applicateurs d'adhésif thermofusible...
TRANSCRIPT

NORDSON ENGINEERING GMBH � LÜNEBURG � GERMANY
Applicateurs d'adhésif thermofusibleSpeed‐Coat®
Manuel d’utilisation P/N 7105287_05- French -
Édition 03/12

P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
RemarqueLe présent document est valable pour tous les appareils de la série.
Numéro de commandeP/N = Numéro de commande des articles Nordson
RemarqueLe présent document est une publication Nordson protégée par la loi sur la propriété intellectuelle.
Copyright � 2003. Il est interdit de photocopier, de reproduire par un autre procédé ou de traduire le présent document,
même partiellement, en l'absence d'autorisation écrite préalable de la part de Nordson. Nordson se réserve le droit de procéder à des modifications sans préavis.
� 2012 Tous droits réservés.
Marques déposéesAccuJet, AeroCharge, Apogee, AquaGuard, Asymtek, Automove, Autotech, Baitgun, Blue Box, Bowtie, Build‐A‐Part, CanWorks, Century, CF, CleanSleeve,CleanSpray, Color‐on‐Demand, ColorMax, Control Coat, Coolwave, Cross‐Cut, cScan+, Dage, Dispensejet, DispenseMate, DuraBlue, DuraDrum, Durafiber,DuraPail, Dura‐Screen, Durasystem, Easy Coat, Easymove Plus, Ecodry, Econo‐Coat, e.DOT, EFD, Emerald, Encore, ESP, e stylized, ETI‐stylized, Excel 2000,Fibrijet, Fillmaster, FlexiCoat, Flexi‐Spray, Flex‐O‐Coat, Flow Sentry, Fluidmove, FoamMelt, FoamMix, Fulfill, GreenUV, HDLV, Heli‐flow, Helix, Horizon, HotShot, iControl, iDry, iFlow, Isocoil, Isocore, Iso‐Flo, iTRAX, JR, KB30, Kinetix, LEAN CELL, Little Squirt, LogiComm, Magnastatic, March, Maverick, MEG, Meltex,Microcoat, Micromark, Micromedics, MicroSet, Millenium, Mini Squirt, Moist‐Cure, Mountaingate, MultiScan, Nordson, Optimum, Package of Values,PatternView, PermaFlo, PicoDot, PluraFoam, Porous Coat, PowderGrid, Powderware, Precisecoat, PRIMARC, Printplus, Prism, ProBlue, Prodigy, Pro‐Flo,ProLink, Pro‐Meter, Pro‐Stream, RBX, Rhino, Saturn, Saturn with rings, Scoreguard, SC5, S. design stylized, Seal Sentry, Select Charge, Select Coat, SelectCure, Signature, Slautterback, Smart‐Coat, Solder Plus, Spectrum, Speed‐Coat, Spraymelt, Spray Squirt, Super Squirt, SureBead, Sure Clean, Sure Coat,Sure‐Max, Sure Wrap, Tela‐Therm, Tracking Plus, TRAK, Trends, Tribomatic, TrueBlue, TrueCoat, Tubesetter, Ultra, UniScan, UpTime, u‐TAH, Value Plastics,Vantage, Veritec, VersaBlue, Versa‐Coat, VersaDrum, VersaPail, Versa‐Screen, Versa‐Spray, VP Quick Fit, Walcom, Watermark, When you expect more. sontdes marques déposées - ® - de Nordson Corporation.
Accubar, Active Nozzle, Advanced Plasma Systems, AeroDeck, AeroWash, AltaBlue, AltaSlot, Alta Spray, AquaCure, Artiste, ATS, Auto‐Flo, AutoScan, Axiom,Best Choice, BetterBook, Blue Series, Bravura, CanNeck, CanPro, Celero, Chameleon, Champion, Check Mate, ClassicBlue, Classic IX, Clean Coat, Cobalt,ContourCoat, Controlled Fiberization, Control Weave, CPX, cSelect, Cyclo‐Kinetic, DispensLink, DropCure, Dry Cure, DuraBraid, DuraCoat, e.dot+, E‐Nordson,Easy Clean, EasyOn, EasyPW, Eclipse, Equalizer, Equi=Bead, Exchange Plus, FillEasy, Fill Sentry, Flow Coat, Fluxplus, G‐Net, G‐Site, Get Green With Blue,Gluie, Ink‐Dot, IntelliJet, iON, Iso‐Flex, iTrend, KVLP, Lacquer Cure, Maxima, Mesa, MicroFin, MicroMax, Mikros, MiniBlue, MiniEdge, Minimeter, MonoCure,Multifil, MultiScan, Myritex, Nano, NexJet, OmniScan, OptiMix, OptiStroke, Origin, Partnership+Plus, PatternJet, PatternPro, PCI, Pinnacle, Plasmod, PluraMix,Powder Pilot, Powder Port, Powercure, Process Sentry, Pulse Spray, PURBlue, PURJet, PurTech, Quad Cure, Ready Coat, RediCoat, RollVIA, Royal Blue, SelectSeries, Sensomatic, Shaftshield, SheetAire, Smart, Smartfil, SolidBlue, Spectral, Spectronic, SpeedKing, Spray Works, Summit, Sure Brand, SureFoam,SureMix, SureSeal, Swirl Coat, TAH, Tempus, ThruWave, TinyCure, Trade Plus, Trilogy, Ultra FoamMix, UltraMax, Ultrasaver, Ultrasmart, Universal, ValueMate,Versa, Viper, Vista, WebCure, YESTECH, 2 Rings (Design) sont des marques - � - de Nordson Corporation.
Les désignations et identifiants d'entreprise dans le présent document peuvent être des marques dont l'utilisation pardes tiers à leurs propres fins peut constituer une violation des droits.

Sommaire I
P/N 7105287_05� 2012 Nordson Corporation SPEED‐COAT
Sommaire
Nordson International O‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Europe O‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Distributors in Eastern & Southern Europe O‐1. . . . . . . . . . . . . . . . .Outside Europe / Hors d'Europe / Fuera de Europa O‐2. . . . . . . . . . .
Africa / Middle East O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Asia / Australia / Latin America O‐2. . . . . . . . . . . . . . . . . . . . . . . . . .Japan O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .North America O‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Consignes générales pour la manipulation des matières appliquées (y compris consignes spécifiques pour les matières de type PUR) 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Terminologie 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Informations des fabricants 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Responsabilité 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Risque de brûlure 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Vapeurs et gaz 0‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Substrat 0‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Température de mise en oeuvre 0‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . .Important pour les polyuréthannes matières à appliquer (PUR) 0‐4.
Sécurité 1‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Symboles de mise en garde 1‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Responsabilité du propriétaire de l’équipement 1‐2. . . . . . . . . . . . . . .
Consignes de sécurité 1‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Instructions, exigences et normes 1‐2. . . . . . . . . . . . . . . . . . . . . . . .Qualification des utilisateurs 1‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mesures de sécurité applicables dans l’industrie 1‐3. . . . . . . . . . . . .Domaine d’utilisation de l’équipement 1‐3. . . . . . . . . . . . . . . . . . . .Instructions et messages de mise en garde 1‐4. . . . . . . . . . . . . . . .Modalités d’installation 1‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Modalités de conduite 1‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Modalités de maintenance et de réparation 1‐5. . . . . . . . . . . . . . . .
Sécurité de l’équipement 1‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Mise à l’arrêt de l’équipement 1‐6. . . . . . . . . . . . . . . . . . . . . . . . . . .
Mise hors pression hydraulique du système 1‐6. . . . . . . . . . . . .Mise hors tension du système 1‐6. . . . . . . . . . . . . . . . . . . . . . . . .Désactivation des applicateurs 1‐6. . . . . . . . . . . . . . . . . . . . . . . .
Sécurité générale - Mises en garde 1‐7. . . . . . . . . . . . . . . . . . . . . . .Autres mesures de sécurité 1‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Premiers secours 1‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Consignes de sécurité spéciales 1‐11. . . . . . . . . . . . . . . . . . . . . . . . . . .Plaquettes de mise en garde apposées sur l'applicateur 1‐11. . . . .Consignes de sécurité figurant dans le manuel d’utilisation 1‐11. .

