aluminium en aluminiumlegeringen - traanplaat ... · aluminium en aluminiumlegeringen - traanplaat...
TRANSCRIPT

GeregistreerdeBelgische norm
NBN EN 1386
Aluminium en aluminiumlegeringen - Traanplaat - SpecificatiesAluminium et alliages d'aluminium - Tôles relief - Spécifications
2e uitg., december 2007
Normklasse: P 22
Aluminium and aluminium alloys - Tread plate - Specifications
Prijsgroep: 15
Toelating tot publicatie: 25 oktober 2007
Vervangt NBN EN 1386 (1997).
Deze Europese norm EN 1386:2007 heeft de status van een Belgische norm.
Deze Europese norm bestaat in drie officiële versies (Duits, Engels, Frans).
© NBN 2007
ICS: 77.150.10
Bureau voor Normalisatie Brabançonnelaan 29 B-1000 Brussel BelgiëTel: +32 2 738 01 12 - Fax: +32 2 733 42 64 - E-mail: [email protected] - NBN Online: www.nbn.beBank 000-3255621-10 IBAN BE41 0003 2556 2110 BIC BPOT BEB1 BTW: BE 0880.857.592
Henan TMR Aluminum Industry Co.,Ltd.
ICS: 77.150.10
norme belgeenregistrée
NBN EN 1386
Aluminium et alliages d'aluminium - Tôles relief - SpécificationsAluminium en aluminiumlegeringen - Traanplaat - Specificaties
2e éd., décembre 2007
Indice de classement: P 22
Aluminium and aluminium alloys - Tread plate - Specifications
Autorisation de publication: 25 octobre 2007
Remplace NBN EN 1386 (1997).
La présente norme européenne EN 1386:2007 a le statut d'une norme belge.
La présente norme européenne existe en trois versions officielles (allemand, anglais, français).
Prix: groupe 15© NBN 2007
Bureau de Normalisation - Avenue de la Brabançonne 29 - 1000 Bruxelles - BelgiqueTél: +32 2 738 01 12 - Fax: +32 2 733 42 64 - E-mail: [email protected] - NBN Online: www.nbn.beBanque 000-3255621-10 IBAN BE41 0003 2556 2110 BIC BPOT BEB1 TVA: BE 0880.857.592
Henan TMR Aluminum Industry Co.,Ltd.

EUROPEAN STANDARD
NORME EUROPÉENNE
EUROPÄISCHE NORM
EN 1386
July 2007
ICS 77.150.10 Supersedes EN 1386:1996
English Version
Aluminium and aluminium alloys - Tread plate - Specifications
Aluminium et alliages d'aluminium - Tôles relief -Spécifications
Aluminium und Aluminiumlegierungen - Bleche miteingewalzten Mustern - Spezifikationen
This European Standard was approved by CEN on 23 May 2007.
CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this EuropeanStandard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such nationalstandards may be obtained on application to the CEN Management Centre or to any CEN member.
This European Standard exists in three official versions (English, French, German). A version in any other language made by translationunder the responsibility of a CEN member into its own language and notified to the CEN Management Centre has the same status as theofficial versions.
CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Cyprus, Czech Republic, Denmark, Estonia, Finland,France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal,Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
EUROPEAN COMMITTEE FOR STANDARDIZATIONC OM ITÉ EUR OP ÉEN DE NOR M ALIS AT IONEUROPÄISCHES KOMITEE FÜR NORMUNG
Management Centre: rue de Stassart, 36 B-1050 Brussels
© 2007 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.
Ref. No. EN 1386:2007: E
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
2
Contents Page
Foreword..............................................................................................................................................................3 Introduction .........................................................................................................................................................4 1 Scope ......................................................................................................................................................5 2 Normative references ............................................................................................................................5 3 Terms and definitions ...........................................................................................................................5 4 Pattern types ..........................................................................................................................................6 5 Selection of materials............................................................................................................................7 6 Order information ..................................................................................................................................7 7 Requirements .........................................................................................................................................7 7.1 General....................................................................................................................................................7 7.2 Technical conditions for inspection and delivery ..............................................................................8 7.3 Surface conditions.................................................................................................................................8 7.4 Mechanical properties...........................................................................................................................8 7.5 Bend test...............................................................................................................................................13 7.6 Exfoliation corrosion resistance and intergranular corrosion (5xxx series alloys) .....................14 7.7 Tolerances on dimensions and form.................................................................................................14 7.8 Straightness of the longitudinal edge ...............................................................................................16 7.9 Flatness ................................................................................................................................................17 7.10 Squareness...........................................................................................................................................19 8 Inspection and test procedures .........................................................................................................19 8.1 Inspections and tests to be carried out.............................................................................................19 8.2 Type and content of inspection documents .....................................................................................20 9 Quality assurance................................................................................................................................20 10 Marking and/or labelling .....................................................................................................................20 11 Arbitration.............................................................................................................................................20 Annex A (normative) Rules for rounding........................................................................................................21 Annex B (informative) Explanation of temper designation used in Table 1 based on definitions of
EN 515 ...................................................................................................................................................22 Bibliography ......................................................................................................................................................23
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
3
Foreword
This document (EN 1386:2007) has been prepared by Technical Committee CEN/TC 132 “Aluminium and aluminium alloys”, the secretariat of which is held by AFNOR.
This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by January 2008, and conflicting national standards shall be withdrawn at the latest by January 2008.
This document supersedes EN 1386:1996.
Within its programme of work, Technical Committee CEN/TC 132 entrusted CEN/TC 132/WG 7 "Sheets, strips and plates" to revise EN 1386:1996.
