air bearing kinematic coupling - ufdc image array...
TRANSCRIPT

AIR BEARINGKINEMATIC COUPLING
By
VADIM JACOB TYMIANSKI
A THESIS PRESENTED TO THE GRADUATE SCHOOLOF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT
OF THE REQUIREMENTS FOR THE DEGREE OFMASTER OF SCIENCE
UNIVERSITY OF FLORIDA
2006

Copyright 2006
by
Vadim Jacob Tymianski

This work is dedicated to my parents Jacob R. Tymianski and Natalya N.
Viranovskaya.

ACKNOWLEDGMENTS
My advisor, Dr. John Ziegert, is instrumental in guiding this project to a
successful completion. His insight and expertise in the field of precision design and
metrology are invaluable. As well, my gratitude is extended to fellow graduate
students Chi-Hung Cheng, Abhijit Bhattacharyya and Scott Payne for providing
creative input and objective criticism.
iv

TABLE OF CONTENTS
page
ACKNOWLEDGMENTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iv
LIST OF FIGURES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vii
ABSTRACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ix
CHAPTER
1 AIR BEARING KINEMATIC COUPLING . . . . . . . . . . . . . . . . 1
1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Motivating Need for Repeatability . . . . . . . . . . . . . . . . . . . 41.3 Kinematic Coupling Concept . . . . . . . . . . . . . . . . . . . . . . 41.4 Research Goals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2 CURRENT STATE OF THE ART . . . . . . . . . . . . . . . . . . . . . 6
2.1 Literature Review . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.2 Commercial Couplings . . . . . . . . . . . . . . . . . . . . . . . . . 8
3 CONCEPTUAL DESIGN OF ABKC . . . . . . . . . . . . . . . . . . . . 9
3.1 Component Layout . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.2 Automated Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4 KINEMATIC ANALYSIS . . . . . . . . . . . . . . . . . . . . . . . . . . 12
4.1 Spatial Geometry . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124.2 Kinematics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134.3 Global Stiffness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5 SYSTEM COMPONENTS . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5.1 Base . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 235.2 Top . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245.3 Damper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245.4 Air Bearing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 255.5 Capacitance Probe Holder . . . . . . . . . . . . . . . . . . . . . . . 265.6 Electro-Mechanical System . . . . . . . . . . . . . . . . . . . . . . . 265.7 Data Aquisition System . . . . . . . . . . . . . . . . . . . . . . . . 27
v

6 TEST RESULTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6.1 Test Configurations . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.2 Drift Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 306.3 No Float . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
6.3.1 Repeatability . . . . . . . . . . . . . . . . . . . . . . . . . . 336.3.2 Impact . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.4 Half Float . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 356.5 Full Float . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
6.5.1 Repeatability . . . . . . . . . . . . . . . . . . . . . . . . . . 366.5.2 Impact . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
6.6 Solid Sphere Contact . . . . . . . . . . . . . . . . . . . . . . . . . . 406.6.1 Repeatability . . . . . . . . . . . . . . . . . . . . . . . . . . 406.6.2 Impact . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
7 CONCLUSIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
APPENDIX
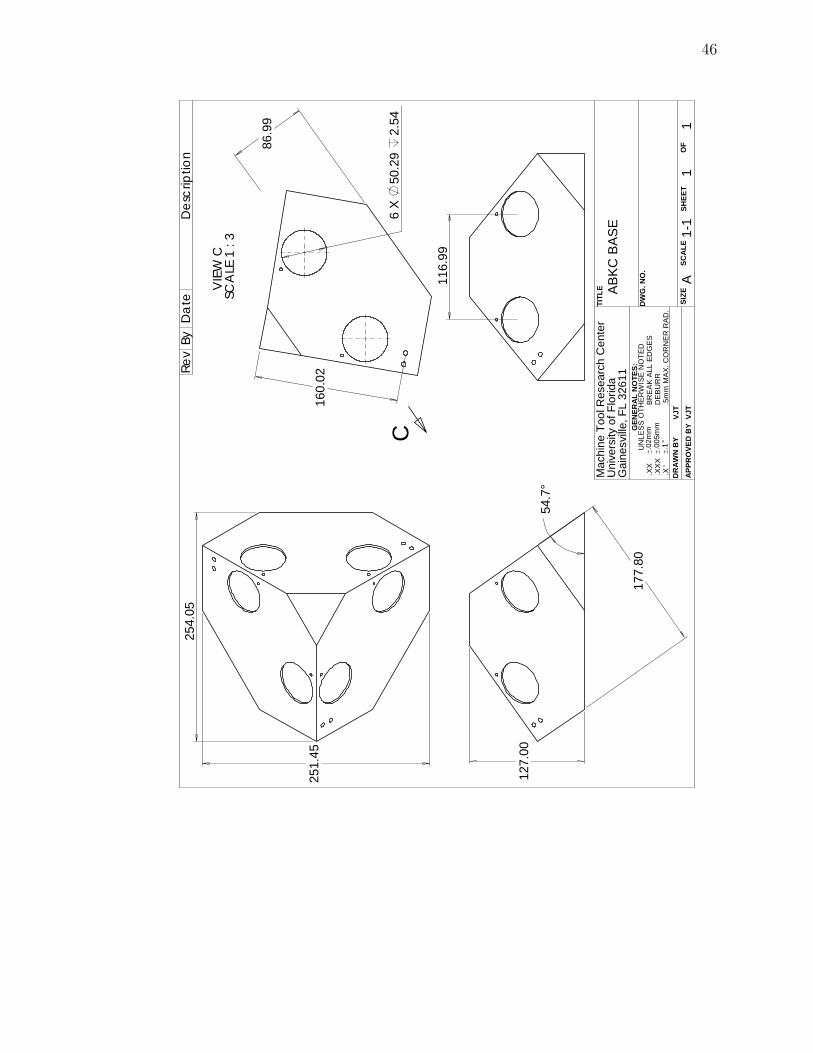
COMPONENT DRAWINGS . . . . . . . . . . . . . . . . . . . . . . . . 45
REFERENCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
BIOGRAPHICAL SKETCH . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
vi

LIST OF FIGURES
Figure page
1–1 Cartesian degrees of freedom . . . . . . . . . . . . . . . . . . . . . . . . . 1
1–2 Conventional kinematic coupling using 3 balls mated into 3 v-grooves . . 2
3–1 Air bearing degrees of freedom . . . . . . . . . . . . . . . . . . . . . . . . 9
4–1 Plucker line in space and its defining vectors . . . . . . . . . . . . . . . . 12
4–2 Air bearing directions . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
4–3 Coordinate systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
4–4 Capacitance probe orientation . . . . . . . . . . . . . . . . . . . . . . . . 17
4–5 Hertzian . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
4–6 Loading envelope of ABKC. X and Y are in meters while Z is nondimensional stiffness. Uniformity of top surface signifies that stiffness ofan ABKC does not significantly inside the loading envilope. . . . . . . . 22
5–1 Bearing stacks on base . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
5–2 Top . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
5–3 Damper with foam and bearings . . . . . . . . . . . . . . . . . . . . . . . 25
5–4 Double sided air bearings with manifold . . . . . . . . . . . . . . . . . . 26
5–5 Capacitance probe holder . . . . . . . . . . . . . . . . . . . . . . . . . . 27
5–6 Control board . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
5–7 Experimental setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6–1 Capacitance probe drift test . . . . . . . . . . . . . . . . . . . . . . . . . 31
6–2 Drift test histogram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
6–3 Drift test record and ensemble averages . . . . . . . . . . . . . . . . . . . 32
6–4 Autocorrelation of drift test signal . . . . . . . . . . . . . . . . . . . . . 33
6–5 Direct reading of six cap probes . . . . . . . . . . . . . . . . . . . . . . . 33
vii

6–6 Transformed components of cartesian motion . . . . . . . . . . . . . . . . 34
6–7 No float load curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6–8 No float FRF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6–9 Half float direct probe readings and pressure. . . . . . . . . . . . . . . . 36
6–10 Half float uncompensated mating repeatability. . . . . . . . . . . . . . . 36
6–11 Half float compensated mating repeatability. . . . . . . . . . . . . . . . . 37
6–12 Half float compensated rotational mating repeatability. . . . . . . . . . . 37
6–13 Full float uncompensated mating repeatability. . . . . . . . . . . . . . . . 38
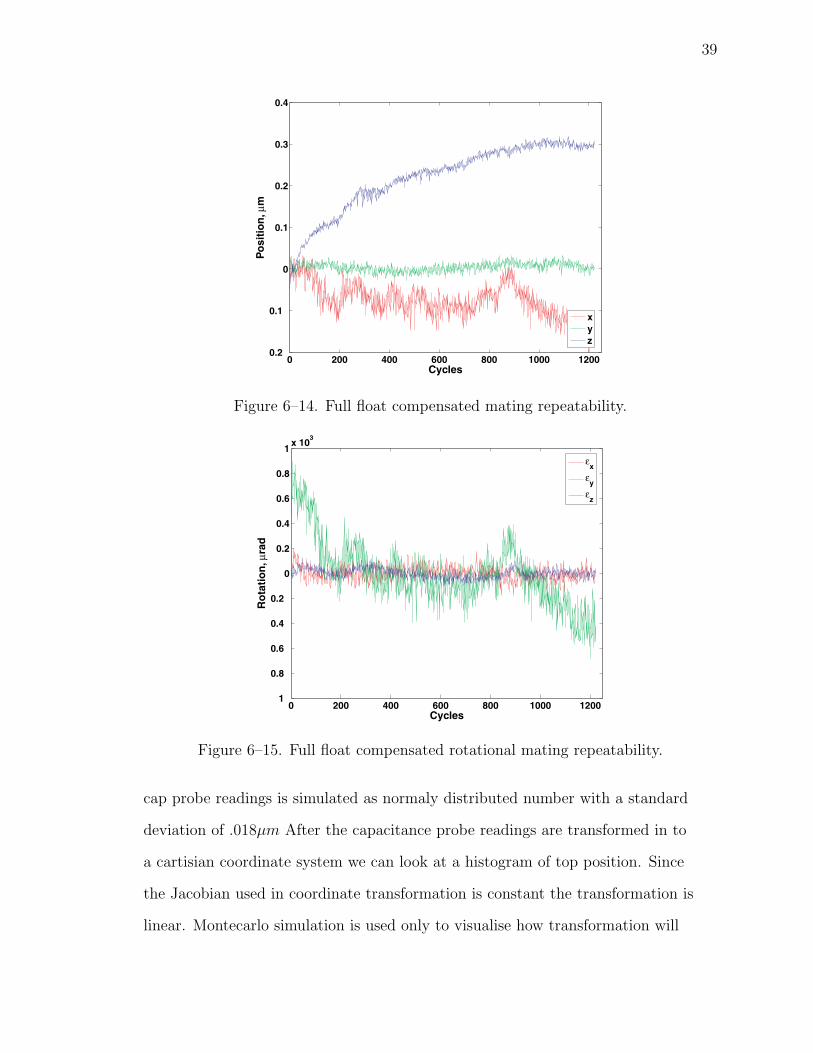
6–14 Full float compensated mating repeatability. . . . . . . . . . . . . . . . . 39
6–15 Full float compensated rotational mating repeatability. . . . . . . . . . . 39
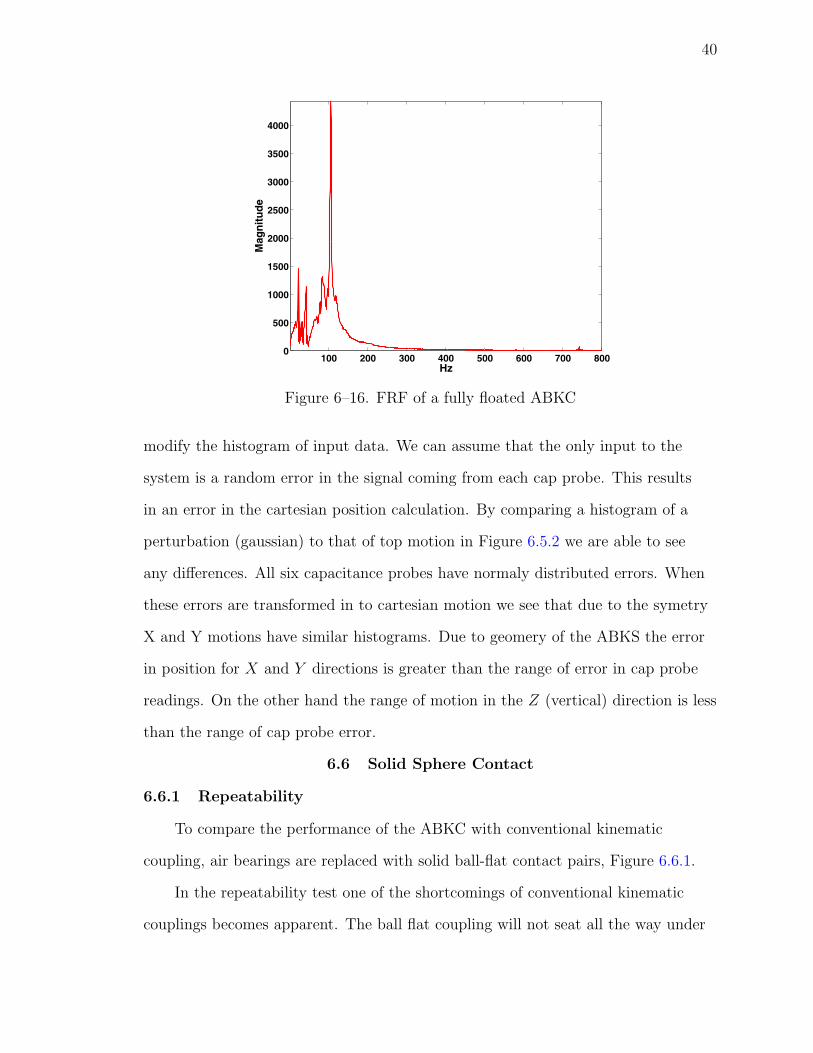
6–16 FRF of a fully floated ABKC . . . . . . . . . . . . . . . . . . . . . . . . 40
6–17 Transformation histograms . . . . . . . . . . . . . . . . . . . . . . . . . . 41
6–18 ABKC converted to ball flat configuration . . . . . . . . . . . . . . . . . 41
6–19 Stiction resulting in inability of conventional coupling to mate. . . . . . . 42
6–20 Ball flat contact FRF. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
6–21 Load testing of ABKC . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
6–22 Load curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
viii