SommaireII
P/N 7105287_05 � 2012 Nordson CorporationSPEED‐COAT
Introduction 2‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Domaine d'utilisation 2‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Utilisation non conforme - Exemples - 2‐1. . . . . . . . . . . . . . . . . . . . .Risques résiduels 2‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Remarque générale 2‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Signification du code de désignation de l'appareil 2‐2. . . . . . . . . . . . .Description des composants / Mode de fonctionnement 2‐3. . . . . . .
Applicateur de type SCSM – Version hydraulique X (Standard) 2‐3Applicateur de type SCSM – Version hydraulique O ou M 2‐4. . .Applicateur de type SCSM avec corps de base en V – Version hydraulique O ou M 2‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Applicateur type SCDM 2‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Circulation de l'adhésif 2‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Buse 2‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Clinquant 2‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Buse avec trois clinquants 2‐8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Particularité du modèle en V 2‐8. . . . . . . . . . . . . . . . . . . . . . . . . . . .Module de commande Speed‐Coat 2‐9. . . . . . . . . . . . . . . . . . . . . .Chauffage 2‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Cartouche filtrante 2‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Équipements spéciaux 2‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Plaque signalétique 2‐11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Instructions pour les électrovannes avec marqueurs de température 2‐12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Déballage 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Transport 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Entreposage 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Élimination/Mise au rebut 3‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Montage 3‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Extraction des vapeurs d'adhésif 3‐2. . . . . . . . . . . . . . . . . . . . . . . . .Raccordements électriques 3‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pose des câbles 3‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Raccordement de la résistance de chauffage de l'applicateur 3‐3Raccordement des électrovannes 3‐3. . . . . . . . . . . . . . . . . . . . . . . .
Exemple : Activation via contrôleur de dépose Nordson ES 90 3‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Raccordements pneumatiques 3‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . .Fonctionnement avec de l'air non graissé à l'huile 3‐4. . . . . . . . . .Conditionnement de l'air comprimé 3‐4. . . . . . . . . . . . . . . . . . . . . . .Brancher l'air comprimé 3‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation du tuyau chauffant 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Vissage 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Dévissage 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Dépressurisation 3‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Utiliser une deuxième clé plate 3‐5. . . . . . . . . . . . . . . . . . . . . . . .
Applicateurs alimentés d'un seul côté 3‐6. . . . . . . . . . . . . . . . . . . . .Attention à la combinaison tuyau - filtre 3‐6. . . . . . . . . . . . . . . . .Changement de côté 3‐6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

Sommaire III
P/N 7105287_05� 2012 Nordson Corporation SPEED‐COAT
Utilisation 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Activation de l'électrovanne 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Réglage des températures 4‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Réglage de la pression de l'air de commande 4‐1. . . . . . . . . . . . . . . .Réglage de la pression de l'adhésif 4‐2. . . . . . . . . . . . . . . . . . . . . . . . .
Pression maxi de l'adhésif 4‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Positionnement de l'applicateur 4‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . .Application par procédé à contact 4‐3. . . . . . . . . . . . . . . . . . . . . . . . . .
Application contre la tension du substrat 4‐3. . . . . . . . . . . . . . . . . .Application contre un rouleau 4‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Calcul de la quantité d'adhésif 4‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Exemple de calcul 4‐4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Paramètres spécifiques Client 4‐4. . . . . . . . . . . . . . . . . . . . . . . . .Compte rendu de réglage 4‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Compte rendu de réglage – copie de réserve 4‐6. . . . . . . . . . . . . . . . .
Entretien 5‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Adhésifs de type PUR 5‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Dépressurisation 5‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Entretien quotidien 5‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Planning d'entretien 5‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Contrôle d'un module de commande 5‐3. . . . . . . . . . . . . . . . . . . . .Contrôle visuel (dommages apparents) 5‐3. . . . . . . . . . . . . . . . . . .Nettoyage extérieur 5‐3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Changement de sorte d'adhésif 5‐4. . . . . . . . . . . . . . . . . . . . . . . . . .Rinçage avec un produit nettoyant 5‐4. . . . . . . . . . . . . . . . . . . . . . .
Entretien régulier 5‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Planning d'entretien 5‐5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Remplacement d'une électrovanne 5‐6. . . . . . . . . . . . . . . . . . . . . . .Démontage et nettoyage de la buse 5‐7. . . . . . . . . . . . . . . . . . . . . .Montage de la buse 5‐7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Insertion d'un nouveau clinquant 5‐8. . . . . . . . . . . . . . . . . . . . . . . . .Rectification de la buse 5‐9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mesure de la cote limite de la buse 5‐9. . . . . . . . . . . . . . . . . . . . .Monter une buse Triple‐Shim 5‐10. . . . . . . . . . . . . . . . . . . . . . . . . . . .Remplacement du module de commande 5‐12. . . . . . . . . . . . . . . . .
Dépose du module de commande 5‐13. . . . . . . . . . . . . . . . . . . . .Montage du module de commande 5‐13. . . . . . . . . . . . . . . . . . . .
Nettoyage de la cartouche filtrante 5‐14. . . . . . . . . . . . . . . . . . . . . . .Démontage de la cartouche filtrante 5‐14. . . . . . . . . . . . . . . . . . . .Remplacer le tissu filtrant 5‐15. . . . . . . . . . . . . . . . . . . . . . . . . . . . .Installation de la cartouche filtrante 5‐15. . . . . . . . . . . . . . . . . . . .
Compte rendu des opérations d'entretien 5‐16. . . . . . . . . . . . . . . . . . . .
Dépannage 6‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Introduction 6‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Tableau de dépannage 6‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pièces de rechange 7‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Utilisation des listes de pièces illustrées 7‐1. . . . . . . . . . . . . . . . . . . . .
Éléments de fixation 7‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Caractérisation 7‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

SommaireIV
P/N 7105287_05 � 2012 Nordson CorporationSPEED‐COAT
Fiche technique 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Données générales 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Températures 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Pression pneumatique 8‐1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Caractéristiques électriques 8‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Dimensions et poids 8‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Consommables 8‐2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

O‐1Introduction
��2011 Nordson CorporationAll rights reserved
NI_EN_O‐0211‐MX
Nordson International
http://www.nordson.com/Directory
Country Phone Fax
EuropeAustria 43‐1‐707 5521 43‐1‐707 5517
Belgium 31‐13‐511 8700 31‐13‐511 3995
Czech Republic 4205‐4159 2411 4205‐4124 4971
Denmark Hot Melt 45‐43‐66 0123 45‐43‐64 1101
Finishing 45‐43‐200 300 45‐43‐430 359
Finland 358‐9‐530 8080 358‐9‐530 80850
France 33‐1‐6412 1400 33‐1‐6412 1401
Germany Erkrath 49‐211‐92050 49‐211‐254 658
Lüneburg 49‐4131‐8940 49‐4131‐894 149
Nordson UV 49‐211‐9205528 49‐211‐9252148
EFD 49‐6238 920972 49‐6238 920973
Italy 39‐02‐216684‐400 39‐02‐26926699
Netherlands 31‐13‐511 8700 31‐13‐511 3995
Norway Hot Melt 47‐23 03 6160 47‐23 68 3636
Poland 48‐22‐836 4495 48‐22‐836 7042
Portugal 351‐22‐961 9400 351‐22‐961 9409
Russia 7‐812‐718 62 63 7‐812‐718 62 63
Slovak Republic 4205‐4159 2411 4205‐4124 4971
Spain 34‐96‐313 2090 34‐96‐313 2244
Sweden 46‐40-680 1700 46‐40‐932 882
Switzerland 41‐61‐411 3838 41‐61‐411 3818
UnitedKingdom
Hot Melt 44‐1844‐26 4500 44‐1844‐21 5358
IndustrialCoatingSystems
44‐161‐498 1500 44‐161‐498 1501
Distributors in Eastern & Southern Europe
DED, Germany 49‐211‐92050 49‐211‐254 658

