annexure to tender no. …mrpu.etenders.dae.gov.in/tnduploads/mrpu/tnditem/tnd... · 2 j) stage...
TRANSCRIPT

1
ANNEXURE TO TENDER NO. DPS/MRPU/IGCAR/FAB/1448/TPT-1108
TECHNICAL SPECIFICATION OF 10TON CASK-DOLLY AND MONORAIL HOIST
1.0 Introduction:
The tender specification for design, engineering, preparation of fabrication drawing,
manufacture, supply, erection, testing and commissioning of 10Ton cask-dolly and its
associated 10Ton monorail electric wire rope hoist for handling cask.
1.1 Applicable drawings:
a) DFRP cask-dolly conceptual drawing: DFRP/23000/4000
b) Rail fixing details for cask-dolly: DFRP/23000/4001.
c) DFRP 10Ton Monorail hoist: DFRP/23000/4002
2.0 Scope of Work:
a) Study of conceptual drawing and technical specification.
b) Visit to plant site (DFRP/IGCAR) for understanding of the cask-dolly functional
requirement, rail erection and associated 10Ton monorail electric wire rope hoist
erection with respect to site condition before submission of technical offer.
c) Preparation of manufacturing sequence and Quality Assurance Plan (QAP).
d) Preparation and submission of detailed design calculations for purchaser’s approval.
e) Selection of suitable mechanical standard items like gear box, single acting low height
hydraulic cylinder, rail for LT, spherical roller bearing, Journal bearing, track wheels,
rubber buffer etc, and obtaining approval from purchaser.
f) Selection of suitable electrical standard items like VFD motors, DCEM brakes,
pendant control, drum wound cable arrangement for trolley power feed arrangement,
limit switches, electric panel, VVVF drives, etc and obtaining approval from
purchaser.
g) Preparation of 2D part-drawing (i.e. fabrication drawing) with tolerance, drawing of
each module assembly and complete assembly drawing of the cask-dolly and
monorail hoist and submission for purchaser’s approval.
h) Obtaining approval of the purchaser for design, drawings and standard bought out
items before commencement of manufacturing / fabrication.
i) Fabrication of components as per approved drawings.
2
j) Stage inspection of components during manufacturing and maintenance of all
inspection reports viz., linkable test certificates, material identification certificate,
LPE reports, RT/UT reports, dimension inspection reports.
k) Submission of all the required procedures for manufacture, erection, testing and
commissioning of 10Ton dolly and monorail hoist and approval from purchaser.
l) Inspection of bought out standard components and sub-assemblies and maintaining
inspection reports.
m) Testing of cask-dolly and associated 10Ton monorail hoist at supplier’s premises by
the purchaser as per QAP and test procedure.
n) Supply of essential spares as per this technical specification.
o) Safe transport and delivery at IGCAR, Kalpakkam.
p) Erection, commissioning and testing of equipment at DFRP/IGCAR site.
q) Submission of History dockets / inspection reports.
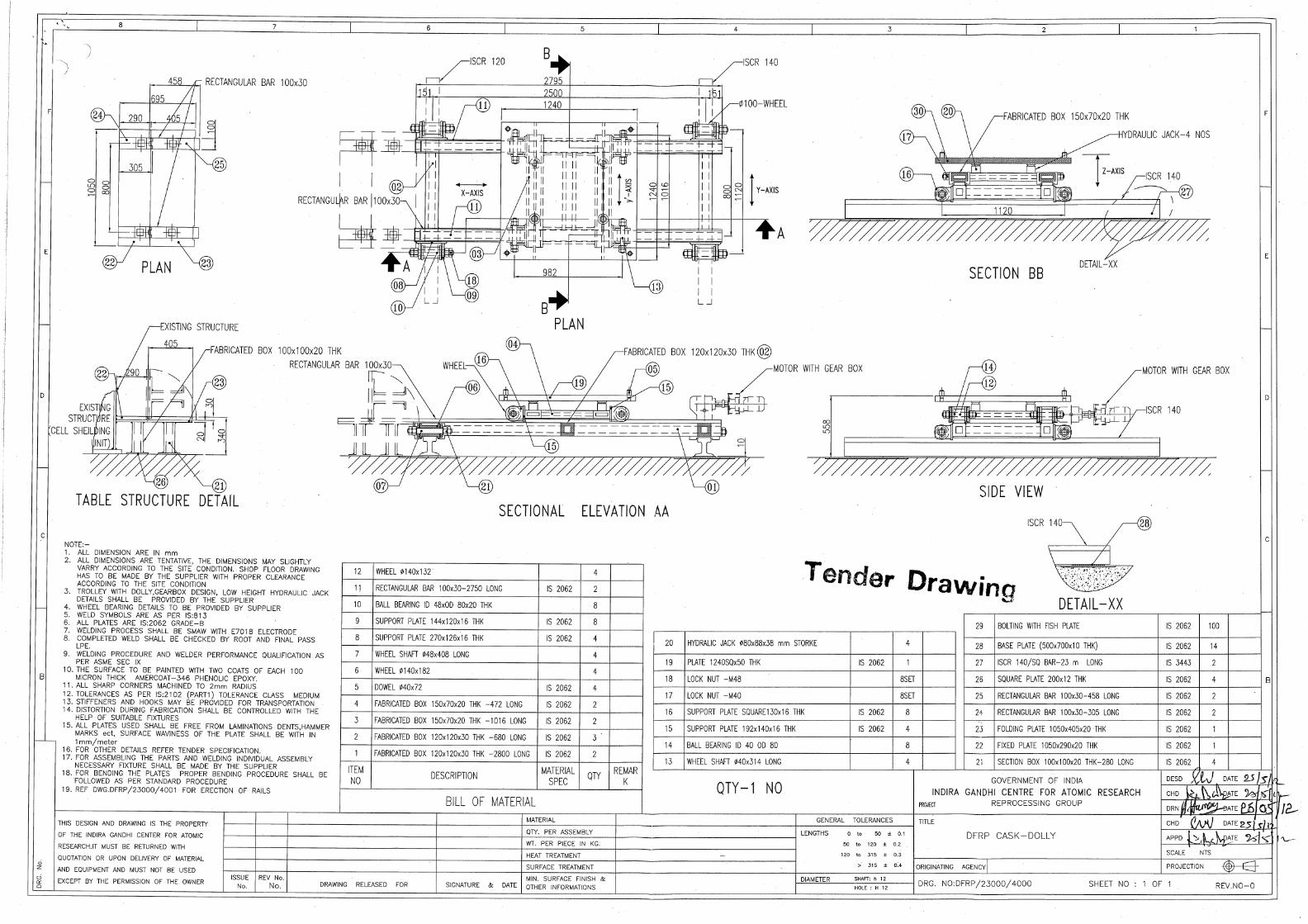
3.0 CASK-DOLLY
3.1 Description
The cask-dolly should be robust in design. The cask-Dolly shall be made out of formed/
fabricated channel / box sections using IS2062, Grade E250 (Fe 410W), Quality-B plates
as per drawing and technical specification. The dolly is mounted on trolley as per
drawing. The trolley moves over the rail mounted on the floor and shall be electrically
operated. The dolly is for aligning the cask and shall be mounted on the trolley platform
by wheels as per drawing.
