annexure-i list of products and raw materials...
TRANSCRIPT

M/s. Meghmani Organics Ltd., Panoli
- 1 -
Annexure-I
List of products and raw materials
List of Products
Sr.
No.
Name of product Quantity (MT/month)
Existing Proposed Total
1. Copper Pthalocyanine Blue 125 1000 1125
2. Pigment Alpha Blue 25 75 100
3. Pigment Beta Blue 25 400 425
4. CPP 3 Nos. x
1.048 MW
-- 3 Nos. x
1.048 MW
By product
1. Amm. Sulphate 10 643 653
List of Raw Materials
Sr. No.
Raw Materials Quantity (MT/month)
Existing Proposed Total
CPC Blue – 1125 MT/month
1 Phthalic Anhydride 134.41 1075.30 1209.71
2 Cuprous Chloride 24.44 195.50 219.94
3 T G Urea 197.95 1583.60 1781.55
4 ONT/DCT 226.79 1814.30 2041.09
5 Ammonium Molybdate 0.44 3.50 3.94
6 Caustic 2.45 19.60 22.05
Alpha Blue – 100 MT/month
1 CPC Crude 26.32 78.95 105.26
2 Sulphuric Acid (70%) 157.89 473.67 631.56
3 Lime 37.50 112.50 150.00
4 Caustic Soda 0.55 1.64 2.19
5 Oleic Acid 0.40 1.19 1.58
6 TLS 1.32 3.95 5.26
Beta Blue – 425 MT/month
1 CPC Crude 25.00 400.000 425.000
2 MEK 2.50 40.000 42.500
3 Xylene 0.50 8.000 8.500
4 Caustic Flakes 1.00 16.000 17.000
5 Rosine 2.25 36.000 38.250
6 IBA 2.50 40.000 42.500
7 HCl 3.75 60.000 63.750

M/s. Meghmani Organics Ltd., Panoli
- 2 -
Annexure-II
Manufacturing Process
1. CPC Blue
Manufacturing Process:
Charge Ortho Nitro Toluene in glass lined vessel. Then add Urea, Phthalic
anhydride and Ammonium Molybdate to it.
Raise the temp. to 1900C and maintain it for about 4 hours.
Scrub ammonia and carbon dioxide gases evolved during process to water
scrubber to get solution of ammonia carbonate.
Dump the crude mass of CPC into venulett and distill out unreacted ONT under
vacuum.
Charge crude CPC in open MSRL vessel containing water and raise the
temperature to 850C.
Add Mother liquor of alpha blue containing 15 to 20% Sulphuric Acid so as to
have desired quantity of Sulphuric Acid to dissolve isomers of CPC Blue.
Filter the material through air pressure in PP filter press.
Wash the wet cake hot water.
Dry the material through spin flash dryers and pack.
Mass balance:
Input Kg Kg. Output
Water 857 943Ammonium carbonate (Use
for Amm. Sulphate
recovery)
NH3
Phthalic Anhydride 1075
Cuprous Chloride 196
T G Urea 1584
ONT/DCT 1814
Ammonium Molybdate 4
Water 857 1715 ONT Recovery
100 Loss
Steam 1715
Caustic 20
Co. Water 2143
ML of Alpha Blue 1072
Hot Water 1286 5144 CPC ML (use for A.S.)
2863 Drying Loss
1000 CPC Blue
Total 11765 11765
Drying
Mass Balance of CPC Blue
G L Vessel
S S Venulettor
CPC Purification
Filtration
Scrubber

M/s. Meghmani Organics Ltd., Panoli
- 3 -
2. Alpha Blue
Manufacturing Process:
Charge 98% Sulphuric acid in SS jacketed vessel and add required
quantity of CPC blue in 4 hours maintaining the temperature of 500C.
Continue stirring till CPC gets dissolved in acid.
Test on microscope for dissolution.
Transfer the batch by air pressure in another vessel containing sufficient
water to make final concentration of 15% to 20% acid. The acid solution
is to be sprayed in water maintaining the temperature of drowned mass
around 950C.
Filter the mass in filter press and wash with water.
Charge wet cake in vessel containing water and add dispersing agent
Heat with live steam and bring pH to neutral with help of caustic soda and
then maintain temperature of 950C for four hours.
Filter the slurry and wash with water.
Wet cake is dried through spin flash dryer and packed.