O‐2 Introduction
��2011Nordson CorporationAll rights reserved
NI_EN_O‐0211‐MX
Outside Europe / Hors d'Europe / Fuera de Europa
� For your nearest Nordson office outside Europe, contact the Nordsonoffices below for detailed information.
� Pour toutes informations sur représentations de Nordson dans votrepays, veuillez contacter l'un de bureaux ci‐dessous.
� Para obtener la dirección de la oficina correspondiente, por favordiríjase a unas de las oficinas principales que siguen abajo.
Contact Nordson Phone Fax
Africa / Middle EastDED, Germany 49‐211‐92050 49‐211‐254 658
Asia / Australia / Latin America
Pacific South Division,USA
1‐440‐685‐4797 -
JapanJapan 81‐3‐5762 2700 81‐3‐5762 2701
North AmericaCanada 1‐905‐475 6730 1‐905‐475 8821
USA Hot Melt 1‐770‐497 3400 1‐770‐497 3500
Finishing 1‐880‐433 9319 1‐888‐229 4580
Nordson UV 1‐440‐985 4592 1‐440‐985 4593
Introduction 0‐3
HMIPUR01_FR_C-0108� 2008 Nordson Corporation
Consignes générales pour la manipulationdes matières appliquées(y compris consignes spécifiques pour les matières de type PUR)
TerminologieLes matières appliquées, appelées aussi plus simplement matières dans lasuite du texte, désignent dans ce contexte des adhésifs thermofusibles, descolles, des matériaux d'étanchéité, des adhésifs liquides ainsi que d'autresmatières similaires.
REMARQUE : Les matières pouvant être mises en oeuvre avec un produitNordson déterminé sont décrites dans le manuel d'utilisation de ce produitsous les points Domaine d'utilisation et Utilisation non conforme. En cas dedoute, veuillez contacter la représentation locale de Nordson.
Informations des fabricantsLes matières doivent toujours être mises en oeuvre de manière conformeaux descriptifs et fiches de données de sécurité fournis par leurs fabricantsrespectifs.
Ces documents informent sur la manière dont il convient de mettre enoeuvre, de transporter, d'entreposer et d'éliminer les produits. Ils contiennentégalement des informations sur la réactivité et les produits de décompositionéventuellement dangereux, la toxicité, les points d'éclair, etc.
ResponsabilitéNordson décline toute responsabilité pour les risques et les dommagesimputables aux matières appliquées.
Risque de brûlureLe risque de brûlure est inhérent à la manipulation de matières chauffées. Ilconvient donc de travailler avec précaution et de porter un équipementprotecteur approprié.
Vapeurs et gazS'assurer que les concentrations des vapeurs et des gaz ne dépassent pasles limites prescrites. Les extraire au moyen de dispositifs appropriés et/ouveiller à ce que le poste de travail soit suffisamment ventilé.

Introduction0‐4
HMIPUR01_FR_C-0108 � 2008 Nordson Corporation
SubstratLe substrat devrait être exempt de poussière, de graisse et d'humidité.Effectuer des essais pour sélectionner le matériau le mieux adapté, lesconditions d'application optimales et le traitement préliminaire du substratéventuellement nécessaire.
Température de mise en oeuvreLorsque les matières à appliquer doivent être chauffées, le respect de latempérature de mise en oeuvre prescrite est déterminant pour la qualité de ladépose. Ne pas dépasser cette température ! Une surchauffe peut provoquerune carbonisation ou une calcination de la matière ayant pour conséquencedes anomalies de fonctionnement ou la défaillance de l'appareil.
Les matières doivent fondre en étant sollicitées le moins possible. Ne pas lessoumettre de façon prolongée à des contraintes thermiques inutiles. Réduirela température pendant les interruptions du travail. Dans le bac dugénérateur, la température devrait être réglée en fonction de laconsommation, c'est‐à‐dire à une valeur voisine de la température prescritepour la mise en oeuvre si la consommation est élevée, et à une valeur plusfaible si la consommation est réduite.
Si les matières sont mises en oeuvre à froid, il faut tenir compte des effetsthermiques du cisaillement et de la température ambiante et refroidir sibesoin est.
Important pour les polyuréthannes matières àappliquer (PUR)
Lors de la mise en oeuvre de matières de type polyuréthanne réactif (PUR), ilest impératif d'observer en outre les précautions suivantes :
� Porter un équipement de protection respiratoire si la concentration ensubstances nocives dépasse la valeur limite admissible.
� Réduire la température pendant les arrêts de production ou de travail etfermer la buse le plus possible. Recouvrir l'ouverture de graisse hautetempérature ou d'une bande adhésive haute température.
� Avant toute immobilisation du système de dépose pendant une duréeprolongée, rincer le système avec un produit nettoyant approprié. Utiliserexclusivement le produit recommandé par le fabricant de la matièreappliquée.
� Boucher les raccords ouverts de façon étanche à l'air.
Sécurité 1‐1
� 2011 Nordson Corporation Safe_PPA1011LUE_FR
Section 1
Sécurité
Veuillez lire ce chapitre avant d’utiliser l’équipement. Cette section dumanuel contient les recommandations et directives à suivre pour procédersans risque à l’installation, la conduite et la maintenance (désignées dans cequi suit par le terme « utilisation ») du produit décrit dans ce document(désigné dans ce qui suit par le terme « équipement »). Des consignes desécurité supplémentaires sont données dans tout le document sous forme demises en garde relatives à des interventions spécifiques.
ATTENTION : Le non-respect des mises en garde, consignes de sécurité etprocédures de prévention des risques figurant dans ce document peutentraîner des dommages corporels, dont la mort, ainsi que des dommagesmatériels.
Symboles de mise en garde
Les symboles et avertissements présentés ci-dessous sont utilisés dans lasuite de ce document pour mettre le lecteur en garde lorsque la sécurité despersonnes est en jeu ou pour identifier des situations susceptibles deprovoquer des dommages matériels. Il y a lieu de se conformer à toutes lesconsignes de sécurité suivant un mot d’avertissement.
ATTENTION : Signale une situation potentiellement dangereuse qui peutentraîner des dommages corporels graves et la mort.
PRUDENCE ! Signale une situation potentiellement dangereuse qui peutentraîner des dommages corporels mineurs ou modérés.
PRUDENCE ! (Utilisé sans symbole de mise en garde) Signale une situationpotentiellement dangereuse qui peut entraîner des dommages matériels.

Sécurité1‐2
� 2011 Nordson CorporationSafe_PPA1011LUE_FR
Responsabilité du propriétaire de l’équipement
Les propriétaires des équipements sont responsables de la gestion desinformations relatives à la sécurité, de la conformité de l’utilisation del’équipement avec toutes les dispositions et exigences réglementaires ainsique de la qualification de tous les utilisateurs potentiels.
Consignes de sécurité� Rechercher et évaluer les consignes de sécurité données dans toutes les
sources pertinentes : procédures de sécurité spécifiques en vigueur chezle propriétaire, règles de l’art, réglementations légales, informationsproduits fournies par les fabricants de matières ainsi que le présentdocument.
� Mettre les consignes de sécurité à la disposition des utilisateurs del’équipement conformément à la réglementation en vigueur. Contacter lesautorités compétentes en matière d’information.
� Conserver les consignes de sécurité, y compris les plaquettes apposéessur l’équipement, dans un bon état de lisibilité.
Instructions, exigences et normes� S’assurer que l’équipement est utilisé conformément aux instructions
données dans le présent document, aux codes et réglementations envigueur ainsi qu’aux règles de l’art.
� Le cas échéant, demander l’agrément du service de sécurité ou duservice technique de l’usine ou d’une structure ayant une fonctionsimilaire dans l’entreprise avant d’installer ou de mettre en routel’équipement pour la première fois.
� Prévoir les équipements d’urgence et de premiers secours appropriés.
� Effectuer des inspections pour vérifier que les mesures de sécurité sontrespectées.
� Évaluer à nouveau les mesures et procédures de sécurité chaque foisqu’il y a des changements au niveau du process ou de l’équipement.

