigres de HDS
ORGANIGRAMA
1. CONSEJO DE CALIDAD-Superintendente,Jefes de Sección
2. PRESIDENTE DEL CONSEJO-Superintendente
3. LIDER DE LOS CIRCULOS-Jefes de sección
4. DELEGADOS-Técnicos,obreros
5. MIEMBROS-Técnicos,obreros
Fig.4 De acuerdo al consejo de calidad Agosto 2002.
GERENCIA OPERACIONES
Logística RRHH
Servicios Grales SSMA
Sistemas Contabilidad
JEFES DE SECCION
POLITICA EMPRESA
PLANEAMIENTO
TECNICOS
SUPERINTENDENCIA PLANTA
MINA GEOLOGIA
PERSONAL OBRERO
MANTENIMIENTO
INGENIERIA
LAB. QUIMICO
LAB. METALURGICO
Fig.5 De acuerdo al consejo de calidad Agosto 2002.

26
2.4 MISION PLANTA
Operar nuestra Planta buscando la Excelencia dentro de un marco de Valores en todos
nuestros actos para maximizar la productividad que beneficie a la Empresa, Comunidad y a
nuestra Familia
2.5 VISION PLANTA
Modelo de organización, de operación, proceso y servicio que nos situé dentro de las mejoras
prácticas mundiales (Benchmarking).
Trabajar hacia un desarrollo sostenible y consolidar la imagen de Pan American Silver en su
gestión ambiental ante organismos estatales, el mercado internacional y los sistemas
financieros.
2.6 VALORES PLANTA
INDIVIDUALES O PERSONALES
• Honestidad.
• Respeto.
• Puntualidad.
• Responsabilidad.
• Confianza.
• Lealtad.
• Unidad.
• Cooperación.
• Humildad
• Abierto al Cambio
VALORES ORGANIZACIONALES O COLECTIVOS
• Trabajo en Equipo
• Mejoramiento Continuo
• Trabajar con Estándares óptimos, cuidando la Seguridad y el Medio Ambiente
• Calidad con Eficiencia y Eficacia hacia una mejor Productividad y Ahorro de Costos
• Compromiso con el Cliente
• Ser Participativo, Proactivo, Creativo e Innovador
• Ser Competitivo con mentalidad positiva y ganadora

27
2.7 POLITICA DE CALIDAD PLANTA
POLITICA DE CALIDAD
PLANTA CONCENTRADORA
Todas nuestras actividades están encaminadas a conseguir la PLENA SATISFACCION de nuestros clientes; practicando nuestros valores y que estos nos permitan alcanzar nuestra visión y misión.
Dentro de nuestra POLITICA DE CALIDAD CONSIDERAMOS AL PERSONAL como el ente más importante del Sistema; fomentando programas de capacitación permanente en pos de un mejoramiento continúo para lograr cero defectos.
Desarrollamos estrategias de COMUNICACIÓN que garanticen la participación y
compromiso en la Gestión de Calidad, cumpliendo las normas, políticas, estándares y
procedimientos
Apoyándonos en esta Política de Calidad, aspiramos alcanzar la EXCELENCIA en la Productividad.
Ing. Teodoro Mallqui Ing. Jesús Cárdenas SUPERINTENDENTE DE PLANTA GERENTE DE OPERACIONES

28
2.8 MATRIZ FODA Y CLAVES DE GESTION
INTERNAS EXTERNAS
FORTALEZAS F 1. Clima Organizacional muy bueno 2. Instalaciones y Tecnología Moderna
(HDS) 3. Personal Técnico y operarios calificados
por encima del promedio(HDS) 4. Estructura simple y poco personal 5. Flexibilidad para realizar cambios 6. Cultura Organizacional en desarrollo 7. Amplia experiencia de personal 8. Interacción permanente 9. Profesionales dispuestos a la visión de la
Planta 10. Visión, Misión y Sistema de Valores
compartidos 11. Sistema de Información disponible 12. Control de Calidad de Insumos
DEBILIDADES D 1. 15% del personal con edad próxima a
jubilación (Concentradora) 2. 9% del personal analfabeto
(Concentradora) 3. Falta de capacitación técnica por parte
de la empresa 4. Tecnología limitada(Concentradora) 5. Poca experiencia de los líderes en
implementación de la Gestión de la Calidad Total
6. Instalaciones antiguas y deterioradas (P.Precipitado y Lab Qco.)
7. Supervisión insuficiente en secciones distantes (Chancado, Santa Catalina, Precipitado y San Felipe)
OPORTUNIDADES O 1. Situación económica y financiera
actual de la Empresa 2. Modelo de Gestión de la Gerencia de
Operaciones 3. Mineralogía cambiante 4. Aporte de la Cía Huaron con buena
Calidad de Concentrado de cobre 5. Cooperación de Huaron en el aspecto
técnico 6. Empresa Corporativa en expansión
con acciones en la Bolsa 7. Plana de docentes de la empresa 8. Elección de proveedores por
operaciones 9. Respaldo de la Gerencia de
Operaciones 10. Hacer partícipe a otras Areas en el
Sistema de Gestión de Calidad 11. Buena apreciación de los clientes de
la gestión de calidad
ESTRATEGIAS FO 1. Mantener el desarrollo del sistema de
gestión de calidad total e impulsar su desarrollo en toda la empresa para mejorar la situación actual en general que garantice la continuidad de las operaciones.
2. Aprovechar la predisposición de los profesionales, trabajadores para realizar innovaciones en el proceso, convirtiendo los cambios mineralógicos en una oportunidad; asimismo desarrollar la cooperación e intercambio con Huarón y otras unidades de Pan American Silver Corp.
ESTRATEGIAS DO 1. Información y asesoramiento a
los t rabajadores de edad avanzada sobre sistemas de jubilación a través de RR.HH.
1. En coordinación con la gerencia y RR.HH. crear programas de alfabetización con la plana docente disponible para mejorar el nivel académico del personal
2. Estructurar un programa de capacitación técnica y de gestión para todo el personal y gestionar con la gerencia.
3. Desarrollar proyectos de actualización tecnológica en la Pta Concentradora.
4. Capacitación del personal de secciones alejadas en toma de decisiones al alcance de sus responsabilidades.
AMENAZAS A 1. Situación económica y financiera
actual de la Empresa 2. Mineralogía cambiante 3. Factores naturales y fenómeno del
niño 4. Servicio Mantenimiento mecánico
Planta 5. Información de fuentes no
autorizadas que crean confusión en el personal
6. Incremento de precios y/o desmejoramiento de la calidad de los insumos y materiales por los proveedores
7. Desactualización tecnológica 8. Comprador exige cumplimiento de
contrato en calidad de concentrado de cobre
9. Cierre de operaciones 10. Cambio de apreciación de los
clientes de la gestión de calidad
ESTRATEGIAS FA 1. Idem 2° Estrategia FO. 2. Desarrollar plan de contingencias ante
fenómenos naturales y/o desastres 3. Implementación de un plan de
capacitación en mantenimiento proactivo, predictivo y correctivo a los operadores (TPM)
4. Desarrollar estrategias de comunicación que garantice mantener una información veraz y confiable.
5. Participar a los proveedores en la gestión de calidad para asegurar el cumplimiento de nuestros requerimientos (lealtad proveedor – cliente)
6. Complementar la tecnología disponible con la experiencia y habilidad del personal.
7. Idem. 1° Estrategia FO. 8. Determinar los requerimientos y
necesidades de los clientes.
ESTRATEGIAS DA 1. Mantener situación actual,
impulsando el desarrollo de las estrategias DO y FA.
Tabla 1 De acuerdos de consejos de calidad Planta Nov.2002-Ene.2003

29
2.9-IDENTIFICACION DE LAS NECESIDADES DE LOS CLIENTES P.C. CLIENTE NECESIDADES Gerencia de Operaciones (Ing. J. Cárdenas)
1. Buena Calidad de Concentrados 2. Investigar para poder admitir mayor ley de cobre en la cabeza 3. Orden y limpieza en las instalaciones así mismo pintado con mínimo presupuesto 4. Optimizar el consumo de energía Kw-Hr/TMS (control de derroches) 5. Parar menor número de veces la Planta por problemas mecánico 6. Cumplir las metas programadas 7. Dar de baja activos que ya no se usan 8. Sintetizar y uniformizar informes mensuales 9. Programar conferencias sobre Calidad en Jueves mineros y lanzar nuevo nombre, ejemplo viernes de Calidad 10. Círculos de Calidad deben exponer sus trabajos en el casino 11. Difusión de cómo se inició los Círculos de Calidad en Planta 12. Humedad de los concentrados debe ser la adecuado 13. Ayudar a mantenimiento en la supervisión de la tubería de relave a Santa Catalina, con los operadores de
Planta 14. Excelente Control de costos y cero accidentes 15. Difusión del trabajo de Planta Concentradora: Chancado, Molienda, flotación, etc. 16. Realizar análisis estadísticcos de las operaciones 17. Acercamiento a la comunidad, visitas guiadas, descripción del proceso en folletos u otro medio 18. Planta HDS debe bajar consumo de cal, investigar para evitar la formación de mayor volumen de agua ácida.
Gerencia de Operaciones (Ing. M. Jordan)
1. Los reportes de costos debe enviársele con la siguiente descripción: “Abr-03 Explicación Costos Planta Concentradora y Neutralización” según sea el mes y un día antes de la reunión en Gerencia
2. La hoja resumen del reporte mensual debe enviarle antes del día 7 de cada mes con la siguiente decripción: “Abr-03 Reporte Mensual Planta Concentradora y Neutralización”
3. La memoria Anual debe enviarsele el 30 de enero de cada año con la siguiente descripción: “Memoria Anual 2004 Planta Concentradora”
Recursos Humanos (Dr. J. La Torre y Alfredo Alcántara)
1. Entrega puntual de fichas de tareo 2. Los descansos por horas acumuladas deben hacerse en hojas de movimiento y no firmar las fichas 3. Enviar cronograma de Vacaciones de todo el año 4. Las fichas de la Planta Neutralización de los domingos debe entregarse los sábados para evitar retrasos los
días lunes 5. Renovación de personal temporal debe devolverse de inmediato 6. Los descansos médicos debe cumplirse según la boleta, no debe aceptarse que la gente trabaje cuando debe
estar gozando su descanso médico
Mina (Ing C. Trillo) 2. Reportes de análisis granulométrico de relleno hidráulico en forma periódica, con un balance de materiales en m3.
3. Inducción de uso, preparación y dosificación de floculnte al personal de mina. 4. Reportar tonelaje de relave a R.H. en el reporte diario de planta. 5. Reporte preliminar del T-B
Mantenimiento Mecánico Planta (V. Manriquez)
1. Envió de reporte diario 2. Envió de reporte mensual hasta el 5 de cada mes 3. Anotar cambio de fajas de transmisión de lo equipos en Planta y no arrojar fajas por cualquier lado 4. Mejor utilización de cilindros de residuos 5. Utilizar los procedimientos para el uso del esmeril 6. Orden y limpieza en las áreas donde se realicen trabajos mecánicos 7. Mayor información sobre las fallas en los equipos cuando se solicite apoyo mecánico 8. Seguimiento a los trabajos
Mantenimiento Eléctrico (R. Barrientos)
1. Mejorar la comunicación entre el Jefe de turno y su personal, para precisar mejor las necesidades. 2. Participar una vez por semana en las reuniones de planta, para coordinar los trabajos, sábado. 3. El Jefe de guardia debe definir bien los problemas para evitar llamadas innecesarias. 4. Al culminar los trabajos de mantenimiento el Jefe de Guardia debe recepcionar y verificar dichos trabajos
(Domingos y programas mensuales) 5. Capacitación mutua entre Planta y Mantenimiento Eléctrico (técnica y de seguridad).
Taller Electrónico (ing. L. Moncada)
1. Necesitamos ser informados cuando Planta paraliza sus labores por cualquier circunstancia. 2. Necesitamos que los jefes de guardia sean mas específicos al momento de llamar al taller e informar de algún
problema 3. Necesitamos mejorar la comunicación y tratar de que todos tengamos mente amplia y flexible al encontrar
soluciones 4. Necesitamos que los jefes de guardia realicen algunas inspecciones de rutina en algunos de sus equipos. 5. Necesitamos que los equipos se manipulen lo estrictamente necesario
Contabilidad (V. Ponce)
1. Balance metalúrgico físico 2. Flash quincenal 3. Explicaciones mensuales 4. Inventario de concentrados 5. Datos de cal en neutralización 6. Conformidad del mayor mensual 7. Cartas de producción del mes
Tabla 2 De acuerdos de consejos de calidad Planta Nov.2002-Ene.2003

30
2.10 RESULTADOS DE GESTION 2004-2005 2.10.1 Indicadores de Gestión
Indicador Unidad Estándar Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic 2004
Area: Planta
Operaciones
. Molienda Hrs 540 525.3 511.5 538 496.5 476.8 540.5 496.5 543.8 514.3 496.5 503 486 6128.5
. Tratamiento 30200 30585 29571 32064 30045 31445 32255 31045 33780 33800 33057 32140 31450 381237
.. Productividad TMS/H-H 4.80 5.06 4.29 5.07 5.03 5.38 4.95 4.73 5.68 5.64 5.11 5.05 4.77 5.06
Balance Metalúrgico
1. TMS y Leyes
Concentrado de Cu: TMS 474 460 410 475 506 553 594 547 636 604 569 510 495 6357
. Ag Gr/TMS 7460 8477 8306 8394 7647 7493 7528 7680 7420 7772 8119 9625 8320 8028
. Cu % 19.90 16.18 16.63 17.01 15.75 16.36 16.25 17.33 17.22 17.60 17.17 18.09 18.30 17.00
Concentrado de Pb TMS 520 594 654 697 581 556 604 533 543 510 567 427 444 6710
. Ag Gr/TMS 3199 3891 3937 3513 3608 3909 3584 4032 3693 3825 3921 4103 3531 3788
. Pb % 63.02 60.69 57.63 56.50 55.42 56.28 55.69 56.31 56.08 55.83 55.51 55.48 57.15 56.59
Concentrado de Zn TMS 1584 1806 1872 1977 1666 1643 1701 1749 1734 1665 1764 1490 1572 20639
. Zn % 57.93 56.88 56.81 57.37 57.33 56.59 56.71 56.76 56.63 56.78 56.48 56.11 56.09 56.73
3. Recuperaciones
. Ag % 87.60 88.45 88.45 87.94 87.62 88.01 88.02 88.03 87.87 87.42 88.09 88.00 86.85 87.90
. Cu % 68.42 64.73 61.11 63.66 65.75 66.46 68.35 66.03 70.13 68.27 65.70 68.66 68.2 66.60
. Pb % 87.59 85.54 87.43 86.56 84.22 83.08 84.03 82.66 82.14 81.33 83.67 80.31 81.33 83.75
. Zn % 88.09 87.84 87.62 87.61 86.84 85.75 85.88 86.44 84.26 84.44 85.01 85.24 84.74 86.02
Consumo de Materiales
1. Reactivos
. Z-11 Gr/TMS 86.7 85.5 85.0 88.2 89.1 85.4 86.5 94.2 90.3 88.8 87.6 85.7 93.4 88.3
. NaCN Gr/TMS 64.0 66.9 59.2 63.8 62.6 55.6 72.0 65.5 66.8 63.9 68.8 64.3 65.0 64.8
. ZnSO4 Gr/TMS 106.4 103.6 104.1 97.1 95.3 98.4 105.2 101.4 107.6 94.9 98.0 90.3 92.5 99.1
. MIBC Gr/TMS 39.4 40.8 40.2 41.4 39.3 33.5 37.3 36.5 28.4 29.0 35.9 33.9 37.2 36.3
. CuSO4 Gr/TMS 195.4 214.0 208.7 226.1 202 182.4 227.3 206.6 207.5 198.1 201.2 193.9 199.4 205.6
. Cal Gr/TMS 1050.0 980.9 980.7 898.2 965.2 521.5 620.1 998.6 985.8 1000 1000 995.6 1431 947.9
. ZnO Gr/TMS 52.1 50.8 47.5 48.2 46.4 42.8 53.4 53.5 51.4 48.2 49.9 51.3 47.2 49.3
. NaHSO3 Gr/TMS 36.8 59.3 54.7 61.1 65.8 65.0 65.1 73.0 69.8 71.0 65.7 58.8 58.8 64.1
2- Bolas de Acero Gr/TMS 600.0 528.1 604.8 602.9 550.4 703.0 598.0 591.9 582.9 565.2 725.5 379.6 453.6 573.8
Planta Neutralización 2004
Tratamiento miles m3 128.8 210.2 223.9 268.2 234.2 174.7 126.9 103.7 102.7 162.3 244.0 307.4 2287.7
Solidos dispuestos Constancia
TMS 2973 3905 4465 4810 3531 2888 2191 1362 1507 2875 4863 5759 41133.9
Consumo de Materiales
. Cal TMS 404 777 813 1012 892 655 463 394 390 601 926 1474 8802
. Floculante Kg 374 631 671 797 652 488 347 215 274 421 622 772 6265
Ratios de Consumo
. Cal g/L 3.9 3.14 3.69 3.63 3.77 3.81 3.75 3.65 3.80 3.80 3.70 3.79 4.79 3.85
. Floculante mg/L 2.9 2.9 3.0 3.0 3.0 2.8 2.8 2.7 2.1 2.7 2.6 2.6 2.5 2.7
Costo Tratamiento US$/m3 0.30 0.26 0.29 0.28 0.30 0.30 0.31 0.31 0.36 0.37 0.35 0.29 0.36 0.31
Laboratorio Químico
. Productividad Mues/H-H 5.75 6.14 5.95 6.16 5.55 5.71 5.93 5.73 5.58 6.5 5.71 6.45 5.91 5.94 . Numero Muestra Mus 2000 2648 2022 2470 2049 2387 2427 2166 2315 2757 2228 2585 2410 28464 . Numero Determinaciones
Determ 17500 17499 14056 17220 14846 17700 18598 17671 18156 20443 18133 18657 20691 17806
Tabla 3. De Memoria anual 2004 Planta Concentradora