Abstract of Thesis Presented to the Graduate Schoolof the University of Florida in Partial Fulfillment of the
Requirements for the Degree of Master of Science
AIR BEARINGKINEMATIC COUPLING
By
Vadim Jacob Tymianski
August 2006
Chair: John ZiegertMajor Department: Mechanical and Aerospace Engineering
The ”kinematic coupling” is a well known device used to achieve highly
repeatable positioning of one machine or instrument element relative to another.
Normally it consists of 3 precision balls attached to the first mating element in a
triangular pattern. These balls mate with 3 v-grooves in the surface of the second
mating element, creating six ball-on-flat point contacts between bodies. Ideally this
arrangement would result in mating repeatability of the same order as the surface
roughness of balls and v-grooves. In reality, friction forces at the contact points
limit the repeatability and accuracy of the coupling and can result in wear over
time. This paper describes a novel air bearing kinematic coupling (ABKC) design
where ball-on-flat contacts are replaced with intermediate elements consisting of
double-sided porous carbon air bearings. Air bearings are designed with one planar
surface and one concave spherical surface so that an individual air bearing restricts
only a single degree of freedom. Each double sided air bearing stack exhibits
stiffness only in the axial direction when loaded. When six of such air bearing
stack elements are placed at the appropriate locations between mating bodies, they
will fully constrain motion of one body with respect to another. Overconstraint
ix

is eliminated and mating repeatability is improved as compared to solid contact
kinematic couplings due to elimination of friction and wear at the constraints.
x

CHAPTER 1AIR BEARING KINEMATIC COUPLING
1.1 Introduction
This thesis describes the concept, design, manufacturing and testing of a
novel kinematic coupling. Porous carbon air bearings are used as mating elements
between the top and bottom parts of a coupling. This thesis encompasses all issues
as well as their resolutions, encountered in the process of Air Bearing Kinematic
Coupling (ABKC) development.
The kinematic coupling is a well known and widely used device for providing
highly repeatable positioning of one machine or instrument element relative to
another. In general, instrument elements or even whole machines can be thought of
as rigid bodies located in space. Each body has six degrees of freedom that define
its position and orientation in Cartesian space; three translational - X, Y , Z and
three rotational - θx, θy, θz.
Figure 1–1. Cartesian degrees of freedom
In order to locate or constrain one body with respect to the other the above
listed six degrees of freedom need to be constrained. The desired approach is to
1
2
constrain exactly six degree of freedom independently without over constraining
the bodies. This is the area where kinematic couplings offer several benefits. In
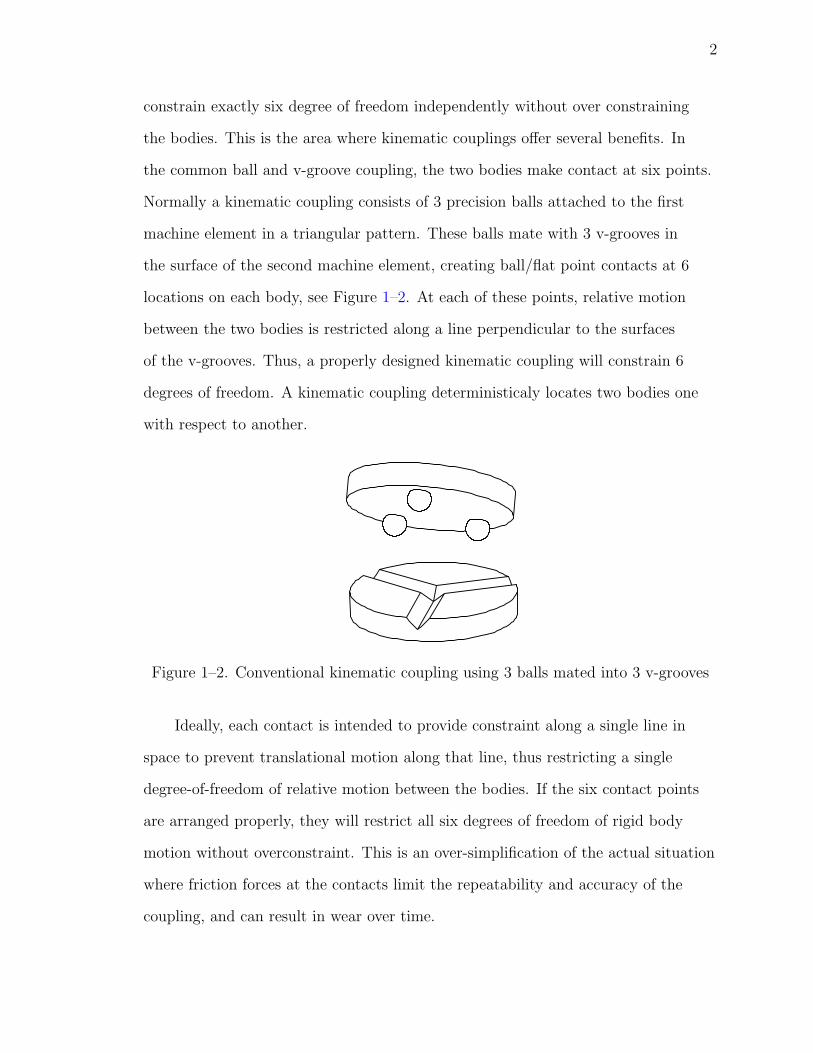
the common ball and v-groove coupling, the two bodies make contact at six points.
Normally a kinematic coupling consists of 3 precision balls attached to the first
machine element in a triangular pattern. These balls mate with 3 v-grooves in
the surface of the second machine element, creating ball/flat point contacts at 6
locations on each body, see Figure 1–2. At each of these points, relative motion
between the two bodies is restricted along a line perpendicular to the surfaces
of the v-grooves. Thus, a properly designed kinematic coupling will constrain 6
degrees of freedom. A kinematic coupling deterministicaly locates two bodies one
with respect to another.
Figure 1–2. Conventional kinematic coupling using 3 balls mated into 3 v-grooves
Ideally, each contact is intended to provide constraint along a single line in
space to prevent translational motion along that line, thus restricting a single
degree-of-freedom of relative motion between the bodies. If the six contact points
are arranged properly, they will restrict all six degrees of freedom of rigid body
motion without overconstraint. This is an over-simplification of the actual situation
where friction forces at the contacts limit the repeatability and accuracy of the
coupling, and can result in wear over time.

3
Solid contact kinematic couplings are inherently limited in performance
by parasitic frictional forces. In machine and instrument construction the most
common way of interfacing two bodies is through an area contact, which provides
high stiffness and load capacity. When preloaded, these contacts resist relative
motion of the bodies through friction. One of the flaws of the area contact is its
low repeatability in mating. When two bodies are mated they should settle into
a lowest energy state. This would result in a stable equilibrium, and an increase
in mating force should not produce any relative motion between bodies. In area
contact, frictional force arises as soon as there is physical contact and will oppose
relative motion between bodies towards an energetically stable configuration.
Current solid contact kinematic couplings consist of mating elements that
behave as area contacts as the load increases, and the positioning repeatability
performance is reduced by friction.
In this paper a novel kinematic coupling is described where the ball-flat
contacts are replaced by double sided porous carbon air bearings designed to
restrict relative motion along a single line in space while providing virtually zero
friction forces in all other directions. An air bearing stack is constructed in such
a way as to constrain only one degree of freedom. By using six of the air bearing
stacks assembled in a non-singular configuration a kinematic coupling is formed.
At zero relative velocity air bearings provide an almost frictionless contact between
mating bodies. Absence of the frictional force allows a much better repeatability
than solid contact kinematic couplings.
It is known that air bearings operated with gaps on the order of 5− 25µm can
exhibit stiffness on the same order of magnitude as Hertzian contacts in ball-flat
pairs, but are capable of carrying much higher loads, thus giving the ABKC the
potential to carry larger loads than an equivalently sized ball-flat coupling. In the
following sections the design of the ABKC, modeling of its kinematic behavior,

4
and experimental data for coupling repeatability, stiffness, and load capacity
are described. Film thickness dependence on air supply pressure and preload
is investigated, as well as the resulting impact on coupling stiffness. Different
configurations of the coupling are also tested.
1.2 Motivating Need for Repeatability
Technological advances continuously demand higher and higher levels of
mechanical accuracy. While efficient active compensation schemes for improved
precision do exist, mechanical precision is still fundamentally important. Precision
assembly is critical on both ends of the instrument size scale. From MEMS
assembly to large telescope mirror positioning, repeatable mating of machine
components is crucial.
1.3 Kinematic Coupling Concept
Using a kinematic coupling as an interface between two bodies allows
for a certain degree of repeatability to be maintained through many
engagement-disengagement cycles. The concept of kinematic coupling and
kinematic constraint has been known and used for a long time. When two bodies
are connected through a kinematic coupling several benefits are realized. Thermally
induced dimensional changes are accommodated and do not cause internal stresses.
Also, components can be of lower accuracy and lower cost while still maintaining
highly precise positioning. Components interfaced through kinematic couplings can
be moved and later be placed back to the original position with high repeatability
without expensive active position feedback devices.
1.4 Research Goals
One of the main goals of this research is to determine the performance
parameters of an ABKC. The mating repeatability is of primary interest. If the
ABKC is to be successfuly used in the future many other operating parameters
need to be quantified. Static and dynamic stiffnesses are very important

5
parameters when describing a coupling. Static stiffness determines deflection
under load while dynamic stiffness characterizes the response of a coupling to
impact or vibratory disturbances. Individual air bearing stiffness greatly varies
with air film thickness, and in turn is dependent on supply air pressure.
Conventional kinematic couplings have very low damping and do not provide
substantial vibration damping and isolation characteristics. Impact testing is
performed to determine how much damping an ABKC has.
Solid contact kinematic couplings suffer the degradation in performance from
wear associated with repeated mating of tribological surfaces. Experimentaly it is
possible to determine if the problem of surface wear can be mitigated by air film
between an air bearing and surface it rests against.
CHAPTER 2CURRENT STATE OF THE ART
2.1 Literature Review
The mechanics and performance of kinematic couplings have been studied
extensively by many authors [1-13]. In general, a coupling can be analysed using
the vector method outlined in Schmiechen and Slocum [7]. This approach to
the analysis of kinematic systems reduces to matrix analysis. Two characteristic
assumptions are made in this analysis: 1. error motions are small and 2. all
deformation occurs at the contact points. These simplifying assumptions allow
inclusion of friction at point contacts in the model. Summing up friction force
and Hertzian contact force produces a resultant that is not normal to the contact
surface. This requires a change of system matrix and use of modified Hertzian
stress calculations for oblique contacts.
Culpepper et al. [4] report on the design and construction of the prototype
actuated coupling allowing position adjustment in 6-DOF. A kinematic model for
an eccentric ball-shaft actuation is developed and prototype performance matches
this model within 10 %. In the experiment balls and grooves are made from 304L
stainless and are protected by a 3.5µm TiN coating and high-pressure grease. Over
the course of more than 500 engagements stabilized 1σ repeatability of better than
1.9µm and 3.6µrad was reported. However, friction at the contact points did not
allow the couplings to be adjusted while mated and loaded. Authors assume that
short wear in period of 50 cycle is perhaps indicative of grease being displaced from
the contact and not tribological wear of the surfaces.
Earlier investigations by Slocum and Donmez are presented in a two part
article [9] and [10] describe design and testing of a ball-flat coupling with a 45kN
6

7
preload constructed with ceramic balls. During testing 3σ repeatability of 0.3µm
was achieved.
For non-actuated, conventional kinematic couplings repeatability of 0.1µm is
possible [8]. Such high level of repeatability is possible for a period of time after
the wear-in and before the degradation of performance due to burnishing from
further mating and wear at the contacts. The number of engagements possible at
such a high level of repeatability depends on the ball-flat material but will allways
degrade with repeated mating. Polished, ceramic surfaces have particularly good
performance in terms of wear.
One of the advantages of a kinematic coupling is its ability to center itself or
come to the minimal potential energy state. Solid contact couplings are not all
self-centering. For some configurations there exist a critical coefficient of friction
for the ball-flat interface. If it is exceeded, the coupling will not self-center under a
steady preload without intervention and manual adjustment.
In summary, various implementations of the kinematic coupling concept have
been developed over the years. Overall performance of an individual coupling is
determined by several design constraints such as: load bearing capacity, spatial
constraints, contact pair orientation and material. Adjustable kinematic couplings
are subject to the same performance limiting factors. The most significant of
them is friction. Mechanical assembly accuracy is inherently limited by friction
and hysteresis. Wear is an issue with high accuracy surfaces. During mating the
order in which contacting pairs are brought in to contact influences repeatability.
Ideally each contact pair would restrict only one DOF that is normal to contacting
surfaces but it is not the case. Once contacting surfaces are brought in to contact
parasitic frictional forces arise. These forces resist settlement of a coupling into a
lowest energy state and degrade repeatability. Another limitation of traditional
kinematic couplings is their relatively low load carrying capacity. All of the applied
8
load must be carried via Hertzian contacts which results in very high stresses and
the potential for plastic deformation at the contact points, further reducing the
repeatability of the device.
2.2 Commercial Couplings
Most kinematic couplings sold are integrated into the larger mechanism. For
example large mirror segments in the oplical telescopes are held in a structure
called ’wiffle tree’ which is essentially a series of kinematic couplings arranged as
a pyramid. Such an arrangement allows for accomodation of thermal expansion of
individual mirror segments without straining the whole mirror assembly.
Another application is in the support of granite bases of coordinate
measurement machines and granite optical tables. Even large diamond turning
machines are kinematicaly supported.
What is widely available in the marketplace is individual coupling components
such as polished spheres made from hard steel or ceramic and hardened flats. It is
left up to the designer to pick appropritae mating elements and to determine their
arrangement.