The following changes have been made:
Introduction : added
Clause 1: References to EN 485-1 and EN 573-3 have been deleted
Clause 2 – Normative references: Updated
Clause 4 – Pattern types: "Barley seed" deleted and replaced by "Rice grain" (Figure 4)
Clause 5 – Selection of materials: Added
Clause 6: Modified
Clause 7: Modified and in Table 1, alloy EN AW-5026 and footnote for EN AW-7072 added
Clause 8: Added
Clause 9: Added
Clause 10: Added
Annex B (informative): Added
Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN shall not be held responsible for identifying any or all such patent rights.
CEN/TC 132 affirms it is its policy that in the case when a patentee refuses to grant licenses on standardised standard products under reasonable and not discriminatory conditions, then this product shall be removed from the corresponding document.
According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
4
Introduction
It is essential that aluminium alloy semi-finished rolled products intended for use floor plating, e.g. in vehicle construction, shipbuilding and metallic structures satisfy a certain number of specific technical conditions for inspection and delivery as well as specific mechanical and other properties which distinguish them from similar semi-finished products for general applications.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
5
1 Scope
This document specifies the technical conditions of inspection and delivery, the mechanical properties, the tolerances on dimensions and form of rolled semi-finished aluminium alloy products intended for floor plating, e.g. in vehicle construction, shipbuilding and metallic structures with a raised pattern on one side and a smooth surface on the other side.
It applies to sheets, strips and plates from 1,2 mm up to 20 mm in thickness and up to and including 2 500 mm in width, and to sheets and plates up to 14 000 mm in length.
2 Normative references
The following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.
EN 485-1, Aluminium and aluminium alloys — Sheet, strip and plate — Part 1: Technical conditions for inspection and delivery
EN 573-3, Aluminium and aluminium alloys — Chemical composition and form of wrought products — Part 3: Chemical composition
EN 10002-1, Metallic materials — Tensile testing — Part 1: Method of test at ambient temperature
EN 10204, Metallic products — Types of inspection documents
EN 12258-1:1998, Aluminium and aluminium alloys — Terms and definitions — Part 1: General terms
EN ISO 7438, Metallic materials — Bend test (ISO 7438:2005)
ASTM G66, Standard Test Method for Visual Assessment of Exfoliation Corrosion Susceptibility of 5XXX Series Aluminium Alloys (ASSET Test)
ASTM G67, Standard Test Method for Determining the Susceptibility to Intergranular Corrosion of 5XXX Series Aluminium Alloys by Mass Loss After Exposure to Nitric Acid (NAMLT Test)
ASTM B928, Standard Specification for High Magnesium Aluminium Alloy Sheet and Plate for Marine Service
3 Terms and definitions
For the purposes of this document, the terms and definitions given in EN 12258-1:1998 and the following apply.
3.1 raised pattern geometrical modification of one side of the surface of a flat rolled product obtained by submitting such product to a final rolling operation using a specially prepared roll engraved with an appropriate pattern
NOTE The raised pattern can be obtained either by cold-rolling or hot-rolling.
3.2 nominal thickness thickness of the product outside the raised areas
NOTE It does not include the height of the raised pattern.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
6
3.3 order document document or set of order documents agreed between supplier and purchaser at the time of order
NOTE An order document can be an order of the purchaser confirmed by the supplier or a quotation of the supplier confirmed by the purchaser.
4 Pattern types
The most common patterns and their standard designations are shown in Figures 1 to 5 (pattern illustrations are about half actual size).
Figure 1 — Two bar
Figure 2 — Five bar
Figure 3 — Diamond
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
7
Figure 4 — Rice grain Figure 5 —Almond
5 Selection of materials
Appropriate material of the series 1000 (with a minimum aluminium content of 99,5 %), 3000, 5000, 6000 and 7000 can be used. Their chemical composition shall conform to EN 573-3.
The following alloys are recommended for use as floor plating, e.g. in a vehicle construction, shipbuilding and metallic structures: EN AW-1050A, EN AW-3003, EN AW-3103, EN AW-5026, AW-5052, EN AW-5083, EN AW-5086, EN AW-5754, EN AW-6061, EN AW-6082 and EN AW-7020.
NOTE For marine application with EN AW-5083 and EN AW-5086 in the H116 temper, 7.6 applies.
6 Order information
The relevant requirements of EN 485-1 shall apply, with the following additional provisions:
a) the order document shall refer to the present document;
b) the order document should specify the type of the inspection document according to EN 10204 (see 8.2);
c) the order document shall specify mechanical and other relevant properties, if they differ from those specified in the present standard or if materials other than those recommended in the present document are used;
d) the order document should specify the height of the raised pattern (see 7.7.1) and the tolerances on thickness applicable (see 7.7.2).
7 Requirements
7.1 General
With special regard to the final use, the supplier and the purchaser shall take into account additional legal regulation and standards and the suitability of the material chosen.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
8
7.2 Technical conditions for inspection and delivery
Unless otherwise specified in the present document or in the order document, the relevant requirements of EN 485-1 shall apply.
7.3 Surface conditions
The product shall be free from defects prejudicial to its suitable and proper use.
Whilst an operation designed to mask a fault is not permitted, the elimination of a superficial fault is permissible, provided that the dimensional tolerances and material properties continue to meet the specifications.
NOTE Reverse side can show ripples, due to partial penetration of pattern during levelling.