M/s. Meghmani Organics Ltd., Panoli
- 4 -
Mass balance:
Input Kg Kg Output
CPC Crude 1052
70% Sulphuric Acid 6315
Water 380
Water 8305
15000 25% Sulphuric Acid
Lime 1500 91298 waste water
Water 96945 5000 Gypsum w/c
Caustic Soda 22
Oleic Acid 16
Water 10000
TLS 53
Steam 5000
Water 10000 25790 Waste Water
1500 Drying Loss
1000 Alpha Blue
Total 139588 139588
P P Filter Press
Spin Flash Dryer
Mass Balance of Alpha Blue
M S Jacketed Vessel
Drowing in MSRL
Brick Linked Vessel
Flitration
Washing
S S Vessel
Pigmentation

M/s. Meghmani Organics Ltd., Panoli
- 5 -
3. Beta Blue
Manufacturing Process:
Charge CPC blue in the ball mill and carry out grinding.
Charge CPC blue in to the MS vessel and add, Rosin, Xylene, Caustic and
Beta adhesive and reflux the mass. (Xylene is recovered through
distillation)
Transfer the mass in a vessel containing the water and treat the slurry
using HCl and live steam, Filter the Slurry through filter press and give
wash to wet cake using water.
Filter the mass through the filter press and give a wash of water to wet
cake
Dry the wet cake through spin flash drying.
Pack the product.
Mass balance:
Input Kg Kg. Output
CPC Crude 1000
MEK 100
Xylene 20
Caustic Flakes 40
Water 10000
Rosine 90
IBA 100
Steam 2000
HCL 150
Water 10000
32300 waste water
Water 11300
1500 Drying Loss
1000 Beta Blue
Total 34800 34800
Spin Flash Dryer
Purification
Mass Balance of Beta Blue
Grinding Equipment
Ball Mill
Dpigmentation &
Purification
Filtration/Washing

M/s. Meghmani Organics Ltd., Panoli
- 6 -
Mass Balance of Copper Sulphate/Ammonium Sulphate
Input Kg Kg Output
Ammo.Carbonate 943
CPC ML 5144
386 Copper earth
Sulphuric Acid 11.2 10.71 CuSO4
4800 Condensate Water
258 Vapour Loss
643 Ammonium Sulphate
Total 6098 6098
MEE
Copper Sulphate and Ammonium Sulphate recovery
Ammonium Sulphate
Repparation
Filter Press
Copper Sulphate
Recovery

M/s. Meghmani Organics Ltd., Panoli
- 7 -
Annexure-III
Water balance diagram- Total after expansion
Total water consumption= 1726 KLD [621(Fresh water) + 1105 (recycle)]
Process 1228
Utility 300
Greenbelt 70
Domestic 30
Washing 60
25 to soak
pit
Scrubber
38
Boiler 200
Cooling 100
77
109 + 60 + 20 + 25 = 214
20 25
60
to GIDC Drainage
Condensate 192* 4.0
Beta plant 532
CPC blue 193 + 77
+ 50
549
42
By product recovery 191 + 38
MEE 229
By product 26
Loss 11
Drying loss
129
Water
retained
with RM
50
Spent acid 50 D. loss
25
Water
retained with
RM 10
Alpha
plant
498
RO
109
440* Permeate
Reuse
20
D. loss 5
478
RO
385* Permeate
Reuse
503
Loss 2.5
Condensate 88* 4.0
Salt 2.5
MEE 93

