annual pom conference, cancun, mexico, april 30 – may 3, … · put on shortening the time to...
TRANSCRIPT

Abstract Number: 002-0556
OUTCOME OF THE EARLY ADOPTION OF
MANAGEMENT PRACTICES ON PERFORMANCE – INSIGHTS FROM THE HIGH
PERFORMANCE MANUFACTURING STUDY
Prof. Dr. Frank H. Maier* Dipl.-Kfm. Andreas Hammer, MBA
Dipl.-Kfm. Christoph Zentis
International University in Germany, Bruchsal International University, Campus 1
76646 Bruchsal, GERMANY e-mail: [email protected] phone: +49 7251 700 320
fax: +49 7251 700 350
to appear in the
conference proceedings of the
Second World Conference on POM and 15th Annual POM Conference, Cancun, Mexico, April 30 – May 3, 2004
* corresponding author

- 2 -
ABSTRACT
Over recent years the challenges for manufacturing companies to maintain competitiveness in the
market place strongly increased due to complexity and dynamics of the more and more global
competition. The early adoption and implementation of management concepts like, quality
improvement, Just-in-Time, employee involvement, manufacturing strategy, Simultaneous
Engineering, and supplier involvement have been seen in the past as a means to continuously
improve the competitiveness, in particular in manufacturing plants. This paper investigates the
relationship between the early adoption of these practices and the success and competitiveness of
manufacturing plants based on the empirical research project High Performance Manufacturing.
The research uses structural equation modeling to investigate a set of hypotheses about the
relationship between adoption and objective performance measures and then relates this to the
perceived competitiveness of the plants. The results of the structural equation model confirm
many of the initial hypotheses.
INTRODUCTION
Manufacturing companies compete not only on quality and cost anymore. Time has also evolved
as a success factor to gain competitive advantage (Blackburn, 1991; Stalk & Hout, 1990;
Milling, Schwellbach & Thun, 2000). Additionally, globalization is an ongoing development that
requires change in technological and organizational structures (Skinner, 1985). In this
increasingly complex and dynamic environment, this can be faced best by implementing
management practices that cover more than just one single dimension of the company. New
technological and organizational developments make a more comprehensive restructuring of

- 3 -
production processes for an increasingly flexible and efficient production not only possible, but
also necessary.
Through the implementation of management practices, companies can deal with this changing
market environment. All management concepts in common is the fact that they interact with
many company functions simultaneously und cause significant change. Ultimately, the aim is to
improve overall performance. There are a number of management practices documented in the
literature that aim for such an improved competitiveness. It is the responsibility of management
to choose and implement those concepts that are potentially capable of achieving manufacturing
objectives. The influence of the following six management practices on competitiveness is
examined:
1. Quality improvement
2. Strategic orientation of production
3. Just-in-Time
4. Employee-oriented concepts
5. Supplier involvement
6. Simultaneous Engineering
MANAGEMENT PRACTICES FOR BETTER MANUFACTURING PERFORMANCE
Quality improvement
Considerations of quality management programs depend heavily on the understanding of the
term quality. A unifying definition is difficult because a variety of understandings of quality in
theory and practice exists. In this analysis, we use a rather broad understanding of quality that

- 4 -
not only considers the quality of products and services, but also the quality of working conditions
and processes (Zink, 1995).
Quality improvement programs passed different development stages over time. Early
considerations aimed only for minimizing product specific mistakes and securing the delivery of
as many flawless products as possible. Further refinement of such concepts lead to the aspiration
to prevent mistakes before they occur and to analyze the stability of the manufacturing process
(Böhme M., 1998). Quality as a companywide responsibility requires the integration of all
functions. Furthermore, employees of all hierarchy levels have to be involved. Also, customer
and process orientation are a prerequisite for establishing quality in a preventive manner.
Customer orientation means here that only durable customer satisfaction should be the measure
for quality. Process orientation means that quality should not be measured by the result only, but
throughout the entire manufacturing process (Zink, 1995).
Flynn, Schroeder & Sakakibara define quality management “as an integrated approach to
achieving and sustaining high quality output, focusing on the maintenance and continuous
improvement of processes and defect prevention at all levels and all functions of the
organization, in order to meet or exceed customer expectations” (Flynn, Schroeder &
Sakakibara, 1994, p. 342).
Strategic orientation of production
The strategic orientation of production is increasingly complex. Compared to market strategies,
the advantage is that it is harder for competitors to look through and to copy it (Bates, Blackmon,
Flynn & Voss, 2001). For many industrial companies, manufacturing is the biggest, most
complex and most difficult part of the company to manage. The manufacturing strategy
influences other sections of the organization as well and interacts with other functional areas

- 5 -
within the company, but also beyond the company’s own borders (Fine & Hax, 1984). Therefore,
when developing and implementing the manufacturing strategy, it has to be aligned with other
functional areas and consistency with the corporate strategy has to be ensured in order to achieve
competitive advantages driven by manufacturing (Corsten & Will, 1995). Skinner was one of the
first who considered manufacturing to create competitive advantages (Skinner, 1969). Before, it
was considered to be more of a bottleneck for objectives set by other functions. It was only
expected that these objectives were achieved in the most efficient way. As of today, more and
more companies understand the importance of the manufacturing process as a significant
competitive factor that can make a considerable, competitive difference. In this new and
important role of the manufacturing function, the strategic orientation of production is very
important (Milling & Hasenpusch, 1999).
Hayes and Wheelwright define manufacturing strategy as “…a consistent pattern of decision
making in the manufacturing function that is linked to the business strategy” (Hayes &
Wheelwright, 1984, p. 32). They categorize manufacturing companies based on the strategic role
of manufacturing in four levels. On the first level, the manufacturing function is considered to be
subordinated to the other functions. On the other extreme, manufacturing is considered to be the
source of excellent competitive performance.
Just-in-Time
There are a number of definitions for the Just-in-Time concept that describe it to different extents
(for more detailed description, see Hartlieb, 1997). A rather broad definition describes Just-in-
Time as “…a production methodology, which aims to improve overall productivity through
elimination of waste and which leads to improved quality” (Voss, 1989), whereas the necessary
input units are essentially produced in the smallest lot size and as late as possible. In a rather
- 6 -
narrow definition, Just-in-Time is considered to consist of possible procedures for the production
planning and inventory holding (Sakakibara, Flynn & Toni, 2001). Historically, the term evolved
as a description of the “Toyota production system” (for the evolvement of the Just-in-Time term,
see Görgens, 1994). Toyota began very early with the redesign of its production control from a
push concept to a pull concept (Monden, 1981; Ohno, 1988). The production control is designed
in a way that a system of tightly integrated order cycles emerged and order data are directly
transported via Kanbans between the consuming and the producing position, so there is a
decentralized control of the material flow (Lackes, 1995). Originating from the customer order,
the last production process creates orders to preceding processes that proceeds throughout the
integrated order cycle (Eisenkopf, 1994). The objective on all levels of procurement, production
and distribution is to procure, produce and distribute only the amount that the corresponding
succeeding level actually requires.
The Just-in-Time concept is by no means limited to manufacturing or procurement, but embraces
the entire logistical supply chain. Therefore, the pull-oriented control of the material and product
flows also covers the external material and product flows across several supply chain levels
(Stötzle, 1999). In this paper, we follow this extended view of Just-in-Time, “viewing Just-in-
Time as a comprehensive approach to continuous manufacturing improvement, based on the
notion of eliminating waste in all phases of the manufacturing process” (Sakakibara, Flynn &
Toni, 2001, p. 141).
Employee-oriented concepts
It is more and more acknowledged that employees are an important source for sustainable
competitive advantages of companies: “…, a highly involved workforce is essential to
implementing many of the new technologies, techniques, and practices used in organizations
- 7 -
today. Employees must be involved if they are to understand the need for the innovations and
how they operate; they must be involved if they are to be committed to changing their behaviours
to work in new, improved ways” (Cotton, 1993, p. VII). Here, we understand employee
orientation in a broader way, as the creation of human working content and environment under
consideration of the entire personality of the worker with her individual strengths and
weaknesses (Köditz, 1998).
Lawler argues that employee-oriented concepts consist of the following four components
(Lawler, 1998):
1. Employees receive extensive information about performance measures, schedules,
objectives and strategies of the company in order to understand the business processes
and to participate in the planning and strategy building process in order to provide
meaningful improvement suggestions.
2. Employees participate in training programs to extend their skills and knowledge.
3. The remuneration system is designed in a way that employees are encouraged to process
more information and to improve their qualification.
4. The employees have more decision authorization.
Supplier involvement
With supplier involvement, companies pursue the philosophy to engage selected suppliers into a
long-term and collaborative relationship (Stuart & Mueller, 1994). This collaboration between
supplier and customer can comprise different tasks in, e.g., procurement, research and
development or logistics. In the traditional view, a supplier-customer relationship was mainly
focused on the procurement process. Now, it is attempted to establish a partnership between