7.4 Mechanical properties
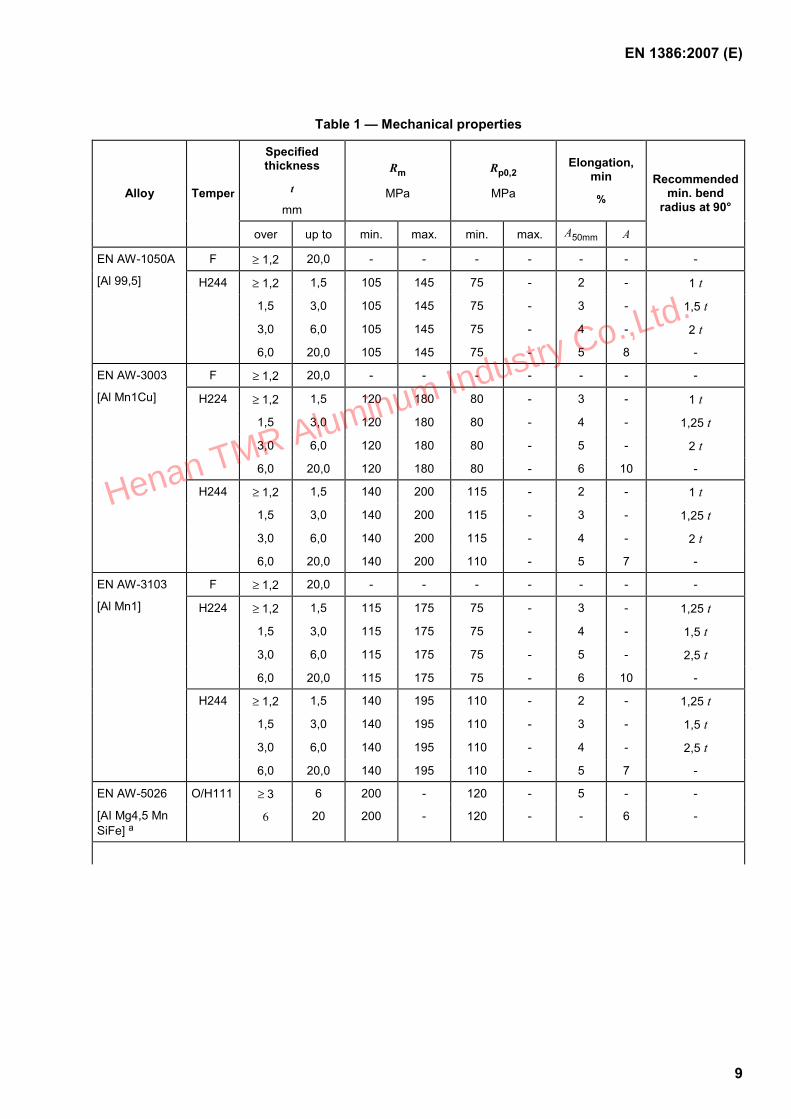
For alloys given in Clause 5, the mechanical properties at ambient temperature shall conform to Table 1. Higher mechanical properties can be agreed upon between supplier and purchaser.
The mechanical properties at ambient temperature shall be measured according to EN 10002-1.
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
9
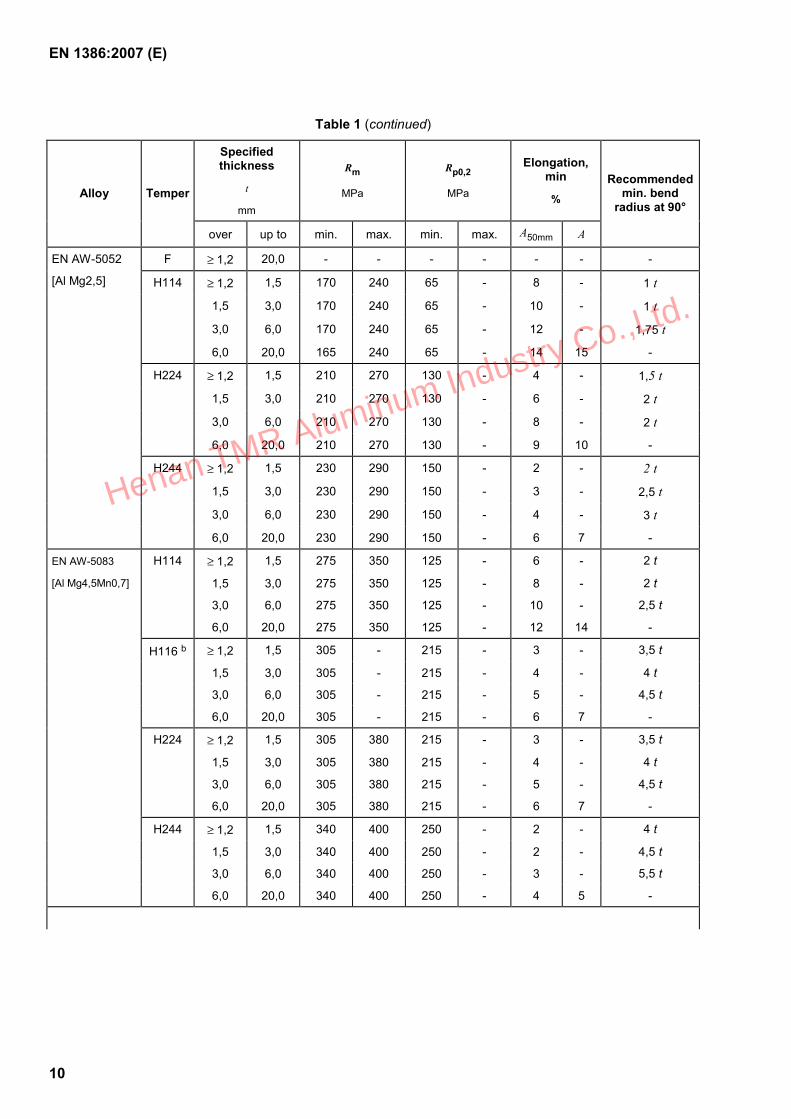
Table 1 — Mechanical properties
Specified thickness
t
mm
Rm
MPa
Rp0,2
MPa
Elongation, min
% Alloy Temper
over up to min. max. min. max. A50mm A
Recommended min. bend
radius at 90°
F ≥ 1,2 20,0 - - - - - - -
≥ 1,2 1,5 105 145 75 - 2 - 1 t
1,5 3,0 105 145 75 - 3 - 1,5 t
3,0 6,0 105 145 75 - 4 - 2 t
EN AW-1050A
[Al 99,5] H244
6,0 20,0 105 145 75 - 5 8 -
F ≥ 1,2 20,0 - - - - - - -
≥ 1,2 1,5 120 180 80 - 3 - 1 t
1,5 3,0 120 180 80 - 4 - 1,25 t
3,0 6,0 120 180 80 - 5 - 2 t
H224
6,0 20,0 120 180 80 - 6 10 -
≥ 1,2 1,5 140 200 115 - 2 - 1 t
1,5 3,0 140 200 115 - 3 - 1,25 t
3,0 6,0 140 200 115 - 4 - 2 t
EN AW-3003
[Al Mn1Cu]
H244
6,0 20,0 140 200 110 - 5 7 -
F ≥ 1,2 20,0 - - - - - - -
≥ 1,2 1,5 115 175 75 - 3 - 1,25 t
1,5 3,0 115 175 75 - 4 - 1,5 t
3,0 6,0 115 175 75 - 5 - 2,5 t
H224
6,0 20,0 115 175 75 - 6 10 -
≥ 1,2 1,5 140 195 110 - 2 - 1,25 t
1,5 3,0 140 195 110 - 3 - 1,5 t
3,0 6,0 140 195 110 - 4 - 2,5 t
EN AW-3103
[Al Mn1]
H244
6,0 20,0 140 195 110 - 5 7 -
O/H111 ≥ 3 6 200 - 120 - 5 - - EN AW-5026
[AI Mg4,5 Mn SiFe] a
6 20 200 - 120 - - 6 -
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
10
Table 1 (continued)
Specified thickness
t
mm
Rm
MPa
Rp0,2
MPa
Elongation, min
% Alloy Temper
over up to min. max. min. max. A50mm A
Recommended min. bend
radius at 90°
F ≥ 1,2 20,0 - - - - - - -
≥ 1,2 1,5 170 240 65 - 8 - 1 t
1,5 3,0 170 240 65 - 10 - 1 t
3,0 6,0 170 240 65 - 12 - 1,75 t
H114
6,0 20,0 165 240 65 - 14 15 -
≥ 1,2 1,5 210 270 130 - 4 - 1,5 t
1,5 3,0 210 270 130 - 6 - 2 t
3,0 6,0 210 270 130 - 8 - 2 t
H224
6,0 20,0 210 270 130 - 9 10 -
≥ 1,2 1,5 230 290 150 - 2 - 2 t
1,5 3,0 230 290 150 - 3 - 2,5 t
3,0 6,0 230 290 150 - 4 - 3 t
EN AW-5052
[Al Mg2,5]
H244
6,0 20,0 230 290 150 - 6 7 -
≥ 1,2 1,5 275 350 125 - 6 - 2 t
1,5 3,0 275 350 125 - 8 - 2 t
3,0 6,0 275 350 125 - 10 - 2,5 t
H114
6,0 20,0 275 350 125 - 12 14 -
≥ 1,2 1,5 305 - 215 - 3 - 3,5 t
1,5 3,0 305 - 215 - 4 - 4 t
3,0 6,0 305 - 215 - 5 - 4,5 t
H116 b
6,0 20,0 305 - 215 - 6 7 -
≥ 1,2 1,5 305 380 215 - 3 - 3,5 t