31
2.10.2 COSTOS PLANTA 2004 Unidad Estándar Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic 2004
Area: Planta Concentradora
Total 57718 57721 55887 59197 59486 64089 66332 66614 72047 70353 70604 64928 73180 65066
. Materiales $ 34535 34662 33527 36762 35654 39496 40646 41139 46233 43314 40950 38900 43612 39574
. Mano de Obra $ 22418 22504 21982 21890 23280 24045 25095 24502 24543 23436 23758 23735 26919 23807
. Terceros $ 765 554 378 545 551 549 591 973 1632 3604 5896 2293 2649 1685
Total (Unitarios) 1.91 1.89 1.88 1.85 1.98 2.04 2.06 2.15 2.15 2.08 2.14 2.02 2.33 2.05
. Materiales $/TM 1.14 1.13 1.13 1.15 1.19 1.26 1.26 1.33 1.37 1.28 1.24 1.21 1.39 1.25
. Mano de Obra $/TM 0.74 0.74 0.74 0.68 0.77 0.76 0.78 0.79 0.73 0.69 0.72 0.74 0.86 0.75
. Terceros $/TM 0.03 0.02 0.01 0.02 0.02 0.02 0.02 0.03 0.05 0.11 0.18 0.07 0.08 0.05
Unidad Estándar Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic 2004
Area: Planta Neutralizacion
Total $ 33203 60671 63395 78703 70470 53576 39359 35997 37614 55084 70099 110662 708832 . Materiales $ 27890 53539 57722 71136 63349 46767 32947 28974 30482 48865 63345 102850 627866 . Mano de Obra $ 5143 6772 4985 5430 5112 5267 4529 5748 5260 5200 5357 6241 65046 . Terceros $ 169 360 688 2136 2008 1542 1883 1275 1872 1019 1398 1571 15921 Total (Unitarios) 1.85 1.09 1.99 1.98 2.62 2.24 1.66 1.27 1.07 1.11 1.67 2.18 3.52 1.86 . Materiales $/TM 1.65 0.91 1.81 1.80 2.37 2.01 1.45 1.06 0.86 0.90 1.48 1.97 3.27 1.65 . Mano de Obra $/TM 0.19 0.17 0.16 0.16 0.18 0.16 0.16 0.15 0.17 0.16 0.16 0.17 0.20 0.17 . Terceros $/TM 0.02 0.01 0.01 0.02 0.07 0.06 0.05 0.06 0.04 0.06 0.03 0.04 0.05 0.04
Tabla 4. De Memoria anual 2004 Planta Concentradora
2.10.3 Resumen de costos Planta 2004
COSTOS PLANTA CONCENTRADORA 2004 y 2005
UNITARIOS
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
1.30
Ene
-04
Mar-
04
May-0
4
Jul-04
Sep
-04
Nov-0
4
Ene
-05
Mar-
05
May-0
5
Jul-05
Sep
-05
Nov-0
5
$ /
To
n
Processing 1er Tri 2do Tri 3er Tri 4to Tri Año 2004 Año 2005Materials 104,951 115,796 130,686 123,462 474,895 401,849
Payroll Costs 66,376 72,420 72,481 74,412 285,689 307,344Contractors 1,477 1,691 6,209 10,838 20,215 3,898
Total 172,804 189,907 209,376 208,712 780,800 713,091
Ratios $ / TMSBolas de Acero 0.40 0.40 Sulfato de Cobre 0.19 Xantato Z-11 0.11 Otros Reactivos 0.36 0.66
1.06
Costos $ / TMSMateriales 1.25 Mano de Obra 0.75 Terceros 0.05 Total 2.05
Tabla 5. De Memoria anual 2004 Planta Concentradora

32
CAPITULO III 3 LA PLANTA DE NEUTRALIZACIÓN HDS
Pan American Silver SAC, Mina Quiruvilca inicia la construcción de La Planta de
Neutralización de lodos de alta densidad en Mayo del año 1998 y después de un año de
construcción en Mayo de 1999 lo pone en marcha, para tratar los drenajes ácidos generados
por todas las actividades operativas de la unidad minera.
La Planta se construyo como Proyecto de cumplimienmto del PAMA con una inversión
total de US$ 4’037,783.00,hasta el 31 de Marzo delñ año 2000.
El resultado obtenido después de la puesta en marcha de la Planta de Neutralización,se
tradujo inmediatamente en un impacto ambiental positivo de alta importancia por el
mejoramiento de la calidad del agua del Rió Moche, por el cumplimiento de los estándares
establecidos .por el MEM.
Actualmente el control del medio ambiente en todas las empresas tiene bastante importancia
debido a que las grandes inversiones y créditos bancarios están condicionados por las normas
ambientales y ecológicas nacionales e internacionales.
Después del primer año de operación QUIRUVILCA obtuvo el premio internacional Manejo
Ambiental en la minería poli metálica, otorgado por la Organización Latinoamericana de
Minería y represento al Perú ante la OLAMI.
3.1 RESUMEN COSTO CONSTRUCCION DE LA PLANTA HDS
GASTOS
DESCRIPCION AÑO SOLES DOLARES
Planta de Neutralización 1,998 9,623,077.45 3,188,804.00
Planta de Neutralización 1,999 2,341,245.08 702,018.49
Puesta en Marcha Planta de Neutralización 1,999 392,194.61 117,808.01
Saldo Planta de Neutralización al 31.12.99 12,356,517.14 4,008,630.50
Adiciones 2,000 2,000 100,783.18 29,153.00
Saldo Planta de Neutralización al 31.03.00 12,457,300.32 4,037,783.50
Tabla 6.De informe de ingeniería costo construcción Pta. Neutralización 2000

33
3.2 GESTION DE LA PLANATA DE NEUTRALIZACION
3.2.1 PLANTA NEUTRALIZACION DENTRO DE LA ORGANIZACIÓN PASSAC MINA QUIRUVILCA
3.3 FUNCIONES DE LA PLANTA HDS DENTRO DE LA MINA QUIRUVILCA
• Tratamiento de drenajes ácidos generados por las actividades operativas de toda la unidad
minera de Quiruvilca (Areas de Mina y Planta).
• Mantener buena calidad de las aguas del Río Moche principal cuerpo receptor de los
efluentes de la unidad minera, cumpliendo con los estándares permisibles.
• Recuperación del agua neutralizada para abastecimiento de la Planta Concentradora en
época de estío.
• Cumplimiento efectivo de las metas propuestas en el PAMA ante el MEM.
• Optimizar los costos y mejorar la productividad a fin de maximizar la eficiencia; se ha
logrado bajar el costo operativo de la Planta HDS de 0.50 a 0.30$/m3 y el incremento de
la productividad.
• Trabajo en equipo por parte de toda la supervisión, Cambio de actitud del personal, hacia
una mentalidad proactiva y productiva, con delegación de responsabilidades hacia los
supervisores, descentralización en la toma de dediciones.
GERENCIA DE OPERACIONES
SUPERINTENDENTE DE PLANTA
JEFE DE PTA (1). NEUTRALIZACION
PERSONAL TECNICO ( 2)
PERSONAL OBRERO (4)
SUPERINTENDENTE MINA
JEFE LAB. QUIMICO
JEFES DE GUARDIA
JEFE LAB. METALURGICO
Fig. 6.Acuerdos de Consejos de Calidad Planta

34
3.4 ESTRATEGIAS
• Optimización de la operación de la Planta De Neutralización y reducción del costo
operativo:Energía ,hrs. hombre,insumos,etc.
• Impulsar la política de desarrollo sostenible.
• Consolidar la imagen de Pan American Silver-Mina Quiruvilca ante el mercado
internacional y los sistemas financieros.
• Cumplimiento efectivo de las metas propuestas en el PAMA ante el MEM
3.5 ESTADISTICA DE OPERACIÓN DE LA PLANTA DE NEUTRALIZACIÓN
El cuadro muestra un resumen de la estadística de operación Planta de Neutralización
DESCRIPCION UNID 1999 2000 2001 2002 2003 2004 Proyección
2005
TRATAMIENTO DRENAJES ACIDOS m3 927 232 1 957 636 2 363 326 2 456 037 2 037 929 2 287 692 2502 240
CONSUMO CAL TM 4 659 9 844 10 595 9 513 7 176 8 802 9 634
SOLIDOS DISPUESTOS EN S.FELIPE TMS 15 868 37 439 56 078 46 554 29 165 41 134 42 538
m3 OCUPADOS EN S.FELIPE m3 22 479 53 038 79 444 65 952 41 317 58 273 60 262
COSTO OPERATIVO US $ 602 555 1 081 122 885 144 746 175 580 436 717 765 705 633
INDICE CONSUMO CAL g/L 5.0 5.0 4.5 3.9 3.5 3.85 3.9
INDICE COSTO TRATAM. US$/m3 0.65 0.55 0.37 0.30 0.28 0.31 0.30
Tabla 7.De memorias anuales años 1999-2004
La disminución del volumen de tratamiento en el 2003, se debe a la derivación de parte del
agua acida de mina hacia los niveles inferiores de la zona norte, durante el último trimestre
de ese año se inundo las socavones de toda la zona norte,por el cierre de las operaciones
mineras en toda esa zona. En el 2004, la presencia de lluvias desde Octubre incrementó el
flujo del agua de mina hasta alcanzar valores normales a épocas de lluvia.
Para el 2005, se proyecto un costo operativo anual de $705 633 con un volumen de
tratamiento de 2’502 240 m3, pero el cual aparentemente va a ser superado por el aumento
considerable de agua ácida y con un nivel de Ph mas bajo de lo esperado,debido a que las
filtraciones de las zonas inundadas están generando filtraciones los cuales están generando
aguas acidas con niveles de Ph muy por debajo que los anteriores drenajes.

35
Tratamiento vs Costo Unitario
0.31
0.65
0.55
0.280.37 0.30
000 000
500 000
1000 000
1500 000
2000 000
2500 000
3000 000
1999 2000 2001 2002 2003 2004
m3
0.00
0.20
0.40
0.60
0.80US$/m3
m3 tratados US $ / m3
ANALISIS COSTO ARRANQUE
0.82 0.830.64 0.63 0.57 0.57 0.61 0.60
0.00
0.20
0.40
0.60
0.80
1.00
MAY JU
N
JUL
AGO
SEP
OCT
NOV
DIC
Año 1999
costo
US$
/M3
costo
927
1 957
2 363 2 456
2 037
2 287
1999 2000 2001 2002 2003 2004
TRATAMIENTO EN MILES DE m3
Fig 7. De tabla 7
Fig 8. De tabla 7
Fig 9. De tabla 7

36
3.6 Estadística de la operación del primer año de arranque de Mayo a Diciembre de . 1999
DESCRIPCION UNI MAY JUN JUL AGO SEP OCT NOV DIC TOT-AÑO
TRATAM. HDS m3 80330 118501 112703 102093 106966 144129 125239 137271 927232
SOLIDOS DISPUESTOS EN SAN FELIPE
TMS 1360.9 2435 2163.3 1532.1 1345.1 2485.7 1986.3 2559.1 15867.5
COSTO OPERATIVO US $ 65692 97893 72332 64752 60634 82262 76494.97 82494.86 602554.83
CONSUMO CAL TM 490.336 753.265 501.6 455.9 428.544 649.14 635.322 744.73 4658.837
INDICE CONSUMO CAL
g/L 6.10 6.36 4.45 4.47 4.01 4.50 5.07 5.43 5.02
COSTO TRATAMIENTO
US$/m3 0.82 0.83 0.64 0.63 0.57 0.57 0.61 0.60 0.65
Tabla 8.De estadística de operación 1999 Pta. De Neutralización
3.7 DATOS OPERATIVOS CUANDO ARRANCO Y ACTUAL:
Sistema De Colección De Agua Mina 1999 2004
Diseño De Flujo Máximo 300m3/hr 385m3/hr
Flujo Máximo 300m3/hr 385m3/hr
Flujo Promedio 230m3/hr 285m3/hr
Flujo mínimo 150m3/hr 150m3/hr
Velocidad de Generación de Sólidos 24gr/lt 17gr/lt
G.E Solidos 2.4 2.4
Ratio de Recirculación 4:1 4:1
Under Flow Sólidos Del Clarificador 30-35% 24 -35%
Ouver Flow Sólidos Del Clarificador <50ppm 5ppm
Velocidad de Clarificación 1.6m3/h/m2 1.9m3/h/m2
Ph del Proceso 7.5-8.2 7.5-8.0
Velocidad de Adición de Cal 5.4gr/lt 3.6gr/lt
Velocidad de adición de Floculante 4.2mg/lt 2.9mg/lt
Tabla No 9. Resumen extraído de datos de operación años 1999-2004

37
3.8 DIAGRAMA DE LA PLANTA NEUTRALIZACION HDS CUANDO ARRANCO (MAYO 1999) Fig.10. Extraído de la pantalla del programa de control automático.
MM
M
13
15
1 2
3
4
7
M
6
5
8
9
10
12
11
tr = 5'2.4 x 2.6 m
4.6 x 4.6 m
8 x 7 16 m O
12 m3
LIME MILK TANK
LIME/SLUDGE TANK
RAPID MIX TANK
LIME REACTOR
CLARIFIER
14
FLOCULANT
CEMENTATION PLANT
STORAGE POND
AIR
7
TO DRAIN
TO MILL
TO TAILINGSAN
SLUDGE RECIRCULATION
LEAN MINE WATER RICH MINE WATER
6 x 7 m
tr = 50'
tr = 10'
tr = 1h 10'tr = 3'

38
3.9 DIAGRAMA DE LA PLANTA DE NEUTRALIZACION HDS ACTUAL CON LA HABILITACIÓN DEL ESPESADOR DE LA PLANTA DE LAVADO
4.6 x 4.6 m
M
M
T = 10'
M
6 x 7 m
CEMENTATION PLANT
LEAN MINE WATER 500 m3/Hr 27 g sól/L
RICH MINE WATER
LIME MILK TANK
FLOCULANT
Espesador 15m¢
STORAGE POND 230 m3/Hr 12% Sól.
A San Felipe
RAPID MIX TANK
LIME REACTOR
CLARIFIER AIR
TO TAILING SLUDGE RECIRCULATION
TK. Deseareador
Efluente final Agua
Neutralizada
8 x 7 m tr= 50'
Línea de Retorno de Lodos 23 m3/Hr 40% Sólidos
45 m3/Hr 40% Sólid. 12 Hr/día
Tr=3min 12m3
M
2.4 x 2.6 m Tr= 5'
LIME/SLUDGE TANK
16mφ tr=1h10´
Fig.11 Diagrama con la ampliacion

39
CAPITULO IV 4 QUIMICA DEL PROCESO DE NEUTRALIZACIÓN HDS
La química del proceso consta principalmente de las siguientes etapas:
a) Formación de la lechada de cal en la molienda
b) Mezcla de los lodos de alta densidad con lechada de Cal.
c) Neutralización del agua ácida de mina con los lodos alcalinizados y formación de
precipitados en el tanque de mezcla rápida.
d) Oxidación de los iones divalentes y formación de precipitados en el tanque reactor.
4.1 FORMACION DE LA LECHADA DE CAL
El Oxido de Calcio al entrar a la molienda en contacto con el agua forma el Hidróxido de
Calcio.
CaO + H2O →Ca(OH)2
Cuando el cargamento de Cal esta mal quemado,la calcita pasa como tal a la molienda y
como no es soluble en agua entonces sigue como calcita molida entrando a formar parte de la
pulpa de la lechada de cal.
CaCO3 + H2O→ CaCO3 + H2O
4.2 MEZCLA DE LODOS CON LECHADA DE CAL
La lechada de Cal producto altamente alcalino y los lodos recirculados con Ph 7.5-8 son
mezclados previamente en un tanque agitado para iniciar el proceso, aquí producto de la
mezcla se forma una nueva pulpa altamente alcalina donde los compuestos de hierro de los
lodos recirculados se hacen más estables y permanecen casi inertes pero ganan alta
alcalinidad; ésta pulpa alcalinizada en la siguiente etapa neutraliza al drenaje ácido por la
alcalinidad de la pulpa y por las reacciones consumidoras de acidez producto de los
compuestos de hierro especialmente.
Algunos otros compuestos que acompañan al Hidróxido de Calcio y Hidróxido Férrico en
los lodos y que consumen la acidez del drenaje ácido son :
Fe(SO4)OH ; Fe2 O3.SO3 ; Fe3 (SO4)2(OH)5 ; (H3O)Fe3(SO4)2(OH)6 sulfato de fierro básico
amorfo; (H3O)Fe3(SO4)2(OH)6 ; H[Fe(SO4)2.2Fe(OH)3]Jarosita
Donde el Fe 3+ ,puede ser sustituido por otro metal trivalente en caso que el agua acida de
mina contenga a dichos elementos en suspensión.

40
4.3 REACCIONES DE NEUTRALIZACION Y PRECIPITACION EN EL TANQUE
DE MEZCLA RAPIDA
La mezcla de lodos con cal es descargada por rebose al Tanque de Mezcla Rápida donde
ingresa también el drenaje acido de mina, en este tanque ocurrirán reacciones de
neutralización y precipitación, en general se puede decir que ocurren las siguientes
reacciones generales:
4.3.1 Reacciones de neutralización del drenaje ácido por hidróxido de calcio
(Cal hidratada ó apagada)
H2SO4 + Ca(OH)2 → CaSO4.2H2O↓ (Yeso) (1)
4.3.2 Reacciones de neutralización por el hidróxido férrico
Los lodos de la recirculación contienen generalmente productos hidrolizados del sulfato
férrico entre ellos esta Hidróxido férrico,el cual actúa como medio neutralizante
consumiendo la acidez del medio.
3H2SO4 + 2Fe(OH)3 → Fe2(SO4)3 + 6H2O (2)
El Hidróxido férrico de los lodos recirculados al entrar en contacto con el agua ácida de mina
en un inicio en el lecho de reacción de un medio altamente acido se descompone en Fe2O3 y
H2O , esto sucede cuando la pulpa contiene un Ph aproximado entre 2 a 4.5 , debido a que la
cinética de las reacciones de neutralización directa por parte del Ca(OH)2 toma su tiempo
dentro del tanque de mezcla rápida a pesar de la intensa agitación.
2Fe(OH)3 → Fe2O3 + 3H2O ( 2 ≤Ph≤ 4.5 ) a
Este óxido férrico formado al entrar en contacto con el agua altamente ácida, rápidamente
reacciona para consumir la acidez del medio.
Fe2O3 + 3H2SO4 → Fe2(SO4)3 + 3H2O b
Si sumamos las reaciones a y b obtenemos la reacción total (2)
4.3.1.1 Reacciones de precipitación de los iones férricos
El Sulfato Férrico procedente del drenaje acido o generado en el proceso reacciona
fácilmente con la lechada de Cal o Hidróxido de Calcio

41
Fe2(SO4)3 + 3Ca(OH)2 + 6 H2O →2Fe(OH)3 + 3CaSO4.2H2O
Fe2(SO4)3 + 3Ca(OH)2 →2Fe(OH)3 + 3CaSO4
4.3.3 Reacciones del Sulfato Ferroso
Cuando los iones ferrosos que contiene el agua ácida de mina entran al tanque llamado de
mezcla rápida reaccionan con el Hidróxido de Calcio para formar hidróxido ferroso, sulfato
de calcio y precipitados de compuestos hidratados de Calcio.
FeSO4 + Ca(OH)2 → Fe(OH)2 + CaSO4
FeSO4 + Ca(OH)2 + 2H2O →Fe(OH)2 + CaSO4.2H2O
FeSO4 + Ca(OH)2 + 3 H2O → Fe(OH)2 + CaSO4.3H2O
4.3.3.1 Reacciones de regeneración del Sulfato Ferroso
Este Hidróxido ferroso formado también consume acido sulfúrico pero en menor proporción
que el sulfato férrico
El hidróxido ferroso es inestable en rangos altos de Ph por lo que se disocia y si no es
oxidado a ión férrico en el tanque reactor pasa al efluente final como ión ferroso, esto ocurre
generalmente cuando falta aireación al tanque reactor
Fe(OH)2 + H2SO4 → FeSO4 + 2H2O
El Sulfato Ferroso regenerado en el proceso reacciona nuevamente consumiendo el hidróxido
de Calcio ,lo cual no es beneficioso debido a que aumenta el consumo de lechada de cal en el
proceso de neutralización, según las reacciones de la parte 4.3.4.
4.3.4 Reacciones Generales de Precipitación como hidróxido de metales divalentes
disueltos
Toda agua de drenaje de mina lleva iones metálicos en la solución y en el proceso de
neutralización al entrar en contacto con la lechada de cal y el agua acida dan lugar a las
siguientes reacciones:
MSO4 + Ca(OH)2 + 2H2O →M(OH)2 + CaSO4.2H2O
MSO4 + Ca(OH)2 + 3 H2O → M(OH)2 + CaSO4.3H2O

42
MSO4 + Ca(OH)2 → M(OH)2 + CaSO4
M= Cu,Zn,Fe,Cd,Co,Ni,Pb,Hg,Mn. Etc
4.3.5 Reacciones Generales de Precipitación como hidróxido de metales trivalentes
disueltos
Los cationes de los metales trivalentes fácilmente reaccionan en el medio neutralizante, para
precipitar como hidróxido trivalentes los cuales son estables generalmente a altos valores de
Ph>6
M2(SO4)3 + 3Ca(OH)2 + 6 H2O →2M(OH)3 + 3CaSO4.2H2O
M2(SO4)3 + 3Ca(OH)2 →2M(OH)3 + 3CaSO4
M= Cu,Zn,Fe,Cd,Co,Ni,Pb,Hg,Mn. Etc
4.3.6 Neutralización por óxido de calcio (cal viva)
Algunas veces cuando se genera una mala molienda en la generación de la lechada de Cal
,partículas realmente gruesas de óxido de calcio pueden pasar a la lechada de Cal,en estos
casos se generan reacciones más lentas en el proceso de neutralización; la reacción en éste
caso es de disolución del CaO por la acidez del medio pero algunas veces todo el núcleo de
las partículas no puede llegar a reaccionar totalmente pasando entonces como tal a formar
parte de los lodos ,debido a que la lechada de Cal rápidamente neutraliza al medio no dando
la oportunidad de reaccionar al núcleo de las partículas de CaO,por lo tanto el proceso de
neutralización requiere mayor consumo de Cal aumentando los costos .
Parte sin reaccionar
CaO
Partícula de CaO que no reacciono
Ca(OH)2
Fig.12.