- 8 -
companies through supplier involvement that can be defined as “an agreement between a buyer
and a supplier that involves a commitment over an extended time period, and includes the
sharing of information along with a sharing of the risk and reward of the relationship” (Ellram,
1991). Therefore, the primary goal of customers shifts from a single-sided focus on procurement
prices to minimizing the costs of the extended supply chain.
Simultaneous Engineering
Simultaneous Engineering tries to pursue the simultaneous development of product and
production facilities compared to the previously followed sequential approach, where a certain
development project only proceeds to the next step when the preceding step is completed. In
such a traditional approach, time can be wasted due to alignment and handing over procedures at
the interface between the phases characterized by insufficient information and communication
exchange (Corsten, 1997). Simultaneous Engineering aims to improve both, effectiveness and
efficiency. Approaches to improve effectiveness consist of choosing the right technology,
establishing the right product portfolio and investing resources in the right projects. Efficiency
improvements are achieved by optimizing processes and organizational structures. Emphasis is
put on shortening the time to market, minimizing product and development costs and the strict
quality orientation on customer requirements (Bullinger et al., 1995).
MOTIVATION FOR EARLY ADOPTION OF MANAGEMENT PRACTICES
Penrose created the foundation of the resourced-based-view as early as 1959 (Penrose, 1959;
Wernerfelt, 1984). Penrose explains competitive advantages of a company not with its position
on the market but with the quality of the internal resources and resource combination. Therefore,
- 9 -
the resource-based view links long-term success of a company to its specific resource equipment,
i.e. to strategic resource advantages (Bamberger & Wrona, 1996). Followers of the resource
driven perspective criticize the dominance of a pure market-based view of competitive
advantages because this does not give any indication on the requirements that have to exist
within a company to establish this competitive advantage in the first place (Welge, Al-Laham,
1999). The resource-based view requires a stronger focus on the individual company as a system
of company-specific capabilities and competencies, which especially also implies the diversity of
companies (Knyphausen, 1993).
Generally, resources can be defined as “…anything which could be thought of as a strength or
weakness of a given firm. More formally, a firm’s resources at a given time could be defined as
those […] assets which are tied semipermanently to the firm” (Wernerfelt, 1984, p. 172). It can
be distinguished between material and immaterial resources (Knaese, 1996). Immaterial
resources can be split up into human resource unrelated resources, as for example patents,
copyrights and organizational capabilities in form of routines, and human resource related
resources, as for example company culture, individual capabilities and specific know-how of
employees of the company.
Resources by the means of the resource-based view are characterized by their contribution to the
company success and the relative competitiveness of the company. In order to be considered
strategically relevant, they have to fulfill certain crucial criteria. These criteria are discussed in
the literature to some extent (see e.g. Collis & Montgomery, 1995; Peteraf, 1993). Based on this,
four criteria are briefly described in the following. It will also be explained to what extent
management practices have the potential to contribute to the creation of such resources.
- 10 -
Uniqueness and immobility of resources
An important requirement for the strategic relevance of a resource is the uniqueness of the
resource. The more unique it is the better protected the resource is and the more sustainable is the
competitive advantage. Especially immaterial resources that are based on subtle routines and
specific capabilities of employees are highly unique. At the same time, this leads to only limited
mobility since it loses value when used outside its original application area or it is not tradable in
the first place (Peteraf, 1993).
An important objective of the considered management practices is the capability to create
organizational routines to change processes within the company in order to improve
effectiveness and efficiency. Successfully implemented, management practices are of strategic
value for the company and capable of creating advantages over competitors. Strategic decisions
that are related to the implementation of management practices can be considered highly unique.
Although the practices themselves are well-documented, decisions about the number, sequence,
combination and time of implementation of different management practices are highly company-
specific. Over time, this builds individual organizational skills and routines that can be sources of
competitive advantage.
Inimitability of resources
The better a resource can be protected from copying the higher is the strategic potential.
Protection from imitation can be generated by the following four isolation mechanisms (Rasche,
1994). First, each company has a history that contributed to the creation of the resource basis.
This history is unique, not reproducible and for an outside company hard to track and therefore
very difficult to imitate. Second, complex causal interrelations (causal ambiguity) between the
resources of a company and the resulting competitive advantages have to be mentioned (Collis &
- 11 -
Montgomery, 1995, p. 122). Therefore, it remains unclear what organizational capabilities and
routines contribute to the relative competitive strength of the company. Third, complex
interaction patterns, consisting of immaterial and material resources (social complexity) make it
increasingly difficult to copy. Fourth, imitation barriers due to time characteristics can be
identified. Often, attempts to imitate a certain practice fail because experience deficits or know-
how shortcomings are very difficult to compensate due to inefficiencies as a result of time
pressure and multiplying effects in favor of the established company.
Although basically every company has the opportunity to implement management practices, the
implications of an implementation on organizational characteristics and the performance of a
plant are most likely different. Through different decisions during the implementation process, a
specific resource basis is developed over time that is not reproductive and therefore not to copy.
Causal ambiguity and social complexity evolve because it is unclear for competitors, which
resources and resource combinations generated in connection with the implementation of
management practices contributed to the success. Furthermore, companies that implement
management practices earlier can also begin earlier to accumulate application experience over
time and therefore realize a knowledge advantage.
Substitutability of resources
Another success contribution of a resource is determined by its potential to be substituted by
another resource. The less a resource is protected from substitution the lower its value and
strategic potential. The logic behind follows a similar argumentation as above.
Although the strategic value of an immaterial resource, built-up through the implementation of
management practices, can diminish because of substitute resources – e.g. developed
technological know-how is always in danger of substitution due to permanent technological