1,5 3,0 305 380 215 - 4 - 4 t
3,0 6,0 305 380 215 - 5 - 4,5 t
H224
6,0 20,0 305 380 215 - 6 7 -
≥ 1,2 1,5 340 400 250 - 2 - 4 t
1,5 3,0 340 400 250 - 2 - 4,5 t
3,0 6,0 340 400 250 - 3 - 5,5 t
EN AW-5083
[Al Mg4,5Mn0,7]
H244
6,0 20,0 340 400 250 - 4 5 -
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
11
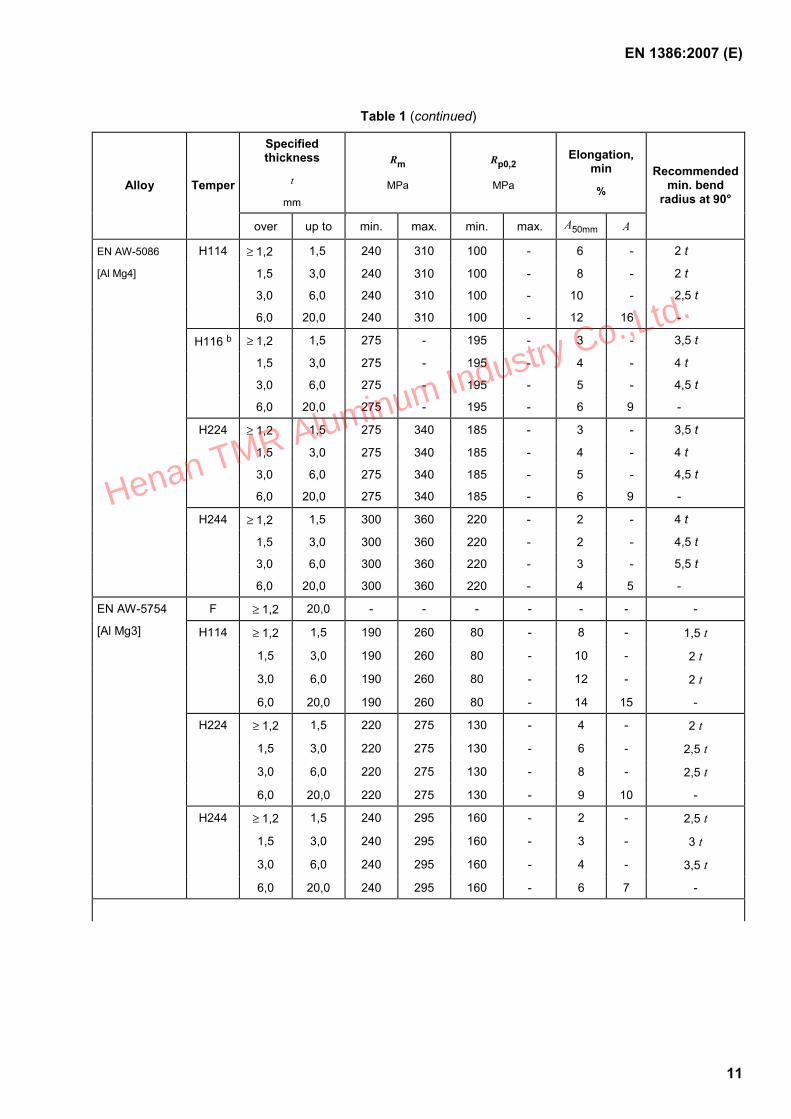
Table 1 (continued)
Specified thickness
t
mm
Rm
MPa
Rp0,2
MPa
Elongation, min
% Alloy Temper
over up to min. max. min. max. A50mm A
Recommended min. bend
radius at 90°
≥ 1,2 1,5 240 310 100 - 6 - 2 t
1,5 3,0 240 310 100 - 8 - 2 t
3,0 6,0 240 310 100 - 10 - 2,5 t
H114
6,0 20,0 240 310 100 - 12 16 -
≥ 1,2 1,5 275 - 195 - 3 - 3,5 t
1,5 3,0 275 - 195 - 4 - 4 t
3,0 6,0 275 - 195 - 5 - 4,5 t
H116 b
6,0 20,0 275 - 195 - 6 9 -
≥ 1,2 1,5 275 340 185 - 3 - 3,5 t
1,5 3,0 275 340 185 - 4 - 4 t
3,0 6,0 275 340 185 - 5 - 4,5 t
H224
6,0 20,0 275 340 185 - 6 9 -
≥ 1,2 1,5 300 360 220 - 2 - 4 t
1,5 3,0 300 360 220 - 2 - 4,5 t
3,0 6,0 300 360 220 - 3 - 5,5 t
EN AW-5086
[Al Mg4]
H244
6,0 20,0 300 360 220 - 4 5 -
F ≥ 1,2 20,0 - - - - - - -
≥ 1,2 1,5 190 260 80 - 8 - 1,5 t
1,5 3,0 190 260 80 - 10 - 2 t
3,0 6,0 190 260 80 - 12 - 2 t
H114
6,0 20,0 190 260 80 - 14 15 -
≥ 1,2 1,5 220 275 130 - 4 - 2 t
1,5 3,0 220 275 130 - 6 - 2,5 t
3,0 6,0 220 275 130 - 8 - 2,5 t
H224
6,0 20,0 220 275 130 - 9 10 -
≥ 1,2 1,5 240 295 160 - 2 - 2,5 t
1,5 3,0 240 295 160 - 3 - 3 t
3,0 6,0 240 295 160 - 4 - 3,5 t
EN AW-5754
[Al Mg3]
H244
6,0 20,0 240 295 160 - 6 7 -
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
12
Table 1 (continued)
Specified thickness
t
mm
Rm
MPa
Rp0,2
MPa
Elongation, min
% Alloy Temper
over up to min. max. min. max. A50mm A
Recommended min. bend
radius at 90°
≥ 1,2 1,5 - 150 - 85 6 - 2 t
1,5 3,0 - 150 - 85 8 - 2 t
3,0 6,0 - 150 - 85 10 - 2 t
O
6,0 20,0 - 150 - 85 12 13 -
≥ 1,2 1,5 205 - 110 - 6 - 4 t
1,5 3,0 205 - 110 - 8 - 4 t
3,0 6,0 205 - 110 - 10 - 4 t
T4
6,0 20,0 205 - 110 - 12 13 -
≥ 1,2 1,5 290 - 240 - 3 - -
1,5 3,0 290 - 240 - 4 - -
3,0 6,0 290 - 240 - 6 - -
EN AW-6061
[Al Mg1SiCu]
T6
6,0 20,0 290 - 240 - 8 8 -
O ≥ 1,2 1,5 - 150 - 85 6 - 2 t
1,5 3,0 - 150 - 85 8 - 2 t
3,0 6,0 - 150 - 85 10 - 2 t
6,0 20,0 - 150 - 85 12 12 -
T4 c ≥ 1,2 1,5 205 - 110 - 6 - 4 t
1,5 3,0 205 - 110 - 8 - 4 t
3,0 6,0 205 - 110 - 10 - 4 t
6,0 20,0 205 - 110 - 12 12 -
T6 ≥ 1,2 1,5 310 - 260 - 2 - -
1,5 3,0 310 - 260 - 3 - -
3,0 6,0 310 - 260 - 4 - -
6,0 20,0 310 - 260 - 6 6 -