Dolly platform are moved up down by low height hydraulic cylinder placed at four
locations under the platform for leveling and for cask alignment with cell-shielding unit.
The movement of Dolly over the trolley is also motorized.
Supporting table / collapsible platform shall be mounted on the floor with cell shielding
unit as per drawing and shall be aligned to the trolley platform. Hinge type arrangement
shall be provided in the table as per drawing.
3.1.1 Trolley
Cask-dolly is used to transport cask from cask handling area to cell area and vice versa.
Cask-dolly consists of Trolley and Dolly. The trolley is the base for mounting the dolly
and shall be electrically operated. It shall have long travel to cover 23m distance from
fuel handling area to receipt cell at DFRP. The trolley shall have electrical motor with

3
gear box to drive the trolley to the specified speed. Festoon cable/spring loaded cable
drum supply with pendant control system shall be provided for the trolley. The speed for
operation of trolley to be 5m/min for main speed and 0.5m/min for micro speed.
3.1.2 Dolly
The dolly is mounted over the trolley on wheels and shall have transverse movement. The
dolly is meant for transverse / cross travel (CT) motion to align with the cell shielding
unit through a collapsible platform. The dolly has a top platform with low height
hydraulic cylinder for fine adjustment and leveling and for alignment of cask with cell
shielding unit. The dolly shall be motorized to enable the traverse/cross travel motion.
3.1.3 Collapsible platform / table
A hinged type collapsible platform acts like a bridge / connecting platform between the
cell shielding unit and trolley. The platform consists of a fixed and movable portion with
hinges. The fixed part of the platform is welded to the existing member of the cell
shielding unit (existing structure) at appropriate location. The movable portion of table
can be swiveled with respect to the hinge. The collapsible platform is rested on four legs
at suitable locations.
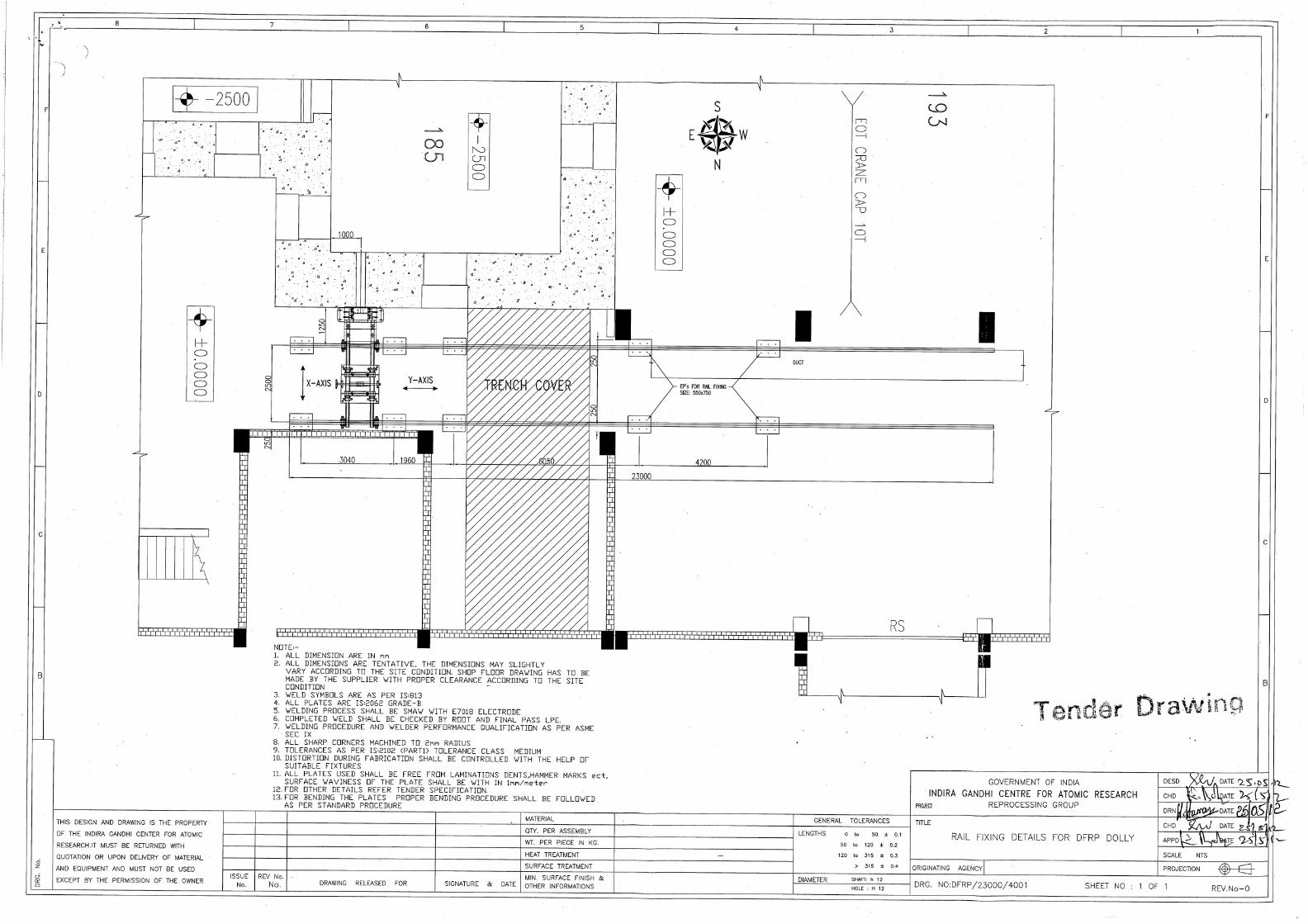
3.1.4 Rail erection at site
Rail shall be of ISCR140 as per IS3443 or square bar of equivalent mechanical properties
shall be erected as suitable to site condition with the approval of departmental engineer,
Refer Drg No: DFRP/23000/4001. The rails shall be fixed/supported only at the fixing
locations (EPs) provided in the layout.
3.1.5 Manual Operation
Provision for manual operation should be provided for trolley and dolly to bring the
system to safe position in-case of power failure.
3.2 Materials
Sl. No. Description Material
1 Structural Material IS2062, Grade E250 (Fe 410W), Quality-B.
2 Bearings Wheel bearings with min. factor of 2.5 over C/P loading

4
ratio suitable for 10,000 running hours of SKF/FAG
make.
3 Rail & Wheel As per IS3177.
4 Gear & pinion As per IS3177.
The basic type of material for construction is indicated above. The supplier has the
freedom to choose/suggest alloys with required optimum properties with heat treatment to