CHAPTER 3CONCEPTUAL DESIGN OF ABKC
3.1 Component Layout
The geometric arrangement of air bearing stacks in an ABKC is one of the
most important factors determining its performance. Bearing stack orientation
has direct influence on the stiffness, repeatability and directional range in which a
coupling can be loaded. In the layout chosen ABKC bearing stacks are placed in
pairs on mutually perpendicular faces.
Each air bearing stack allows free rotation about all 3 coordinate axes and free
translation in 2 directions only restricting one DOF, see Figure 3–1. In other words
air bearing stack is only stiff in Z directon. Placing two bearings on one face allows
the constraint of one translational and one rotational DOF. Since pairs of bearings
are located on three mutually perpendicular faces of the base, three translational
and tree rotational DOF are constrained.
Figure 3–1. Air bearing degrees of freedom
9

10
In order to monitor the position of the top with respect to bottom it is needed
to measure six independent linear displacements. The most convenient non-contact
method is capacitive sensing. This method measures the capacitance of an electic
field between the probe and the target. As distance between probe and target
changes so does the capacitance. A resonating RC circuit is used to track changes
in capacitance and a microprocessor is used to convert capacitance changes in to
distance changes.
Reading rotational displacement is more difficult with non-contact methods.
That is why six linear displacements are measured and later converted into three
cartesian motions and three rotations around mutually perpendicular axes. If six
capacitance probes are located on the base with their axies parallel to the axes of
air bearing stacks two benefits are realized. First, direct capacitance probe readings
provide measurement of the air gap variation of individual bearing stacks. Second,
direct readings are transformed to provide cartesian displacements and rotations.
Individual components will be described in more detail in Chapter 5.
3.2 Automated Testing
Forseing a large ammount of testing that ABKC is to undergo it is designed
to be automated. Since reengagement repeatability of thr ABKC is of primary
interest, testing will consist of unmating and mating the top for thousands of
cycles. To minimise the error introduced by a human operator the ABKC is
designed to be fully automated for testing and data aquisition. To obtain data that
is statisticaly meaningful numerous testing scenarios with many engagements of the
ABKC are planned. The actuation system consists of a pneumatic cylinder with a
stroke of 10mm that is computer controlled to provide precise timing and sequence
control during measurements. The position is registered through six channels of
capacitance distance sensors. The performance of air bearings is strongly influenced

11
by air pressure. A pressure transducer is placed close to the air bearings manifold
to record any fluctuations in the supply air pressure.
CHAPTER 4KINEMATIC ANALYSIS
4.1 Spatial Geometry
Kinematic coupling is designed to constrain exactly six degrees of freedom of a
body. In order to do this a way to control six spatial coordinates is devised. If it is
choosen to control six linear or translational variables then it becomes convenient
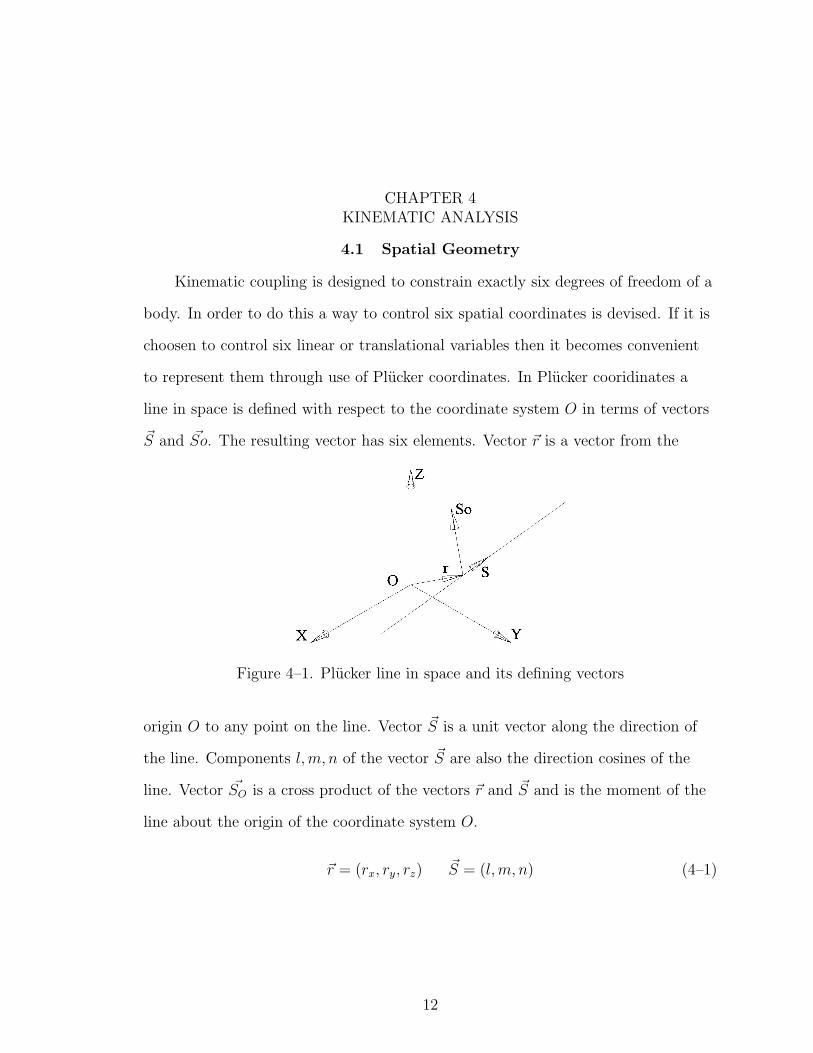
to represent them through use of Plucker coordinates. In Plucker cooridinates a
line in space is defined with respect to the coordinate system O in terms of vectors
~S and ~So. The resulting vector has six elements. Vector ~r is a vector from the
Figure 4–1. Plucker line in space and its defining vectors
origin O to any point on the line. Vector ~S is a unit vector along the direction of
the line. Components l,m, n of the vector ~S are also the direction cosines of the
line. Vector ~SO is a cross product of the vectors ~r and ~S and is the moment of the
line about the origin of the coordinate system O.
~r = (rx, ry, rz) ~S = (l,m, n) (4–1)
12

13
~SO = ~r × ~S =
∣∣∣∣∣∣∣∣∣∣i j k
rx ry rz
l m n
∣∣∣∣∣∣∣∣∣∣= (p, q, r) (4–2)
(~S; ~SO) = (l,m, n; p, q, r) (4–3)
J =
l1 m1 n1 p1 q1 r1
l2 m2 n2 p2 q2 r2
l3 m3 n3 p3 q3 r3
l4 m4 n4 p4 q4 r4
l5 m5 n5 p5 q5 r5
l6 m6 n6 p6 q6 r6
(4–4)
Assembling six Plucker line coordinates into a Jacobian matrix J fully describes
the instanteneous kinematics of a kinematic coupling. In order for the kinematic
coupling to constrain all six degrees of freedom of a body, the six rows of J must be
linearly independent, i.e. the Jacobian matrix must be non-singular. Otherwise a
degenerate coupling is created, constraining five or less DOF.
4.2 Kinematics
It has long been recognized that the kinematic coupling is kinematically
equivalent to the Gough-Stewart platform and many other parallel kinematic
mechanisms (PKM). For this reason, the same analysis methods used to model the
instantaneous kinematics of a PKM can be directly applied to the ABKC. Each
strut in a PKM or contact pair in a kinematic coupling or air bearing stack in
ABKC creates a force along a particular line in space. The Plucker line coordinates
of each of the lines can be written as:
~Si = li, mi, ni; pi, qi, ri i = 1 . . . 6 (4–5)

14
Figure 4–2. Air bearing directions
where: l,m, n are the direction cosines of the line, and p, q, r are the components
of the moment of the line about the origin. The Jacobian matrix of a PKM relates
small motions along the six lines to changes in the position and orientation of the
platform. The rows of the Jacobian matrix are simply the Plucker coordinates of
the six strut axes in a PKM, or the six lines of contact force in ABKC. Therefore,
∆1
∆2
∆3
∆4
∆5
∆6
=
l1 m1 n1 p1 q1 r1
l2 m2 n2 p2 q2 r2
l3 m3 n3 p3 q3 r3
l4 m4 n4 p4 q4 r4
l5 m5 n5 p5 q5 r5
l6 m6 n6 p6 q6 r6
δx
δy
δz
εx
εy
εz
(4–6)
Where: δx, δy, δz are the displacements of a point on the platform which is
instantaneously coincident with the origin of the coordinate system in which
all of the vectors are expressed, εx, εy, εz are rotations of the platform about the

15
coordinate axes, and ∆1 . . . ∆6 are small displacements of the contact point along
the line of force.
The cartesian translations and rotations of the platform relative to the
base, resulting from small changes in displacements along the contact lines, are
obtained using the inverse of the Jacobian. If the device is in a singular position,
the inverse Jacobian does not exist and the systems loses one or more restraints
of degrees of freedom of the platform. For the ABKC described here, there are 2
Jacobian matrices of interest, one for the air bearing stacks (4–7), and one for the
capacitance probes (4–8) that measure relative motions.
Jbearing =
0.7071 0.4082 0.5774 91.3398 −90.6613 −47.7607
0.7071 0.4082 0.5774 32.8451 −124.4333 47.7607
0 −0.8165 0.5774 −124.1849 −33.7719 −47.7607
0 −0.8165 0.5774 −124.1849 33.7719 47.7607
−0.7071 0.4082 0.5774 32.8451 124.4333 −47.7607
−0.7071 0.4082 0.5774 91.3398 90.6613 47.7607
(4–7)
Jcap =
0.7071 0.4082 0.5774 115.4635 −74.5380 −88.7070
0.7071 0.4082 0.5774 5.9043 −147.1041 96.7870
0 −0.8165 0.5774 −122.2835 −62.7253 −88.7070
0 −0.8165 0.5774 −130.3481 68.4387 96.7870
−0.7071 0.4082 0.5774 6.8200 137.2633 −88.7070
−0.7071 0.4082 0.5774 124.4437 78.6654 96.7870
(4–8)
Both Jacobians are expressed relative to a coordinate system O fixed to the
center of the top platform, with the Z-axis perpendicular to the top surface and the
X and Y axes along the top surface, Figure 4.2. Both Jacobians are obtained from
a symbolic tranformation given in (4–9). First coordinate system that is attached
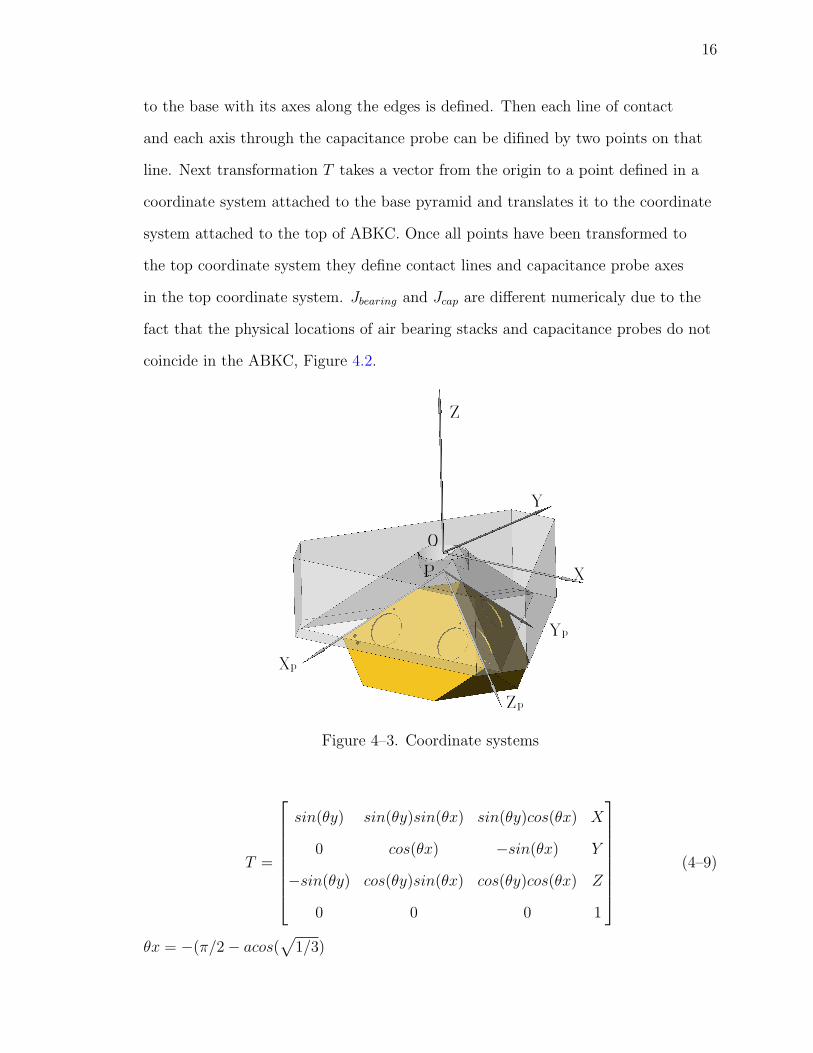
16
to the base with its axes along the edges is defined. Then each line of contact
and each axis through the capacitance probe can be difined by two points on that
line. Next transformation T takes a vector from the origin to a point defined in a
coordinate system attached to the base pyramid and translates it to the coordinate
system attached to the top of ABKC. Once all points have been transformed to
the top coordinate system they define contact lines and capacitance probe axes
in the top coordinate system. Jbearing and Jcap are different numericaly due to the
fact that the physical locations of air bearing stacks and capacitance probes do not
coincide in the ABKC, Figure 4.2.
O
X
Y
Z
P
Xp
Yp
Zp
Figure 4–3. Coordinate systems
T =
sin(θy) sin(θy)sin(θx) sin(θy)cos(θx) X
0 cos(θx) −sin(θx) Y
−sin(θy) cos(θy)sin(θx) cos(θy)cos(θx) Z
0 0 0 1
(4–9)
θx = −(π/2− acos(√
1/3)