T61 c ≥ 1,2 1,5 280 - 205 - 3 - 7 t
1,5 3,0 280 - 205 - 4 - 7 t
3,0 6,0 280 - 205 - 6 - 7 t
EN AW-6082
[Al Si1MgMn]
6,0 20,0 280 - 205 - 9 9 -
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
13
Table 1 (continued)
Specified thickness
t
mm
Rm
MPa
Rp0,2
MPa
Elongation, min
% Alloy Temper
over up to min. max. min. max. A50mm A
Recommended min. bend
radius at 90°
O ≥ 1,2 1,5 - 220 - 140 6 - 3 t
1,5 3,0 - 220 - 140 8 - 3 t
3,0 6,0 - 220 - 140 10 - 3 t
6,0 20,0 - 220 - 140 12 12 -
T4 c d ≥ 1,2 1,5 320 - 210 - 4 - 6 t
1,5 3,0 320 - 210 - 6 - 6 t
3,0 6,0 320 - 210 - 8 - 6 t
6,0 20,0 320 - 210 - 10 12 -
T6 ≥ 1,2 1,5 350 - 280 - 3 - -
1,5 3,0 350 - 280 - 4 - -
3,0 6,0 350 - 280 - 6 - -
EN AW-7020
[Al Zn4,5Mg1]
6,0 20,0 350 - 280 - 8 8 -
a For corrosion protection the core is covered with a layer of EN AW-7072 on both sides having thickness of 4 % of the total thickness.
b Material supplied to that temper shall be capable of exhibiting no evidence of exfoliation corrosion and intergranular corrosion when subjected to ASTM G66 accelerated exfoliation corrosion susceptibility test and no evidence of intergranular corrosion when subjected to ASTM G67 (NAMLT test) (see 7.6).
c Appreciably smaller cold bend radii can be achieved immediately after solution heat treatment.
d Use of this alloy in the T4 temper for finished products should be avoided.
7.5 Bend test
Sheet, strip and plate shall be capable of being bent cold through an angle of 90°, around a pin having a radius equal to k times the specified thickness t of the sheet, strip or plate (e.g. 2,5 t) without cracking. The values of the minimum bend radii for different alloys, tempers and thicknesses are specified in Table 1.
Compliance with the specified values and/or conduct of the test is only required when so specified on the order document.
For the conduct of the test the provisions of EN ISO 7438 shall apply with the following additional requirements:
the bend test shall be carried out on a specimen taken adjacent to the tensile test specimen;
the test-piece shall be taken in the transverse direction, the bend axis being parallel to the rolling direction;
the width of the test piece shall be at least 20 mm and preferably between 40 mm and 50 mm. Its thickness shall be the full thickness of the material (including the raised pattern);
the edges of the test-piece may be machined when practical. They may be rounded to a radius of approximately 2 mm;