- 12 -
change (Thiele, 1997) – the underlying significant and company-specific changes especially of
the immaterial resource basis make it also not easy to achieve the particular outcome.
Capability to create additional customer benefit
In order to be of competitive relevance, a resource has to significantly contribute so that the
products of a company provide additional benefit to the customer.
Successfully implemented management practices can have a positive influence on various
performance measures. An improvement of time, quality and cost factors can provide additional
customer benefit in form of a better price value of the products.
It can be concluded that management practices can build-up immaterial, strategic relevant
resources. Normally, not isolated but only combined resources lead to company-specific core
competencies and therefore sustainable competitive advantages (Grant, 1998). Core
competencies evolve from complex combinations of capabilities and routines (immaterial assets)
and material assets and not only consist of knowledge, but also of the ambition and skills (Suter,
1995). In order to be considered a core competency, according to Barney, such resources have to
significantly improve the competitive position of a company in a sustainable way, be, in line
with the resource-based view, not imitable and unique and, most of all, enable supportive
organizational structures and processes within a company to allow the full utilization of the core
competency potentials (Barney, 1997).
Management practices as comprehensive approaches that aim to not only extending or changing
the internal resource basis but always also changing organizational structures and processes
contribute especially to the development of utilizing core competencies (Reiß, 1997). Such a

- 13 -
competency acquisition can only be achieved over time by learning capabilities, routines and
organization-specific supportive structures and processes (Schoemaker, 1992).
This leads to the hypothesis that a relatively early adoption of management practices has a
positive effect on the relative competitive position of a company in the creation of utilizable core
competency potentials because of learning effects and time-based advantages.
THE HIGH PERFORMANCE MANUFACTURING PROJECT
This analysis is based on data gathered in the context of the High Performance Manufacturing
(HPM) project, formerly also known as World Class Manufacturing project (Schroeder & Flynn,
2001). In this project, universities in five countries – Japan, USA, Germany, Italy and the United
Kingdom – collected data of manufacturing plants in three industries: the automobile industry,
the electronic industry and the engineering industry. Each plant received 26 structured
questionnaires for employees from different departments and hierarchy levels, asking questions
about the subjects technology management, manufacturing strategy, human resource
management, Just-in-Time, information management and quality management. The objective
was to gather information that cover a multitude of aspects of state-of-the-art manufacturing
structures. By using many different questionnaires it could not only be assured that data from
different departments and competent persons were collected but also that information from the
entire plant was gathered (Milling, 1998). All together, 155 manufacturing plants were included
in the analysis and served as a basis for the empirical research described in the following.