enable high load bearing capacity so as to reduce the size/weight of each component. This
has to be carried out after getting the concurrence of purchaser.
Material tests: Material test shall be carried out as per applicable standards. Test reports
or linkable documents showing chemical composition and mechanical properties are
required for all materials. In case test reports are not linkable , testing of the material
shall be carried out by the supplier at his own cost from mutually agreeable laboratories.
Material of construction shall bear identification marking to assure that all material can be
identified during all stages of fabrication in the supplier shop.
3.3 Cask-Dolly specification
i) Type of Equipment Cask-Dolly
ii) Capacity 10 Ton
iii) Qty 1 no.
iv) Trolley wheel gauge 2500mm(span) – fixed
v) Trolley wheel base 1120mm (can be varied as suited to site
condition)
vi) Class of Duty Group classification M5 as per IS3177
vii) Design ambient
temperature
40ºC
viii) Dolly top platform size Sq.1240mm
ix) Trolley overall dimension 2900 x 1252mm
x) Max. level of platform
top from finished floor
level
Restricted to 580mm.
xi) Trolley rail Rail section as per IS3443 (ISCR140) or
square bar of equivalent mechanical
properties. Length of rail to be laid is

5
23m. Fish plate to be fastened to either
side of rails for a length of 23m at 1m
interval.
xii) Max. projection of
Trolley from center line
of wheel
150mm
xiii) L.T wheel drive Motorized
xiv) Trolley L.T speed 5m/min(main) & 0.5m/min (micro)
xv) Trolley L.T using VFD
motors
Drive integration details with trolley
wheel to be provided.
xvi) Trolley L.T brakes and
Dolly brakes
2 x DCEM disc.
xvii) Top platform up / down
motion
By Single acting, low height, light weight
Hydraulic cylinder (Jacks) of vanjax,
enerpac or equivalent make-4nos
xviii) Dolly movement
mechanism & speed
Motorized, 1m/min & 0.1m/min.
xix) Gear box type High efficiency compact inline planetary
Drives
xx) Operation Push button pendant with Cable
connected to one corner of trolley.
Emergency OFF push button to be
provided on pendant.
xxi) Wheel bearing housing
type
Conventional type
xxii) No. of wheels 4 nos. for trolley and 4 nos. for dolly
xxiii) Power feed arrangement
to Trolley
Spring loaded drum wound cable with
plug arrangement.
xxiv) Bay length 23meters.
xxv) Power supply required 415/410 V, 3 phase, 50Hz A.C
xxvi) Control Voltage 110 V A.C
xxvii) Total weight of Cask-
Dolly
2.8 Ton (approx.)

6
3.4 Technical specification of Cask-Dolly
i) Motors
Squirrel cage induction motors as per IS325, crane
duty, class F insulation, S4 duty, 150 starts & stops/hr,
40% CDF. IP55 protection, B5, TEFC. Make - Bharat
Bijlee / ABB / Seimens / Kirloskar.
ii) Brakes
DCEM/Thruster fail safe disc brakes mounted behind
motor. Normally ON type. Brake rating – min. 1.5
times the motor torque as per IS 3177. Manual release
to be provided. Make – Cutler-Hammer, Pethe,
EMCO Dynatorq.
iii) Track Wheel
Double flanged type, cylindrical tread. Spherical
roller bearing type.
iv) Electric panel and
VVVF drives
Electrical panel to be mounted at convenient location.