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
14
the pattern side shall be on the outside of the bend.
7.6 Exfoliation corrosion resistance and intergranular corrosion (5xxx series alloys)
Products made of alloys EN AW-5086 and EN AW-5083 in the H116 temper shall be capable of exhibiting no evidence of exfoliation corrosion when subjected to ASTM G66 (ASSET test) accelerated exfoliation corrosion susceptibility test and no evidence of intergranular corrosion when subjected to ASTM G67 (NAMLT test), criterion according to ASTM B928.
If required by the purchaser, corrosion testing on other alloys shall be performed.
When conducted, the test shall be carried out on full thickness test pieces. Both surfaces shall be submitted to the test and evaluated.
For lot-acceptance purposes, the acceptability of each lot of products made of alloys EN AW-5086 and EN AW-5083 shall be determined by the manufacturer, either testing each lot to the ASTM G66 and ASTM G67 standards or by metallographic examination of one specimen per lot selected from midsection at one end of a random sheet, plate or coil, using the following procedure:
a section perpendicular to the rolling surface and parallel to the rolling direction shall be polished (preferably electrolytic polish) and then microetched for 3 min, using a solution of 40 ml 85 % phosphoric acid in 60 ml distilled water, at 35 °C ± 5 °C;
the metallographic examination shall be carried out at 500 times magnification;
the revealed microstructure shall be predominantly free of a continuous grain boundary network of aluminium-magnesium precipitate (Al3Mg2).
Acceptability shall be determined by comparison to producer-established reference photomicrographs of acceptable material. If the microstructure shows evidence of Al3Mg2 precipitates in excess of the relevant reference, the lot is either rejected or subjected to the ASTM G66 test.
Reference photomicrographs shall be established on acceptable material (according to ASTM G66), for each thickness range specified in Table 1. Production practices shall not be changed after establishment of the references.
Significant changes in production practices that alter the microstructures of the alloy shall require the establishment of new reference photomicrographs as described above.
The manufacturer shall maintain at the producing facility all records relating to the establishment of reference photomicrographs and production practices.