43
CaO + H2O → Ca(OH)2 (En la superficie de la partícula)
H2SO4 + Ca(OH)2 → CaSO4.2H2O↓ (Yeso)(En la superficie de la partícula)
H2SO4 + CaO + H2O →CaSO4 . 2H2O↓ (si la parte central de la partícula reacciona)
4.3.7 Neutralización por Carbonato de Calcio (caliza).
En algunos casos, cuando el cargamento de cal es de mala calidad ,el carbonato de Calcio
llega como rocas y/o partículas gruesas debido que éste fue mal quemado, existiendo
entonces bastante presencia de Carbonato de Calcio en el cargamento de oxido de Calcio.En
este caso, éstas partículas pasan por el proceso de molienda y pasan como tal a la pulpa de la
lechada de cal donde los finos pueden llegar a reaccionar totalmente en el proceso de
neutralización pero las partículas gruesas solo reaccionan superficialmente ocurriendo un
caso similar a lo anteriór.En este Caso también se requiere mayor consumo de Cal por la
mala calidad lo cual aumenta los costos operativos.
H2SO4 + CaCO3 →CaSO4 + H2CO3
H2SO4 + CaCO3 + H2O →CaSO4 . 2H2O↓ + CO2 ------------------------------ Yeso El producto de todas estas reacciones descritas originados en el tanque de mezcla rápida
genera una pulpa de coloración rojiza pasando por rebose al Tanque Reactor .
En el tanque reactor se suministra a la pulpa rojiza, intensa aireación con agitación para
generar el flujo turbulento necesario a fin de proporcionar la máxima solubilidad del oxígeno
en toda la pulpa para completar la oxidación total del Fe+2 y de otros metales divalentes
disueltos existentes en la pulpa para generar la neutralización eficiente del drenaje ácido,
luego de completarse las reacciones de neutralización y precipitación en el tanque reactor la
descarga es conducida al Clarificador donde ocurre la separación de fases.
4.4. REACCIONES DE OXIDACION Y PRECIPITACION EN EL REACTOR DE
CAL
En el tanque reactor por lo general ocurren reacciones de oxidación de los iones divalentes
para luego ser neutralizados y precipitados dado que muchos iones divalentes son inestables
al ser precipitados,las reacciones en el tanque reactor son:

44
4.4.1 OXIDACIÓN DE LOS IONES FERROSOS Y PRECIPITACIÓN POR ACCIÓN
DEL OXIGENO EN UN MEDIO NEUTRALIZANTE
El ion ferroso proveniente de las aguas ácidas o de los lodos no reacciona efectivamente con
el carbonato de calcio ni hidróxido de calcio hasta PH≅6, por lo que debe ser oxidado a su
estado férrico para ser neutralizado. En el tk. Reactor de cal la presencia de la oxigenación en
un medio neutralizante ayuda a la oxidación y precipitación .
2FeSO4 + 2Ca(OH)2 + 5H2O + ½ O2→ 2Fe(OH)3 + 2CaSO4.2H2O
2FeSO4 + 2Ca(OH)2 + H2O + ½ O2→ 2Fe(OH)3 + 2CaSO4
2 Fe(OH)2 + H2O + ½ O2→ 2Fe(OH)3
4.4.2 OXIDACIÓN DE IONES DIVALENTES Y PRECIPITACIÓN POR ACCIÓN
DEL OXIGENO EN UN MEDIO NEUTRALIZANTE
Muchos iones metálicos divalentes que contienen las aguas ácidas no reaccionan
efectivamente con el carbonato de calcio ni hidróxido de calcio hasta alcanzar un Ph
ligeramente alto (PH ≥ 5.5), por lo que deben ser oxidados para ser neutralizados. La
oxigenación en un medio neutralizante ayuda grandemente a la precipitación de muchos
metales que se encuentran solubilizados en sus estados trivalentes, según las siguientes
reacciones:
2MSO4 + 2Ca(OH)2 + 5H2O + ½ O2→ 2M(OH)3 + 2CaSO4.2H2O
2MSO4 + 2Ca(OH)2 + H2O + ½ O2→ 2M(OH)3 + 2CaSO4
2 M(OH)2 + H2O + ½ O2→ 2M(OH)3
4.4.3 PRECIPITACIÓN DE ANIONES DE COMPUESTOS DE ARSÉNICO POR
FIERRO FÉRRICO.
Muchas aguas de drenaje de mina contienen contienen aniones de compuestos de Arsénico
En el reactor de cal la oxigenación hace que el Arsénico trivalente presente en los drenajes
ácidos es oxidado a arsénico pentavalente
2HAsO2 + 2H2O + O2 → 2H3AsO4↓
H3AsO3 + ½ O2 → H3AsO4↓

45
En un medio neutralizante los aniones de compuestos de arsénico precipitan de acuerdo a la
siguiente reacción
2H3AsO4 + Fe2(SO4)3 +3Ca(OH)2→ 2FeAsO4 2H2O↓ + 3CaSO4 2H2O↓
2H3AsO4 + Fe2(SO4)3 → 2FeAsO4↓ + 3H2SO4
4.4.4 REACCIONES DE OXIDACION DE LOS IONES FERROSOS A FERRICOS
Las reacciones de oxidación pueden ser de generación y regeneración de sulfato férrico
(Fe2+ →Fe3+ + 1e-)
Los iones ferrosos contenidos en las aguas ácidas y otros metales divalentes disueltos son
oxidados por la actividad química del oxigeno en el tk. Reactor , en el nivel acido de PH en
que se encuentran.
4.4.4.1 Reacción de Oxidación del sulfato ferroso Con consumo de ácido sulfúrico y
reducción de oxigeno para formar sulfato férrico y agua.
2FeSO4 + H2SO4 + ½ O2 → Fe2(SO4)3 + H2O
4.4.4.2 Reacción de oxidación del sulfato ferroso y precipitación de iones férricos
El sulfato ferroso existente en el drenaje acido a niveles altos de PH y en presencia de
oxigenación puede ser fácilmente oxidado para luego precipitar como hidróxido férrico.
2FeSO4 + 5H2O + ½ O2 → 2Fe(OH)3 + 2H2 SO4
Esta reacción explica porque baja drásticamente el Ph en la pulpa del tk reactor.
De otra parte
Como: 2Fe(OH)3 → 3H2O + Fe2O3 (2∠PH∠4.5)
Es una reacción espontánea en niveles bajos de Ph.
===> Sumando a las reacciones anterior se obtiene: 2FeSO4 + 2H20 + ½ O2 → Fe2O3 + 2H2SO4
Resulta una reacción más espontáneas que la primera(según ∆G) , produciendo un producto
sólido (Fe2O3) como precipitado.Estas reacciones de precipitación hacen las aguas de drenaje
se tornen rojizos.

46
4.4.5 QUIMICA GENERAL DE LAS REACCIONES DE OXIDACION DE IONES DIVALENTES
Las reacciones de oxidación de los iones de los metales divalentes
Me2+ →Μe3+ + 1e-
Los iones divalentes solubilizados en las aguas ácidas son oxidados por la actividad química
del oxigeno , en el nivel acido de Ph en que se encuentran.
4.4.5.1 Mecanismo de Oxidación de los iones divalentes Con consumo de ácido sulfúrico
y reducción de oxígeno
Esta reacción sucede a niveles de Ph ligeramente ácidos hasta altamente ácidos.
R.Anódica : 2 Me2+ → 2 Me3+ + 2e-
R.Catódica : 2H+ + 2e- + ½ O2 → H2O
---------------------------------------------------
2 Me2+ + (2H+ + ½ O2) → 2Me3+ + H2O
2MeSO4 + H2SO4 + ½ O2 → Me2(SO4)3 + H2O
4.4.5.2 Reacción de oxidación del sulfato ferroso y precipitación de iones férricos
El sulfato ferroso existente en el drenaje acido a niveles altos de Ph y en presencia de
oxigenación puede ser fácilmente oxidado para luego precipitar como hidróxido férrico.
Estas reacciones suceden en lechos de reacción donde el Ph se encuentra en niveles
ligeramente ácidos hasta alcalinos.
2MeSO4 + 5H2O + ½ O2 → 2Me(OH)3 + 2H2 SO4
Según estas reacciones espontáneas la aireación oxida el ion ferroso a ion férrico para luego
precipitarlo.
2MeSO4 + 2H20 + ½ O2 → Me2O3 + 2H2SO4
Esta reacción sucede en ambientes ácidos phs de 2.5 a 4.5.

47
4.4.6 Reacciones de Hidrólisis del Sulfato Férrico
Otras reacciones que pueden darse en niveles altos de Ph en el lecho de reacción son todas las
que involucran a reacciones de remoción por precipitación del Ión Férrico
Muchas de estas reacciones son conocidas que ocurren a altas temperaturas (T≥85°C), pero
no se puede descartar que no sucedan en un proceso de neutralización ya que los productos
existen en los precipitados
Fe2(SO4)3 + 6H2O → 2 Fe(OH)3 + 3H2 SO4
Fe2(SO4)3 + 2H2O → 2 FeSO4(OH) + H2 SO4
Fe2(SO4)3 + 2 H2O → Fe2 O3.SO3 + 2H2SO4
Fe2(SO4)3 + 3H2O → Fe2O3 + 3H2SO4
Fe2(SO4)3 + 4 H2O → 2/3 Fe2 O3. Fe(OH)3 + 3H2SO4 Goetita
Fe2(SO4)3 + 10/3 H2O → 2/3 Fe3 (SO4)2(OH)5 + 5H2SO4
Fe2(SO4)3 + 14/3 H2O → 2/3 (H3O)Fe3(SO4)2(OH)6 + 5/3 H2SO4
Sulfato de fierro básico amorfo
Fe2(SO4)3 +5 H2O → ½ Fe(OH)3 + ½ (H3O)Fe3(SO4)2 (OH)6+2H2SO4
3Fe2(SO4)3 + 12H2O → 2{H[Fe(SO4)2.2Fe(OH)3]} +5H2SO4 Jarosita
Todas estas reacciones de precipitación de óxidos hacen que las aguas se tornen
rojizos.
El producto de estas reacciones originados en el tanque reactor forman la pulpa rojiza donde
se completaron las reacciones de oxidación, neutralización y precipitación pasan al
clarificador para la separación de las fases donde una parte recircula al llamado tanque de
mezcla de lodos con cal y la otra va con destino para su disposición final a la antigua relavera
de San Felipe.

48
CAPITULO V
5 PROCESO DE NEUTRALIZACION HDS
5.1 ETAPAS DEL PROCESO EN LA PLANTA DE NEUTRALIZACION Las operaciones en La Planta De Neutralización HDS costa de las siguientes etapas:
a) Recepción y almacenamiento de CaO
La ley del CaO de los proveedores varía entre 60 a 80%,con 80%-1´´ ..
b) Molienda de cal y almacenamiento de lechada de cal en Santa Catalina
La densidad de la lechada de Cal entre 1050-1100 gr/lt ,con una granulometría de mas de
90% -200mallas.
c) Almacenamiento de lechada de cal en Planta HDS.
Tanque de almacenamiento y recirculación la de lechada de Cal, alimenta al tanque de
mezcla de lodos con Cal.
d) Recolección y almacenamiento de agua ácida
Flujo Máximo 385 m3/h
Flujo Promedio 285m3/h
Flujo Mínimo 150m3/h
e) Mezcla de los lodos de alta densidad con lechada de Cal.
La lechada de Cal se mezcla con los lodos del U/F del clarificador para formar una pulpa
estable y altamente alcalinizada.
f) Neutralización del agua ácida de mina con los lodos alcalinizados y formación de
precipitados en el tanque de mezcla rápida.
Es un proceso de combinación con la formación de compuestos inestables en un rango de Ph
por lo que da lugar a la formación de precipitados.
g) Oxidación de los iones y formación de precipitados en el tanque reactor.
La aireación oxida a los iones que difícilmente forman precipitados o no precipitan en ese
rengo de Ph , para que luego de ser oxidados formen compuestos y fácilmente precipiten.
h) Espesamiento y Clarificación.
El O/F es el agua clarificada con ph entre 7.5-8.5 va al río Moche y el U/F son los lodos de
alta densidad que se depositan en la relavera de San Felipe.
i) Disposición de lodos.
Los lodos de alta densidad de 25-35% de sólidos se deposita en la relavera San Felipe.

49
5.1.1 DIAGRAMA DEL PROCESO DE LA PLANTA DE NEUTRALIZACIÓN HDS Fig.13
Molienda de Cal CaO+ H2O
Lechada de Cal Ca(OH)2
Mezcla de lodos con lechada de cal
(Lodos alcalinizados)
Neutralización y formación de precipitados(Tk.mezcla rápida)
Oxidación y formación de precipitados(Tk.reactor)
Clarificación Clarificadores (2)
Agua ácida de mina,relave pta
cementación,Pond
Lodos de alta densidad 22-32% Solidos
Agua clarificada al Río Moche Ph 7.5-8.5
Disposición de lodos 22-32% Solidos
Aire O2
Floculante
Recepción y Almacenamiento de
Cal
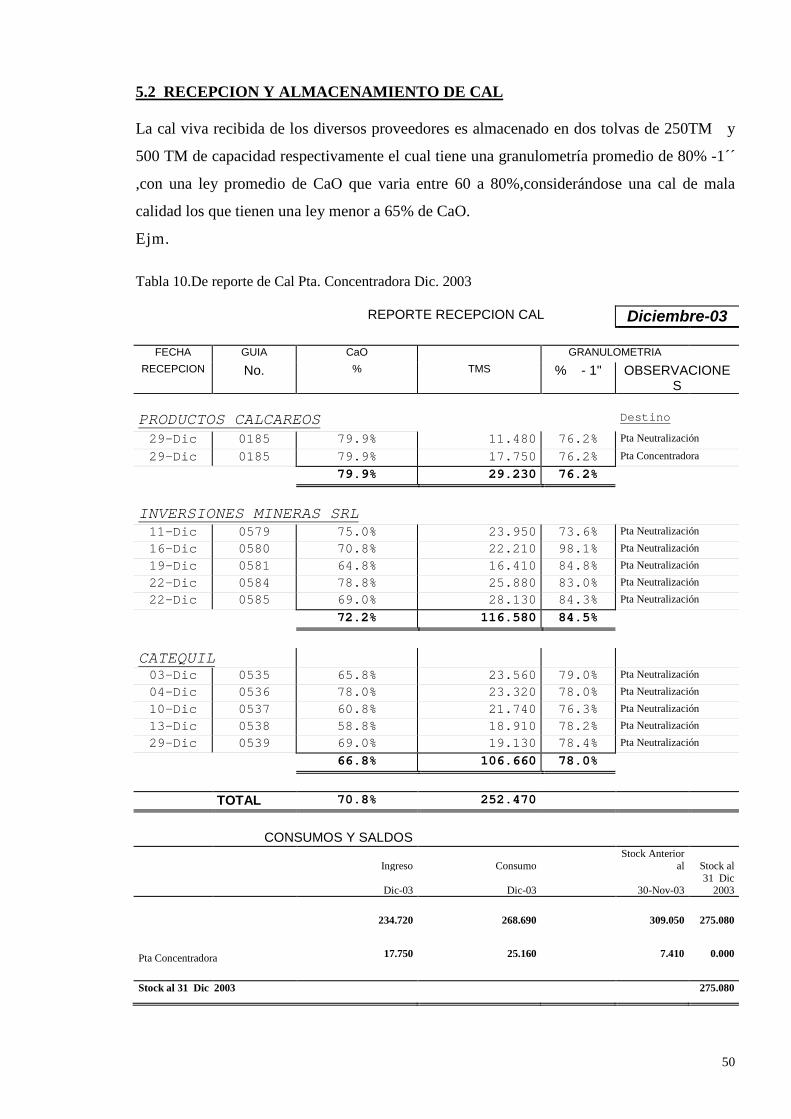
50
5.2 RECEPCION Y ALMACENAMIENTO DE CAL La cal viva recibida de los diversos proveedores es almacenado en dos tolvas de 250TM y
500 TM de capacidad respectivamente el cual tiene una granulometría promedio de 80% -1´´
,con una ley promedio de CaO que varia entre 60 a 80%,considerándose una cal de mala
calidad los que tienen una ley menor a 65% de CaO.
Ejm.
Tabla 10.De reporte de Cal Pta. Concentradora Dic. 2003
REPORTE RECEPCION CAL Diciembre-03
FECHA GUIA CaO GRANULOMETRIA RECEPCION No. % TMS % - 1" OBSERVACIONE
S
PRODUCTOS CALCAREOS Destino
29-Dic 0185 79.9% 11.480 76.2% Pta Neutralización
29-Dic 0185 79.9% 17.750 76.2% Pta Concentradora
79.9% 29.230 76.2%
INVERSIONES MINERAS SRL
11-Dic 0579 75.0% 23.950 73.6% Pta Neutralización
16-Dic 0580 70.8% 22.210 98.1% Pta Neutralización
19-Dic 0581 64.8% 16.410 84.8% Pta Neutralización
22-Dic 0584 78.8% 25.880 83.0% Pta Neutralización
22-Dic 0585 69.0% 28.130 84.3% Pta Neutralización
72.2% 116.580 84.5%
CATEQUIL
03-Dic 0535 65.8% 23.560 79.0% Pta Neutralización
04-Dic 0536 78.0% 23.320 78.0% Pta Neutralización
10-Dic 0537 60.8% 21.740 76.3% Pta Neutralización
13-Dic 0538 58.8% 18.910 78.2% Pta Neutralización
29-Dic 0539 69.0% 19.130 78.4% Pta Neutralización
66.8% 106.660 78.0%
TOTAL 70.8% 252.470
CONSUMOS Y SALDOS
Ingreso Consumo Stock Anterior
al Stock al
Dic-03 Dic-03
30-Nov-03 31 Dic
2003
234.720 268.690 309.050 275.080
Pta Concentradora 17.750 25.160 7.410 0.000
Stock al 31 Dic 2003 275.080

51
5.3 ETAPA DE MOLIENDA DE CAL
La cal es molida en un molino de bolas 5´x 6´en medio húmedo para producir la lechada de
cal (cal hidratada o apagada) y la granulometría de la cal molida debe ser aproximadamente
mayor a 90% -200 mallas o mayor de 80%-325 mallas, con una densidad promedio de la
pulpa de la lechada de cal de 1100gr/lt.
5.3.1 Parámetros de molienda
Molino de bolas : 5´x 6´
Carga de bolas : 35%
TMS/HR : 3.11
Densidad de pulpa de la descarga del molino :1400-1550gr/lt.
Hidrociclon D-10
Apex :1 ½ ´´
Vortex : 3 ½ ´´
Bomba de descarga del molino : Denver 4´x 3´
Densidad del O/F Del hidrociclon D-10 :1070-1150gr/lt
Densidad del U/F Del hidrociclon D-10 :1800-1950gr/lt
5.3.2 ALMACENAMIENTO DE LECHADA DE CAL EN SANTA CATALINA
El producto de la molienda que viene a ser la lechada de cal es almacenado en el Holding
Tank de Santa Catalina, es un tanque agitador de 24´de diámetro por 24´ de altura ,desde
donde por gravedad se abastece al tanque de lechada de cal de la Planta de Neutralización
HDS. El Holding Tank esta ubicado en una cuota bastante superior a la Planta de
Neutralización y a una distancia aproximada de 1000m.
Este tanque también abastece de lechada de cal cuando se neutraliza agua ácida hacia la poza
de la relavera ,esto se hace generalmente cuando el flujo colectado de agua ácida sobrepasa a
la capacidad de la Planta HDS o cuando se quiere subir el espejo de agua en la relavera.La
neutralización se realiza en un tanque agitador de 2.3m de diámetro por 2.5 m de altura, el
cual esta ubicado sobre el dique central de la relavera.
Una bomba horizontal 3´´x 3´´ ,bombea la lechada de cal hasta el tanque agitador donde
también ingresa el agua ácida produciéndose la neutralización ,el agua ácida es bombeado
desde la cola de la Planta de Cementación, desde una distancia aproximada de 800m , la
pulpa de lodos neutralizados sale por rebose del tanque el cual es canalizado hacia la poza
de la relavera ,el Ph de la pulpa neutralizada varia entre 7.5-8.5.