- 14 -
THE DIFFUSION OF MANAGEMENT PRACTICES
The patterns of the diffusion of different management practices vary significantly between
plants, countries and industries. As can be seen in Table 1, concepts of quality improvement are
more implemented than any other management practice. In Italy, even all plants claim to have
such concepts in place; in Germany it is 93.3%. Less than half of all plants in most countries
adopted Simultaneous Engineering. Germany represents the exception with a diffusion rate of
63.6%. Just-in-Time concepts have the highest diffusion in the USA, even more than in Japan,
where this practice was originated. Since Just-in-Time normally aims to optimize the extended
supply chain (Zibell, 1990), it is even more surprising that only 20% of the plants in the USA
claim to have supplier involvement in place.
quality improvement Just-in-Time
employee- oriented practices
strategic manufacturing
orientation
supplier involvement
Simultaneous Engineering
GER 93.9% 72.7% 87.9% 87.9% 69.7% 63.6%JPN 78.4% 70.3% 70.3% 70.3% 70.3% 40.5%USA 83.3% 73.3% 60.0% 60.0% 20.0% 46.7%ITL 100.0% 58.8% 73.3% 73.3% 50.0% 41.2%UK 23.8% 19.0% 19.0% 19.0% 4.8% 23.8%
Table 1: Degree of implementation in 1996
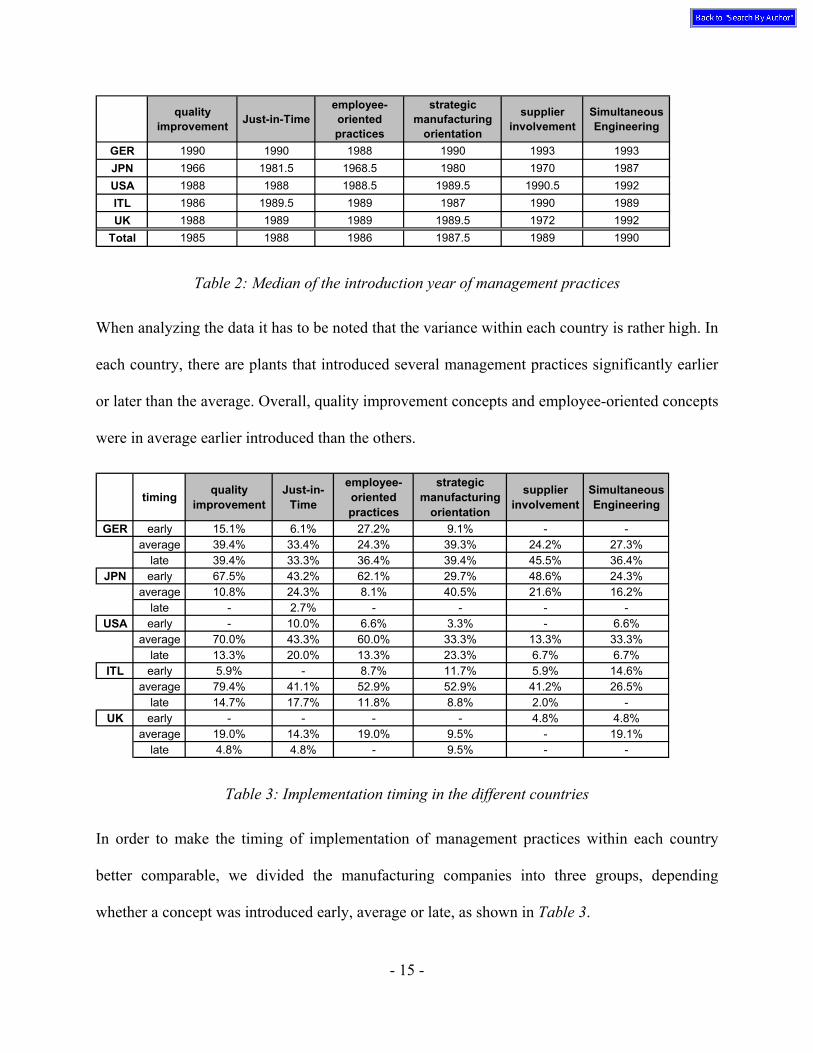
Besides these differences in applied management practices, there are also considerable
differences in terms of when these management practices were introduced. Table 2 shows the
Median of the year of introduction of each management practice in the different countries. It is
noticeable that German plants introduced all but employee-oriented practices later than the
plants in other countries. Japanese plants, on the other hand, introduced all practices earlier than
the plants in the other countries.
- 15 -
quality improvement Just-in-Time
employee- oriented practices
strategic manufacturing
orientation
supplier involvement
Simultaneous Engineering
GER 1990 1990 1988 1990 1993 1993JPN 1966 1981.5 1968.5 1980 1970 1987USA 1988 1988 1988.5 1989.5 1990.5 1992ITL 1986 1989.5 1989 1987 1990 1989UK 1988 1989 1989 1989.5 1972 1992
Total 1985 1988 1986 1987.5 1989 1990
Table 2: Median of the introduction year of management practices
When analyzing the data it has to be noted that the variance within each country is rather high. In
each country, there are plants that introduced several management practices significantly earlier
or later than the average. Overall, quality improvement concepts and employee-oriented concepts
were in average earlier introduced than the others.
timing quality improvement
Just-in-Time
employee- oriented practices
strategic manufacturing
orientation
supplier involvement
Simultaneous Engineering
GER early 15.1% 6.1% 27.2% 9.1% - -average 39.4% 33.4% 24.3% 39.3% 24.2% 27.3%
late 39.4% 33.3% 36.4% 39.4% 45.5% 36.4%JPN early 67.5% 43.2% 62.1% 29.7% 48.6% 24.3%
average 10.8% 24.3% 8.1% 40.5% 21.6% 16.2%late - 2.7% - - - -
USA early - 10.0% 6.6% 3.3% - 6.6%average 70.0% 43.3% 60.0% 33.3% 13.3% 33.3%
late 13.3% 20.0% 13.3% 23.3% 6.7% 6.7%ITL early 5.9% - 8.7% 11.7% 5.9% 14.6%
average 79.4% 41.1% 52.9% 52.9% 41.2% 26.5%late 14.7% 17.7% 11.8% 8.8% 2.0% -
UK early - - - - 4.8% 4.8%average 19.0% 14.3% 19.0% 9.5% - 19.1%
late 4.8% 4.8% - 9.5% - -
Table 3: Implementation timing in the different countries
In order to make the timing of implementation of management practices within each country
better comparable, we divided the manufacturing companies into three groups, depending
whether a concept was introduced early, average or late, as shown in Table 3.
- 16 -
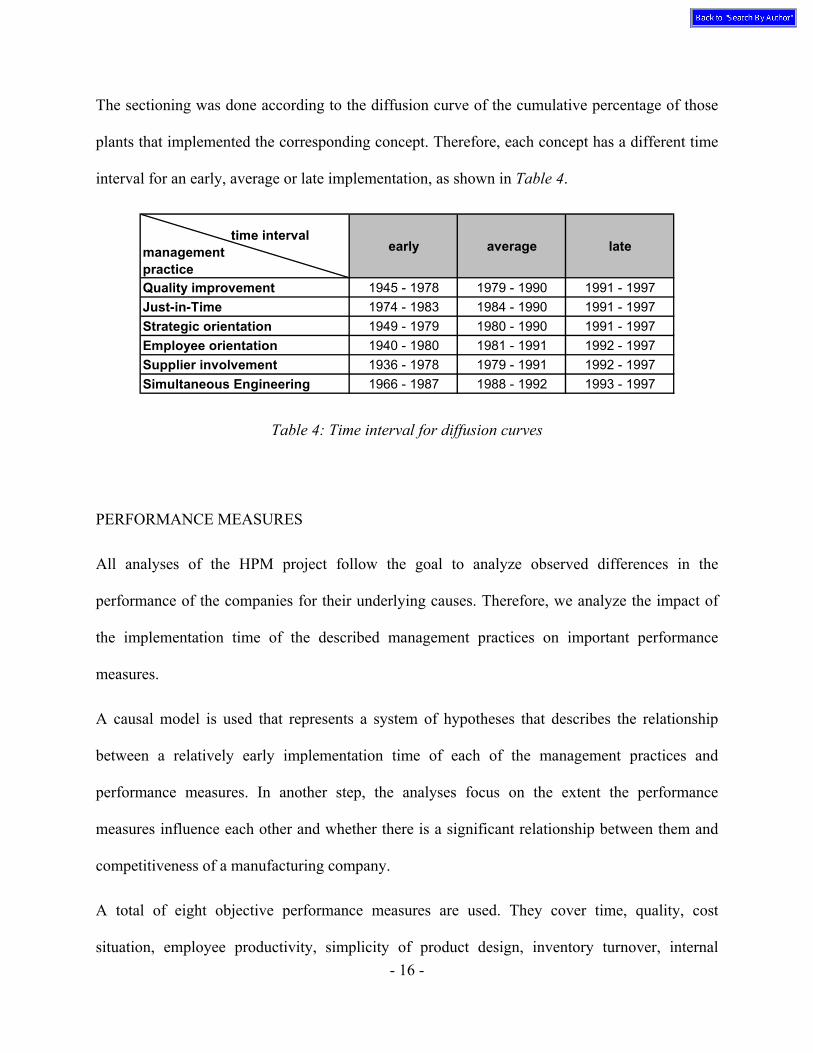
The sectioning was done according to the diffusion curve of the cumulative percentage of those
plants that implemented the corresponding concept. Therefore, each concept has a different time
interval for an early, average or late implementation, as shown in Table 4.
time intervalmanagementpractice
early average late
Quality improvement 1945 - 1978 1979 - 1990 1991 - 1997Just-in-Time 1974 - 1983 1984 - 1990 1991 - 1997Strategic orientation 1949 - 1979 1980 - 1990 1991 - 1997Employee orientation 1940 - 1980 1981 - 1991 1992 - 1997Supplier involvement 1936 - 1978 1979 - 1991 1992 - 1997Simultaneous Engineering 1966 - 1987 1988 - 1992 1993 - 1997
Table 4: Time interval for diffusion curves
PERFORMANCE MEASURES
All analyses of the HPM project follow the goal to analyze observed differences in the
performance of the companies for their underlying causes. Therefore, we analyze the impact of
the implementation time of the described management practices on important performance
measures.
A causal model is used that represents a system of hypotheses that describes the relationship
between a relatively early implementation time of each of the management practices and
performance measures. In another step, the analyses focus on the extent the performance
measures influence each other and whether there is a significant relationship between them and
competitiveness of a manufacturing company.
A total of eight objective performance measures are used. They cover time, quality, cost
situation, employee productivity, simplicity of product design, inventory turnover, internal
- 17 -
development of production facilities and flexibility of production planning. In order to conduct
the model analysis and to compare the measures, performance measures are standardized across
all three industries. In addition, they have been adjusted so that high values always represent
better performance than lower values. Therefore, values larger than zero represent a better than
average performance among the analyzed plants.
The cost situation of a plant is derived by dividing the total manufacturing costs of a year by the
annual turnover. The result is currency-independent and allows for direct comparison of all
plants. The quality factor of a plant in this analysis is derived by the mean of three measures. The
ratio of products that pass the final inspection without rework and the percentage of scrap and
rework represent measures of internal quality whereas the ratio of products returned by
customers because of defects represents external quality.
The time factor of a manufacturing plant is also derived by the mean of three standardized
measures. Considered are the lead time of the products from the reception of the customer order
until the delivery of the products, the lead time from reception of the raw material until the
customer receives the order and the ratio of orders that are delivered on time. Due to the
increasing time-based competition, it is especially important for manufacturing operations to be
able to change the production plan with short notice or determining the production as late as
possible, respectively. The extent of such flexibility of the production planning is measured by
the length of the time horizon reserved for determining the production program.
The relation between the total manufacturing costs and the value of the inventory is interpreted
as a substitute measure for inventory turnover. The higher the inventory turnover the more
efficient the plant uses its capital equipment. The inventory value is determined by the average
annual value of finished goods, raw material and work in process. Furthermore, employee