7.7 Tolerances on dimensions and form
7.7.1 Height of the raised pattern
The raised pattern height is the difference, h, between the maximum thickness reading to the top of the figure and the thickness of an adjacent non raised area (see Figure 6). The nominal heights and the tolerances on nominal height of the raised pattern are specified in Table 2.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
15
Table 2 — Pattern height tolerances
Dimensions in millimetres
Range of thickness t Raised pattern
Nominal height
Maximum permissible deviation on
nominal height
Pattern type
h h
Figure 4 1,2 to 3,5 0,5 ± 0,2
1,2 to 1,5 0,5 ± 0,3
> 1,5 to 2,5 1,0 ± 0,4
Figures 1, 2 and 3
> 2,5 to 20,0 1,5 ± 0,6
Figure 5 Standard height
2,5 to 20,0 2,5 ± 0,6
Figure 5 Reduced height
2,5 to 20,0 1,0 ± 0,4
NOTE For sheet of a thickness between 2 mm and 2,5 mm a height of the raised pattern of 1,5 mm ± 0,6 mm can be agreed between supplier and purchaser.
Key h height of raised pattern t nominal thickness
Figure 6 — Cross section
7.7.2 Nominal thickness
The maximum permissible deviations on the nominal thickness are given in Table 3.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
16
Table 3 — Tolerances on nominal thickness
Dimensions in millimetres
Maximum permissible deviation for nominal width Range of nominal thickness t up to and including 1 600 over 1 600 up to and including
2 500
≥ 1,2 to 2,5 ± 0,20 ± 0,30 > 2,5 to 3,5 ± 0,30 ± 0,40 > 3,5 to 6,5 ± 0,40 ± 0,50
> 6,5 to 12,5 ± 0,50 ± 0,60 > 12,5 to 20,0 ± 1,0 ± 1,0
7.7.3 Width and length
7.7.3.1 Tolerances on length for strip are not specified.
7.7.3.2 Tolerances on width (sheet, strip and plate) and length (sheet and plate) are shown in Table 4.
Table 4 — Width and length tolerances
Dimensions in millimetres
Width Length Nominal
thickness t up to and including 1 500
over 1 500 up to and including
2 500
up to and including 2 000
over 2 000 up to and including
5 000 over 5 000
1,2 ≤ t ≤ 3,0 80
+ 80
+ 80
+ 100
+ 120
+
3,0 < t ≤ 8,0 80
+ 100
+ 80
+ 100
+ 120
+
t > 8,0 50
+ 80
+ 60
+ 80
+ 100
+
7.8 Straightness of the longitudinal edge
7.8.1 The maximum deviation from straightness, d, for strip with width up to and including 2 500 mm shall not exceed 5 mm, where d is measured as indicated in Figure 7, for a length L of 2 000 mm, from one end of the strip, while the strip is resting on a horizontal base plate.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
17
Key 1 edge (concave side) 2 ruler 3 sheet or strip d deviation from straightness L length of the sheet or plate
Figure 7 — Lateral curvature of sheet or plate of length L
7.8.2 The maximum deviation from straightness, d, for sheet and plate, shall not exceed 0,2 % of the specified length, where d is measured as indicated in Figure 7, while the sheet or plate is resting on a horizontal base plate.
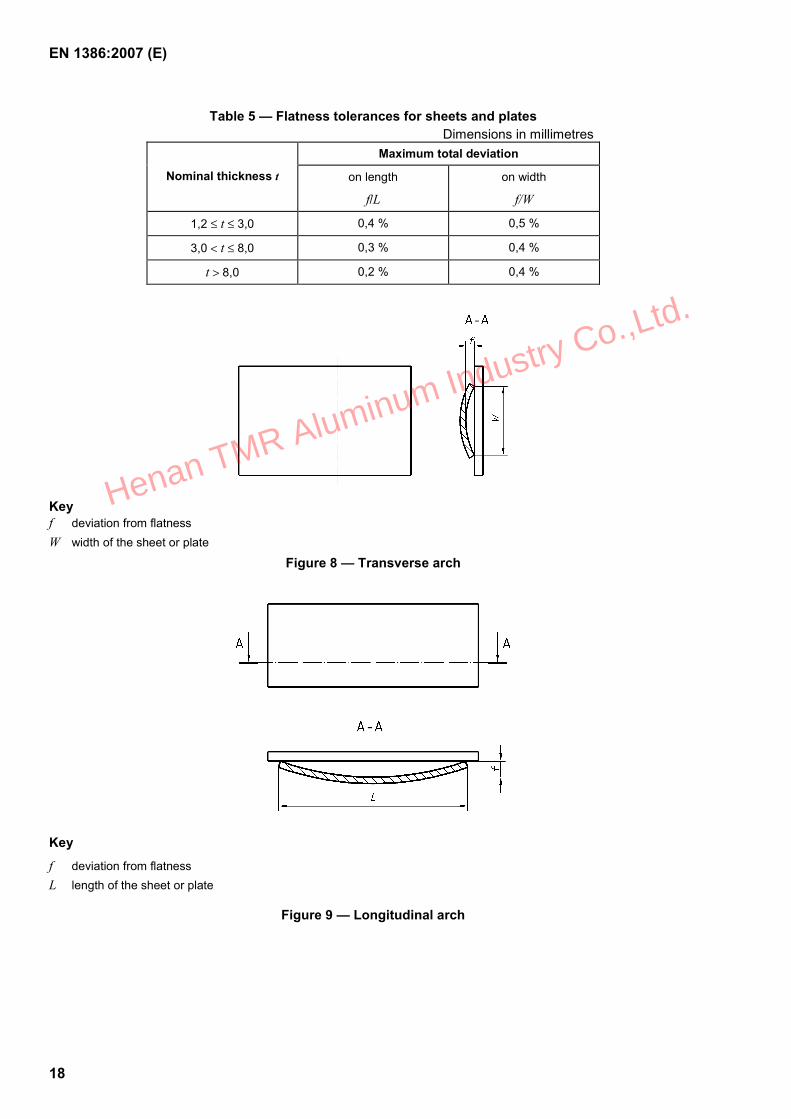
7.9 Flatness
7.9.1 Flatness tolerances for strip are not specified.
7.9.2 Flatness tolerances for sheet and plate are specified in Table 5 and are expressed as a percentage of the length L and/or the width W.