Sécurité 1‐3
� 2011 Nordson Corporation Safe_PPA1011LUE_FR
Qualification des utilisateursIl appartient aux propriétaires de l’équipement de s’assurer que lesutilisateurs :
� ont reçu une formation à la sécurité appropriée à leur missionconformément aux réglementations en vigueur et aux règles de l’art
� ont été familiarisés avec les modalités et procédures de préventiondes accidents et de sécurité du propriétaire de l’équipement
� sont formés par une autre personne qualifiée à utiliser l’équipement età exécuter les tâches spécifiques requisesREMARQUE : Nordson peut proposer une formation à l’installation,la conduite et la maintenance d’un équipement spécifique. Veuillezcontacter le représentant local de Nordson pour plus ampleinformation
� possèdent un savoir faire industriel et commercial spécifique et uneexpérience appropriée à leur mission
� sont capables physiquement d’accomplir leur mission et ne sont passous l’influence d’une substance diminuant leurs capacités physiqueset mentales
Mesures de sécurité applicables dans l’industrie
Les mesures de sécurité suivantes s’appliquent à l’utilisation de l’équipementde la manière décrite dans le présent document. Les informations donnéesdans ce cadre ne couvrent pas toutes les mesures de sécurité possiblesmais présentent celles qui sont les meilleures pour un équipement auxrisques potentiels comparables utilisé dans des industries comparables.
Domaine d’utilisation de l’équipement� L’équipement ne doit être utilisé qu’aux fins décrites et dans les limites
spécifiées dans le présent document.
� Ne pas modifier l’équipement.
� Ne pas utiliser de matières incompatibles ni de dispositifs auxiliaires nonhomologués. Contacter le représentant local de Nordson pour toutequestion relative à la compatibilité des matières ou à l’utilisation dedispositifs auxiliaires non standard.

Sécurité1‐4
� 2011 Nordson CorporationSafe_PPA1011LUE_FR
Instructions et messages de mise en garde� Lire et suivre les instructions données dans le présent document et les
autres documents de référence.
� Se familiariser avec l’emplacement et la signification des marquages etplaquettes de mise en garde apposés sur l’équipement. Voir Marquageset plaquettes de mise en garde à la fin de cette section.
� En cas de doute quant au mode d’utilisation de l’équipement, contacter lereprésentant local de Nordson et demander son assistance.
Modalités d’installation� Installer l’équipement en procédant conformément aux instructions
fournies dans le présent document et dans la documentation relative auxdispositifs auxiliaires.
� S’assurer que l’équipement est conçu pour l’environnement dans lequel ilva être utilisé. Cet équipement n’a pas été certifié conforme à la DirectiveATEX ni comme étant non-incendiaire et il convient de ne pas l’installerdans des environnements potentiellement explosibles.
� S’assurer que les caractéristiques de mise en œuvre de la matière necréeront pas de danger. Consulter la Fiche de données de sécurité de lamatière.
� Si l’équipement doit être installé avec une configuration qui n’est pas enadéquation avec les instructions données pour l’installation, contacter lereprésentant local de Nordson et demander son assistance.
� Positionner l’équipement de manière à ce qu’il puisse fonctionner sansrisque. Respecter les espaces libres exigés entre l’équipement et lesobjets environnants.
� Installer des sectionneurs verrouillables pour séparer de leurs sources decourant respectives l’équipement et tous les dispositifs auxiliaires ayantune alimentation électrique indépendante.
� Mettre tous les équipements à la terre correctement. Pour les exigencesspécifiques, contacter les services locaux responsables du code dubâtiment.
� Veiller à ce que tous les fusibles aient le type et le dimensionnementcorrects et soient installés dans les équipements où ils sont requis.
� Contacter les autorités compétentes pour déterminer les permis etinspections exigés pour l’installation.
Modalités de conduite� Se familiariser avec l’emplacement et le fonctionnement de tous les
éléments de signalisation et dispositifs de sécurité.
� Vérifier que l’équipement, y compris tous les dispositifs de sécurité(carters, verrouillages, etc.), est en bon état de marche et que le milieuenvironnant satisfait aux conditions requises.
� Utiliser l’équipement de protection individuel (EPI) spécifié pour chaqueintervention. Pour les EPI requis, voir Sécurité de l’équipement ou lesinstructions données par le fabricant de la matière ainsi que la Fiche dedonnées de sécurité.
� Ne pas utiliser d’équipement fonctionnant mal ou donnant des signes dedysfonctionnement potentiel.
Sécurité 1‐5
� 2011 Nordson Corporation Safe_PPA1011LUE_FR
Modalités de maintenance et de réparation� Seul un personnel formé à cet effet et possédant une expérience
appropriée doit être autorisé à assurer la conduite ou l’entretien del’équipement.
� Procéder aux interventions de maintenance programmées en respectantles intervalles indiqués dans le présent document.
� Mettre le système hors pression hydraulique et pneumatique avant touteintervention sur l’équipement.
� Mettre l’équipement et tous les dispositifs auxiliaires hors tension avanttoute intervention sur l’équipement.
� Utiliser exclusivement des pièces de rechange neuves ou réusinéesagréées par Nordson.
� Lire les instructions et la Fiche de données de sécurité fournies avec lesproduits utilisés pour le nettoyage de l’équipement et s’y conformer.REMARQUE : Pour se procurer les Fiches de données de sécurité desproduits nettoyants vendus par Nordson, consulter le sitewww.nordson.com ou appeler le représentant local de Nordson.
� Avant de remettre l’équipement en service, vérifier que tous lesdispositifs de sécurité fonctionnent correctement.
� Éliminer les résidus des produits nettoyants et des matières mises enœuvre conformément à la réglementation en vigueur. Pour plus deprécisions, consulter les Fiches de données de sécurité des produits oucontacter les autorités compétentes.
� Veiller à la parfaite propreté des plaquettes de mise en garde apposéessur l’équipement. Remplacer les plaquettes usées ou endommagées.
Sécurité de l’équipement
Les présentes consignes de sécurité s’appliquent aux équipements Nordsondes types suivants :
� équipements de dépose d’adhésif thermofusible et de colle froideainsi qu’à tous leurs accessoires
� contrôleurs de dépose, temporisateurs, systèmes de détection et devérification ainsi qu’à tous les autres dispositifs de commandeoptionnels