52
En el sector más bajo del área del molienda y clasificación se encuentra ubicado una cocha
de derrames con base rectangular de 1.2x1.2m y con un nivel superior al nivel de los pisos
de 2m de altura, el cual tiene una bomba vertical de 1.5´´ x 36´´ para recuperar cualquier
derrame del proceso de molienda ,clasificación y almacenamiento hacia el tanque de lechada
de cal.
La calidad de la lechada de cal influye directamente en la capacidad de tratamiento del agua
acida los parámetros de control mas importantes son la ley del CaO para la producción de la
lechada y la densidad de pulpa de la lechada,cuanto mas diluido es la lechada menos será la
capacidad de tratamiento.
5.3.2.1 Diagrama de almacenamiento de lechada de Cal en Santa Catalina
Fig.14.
Holding tank 24´x 24 ´
A Pta .HDS
Para neutralizar agua ácida a la poza de la relavera
Bomba 4´´x 3´´
BM 5´X 6´
D-10
M Recirculación

53
5.3.3 BALANCE DEL CIRCUITO DE MOLIENDA DE CAL EN SANTA CATALINA
Fig.15.De Informe de Laboratorio metalúrgico 24-02-02
CIRCUITO MOLIENDA CLASIFICACION BM CAL SANTA CATALINA
MUESTRA: 24/02/2002
c.c 0.85
3.11 19.1653 2.101085 14.96% 9.600
1.10 5.8 20.87 2.21
2.652 1.7021 2.12 1151 23.98% 9.930
1823 85.45% 0.330
3.11 3.09
8.50
TMS / Hr m 3 / Hr G.E. 5.8 7.4576 2.21D.P. % S H 2 O 1423 54.29% 1.430
BM 5 x 6
D10
H2O
H2O

54
5.3.4 ANALISIS GRANULOMETRICO DE LA MOLIENDA DE CAL.
Circuito Molienda Clasificación BM cal Santa Catalina
Tabla 11.De Informe de Laboratorio metalúrgico Febrero 2002
Malla Micras % P Acumul Pass % P Acumul Pass % P Acum Pass % P Acumul Pass % P Acumul Pass cc2" 50000 3.908 3.91 96.09 2.11 2.11 97.891 1/2" 37500 2.106 6.01 93.99 1.14 3.25 96.751 1/4" 31750 3.369 9.38 90.62 1.82 5.06 94.941" 25400 2.920 12.30 87.70 1.58 6.64 93.363/4" 19050 11.895 24.20 75.80 6.42 13.06 86.941/2" 12700 31.671 55.87 44.13 17.10 30.16 69.843/8" 9525 12.125 67.99 32.01 0.000 0.00 100.00 6.54 36.70 63.30 0.000 0.00 100.001/4" 6350 10.470 78.46 21.54 0.622 0.62 99.38 6.29 42.99 57.01 1.377 1.38 98.62#4 4699 3.900 82.36 17.64 0.693 1.32 98.68 2.73 45.72 54.28 1.357 2.73 97.27#6 3327 3.445 85.81 14.19 0.469 1.78 98.22 2.43 48.15 51.85 1.249 3.98 96.02#10 1651 3.264 89.07 10.93 0.508 2.29 97.71 2.50 50.65 49.35 1.597 5.58 94.42#20 833 2.975 92.05 7.95 0.960 3.25 96.75 2.67 53.32 46.68 2.313 7.89 92.11#35 417 1.278 93.32 6.68 1.208 4.46 95.54 1.73 55.05 44.95 2.260 10.15 89.85 0.000 0.00 100.00#50 295 0.518 93.84 6.16 0.917 5.38 94.62 1.05 56.10 43.90 1.677 11.83 88.17 0.049 0.05 99.95 0.83#65 208 0.299 94.14 5.86 1.294 6.67 93.33 1.32 57.42 42.58 2.512 14.34 85.66 0.071 0.12 99.88 0.85#100 147 0.536 94.68 5.32 2.725 9.40 90.60 2.95 60.37 39.63 5.789 20.13 79.87 0.367 0.49 99.51 0.83#140 104 1.123 95.80 4.20 3.900 13.30 86.70 3.97 64.34 35.66 7.315 27.44 72.56 1.507 1.99 98.01 0.80#200 74 1.744 97.54 2.46 7.635 20.93 79.07 6.13 70.47 29.53 11.274 38.72 61.28 4.704 6.70 93.30 0.80#270 53 1.149 98.69 1.31 11.742 32.67 67.33 7.41 77.88 22.12 14.758 53.48 46.52 6.565 13.26 86.74 0.93#325 43 1.130 99.82 0.18 8.048 40.72 59.28 5.64 83.52 16.48 10.924 64.40 35.60 6.803 20.07 79.93 0.87#-325 -43 0.18 100.00 0.00 59.28 100.00 0.00 16.48 100.00 0.00 35.599 100.00 0.00 79.935 100.00 0.00
Promed 0.85Dp Descarga Molino 1420 gr/ltDensidad del U/F 1855 gr/ltDensidad del O/F 1083 gr/ltTonelaje 3.11 T/h
Alimento BM Cal Descarga BM cal U'/F CICLON O'/F CICLONAlimento Total (Faja + U/F

55
5.3.5 EQUIPOS EN EL SECTOR DEL MOLIENDA DE CAL DE SANTA CATALINA
DESCRIPCION POTENCIA HP
MOLINO DE BOLAS PARA CAL COMESA 5'X6' 75
BOMBA 4x3 DENVER SRL No 1 DE LECHADA DE DESCARGA MOLINO DE CAL
24
BOMBA 4x3 DENVER SRL DE LECHADA DE DESCARGA MOLINO DE CAL (STAND BY)
24
BOMBA 3x3 DENVER SRL No 2 DE NEUTRALIZACION, RECIRCULACION DE LECHADA DE CAL Y ALIMENTACION A PLANTA HDS
18
BOMBA VERTICAL SUMIDERO(BOMBA PARA RECUPERAR DERRAMES DEL AREA) FIMA 1 ½´´ x 36´´
4.8
AGITADOR LECHADA DEL HOLDING TANK DE LECHADA DE CAL 7.5
FAJA TRANSPORTADORA DE CAL No 1 ALMACENAMIENTO DE 200TM
7.5
FAJA TRANSPORTADORA DE CAL No 2 ALIMENTACION CAL A MOLINO
3
FAJA TRANSPORTADORA DE CALNo 3 ALMACENAMIENTO SILO DE 500TM
7.5
FAJA TRANSPORTADORA DE CALNo 4 ALIMENTACION CAL A MOLINO
3
ALMACENAMIENTO SILO 200TM CONCRETO ARMADO CON BASE CONICA
ALMACENAMIENTO SILO 500TM CONCRETO ARMADO CON BASE CONICA
BOMBA PERLESS SUMINISTRO DE AGUA 100
BOMBA WORTHINTONG SUMINISTRO DE AGUA 125
HIDROCICLON CREBS D-10
TANQUE CILINDRICO HOLDING TANK DE LECHADA DE CAL de 24´x 24 ´
TROMMEL DESCARGA MOLINO DE ¼´´ DE ABERTURA
Tabla 12 De Equipos Planta Concentradora

56
5.4 ETAPA DE ALMACENAMIENTO DE LECHADA DE CAL EN PLANTA HDS
Se hace en un tanque cilíndrico de 6 m de diámetro por 7 m de altura ubicado dentro de la
Planta De Neutralización HDS, se usa para hacer stock de lechada de cal y para abastecer al
tanque de mezcla de lodos con cal .La lechada de cal que abastece a este tanque viene desde
el Holding Tank de Santa Catalina situado aproximadamente a 1000m y es enviado por
gravedad .
El tanque de lechada de cal de la Planta HDS consta de un agitador y una bomba de
recirculación con su Stand by, una parte del flujo de recircula y la otra alimenta al tanque de
mezcla de lodos con cal.
En el área cerca del tanque de lechada de cal esta ubicado un sumidero 2m largo x 2.5m de
ancho x 2m de profundidad con un nivel superior al nivel de los pisos el cual tiene una
bomba vertical sumergible para recuperar cualquier derrame de los tanques de mezcla de lo
lodos con cal, de lechada de cal,de mezcla rápida y tanque reactor.
La densidad de pulpa de la lechada de cal de este tanque ubicado en la Planta HDS es menor
al del Holding Tank de Santa Catalina debido a que para evitar arenamientos de la tubería
cuando lo abastecen desde el H.Tank de Santa Catalina agregan un poco de agua a la tubería
,especialmente cuando la molienda de la cal esta gruesa por la mala calidad del cargamento
de cal recepcionado y también una vez que terminan el envió de la lechada de cal tienen que
lavar con agua la tubería por un espacio mínimo de 15 minutos, lo cual diluye más todavía la
densidad de pulpa de la lechada de cal.
Desde este tanque por intermedio de una bomba horizontal se abastece al tanque de mezcla
de lodos con lechada de cal, donde el agua del sello de la bomba que es de alta presión lo
diluye más todavía, entrando como consecuencia una lechada de cal a veces demasiado
diluida.
Esta dilución hace muchas veces que la capacidad de la planta de neutralización baje su
capacidad de tratamiento lo cual es muy perjudicial especialmente en las épocas de
abundancia de lluvias donde el agua ácida colectada de mina esta sobrepasando a la
capacidad de tratamiento de la Planta de Neutralización HDS.
En este sector existen varias cosas por hacer y mejorar de esa forma aumentar la capacidad de
tratamiento de la Planta de Neutralización.

57
5.4.1 EQUIPOS EN EL SECTOR DEL TANQUE DE LECHADA DE CAL
DESCRIPCION POTENCIA HP TANQUE CILINDRICO METALICO DE LECHADA DE CAL DE 6 M DE DIAMETRO POR 7 M DE ALTURA
BOMBA DE LECHADA DE CAL A- DE 5x5x14 SRL CAST IRON /NITRIL# 1 ,UNA PARTE RECIRCULA Y OTRA PARTE ALIMENTA AL TANQUE DE MEZCLA DE LODOS CON CAL.
10
BOMBA DE LECHADA DE CAL B- DE 5x5x14 SRL CAST IRON /NITRIL# 2 10 REDUCTOR DE VELOCIDAD # 2 DEL AGITADOR DEL TANQUE DE LECHADA DE CAL
7.5
BOMBA 4x6-14S JCU HIGH CROME SUMIDERO AREA HDS ,SUMIDERO QUE COLECTA LOS DERRAMES DEL TKS. DE LECHADA DE CAL, MEZCLA DE LODOS CON CAL,MEZCLA RAPIDA,REACTOR DE CAL,etc.
15
SUMIDERO DE 2m largo x 2.5m de ancho x 2m de profundidad ,TIENE COMO PARTE SUPERIOR EL NIVEL DE LA BASE DE LOS TANQUES(COCHA DE DERRAMES).
AGITADOR DEL TANQUE DE LECHADA DE CAL
Tabla 13.De Equipos Planta Concentradora
5.4.2 DIAGRAMA DEL TK. DE LECHADA DE CAL EN PLANTA HDS
Bomba horizontal de recirculación con su stand by
A Tanque de mezcla de lodos con cal
Válvula
Lechada de Cal que viene de Santa Catalina
M Fig.16.

58
5.5 ETAPA DE MEZCLA DE LODOS CON LECHADA DE CAL
Los lodos que entran a éste tanque cilíndrico de 2.4 m de diámetro por 2.8 m de altura es la
carga de recirculación del Under Flow del clarificador; el ratio de recirculación casi siempre
se trata de mantener en una proporción de 4:1 ,pero muchas veces se tiene que bajar para
darle mayor capacidad a la Planta de Neutralización,pero el cvual conlleva al mayor consumo
de Cal incrementando los costos de operación.En éste tanque no se producen reacciones
químicas por lo cual lleva el nombre de tanque de mezcla de lodos con lechada de cal.
Los lodos con Ph 7.5-8.5 que contienen generalmente al hidróxido férrico y otros
compuestos productos de la hidrólisis del sulfato férrico y otros metales, se mezclan con la
lechada de cal que es el hidróxido de calcio, para formar un lodo mas uniforme y estable con
alta alcalinidad para alimentar al tanque de Mezcla rápida; donde el nueno lodo formado
entra en contacto con el agua ácida de mina generándose entonces una serie de reacciones
químicas.
5.5.1 Tiempo de residencia de la pulpa en el Tanque de 4-5 min.
El tiempo de residencia depende de la cantidad del flujo de agua acida de mina que se esta
tratando y del ratio de recirculación de los lodos del under flow del clarificador , cuanto mas
lodo hacen recircular o alimentan mas agua acida de mina el tiempo de residencia baja.
5.5.2 EQUIPOS EN EL SECTOR DEL TK. DE MEZCLA DE LODOS CON CAL
DESCRIPCION POTENCIA HP TANQUE AGITADOR CILINDRICO METALICO DE MEZCLA DE LODOS CON CAL DE 2.4 m DE DIAMETRO POR 2.6 m DE ALTURA
REDUCTOR DE VELOCIDAD DEL AGITADOR DEL TANQUE DE MEZCLA DE LODOS CON CAL
7.5
AGITADOR DEL TANQUE DE MECLA DE LODOS CON CAL VALVULA AUTOMATICA AUMA ADICIONA A TANQUE DE LODOS CON CAL No1 BOMBA 3X3X10 SRL CAST IRON / NIYRILO #1,BOMBA QUE ALIMENTA DE LODOS DESDE EL U/F DEL CLARIFICADOR
7.5
BOMBA 3X3X10 SRL CAST IRON / NIYRILO #2, BOMBA QUE ALIMENTA DE LODOS DESDE EL U/F DEL CLARIFICADOR
7.5
BOMBA 3X3X10 SRL CAST IRON / NIYRILO #3, BOMBA QUE ALIMENTA DE LODOS DESDE EL U/F DEL CLARIFICADOR (STAND BY)
7.5
SUMIDERO DE 2 x 2.5 x 2m DE PROFUNDIDAD ,TIENE COMO PARTE SUPERIOR EL NIVEL DE LA BASE DE LOS TANQUES(COCHA DE DERRAMES).
BOMBA DE LECHADA DE CAL A- DE 5X5X14 SRL CAST IRON /NITRIL# 1 ,UNA PARTE RECIRCULA Y OTRA PARTE ALIMENTA AL TANQUE DE MEZCLA DE LODOS CON CAL.
10
AGITADOR DEL TANQUE DE MECLA DE LODOS CON CAL BOMBA DE LECHADA DE CAL B- DE 5X5X14 SRL CAST IRON /NITRIL# 2(STAND BY) 10
Tabla 14 De Equipos Planta Concentradora

59
5.5.3 DIAGRAMA DEL TANQUE DE MEZCLA DE LODOS CON CAL
5.6 ETAPA DE RECOLECCION Y ALMACENAMIENTO DE AGUA ACIDA
El agua ácida de las diferentes labores mineras es colectado en su mayor parte por la salida
del túnel de Almirvilca, otros de menor cantidad son del túnel codiciada y dique codiciada.
5.6.1 COMPOSITO DRENAJE TUNEL ALMIRVILCA1996-2003
Ph TSS ToC Cond.(uS/cm) Cu(mg/l) Pb(mg/l) Fe(mg/l) Zn(mg/l)
MAX 3.50 311.40 27.00 20000.00 221.40 11.70 5000.00 54.90
MIN 1.47 0.28 11.00 572.00 1.70 0.00 46.20 0.03
PROM 2.32 43.88 16.07 7626.78 57.65 0.95 1766.60 23.30
Tabla 15.Resumen extraído de informe de monitoreo de los efluentes de agua del Dto. de Medio Ambiente 1996-2003
M
Lodos de recirculación desde el Under Flow del Clarificador Dos bombas y otra en stand
A tanque de mezcla rápida por rebose
Cal Del tanque de lechada
Fig.17