- 18 -
productivity is considered. High employee productivity provides potential for differentiation
compared to competitors because machine productivity is relatively similar among all companies
(Lay, Dreher & Kinkel, 1999). Employee productivity is determined by standardizing the
measure “value added per employee”.
The extent of internal development of production facilities is also determined by the mean of
three measures: The percentage of production facilities designed internally but produced
externally, the percentage of production facilities designed and built internally, and the number
of engineering change orders. The simplicity of product design is evaluated on a Likert-scale.
This is considered to be relevant because the complexity in terms of technological design and
variety of product choice should remain manageable despite increasing requirements and over-
engineering should be prevented (Ehrlenspiel, 1995).
Competitiveness is only measured by the companies’ perception of its own performance
compared to its competition, on a subjective base. The dimensions are quality of product
conformance, delivery performance, fast delivery, flexibility to change volume, cycle time (from
the receipt of raw materials to shipment), and customer support service. These elements are
weighed to determine an overall rating.
MODEL HYPOTHESES CONSIDERING PERFORMANCE MEASURES
The hypotheses are based on the assumption that the desired positive effects of management
practices on performance is dependent on the time of introduction. The earlier a certain practice
is implemented the longer the experience, the longer the learning curve and the better the
outcome. The following tables show the sets of hypotheses:
- 19 -
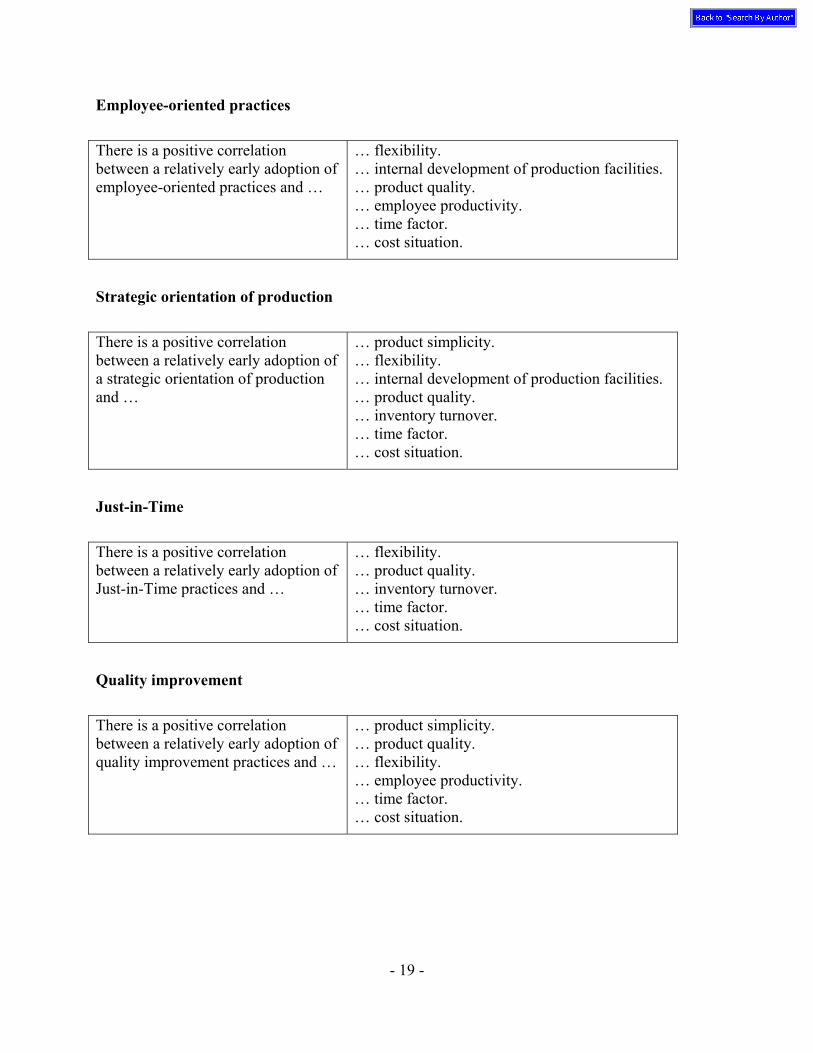
Employee-oriented practices
There is a positive correlation between a relatively early adoption of employee-oriented practices and …
… flexibility. … internal development of production facilities. … product quality. … employee productivity. … time factor. … cost situation.
Strategic orientation of production
There is a positive correlation between a relatively early adoption of a strategic orientation of production and …
… product simplicity. … flexibility. … internal development of production facilities. … product quality. … inventory turnover. … time factor. … cost situation.
Just-in-Time
There is a positive correlation between a relatively early adoption of Just-in-Time practices and …
… flexibility. … product quality. … inventory turnover. … time factor. … cost situation.
Quality improvement
There is a positive correlation between a relatively early adoption of quality improvement practices and …
… product simplicity. … product quality. … flexibility. … employee productivity. … time factor. … cost situation.
- 20 -
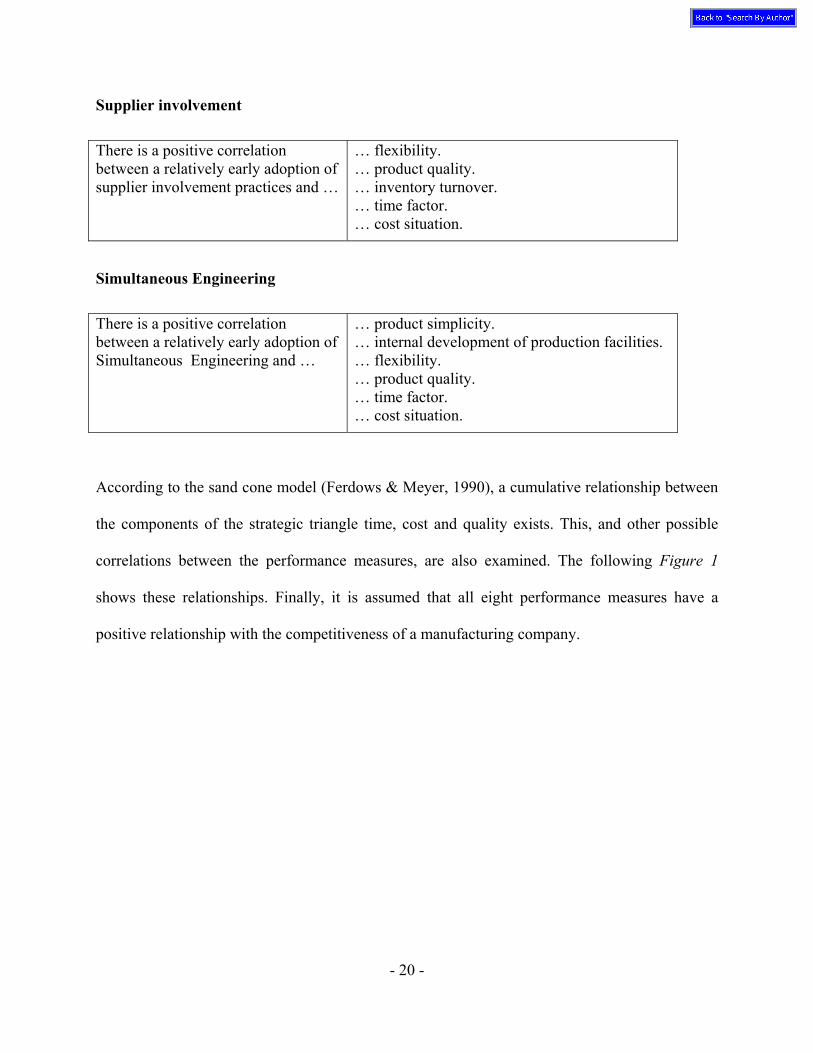
Supplier involvement
There is a positive correlation between a relatively early adoption of supplier involvement practices and …
… flexibility. … product quality. … inventory turnover. … time factor. … cost situation.
Simultaneous Engineering
There is a positive correlation between a relatively early adoption of Simultaneous Engineering and …
… product simplicity. … internal development of production facilities. … flexibility. … product quality. … time factor. … cost situation.
According to the sand cone model (Ferdows & Meyer, 1990), a cumulative relationship between
the components of the strategic triangle time, cost and quality exists. This, and other possible
correlations between the performance measures, are also examined. The following Figure 1
shows these relationships. Finally, it is assumed that all eight performance measures have a
positive relationship with the competitiveness of a manufacturing company.