Sécurité1‐6
� 2011 Nordson CorporationSafe_PPA1011LUE_FR
Mise à l’arrêt de l’équipementPour effectuer la plupart des procédures décrites dans le présent document,il faut d’abord mettre l’équipement à l’arrêt. Le niveau d’arrêt requis dépenddu type de l’équipement utilisé et de l’intervention à exécuter. Si besoin est, les instructions concernant la mise à l’arrêt sont spécifiées audébut de la procédure. Les niveaux d’arrêt sont les suivants :
Mise hors pression hydraulique du systèmeMettre le système complètement hors pression hydraulique avant de défaireun raccord ou un joint hydraulique quelconques. Procéder à ladépressurisation conformément aux instructions données dans le manueld’utilisation spécifique du fondoir.
Mise hors tension du systèmeSéparer le système (fondoir, tuyaux, applicateurs et dispositifs optionnels) detoutes les sources de courant avant d’accéder à un point de connexion ou uncâblage haute tension non protégés.
1. Débrancher l’équipement et tous les dispositifs auxiliaires qui lui sontconnectés (système).
2. Pour prévenir une mise sous tension accidentelle de l’équipement,verrouiller et marquer le(s) sectionneur(s) ou disjoncteur(s) quicommandent l’alimentation électrique de l’équipement et des dispositifsoptionnels.
REMARQUE : Les réglementations légales et les normes industriellesimposent des exigences spécifiques pour la séparation des sourcesd’énergie dangereuses. Se référer à la réglementation ou la norme quis’applique.
Désactivation des applicateursREMARQUE : Dans certaines anciennes publications, les applicateursd’adhésif sont désignés par le terme « pistolets ».
Désactiver tous les dispositifs électriques ou mécaniques qui délivrent unsignal d’activation aux applicateurs, électrovanne(s) ou à la pompe dufondoir avant de procéder à une intervention sur un applicateur ou àproximité de l’applicateur relié à un système sous pression.
1. Débrancher ou déconnecter le dispositif de déclenchement desapplicateurs (contrôleur de dépose, temporisateur, API, etc.).
2. Déconnecter le fil transmettant le signal d’entrée à (aux) l’électrovanne(s)des applicateurs.
3. Réduire à 0 la pression de l’air sur l’(les) électrovanne(s) ; faire échapperensuite l’air emprisonné entre le régulateur et l’applicateur.

Sécurité 1‐7
� 2011 Nordson Corporation Safe_PPA1011LUE_FR
Sécurité générale - Mises en gardeLe tableau 1‐1 contient les mises en garde s’appliquant aux équipementsNordson servant à déposer des adhésifs thermofusibles et des collesfroides. Consulter ce tableau et lire avec attention toutes les mises en gardequi s’appliquent au type d’équipement décrit dans le présent manuel.
Les différents types d’équipements sont désignés dans le tableau 1‐1 de lamanière suivante :
HM = Hot melt = matière thermofusible (fondoirs, tuyaux, applicateurs,etc.)
PC = Process control = commande du processus
CA = Cold adhesive = colle froide (pompes, réservoirs sous pression etapplicateurs)
Tableau 1‐1 Sécurité générale - Mises en garde
Typed’équipement Mise en garde (Attention ! ou Prudence !)
HM
ATTENTION ! Vapeurs dangereuses ! Avant de mettre en œuvre unematière thermofusible de type polyuréthanne réactif (PUR) ou à basede solvant dans un fondoir Nordson compatible, lire la Fiche dedonnées de sécurité de la matière et s’y conformer. S’assurer que latempérature de mise en œuvre de la matière et les points d’éclair neseront pas dépassés et que toutes les exigences relatives à la sécuritéde manipulation, la ventilation, les premiers secours et l’équipement deprotection individuel sont satisfaites. Le non-respect des exigences dela Fiche de données de sécurité peut entraîner des dommagescorporels et la mort.
HM
ATTENTION ! Matière réactive ! Ne jamais nettoyer un composant enaluminium ni rincer un équipement Nordson avec un liquide à based’hydrocarbures halogénés. Les fondoirs et les applicateurs Nordsoncomportent des composants en aluminium susceptibles de réagirviolemment avec les hydrocarbures halogénés. L’utilisation de produitsà base d’hydrocarbures halogénés dans un équipement Nordson peutprovoquer des dommages corporels et la mort.
HM, CA
ATTENTION ! Système sous pression ! Mettre le système horspression hydraulique avant de défaire un raccord ou un jointhydraulique quelconques. Si le système n’est pas mis hors pressionhydraulique, l’adhésif thermofusible ou la colle froide risque des’échapper de manière incontrôlée et de causer des dommagescorporels.
Suite...

Sécurité1‐8
� 2011 Nordson CorporationSafe_PPA1011LUE_FR
Sécurité générale – Mises en garde (Attention ! en Prudence !) (suite)
Tableau 1‐1 Sécurité générale - Mises en garde (suite)
Typed’équipement Mise en garde (Attention ! ou Prudence !)
HM
ATTENTION ! Matière fondue ! Porter un dispositif de protectionfaciale ou oculaire, des vêtements protégeant la peau exposée et desgants calorifuges pour effectuer toute intervention sur un équipementcontenant de la matière thermofusible fondue. La matièrethermofusible peut provoquer des brûlures même lorsqu’elle estsolidifiée. En ne portant pas d’équipement de protection individuelapproprié, on encourt un risque de dommages corporels.
HM, PC
ATTENTION ! L’équipement démarre automatiquement ! Desdispositifs d’actionnement à distance sont utilisés pour commander lesapplicateurs automatiques de dépose de matière thermofusible. Avantde travailler sur un applicateur en service ou à proximité de celui-ci,désactiver le dispositif de déclenchement de l’applicateur et couperl’alimentation en air comprimé de(s) l’électrovanne(s) de l’applicateur.La non–désactivation du dispositif de déclenchement de l’applicateuret la non–coupure de l’alimentation en air comprimé des électrovannespeut entraîner des dommages corporels.
HM, CA, PC
ATTENTION ! Risque d’électrocution ! Même lorsque l’équipement aété débranché et séparé de la source de courant au niveau d’unsectionneur ou d’un disjoncteur, il se peut qu’il soit encore connecté àdes dispositifs auxiliaires sous tension. Mettre tous les dispositifsauxiliaires hors tension et les séparer électriquement avant touteintervention sur l’équipement. La non-séparation de l’alimentationélectrique des équipements auxiliaires avant une intervention surl’équipement peut entraîner des dommages corporels et la mort.
HM, CA, PC
ATTENTION ! Risque d’incendie ou d’explosion ! L’équipementNordson pour colles n’est pas conçu pour être utilisé en milieuexplosible et n’a pas été certifié conforme à la Directive ATEX nicomme étant non-incendiaire. De plus, il convient de ne pas utiliser cetéquipement avec des adhésifs à base de solvants susceptibles decréer une atmosphère explosible pendant leur mise en œuvre.Consulter la Fiche de données de sécurité de l’adhésif afin dedéterminer ses caractéristiques de mise en œuvre et les restrictionsspécifiques. L’utilisation d’adhésifs à base de solvants incompatiblesou la mise en œuvre impropre d’adhésifs à base de solvants peutentraîner des dommages corporels et la mort.
Suite...

Sécurité 1‐9
� 2011 Nordson Corporation Safe_PPA1011LUE_FR
Tableau 1‐1 Sécurité générale - Mises en garde (suite)
Typed’équipement Mise en garde (Attention ! ou Prudence !)
HM, CA, PC
ATTENTION ! Seul un personnel formé en conséquence etexpérimenté doit être autorisé à assurer la conduite ou la maintenancede l’équipement. Si un personnel non formé ou inexpérimenté assurela conduite ou la maintenance de l’équipement, il s’expose et exposeles autres à des blessures et à la mort, et il peut être à l’origine d’unendommagement de l’équipement.
HM
PRUDENCE ! Surfaces très chaudes ! Éviter tout contact avec lessurfaces métalliques des applicateurs, des tuyaux et de certainscomposants du fondoir se trouvant à température élevée. Si un contactne peut être évité, porter des gants et des vêtements calorifuges pourtravailler à proximité des équipements chauffants. Le contact avec dessurfaces métalliques à température élevée peut provoquer desdommages corporels.
HM
PRUDENCE ! Certains fondoirs Nordson ont été spécialement conçuspour la mise en œuvre de matières thermofusibles de typepolyuréthanne réactif (PUR). La mise en œuvre de matières de typePUR dans un équipement qui n’a pas été conçu à cette fin peutendommager l’équipement et provoquer une réaction prématurée de lamatière. En cas de doute quant à la possibilité de mise en œuvre dePUR un équipement donné, contacter le représentant local de Nordsonet demander son assistance.
HM, CA
PRUDENCE ! Avant d’utiliser tout produit de nettoyage ou de rinçagedans l’équipement, lire les instructions données par le fabricant ainsique dans la Fiche de données de sécurité et opérer en conséquence.Certains agents nettoyants pouvant réagir de façon imprévisible avecles matières thermofusibles et colles froides, il existe un risqued’endommagement de l’équipement.
HM
PRUDENCE ! Les équipements Nordson de dépose de matièrethermofusible sont testés en usine avec le liquide Nordson Type R quicontient un plastifiant à base d’adipate polyester. Certaines matièresthermofusibles peuvent réagir avec le liquide Type R en formant unegomme solide susceptible de colmater l’équipement. Avant d’utiliserl’équipement, vérifiez que la matière thermofusible est compatible avecle liquide Type R.