60
5.6.2 FLUJO DE AGUA ACIDA MINA 2000-2003
m3/hr TOTAL
BOCAMI
NA
DIQUE
ALMIRV.
DESEA
DA
DESEADA
ALTA
CODICIA
DA
DIQQUE
CODICIA
DA
LUZ
ANGELI
CA
MAX 477.86 424.90 16.50 25.00 11.50 17.00 11.10
MIN 107.43 90.20 1.70 0.40 0.30 0.40 0.70
PRO
M
265.35 235.66 8.42 6.70 3.36 5.62 5.77
Tabla 16.Resumen extraído de informe de monitoreo de los efluentes de agua del Dto. de Medio Ambiente 1996-2003
5.6.3 AGUA ACIDA EN EL POND
El pond es una poza construida al pie del cerro en roca maciza el cual tiene un diámetro
promedio de 30 m con una profundidad máxima de 3.2m, situado aproximadamente a 150m
de la Planta de Neutralización HDS ,la poza tiene derivaciones para recibir el agua ácida de
toda la unidad minera y es la única poza de almacenamiento que también sirve para abastecer
a la Planta HDS.
Esta poza se ha hecho tan indispensable y necesario debido a que se usa durante todo el
tiempo del año para captar los diversos efluentes ácidos que no son captados por las dos
líneas de tuberías centrales que salen de la mina(túnel Almirvilca).El pond continuamente
recibe aguas ácidas de:La cola de la planta de cementación ,El drenaje ácido del dique
codiciada por intermedio de una bomba y el drenaje del túnel codiciada.También recibe los
efluentes de laboratorio químico ,metalúrgico , del área de reactivos y molienda de Cal de la
Planta Concentradora.
Cuando la planta de neutralización HDS para sus operaciones por algún motivo, en esta poza
se capta los diversos efluentes ácidos de toda la unidad minera de Quiruvilca.La planta de
HDS generalmente para sus operaciones por no estar programado su operación, por
problemas operativos, eléctricos, mecánicos o cuando el flujo de agua acida de mina es muy
bajo por la estación para ser tratado directamente.
En las épocas de abundancia de lluvias entre Setiembre y Marzo el flujo de agua acida
muchas veces excede la capacidad de la planta, en esos casos el excedente es almacenado en

61
esta poza, el flujo ácido que sobrepasa a la capacidad de la Planta HDS es por ciertos
periodos cíclicos que puede ser durante el día, la semana o el mes.
Desde esta poza por intermedio de una o dos bombas se alimenta el agua acida a la Planta
de Neutralización HDS para tratar el flujo máximo el cual ayuda al flujo de agua acida que
entra directamente proveniente de la boca mina Almirvilca.Las bombas del pond entran en
operación cuando el flujo de mina baja por el temporal de la estación o cuando no hay
bombeo del interior de la mina.
Cuando la capacidad del flujo de agua ácida colectado de toda la unidad minera sobrepasa a
la capacidad de la Planta de neutralización de la Planta HDS y de Santa Catalina, esta poza
revalsa hacia el Río Moche, esto ocurre cuando se producen abundantes precipitaciones
fluviales en la zona.
5.6.4 EQUIPOS EN EL SECTOR DEL POND
DESCRIPCION POTENCIA HP
POZA COSTRUIDA CON BASE CASI CIRCULAR CONICA CORTADA DE APROXIMADAMENTE 30m DE DIAMETRO POR 3.2 m DE ALTURA
BOMBA SUMERGIBLE GOULD 3X4-11 ,ALIMENTA AGUA ACIDA AL TANQUE DE MEZCLA RAPIDA
15
BOMBA AUTOCEBANTE GOULD 6X6-13, ALIMENTA AGUA ACIDA AL TANQUE DE MEZCLA RAPIDA
18
TUBERÍA DE 16 PULGADAS
TUBERIA DE 12 PULGADAS
TUBERÍA DE 6 PULGADAS
VALVULA No 1
VALVULA No 2
VALVULA No 3
VALVULA No 4
REGLA GRADUADA PARA CONTROL DE NIVEL.
Tabla 17. De equipos Planta Concentradora

62
5.6.5 DIAGRAMA RECOLECCION DE AGUA ACIDA PARA PLANTA HDS Y EL POND
Fig .18
Cuando la planta para o flujo de agua ácida excede la capacidad de la planta HDS 2 M
Agua acida ,cola de la Planta de Cementación
A Planta HDS
Diferentes Efluentes recolectados(Planta)
Agua ácida ,dique y túnel Codiciada codiciada
A Planta HDS
A Planta HDS
Agua acida de mina (tunel Armivilca)

63
5.7 ETAPA DE NEUTRALIZACION Y PRECIPITACION EN EL TANQUE DE
MEZCLA RAPIADA
Tanque cilíndrico de 4.6 x 4.6 m , donde entra el agua ácida de mina para ser
neutralizado por la pulpa de los lodos alcalinizados desde el tanque de mezcla
del lodos con cal.En este tk. ocurrirán reacciones de neutralización y precipitación.
Toda el agua ácida colectada de la Bocamina Almirvilca ,codiciada y el Pond es conducida a
través de un sistema de tuberías para abastecer a éste tanque llamado de Mezcla Rápida.
Un porcentaje del incremento de la capacidad de la planta HDS se debió a la instalación de
un cajón rectangular que recepciona la carga del tanque reactor para matar la turbulencia del
flujo que entra al clarificador ,éste cajón esta cerca del clarificador alimentando
horizontalmente y en forma tangencial al cilindro central del clarificador al nivel del rebose y
en dirección al giro de la rastra del clarificador ,pero el mayor incremento fue por la puesta
en operación del espesador Door Oliver para ayudar a la etapa de clarificación.
La variación del flujo de tratamiento es por el manejo del ratio de recirculación o porque hay
problemas mecánicos/eléctricos en las bombas de alimentación del pond o de interior mina
hacia la Planta de neutralización HDS ;también porque el bombeo de interior mina no es
constante.Algunas veces el bajo flujo de agua acida de mina requiere ser tratado por estar
estar cerca de un feriado largo, también trabajaba con bajo flujo cuando ayudaba a abastecer
de agua neutralizada a la planta de molienda y flotación en estaciones de estío pero el cual
actualmente ya no se utiliza por ser una agua poco soluble y de mala calidad para la
flotación.
• Máximo flujo de tratamiento 385 m3/h (Ph:1.5-2.2),500 m3/h(Ph:2.3-3.2)
• Mínimo flujo de tratamiento 150 m3/hr.
5.7.1 EQUIPOS PRINCIPALESEN EL SECTOR DEL TK. DE MEZCLA RAPIDA
DESCRIPCION POTENCIA HP TANQUE AGITADOR CILINDRICO METALICO DE MEZCLA RAPIDA DE 4.6 m DE DIAMETRO POR 4.6 m DE ALTURA
REDUCTOR DE VELOCIDAD DEL AGITADOR DEL TK. DE MEZCLA RAPIDA
15
AGITADOR DEL TANQUE DE MECLA RAPIDA BOMBA SUMERGIBLE GOULD 3X4-11 ,ALIMENTA AGUA ACIDA AL TANQUE DE MEZCLA RAPIDA DESDE EL POND
15
BOMBA AUTOCEBANTE GOULD 6X6-13, ALIMENTA AGUA ACIDA AL TANQUE DE MEZCLA RAPIDA DESDE EL POND
18
Tabla 18.De Equipos Planta Concentradora.

64
5.7.2 DIAGRAMA DEL TANQUE DE MEZCLA RAPIDA
Fig.19
Agua ácida de mina(T.Armivilca)
Agua Acida Relave Pta Cementación(por gravedad)
Agua ácida del Pond
Lodos del tanque de mezcla de lodos con cal Por rebose
Al Pond
Al tanque Reactor por rebose Pond
M

65
5.8 ETAPA DE OXIDACION Y PRECIPITACION EN EL REACTOR DE CAL
El reactor de cal consta de un tanque cilíndrico de 8m de diámetro con 7 m de altura al cual
entra aire insuflado por un blowers ,el insuflado se realiza cerca de la base del tanque y
circunferencialmente al tanque , a una distancia equidistante una de otra ; la principal fuente
de aireación se realiza por el centro de la base del tanque ,el flujo de aire choca contra una
campana para dispersar el aire a través de un radio circular uniforme cerca de la base del
tanque ; a su vez el tanque esta agitado por un agitador de alta velocidad ,lo cual va
generando el flujo de alta turbulencia buscando la máxima solubilidad del oxígeno en la
pulpa dentro de todo el tanque.
5.8.1 EQUIPOS EN EL SECTOR DEL TANQUE REACTOR DE CAL
DESCRIPCION POTENCIA
HP
TANQUE AGITADOR REACTOR DE CAL CILINDRICO METALICO DE 8 m DE
DIAMETRO POR 7 m DE ALTURA
REDUCTOR DE VELOCIDAD DEL AGITADOR DEL TANQUE DE MEZCLA
RAPIDA
100
AGITADOR DEL TANQUE RECTOR DE CAL
VALVULA AUTOMATICA ADICION DE CAL No2,ADICIONA CAL AL
TANQUE REACTOR
SOPLADOR GADNER-DENVER 5CDL 13#1 60
SOPLADOR GADNER-DENVER 5CDL 13#2 60
SOPLADOR GADNER-DENVER 5CDL 13#3(STAND BY) 60
PTENCIOMETRO DIGITAL
Tabla 19.De Equipos Planta Concentradora

66
5.8.2 DIAGRAMA DEL TANQUE REACTOR
Fig.20
5.8.3 CARACTERISTICAS
Presión del blowers :>4.5 PSI
No de Puntos de inyección de aire :5
Ph :7.6 -7.8
5.9 ETAPA DE CLARIFICACION
Se realiza en los clarificadores Outokumpu y Door Oliver de 16 x 2.6 y 15x2.6m
respectivamente que hacen la separación de fases de los lodos neutralizados El Under Flow
es un lodo de aprox. 30% sólidos y el Ouver Flow es el efluente tratado final que es
descargado al río libre de contaminantes con un P.h. adecuado de 7 a 8. Una parte de este
lodo (75%) generalmente es recirculado para reiniciar el proceso al TK lodos-cal y el
excedente enviado a la Cancha de San Felipe para su dispocisión final.
M
Del tanque de mezcla rápida por rebose
Sistema de inyección de Aire
Blower
Al Clarificador
Floculante salio de servicio

67
5.9.1 EQUIPOS EN EL SECTOR DEL CLARIFICADOR OUTOKUMPO
Descripción Potencia
HP
BOMBA 3x3x10 SRL CAST IRON / NITRILO #1(Recirculación de lodos A) GOULDS
7.5
BOMBA 3x3x10 SRL CAST IRON / NITRILO #2(Recirculación de lodos B) GOULDS
7.5
BOMBA 3x3x10 SRL CAST IRON / NITRILO #3(Recirculación de lodos C) GOULDS
7.5
BOMBA GOULDS 3x4 -11H 3316 # 1
(Agua reciclada A) ,BOMBEA A PLANTA CONCENTRADORA
125
BOMBA GOULDS 3x4 -11H 3316 # 2
(Agua reciclada B) , BOMBEA A PLANTA CONCENTRADORA
125
BOMBA 4x6 14S JCU HIGH CHROME # 1
SUMIDERO CLARIFICADOR, UBICADO CERCA DEL CONO DEL CLARIFICADOR PARA RECUPERAR CUALQUIER DERRAME
15
BOMBA HORIZONTAL PURGA LODOS A SAN FELIPE ASH 5X4 (Lodos a la Relavera San Felipe)
20
EQUIPO CLARIFICADOR OUTOKUMPO SUPAFLO HIGH RATE DE 16 METROS DE DIAMETRO
CAJÓN METALICO DESEAREADOR(MATA TURBULENCIA), 12m3
CAJÓN DE CONCRETO ARMADO DE SUCCIÓN DE LAS BOMBAS GOULD, 12m3 (AGUA RECICLADA O NEUTRALIZADA)
VALVULA AUTOMATICA AUMA PURGA LODOS 03-HCV-060 -
BOMBA DE FLOCULANTE A 0.75
BOMBA DE FLOCULANTE B 0.75
BOMBA HORIZONTAL DENVER 5X4 No 1 ,UNA PARTE DE LOS LODOS DEL TANQUE REACTOR SON BOMEADOS AL ESPESADOR DOOR OLIVER
24
BOMBA HORIZONTAL DENVER 5X4 No 2 ,UNA PARTE DE LOS LODOS DEL TANQUE REACTOR SON BOMEADOS AL ESPESADOR DOOR OLIVER
(BOMBA EN STAND BY)
24
Tabla 20.De Equipos Planta Concentradora

68
5.9.2 Agua Neutralizada.
Es el agua que sale del O/F del clarificador y es de color transparente, después del arranque
esta agua era bombeado a la Planta de procesamiento de mineral mediante dos bombas de
250GPM pero ocasiono serios problemas a la operación metalúrgica por lo que se dejo de
usar, actualmente esta agua no tiene utilidad y se descarga directamente hacia el Rió Moche
después del Dique Codiciada.
La descarga del agua neutralizada del ouver flow del clarificador actualmente se realiza por
un canal ,esto debido a que a solo un año de la operación de la Planta de Neutralización tapo
por encalichamiento las dos líneas de 24 pulgadas de diámetro que servían para descargarlo
por debajo de la superficie hasta después del Dique Codiciada.
Esta agua contiene Calcio,Fierro y restos de floculante por lo que rápidamente tapa todas las
tuberías por donde pasa lo cual ocasiona todos los problemas, también rápidamente pone
fuera de servicio a todas las válvulas de agua los endurece y luego fácilmente se rompen los
ejes de las rosetas.
El agua de los ouver flow del clarificador (agua neutralizada) cuando se uso para el
procesamiento de minerales en la planta concentradora entraba a los circuitos de molienda y
chisguetes de los bancos de flotación ,ocasionando serios problemas en las recuperaciones y
en la calidad de los concentrados.Otro factor importante para dejar de usar fue que tapo casi
todas las líneas de las tuberías y otras reduciéndolo aun mínimo de su diámetro también
ocasiono plantadas de casi todos los espesadores y obstrucción de sus conos de descarga
cada vez que se usaba el agua .
Esta agua es considerada una agua dura donde difícilmente se solubilizan algunos reactivos
de flotación y otros reaccionan con esta agua generando los problemas.
Características Del Efluente(ppm)
Ph. TSS Colif totales Color Olor Cu Pb Zn Fe As Sb CN
7.5 5 0 Translú
cido inodoro 0.01 0.01 0.11 0.13 0.01 0.01 0
Tabla 21.De informe Características del Cuerpo Receptor-Río Moche(ppm) año 2003
Agua Neutralizada Rió Moche 250-550 m3/Hr

69
5.9.3 DIAGRAMA GENERAL DEL CLARIFICADOR OUTOKUMPO Fig.21
M Floculante
Cajón mata turbulencia Deseareador 12m3
Lodo del Reactor de Cal
A espesador Door Oliver 2 BM 5x4 en serie
U/F
Sumidero para recuperar cualquier derrame
A tanque de mezcla de lodos con cal
Lodos de recirculación al tanque de mezcla con cal;dos BM trabajan y una en stand by
12m3
O/F
Agua neutralizada al Rio Moche
Lodos a la Relavera San Felipe
Bombas Gould a Planta

70
5.9.4 ESPESADOR DOOR OLIVER
El espesador Door Oliver de concreto armado pertenecía a la planta de lavado había quedado
fuera de servicio después que entro en operación de la Chancadora Cónica de 4 ¼´ en la Planta
De Chancado.
La Planta de Lavado consistía de un molino lavador de 3´x 6´,un trommel en la descarga del
molino,una faja de alimentación al molino,una faja para la carga gruesa de la descarga del
trommel del molino, dos bombas horizontales 5x4 en la descarga del molino para que la pulpa
que pasaba el trommel fuera bombeada a un nido de dos hidrociclones D-10,la carga gruesa
del U/F de los hidrociclones alimentaban a un clasificador helicoidal ,los gruesos o arenas del
clasificador helicoidal alimentaban a la faja No 60 de la planta de chancado, la cual tiene
como destino la tolva de finos, los finos del clasificador helicoidal se juntaban con los O/F de
los hidrociclones para alimentar al espesador Door Oliver.El U/F del espesador era bombeado
y rebombeado hasta un tanque agitador Holding Tank de 24´x24´ ubicado cerca de la planta,
este tanque tiene una bomba de recirculación horizontal Denver 3x3, donde una parte recircula
y otra alimentaba a los cajones de las bombas de las descargas de los molinos primarios
9.5´x12´ y 8´x 6´.Este tanque continua en operación para colectar cualquier derrame grande de
la planta .
5.9.5 EQUIPOS EN EL SECTOR DEL ESPESADOR DOOR OLIVER
Descripción Potencia HP
ESPESADOR DOOR OLIVER DE 16 m DE DIAMETRO BOMBA HORIZONTAL DENVER 4X4 DEL U/F DEL ESPESADOR PARA RECIRCULAR LOS LODOS AL TANQUE DE MESCALA DE LODOS CON CAL.
20
BOMBA HORIZONTAL DENVER 4X4 DEL U/F DEL ESPESADOR PARA PURGAR LOS LODOS A LA RELAVERA SAN FELIPE.
20
BOMBA HORIZONTAL DENVER 5X4 No 1 ,UNA PARTE DE LOS LODOS DEL TANQUE REACTOR SON BOMEADOS AL ESPESADOR
24
BOMBA HORIZONTAL DENVER 5X4 No 2 ,UNA PARTE DE LOS LODOS DEL TANQUE REACTOR SON BOMEADOS AL ESPESADOR (stand by)
24
BOMBA VERTICAL GALIGHER 1 ½ ´´ X 36´´ ,UBICADO CERCA DE LAS BOMBAS 5X4,PARA RECUPERAR FILTRACIONES Y DERRAMES HACIA EL SUMIDERO DE LA PLNATA DE HDS.
24
TANQUE CILINDRICO METALICO DE PREPARACIÓN DE FLOCULANTE CAJÓN METALICO RECTANGULAR MATA TURBULENCIA Tabla 22.De Equipos Planta Concentradora

71
5.9.6 ESQUEMA ACTUAL DEL ESPESADOR DOOR OLIVER DE 15 m DE DIAMETRO Trabaja en paralelo con el clarificador OUTOKUMPU
Fig.22
Purga de Lodos a San Felipe
De las bombas Denver 5x4
Lodos de recirculación al tanque de mezcla de lodos con cal
Cajón de recepción de una parte de los Lodos del Tanque Reactor que alimenta a un canal que va hacia el
TK. Flocu lante
Purga de lodos del U/F del clarificador a San FelipeLodos de recirculación
M
Agua neutralizada a
Rio Moche
Lodos de recirculación al espesador