M/s. Meghmani Organics Ltd., Panoli
- 8 -
Water consumption
Sr.
No.
Break up Existing Water
Consumption
(KL/day)
Total Water
Consumption after
consumption
(KL/day)
1. Domestic 20.0 30.0
2. Green Belt 70.0 70.0
3. Industrial
a Process 220 1228
b Boiler 250 200
c Cooling 100 100
d Washing 12.5 60
e Scrubber 10 38
f Water treatment 10 00
Total Industrial 602.5 1626
Total (1 +2 + 3) 692.5 1726
Recycle water 0 1105
Fresh water requirement 692.5 621
Wastewater generation
Sr.
No.
Break up Existing w/w
Generation
(KL/day)
Total w/w generation
after expansion
(KL/day)
I Domestic 10 25.0
II Industrial
a Process 187 109
b Boiler 3 20
c Cooling 12 25
d Washing 5 60
e Water treatment 10 0
Total Industrial 217 214*
Total 227 239
* Process waste water from CPC blue, beta blue which have higher organic and
inorganic load hence we have decided to achieve zero discharge of above both the
products. Only w/w from beta blue which have low organic load and washing, utilities
are going to ETP and finally discharge to CETP resulted to reduce qty of wastewater
discharge to CETP.

M/s. Meghmani Organics Ltd., Panoli
- 9 -
Annexure-III (a)
ETP details
Treatment Scheme:
As the manufacturing activities generate different streams of effluent containing
high Concentration of certain pollutants like Ammonical nitrogen, copper, highly
acidic etc. each of the major polluting stream has been segregated for removal
of specific pollutants and then allowed either to sell them as by products or to
mix it with general stream for further treatment at Central/General effluent
treatment plant.
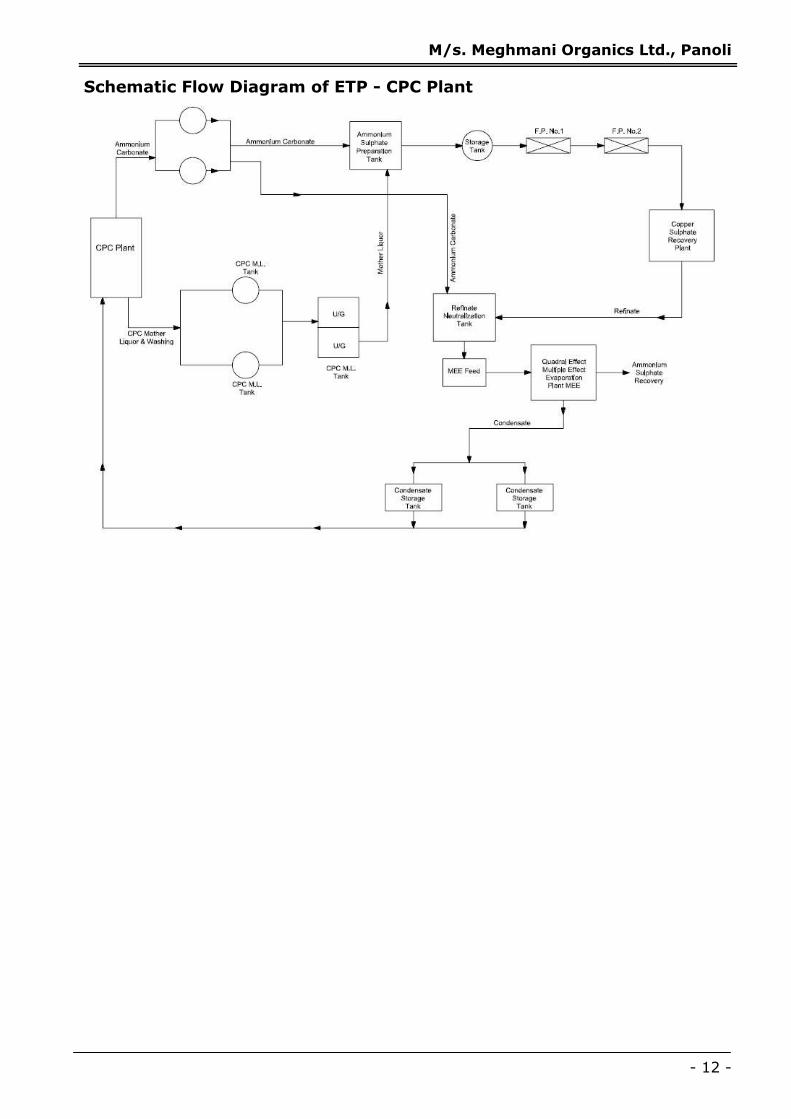
1) CPC BLUE
The effluents from CPC blue plant are -
1. Ammonium Carbonate solution
2. Mother liquor/Washing as a dilute sulfuric acid
Above both the effluents are mixed In Ammonium Sulfate slurry preparation
tank which is a feed for MEE plant. The A.S. slurry is then filtered and the slurry
is taken to MEE feed tank. From this tank feed is taken to MEE plant (100 m3
/day capacity quadruple effect) to mfg. Ammonium Sulfate.
In MEE plant 4 nos. of callandria and thermo - compression method is used to
mfg. Ammonium Sulfate as a by-product. Condensate is also generated in MEE
plant and it is recycled in CPC plant for washing.
2) Alpha Blue
The effluent stream containing 20 to 25% of Sulphuric Acid is generated during
the manufacturing process of Alpha Blue. All the acid generated is taken to CPC
plant for purification purpose.
Balance qty. of effluent from manufacturing of the Alpha Blue process is taken
to effluent treatment plant as it is having fairly less pollution potential and is
having high pH. Neutralize the effluent, pass through filter press and RO.
Permeate of RO will be reused and reject of RO will be evaporate in MEE.
Condensate of MEE further reuse.
3) Beta Blue
The total qty. of effluent from manufacturing of the Beta Blue process is taken
to effluent treatment plant as it is having fairly less pollution potential and is