- 21 -
Employee productivity Time factor
Quality factor
Product simplicity
Cost situation
Inventory turnover
Internal development of production facilities
Flexibility of production planning
Figure 1: Suspected relationships among performance measures
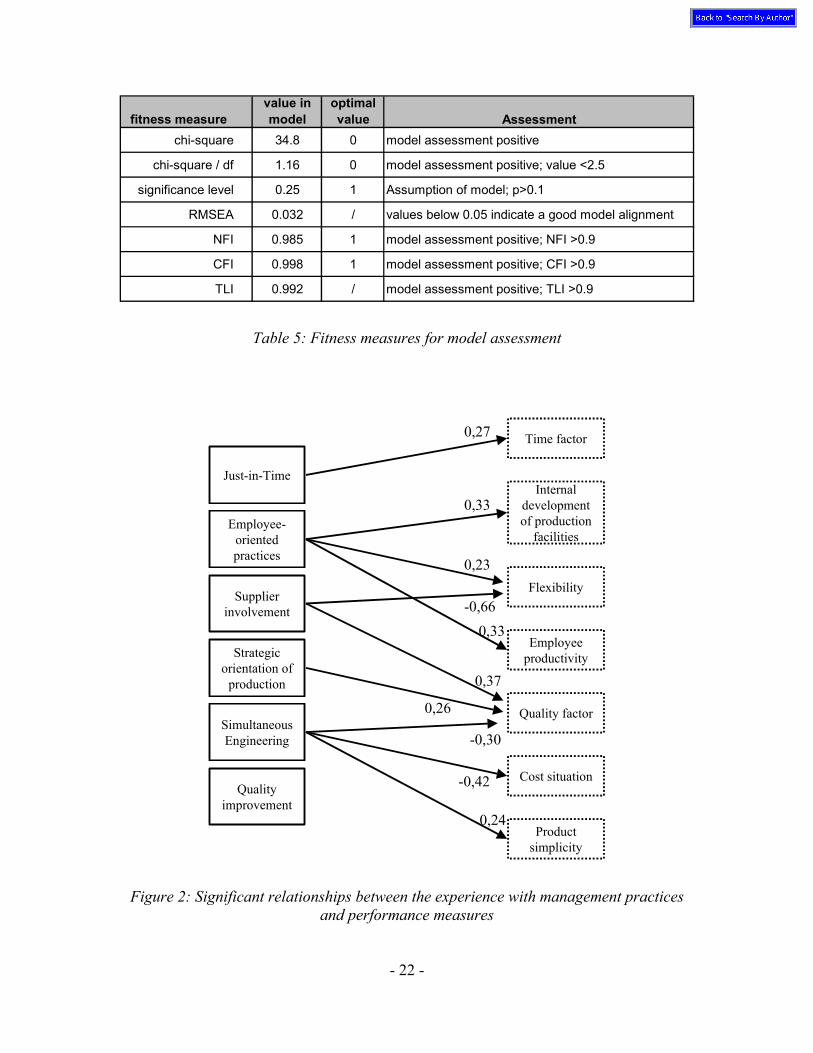
MODEL EVALUATION AND IMPLICATIONS
As shown in Table 5, the goodness of fit of the model is assessed according to generally accepted
criteria (see e.g. Homburg & Baumgartner, 1995). As it is shown, all specified requirements are
met. Therefore, the goodness of fit is considered to be positive. The model confirms many but
not all model hypotheses. Figure 2 shows all significant (p<0.1) positive and negative
correlations of the estimated standardized regression coefficients.
Several significant positive correlations between the early implementation of management
practices and objective performance measures exist. However, no practice can claim to improve
all performance measures by an early implementation.
- 22 -
fitness measurevalue in model
optimal value Assessment
chi-square 34.8 0 model assessment positive
chi-square / df 1.16 0 model assessment positive; value <2.5
significance level 0.25 1 Assumption of model; p>0.1
RMSEA 0.032 / values below 0.05 indicate a good model alignment
NFI 0.985 1 model assessment positive; NFI >0.9
CFI 0.998 1 model assessment positive; CFI >0.9
TLI 0.992 / model assessment positive; TLI >0.9
Table 5: Fitness measures for model assessment
Employee-oriented practices
Supplier involvement
Strategic orientation of
production
Simultaneous Engineering
Quality improvement
Just-in-Time
Time factor
Internal development of production
facilities
Flexibility
Quality factor
Employee productivity
Cost situation
Product simplicity
0,27
0,33
0,23
-0,660,33
0,37
0,26
-0,30
-0,42
0,24
Figure 2: Significant relationships between the experience with management practices and performance measures

- 23 -
A relatively long experience with employee-oriented practices shows a significant impact on
three performance measures. Additionally, the fact that several negative correlations have been
identified indicates that companies also have to consider certain risks. Furthermore, we could not
find significant positive correlations with cost situation and inventory turnover. Also, longer
experience with individual practices does not necessarily lead to a better performance. However,
we did not examine whether longer experience with a combination of management practices
have a stronger positive influence on these performance measure.
According to our findings, the early implementation of the Just-in-Time concept influences only
the time factor positively. Therefore, companies having a relatively long experience with Just-in-
Time can build up advantages in the increasingly important time-based competition over time.
However, there was no significant correlation with the quality factor and inventory turnover,
although both variables are important elements of the Just-in-Time concept (Stötzle, 1999). One
possible reason might be that companies aim to improve their material flow rather than their total
inventory. Maybe companies can optimize their material flows throughout their processes,
reduce their work-in-progress inventory and increase their on-time deliveries. However, if
deliveries to the customer themselves cannot be speeded up despite faster material flows,
inventories of finished goods prevent an improvement of inventory turnover as measured by the
data. That there is not a significant correlation between the Just-in-Time concept and the quality
factor can be explained by the fact that in order to realize Just-in-Time, even average product
quality is sufficient and no further efforts are undertaken. The lack of a significant relationship
between Just-in-Time and cost situation indicates that efforts to improve the time factor also
cause certain costs. However, there is also no negative correlation present.

- 24 -
An early adoption of strategic orientation of production as a management practice, leads to
higher quality levels. This confirms the assumption that often only long-term commitment
enables a successful realization of such strategies since it requires a considerable amount of time
to apply proper operations in the production. Also, the results of such strategic initiatives are
only perceived after some time. Although there is a positive correlation between the strategic
orientation of the production and the time factor, cost situation and flexibility, they are not
significant. Therefore, the respective hypotheses cannot be supported.
Furthermore, the results of our study suggest that employee-oriented practices should be
implemented with a long-term perspective in order to have a positive impact on performance. In
our model, experience with employee-oriented practices influence positively flexibility, the
internal development of production facilities and employee productivity. Complex decisions
about employee-oriented concepts, especially on designing and planning organizational
structures, work content, personal development and company culture, cause positive long-term
changes for a company. However, we could not find a significant correlation with the
components of the strategic triangle, namely the cost situation, the quality factor and the time
factor. Although this was surprising, it indicates that additional factors have to be considered in
order to improve quality, cost and time performance measures besides the early adoption of
employee-oriented practices.
The early adoption of Simultaneous Engineering has a significant positive influence on product
simplicity. It seems that plants with many years of experience better realize the possible
improvements resulting from lower degrees of complexity. Surprisingly, increasing experience
with Simultaneous Engineering showed a significantly negative correlation with the quality
factor and the cost situation. It seems that a longer implementation of this concept bears certain