Seimens / Telemechanic or equivalent make.
VVVF drive shall be provided for very smooth / jerk
free movement during starting and stopping. ABB/
SEW / Schneidar /Siemens make.
v) Rubber Buffer To be provided for LT and CT motion.
vi) Limit switches Heavy duty, IP55 protection. 2 way long lever limit
switches for transverse motion (C.T). Cuttler-Hammer
make or seimens.
vii) Cables Copper flexible cables to be considered conforming to
latest IS9968 & IS1554. All cables to be copper
flexible, 1.1 kV grade, FRLS PVC insulated and PVC
sheathed, EPR cables.
viii) Painting Three coats of Amercoat90S to be applied not
exceeding 200micron dft. Color: Golden yellow /
Pearl grey.
All the hardware items/components required for complete and proper functioning of the
control systems either mentioned or otherwise required are deemed to be provided by the
supplier. Necessary interlock mechanisms and back rigging shall be provided wherever
required.

7
3.5 Fabrication
3.5.1 Fabrication shall be carried out as per approved fabrication drawings. All the parts shall
be fabricated/machined and assembled to tolerances mentioned in the approved drawing.
3.5.2 The manufacturing process and workmanship of the various parts of the equipment shall
be such that the parts shall be interchangeable from one unit to another. The various fits
should confirm to the values given in the drawings. The equipment shall be rigid in
construction and operation shall be smooth. The surface finish wherever not specified in
the drawing shall be N7.
3.5.3 Tolerances
i) For machined dimensions, wherever tolerances are not indicated general tolerance shall
be as per IS 2102 (part 1) tolerance class designation ’M’ & IS 2102 (part 2) general
geometrical tolerance ‘K’ for straightness, flatness, parallelism and perpendicularity.
ii) For unmachined dimensions, ISO 2768-M shall be followed.
iii) Rail alignment tolerance shall be as per ASME NOG-1-2004.
3.5.4 All weld joints shall be checked by dye penetrant test for root and final pass of welding as
per ASTM E165. The acceptance criteria shall be as per ASME Sec VIII, Div-1.
3.5.5 Forming materials: Materials shall be formed to the required shape as per IS811.
Forming procedure to be submitted to purchaser for approval.
3.5.6 Welding:
i) Electrodes for welding carbon steel parts shall be as per E7018 of SFA-5.1, ASME Sec
II Part-C.
ii) Welding procedure and welder qualification shall be as per ASME Sec IX.
Welding procedure specification, Procedure qualification report and welder performance
qualification report should be furnished and get it approved by the purchaser prior to start
of fabrication. Welding procedure qualification and welder performance qualification
shall be carried out in the presence of IGCAR representative.
3.5.7 There is NO FREE ISSUE OF MATERIAL envisaged under this tender.
3.6 Inspection and Testing
Contractor should submit the manufacturing sequence for fabrication of cask-dolly and
Quality assurance plan (QAP) with stage inspection schedules before starting of
fabrication.
3.6.1 Inspection shall be carried out at various stages i.e. right from procurement of raw
material to end product to ensure the quality of the component/product.

8
At every stage of manufacturing, the contractor should ensure that proper dimensional
control is employed. The purchaser will be at liberty to do dimensional inspection of all
parts if required. In arranging out such inspection the contractor shall provide all
assistance, cooperation, all instruments and manpower if asked for and make
arrangements to carry out such operation. The contractor should submit in duplicate the
inspection reports showing individual dimensions and testing reports for all the
components for purchaser’s scrutiny and records.
3.6.2 In addition to certain stage inspection of individual components the contractor will do all
that is necessary to attain proper assembly of full item and check for proper alignment.
3.6.3The purchaser will have free access to the manufacturer’s premises or the premises of his
sub-contractors for the purpose of inspection of raw materials, semi or fully finished
components of the equipment during any stage of manufacture.
3.6.4 Inspection of raw materials, consumables and bought out items: Visual inspection,
correlating of material test certificate/Laboratory testing/identification marks on material
according to test report.
Stage inspection: Visual inspection, fit-up, dimensional check, root and final pass DPT.
Final inspection:
Dimensional check, functional test of cask-dolly on rail at shop and as well as at site after
erection.
The cask-dolly shall be cleared for dispatch only after satisfactory inspection at supplier’s
site.
3.6.5 Functional testing:
At shop:
The manufacturer shall make a complete assembly of all the parts of cask-dolly at his
shop and shall be simulated by providing equivalent plates/supports structure. Smooth
movement of the cask-dolly for the full length of travel for to and fro motion shall be
demonstrated ten times.
At site:
Cask-dolly shall be tested at site till smooth performance is achieved. However, the final
acceptance will be given only after successful demonstration of all the functionality of
each part of the system and all mechanical operations mentioned in this specification. The
Load test shall be carried out as per IS3177.

9
3.6.6 Test Failure:
In the event of any test failure of the components to meet specified inspection or test
requirement, the manufacturer shall immediately notify the purchaser. The manufacturer
shall obtain permission from the purchaser before any repair is undertaken. If the repairs,
including design modification, are likely to affect the result of the tests or work
previously completed, appropriate re-inspection and re-testing shall be carried out. The
repair shall be carried out by the manufacturer as per the approved procedure.