17
θy = 3π/4
X = Y = Z = 0.1597m
CenterAxis
CenterAxis
CenterAxis
CenterAxis
CenterAxis
CenterAxis
Figure 4–4. Capacitance probe orientation
4.3 Global Stiffness
Most kinematic couplings are constructed out of six contact pairs. Each
contact pair is usually made up of a ball and flat and sometimes of a cylinder and
cylinder. These arrangements create an interface that most closely resembles a
point contact. Ideally each contact point would be infinitely stiff, but it is not
the case. For solid to solid contact couplings each interface will possess Hertzian
contact stiffness, Eq. 4–10. Each contact pair also transmits forces Fx and Fy as
well as moment Mz.
k =dP
dδ= (6E2PR)
13 where
1
E=
1− ν21
E1
+1− ν22
E2
(4–10)
E is a modulus of elasticity obtained from ball and flat moduli E1 and E2. ν1
and ν2 are Poissons ratios of ball and flat materials. R is ball radius and P is
load. For air bearing stacks used in ABKC the stiffness is obtained experimentally
18
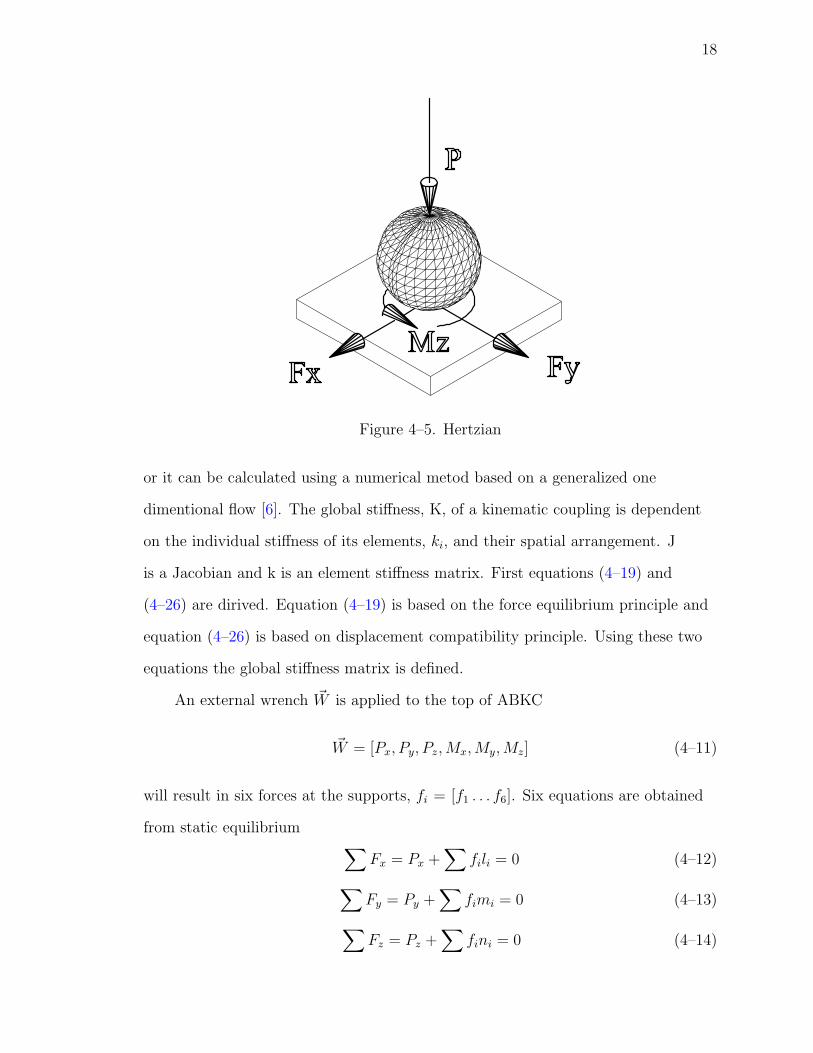
Figure 4–5. Hertzian
or it can be calculated using a numerical metod based on a generalized one
dimentional flow [6]. The global stiffness, K, of a kinematic coupling is dependent
on the individual stiffness of its elements, ki, and their spatial arrangement. J
is a Jacobian and k is an element stiffness matrix. First equations (4–19) and
(4–26) are dirived. Equation (4–19) is based on the force equilibrium principle and
equation (4–26) is based on displacement compatibility principle. Using these two
equations the global stiffness matrix is defined.
An external wrench ~W is applied to the top of ABKC
~W = [Px, Py, Pz, Mx, My, Mz] (4–11)
will result in six forces at the supports, fi = [f1 . . . f6]. Six equations are obtained
from static equilibrium ∑Fx = Px +
∑fili = 0 (4–12)∑
Fy = Py +∑
fimi = 0 (4–13)∑Fz = Pz +
∑fini = 0 (4–14)
19
∑Mx = Mx +
∑fipi = 0 (4–15)∑
My = My +∑
fiqi = 0 (4–16)∑Mz = Mz +
∑firi = 0 (4–17)
Rearranging
Px
Py
Pz
Mx
My
Mz
= −
l1 l2 l3 l4 l5 l6
m1 m2 m3 m4 m5 m6
n1 n2 n3 n4 n5 n6
p1 p2 p3 p4 p5 p6
q1 q2 q3 q4 q5 q6
r1 r2 r3 r4 r5 r6
f1
f2
f3
f4
f5
f6
(4–18)
~W = −[J ]T ~fi (4–19)
Now a look at the displacement compatibility. The platform is given a small
twist displacement, T , consisting of cartesian motion of the coordinate system
center δ and angular motions ε.
T = [δx, δy, δz, εx, εy, εz]T (4–20)
Displacement of a point in a body can be found from:
~δp = ~δ + ~ε× ~rp (4–21)
Once assembled into a matrix the displacement of a single point ~δp in a body
is:
~δp =
δx
δy
δz
+
∣∣∣∣∣∣∣∣∣∣i j k
εx εy εz
x y z
∣∣∣∣∣∣∣∣∣∣(4–22)
Expanding the determinant gives

20
~δp =
δx + εyz − εzy
δy + εzx− εxz
δz + εxy − εyx
At this point an assumption that for small displacements of the top the Jacobian
of ABKC does not change is made. This assumption is valid when the top
displacements are small compared to the overall size of the coupling. In ABKC
each Plucker line is defined by two points, one in the top body and one in the
bottom body. If the relative displacement between two points is small compared
to the distance between points then the Plucker line coordinates will remain
virtually the same. This assumption can be extended to state that if the Plucker
line coordinates are constant and there is motion between top and bottom than
points defining Plucker lines must move along those lines. To find displacements
normal to individual air bearings a projection of ~δp on ~S if found. After factoring
~δp · ~S = lδx + mδy + nδz + (yn− zm)εx + (zl − xn)εy + (xm− yl)εz (4–23)
Recalling that from the definition of the Plucker lines
p
q
r
=
∣∣∣∣∣∣∣∣∣∣i j k
x y z
l m n
∣∣∣∣∣∣∣∣∣∣=
yn− zm
zl − xn
xm− yl
(4–24)
next relationship is obtained
∆i = Si~T (4–25)
In matrix form it becomes
~∆ = [J ]~T (4–26)
W is an externally applied wrench (4–11), fi is a force at each air bearing,
∆i is a normal displacement at each air bearing, ~T is a small displacement of one

21
mated body with respect to the other. Deflection ∆i multiplied by stiffness ki of an
air bearing will result in a force fi through a bearing. In matrix form
~f = [k] ~∆ where k =
k1 0 0 0 0 0
0 k2 0 0 0 0
0 0 k3 0 0 0
0 0 0 k4 0 0
0 0 0 0 k5 0
0 0 0 0 0 k6
(4–27)
Substituting equation (4–26) in to (4–27) and subsequently substituting the result
in to (4–19) we obtain
~W = − [J ]T [k] [J ] ~T (4–28)
The term, − [J ]T [k] [J ], is taken to be the apptoximate global stiffness, K, of
an ABKC defined for small displacements. Global stiffness of the ABKC is used
to visualize the envelope in the coupling can be loaded. Air bearing stacks can
only resist a compressive load. Based on the geometry a surface in Figure 4–6 is
constructed. A force that can be applied to the top af ABKC is directed down and
is bound by the sides of the plot. The top surface of the plot represents relative
stiffness of the coupling loaded in the permissible range. Its smoothness suggests
that due to the symetry of the ABKC its responce to load is uniform throughout
the workvolume.

22
Figure 4–6. Loading envelope of ABKC. X and Y are in meters while Z is nondimensional stiffness. Uniformity of top surface signifies that stiffnessof an ABKC does not significantly inside the loading envilope.

CHAPTER 5SYSTEM COMPONENTS
5.1 Base
The base is machined out of the solid piece of 2024-T6 aluminum. Monolithic
construction assures rigidity while decreasing overall part count. The coupling
design utilizes 3 mutually perpendicular surfaces on the base to locate air bearing
stacks. Convex lenses are epoxied in pairs to each face on the base. To facilitate
locating lenses on faces two pockets are machined on each face. Detailed drawing
is provided in the Appendix A. One air bearing stack ride on each of the lenses,
Figure 5–1, providing restraint forces along a line normal to the face, thus fully
constraining all 6-DOF of relative motion between top and bottom.
Cap probe holders are mounted to the base with one holder per face. Air
cylinder is fixed to the top of base and will provide actuation force. Base is
installed on a granite base with a sheet of rubber as a vibration damper.
Figure 5–1. Bearing stacks on base
23