- 25 -
risks. An explanation might be that companies demand too much over time in terms of speed-to-
market. Too much concurrent work combined with time pressure might increase the risk of
designing a defective product (Ehrlenspiel, 1995) and raise costs beyond the benefits gained
(Corsten, 1997).
Regarding supplier involvement, the hypothesis that a long experience with the related practices
increases the quality factor was confirmed. It is very likely that companies who maintain good
relationships with their suppliers especially focus on activities that ensure high quality.
Developing such relationships over time improves the common understanding of quality
standards and even integrating quality assurance systems is more likely. Surprisingly, at a first
glance, there is a significant negative correlation between longer supplier involvement and
flexibility. However, this could be caused by accompanying practices like vertical disintegration
or reduction on the number of suppliers, which are only hard to reverse and increase the
dependencies. Such dependencies might also support opportunistic behavior of suppliers (for an
overview on opportunistic behavior, see Böhme A., 1999). This can also explain that there are no
significant positive correlations between the early adoption of supplier involvement and relative
advantages in terms of time, cost and inventory turnover.
The empirical data did not reveal any significant correlation between quality improvement
programs and the performance measures. Even the quality measure was not significantly
influenced. This can be explained by the fact that most companies in this study already
accomplished a relatively high quality standard, the ones with longer experiences as well as the
ones with less experience. It is possible that companies did improve continuously over time on
certain performance measures in the past. However, due to the fact that most of the underlying
data are cross-sectional rather than longitudinal, we cannot analyze this in more detail.
- 26 -
Nevertheless, the analysis suggests that most companies already realized the importance of
quality aspects for their competitiveness and achieved quality improvements even without long
experience.
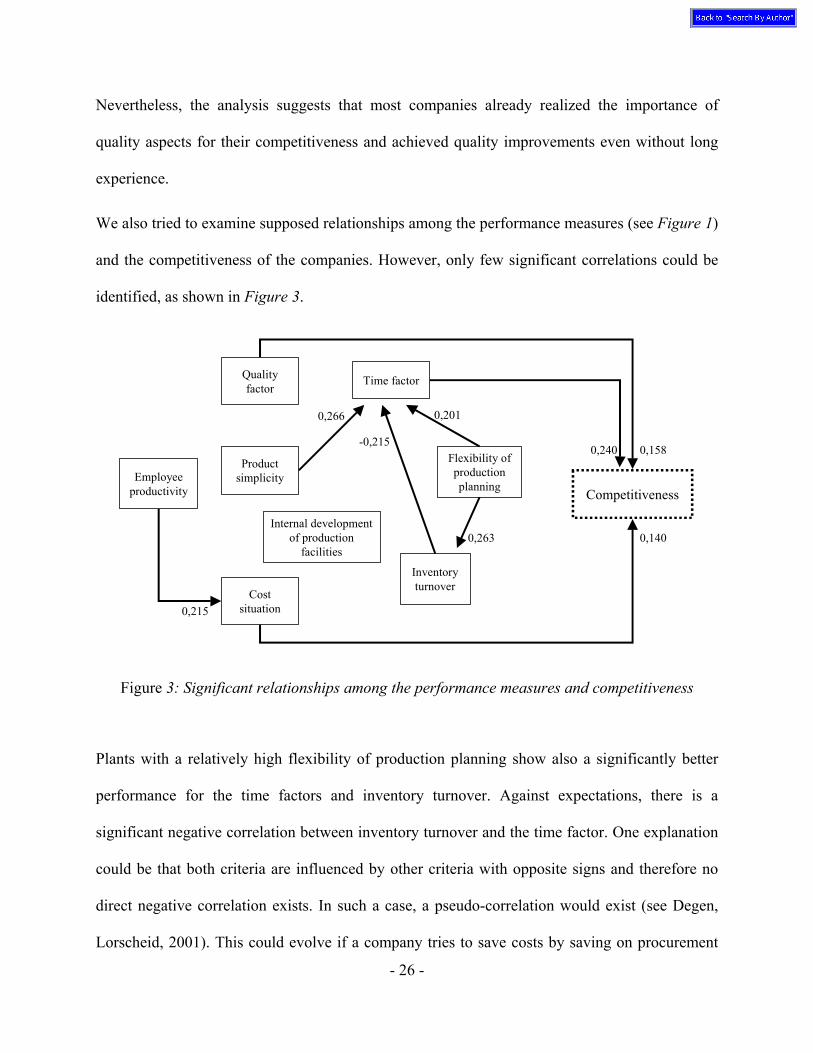
We also tried to examine supposed relationships among the performance measures (see Figure 1)
and the competitiveness of the companies. However, only few significant correlations could be
identified, as shown in Figure 3.
Employee productivity
Time factorQuality factor
Product simplicity
Cost situation
Inventory turnover
Internal development of production
facilities
Flexibility of production planning
0,266
Competitiveness
-0,215
0,201
0,263
0,240 0,158
0,140
0,215
Figure 3: Significant relationships among the performance measures and competitiveness
Plants with a relatively high flexibility of production planning show also a significantly better
performance for the time factors and inventory turnover. Against expectations, there is a
significant negative correlation between inventory turnover and the time factor. One explanation
could be that both criteria are influenced by other criteria with opposite signs and therefore no
direct negative correlation exists. In such a case, a pseudo-correlation would exist (see Degen,
Lorscheid, 2001). This could evolve if a company tries to save costs by saving on procurement
- 27 -
and distribution on the one hand and by reducing inventory on the other hand. While the first
action potentially has a negative effect on the time factor, a reduction of inventory leads to a
higher inventory turnover and has therefore a positive effect on the time factor.
The only significant positive correlation with competitiveness was found for time, quality and
cost situation. Therefore, this strongly supports the hypothesis about the strategic relevance of
these three elements of the strategic triangle for manufacturing companies.
CONCLUSION AND FUTURE RESEARCH
Although the analyses described above did not support all our hypotheses about the impact of the
adoption of management practices on the performance on a company, the results point out that
the early adoption of management practices improve the operational performance. The fact that
several hypotheses could not be supported suggests that additional research has to be done. In
particular future research will try to investigate why for several variables a negative correlation
was identified where a positive was expected. This hints that additional measures and indicators
have to be considered in future research. In addition, the research investigates process related and
dynamic issues. However, since the largest portion of data in the database is only cross-sectional
and only some allow to analyze change over time, the results have to be interpreted in the light of
this. Therefore, the future research of the High Performance Manufacturing research groups aims
at collecting longitudinal data – the data collection already started at the end of 2003 – to
overcome this limitation.