3.7 List of essential spares for cask-dolly
i) Trolley - wheel (2nos.), bearing (4nos.), shaft (1 no.)
ii) Dolly - wheel (2nos.), bearing (4nos.), Shaft (1 no.)
iii) Gear box (1no.)
iv) Limit switches (2nos.)
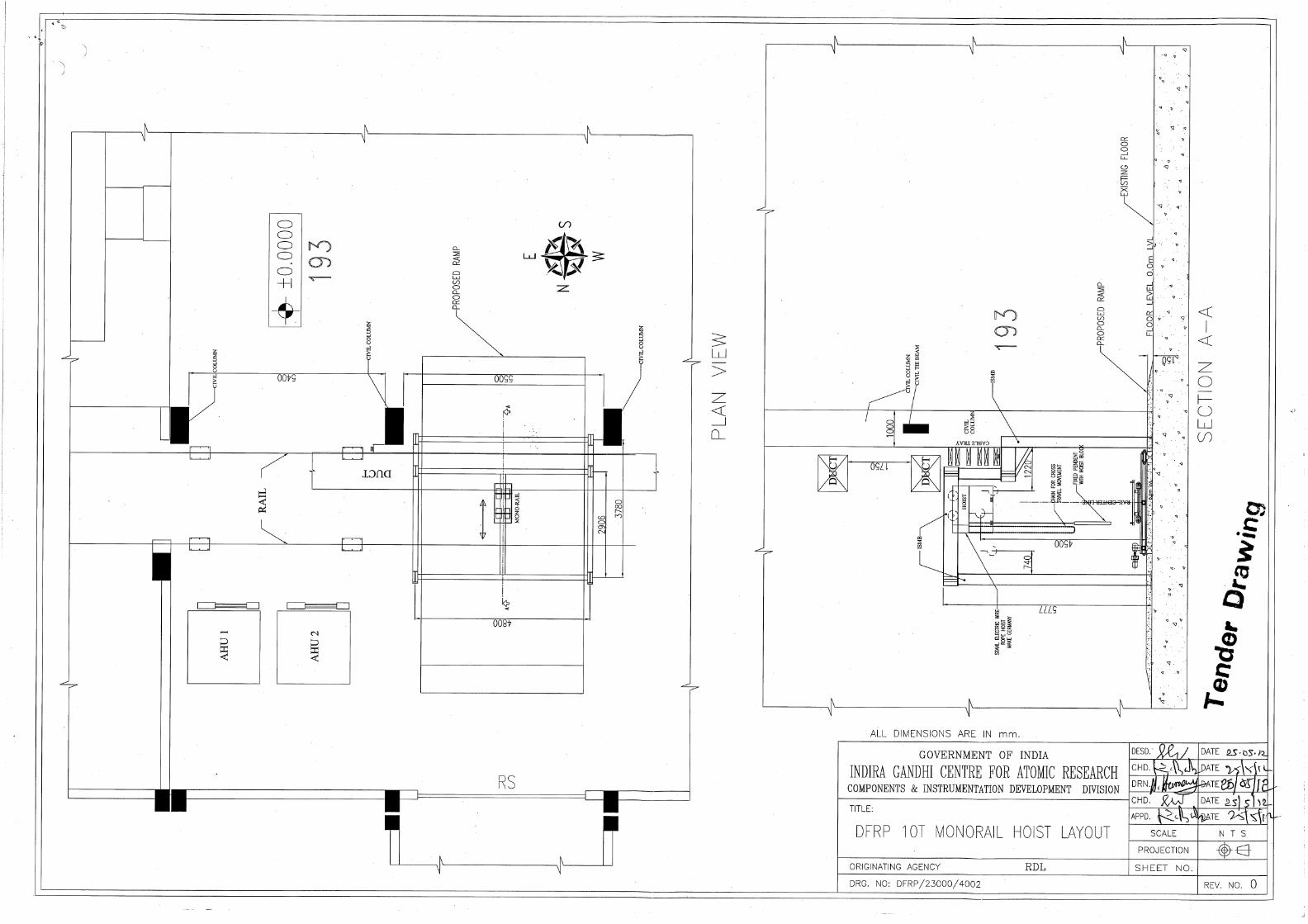
4.0 MONORAIL ELECTRIC WIRE ROPE HOIST
4.1 General
This section describes the technical specification for design, preparation of fabrication
drawing, manufacture, supply, erection, testing and commissioning of 10Ton monorail
electric wire rope hoist as per IS3938 and as per technical specification and tender
drawing (Dwg no. DFRP/23000/4002) for handling cask (load) at DFRP, IGCAR.
4.2 Description
Electrically operated hoist shall be a complete unit with monorail, travelling trolley,
hoisting motor, rope drum, wire rope, chain pulley for cross travel, necessary gearing,
sheaves, brakes, hook, pendant push button, contactor panel, all wiring, limit switches,
end stops, buffers, earthing terminals and other accessories to make the equipment
complete in all respect.