Deviation from flatness, f, resulting from arching or buckling is measured as shown in Figures 8 and 9, using a lightweight straightedge and a feeler gauge, dial gauge or scale, while the sheet or plate is resting on a horizontal base plate concave side upwards.
Other procedures for measuring flatness may be used. However, in case of dispute, the preceding method shall be used.
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
18
Table 5 — Flatness tolerances for sheets and plates Dimensions in millimetres
Maximum total deviation
Nominal thickness t on length
f/L
on width
f/W
1,2 ≤ t ≤ 3,0 0,4 % 0,5 %
3,0 < t ≤ 8,0 0,3 % 0,4 %
t > 8,0 0,2 % 0,4 %
Key f deviation from flatness W width of the sheet or plate
Figure 8 — Transverse arch
Key
f deviation from flatness L length of the sheet or plate
Figure 9 — Longitudinal arch
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
19
7.10 Squareness
Squareness tolerances for sheets and plates are specified in Table 6.
The squareness tolerance is expressed as the maximum allowable difference in length of diagonals AA and BB as shown in Figure 10.
Table 6 — Squareness tolerances for sheets and plates
Dimensions in millimetres
Nominal length Squareness tolerance for nominal width
Over Up to and including
up to and including
1 000
over 1 000 up to and including
1 500
over 1 500 up to and including
2 000
over 2 000 up to and including
2 500
- 2 000 6 7 8 -
2 000 3 000 7 7 9 10
3 000 3 500 7 8 10 10
3 500 5 000 8 10 10 12
5 000 - 12 12 15 15
Figure 10 — Measurement of squareness
8 Inspection and test procedures
8.1 Inspections and tests to be carried out
The following inspections and tests shall be carried out in accordance with EN 485-1 or, if applicable, with the present document:
a) chemical analysis of the metal on samples taken during casting;
b) tensile test at ambient temperature;
c) dimensional control;
d) visual inspection of the surface.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
20
8.2 Type and content of inspection documents
When requested by the purchaser and agreed upon by the supplier, the supplier shall provide the appropriate inspection document in accordance with EN 10204.
9 Quality assurance
The manufacturer shall establish and maintain a quality management system, which should be at least equivalent to EN ISO 9001. Within this quality assurance system, the manufacturer shall maintain a procedure to control the requirements of Clause 7.
10 Marking and/or labelling
Marking and/or labelling shall be agreed between supplier and purchaser:
symbol of the manufacturer;
designation of the alloy and the temper;
cast number or heat-treatment lot number (if applicable), or an identification traceable to the cast number.
11 Arbitration
In cases of dispute concerning conformity with the requirements of this European Standard or specification cited in the order document, and before rejecting the products, testing and examination shall be carried out by an arbitrator chosen by mutual agreement between supplier and purchaser.
The decision of the arbitrator shall be final.
Henan TMR Aluminum Industry Co.,Ltd.
EN 1386:2007 (E)
21
Annex A (normative)
Rules for rounding
In recording test results, the number representing the result of a test to determine a given property shall be expressed to the same number of decimal places as the corresponding number in this standard.
The following rounding rules shall be used for determination of compliance with this standard:
when the figure immediately after the last figure to be retained is less than 5, the last figure to be retained remains unchanged;
when the figure immediately after the last figure to be retained is greater than 5, or equal to 5 and followed by at least one figure other than zero, the last figure to be retained is increased by one;
when the figure immediately after the last figure to be retained is equal to 5 and followed by zeros only, the last figure to be retained remains unchanged if even and is increased by one if odd.
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
22
Annex B (informative)
Explanation of temper designation used in Table 1 based on definitions of EN 515
Table B.1 — Explanation of temper designation used in Table 1 based on definitions of EN 515
Temper Definition
F As fabricated
O Annealed
H111 Annealed and slightly strain-hardened (less than H11) during subsequent operations such as stretching of levelling
H114 Patterned sheet, fabricated from H11 temper (strain-hardened and partially annealed – 1/8 hard)
H116 Applies to aluminium-magnesium alloys with a magnesium content of 4 % or more and for which mechanical property limits and exfoliation corrosion resistance are specified
H224 Patterned sheet, fabricated from H22 temper (strain-hardened and partially annealed – ¼ hard)
H244 Patterned sheet, fabricated from H24 temper (strain-hardened and partially annealed – ½ hard)
T4 Solution heat-treated and naturally aged
T6 Solution heat-treated and then artificially aged
T61 Solution heat-treated and then artificially aged in under ageing conditions to improve formability
Henan TMR Aluminum Industry Co.,Ltd.

EN 1386:2007 (E)
23
Bibliography
[1] EN 515, Aluminium and aluminium alloys — Wrought products — Temper designations.
Henan TMR Aluminum Industry Co.,Ltd.