M/s. Meghmani Organics Ltd., Panoli
- 10 -
having pH in neutral range. The effluent is received in collection tanks so that
both the tanks can be used in alternate day in a cyclic manner.
The effluent is then taken to the primary clarifier where addition of alum and
poly electrolyte is used for floc generation. Floc is settled and the clear water is
overflowed to the aeration tank. The sludge from the bottom of the primary
clarifier is taken to be sludge drying beds.
In the aeration tank, air is supplied through the aerators to keep the entire
mass in the homogenous conditions as well as to supply the air for the healthy
growth of the bacteria. The regular addition of the nutrients like phosphoric acid
and cow dung is added in aeration tank. From the aeration tank effluent is
taken to the secondary clarifier for the settlement and from the bottom, sludge
is taken to sludge drying beds. Effluent from the secondary clarifier is taken to
pre final tank for further settlement. Most of the suspended particles are settled
in pre final sump. As an extra preparation we have added nos. of 48 X 48 PP
make filter press to remove any Suspended particles. The filtered treated water
is then passed to Sand filter and carbon filters. Then effluent is passed through
RO before final discharge to GIDC pumping station Panoli.
Name of ETP unit with size
Sr.
No.
Name of Unit Size in Meters
1 Neutralization Tank/Stripper 1,2,3,4 5.0 x 5.0 x 5.0
2 Primary Clarifier 6.0 dia x 3.0
3 Aeration Tank 24.0 x 12.0 x 3.0
4 Secondary Clarifier 9.0 dia x 3.0
5 Secondary Treated Effluent Sump/
Pre Final Tank
8.0 x 8.0 x 2.5
6 Pressure Sand Filter (M.S.) 2.5 dia x 1.5
7 Activated Charcoal Treatment (M.S) 2.5 x 1.5
8 Final Treated Water Sump/Final
Discharge Sump
8.0 x 8.0 x 2.5
9 Sludge Drying beds 4 Nos. 4.0 x 8.0
10 Collection tank for spent Acid from
Alpha Plant (1 No)
2 Nos. HDPE Tank 20 KL
11 Collection tank for scrubbed liquor of
Ammonia (1 No)
2 Nos. HDPE Tank 30 KL
12 Copper Recovery Plant 40 MT/Month