24
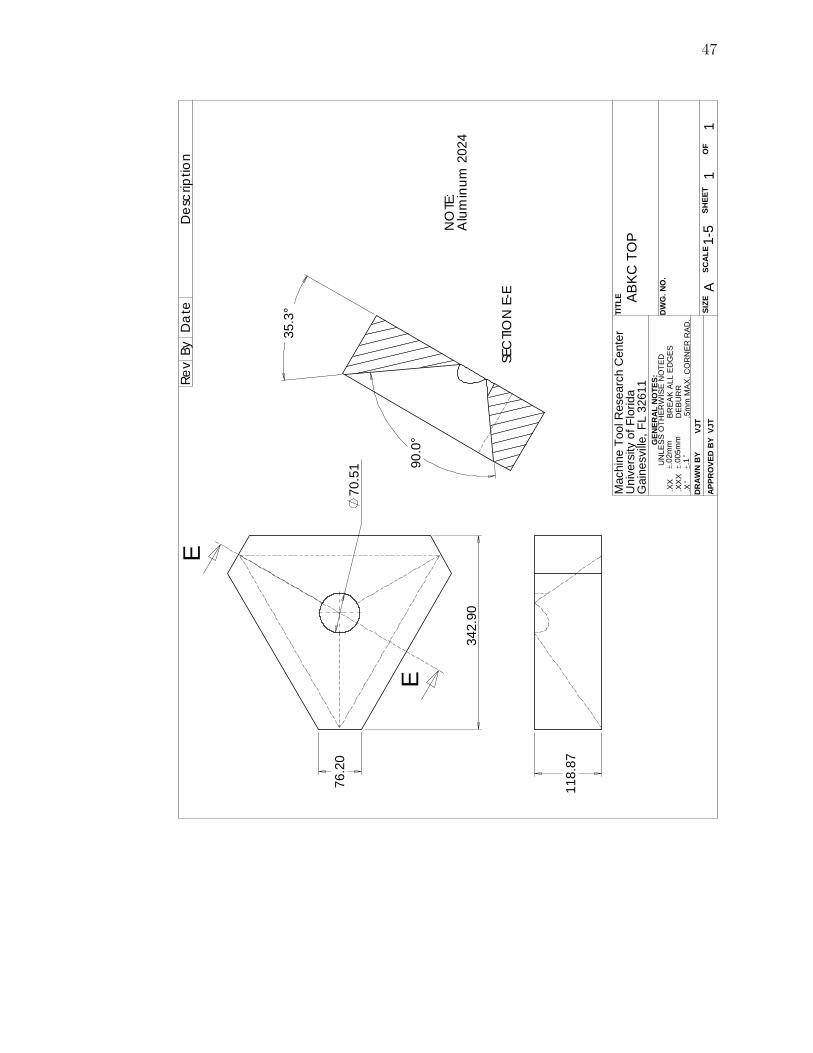
5.2 Top
The top is machined from a single 5in. thick aluminum billet. Aluminum
stock is rough machined on horisontal machinig center and finish machined using
custom-made adjustable fixturing. The final mass of the top is approximately 20
kg. Detailed drawing of the top is in the Appendix A. Planar glass surfaces are
epoxied in pairs to each of three machined faces to provide bearing surfaces for the
air bearing stacks. Figure 5–2 shows the top with glass plates replaced with steel
plates for solid contact repeatability testing. Three mutually perpendicular surfaces
machined in the aluminum are suitable as cap probe targets and are used as such.
Figure 5–2. Top
5.3 Damper
Pairs of bearings on individual faces are connected by removable dampers,
Figure 5–3. At some operating conditions aeroelastic instability is encountered and
foam media is chosen as damping material. Foam spacer 10mm thick around each
bearing stack provids sufficient dampting with negligible constraint in the lateral
and rotational directions. Drawing of the damper is provided in the Appendix A.
25
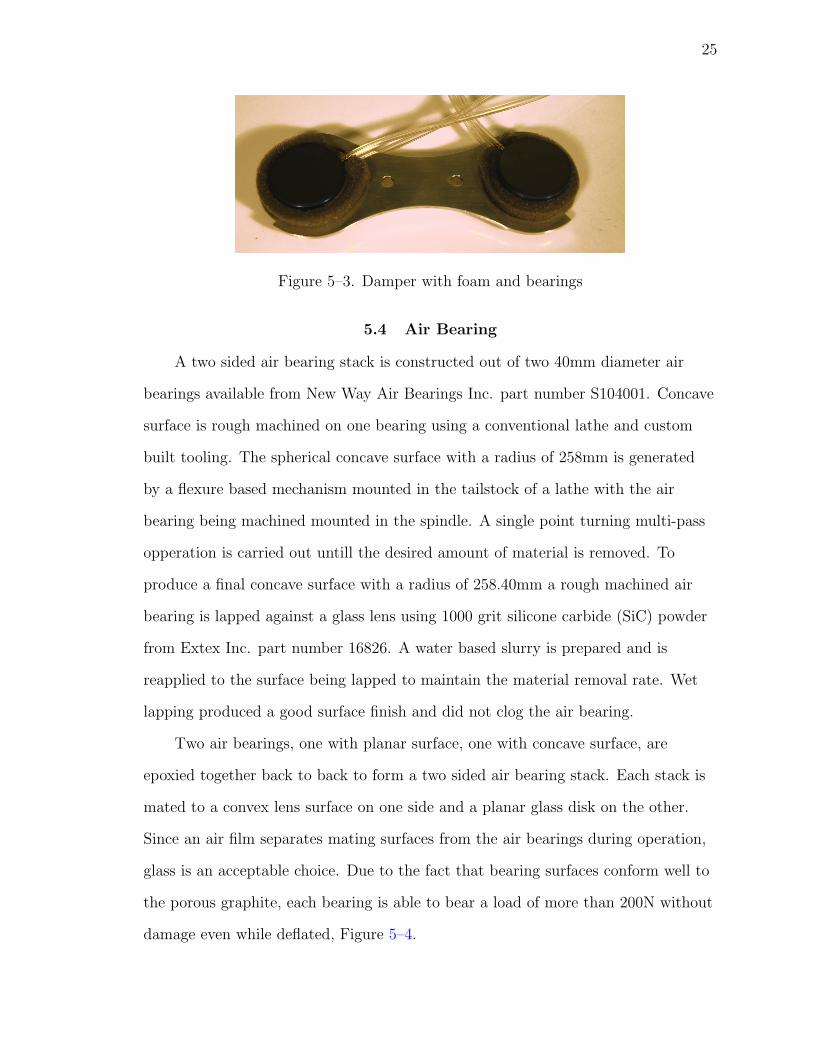
Figure 5–3. Damper with foam and bearings
5.4 Air Bearing
A two sided air bearing stack is constructed out of two 40mm diameter air
bearings available from New Way Air Bearings Inc. part number S104001. Concave
surface is rough machined on one bearing using a conventional lathe and custom
built tooling. The spherical concave surface with a radius of 258mm is generated
by a flexure based mechanism mounted in the tailstock of a lathe with the air
bearing being machined mounted in the spindle. A single point turning multi-pass
opperation is carried out untill the desired amount of material is removed. To
produce a final concave surface with a radius of 258.40mm a rough machined air
bearing is lapped against a glass lens using 1000 grit silicone carbide (SiC) powder
from Extex Inc. part number 16826. A water based slurry is prepared and is
reapplied to the surface being lapped to maintain the material removal rate. Wet
lapping produced a good surface finish and did not clog the air bearing.
Two air bearings, one with planar surface, one with concave surface, are
epoxied together back to back to form a two sided air bearing stack. Each stack is
mated to a convex lens surface on one side and a planar glass disk on the other.
Since an air film separates mating surfaces from the air bearings during operation,
glass is an acceptable choice. Due to the fact that bearing surfaces conform well to
the porous graphite, each bearing is able to bear a load of more than 200N without
damage even while deflated, Figure 5–4.

26
Figure 5–4. Double sided air bearings with manifold
5.5 Capacitance Probe Holder
Capacitance probe holders are provided for 6 capacitance probes on the base.
These probes read directly against the inner surface of the top and provide direct
measurement of relative motion and positioning repeatability in 6 DOF. Using
Jacobian derived from location and orientation of capacitance probes we transform
capacitance probe readings in to a cartesian coordinate frame. Each of three
holders fixes two capacitance probes at a right angle for easy positioning, Figure
5–5.
5.6 Electro-Mechanical System
ABKC is designed to operate autonomously in a temperature controlled
environment. Figure 5–6 shows how the main board integrates a power supply
and all electro-mechanical components. The influence of an operator on the
experimental results is removed through full automation. Mating repeatability tests

27
Figure 5–5. Capacitance probe holder
are fully automated in terms of data aquisition and mechanical engagement and
disengagement. Mechanical actuation is accomplished by a single acting pneumatic
piston with a stroke of 10mm. During mating tests the piston is pressurised
through a solenoid valve while return action is spring loaded. A one way needle
valve is installed on the exhaust port to provide controlled descent rate for the top.
Delivery of vacuum and compressed air to the air bearings is accomplished through
a solenoid valve bank controlled by a set of optoisolated relays. Relay control is
achieved through LabView 7.1. A vacuum pump is used to supply vaccuum to
the lower set of air bearings. When vacuum is on and the ABKC is unmated air
bearing stacks remain in place. When the vacuum pump is off a solenoid valve is
activated to prevent pressurised back flow through the pump.
5.7 Data Aquisition System
The data aquisition system is fully integrated with the electro-mechanical
actuation system and is implemented in LabView 7.1. Figure 5–7 shows the
complete experimental setup during load testing. Data aquisition system consists

28
Figure 5–6. Control board
of six capacitance probes and pressure transducer. C-1 capacitance probes from
Lion Precision Inc. are driven by DMT20 modules. Each of the six capacitance
probe channels driven by DMT20 module outputs ±5V linearized signal for the
displacement range of 0.254mm. Capacitance probe data is recorded with a 16 bit
National Instruments PCI 6251 DAQ card. Theoreticaly with a 16bit DAQ it is
possible to resolve displacements of 3.876e− 3µm. Coaxial cables from capacitance
probes and pressure transducer are wired to the DAQ card through CB68LPR I/O
block. Solenoid valves are driven by a dedicated 24V power supply. During impact
testing a solid state low-pass filter with a cutoff frequency of 3KHz is used to avoid
aliasing, since in this test we are interested in the higher frequency signal. Impact
testing is done using an instrumented force hammer to excite the system with an
impulse. Capacitance probes are continuously read at 20KHz and the data is held
in a buffer large enough to hold the last 3 seconds of data. When the hammer hit
is detected, data in the buffer is written to a file. Subsequently data is analyzed in
Matlab.