Sécurité1‐10
� 2011 Nordson CorporationSafe_PPA1011LUE_FR
Autres mesures de sécurité� Ne pas utiliser de flamme nue pour échauffer les composants du
système.
� Vérifier quotidiennement les tuyaux (usure excessive, endommagementou fuites).
� Ne jamais diriger un pistolet d’application manuel sur soi-même ou surune autre personne.
� Accrocher les pistolets manuels au point prévu pour leur suspension.
Premiers secoursSi de la matière thermofusible fondue vient au contact de la peau :
1. NE PAS essayer de détacher la matière fondue de la peau.
2. Plonger immédiatement la partie touchée dans de l’eau propre et froidepour faire refroidir la matière.
3. NE PAS essayer de détacher la matière solidifiée de la peau.
4. En cas de brûlures graves, traiter comme un état de choc.
5. Consulter un médecin immédiatement. Remettre la Fiche de données desécurité de la matière au personnel médical en charge du traitement.

Consignes de sécurité 1‐11
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Consignes de sécurité spéciales
Plaquettes de mise en garde apposées sur l'applicateurLes plaquettes de mise en garde suivantes sont apposées sur l'applicateur :
ATTENTION : Tension électrique dangereuse. La non-observation de cettemise en garde peut entraîner des blessures ou la mort ainsi qu'unendommagement de l'appareil et d'autres équipements.
PRUDENCE : Surface brûlante. La non-observation de cette mise en gardepeut entraîner des brûlures.
Consignes de sécurité figurant dans le manuel d’utilisationSont utilisés dans le manuel d'utilisation les pictogrammes et consignes desécurité suivants :
ATTENTION : Tension électrique dangereuse. La non-observation de cettemise en garde peut entraîner des blessures ou la mort ainsi qu'unendommagement de l'appareil et d'autres équipements.
ATTENTION : Chaud ! Risque de brûlure. Porter des gants calorifuges.
ATTENTION : Chaud ! Risque de brûlure. Porter des lunettes de protectionet des gants calorifuges.
ATTENTION : Système et adhésif sous pression ! Dépressuriser lesystème. La non-observation de cette mise en garde peut entraîner degraves brûlures.
PRUDENCE : Le non-respect de ces consignes peut entraîner desdommages à l'appareil et à ses accessoires.

Consignes de sécurité1‐12
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Page laissée blanche intentionnellement.

Introduction 2‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 2
Introduction
Domaine d'utilisationLes applicateurs d'adhésif de la série Speed‐Coat ® ne doivent être utilisésque pour la dépose (enduction avec contact) d'adhésifs thermofusibles etautres matières fusibles similaires (type PUR compris). La pressionmaximale de la matière ne doit pas dépasser 60 bar (6 MPa / 870 psi).
Tout autre usage est considéré comme non conforme et Nordson déclinetoute responsabilité pour les dommages corporels et/ou matérielssusceptibles d'en résulter.
L'utilisation conforme suppose également le respect des consignes desécurité données par Nordson. Nordson recommande de s'informer avecprécision sur les matières qui doivent être mises en œvre.
Utilisation non conforme - Exemples -
L'applicateur ne doit pas être utilisé dans les conditions suivantes :
� Après des transformations ou modifications effectuées sans autorisation
� Si l'état n'est pas parfait
� En atmosphère explosible
� Si les valeurs indiquées dans la Fiche technique ne sont pas respectées.
L'applicateur ne doit pas être utilisé avec les matériaux suivants :
� Matières explosibles et inflammables
� Matières érosives et corrosives
� Produits alimentaires.

Introduction2‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Risques résiduelsTout a été fait au niveau de la conception de l'équipement pour protéger lepersonnel du plus grand nombre de dangers possibles. Certains risquesrésiduels demeurent toutefois inévitables. Le personnel doit être conscientdes risques suivants :
� Risque de brûlure ! L'applicateur est chaud !
� Risque de brûlure ! L'adhésif qui sort par la buse est chaud !
� Risque de brûlure au moment du vissage et du dévissage des tuyauxchauffants.
� Risque de brûlure pendant les opérations d'entretien et les réparationsqui nécessitent une mise en chauffe de l'applicateur.
� Les vapeurs d'adhésif peuvent être dangereuses pour la santé. Éviter deles inspirer.
Remarque générale� Pour les applicateurs de conception spéciale, ce manuel est complété le
cas échéant par les spécifications du client et/ou des suppléments. Lesdessins techniques correspondants ainsi que les listes de pièces derechange se trouvent dans le présent manuel.
� Les numéros de repérage utilisés sur les figures ne concordent pas avecceux des schémas techniques et des listes de pièces de rechange.
� Les figures ne représentent que les principaux composants del'applicateur.
� La liste de pièces de rechange illustrée séparément pour l'applicateur detype SCSM... se trouve dans le présent manuel.
� Les dessins techniques séparés ainsi que les listes de pièces derechange pour les applicateurs de type SCDM se trouvent dans leprésent manuel.
Signification du code de désignation de l'appareilExemple : SCSM‐50 ... X/O/M ... et SCDM‐50 ... X/O/M ...
SC Speed‐Coat
SM Type module unique :
Un module de commande Speed‐Coat par orifice d'écoulement de l'adhésif versla buse
... X ... Une zone hydraulique pour tous les modules de commande (2 cartouchesfiltrantes maxi)
... O Une zone hydraulique (= une cartouche filtrante) pour chaque module decommande
... M ... Plusieurs (multiples) zones hydrauliques (pour groupes de modules decommande)
DM Type double module :
Une paire de modules de commande Speed‐Coat par orifice d'écoulement del'adhésif vers la buse
50 Longueur de la buse en mm

Introduction 2‐3
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Description des composants / Mode de fonctionnement
Applicateur de type SCSM – Version hydraulique X (Standard)Tous les modules de commande alimentent un canal d'adhésif en matière.
4
5
7
6
11
1 2 3
8
10
9
Fig. 2‐1 Schéma de principe (standard)
1 Électrovanne2 Raccordement électrique
(électrovanne)3 Raccordement électrique
(chauffage du corps de buse)4 Raccord air de commande
5 Module de commandeSpeed‐Coat
6 Filtre7 Buse8 Corps de base
9 Couvercle de protection desborniers
10 Support de montage11 Raccord de tuyau (adhésif)

Introduction2‐4
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Description des composants / Mode de fonctionnement (suite)
Applicateur de type SCSM – Version hydraulique O ou MUn module de commande ou un groupe de modules de commande alimenteen matière respectivement une zone hydraulique dans le corps de base.
4
5
6
32
7
8
1
11 10 9
12
Fig. 2‐2 Schéma de principe (version hydraulique O)
1 Filtre2 Raccord de tuyau (adhésif)3 Module de commande
Speed‐Coat4 Raccordement électrique
(embase)
5 Raccordement électrique(électrovanne)
6 Électrovanne7 Raccord pour tuyau (air de
commande)8 Support de montage
9 Buse (bride et logement)10 Corps de base11 Couvercle de protection des
borniers12 Raccord de tuyau (adhésif)