M/s. Meghmani Organics Ltd., Panoli
- 11 -
Schematic Flow Diagram of ETP - Alpha blue and Beta Blue plant
M/s. Meghmani Organics Ltd., Panoli
- 12 -
Schematic Flow Diagram of ETP - CPC Plant

M/s. Meghmani Organics Ltd., Panoli
- 13 -
Annexure-IV
Hazardous waste details
Sr.
No.
Type of Waste Category
as per
HWM
rules,
2016
Quantity Method of Disposal
Existing Total
after
expansion
1. Gypsum Waste 26.1 6000
MT/year
10000
T/Year
Collection, Storage,
Transportation and Disposal at
TSDF-BEIL
2. ETP sludge 35.3 720
MT/year
800 MT/M Collection, storage,
transportation & disposal at
TSDF-BEIL
3. Used Oil 5.1 1200
lit/year
1500
lit/Year
Collection, storage &
transportation and selling to
recyclers authorized by GPCB.
4. Discarded
containers/
drums/ liners
33.1 3000
nos./year
5000
Nos./Year
Collection, storage,
transportation and disposal at
TSDF-BEIL.
6. Spent Sulphuric
Acid (20-22%)
D-II 6000
MT/year
18250
MT/Year
Spent sulphuric acid from Alpha
blue plant will be sold out to the
potential users authorized by
GPCB under Hazardous Waste
Management Rules.
7. Dust Iron Air
Filtration
26.2 2400
Kg/year
3000
Kgs/Year
Collection, Storage
Transportation and Disposal at
TSDF-BEIL.
8. Copper
Sulphate &
Copper Earth
B-III 480
MT/year
3000
MT/year
144
MT/year
8000
MT/Year
Collection, Storage,
Transportation and Sale to
actual authorized end users.

M/s. Meghmani Organics Ltd., Panoli
- 14 -
Annexure-V
Details of Air Pollution
Sr.
No.
Stack attached to Stack
Height
in meter
Fuel Type &
Fuel
Consumption
Rate
APC
measure
Pollutant
Flue Gas Stack – Existing
1. Boiler-2 nos.
(5 TPH each)
30 Coal – 36
MT/day
ESP SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
2. Thermic Fluid
Heater-1 & 2
(20 lakhs Kcal/hr.)
30 Coal – 20
MT/day ESP SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
3. Thermic Fluid
Heater-3 & 4
(20 Lakhs Kcal/hr.)
30 Coal – 20
MT/day ESP SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
4. CPP-2 nos. 30 Natural Gas –
200 NM3/hr.
-- SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
Flue Gas Stack – Proposed addition
1. Boiler-1 no.
(8 TPH)
30 Coal – 50
MT/day
ESP SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
2. Thermic Fluid
Heater-(2 Nos.)
(20 lakhs Kcal/hr.
each)
30 Coal –20
MT/day ESP SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
3. D G Set (500 KVA) 11 HSD-70 Lit/Hr - SPM<150 mg/Nm3
SO2<100 ppm
NOX<50 ppm
Process Gas Stack – Existing
1. Reactor of CPC Blue
Plant (4 Nos.)
20
(Common
stack)
-- 3 stage
water
scrubber
Ammonia<175
mg/Nm3
2. Spin Flash Dryer
(4 Nos.)
15 (Each) -- Bag filter
followed
by Cyclone
SPM<100 mg/Nm3
Process gas stacks - Proposed addition
1. Reactor of CPC Blue
Plant (4 Nos.)
20
(Common
stack)
-- 3 stage
water
scrubber
Ammonia<175
mg/Nm3
2. Reactor of CPC Blue
Plant (4 Nos.)
20
(Common
stack)
-- 3 stage
water
scrubber
Ammonia<175
mg/Nm3
3. Spin Flash Dryer
(2 Nos.)
15 (Each) -- Bag filter
followed
by Cyclone
SPM<100 mg/Nm3