72
5.10 ETAPA DE DISPOSICION DE LODOS DE ALTA DENSIDAD 5.10.1 DISPOSICION DE LODOS DE ENERO-JUNIO DEL 2003 Los lodos producidos por la neutralización cuando alcanzan la densidad adecuada son descargados por el under florw del clarificador Outokumpu y espesador Door Oliver por intermedio de dos bombas independientes para su disposición final hacia la relavera antigua de San Felipe el cual es conducido por intermedio de una tubería de 3´´ Tabla 23.De datos de operación diaria año 2003,Planta de Neutralización
ENERO FEBRERO MARZO ABRIL MAYO JUNIO DA % 2.4 Sólidos % 2.4 Solidos % 2.4 Solidos % 2.4 Solidos % 2.4 Solidos % 2.4 Solidos
Solidos Spg TM Sólidos Spg TM Sólidos Spg TM Sólidos Spg TM Sólidos Spg TM Sólidos Spg TM 1 28.9% 1.203 89.1 25.6% 1.176 82.9 30.6% 1.217 131.2 27.9% 1.194 213.2 28.1% 1.196 80.5 30.5% 1.216 77.9 2 33.4% 1.242 95.7 28.3% 1.198 97.5 30.5% 1.216 68.7 27.2% 1.189 68.8 33.4% 1.242 43.5 32.1% 1.230 106.4 3 31.4% 1.224 185.0 24.9% 1.170 178.5 33.2% 1.240 95.9 27.0% 1.187 149.5 31.1% 1.222 89.2 32.5% 1.234 100.8 4 29.3% 1.206 112.6 25.0% 1.171 104.5 31.6% 1.226 120.8 27.9% 1.194 222.2 32.4% 1.233 42.6 33.9% 1.246 76.7 5 30.3% 1.215 157.2 27.4% 1.190 89.6 32.2% 1.231 100.2 24.6% 1.168 173.8 32.8% 1.237 106.2 34.0% 1.247 72.6 6 32.4% 1.233 116.2 24.3% 1.165 228.0 31.4% 1.224 119.4 26.9% 1.186 167.3 31.0% 1.221 120.8 35.2% 1.258 100.0 7 32.5% 1.234 103.3 27.9% 1.194 179.9 29.5% 1.208 134.5 29.0% 1.204 153.4 30.5% 1.216 74.1 32.6% 1.235 98.1 8 32.4% 1.233 141.5 24.3% 1.165 136.0 29.1% 1.204 158.6 29.4% 1.207 167.0 29.5% 1.208 95.2 26.8% 1.185 120.1 9 31.9% 1.229 91.1 22.8% 1.153 163.2 29.5% 1.208 147.7 28.3% 1.198 133.3 28.5% 1.199 105.2 30.0% 1.212 74.2
10 27.3% 1.189 128.3 24.7% 1.168 185.7 28.5% 1.199 73.4 29.2% 1.205 123.9 28.8% 1.202 110.2 29.8% 1.210 82.6 11 30.7% 1.218 0.0 25.7% 1.176 142.0 28.7% 1.201 150.9 25.0% 1.171 215.4 30.6% 1.217 93.3 25.1% 1.172 117.8 12 31.7% 1.227 107.5 27.5% 1.191 243.1 30.0% 1.212 126.9 25.5% 1.175 141.8 31.0% 1.221 94.0 27.2% 1.189 62.2 13 33.2% 1.240 112.9 26.2% 1.180 202.2 30.1% 1.213 151.3 27.7% 1.193 184.5 31.0% 1.221 107.3 27.5% 1.191 165.4 14 29.4% 1.207 166.8 24.9% 1.170 243.1 30.6% 1.217 112.4 27.7% 1.193 74.0 30.4% 1.216 106.9 21.5% 1.143 118.2 15 28.9% 1.203 156.5 20.8% 1.138 245.8 31.5% 1.225 94.5 29.4% 1.207 237.0 28.7% 1.201 79.3 27.5% 1.191 132.0 16 28.0% 1.195 165.0 29.8% 1.210 147.2 31.6% 1.226 117.8 30.6% 1.217 104.2 26.5% 1.183 88.8 30.1% 1.213 64.2 17 28.4% 1.199 139.2 29.9% 1.211 136.3 30.6% 1.217 172.8 28.6% 1.200 79.2 28.1% 1.196 165.5 32.6% 1.235 59.4 18 25.9% 1.178 232.2 30.6% 1.217 190.9 25.9% 1.178 212.8 31.3% 1.223 73.2 27.9% 1.194 149.8 31.6% 1.226 58.6 19 25.9% 1.178 100.5 30.0% 1.212 187.2 23.1% 1.156 194.1 33.6% 1.244 103.9 28.9% 1.203 116.0 28.5% 1.199 118.3 20 29.1% 1.204 133.1 29.4% 1.207 222.9 24.4% 1.166 110.1 33.9% 1.246 92.6 30.4% 1.216 81.8 25.5% 1.175 84.5 21 30.8% 1.219 89.2 25.4% 1.174 103.4 23.8% 1.161 200.0 34.8% 1.255 81.5 30.3% 1.215 92.5 28.1% 1.196 96.3 22 31.6% 1.226 102.3 29.2% 1.205 125.2 24.7% 1.168 164.3 30.9% 1.220 99.1 33.5% 1.243 42.0 27.9% 1.194 124.0 23 34.6% 1.253 82.6 27.4% 1.190 149.9 26.9% 1.186 139.7 27.9% 1.194 90.3 29.7% 1.210 111.8 30.0% 1.212 87.5 24 34.1% 1.248 105.4 26.0% 1.179 107.4 29.0% 1.204 139.0 30.3% 1.215 52.4 29.6% 1.209 123.0 26.4% 1.182 98.5 25 31.9% 1.229 96.0 28.5% 1.199 78.2 30.7% 1.218 45.3 32.7% 1.236 60.0 29.6% 1.209 128.0 26.6% 1.184 91.2 26 29.6% 1.209 179.5 27.5% 1.191 112.1 30.7% 1.218 134.1 30.0% 1.212 117.1 31.1% 1.222 64.0 29.6% 1.209 63.3 27 30.3% 1.215 33.6 29.0% 1.204 75.9 29.9% 1.211 182.0 26.6% 1.184 131.8 28.5% 1.199 96.8 26.5% 1.183 125.4 28 32.9% 1.237 67.0 30.9% 1.220 99.8 29.9% 1.211 123.8 25.0% 1.171 136.6 30.5% 1.216 137.0 29.1% 1.204 86.3 29 28.5% 1.199 153.2 27.6% 1.192 99.5 21.7% 1.145 154.3 30.1% 1.213 121.4 28.4% 1.199 79.2 30 23.3% 1.157 170.4 27.4% 1.190 144.4 26.3% 1.181 95.8 28.8% 1.202 98.3 31.0% 1.221 100.2 31 25.3% 1.173 82.0 30.6% 1.217 87.3 31.3% 1.223 112.3
30.1% 1.214 3694.9 26.9% 1.187 4258.4 29.2% 1.205 4053.4 28.6% 1.200 3897.1 30.1% 1.213 3077.3 29.3% 1.206 2841.9
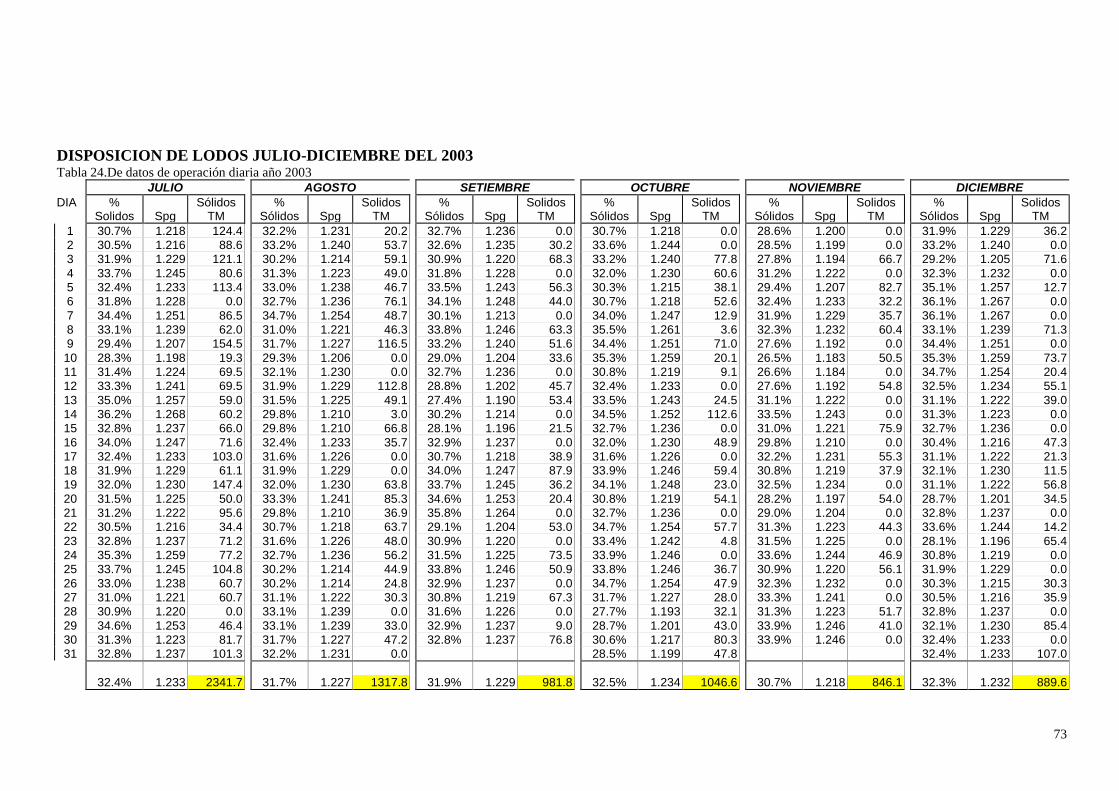
73
DISPOSICION DE LODOS JULIO-DICIEMBRE DEL 2003 Tabla 24.De datos de operación diaria año 2003
JULIO AGOSTO SETIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE DIA % 2.4 Sólidos % 2.4 Solidos % 2.4 Solidos % 2.4 Solidos % 2.4 Solidos % 2.4 Solidos
Solidos Spg TM Sólidos Spg TM Sólidos Spg TM Sólidos Spg TM Sólidos Spg TM Sólidos Spg TM 1 30.7% 1.218 124.4 32.2% 1.231 20.2 32.7% 1.236 0.0 30.7% 1.218 0.0 28.6% 1.200 0.0 31.9% 1.229 36.2 2 30.5% 1.216 88.6 33.2% 1.240 53.7 32.6% 1.235 30.2 33.6% 1.244 0.0 28.5% 1.199 0.0 33.2% 1.240 0.0 3 31.9% 1.229 121.1 30.2% 1.214 59.1 30.9% 1.220 68.3 33.2% 1.240 77.8 27.8% 1.194 66.7 29.2% 1.205 71.6 4 33.7% 1.245 80.6 31.3% 1.223 49.0 31.8% 1.228 0.0 32.0% 1.230 60.6 31.2% 1.222 0.0 32.3% 1.232 0.0 5 32.4% 1.233 113.4 33.0% 1.238 46.7 33.5% 1.243 56.3 30.3% 1.215 38.1 29.4% 1.207 82.7 35.1% 1.257 12.7 6 31.8% 1.228 0.0 32.7% 1.236 76.1 34.1% 1.248 44.0 30.7% 1.218 52.6 32.4% 1.233 32.2 36.1% 1.267 0.0 7 34.4% 1.251 86.5 34.7% 1.254 48.7 30.1% 1.213 0.0 34.0% 1.247 12.9 31.9% 1.229 35.7 36.1% 1.267 0.0 8 33.1% 1.239 62.0 31.0% 1.221 46.3 33.8% 1.246 63.3 35.5% 1.261 3.6 32.3% 1.232 60.4 33.1% 1.239 71.3 9 29.4% 1.207 154.5 31.7% 1.227 116.5 33.2% 1.240 51.6 34.4% 1.251 71.0 27.6% 1.192 0.0 34.4% 1.251 0.0 10 28.3% 1.198 19.3 29.3% 1.206 0.0 29.0% 1.204 33.6 35.3% 1.259 20.1 26.5% 1.183 50.5 35.3% 1.259 73.7 11 31.4% 1.224 69.5 32.1% 1.230 0.0 32.7% 1.236 0.0 30.8% 1.219 9.1 26.6% 1.184 0.0 34.7% 1.254 20.4 12 33.3% 1.241 69.5 31.9% 1.229 112.8 28.8% 1.202 45.7 32.4% 1.233 0.0 27.6% 1.192 54.8 32.5% 1.234 55.1 13 35.0% 1.257 59.0 31.5% 1.225 49.1 27.4% 1.190 53.4 33.5% 1.243 24.5 31.1% 1.222 0.0 31.1% 1.222 39.0 14 36.2% 1.268 60.2 29.8% 1.210 3.0 30.2% 1.214 0.0 34.5% 1.252 112.6 33.5% 1.243 0.0 31.3% 1.223 0.0 15 32.8% 1.237 66.0 29.8% 1.210 66.8 28.1% 1.196 21.5 32.7% 1.236 0.0 31.0% 1.221 75.9 32.7% 1.236 0.0 16 34.0% 1.247 71.6 32.4% 1.233 35.7 32.9% 1.237 0.0 32.0% 1.230 48.9 29.8% 1.210 0.0 30.4% 1.216 47.3 17 32.4% 1.233 103.0 31.6% 1.226 0.0 30.7% 1.218 38.9 31.6% 1.226 0.0 32.2% 1.231 55.3 31.1% 1.222 21.3 18 31.9% 1.229 61.1 31.9% 1.229 0.0 34.0% 1.247 87.9 33.9% 1.246 59.4 30.8% 1.219 37.9 32.1% 1.230 11.5 19 32.0% 1.230 147.4 32.0% 1.230 63.8 33.7% 1.245 36.2 34.1% 1.248 23.0 32.5% 1.234 0.0 31.1% 1.222 56.8 20 31.5% 1.225 50.0 33.3% 1.241 85.3 34.6% 1.253 20.4 30.8% 1.219 54.1 28.2% 1.197 54.0 28.7% 1.201 34.5 21 31.2% 1.222 95.6 29.8% 1.210 36.9 35.8% 1.264 0.0 32.7% 1.236 0.0 29.0% 1.204 0.0 32.8% 1.237 0.0 22 30.5% 1.216 34.4 30.7% 1.218 63.7 29.1% 1.204 53.0 34.7% 1.254 57.7 31.3% 1.223 44.3 33.6% 1.244 14.2 23 32.8% 1.237 71.2 31.6% 1.226 48.0 30.9% 1.220 0.0 33.4% 1.242 4.8 31.5% 1.225 0.0 28.1% 1.196 65.4 24 35.3% 1.259 77.2 32.7% 1.236 56.2 31.5% 1.225 73.5 33.9% 1.246 0.0 33.6% 1.244 46.9 30.8% 1.219 0.0 25 33.7% 1.245 104.8 30.2% 1.214 44.9 33.8% 1.246 50.9 33.8% 1.246 36.7 30.9% 1.220 56.1 31.9% 1.229 0.0 26 33.0% 1.238 60.7 30.2% 1.214 24.8 32.9% 1.237 0.0 34.7% 1.254 47.9 32.3% 1.232 0.0 30.3% 1.215 30.3 27 31.0% 1.221 60.7 31.1% 1.222 30.3 30.8% 1.219 67.3 31.7% 1.227 28.0 33.3% 1.241 0.0 30.5% 1.216 35.9 28 30.9% 1.220 0.0 33.1% 1.239 0.0 31.6% 1.226 0.0 27.7% 1.193 32.1 31.3% 1.223 51.7 32.8% 1.237 0.0 29 34.6% 1.253 46.4 33.1% 1.239 33.0 32.9% 1.237 9.0 28.7% 1.201 43.0 33.9% 1.246 41.0 32.1% 1.230 85.4 30 31.3% 1.223 81.7 31.7% 1.227 47.2 32.8% 1.237 76.8 30.6% 1.217 80.3 33.9% 1.246 0.0 32.4% 1.233 0.0 31 32.8% 1.237 101.3 32.2% 1.231 0.0 28.5% 1.199 47.8 32.4% 1.233 107.0
32.4% 1.233 2341.7 31.7% 1.227 1317.8 31.9% 1.229 981.8 32.5% 1.234 1046.6 30.7% 1.218 846.1 32.3% 1.232 889.6

74
5.10.2 ANALISIS GRANULOMETRICO DE LODOS 2000 Tabla 25. De los análisis de malla de los compositos mensuales año 2000
Ene-00 Feb-00 Mar-00 Abr-00 May-00 Jun-00 MALLA MICRONES % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL
# 70 212.0 0.82 0.82 0.13 0.13 0.13 0.13 0.33 0.33 1.44 1.44 0.64 0.64
# 100 150.0 1.57 2.39 2.62 2.76 2.62 2.76 0.55 0.89 2.44 3.88 1.68 2.32 # 140 106.0 2.46 4.85 3.08 5.84 3.08 5.84 1.63 2.51 1.99 5.87 2.15 4.47 # 200 75.0 2.12 6.97 3.63 9.47 3.63 9.47 3.73 6.25 1.86 7.73 1.85 6.32 # 270 53.0 1.33 8.31 1.67 11.13 1.67 11.13 3.03 9.28 1.69 9.42 1.48 7.80 # 325 45.0 1.82 10.13 2.82 13.95 2.82 13.95 5.44 14.72 1.07 10.49 1.59 9.39 # 400 38.0 1.40 11.52 6.85 20.81 6.85 20.81 6.07 20.79 0.29 10.78 1.23 10.61
# --400 88.48 100.00 79.19 100.00 79.19 100.00 79.21 100.00 89.22 100.00 89.39 100.00 100.00 100.00 100.00 100.00 100.00 100.00
Jul-00 Ago-00 Sep-00 Oct-00 Nov-00 Dic-00
MALLA MICRONES % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL % PESO % ACUMUL
# 70 212.0 0.82 0.82 0.82 0.82 1.06 1.06 1.04 1.04 1.01 1.01 0.91 0.91 # 100 150.0 1.57 2.39 1.57 2.39 2.06 3.12 1.78 2.82 2.14 3.15 1.69 2.60 # 140 106.0 2.46 4.85 2.46 4.85 3.67 6.79 2.96 5.78 3.25 6.39 2.49 5.09 # 200 75.0 2.12 6.97 2.12 6.97 4.54 11.32 2.44 8.22 4.65 11.04 3.03 8.12 # 270 53.0 1.33 8.31 1.33 8.31 4.71 16.03 2.37 10.59 2.86 13.90 1.85 9.97 # 325 45.0 1.82 10.13 1.82 10.13 3.12 19.15 3.48 14.07 4.18 18.07 2.35 12.32 # 400 38.0 1.40 11.52 1.40 11.52 2.41 21.56 1.73 15.80 4.17 22.24 1.83 14.15
# --400 88.48 100.00 88.48 100.00 78.44 100.00 84.20 100.00 77.76 100.00 85.85 100.00
100.00 100.00 100.00 100.00 100.00 100.00 100.00 Los lodos son de de coloración rojiza y alta densidad con 25 a 35% de sólidos, salen del Under Flow del Clarificador y del espesador Door Oliver y son descargados por intermedio de bombas cada vez que alcanzan la densidad adecuada para su disposición

75
5.10.3 Agua Decantada de la disposición de lodos en San Felipe
Proviene de la decantación de los lodos de alta densidad descargados en la relavera de la
antigua cancha de San Felipe, el agua decantada del embalse se mantiene transparente a pesar
de los continuos vientos fuertes ,debido esencialmente a la alta estabilidad de los lodos al
sedimentar ,el agua decantada va hacia un canal de la parte derecha de la relavera el cual
desemboca en el Río Moche.
El agua decantada esta libre de contaminante sobrepasando ampliamente los limites
permisibles establecidos por la ley general de aguas clase.
Los lodos que se disponen como pulpa de la descarga del Under Flow del Clarificador , son
bombeados por una bomba 4´x3´ desde la Planta HDS y el agua que contiene el lodo tiene las
mismas características del agua neutralizada que sale por el ouver flor de los clarificadores por
lo que no requieren tratamiento adicional.
Características Efluente(ppm)
Tabla 26 Leyes químicas de los efluentes de agua de la Mina Quiruvilca 2002
Ph TSS
Colif.
totales Color Olor Cu Pb Zn Fe As Sb CN
7.5 5 0 Translúcido inodoro 0.01 0.01 0.11 0.13 0.01 0.01 0
NIVELES MAXIMOS PERMISIBLES- LEY GENERAL DE AGUAS CLASE III
Ph Bi Cd Cu Pb Zn Fe As CNt
LMP 5-9 0.05 0.5 0.1 25 1 0.02 1
Tabla 26.De Informe de leyes químicas de los efluentes de agua de mina Quiruvilca año 2002
Medidas de Control :Ninguna
Agua decantada San Felipe al Río Moche :50-150 m3/Hr