Introduction 2‐5
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Applicateur de type SCSM avec corps de base en V – Versionhydraulique O ou M
Les modules de commande sont disposés des deux côtés du corps de baseen forme de V. Ils alimentent différents canaux d'adhésif dans la bride et sonlogement. La matière dans les différentes zones est divisée par unecombinaison de plusieurs clinquants (disposition dite Triple‐Shim).
2
1
5
3
11
9
78
4
6
4
10
Fig. 2‐3 Schéma de principe (version hydraulique O)
1 Raccordement électrique(électrovanne)
2 Raccordement électrique(embase)
3 Raccord de tuyau (adhésif)4 Support de montage
5 Électrovanne6 Module de commande
Speed‐Coat7 Corps de base8 Buse (bride et logement)
9 Filtre10 Couvercle de protection des
borniers (couvert)11 Raccord pour tuyau (air de
commande)

Introduction2‐6
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Description des composants / Mode de fonctionnement (suite)
Applicateur type SCDMLes modules de commande sont disposés par paires des deux côtés ducorps de base en forme de V. Ils fonctionnent ensemble et alimentent enmatière le même canal d'adhésif dans la buse.
11
6
9
4
7
8
3
5
10
21
Fig. 2‐4 Schéma de principe
1 Pare-gouttes - optionnel2 Tuyau chauffant3 Raccord de tuyau (adhésif)4 Électrovanne
5 Raccordement électrique(embase)
6 Corps de base7 Buse (bride et logement)
8 Module de commande Speed‐Coat9 Raccord pour tuyau (air de
commande)10 Filtre11 Raccordement électrique
(électrovanne)
Introduction 2‐7
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Circulation de l'adhésifL'adhésif fondu dans le fondoir est pompé et amené dans un tuyau chauffantvers l'applicateur où il traverse un filtre et s'écoule vers la buse par descanaux. Les modules commandent le débit d'adhésif vers la buse (ouvertureet fermeture). La buse enduit le substrat d'adhésif (enduction avec contact).
Le schéma de dépose dépend de la vitesse à laquelle se déplace le substratainsi que de la quantité d'adhésif et de la température de ce dernier. Laqualité du schéma de dépose est également conditionnée par la distance dela buse au substrat et par l'angle formé par ces derniers.
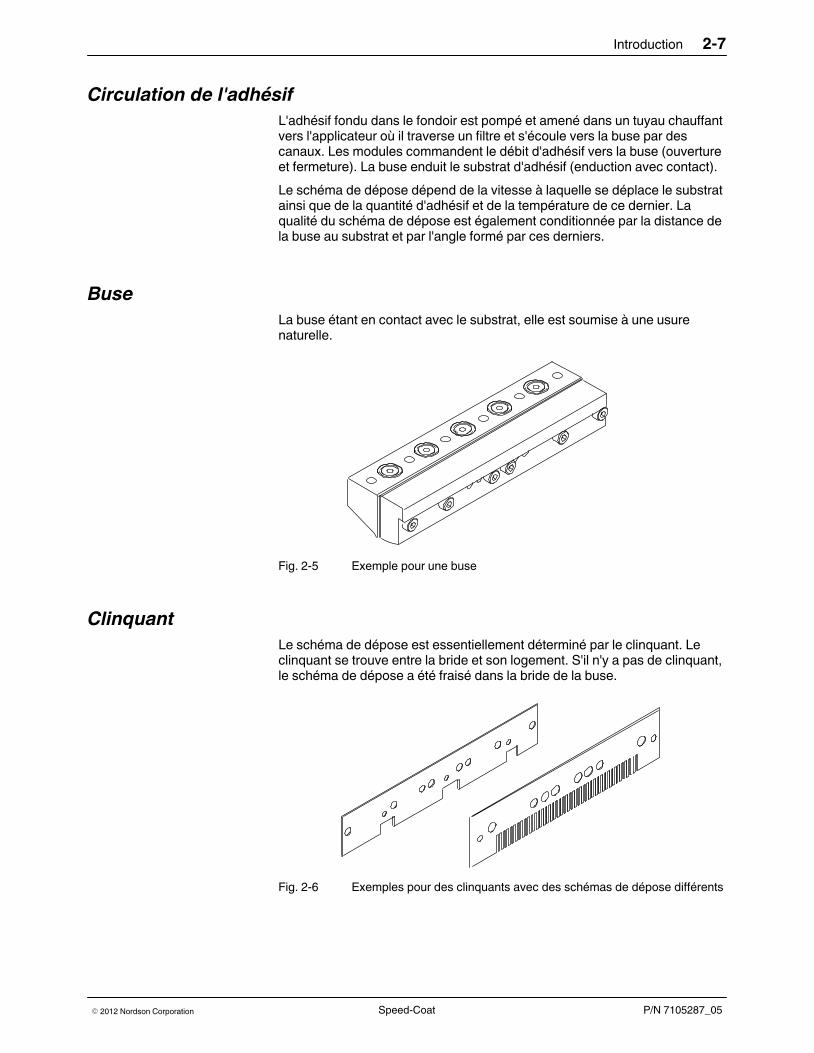
BuseLa buse étant en contact avec le substrat, elle est soumise à une usurenaturelle.
Fig. 2‐5 Exemple pour une buse
ClinquantLe schéma de dépose est essentiellement déterminé par le clinquant. Leclinquant se trouve entre la bride et son logement. S'il n'y a pas de clinquant,le schéma de dépose a été fraisé dans la bride de la buse.
Fig. 2‐6 Exemples pour des clinquants avec des schémas de dépose différents

Introduction2‐8
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Description des composants / Mode de fonctionnement (suite)
Buse avec trois clinquantsLa buse peut être dotée de un ou trois clinquants (Version Triple‐Shim).Deux d'entre eux portent le schéma de dépose, celui du centre fait office detôle de séparation (B, fig. 2‐7) entre les tôles du schéma (A, fig. 2‐7).
A
BA
Fig. 2‐7
La buse à trois clinquants permet de déposer simultanément deux matièresdifférentes sur la surface d'un même substrat.
Il est en outre possible de déposer deux quantités de matière différentes(grammages).
Particularité du modèle en VLe modèle V de l'applicateur permet de mettre en place deux modules decommande par zone de dépose. Les voies d'écoulement de l'adhésif ont lamême longueur. Les modules de commande sont activés différemment,suivant les exigences : soit les modules de commande d'une zone dedépose s'ouvrent simultanément, soit ils s'ouvrent alternativement. Despauses extrêmement brèves sont ainsi possibles entre deux déposes.
La buse du modèle V peut également être dotée de un ou trois clinquants.

Introduction 2‐9
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Module de commande Speed‐CoatLes modules de commande Speed‐Coat ouvrent ou ferment avec précisionl'arrivée d'adhésif sur la buse en abaissant et en soulevant les pointeaux(commande pneumatique). Le déplacement vers le haut provoque laréaspiration de l'adhésif dans le module de commande. Ceci garantit unecoupure exacte de l'adhésif.
Un ressort de pression permet d'assurer que l'orifice de sortie du module estfermé et qu'il n'est pas appliqué d'adhésif lorsque la pression pneumatiquetombe.
Le nombre de modules de commande dépend de la largeur du schéma dedépose maxi possible.
2
5
4
1
3
Ancienne version jusqu'en février 2012 Nouvelle version à partir de mars 2012
2
5
4
6
1
3
Fig. 2‐8 Modules de commande Speed Coat
1 Électrovanne avec connecteur
2 Bouton d'actionnement manuel del'électrovanne
3 Silencieux4 Pointeau
5 Trou de regard6 Bouchon (OptiStroke)