29
Figure 5–7. Experimental setup
CHAPTER 6TEST RESULTS
6.1 Test Configurations
The following sections will describe various modes of operation and testing of
ABKC. It is possible to operate the ABKC in ‘full float’ mode with both upper and
lower bearings pressurized and floating. Another possibility is to deflate lower or
upper set of bearings and opperate in ‘half float’ mode. It is also possible to use
ABKC as a conventional kinematic coupling with both top and bottom bearings
deflated - the ‘no float’ mode. In the ‘solid contact’ tests ABKC is converted in to
a conventional kinematic coupling by replacing air bearings with ball-flat pairs. A
separate LabView application is created for each series of tests. Data is saved in
text files and later processed in Matlab.
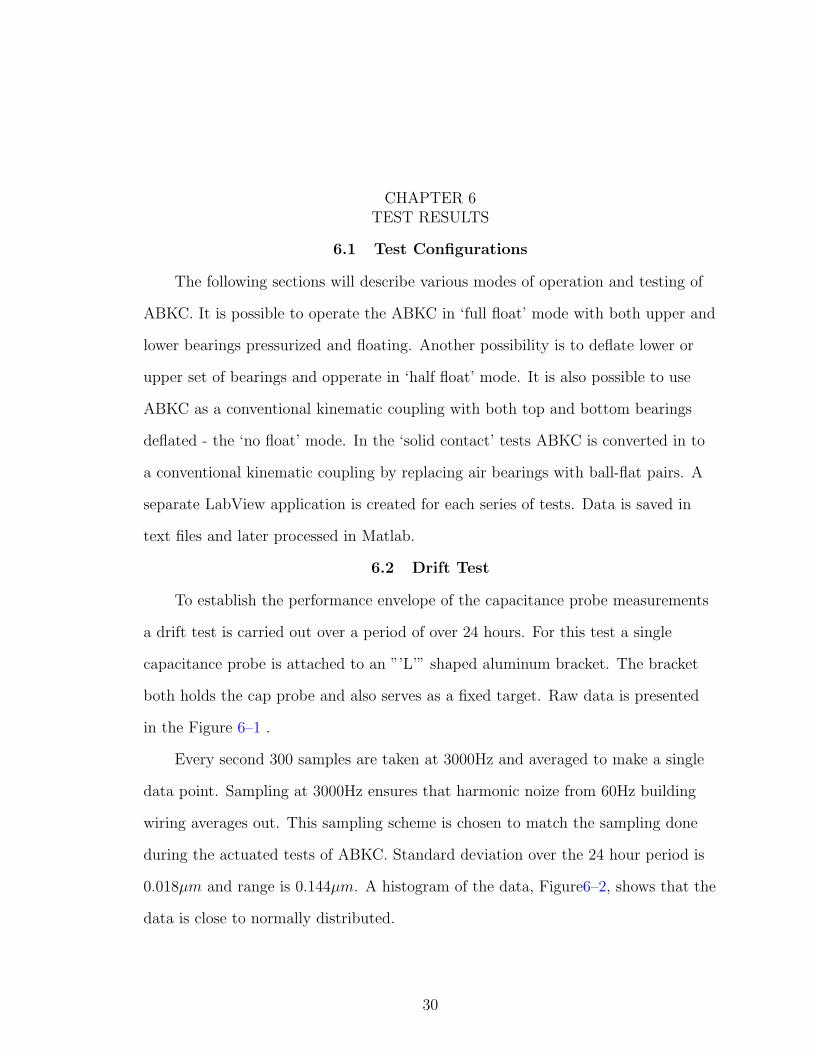
6.2 Drift Test
To establish the performance envelope of the capacitance probe measurements
a drift test is carried out over a period of over 24 hours. For this test a single
capacitance probe is attached to an ”’L’” shaped aluminum bracket. The bracket
both holds the cap probe and also serves as a fixed target. Raw data is presented
in the Figure 6–1 .
Every second 300 samples are taken at 3000Hz and averaged to make a single
data point. Sampling at 3000Hz ensures that harmonic noize from 60Hz building
wiring averages out. This sampling scheme is chosen to match the sampling done
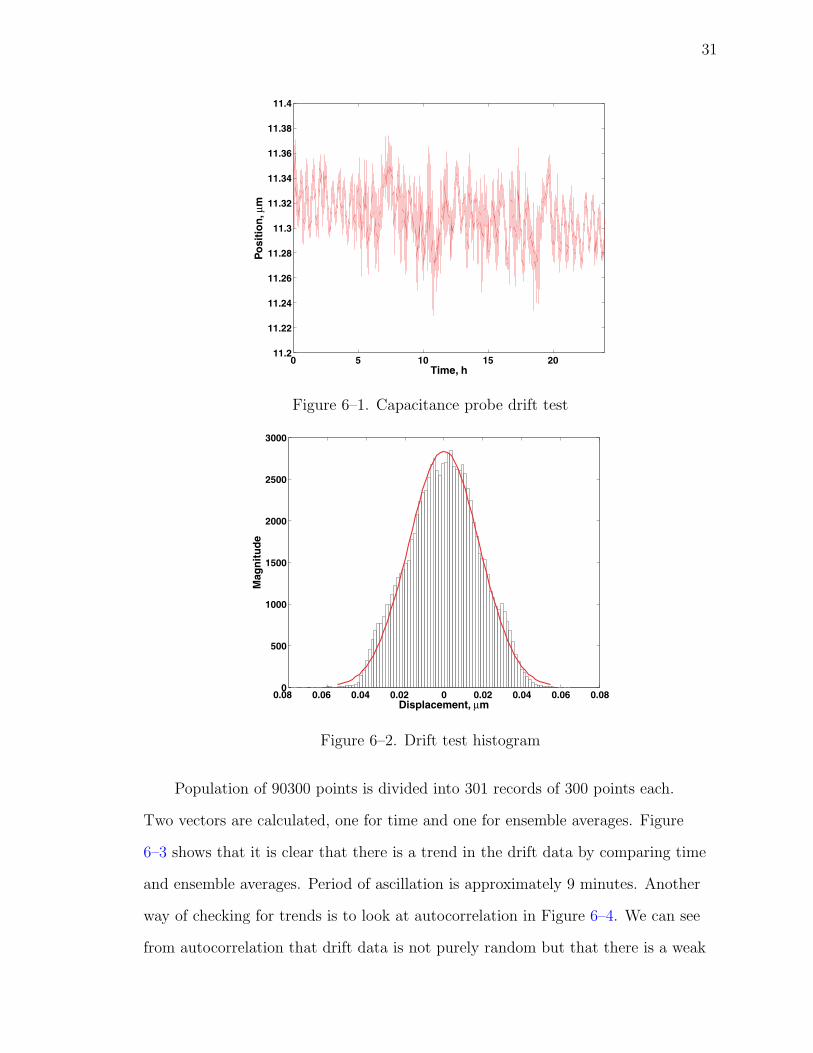
during the actuated tests of ABKC. Standard deviation over the 24 hour period is
0.018µm and range is 0.144µm. A histogram of the data, Figure6–2, shows that the
data is close to normally distributed.
30
31
0 5 10 15 2011.2
11.22
11.24
11.26
11.28
11.3
11.32
11.34
11.36
11.38
11.4
Time, h
Po
siti
on
, µm
Figure 6–1. Capacitance probe drift test
0.08 0.06 0.04 0.02 0 0.02 0.04 0.06 0.080
500
1000
1500
2000
2500
3000
Displacement, µm
Mag
nit
ud
e
Figure 6–2. Drift test histogram
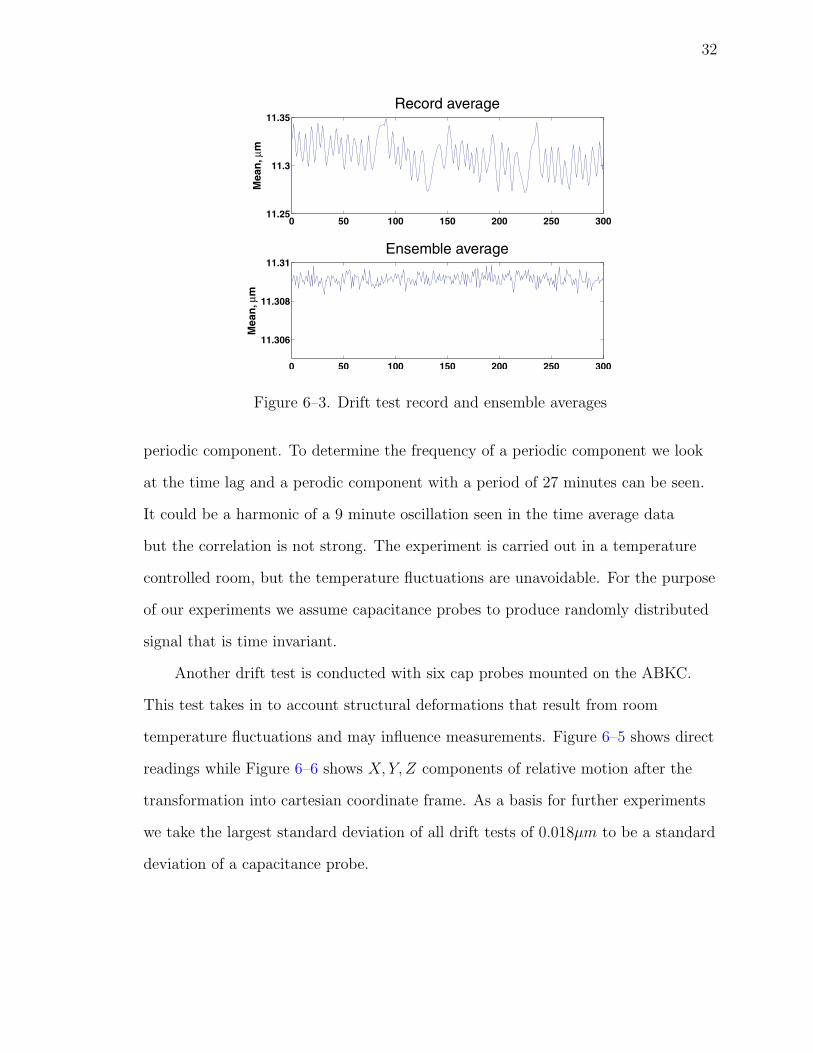
Population of 90300 points is divided into 301 records of 300 points each.
Two vectors are calculated, one for time and one for ensemble averages. Figure
6–3 shows that it is clear that there is a trend in the drift data by comparing time
and ensemble averages. Period of ascillation is approximately 9 minutes. Another
way of checking for trends is to look at autocorrelation in Figure 6–4. We can see
from autocorrelation that drift data is not purely random but that there is a weak
32
0 50 100 150 200 250 30011.25
11.3
11.35
Mea
n, µ
m
Record average
0 50 100 150 200 250 300
11.306
11.308
11.31M
ean
, µm
Ensemble average
Figure 6–3. Drift test record and ensemble averages
periodic component. To determine the frequency of a periodic component we look
at the time lag and a perodic component with a period of 27 minutes can be seen.
It could be a harmonic of a 9 minute oscillation seen in the time average data
but the correlation is not strong. The experiment is carried out in a temperature
controlled room, but the temperature fluctuations are unavoidable. For the purpose
of our experiments we assume capacitance probes to produce randomly distributed
signal that is time invariant.
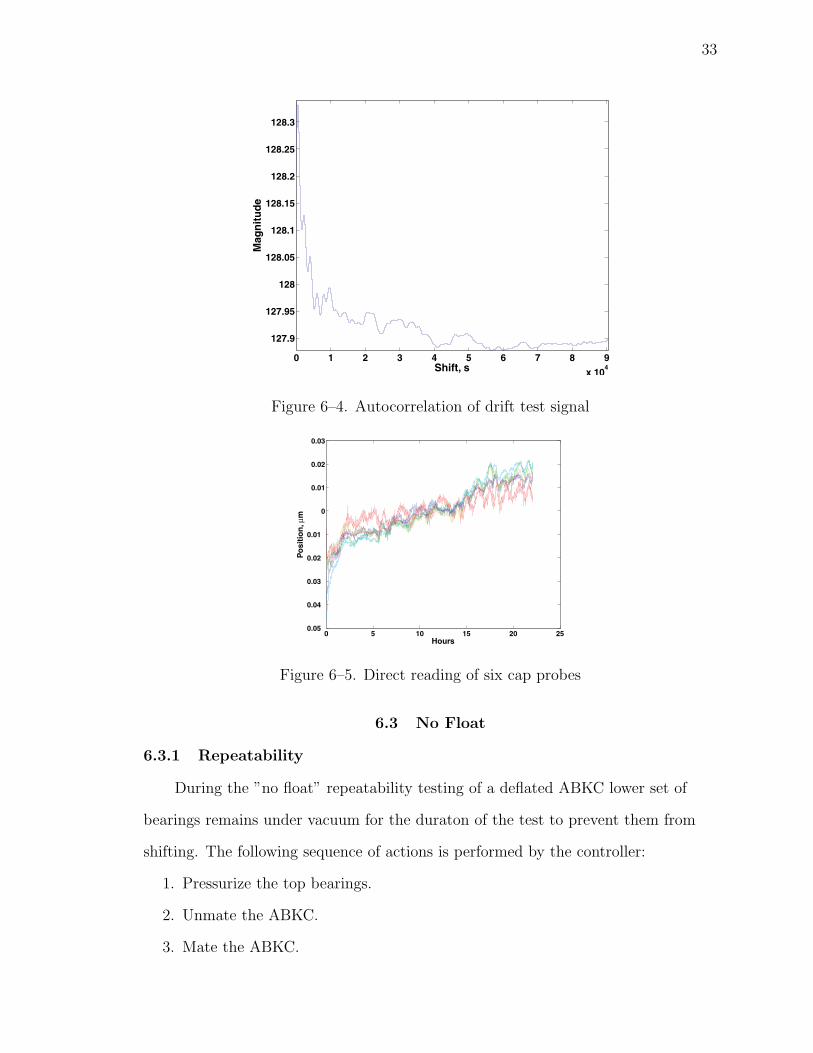
Another drift test is conducted with six cap probes mounted on the ABKC.
This test takes in to account structural deformations that result from room
temperature fluctuations and may influence measurements. Figure 6–5 shows direct
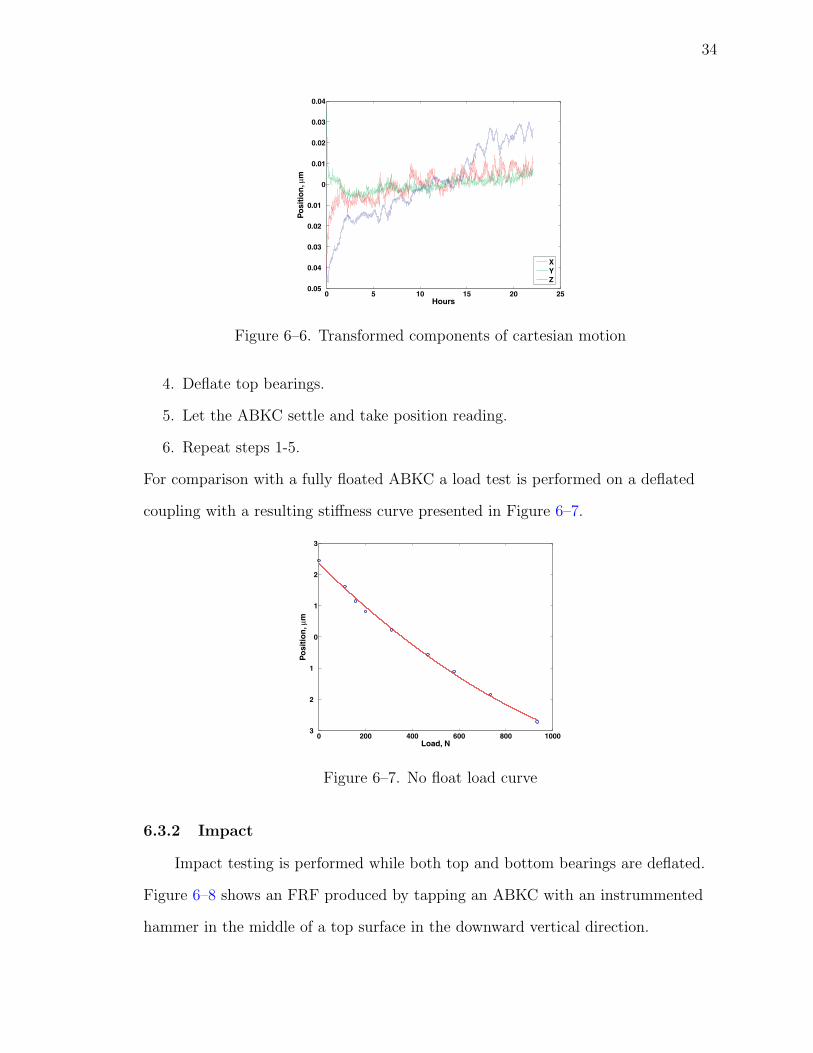
readings while Figure 6–6 shows X, Y, Z components of relative motion after the
transformation into cartesian coordinate frame. As a basis for further experiments
we take the largest standard deviation of all drift tests of 0.018µm to be a standard
deviation of a capacitance probe.
33
0 1 2 3 4 5 6 7 8 9
x 104
127.9
127.95
128
128.05
128.1
128.15
128.2
128.25
128.3
Shift, s
Mag
nit
ud
e
Figure 6–4. Autocorrelation of drift test signal
0 5 10 15 20 250.05
0.04
0.03
0.02
0.01
0
0.01
0.02
0.03
Hours
Po
siti
on
, µm
Figure 6–5. Direct reading of six cap probes
6.3 No Float
6.3.1 Repeatability
During the ”no float” repeatability testing of a deflated ABKC lower set of
bearings remains under vacuum for the duraton of the test to prevent them from
shifting. The following sequence of actions is performed by the controller:
1. Pressurize the top bearings.
2. Unmate the ABKC.
3. Mate the ABKC.
34
0 5 10 15 20 250.05
0.04
0.03
0.02
0.01
0
0.01
0.02
0.03
0.04
HoursP
osi
tio
n, µ
m
XYZ
Figure 6–6. Transformed components of cartesian motion
4. Deflate top bearings.
5. Let the ABKC settle and take position reading.
6. Repeat steps 1-5.
For comparison with a fully floated ABKC a load test is performed on a deflated
coupling with a resulting stiffness curve presented in Figure 6–7.
0 200 400 600 800 10003
2
1
0
1
2
3
Load, N
Po
siti
on
, µm
Figure 6–7. No float load curve
6.3.2 Impact
Impact testing is performed while both top and bottom bearings are deflated.
Figure 6–8 shows an FRF produced by tapping an ABKC with an instrummented
hammer in the middle of a top surface in the downward vertical direction.