76
CAPITULO VI
6 RESULTADOS DESPUES DE LA PUESTA EN MARCHA DE LAPLANTA HDS
Pan American Silver S.A.C. - Mina Quiruvilca cumplió con los principales proyectos
ambientales contenidos en el PAMA entre los que se encontraba la construcción de Planta
HDS lo cual le permitió cumplir con la normatividad ambiental vigente en lo referente a la
calidad de los efluentes líquidos y la estabilidad física del depósito de relave de San Felipe.
Estos formaban parte de los objetivos principales del PAMA de Mina Quiruvilca habiéndose
invertido más de US$ 9’663,127 en total con otros proyectos ejecutados del PAMA con los
cuales supero la inversión programada y el requerimiento legal mínimo de inversión.
El impacto ambiental positivo de los proyectos del PAMA terminados es evidente y
concluyente tanto en la mejora de la calidad del agua del principal cuerpo receptor el Río
Moche, como en el manejo ambiental de las operaciones mineras y del control de los efluentes
industriales.
6.1 CALIDAD DEL AGUA DEL RIO MOCHE A UN MES DEL ARRANQUE DE LA PLANTA DE NEUTRALIZACION HDS
El funcionamiento de la Planta de Neutralización para el tratamiento de Aguas Acidas de la
operación minera mejoró la calidad del agua del Río Moche, Cumpliendo los Límites
Máximos Permisibles establecidos por las normas legales en excepción de fierro. La meta será
siempre registrar una calidad de agua cuyos valores de contaminantes estén debajo de los
límites permisibles.
Desde que inició su funcionamiento la Planta HDS a principios de Mayo de 1999 ,su efecto
fue positivo debido a que los contaminantes físicos como químicos disminuyeron su
concentración y en el transcurso del tiempo de operación progresivamente mejoro a un más.
6.1.1 PARAMETROS QUÍMICOS
Tabla 27.Muestra los resultados de la concentración de metales en Río Moche Puente Constancia , antes y después del funcionamiento de la Planta de Neutralización HDS. De informe de calidad del agua del rió Moche 12-07-1999.Dto de Medio Ambiente
PARAMETRO DE CONTROL
Con Planta HDS JUN´99
Antes de la Planta HDS NOV´98
% DISMINUCION
Bi 0.20 0.3 33 Cd 0.03 0.6 95 Cu 2.1 6.2 66 Pb 0.33 2.3 85 Zn 6.61 26 75 Fe 44.7 152 71 As 0.1 0.6 83
CNt 0.1 2.0 95

77
Según el cuadro la concentración de los metales del Río Moche después del Puente
Constancia se encuentran dentro de los límites permisibles, excepto el Fierro que registra 44.7
mg/l comparado con 1 mg/l que es el límite permisible según La Ley General de Aguas Clase
III.
Asimismo, se registro presencia de macro invertebrados en el Río Moche en el punto de
monitoreo del Puente Constancia, comparado con monitoreos anteriores en la cual no se
registró presencia de macro invertebrados ni misceláneas. Este registro indica que la calidad
del agua del Río Moche mejoró.
Según los resultados de los parámetros medidos la planta de tratamiento de aguas ácida
rápidamente cumplió el propósito para la cual fue construida. El efecto es positivo por que la
concentración de metales en Río Moche-Puente Constancia(salida de la unidad minera)
decrece en el monitoreo de JUN´99 comparado con NOV’98.
6.1.2 PARAMETROS FISICOS
Los valores de Ph. registrados después de Mayo de 1999 se incrementan comparado con los
registrados en NOV´98 antes de la puesta en marcha de la Planta HDS, esto indica que el agua
en el Río Moche mejoró su calidad desde el funcionamiento de la Planta de
Neutralización(Ph>5.9).
Parámetro de Control Río Moche
Antes de la Planta HDS
NOV´98
Con Planta HDS
JUN´99
Con Planta HDS
MAR 04
Ph
Puente Constancia 4.0 4.1 5.5 Cruce Puente Moltil 4.0 4.5 5.8 Cruce Puente Otuzco 4.0 7.1 6.9
Conductividad µS/m
Puente Constancia 1210 530 480 Cruce Puente Moltil 1200 560 550 Cruce Puente Otuzco 1080 620 580
O2 Disuelto mg/lt
Puente Constancia 0 5 5.3 Cruce Puente Moltil 0.9 5.3 5.8 Cruce Puente Otuzco 5.6 9 8.8
Tabla 28De informe de calidad del agua del rió Moche 12-07-1999-2004.Dto de Medio Ambiente
En NOV´98 el valor de Ph. en el Río Moche Puente Constancia, Río Moche cruce Puente
Mótil y Río Moche cruce Puente Otuzco es constante: 4. Comparando éste valor con los
registrados en JUN´99 es 4.1, 4.5, 7.1 respectivamente, por tanto el P.D. del agua en el río
vuelve a la neutralidad como en el primer punto de control: Represa Almiranta.

78
La conductividad medida en JUN´99 registra valores menores comparado con lo registrado en
NOV´98. Por tanto, la cantidad de sales disueltas en el agua del Río Moche disminuyó y según
éste indicador la calidad del agua en el rió mejoró.En el Río Moche Puente Constancia la
conductividad decrece de 1210 a 530 µS/cm, registrados en NOV´98 y JUN´99
respectivamente (disminuye en un 132%).
La cantidad de Oxígeno Disuelto se incremento luego del funcionamiento de la Planta de
Neutralización de Agua Acida de Mina, debido a que en la planta de neutralización precipitan
las sales y esto permite la aireación del agua en el río.En Río Moche Puente Constancia el
valor de OD se incrementa de 0 a 5 mg/l en el monitoreo de JUN´99. Asimismo el Río Moche
cruce puente Otuzco el incremento es de 5.6 a 9 mg/l.La presencia de OD facilita el desarrollo
de la vida biológica y de los peces recreativos y ordinarios.
6.2 MONITOREO DE AGUAS Y ESTACIONES DE MUESTREO
El monitoreo del Río Moche se realiza desde su inicio hasta llegar a la Ciudad de Trujillo. Se
tiene 13 puntos de muestreo señalizados a través de todo el río. Los parámetros considerados
para los análisis son los siguientes:
Físicos :Ph, Conductividad y Oxígeno Disuelto.
Químicos :Bismuto, Cadmio, Cobre, Plomo, Zinc, Fierro, Arsénico y Cianuro Total.
Los Programas de Monitoreo de la Calidad de Agua en el Río Moche tiene una frecuencia
Trimestral con la finalidad de evaluar la influencia de los vertimientos contaminantes de las
operaciones minero metalúrgicas de la unidad minera, comparando los niveles registrados con
los límites permisibles establecidos (R.M. N°011-96-EM/VMM).
Los resultados obtenidos del Programa de Monitoreo son evidentes y se reflejan en la Tabla
Nº1.Se cumple con la calidad del cuerpo receptor, reduciéndose la carga metálica y fueron
obtenidos gracias al cumplimiento de los proyectos PAMA
Algunos puntos de monitoreo
EF-01 Santa Catalina, al pie del dique intermedio
EF-02 Quebrada San Francisco,aguas debajo de la operación
EF-05 Santa Catalina Salida de tubería de decantación
EF-09 Aguas Abajo del dique Codiciada
EF-12 Descarga de la cancha de relaves de San Felipe
EF-13 Puente constancia

79
6.2.1 Resultados Antes y después del PAMA, Estación río Moche Aguas abajo de la operación Tabla Nº29.
Estación 1995 [EVAP95]
2002 [MINEC02]
2003 [FUTURA03]
2004 [AUDITEC04]
LMP Ley de Aguas, Clase III
Ph. 3.5 6.4 5.9 6.4 5 – 9 TSS 138 86 <2.0 71.60 --- Pb 0.7 0.02 <0.01 0.095 0.1 Cu 4.6 0.17 0.134 0.365 1 Zn 32.7 0.26 0.87 2.430 25 Fe 294.7 2.17 7.2 30.700 --- As n.r. <0.01 0.022 0.86 0.20
CNt n.r. <0.001 0.176 0.089 +1 Nota: En 1997, PASSAC reportó a la DGM la descarga sin control de Arsénico de Mina La Paloma. Los efluentes se resumen en las Tablas Nº30, Nº31 y Nº32. 6.2.2 Resultados Antes y después del PAMA, Efluente EF-12,Relavera San Felipe Tabla 30. Estación 1995
[EVAP95] 2002
[MINEC02] 2003
[FUTURA03] 2004
[AUDITEC04] NMP
RM 011-96 Ph. 2.27 6.1 6.1 6.12 5.5 - 10.5 TSS 21.39 28 <2 48.4 100 Pb 0.7 0.04 <0.010 <0.010 1.0 Cu 40.08 0.072 <0.020 <0.02 2.0 Zn 82.08 2.22 0.490 0.23 6.0 Fe 1,120 3.26 3.46 1.07 5.0
As 22.80 <0.01 0.023 0.016 1.0 CNt n.r. <0.001 0.006 <0.005 2.0 6.2.3 Parámetros Físicos de la calidad de los Efluentes
Tabla 31. TSS Ph.
(1996) 2002 [MINEC02]
2003 [FUTURA03]
2004 [AUDITEC04]
(1996) 2002 [MINEC02]
2003 [FUTURA0
3]
2004 [AUDITE
C04] Estación Antes
PAMA Después PAMA
Después PAMA
Después PAMA
Antes PAMA
Después PAMA
Después PAMA
Después PAMA
EF-01 85 32 seco seco 2.9 5.6 seco Seco EF-02 94 10 <2 100 4.7 5.7 6.2 5.9 EF-05 60 22 <2 28 6.1 6.7 7.2 6.2 EF-09 151 12 --- Recir. 3.2 5.7 --- Recir. EF-12 21.39 28 <2 48 2.27 6.0 6.1 6.1 EF-13 No
existía 34 3.7 97 No
existía 7.2 7.4 5.7
NMP (1) 100 5.5 – 10.5
Notas: 1) Niveles Máximos Permisibles, NMP, según R.M. Nº 011-96-EM/VMM. Recir.: Recirculando

80
Tablas 29,30 y 31.Referencias: [EVAP95]Evaluación Ambiental Preliminar 1995, Antes del inicio del PAMA [MINEC02] [FUTURA03] AUDITEC04] Informes de Fiscalización realizado por E.F.E. MINEC 2002, Futura Consult 2003, AUDITEC 2004, respectivamente. 6.2.4 Parámetros Químicos de la calidad de los Efluentes Pb,Cu
Pb Cu
(1996) 2002
[MINEC02]
2003
[FUTURA03]
2004
[AUDITEC04]
(1996) 2002
[MINEC02]
2003
[FUTURA03]
2004
[AUDITEC04]
Estación Antes PAMA Después PAMA
Después PAMA
Después PAMA
Antes PAMA Después PAMA
Después PAMA
Después PAMA
EF-01 0.3 0.039 Seco Seco 5.4 0.531 Seco Seco
EF-02 0.5 0.052 <0.010 <0.010 1.8 0.507 0.103 0.038
EF-05 0.6 0.022 <0.010 <0.010 0.9 0.086 0.217 0.165
EF-09 0.4 0.008 --- Recir. 8.8 0.076 --- Recir.
EF-12 0.7 0.04 <0.010 <0.010 40.08 0.072 <0.020 <0.020
EF-13 No existía 0.026 <0.010 <0.010 No existía 0.094 0.036 0.013
NMP (1) 1 2
Notas: 1) Niveles Máximos Permisibles, NMP, según R.M. Nº 011-96-EM/VMM. Recir.: Recirculando Tabla 32.Referencias: [EVAP95]Evaluación Ambiental Preliminar 1995, Antes del inicio del PAMA [MINEC02] [FUTURA03] AUDITEC04] Informes de Fiscalización realizado por E.F.E. MINEC 2002, Futura Consult 2003, AUDITEC 2004, respectivamente. 6.2.5 Parámetros Químicos de la calidad de los Efluentes Zn.Fe
Zn Fe
(1996) 2002
[MINEC02]
2003
[FUTURA03]
2004
[AUDITEC04]
(1996) 2002
[MINEC02]
2003
[FUTURA03]
2004
[AUDITEC04]
Estación Antes PAMA Después
PAMA
Después
PAMA
Después
PAMA
Antes PAMA Después
PAMA
Después
PAMA
Después
PAMA
EF-01 16.9 5.091 Seco Seco 108.2 8.32 Seco Seco
EF-02 12.2 3.404 0.640 0.54 25 1.63 1.00 1.20
EF-05 3.5 1.429 0.058 0.20 2.7 0.94 0.18 1.21
EF-09 77 0.403 --- Recir. 740 1.71 --- Recir.
EF-12 82.08 0.766 2.22 0.23 1,120 3.26 3.46 1.07
EF-13 No existía 0.379 0.430 0.18 No existía 1.88 0.40 0.05
NMP (1) 6 5
Notas: 1) Niveles Máximos Permisibles, NMP, según R.M. Nº 011-96-EM/VMM. Recir.: Recirculando Tabla 33.Referencias: [EVAP95]Evaluación Ambiental Preliminar 1995, Antes del inicio del PAMA [MINEC02] [FUTURA03] AUDITEC04] Informes de Fiscalización realizado por E.F.E. MINEC 2002, Futura Consult 2003, AUDITEC 2004, respectivamente.

81
6.2.6 Evolución del Ph Puente Constancia ,
Este punto esta ubicado aguas debajo de todas las operaciones de la mina por lo que es de
gran importancia su control,desde el arranque de la Planta de Neutralización el Ph. fue
subiendo gradualmente y con la canalización de todos los efluentes ácidos hacia la planta de
neutralización se logro estabilizar el Ph.en un rango aceptable y se mantiene desde entonces
por encima de 5.6.
Evolución del pH en la Estación de Monitoreo: Pte. Constancia
0
1
2
3
4
5
6
7
Ene
-96
May
96
Oct 9
6No
v 96
Dic9
6Fe
b 97
Mar
97
Abr 9
7Ju
n 97
Jul 9
7Se
t 97
Oct 9
7No
v97
ENE-
98FE
B-98
MAR
-98
ABR-
98M
AY-9
8JU
N-98
JUL-
98AG
O-98
SET-
98OC
T-98
NOV-
98DI
C-98
ENE-
99FE
B-99
MAR
-99
ABR-
99M
AY-9
9JU
N-99
Jul-9
9Ag
o-99
Set-9
9Ene.96 - Set99
pH
INICIO DE OPERACIÓN DE LA PLANTA HDS, MAYO DEL 99
Actividades de Canalización de
Efluentes
Fig. 23.De monitoreo de aguas del rió moche Ene.1996-Set.1999

82
CAPITULO VII
7.1 OBSERVACIONES,CONCLUSIONES Y RECOMENDACIONES
7.1.1 OBSERVACIONES a) La calidad de la lechada de cal influye directamente en la capacidad de tratamiento del
agua ácida, los parámetros de control mas importantes son la ley del CaO para la
producción de la lechada ,la granulometría de la molienda de cal y la densidad de pulpa
de la lechada.
b) Cuanto más diluido es la lechada ,se requerirá más lechada de cal para la neutralización
lo que le restara capacidad de tratamiento de agua ácida.
c) Cuanto la ley del CaO en el cargamento es bajo(60-65%) se requerirá más lechada de cal
para tratar un mismo volumen de agua ácida,lo cual también resta la capacidad de
tratamiento de agua ácida.
d) Cuanto más grueso es la molienda se requerirá más lechada de cal debido a que muchas
veces el núcleo de las partículas gruesas no llegan a reaccionar porque en el proceso de
neutralización la pulpa rápidamente alcanza niveles altos de Ph( cerca del neutro) no
dándole tiempo de reacción al núcleo de las partículas.
e) La mayor recirculación de los lodos de alta densidad baja el consumo de cal en el
proceso de neutralización pero al mismo tiempo baja la capacidad de tratamiento de
agua ácida, debido a que a mayor recirculación baja la capacidad de retensión en el
clarificador y espesador Door Oliver.
f) La recirculación de los lodos de alta densidad bajan el consumo de cal por que contienen
generalmente compuestos que consumen acidez (hidróxidos de hierro y otros
metales).Pero también en mínima proporción porque ya tienen un Ph cercano al neutro
o ligeramente alcalino.
g) La capacidad de la Planta de Neutralización HDS esta determinado por la capacidad de
la etapa de clarificación en este caso del Clarificador Outokumpo y del espesador Door
Oliver, si la capacidad de clarificación aumenta entonces aumentara la capacidad de
tratamiento de agua ácida.
h) En las épocas de abundancia de precipitaciones de Octubre a Marzo el flujo del agua
ácida producto de las operaciones mineras muchas veces esta sobrepasando a la
capacidad de la Planta de Neutralización HDS y a la capacidad de neutralización en
Santa Catalina por lo que es de alta importancia mejorar los parámetros de control de
todas las etapas del proceso de neutralización para darle mayor capacidad de
tratamiento.

83
i) Los resultados generales después de la puesta en marcha de la Planta de Neutralización
HDS son buenos, ya que según los estudios de monitoreo de aguas se cumple los limites
permisibles ,pero se requiere que todo esto progresivamente se complementen de forma
positiva al esfuerzo de mejora continua ambiental ,para seguir mejorando la calidad del
agua del rió Moche recuperando totalmente la fauna ,flora ,etc.
j) Todos los esfuerzos ambientales dirigidos a la recuperación del rió Moche tienen como
impacto regional la recuperación de la calidad de vida de quienes se sustentan por sus
actividades de pastoreo y cultivos. Los esfuerzos de mejoramiento ambiental revierten el
impacto ambiental histórico de la actividad minero-metalúrgica de más de 70 años.
k) Es importante reconocer que la acidez con bajos niveles de Ph en la Unidad Minera de
Quiruvilca es solo uno de los factores críticos de los drenajes contaminados otro lo
constituyen los elevados niveles de metales disueltos. Por la oxidación de minerales
sulfurosos, incluso existen muchas zonas con rocas que alojan carbonatos y tienen Ph
casi neutro, pero contiene niveles elevados de metales solubles tal como Zn, As, Mo,
Ca.El color del drenaje dependiendo de la cantidad de metales disueltos y los sólidos en
suspensión y del nivel de Ph se torna desde transparente ,verdosa,amarillenta y rojiza.
l) Las operaciones mineras generan aguas ácidas y efluentes contaminados que deben ser
tratadas antes de su disposición al cuerpo receptor con este concepto después del PAMA
EL MINISTERIO DE ENERGÍA Y MINAS debe contemplar programas de control más
estrictos para que las empresas mineras cumplan con los estándares permisibles en todas
las circunstancias.
m) El esfuerzo realizado por los proyectos ambientales han sido reconocidos en 1997 por el
Premio al Esfuerzo Ambiental recibido de la Sociedad Nacional de Minería, Energía y
Petróleo. A todo esto se suma el mejoramiento de las relaciones socioeconómicas con
los funcionarios de la ciudad costera de Trujillo quienes ven el esfuerzo de la empresa al
compromiso ambiental y su cumplimiento progresivo.
n) Se debe de poner especial cuidado en controlar la densidad de pulpa de la lechada de Cal
que entra al tanque de mescla de lodos con Cal ,porque cuanto mas diluido se encuentre
le restara capacidad de tratamiento a la planta de neutralización,para lo cual se debe de
usar la minima cantidad de agua en la preparación y envio de la lechada de Cal..