4.3 Specification
i) Capacity 10 Ton SWL
ii) Qty. 1 no.
iii) Lift height 4500mm
iv) Span 3780mm
10
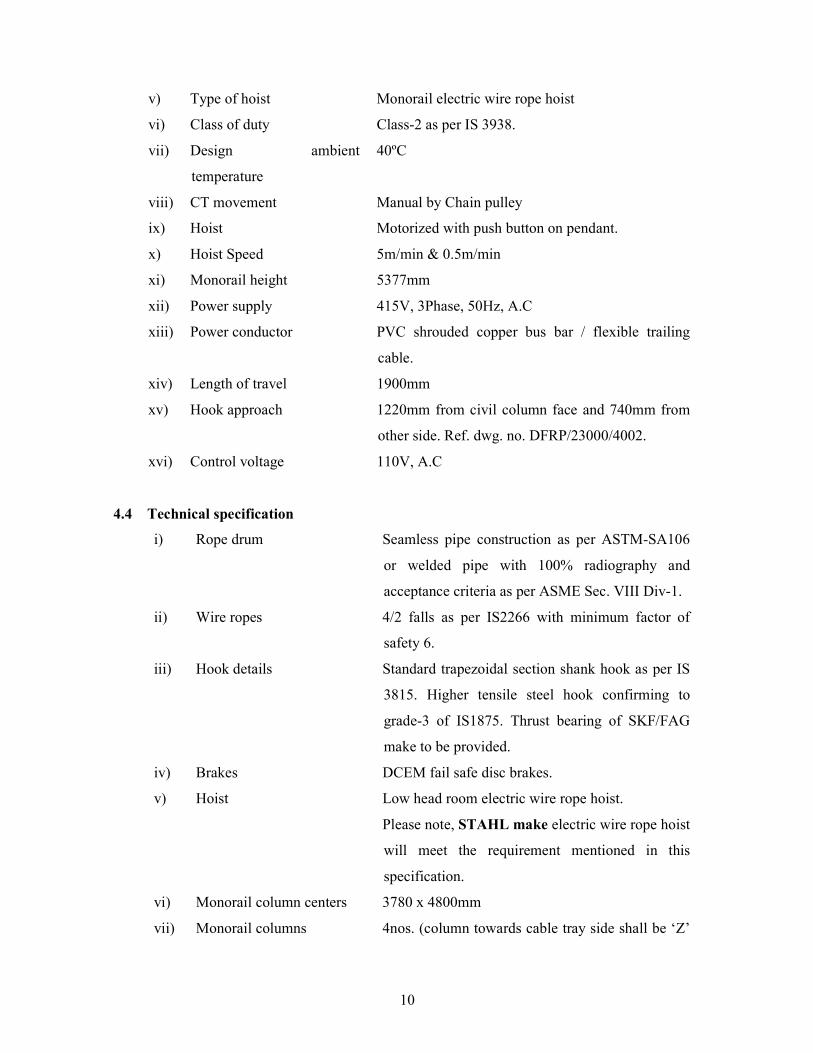
v) Type of hoist Monorail electric wire rope hoist
vi) Class of duty Class-2 as per IS 3938.
vii) Design ambient
temperature
40ºC
viii) CT movement Manual by Chain pulley
ix) Hoist Motorized with push button on pendant.
x) Hoist Speed 5m/min & 0.5m/min
xi) Monorail height 5377mm
xii) Power supply 415V, 3Phase, 50Hz, A.C
xiii) Power conductor PVC shrouded copper bus bar / flexible trailing
cable.
xiv) Length of travel 1900mm
xv) Hook approach 1220mm from civil column face and 740mm from
other side. Ref. dwg. no. DFRP/23000/4002.
xvi) Control voltage 110V, A.C
4.4 Technical specification
i) Rope drum Seamless pipe construction as per ASTM-SA106
or welded pipe with 100% radiography and
acceptance criteria as per ASME Sec. VIII Div-1.
ii) Wire ropes 4/2 falls as per IS2266 with minimum factor of
safety 6.
iii) Hook details Standard trapezoidal section shank hook as per IS
3815. Higher tensile steel hook confirming to
grade-3 of IS1875. Thrust bearing of SKF/FAG
make to be provided.
iv) Brakes DCEM fail safe disc brakes.
v) Hoist Low head room electric wire rope hoist.
Please note, STAHL make electric wire rope hoist
will meet the requirement mentioned in this
specification.
vi) Monorail column centers 3780 x 4800mm
vii) Monorail columns 4nos. (column towards cable tray side shall be ‘Z’
11
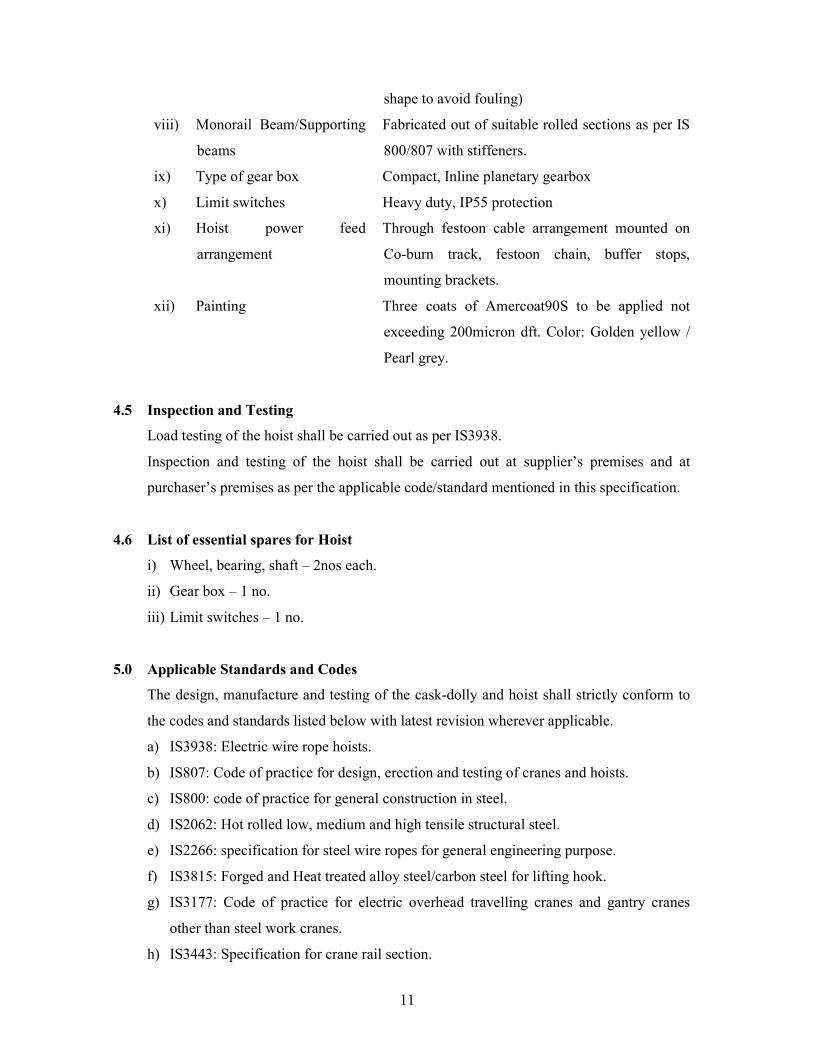
shape to avoid fouling)
viii) Monorail Beam/Supporting
beams
Fabricated out of suitable rolled sections as per IS
800/807 with stiffeners.