35
0 2000 4000 6000 8000 100000
0.005
0.01
0.015
0.02
0.025
0.03
0.035
HzM
agn
itu
de
Figure 6–8. No float FRF
6.4 Half Float
For a ”half float” test the bottom set of bearings is deflated and held under
vacuum to fix them on the base for the duration of the test while top bearings are
held pressurized. Controller carries out the following steps:
1. Unmate the ABKC.
2. Mate the ABKC and allow it to settle.
3. Record position data.
4. Steps 1-3 are repeated.
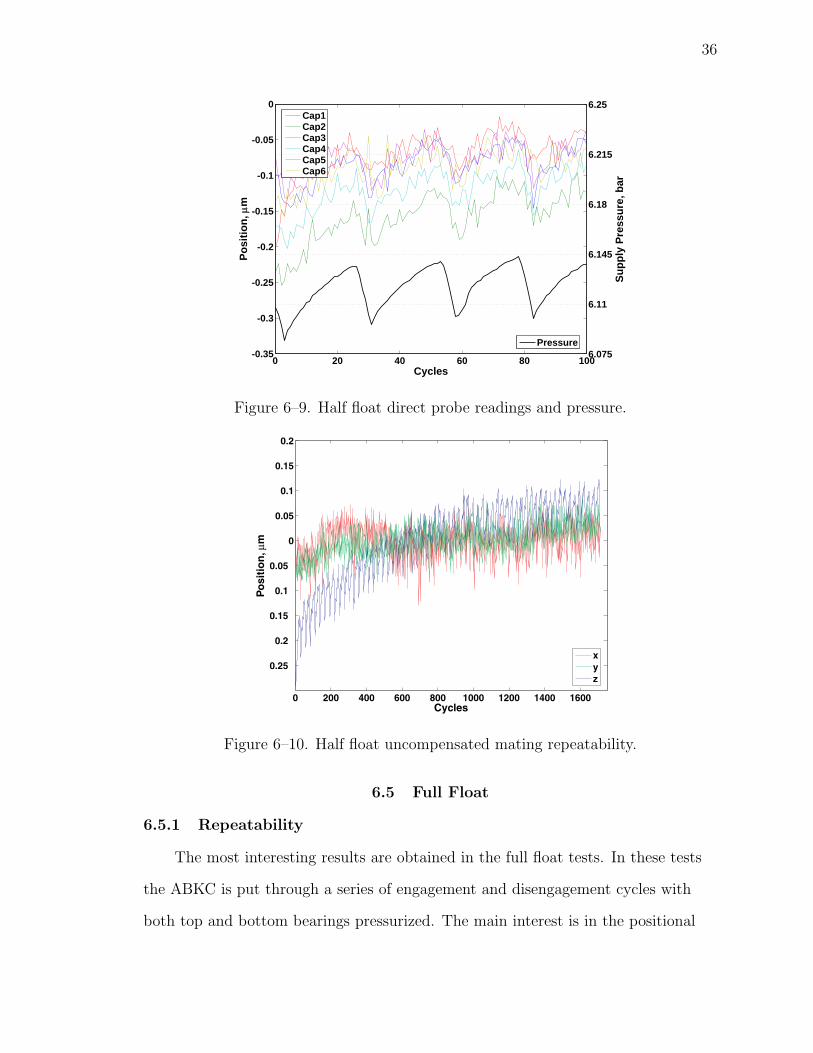
Figure 6–9 show a portion of data obtained for 100 engagements of ABKC. Strong
dependence of air film thickness on pressure is evident with slope of approximately
1.5µm/bar. Fluctuations in the supply pressure are attributed to the compressor
cycling on and off. It is possible to estimate the repeatability of ABKC if the
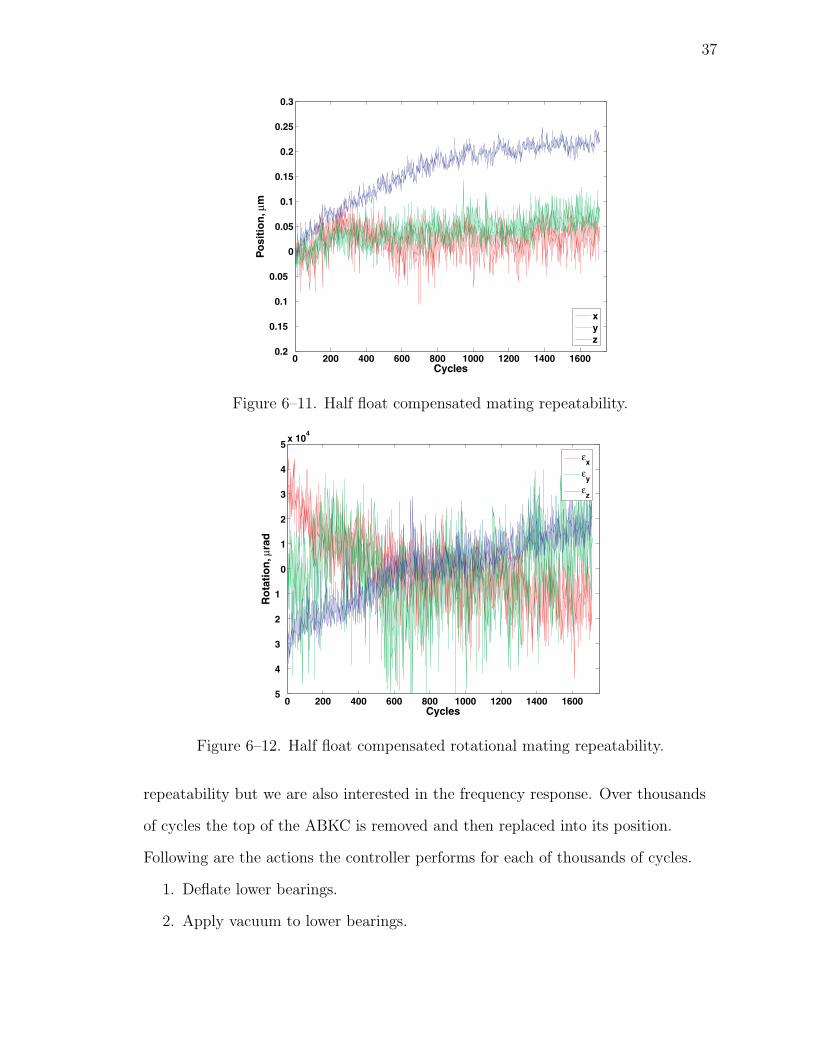
pressure were to stay constant. Figures 6–10 and 6–11 show the uncompensated
and compensated repeatability. Standard deviation for uncompensated data is
0.076µm and 0.060µm for compensated data. Due to the geometry of ABKC
angular repeatability is very high, see Figure 6–12.
36
0 20 40 60 80 100-0.35
-0.3
-0.25
-0.2
-0.15
-0.1
-0.05
0
Cycles
Posi
tion,
µm
Cap1Cap2Cap3Cap4Cap5Cap6
6.075
6.11
6.145
6.18
6.215
6.25
Supp
ly P
ress
ure,
bar
Pressure
Figure 6–9. Half float direct probe readings and pressure.
0 200 400 600 800 1000 1200 1400 1600
0.25
0.2
0.15
0.1
0.05
0
0.05
0.1
0.15
0.2
Cycles
Po
siti
on
, µm
xyz
Figure 6–10. Half float uncompensated mating repeatability.
6.5 Full Float
6.5.1 Repeatability
The most interesting results are obtained in the full float tests. In these tests
the ABKC is put through a series of engagement and disengagement cycles with
both top and bottom bearings pressurized. The main interest is in the positional
37
0 200 400 600 800 1000 1200 1400 16000.2
0.15
0.1
0.05
0
0.05
0.1
0.15
0.2
0.25
0.3
Cycles
Po
siti
on
, µm
xyz
Figure 6–11. Half float compensated mating repeatability.
0 200 400 600 800 1000 1200 1400 16005
4
3
2
1
0
1
2
3
4
5x 10
4
Cycles
Ro
tati
on
, µra
d
εx
εy
εz
Figure 6–12. Half float compensated rotational mating repeatability.
repeatability but we are also interested in the frequency response. Over thousands
of cycles the top of the ABKC is removed and then replaced into its position.
Following are the actions the controller performs for each of thousands of cycles.
1. Deflate lower bearings.
2. Apply vacuum to lower bearings.
38
3. Unmate the ABKC.
4. Mate the ABKC and allow it to settle.
5. Pressurise lower bearings to achieve full float.
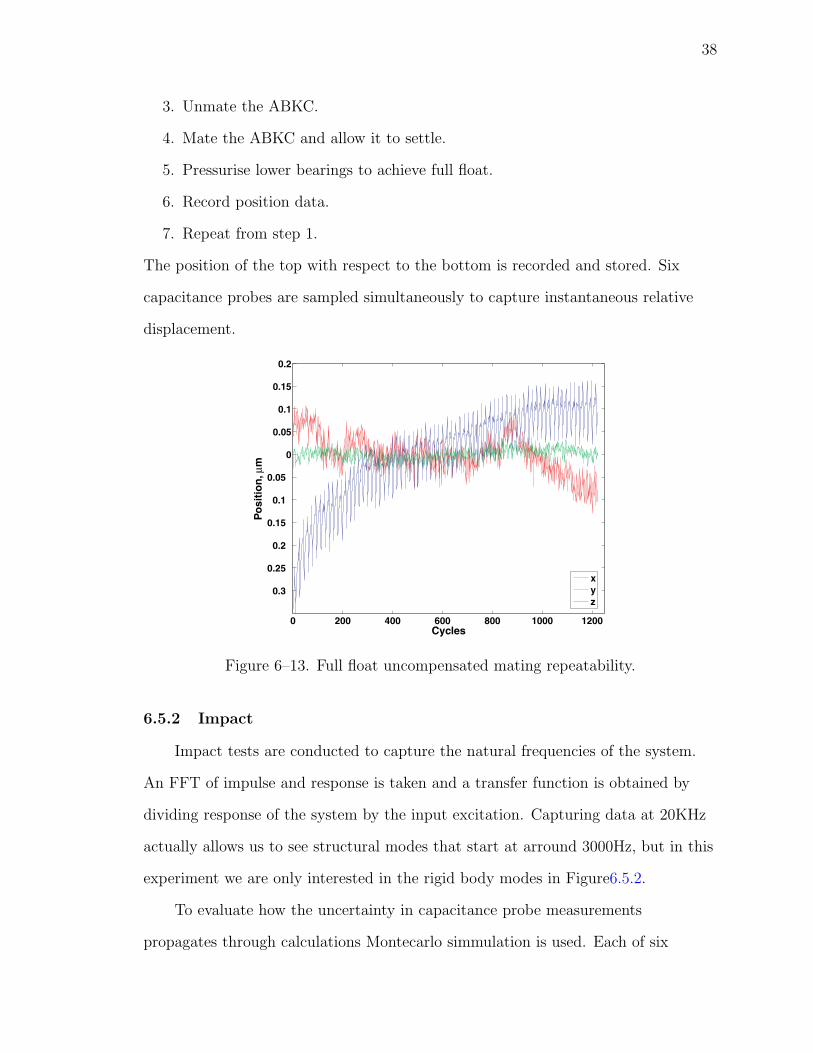
6. Record position data.
7. Repeat from step 1.
The position of the top with respect to the bottom is recorded and stored. Six
capacitance probes are sampled simultaneously to capture instantaneous relative
displacement.
0 200 400 600 800 1000 1200
0.3
0.25
0.2
0.15
0.1
0.05
0
0.05
0.1
0.15
0.2
Cycles
Po
siti
on
, µm
xyz
Figure 6–13. Full float uncompensated mating repeatability.
6.5.2 Impact
Impact tests are conducted to capture the natural frequencies of the system.
An FFT of impulse and response is taken and a transfer function is obtained by
dividing response of the system by the input excitation. Capturing data at 20KHz
actually allows us to see structural modes that start at arround 3000Hz, but in this
experiment we are only interested in the rigid body modes in Figure6.5.2.
To evaluate how the uncertainty in capacitance probe measurements
propagates through calculations Montecarlo simmulation is used. Each of six
39
0 200 400 600 800 1000 12000.2
0.1
0
0.1
0.2
0.3
0.4
Cycles
Po
siti
on
, µm
xyz
Figure 6–14. Full float compensated mating repeatability.
0 200 400 600 800 1000 12001
0.8
0.6
0.4
0.2
0
0.2
0.4
0.6
0.8
1x 10
3
Cycles
Ro
tati
on
, µra
d
εx
εy
εz
Figure 6–15. Full float compensated rotational mating repeatability.
cap probe readings is simulated as normaly distributed number with a standard
deviation of .018µm After the capacitance probe readings are transformed in to
a cartisian coordinate system we can look at a histogram of top position. Since
the Jacobian used in coordinate transformation is constant the transformation is
linear. Montecarlo simulation is used only to visualise how transformation will
40
100 200 300 400 500 600 700 8000
500
1000
1500
2000
2500
3000
3500
4000
Hz
Mag
nit
ud
e
Figure 6–16. FRF of a fully floated ABKC
modify the histogram of input data. We can assume that the only input to the
system is a random error in the signal coming from each cap probe. This results
in an error in the cartesian position calculation. By comparing a histogram of a
perturbation (gaussian) to that of top motion in Figure 6.5.2 we are able to see
any differences. All six capacitance probes have normaly distributed errors. When
these errors are transformed in to cartesian motion we see that due to the symetry
X and Y motions have similar histograms. Due to geomery of the ABKS the error
in position for X and Y directions is greater than the range of error in cap probe
readings. On the other hand the range of motion in the Z (vertical) direction is less
than the range of cap probe error.
6.6 Solid Sphere Contact
6.6.1 Repeatability
To compare the performance of the ABKC with conventional kinematic
coupling, air bearings are replaced with solid ball-flat contact pairs, Figure 6.6.1.
In the repeatability test one of the shortcomings of conventional kinematic
couplings becomes apparent. The ball flat coupling will not seat all the way under

41
-0.08 -0.06 -0.04 -0.02 0 0.02 0.04 0.06 0.080
10
20
30
40Input error
Error, µm
-0.08 -0.06 -0.04 -0.02 0 0.02 0.04 0.06 0.080
10
20
30
40X direction error
Error, µm
-0.08 -0.06 -0.04 -0.02 0 0.02 0.04 0.06 0.080
10
20
30
40Z direction error
Error, µm
Figure 6–17. Transformation histograms
Figure 6–18. ABKC converted to ball flat configuration
its own weight due to the frictional forces that arise at the contact points. ABKC
does not have this problem. Figure 6.6.1 illustrates how during automated testing
coupling is unable to come to the equilibrium. Manual setting is required to seat
the coupling.
6.6.2 Impact
Impact testing of solid contact kinematic couping is conducted following the
same procedure as for a fully floated ABKC. Figure 6.6.2 shows an FRF for a
vertical impact.