84
7.1.2 CONCLUSIONES
a) Uno de los factores principales para cualquier cambio de mejoramiento es factor
humano,para lo cual la comunicación , capacitación y entrenamiento son las
herramientas fundamentales para tener trabajadores proactivos,polifuncionales y que
realicen trabajos de calidad,todos los trabajadores deben de practicar los valores
humanos fundamentales y conocer la misión,la visión ,la politica y todos los objetivos
que la empresa persigue.
b) Con el aumento de capacidad de la Planta de Neutralización HDS se baja el costo
operativo en energía y hrs. hombre principalmente y da la opción de parar la
neutralización en Santa Catalina el cual aumenta el costo y es dañino para la
relavera,otro factor más importante es que se evitaría derrames de agua ácida por rebose
del Pond hacia el río Moche evitando cualquier contaminación ambiental.
c) A menos neutralización hacia la poza de la relavera Santa Catalina se le da más
estabilidad a la presa de relave,debido a que cuando la neutralización es mala,el flujo
ácido surquea su trayecto removiendo todas las partículas en todo su trayecto, generando
partículas en suspensión lo que muchas veces nos a generado problemas de generación
de turbidez en el agua decantada de la poza de la relavera.
d) A menos neutralización a la poza de la relavera Santa Catalina se le da mas vida útil a la
presa ya que los lodos de la neutralización generan alto volumen y al mezclarse con el
relave generan una pulpa inestable que fácilmente es removida por el oleaje y el viento
generando sólidos en suspensión,lo que varias veces ha originado problemas de
derrames agua con contenido de sólidos del agua decantada de la relavera.
e) Los efluentes finales de la unidad minera de Quruvilca en todas las mediciones que se
han realizado sobrepasan los límites permisibles en Fe , por lo que requieren
investigaciones para bajar este contenido y cumplir con el estándar establecido por el
ministerio de Energía y Minas
f) El costo operativo de la Planta de Neutralización HDS fue bajando significativamente
desde su arranque, en el año 1999 el gasto fue de 1´081,122 US$ para un volumen de
tratamiento de 1´957,636m3, representando 0.55US$/m3 y en año 2004 el gasto fue de
717,765 US$ para un volumen de tratamiento de 2´502,240 m3 ,representando
0.31US$/m3,esto significa que el gasto de tratamiento se redujo en 43.6%.

85
g) El drenaje de agua acida se fue incrementando desde el año 1999 fecha en que arranco la
Planta de Neutralización ,lo cual ha hecho que sobrepase a la capacidad de la Planta,solo
en el año 2003 el flujo de tratamiento fue bajo, pero esto se debio al cierre de toda la
zona Norte de extracción minera ,a los cuales se tuvo que inundar los socavones con
agua ácida, pero actualmente estos han empezado a generar graves problemas por las
filtraciones ocasionando mayores volúmenes de agua ácida y con mas bajo Ph ,el cual
antes de la inundación se mantenía entre 2.0 a 2.8 actualmente estro ha bajado a 1.4 a
2.2.
h) El consumo de Cal desde el arranque fue bajando de 0.5 gr/lt en 1999 a 0.35gr/lt en el
2003,pero apartir de mediados del 2004 esto a empezado a subir drásticamente por la
mayor acidez del agua ácida de mina y a la vez mayor volumen , ocasionado
principalmente por las filtraciones producto de la inundación de toda la zona norte y esto
tendera a incrementarse si continua bajando el Ph del drenaje ácido.
i) La generación de sólidos promedio desde el arranque al 2004 es de 0.0185tm por metro
cúbico de agua ácida tratada ,el cual depende también en buena parte de los solidos en
suspensión que contenga el agua ácida de la mina.
j) La falta de oxigenación en el tanque reactor hace muchas veces que no todos los iones
ferrosos y otros iones divalentes del agua ácida lleguen a oxidarse, por lo tanto estos
iones estables en rangos de Ph ligeramente altos(Ph>4.5) pasan a formar parte del agua
neutralizada que muchas veces no cumple los limites permisibles establecidos.
k) Los costos operativos han ido bajado desde el arranque principalmente por la mejora en
la optimización del proceso, aumento de la capacidad de la planta, el flujo del ratio de
recirculación de los lodos de alta densidad, pero también una gran parte ha sido la
búsqueda de nuevos proveedores de cal con mejor calidad y con menores precios.
l) La falta de políticas ambientales claras en el pasado por la falta de conocimiento y de
una política de empresa de respeto al medio ambiente originó que el drenaje ácido de
mina genere deterioro ambiental del principal cuerpo receptor el Río Moche por falta de
control ambiental al interior de la empresa y que ocasionaron la pérdida sostenida de la
flora y fauna del rió, objetivo último que después de 1999 se revertió.
m) El alto contenido de fierro en el agua neutralizada se debe principalmente a la falta de
oxidación de los iones ferrosos en la etapa del tanque reactor desde el cual esta pasando
al agua neutralizada por la falta de aireación ,para lo cual se bebe de poner operativo los
dos sopladores,lo cual tambie conllevaria a bajar ligeramente el consumo de Cal.

86
7.1.3 RECOMENDACIONES
a) La Unidad minera de Quiruvilca requiere con urgencia la ejecución de proyectos
complementarios para el tratamiento del 100% del agua ácida de la operación minera en
épocas de abundancia de lluvias como es el caso de noviembre del 2004 a marzo del
2005 cuando el drenaje ácido muchas veces a sobrepasado a la capacidad de
neutralización de la planta de neutralización HDS y a la planta de neutralización de
Santa Catalina ,los proyectos deben estar dirigidos al aumento de la capacidad de
tratamiento de la Planta de Neutralización HDS a mas de 500m3/hr o a inhibir la
generación de las aguas ácidas en el interior mina,para el cumplimiento de sus objetivos
ambientales de votar efluentes con los limites permisibles establecidos :y no se afecte al
principal cuerpo receptor de la zona que es el río Moche.
b) Dado que el costo operativo de la planta de neutralización es bastante alto se debe de
buscar alternativas de tratamiento complementario a la neutralización HDS para que se
recupere los metales valiosos disueltos en las aguas ácidas y la planta pueda solventar
sus gastos por si sola.Esto debe ser el principal objetivo al futuro debido a la existencia
de tecnologías de tratamientos complementarios para la recuperación de los valores
valiosos.
c) La rehabilitación total del rió Moche requiere de proyectos complementarios cuya
experiencia permita el beneficio del país al desarrollar conocimiento que se aplique en
otros lugares permitiendo la mitigación del impacto ambiental que el agua ácida de mina
genera.
d) Actualmente el control del medio ambiente por todas las empresas debe ser lo más
importante y considerarse como uno de sus valores corporativos debido a que es
importante preservar nuestra riqueza natural(flora ,fauna,etc), también porque
actualmente muchas inversiones y créditos bancarios están condicionados por las normas
ambientales y ecológicas nacionales e internacionales.
e) Debido a que las actividades minero metalúrgicas como resultado de sus operaciones
generan grandes cantidades de efluentes líquidos contaminados (drenajes ácidos,aguas
con contenido de iones en solucion,aguas con contenido de sólidos finos en
suspensión,etc.) los que tienen mayor impacto ambiental adverso que cualquier otro tipo
de emisiones,se debe de darle mayor difusión al proceso de tratamiento de
Neutralización HDS.

87
f) Para aumentar la capacidad de tratamiento de agua ácida en las condiciones tal como se
encuentra La Planta de Neutralización se requiere más control en la etapa de preparación
de la lechada de cal ,preparar una lechada de cal de mejor calidad ,la lechada de cal debe
tener una densidad de pulpa lo mas alta posible adecuándose a las operaciones
(>1070gr/lt la lechada que entra al Tk de lodos con cal) y debe ser utilizando la mejor
calidad de Cal del mercado.
g) Para tener una pulpa homogénea de la lechada de Cal en el Holding Tank de Santa
Catalina se requiere una bomba de recirculación la misma que puede ser utilizado para el
bombeo a la Planta HDS.
h) Para enviar una pulpa densa de la lechada de cal de Santa Catalina a Planta HDS se
requiere la instalación de una bomba.
i) Par aumentar la estabilidad de la sedimentación de los lodos en el clarificador a un rango
de Ph mas bajo (Menor de 7.5) se debe de agregar mas aireación al tanque de mezcla
rápida ,lo cual ayudara a la oxidación casi completa de los iones divalentes,bajando el
tiempo de sedimentación y la vez por la ganancia de estabilidad del lodo el cual le da
más capacidad de clarificación y reducción en el consumo de cal.Actualmente cuando el
Ph en el clarificador se baja,se levantan los lodos enturbiándose el ouver flow lo cual
hace que siempre lo mantengan por encima de un Ph de 7.5,lo cual conlleva al mayor
consumo de cal y perdida de capacidad de la planta .
j) Se debe de mejorar los reboses de los tanques (mezcla de lodos con cal, mezcla rápida,
reactor),para que no se generen los rebalses cuando entre alto flujo de tratamiento.

88
7.2 ANEXOS Anexo 1 PLANO DE UBICACIÓN DE LA MINA QUIRUVILCA Anexo 2 VISTA DE LA PLANTA DE NEUTRALIZACION HDS
A M É R I C A DEL SUR
PERÚ
Lima
Huaraz
Pierina (Barrick)
Chimbote
Huamachuco
Cajamarca
Yanacocha (Newmont / Buenaventura)
Salaverry
TRUJILLO
O C É A N O P A C Í F I C O
KILOMETROS 0 100 50
MINA QUIRUVILCA Plata -Zinc
Alto Chicama Oro

89
Anexo3 AGUA DEL OUVER FLOW DEL CLARIFICADOR AL RIO MOCHE
Anexo 4 DISPOSICION DE LODOS EN LA RELAVERA SAN FELIPE

90
Anexo 5 DIAGRAMA DE LA NEUTRALIZACIÓN EN SANTA CATALINA
Tanque de lechada cal
TK.Agitador 2.2x2.3m
Dique de la presa de relave
Agua ácida ,relave de pta. cementación
Lodos neutralizados
m
Quena de decantación
Poza de relave

91
Anexo 6 ESQUEMA DE CLASIFICACIÓN AL MURO Y RELLENO HIDRAULICO EN LA RELAVERA SANTA CATALINA
Quena de decantación
Tk Cemento
M
Nido de (3) hidrociclones D-10 de Relleno Hidráulico
Nido de (4) hidrociclones D-10
Relave dePlanta
Trommel de basura(madera)
Bomba para clasificación
Cajón de succión de la bomba
Caseta de Bombas de agua decantada bombean al canal para planta
Dique Principal
Válvula para enviar a clasificación
Válvula para la poza
Tanque de Relleno Hidráulico
Bomba para relleno hidráulico
Sumideros de decantación

92
7.3 BIBLIOGRAFIAS - Lixiviación Bacteriana Nueva Tecnología en la recuperación de elementos metálicos
apartir de materiales mineros marginales-Rodríguez Velarde José En minería (175) : 6-10, Marz-Abr: 1983. - Lixiviación mediante bacterias - Kausel Vecchiola, Ernesto En minería 10(42): 9-12, Ene-Feb: 1992. - Lixiviación Bacteriana de Minerales sulfurados de cobre de baja ley -Pincheira, A. Aliro. En minerales 41(174) : 13-20, Ab-May-Jun: 1986. - Lixiviación TL: Relaciones de escalamiento obtenido a través de un modelo - Rauld F. Jaime. En minerales 41 (174): 31-36, Ab-May-Jun: 1986 - Proceso de lixiviación TL: Descripción de análisis industriales y perspectivas futuras - Domic; Esteban M. En minerales 38(162), AB-May-Jun: 1983, Pág. 5-18 - Bio-Reactores en el campo de la lixiviación Bacteriana-Haisch, Dieter. En De Re Metálica (7): 10-18: Mar-Jun, 1985 - La biohidrometalurgia en el marco del desarrollo de la minería Peruana - Rodríguez Velarde José. En De Re Metálica: IV (17-18) 17-21: Ene-Abr, 1987. - Lixiviación de concentrados - Beas Martínez Arturo. En De Re Metálica (4): 16-21, Nov-Dic, 1984. - Lixiviación Bacteriana - Bonelli, Julio En convención de Ingenieros de minas 15a. Lima 1980. Trabajos Técnicos, sección IV-17. Pág 1-12 - Cobre lixiviación Acido-Férrico - Arango Ortiz, José En convención de Ingenieros de Minas 20a. Lima 1991. Trabajos Técnicos, Lima 1991, Pág. 217-228. - Lixiviación de sulfuros en Cerro Verde-Orango Ortiz, José Manuel. En convención de Ingenieros de Minas 18a. 1986. Trabajos Técnicos M1 - Lixiviación Acido Bacteriana en la Mina Toquepala - Gonzales Galindo, Igor. En conversatorio de Minería a ciclo abierto 5to, 25-29 Mayo III-7, 12p, 1980. - La lixiviación de la chalcopirita con sulfato férrico. En convención de Minería a ciclo abierto 4to. Arequipa 1981, Pág. 158 - 181. - Hidrometalurgia de metales comunes - Van Arsdale. México UTEHA 1965 - La importancia de la hidrometalurgia en el beneficio de minerales de Cerro Verde. Boletín Conferencia INGEMMET Nov. 1988. - Investigaciones Mineralógicas y su relación con el proyecto de lixiviación de los sulfuros
secundarios en Cerro Verde - Bernuy V. Oscar. En Minas Oct. 1989, Pág. 27-39.

93
- Electrolixiviacao de sulfuratos metálicos -Araujo, Luis. En Boletín de Minas 27(1) : 3-8, 1990. - Procesos Biotecnológicos en mineralogía-Rubio Sánchez A. En Boletín Geológico y Minero 102(1):108-118 Ene-Feb. - Lixiviación Bacteriana-Tremolada Julio, Guerrero José En Geomimet (181) 37-48 Ene-Feb 1993. - Lixiviación de concentrados polimetálicos con solución de cloruro férrico y cloruro de
sodio-Mariátegüi Cáceres. En Sociedad Química del Perú: Boletín 49(4):300-311.Dic. 83. - Biotecnología y Medio Ambiente Jasmin Hurtado de Berastain Revista Minería - 1994. - Potencial de la Lixiviación Bacteriana en el Perú César Sotillo Palomino - William Macha G. 1973. De Minería Jul-Ag. 1987, N°200 - Lixiviación Bacteriana - Carmela Troncoso Ciclo de Conferencia 1991 - FIGMM-UNI. - Leaching Sulfidation - Partitioned Chalcopirita to selectivel y recover Cooper Jolly A.F. E Neumeier L.A. En Estados Unidos Bureau of Mines Report of Investigations 9343, 1991, 12p. - Segundo Seminario sobre tecnologías Bio Hidrometalúrgicas Junta de acuerdo de Cartagena Lima - 1968 - Transferencia de Tecnologia en Lixiviación Bacteriana Junta de Acuerdo de Cartagena 1989. - Biohidrometalurgia. Fidel S. Misari: Ch. - Lima Agosto 1987. - Hidrometalurgia de Metales No Ferrosos. Patricio Navarro - UNIVERSIDAD DE SANTIAGO DE CHILE. - Introduction to Chemical Engineering Thermodynamics Smith, Joe Mauk - Rate processes of extractive Metallurgy Sohn, Hong Yong. - Termodinamica - Tablas Manrique José - O. Levenspiel, Chemical Reaction Engineering, John Wiley, New York 2da. Ed. 1972 - Me Wasdsworth "Rate Process in hidrometallurgy" 2da. Tutorial Symposium on extractive metallurgy Denver Colorado. 1972 - JSWL Beckstead, A cid Feric Sulfato leaching, of attritor ground Chalcopyrite " extractive
metallurgy of copper vol II TMS/AIME, chap 31, 1976.

94
- Gaskell, David Introduction to metallurgical thermodynamics. - Golsdsmith, Alexander Handbook of thermoPhysical properties of solid materials Ney York 1961 - Química de las Disoluciones - 1985 Vicente Pérez, Santiago. - Thermodinámica Química.-
Krestownikov V. - Ingeniería Química Manuales Perry John H. 5ta. Ed. - Garrels and Christ, Solutions Mineral and Equilibria, Appendix 2. - Química Metalúrgica Rhines, Frederick N. - Memorias anuales de la Planta Concentradora Shorey
Teodoro Mallqui Quispe - Informes mensuales Planta de Neutralización Mina Quiruvilca años 1999-20o4
Raul Mollehuara Canales - Memorias Anuales Planta de Neutralización años 2000-2004
Raul Mollehuara Canales - Leyes Quimicas de los efluentes ,cuerpos receptores y efluentes de agua años 1999-2004
Departamento de Medio Ambiente PASSAC-Quiruvilca - Monitoreo de aguas Río Moche 1995-2003
Departamento de medio Ambiente Pan American Silver SAC Mina Quiruvilca - Proyecto de autodepuración del río Moche,Corporación Minera Nor Perú
Antonio Mendoza Zavala. - Programa de Adecuación y Manejo Ambiental ,Corporación Minera Nor Perú.
Pan American Silver SAC Mina Quiruvilca - Estudio Integral de manejo de aguas Industriales ,Corporación Minera Nor Perú.
Departamento de Medio Ambiente. - Base de Datos de Acuerdos de gestión de la calidad Planta 2001-2004
Consejo de calidad Planta Concentradora Shorey Diversas paginas web,sobre lixiviación bacteriana y tratamiento de drenajes ácidos

95
7.4 NOMENCLATURAS USADAS
Cond. Conductividad µs/m Dp Densidad de pulpa gr/lt DGM Dirección General de Minería EVAP Evaluación Ambiental Preliminar EF Efluente FODA Fortalezas,Oportunidades,Debilidades y Amenazas. G.E. Gravedad Específica (spg) GPM Galones por minuto HDS Hight density sludge H-H Horas hombre HP Horse power Hr Hora ISTEC International Safety Training And Technology.Sistema de Gestión de Seguridad implementado por Pan American Silver SAC. ( 2000-2002) MEN Ministerio de energía y minas M Motor Max Máximo Min Mínimo Nr No registro NMP Nivel máximo permisible O/F Ouver flor U/F Ander flow OD Oxigeno disuelto Ph Grado de acidez PASSAC Pan American Silver S.AC. Ppm Partes por millón PAMA Programa de adecuación y manejo ambiental PSI Presión %S Porcentaje en sólidos S.A.C Sociedad anónima cerrada TMSD Toneladas métricas secas por día TMS Toneladas métricas secas TM Toneladas métricas TSS Solidos totales en suspensión ToC Temperatura en grados centígrados Tk Tanque Tr Tiempo de residencia