- 28 -
REFERENCES
Bamberger, I. & Wrona, T. (1996). Der Ressourcenansatz und seine Bedeutung für die strategische Unternehmensführung. Zeitschrift für betriebswirtschaftliche Forschung, Vol. 48, No. 2, pp. 130-153.
Barney, J. B. (1997). Gaining and sustaining competitive advantage. New York.
Bates, K., Blackmon, K., Flynn &, J. E., Voss, C. (2001). Manufacturing strategy: Building capability for dynamic markets. In R. G. Schroeder & B. B. Flynn (Eds.), High Performance Manufacturing. Global Perspectives. New York, pp. 235-239.
Blackburn, J. D. (1991). Time-based competition – the next battleground in American manufacturing. Homewood, IL.
Böhme, A. (1998). Die Ausgestaltung von Abnehmer-Zulieferer-Beziehungen. Köln, Germany.
Böhme, M. (1998). Implementierung von Managemetkonzepten. Wiesbaden, Germany.
Bullinger, H.-J. et al. (1995). Simultaneous Engineering. In E. Zahn (Ed.), Handbuch Technologiemanagement. Stuttgart, Germany.
Chandler, A. D. (1962). Strategy and structure, chapters in the history of the industrial enterprise. Cambridge.
Collis, D. J. & Montgomery, C. (1995). Competing on resources: strategy in the 1990s. Harvard Business Review, Vol. 73, No. 4, pp. 118-128.
Corsten, H (1997). Zeitmanagement auf der Grundlage von Simultaneous Engineering. Kaiserslautern, Germany.
Corsten, H. & Will, T. (1995). Wettbewerbsvorteile durch strategiegerechte Produktionsorganisation. In H. Corsten (Ed.), Produktion als Wettbewerbsfaktor. Wiesbaden, Germany, pp. 1-13.
Cotton, J. L. (1993). Employee involvement. Methods for improving performance and work attitudes. Newbury Park, UK.
Degen, H. & Lorscheid, P. (2001). Statistik-Lehrbuch: mit Wirtschafts- und Bevölkerungsstatistik. München, Wien, p. 70.
Ehrlenspiel, K. (1995). Integrierte Produktentwicklung. Methoden für Prozeßorganisation, Produkterstellung und Konstruktion. München, Wien.
Eisenkopf, A. (1994). Just-in-Time-orientierte Fertigungs- und Logistikstrategien. Hamburg, Germany.
- 29 -
Ellram, L. M. (1991). A managerial guideline for the development and implementation of purchasing partnerships. International Journal of Purchasing and Materials Management, Vol. 27, No. 2, pp. 10-16.
Ferdows, K. & Meyer, A. de (1990). Lasting improvements in manufacturing performance: in search of a new theory. Journal of Operations Management, Vol. 9, No. 2, pp. 168-184.
Fine, C. H. & Hax, A. C. (1984). Designing a manufacturing strategy. Robotics & Computer Integrated Manufacturing, Vol. 1, No. 3-4, pp. 423-439.
Flynn, B. B., Schroeder & R. G., Sakakibara, S. (1994). A framework for quality management research and an associated measurement instrument. Journal of Operations Management, Vol. 11, pp. 339-366.
Görgens, J. (1994). Just-in-Time Fertigung. Konzept und modelgestützte Analyse. Stuttgart, Germany.
Grant, R. M. (1998). Contemporary strategy analysis: concepts, techniques, applications (3rd ed.). Oxford, UK.
Hartlieb, C. (1997). Konzeption eines unternehmensübergreifenden Schnittstellen-Controlling zur Realisierung einer Just-in-Time Wertschöpfungspartnerschaft. Lohfelden, Germany.
Hayes, R. H. & Wheelwright, S. C. (1984). Restoring our competitive edge. Competing through Manufacturing. New York.
Homburg, C. & Baumgartner, H. (1995). Die Kausalanalyse als Instrument der Marketingforschung. Zeitschrift für Betriebswirtschaft, Vol. 65, No. 10, pp. 1091-1108.
Knaese, B. (1996). Kernkompetenzen im strategischen Management von Banken. Wiesbaden, Germany.
Knyphausen, D. (1993). Why are firms different? Die Betriebswirtschaft, Vol. 53, p. 774.
Köditz, F. (1998). Resourceful humans. Mitarbeiterorientierte Fertigungsorganisation. Wiesbaden, Germany.
Lackes, R. (1995). Just-in-Time-Produktion. Systemarchitektur – wissensbasierte Planungsunterstützung – Informationssystem. Wiesbaden, Germany.
Lawler, E. E. (1998). Strategies for high performance organizations: the CEO report: employee involvement, TQM, and reengineering programs in Fortune 1000 corporations. San Francisco, CA.
Lay, G., Dreher, C. & Kinkel, S. (1999). Performance impacts of new production concepts. In G. Lay, P. Shapira & J. Wengel (Eds.), Innovation in production. The adoption and impacts of new manufacturing concepts in German industry. Heidelberg, New York.

- 30 -
Milling, P. & Hasenpusch, J (1999). Zielrelationen bei Geschäfts- und Fertigungsstrategien. Ein Vergleich im Rahmen des Projektes “International Manufacturing Strategy Survey”. Forschungsberichte der Fakultät für Betriebswirtschaftslehre der Universität Mannheim, No. 9903, Mannheim, Germany.
Milling, P. (1998). Wo stehen die deutschen Fertigungsbetriebe im internationalen Wettbewerb? Faktoren, Profile und Analysen des “World Class Manufacturing”. Forschungsberichte der Fakultät für Betriebswirtschaftslehre der Universität Mannheim, No. 9807, Mannheim, Germany.
Milling, P., Schwellbach, U. & Thun, R. (2000). The role of speed in manufacturing. In J. A. D. Machuca & T. Mandakovic (Eds.), POM Facing the New Millennium - Evaluating the past, leading with the present and planning the future of Operations. Sevilla, Spain.
Monden, Y. (1981). What makes the Toyota production system really tick. Industrial Engineering, Vol. 13, No. 1, pp. 36-46.
Ohno, T. (1988). Toyota production system. Beyond large-scale production. Cambridge, MA.
Penrose, E. T. (1959). The theory of the growth of the firm. Oxford, UK.
Peteraf, M. A. (1993). The cornerstones of competitive advantage: a resourced-based view. Strategic Management Journal, Vol. 14, No. 3, pp. 179-191.
Rasche, C. (1994). Wettbewerbsvorteile durch Kernkompetenzen. Ein ressourcenorientierter Ansatz. Wiesbaden, Germany.
Reiß, M. (1997). Chancen- und Risikenmanagement im Change Management. In M. Reiß, L. von Rosenstiel & A. Lanz (Eds.), Change Management. Stuttgart, Germany, pp. 5-29.
Sakakibara, S., Flynn, B. B. & Toni, A.de (2001). JiT Manufacturing: Development of infrastructure linkages. In R. G. Schroeder & B. B. Flynn (Eds.), High Performance Manufacturing. Global Perspectives. New York.
Schoemaker, P. J. H. (1992). How to link strategic vision to core capabilities. Sloan Management Review, Vol. 34, No. 1, pp. 67-81.
Schroeder, R. G. & Flynn, B. B. (2001). High performance manufacturing. Global perspectives. New York.
Skinner, W. (1969). Manufacturing – missing link in corporate strategy. Harvard Business Review, Vol. 47, No. 3.
Skinner, W. (1985). Manufacturing: the formidable competitive weapon. New York.
Stalk, G. Jr. & Hout, T. M. (1990). Competing against time – how time-based competition is reshaping global markets. New York.
Stötzle, W. (1999). Industrial Relationship. München, Wien.
- 31 -
Stuart, I. F. & Mueller, P. (1994). Total quality management and supplier partnerships: a case study. International Journal of Purchasing and Materials Management, Vol. 30, No. 1, pp. 14-20.
Suter, A. (1995). Kernfähigkeiten aktiv managen – strategisch und operativ. Io Management Zeitschrift, Vol. 64, No. 4, pp. 92-95.
Thiele, M. (1997). Kernkompetenzorientierte Unternehmensstrukturen. Wiesbaden, Germany.
Voss, C. (1989). Just-in-Time: A global status report. Berlin, Heidelberg, New York, Tokyo.
Welge, M., Al-Laham, A. (1999). Strategisches Management – Grundlagen – Prozesse – Implementierung (2nd ed.) Wiesbaden, Germany.
Wernerfelt, B. (1984). A resource-based view of the firm. Strategic Management Journal, Vol. 5, No. 2, pp. 171-181.
Zibell, R. M. (1990). Just-in-Time. Philosophie, Grundlagen, Wirtschaftlichkeit. München, Germany.
Zink, K. J. (1995). TQM als integratives Managementkonzept. Das europäische Qualitätsmodell und seine Umsetzung. München, Wien.