apf - arburg · interesting feature of our apf process. the freeformer does not require an active...
TRANSCRIPT

ww
w.a
rbur
g.co
m
ARBURG Plastic Freeforming
APF

APF –

3
A look at industrial additive manufacturing – from the point-of-view
of a machine manufacturer: This involves a practical approach, many
new solutions – and an innovative, patented process - ARBURG Plas-
tic Freeforming (APF). In other words: a completely new approach!
Additive manufacturing. With qualified standard granulate
and layers built up from tiny droplets of plastic.
industrial additive manufacturing

4
Using the freeformer, a machine developed specially for the APF process, we melt the granulate in a process similar to injection moulding involving integrated material preparation. A heated plasticising cylinder with a special screw produces a homogeneous plastic melt. The special discharge unit featuring a pulsed nozzle closure marks a new era in industrial processing: A nozzle closure controlled by high-frequency piezo technology enables extremely rapid opening and closing of the nozzle. Depending on the nozzle size, plastic droplets with a diameter of 0.15 to 0.34 mm are generated in this manner. The moving part carrier is positioned via servo motors so that each droplet is placed on the precise point previously calculated. No special processes or material additives are required in order to harden the plastic in the temperature-controlled build chamber; instead, the
tiny droplets bond together automatically as they cool. This enables us to build three-dimensional plastic parts layer-by-layer without requiring moulds or fixed cavities. Moreover, the processing of materials without emissions or waste is an interesting feature of our APF process. The freeformer does not require an active extraction system.
A high degree of processing flexibility was a further key objective taken into account during the development of the APF process. This is why we deliberately designed our freeformer as an open system. Tiny plastic droplets provide the basis for flexible adjustment options. The droplet size and process control can be influenced in a targeted manner. This gives you the freedom to individually optimise the properties of your additively
manufactured parts and to process a wide range of original materials.
Furthermore, our freeformer features several discharge units as standard. You can use these to produce functional components in various materials and colour combinations – also as durable hard/soft combinations. Self-dyeing is possible in master batches. In the case of complex part geometries, you can alternatively use one component to build up support structures.
Process principle

5
Nozzle closure
Discharge of individual droplets from the nozzle tip
Piezo actuator performs nozzle closure
Basis:Qualified standard granulate
Material preparation via screw as with injection moulding
Material reservoir between screw and nozzle tip is under pressure
The part carrier moves the part along the X and Y axes and step-by-step down-wards along the Z axis

6
APF –

7
ARBURG Plastic Freeforming means entering into a completely new
technology. Our freeformer can manufacture individual one-off
parts and small-volume batches using qualified standard granulates.
No injection mould required. Parts created directly from 3D CAD
data. With an open system that permits individual process optimisa-
tion and qualification for your own materials. Tap into a whole new
range of options for industrial additive manufacturing!
Materials and properties

8
In the APF process, a slicer software is used to prepare 3D CAD data (STL format) in layers for the machine-specific requirements. You can then use our freeformer to build your part drop-by-drop, layer-by-layer, from qualified standard granulates. Individualised, yet cost effective. Without the aid of a mould. From single-unit batches upwards. This starting point offers a host of interesting options:
• Material variety – no prefabricated materials, no manufacturer-dependent procurement
• Use of original materials e.g. to ensure resistance to ageing
• Moulded parts can be additively indi-vidualised, e.g. through the combina-tion of injection moulding and additive manufacturing
The APF process allows standard granulate and support materials to be processed in a flexible way. However, reproducible additive manufacturing requires the materials used to be qualified. The result of this qualification process is optimised process data, which includes all the important settings according to quality and material-dependent criteria. Beginning with layer-by-layer geometrical slicing to automatic processing of the 3D CAD data to generate an NC program, through to the processing temperature and discharge of the droplets.
Basis: 3D CAD data in STL format
Slicing and generation
of the NC program
freeformer: layer-by-layer build-up of parts from
dropletsFinished part

9
Our material database for the APF process is growing continuously and now includes process data for numerous materials. These include:• Standard additive material types such
as ABS, PC, TPU and PA (amorphous) • Blends of these materials, e.g. PC-ABS• Special original materials such as
PP and PE (semi-crystalline), PEI (high temperature resistance), flame-proof materials, medical polylactide or biopolymers
• Water or alkaline-soluble support materials, compatible with the build material
The open system of the freeformer ensures that all slicing and process parameters are always freely programmable. This enables you to optimise processes and material qualification on an individualised basis, for example for certain additive processes or colour schemes. However, as with injection moulding, this requires some knowledge of plastics processing. Here, our expert technical advice will help you every step of the way. The part quality achievable with APF displays a particularly even and close structure - in every direction. The density, material properties and surface structure can be influenced in a targeted manner by varying the droplet size and process control. The more densely the droplets are positioned in relation to one another, i.e., the more tightly the parts are “packed”, the higher the mechanical properties.
Studies have shown that, depending on the material type, the same tensile strengths can be achieved in the layers as is the case with injection moulding.
Computer tomography image of a part produced using the APF process: homogeneous, densely structured layers.