ix) Type of gear box Compact, Inline planetary gearbox
x) Limit switches Heavy duty, IP55 protection
xi) Hoist power feed
arrangement
Through festoon cable arrangement mounted on
Co-burn track, festoon chain, buffer stops,
mounting brackets.
xii) Painting Three coats of Amercoat90S to be applied not
exceeding 200micron dft. Color: Golden yellow /
Pearl grey.
4.5 Inspection and Testing
Load testing of the hoist shall be carried out as per IS3938.
Inspection and testing of the hoist shall be carried out at supplier’s premises and at
purchaser’s premises as per the applicable code/standard mentioned in this specification.
4.6 List of essential spares for Hoist
i) Wheel, bearing, shaft – 2nos each.
ii) Gear box – 1 no.
iii) Limit switches – 1 no.
5.0 Applicable Standards and Codes
The design, manufacture and testing of the cask-dolly and hoist shall strictly conform to
the codes and standards listed below with latest revision wherever applicable.
a) IS3938: Electric wire rope hoists.
b) IS807: Code of practice for design, erection and testing of cranes and hoists.
c) IS800: code of practice for general construction in steel.
d) IS2062: Hot rolled low, medium and high tensile structural steel.
e) IS2266: specification for steel wire ropes for general engineering purpose.
f) IS3815: Forged and Heat treated alloy steel/carbon steel for lifting hook.
g) IS3177: Code of practice for electric overhead travelling cranes and gantry cranes
other than steel work cranes.
h) IS3443: Specification for crane rail section.

12
i) IS325: Three phase induction motors – specification.
6.0 Time Schedule
Scrutiny of purchaser’s conceptual drawing and based on that design, submission of
design report along with the drawing in duplicate to the purchaser for the approval within
One month from the date of issue of purchase order.
Purchasing of raw material, manufacture, offering the unit for testing, supply of finished
equipment, erection and commissioning of cask-dolly and monorail hoist within Five
month from the date of approval of shop drawings.
10Ton cask-dolly and associated 10Ton monorail electric wire rope hoist shall be
commissioned and tested at DFRP, IGCAR within Six months from the date of receipt of
purchase order.
The contractor should submit a fortnightly report on the progress of work in duplicate for
information and purchasers record.
Once the time schedule is approved the contractor should strictly adhere to it and do all
that is necessary to deliver the unit in time.
7.0 Packing and Transportation
After carrying out the tests at the manufacturing works as specified in this tender
specification, the equipment covered in the contract shall be carefully disassembled into
major completed subassemblies and then properly packed, suitably crated and protected
from damage during transport, transit and storage at site. In this regard, the supplier shall
prepare drawing / procedures for packing and transportation of the subassemblies of cask-
dolly & monorail hoist from supplier’s premises to the purchaser’s site and submit to the
purchaser for approval. The details of dividing into sub-assemblies shall be clearly
indicated and the movement of all the parts to be arrested. Felt of minimum 10mm
thickness shall be provided between component and wooden saddle wherever supported.
The packing shall include adequate cushioning, blocking, bracing, anti-skidding, hoisting
and tie down provisions with the approval of the purchaser. All machined parts shall be
protected with antirust grease. The supplier shall do the packing and dispatch after
obtaining written shipping release from purchaser. Wherever parts are packed in boxes, it
shall be clearly marked with the parts number of contents and quantity.
Supplier shall be responsible for any damage to the equipments during transport, transit
and storage at the site. The supplier shall provide barrier such that during transportation

13
and storage, the entry of collection of water in the equipment is prevented. Any short
supply inside the intact package cases shall be supplied without any extra cost.
The components shall be packed, safe crated, safe transported and delivered at DFRP site
at free of cost by the contractor for erection. Also the essential spare parts mentioned here
in this specification are to be supplied.
8.0 Erection, Testing and Commissioning of cask-dolly and monorail electric wire rope
hoist at DFRP/IGCAR site
The supplier shall erect, test and commission the cask-dolly and monorail electric wire
rope hoist, as per IS3177 and IS3938 respectively, at DFRP/ IGCAR site. General list of
activities to be carried out by supplier at IGCAR site:
i) Handling, transportation, unloading, storage and shifting to site for installation.
ii) Erection of trolley, dolly, collapsible table/platform, rails, monorail supporting
columns & beams, hoist etc at DFRP, IGCAR.
iii) Laying of electrical cables and making end connections between the various
equipments and respective control panels.
iv) Overall functional testing of cask-dolly and hoist at full load as per specification.