42
Figure 6–19. Stiction resulting in inability of conventional coupling to mate.
500 1000 1500 2000 2500 3000 3500 4000 4500 50000
10
20
30
40
50
60
Hz
Mag
nit
ud
e
Figure 6–20. Ball flat contact FRF.
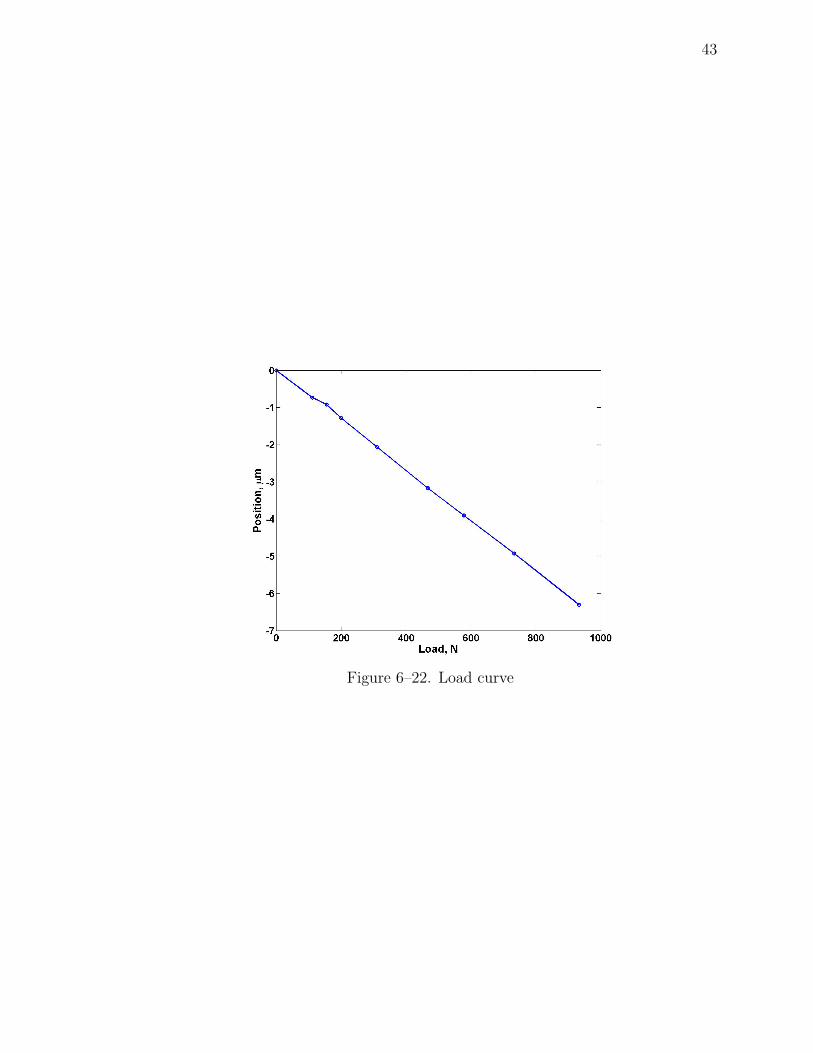
The load capacity of solid contact coupling is tested by placing weights on it
up to a total load of 115 kg as shown in Figure6.6.2. Figure 6.6.2 shows the vertical
displacement of the platform as a function of applied load.
Figure 6–21. Load testing of ABKC
43
Figure 6–22. Load curve

CHAPTER 7CONCLUSIONS
A novel kinematic coupling based on air bearing technology is developed
built and tested. The positioning repeatability of a point on the top center of the
platform, over 1000 successive engagement cycles, is found to vary less than 233
nm from nominal, with a standard deviation of 33 nm. The orientation of the top
platform varies less than 1.082µrad, with a standard deviation of 0.184µrad. The
coupling is capable of supporting loads in excess of 100 kg. The repeatability of
the ABKC surpasses reported data for conventional ball/groove couplings while
no noticeable wear is detected. At the same time ABKC is capable of carrying
substantially larger loads than conventional kinematic couplings.
44

COMPONENT DRAWINGS
Base Drawing
Top Drawing
Damper Drawing
Air Bearing Drawing
Capacitance Probe Holder Drawing
45
46
54.7
°
127.
00
177.
80
C11
6.99
251.
45
254.
05
6 X
50.2
9 2.
54
160.
02
86.9
9
VIE
W C
SC
ALE
1 :
3
Mac
hine
Too
l Res
earc
h C
ente
rU
nive
rsity
of F
lorid
aG
aine
sville
, FL
3261
1
TITL
E
DW
G. N
O.
SIZE
SCA
LESH
EET
OF
AB
KC
BA
SE
11
1-1
GEN
ERA
L N
OTE
S:U
NLE
SS
OTH
ER
WIS
E N
OTE
D.X
X.X
XX
.X
.02m
m.0
05m
m.1
BRE
AK
ALL
ED
GE
SD
EB
UR
R.5
mm
MA
X. C
OR
NE
R R
AD
.
Rev
ByD
escr
iptio
nD
ate
DR
AW
N B
YA
PPR
OVE
D B
YVJ
TVJ
TA
47
70.5
176
.20
342.
90
E
E
118.
87
35.3
°
90.0
°
SEC
TION
E-E
NO
TE:
Alu
min
um 2
024
Mac
hine
Too
l Res
earc
h C
ente
rU
nive
rsity
of F
lorid
aG
aine
sville
, FL
3261
1
TITL
E
DW
G. N
O.
SIZE
SCA
LESH
EET
OF
AB
KC
TO
P
11
1-5
GEN
ERA
L N
OTE
S:U
NLE
SS
OTH
ER
WIS
E N
OTE
D.X
X.X
XX
.X
.02m
m.0
05m
m.1
BR
EA
K A
LL E
DG
ES
DEB
UR
R.5
mm
MAX
. CO
RN
ER R
AD.
Rev
ByD
escr
iptio
nD
ate
DR
AW
N B
YA
PPR
OVE
D B
YVJ
TVJ
TA

48
R25.
15 2
PLA
CES
R32.
77 2
PLA
CES
116.
99
38.1
0
50° 2
PLA
CES
70° 2
PLA
CES
R76.
20 2
PLA
CES
3.18 NO
TE:
2024
alu
min
um
Mac
hine
Too
l Res
earc
h C
ente
rU
nive
rsity
of F
lorid
aG
aine
sville
, FL
3261
1
TITL
E
DW
G. N
O.
SIZE
SCA
LESH
EET
OF
AB
KC
DA
MP
ER
11
1-1
GEN
ERA
L N
OTE
S:U
NLE
SS
OTH
ER
WIS
E N
OTE
D.X
X.X
XX
.X
.02m
m.0
05m
m.1
BRE
AK
ALL
ED
GE
SD
EB
UR
R.5
mm
MA
X. C
OR
NE
R R
AD
.
Rev
ByD
escr
iptio
nD
ate
DR
AW
N B
YA
PPR
OVE
D B
YVJ
TVJ
TA

49
32.9
0
Con
vex
50m
m le
ns
Gla
ss p
late
Con
cave
air
bea
ring
Pla
nar a
ir be
arin
gEp
oxy
Air
film
Air
film
51.3
0
49.9
9M
achi
ne T
ool R
esea
rch
Cen
ter
Uni
vers
ity o
f Flo
rida
Gai
nesv
ille, F
L 32
611
TITL
E
DW
G. N
O.
SIZE
SCA
LESH
EET
OF
AB
KC
AIR
BE
AR
ING
STA
CK
11
1-1
GEN
ERA
L N
OTE
S:U
NLE
SS
OTH
ER
WIS
E N
OTE
D.X
X.X
XX
.X
.02m
m.0
05m
m.1
BR
EA
K A
LL E
DG
ES
DEB
UR
R.5
mm
MAX
. CO
RN
ER R
AD.
Rev
ByD
escr
iptio
nD
ate
DR
AW
N B
YA
PPR
OVE
D B
YVJ
TVJ
TA

50
48.2
6
33.0212.706.99
12.7
030
.48
43.1
8
6.35
6.35
9.53
12.65
6.32
48.2
6
4.04
8.26
4.04
9.53
25.4
0
6.32
Mac
hine
Too
l Res
earc
h C
ente
rU
nive
rsity
of F
lorid
aG
aine
sville
, FL
3261
1
TITL
E
DW
G. N
O.
SIZE
SCA
LESH
EET
OF
AB
KC
CA
P P
RO
BE
HO
LDE
R
11
1-1
GEN
ERA
L N
OTE
S:U
NLE
SS
OTH
ER
WIS
E N
OTE
D.X
X.X
XX
.X
.02m
m.0
05m
m.1
BRE
AK
ALL
ED
GE
SD
EB
UR
R.5
mm
MA
X. C
OR
NE
R R
AD
.
Rev
ByD
escr
iptio
nD
ate
DR
AW
N B
YA
PPR
OVE
D B
YVJ
TVJ
TA

REFERENCES
[1] Schouten, Rosielle, P. Schellekens, “Design of a kinematic coupling forprecision applications” in Precision Engineering 1997;20;46-52.
[2] C. Araque, C. K. Harper, P. Petri, “Low cost kinematic couplings” 2.75-Precision Machine Design Fall 2001 Class Report, Massachusetts Institute ofTechnology, Cambridge, MA, USA
[3] M. L. Culpepper, “Design of quasi-kinematic couplings” in PrecisionEngineering 2004;28;338-357.
[4] M. L. Culpepper, M. Kartik, C. DiBiasio, “Design of integrated eccentricmechanisms and exact constraint fixtures for micron-level repeatability andaccuracy” in Precision Engineering 2005;29;65-80.
[5] L. C. Hale and A. H. Slocum, “Optimal design techniques for kinematiccouplings” in Precision Engineering 2001;25;114-127.
[6] J. -S. Plante, J. Vorgan, T. El-Aguizy, A. H. Slocum, “A design modelfor circular porous air bearings using the 1D generalized flow method” inPrecision Engineering 2005;29;336-346.
[7] P. Schmiechen, A. H. Slocum, “Analysis of kinematic systems: a generalizedapproach.” in Precision Engineering,1996;19;11-18.
[8] A. H. Slocum, “Design of three-groove kinematic couplings” in PrecisionEngineering1992;14;67-73.
[9] A. H. Slocum, A. Donmez, “Kinematic couplings for precision fixturing - Part1: Formulation of design parameters” in Precision Engineering 1988;10;85-91.
[10] A. H. Slocum, A. Donmez, “Kinematic couplings for precision fixturing - Part2: Experimental determination of repeatability and stiffness” in PrecisionEngineering 1988;10;115-122.
[11] R. R. Vallance, C. J. Vogan, A. H. Slocum, “Precisely positioning pallets inmulti-station assembly system” in Precision Engineering 2004;28;218-231.
[12] M. Barraja, R. R. Vallance, “Tolerancing kinematic couplings“ in PrecisionEngineering 2005;29;101-112.
51

52
[13] M.J. Van Doren, “Precision machine design for the semiconductor industry”,Doctoral Thesis, Massachusetts Institute of Technology, Cambridge, MA,USA, May 1995.

BIOGRAPHICAL SKETCH
Vadim Tymianski was born in Russia at the time when it was still a part of
Soviet Union. After accompanying his parents for the move to the United States
in 1992 he attended the University of Florida and graduated in 2001 with BSME.
After working as a design engineer, thirst for knowledge brought him back to UF in
a pursuit of a master’s degree.
Vadim’s future plans include conducting doctoral research at Clemson
University and furthering his consulting practice of Product and Instrument
Design LLC.
53