APF – in practice
11
in practice
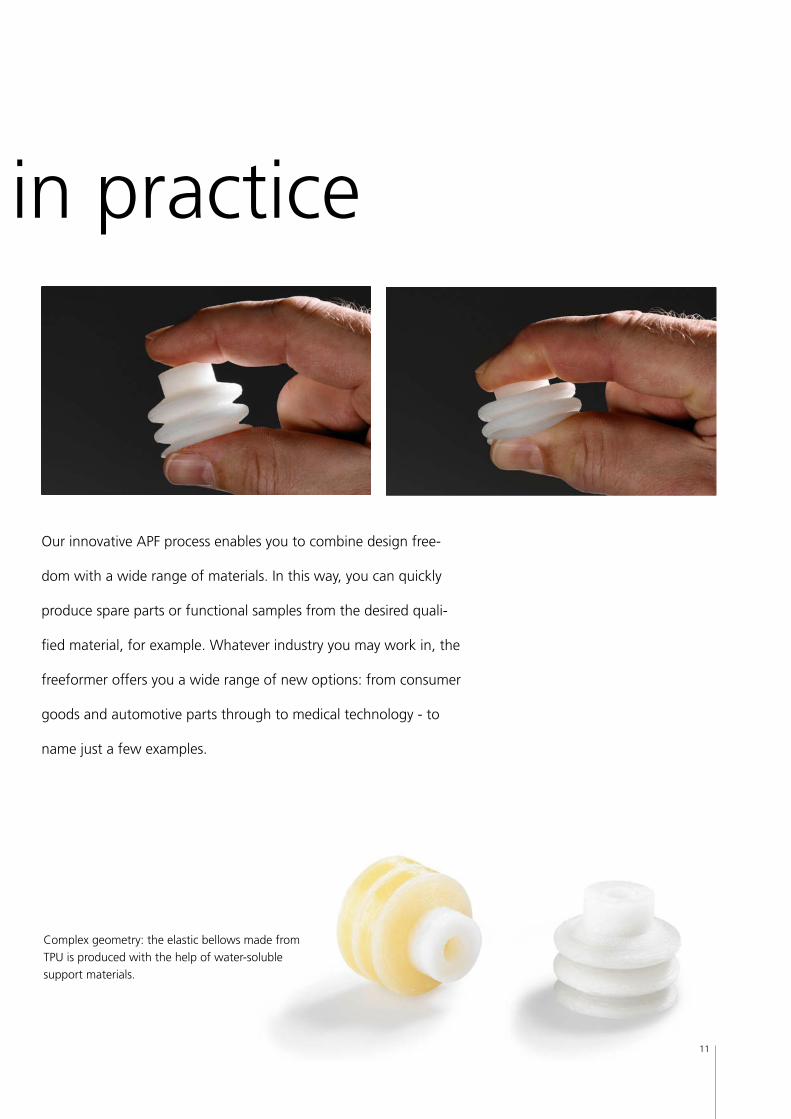
Our innovative APF process enables you to combine design free-
dom with a wide range of materials. In this way, you can quickly
produce spare parts or functional samples from the desired quali-
fied material, for example. Whatever industry you may work in, the
freeformer offers you a wide range of new options: from consumer
goods and automotive parts through to medical technology - to
name just a few examples.
Complex geometry: the elastic bellows made from TPU is produced with the help of water-soluble support materials.

12
One-off parts and small-volume batches
Functional integration
Cranial bone implant | Material: medical PLLA | Layer thickness: 0.27 mm
Cable clips with click-effect | Material: PP | Layer thickness: 0.21 mm
70 spacers for ALLROUNDERs | Material: PEI (Ultem 9085) | Layer thickness: 0.15 mm
Toothbrush with flexible head | Material: ABS | Layer thickness: 0.21 mm
Cable pulley produced as assembly| Material: Biopolyamide | Layer thickness: 0.27 mm

13
Multi-component technology
Individualisation
Gripper finger | Material: PA10 +TPE (80 Shore) | Layer thickness: 0.21 mm
Office scissors with additively applied 3D lettering | Material: PP | Layer thickness: 0.21 mm
Gripper with sealing lip and integrated air channels | Material: ABS + TPE (80 Shore) | Layer thickness: 0.21 mm
Rocker-type light switch with additive 3D finishing | Material: ABS + TPU | Layer thickness: 0.21 mm
Further examples

14
Combine different materials.
Without problems.
Work safely.
Free from dust and emissions.
Make efficient use of materials.
Without waste.
Free for

15
Qualified standard granulates or
process your own materials.
Without prior preparation.
Produce fully functional parts.
No injection mould required.
First we continuously perfected injection moulding.
Now we are developing industrial additive manufacturing. Our objective
has always remained the same: quality at affordable unit costs.
We believe there is a great deal of potential for the future in this.
greater efficiency
Process and parts
Individually optimisable.
Without limitation.

6812
17_E
N_G
B_03
2018
· Su
bjec
t to
alte
ratio
ns
Prin
ted
in G
erm
any
APF – more than just 3D printing:
• Plastic products from qualified standard granulate
• Broad range of processable materials
• Individual part optimisation and material qualification
• High-grade mechanical properties
• Efficient use of materials
ARBURG GmbH + Co KG
Arthur-Hehl-Strasse · 72290 Lossburg ·Tel.: +49 7446 33-0
www.arburg.com · [email protected]