The supplier shall submit a detailed plan for the above listed activities and carry out these
activities after obtaining the approval of purchaser. The supplier shall take care of all the
industrial safety measures as stipulated in Atomic Energy (Factories) Rules, 1996.
Electricity and loads for testing will be provided at free of cost by department during
erection, testing and commissioning of cask-dolly and associated monorail hoist at DFRP
site.
9.0 Guarantee
9.1 Supplier shall guarantee that the goods furnished by him shall be in accordance with the
requirements of technical specifications.
9.2 Supplier shall provide the warranty that the goods are new and of high Quality and that the
goods are free from defects in design, materials or workmanship was applicable and
warranty shall cover for a period of 12 months (Twelve) from the date of satisfactory
handing over the equipments to the purchaser at the site.
9.3 If within the expiry of the above stipulated warranty / guarantee period, the subject goods
or any part thereof are found defective because of Workmanship or materials, supplier
should repair at his own expense.
14
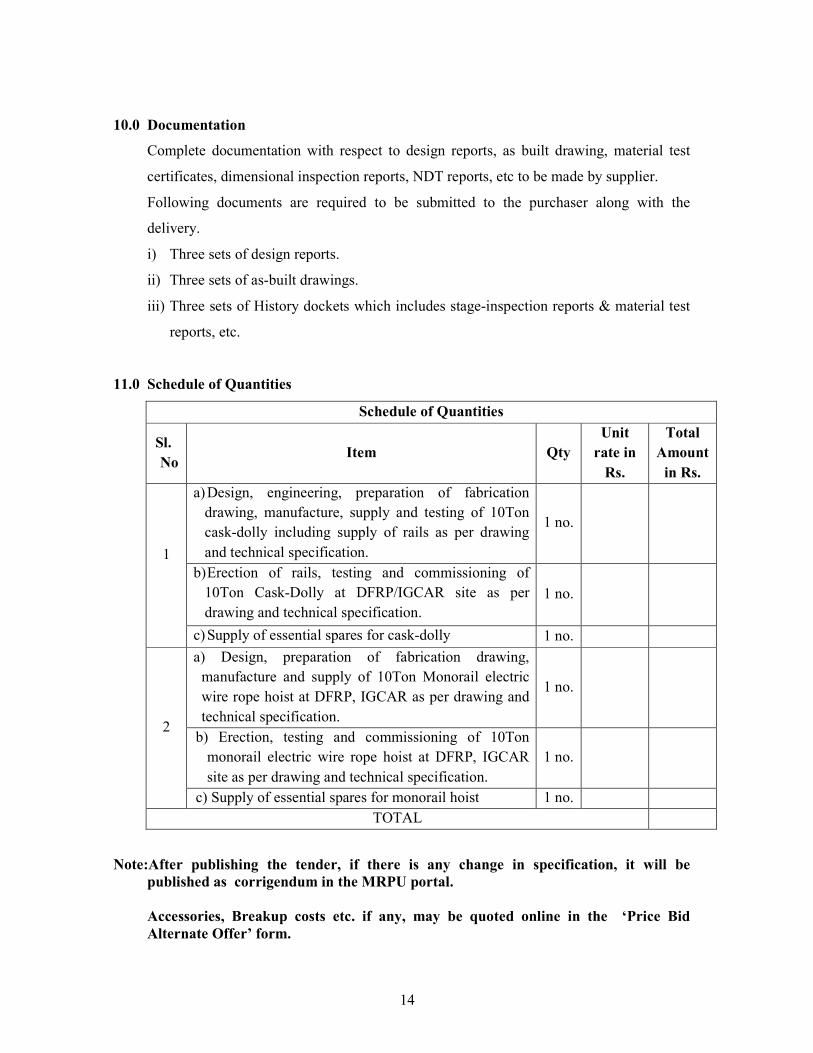
10.0 Documentation
Complete documentation with respect to design reports, as built drawing, material test
certificates, dimensional inspection reports, NDT reports, etc to be made by supplier.
Following documents are required to be submitted to the purchaser along with the
delivery.
i) Three sets of design reports.
ii) Three sets of as-built drawings.
iii) Three sets of History dockets which includes stage-inspection reports & material test
reports, etc.
11.0 Schedule of Quantities
Schedule of Quantities
Sl.
No Item Qty
Unit
rate in
Rs.
Total
Amount
in Rs.
a) Design, engineering, preparation of fabrication
drawing, manufacture, supply and testing of 10Ton
cask-dolly including supply of rails as per drawing
and technical specification.
1 no.
b) Erection of rails, testing and commissioning of
10Ton Cask-Dolly at DFRP/IGCAR site as per
drawing and technical specification.
1 no.
1
c) Supply of essential spares for cask-dolly 1 no.
a) Design, preparation of fabrication drawing,
manufacture and supply of 10Ton Monorail electric
wire rope hoist at DFRP, IGCAR as per drawing and
technical specification.
1 no.
b) Erection, testing and commissioning of 10Ton
monorail electric wire rope hoist at DFRP, IGCAR
site as per drawing and technical specification.
1 no.
2
c) Supply of essential spares for monorail hoist 1 no.
TOTAL
Note:After publishing the tender, if there is any change in specification, it will be
published as corrigendum in the MRPU portal.
Accessories, Breakup costs etc. if any, may be quoted online in the ‘Price Bid
Alternate Offer’ form.