Introduction2‐10
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Description des composants / Mode de fonctionnement (suite)
ChauffageL'applicateur est chauffé par des cartouches électriques. La température estmesurée en permanence par des sondes et régulée par des régulateursélectroniques.
Cartouche filtranteL'adhésif traverse la cartouche filtrante de l'intérieur vers l'extérieur. Cecipermet de retenir toutes les impuretés dans la cartouche.
Deux maillages différents sont disponibles pour le filtre. La valeur en microns(= micromètre, �m) est gravée dans la collerette du tissu filtrant :
0,08 mm = 80 �m = 80 microns et
0,10 mm = 100 �m = 100 microns
Équipements spéciauxLe tableau présente les équipements spéciaux demandés jusqu'ici. D'autreséquipements spéciaux seront également décrits dans l'avenir par desmanuels d'utilisation distincts, les spécifications clients ou des suppléments.
Équipement spécial Description sommaire
Opti‐Stroke
(détection de la course dupointeau)
Des câbles à fibres optiques peuvent être montés sur les modules decommande de l'applicateur. Les mouvements des pointeaux dans lesmodules sont alors détectés et transmis au système de détection sousforme de signaux optiques.
Le système de détection de la course du pointeau transforme les signauxoptiques en signaux numériques (temps de commutation [ms]�). Cessignaux peuvent être traités par un dispositif de commande (fournitureclient). Il est possible en outre de connecter un PC à l'interface RS 232, p.ex. à des fins de diagnostic.
Échangeur de chaleur L'adhésif s'écoule dans l'échangeur de chaleur à travers de longs conduitsen forme de serpentins qui permettent une transmission homogène de lachaleur. Dans l'échangeur de chaleur, l'adhésif chaud est réchauffédavantage jusqu'à la température de mise en œvre souhaitée.
Monter le tuyau d'arrivée d'adhésif comme indiqué dans la sectionInstallation.
Il faut également effectuer le branchement électrique de l'échangeur dechaleur. Voir le plan du système pour les instructions.
Sonde (milieu) La sonde à fluide mesure la température actuelle de l'adhésif juste avantla buse d'application.
Tournez S.V.P.

Introduction 2‐11
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Équipement spécial Description sommaire
Module de commande deretour
Les modules de commande de retour permettent une pression d'adhésifconstante dans l'applicateur. Lorsque les modules de commande seferment et qu'il n'y a pas d'application d'adhésif, les modules decommande de retour s'ouvrent et l'adhésif retourne dans le bac du fondoir.
Il faut effectuer le branchement électrique et pneumatique des modules decommande de retour. Les instructions applicables se trouvent dans lasection Installation.
Tuyau de retour Les applicateurs qui comportent des modules de commande de retoursont équipés d'un tuyau de retour. Il ne faut pas le confondre avec lestuyaux d'amenée.
Monter le tuyau de retour comme décrit dans la section Installation.
Une prise de raccordement est affectée à chaque raccord du tuyau sur lefondoir ou dans l'armoire électrique séparée. Ne pas les intervertir ! Voir leplan du système pour les instructions.
Vanne de purge Les vannes de purge servent à soulager la pression de l'adhésif dansl'applicateur. Il faut les monter de telle sorte que l'adhésif puisse s'écoulervers le bas. Elles s'ouvrent à l'aide d'un tournevis. Ne pas desserrercomplètement la vis !
Buse à lotion Une buse à lotion permet d'appliquer des liquides de faible viscosité àl'aide d'un air d'application supplémentaire.
L'air d'application doit être injecté séparément dans la buse d'application.Il doit être totalement exempt d'huile afin que la lotion ne soit pascontaminée avec de l'huile.
L'air d'application se règle à l'aide d'un régulateur de pression deprécision :
0,1 à 0,3 bar / 10 à 30 kPa / 1,45 à 4,35 psi
Plaque signalétiqueLa plaque signalétique contient les informations suivantes :
Numéro de série
Numéro de commande Nordson et année de construction
Caractéristiques électriques (tension / courant / fréquence)
Fig. 2‐9
Jusqu'à 08/2009
jusqu'à 12/2010
Introduction2‐12
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Instructions pour les électrovannes avec marqueurs detempérature
REMARQUE : Les marqueurs de température ne sont plus utilisés depuisdébut 2011.
Les applicateurs construits avant le 01/01/2011 sont munis desélectrovannes de type Booster avec marqueurs de température. Cesderniers indiquent si l'électrovanne a dépassé temporairement unetempérature déterminée.
Si le marqueur est de couleur claire, la température n'a pas été dépassée.
Si le marqueur est de couleur sombre, la température a été dépassée.
REMARQUE : Le marqueur prend aussi une couleur sombre en cas d'apportcalorifique externe intempestif de courte durée.
PRUDENCE : La durée de vie de l'électrovanne peut diminuer lorsque satempérature excède 80 °C.
Fig. 2‐10REMARQUE : La coloration foncée d'un marqueur de température nesignifie PAS obligatoirement que l'électrovanne fonctionne moins bien.
Si la température de service de l'applicateur conseillée par Nordson estrespectée et que la température ambiante est inférieure à 80 °C près del'électrovanne, la température de celle-ci ne dépasse pas 80 °C.
REMARQUE : En cas de changement de couleur, Nordson conseille devérifier immédiatement le fonctionnement de l'électrovanne concernée et deremplacer cette dernière si elle est endommagée.

Installation 3‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 3
Installation
ATTENTION : Seul un personnel qualifié doit être autorisé à procéder auxinterventions suivantes. Observer les consignes de sécurité données dans leprésent document ainsi que dans tout le reste de la documentation.
DéballageDéballer l'appareil avec précaution. Vérifier qu'il n'a pas été endommagépendant le transport. Récupérer le matériau d'emballage ou l'éliminer dansles règles de l'art conformément aux prescriptions en vigueur.
TransportL'applicateur est un appareil de haute qualité fabriqué avec une grandeprécision. Le manipuler avec beaucoup de précautions ! Protéger la buse detout endommagement, p. ex. en utilisant l'emballage d'origine.
EntreposageNe pas entreposer en plein air ! Protéger de l'humidité et de la poussière. Nepas poser en prenant appui sur la buse. Protéger la buse de toutendommagement, p. ex. en la remettant dans l'emballage d'origine.
Élimination/Mise au rebutLorsqu'un produit Nordson est hors d'usage et/ou n'a plus d'utilité, il doit êtremis au rebut conformément aux prescriptions en vigueur.

Installation3‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
MontageLors de l'installation de l'applicateur, veuillez tenir compte des pointssuivants afin d'éviter de perdre du temps ultérieurement.
� Protéger de l'humidité, des vibrations, de la poussière et des courantsd'air.
� Veiller à ce que tous les composants sur lesquels doivent intervenir lesopérateurs ou les techniciens d'entretien soient accessibles.
� Installation de l'applicateur dans la machine-mère. Observer ce qui suitlors du montage :
� Il doit être possible de faire varier la distance – et éventuellementl'angle – entre la buse et le substrat de manière à obtenir un résultatoptimal.
� La buse est montée dans la direction prescrite par rapport ausubstrat.
� Poser les câbles, les tuyaux à air et les tuyaux chauffants de tellesorte qu'ils ne risquent pas d'être coudés, écrasés ou arrachés.
� Protéger les électrovannes de l'accumulation de chaleur. Lestempératures supérieures à 80 °C perturbent le fonctionnement desélectrovannes. En cas de doute, il faut installer des tôles de dissipationthermique afin d'éviter si possible un réchauffement excessif desélectrovannes.
Extraction des vapeurs d'adhésifS'assurer que les vapeurs d'adhésif ne dépassent pas les valeurs limitesprescrites. Extraire ces vapeurs si besoin est. Veiller à une ventilationsuffisante du lieu d'implantation de l'équipement.
ATTENTION : En cas de mise en œvre d'adhésifs thermofusibles de typepolyuréthannes (PUR), observer les consignes de sécurité supplémentairesspécifiques (voir Consignes générales pour la mise en œvre des adhésifs)�).
ESC ���
48V DOPER
NUMÉRO DU CANAL :
ARRÊT MARCHE
m/min
PRG 1 CAN 1A
Installation 3‐3
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Raccordements électriquesATTENTION : Tension électrique dangereuse. La non-observation de cettemise en garde peut entraîner des blessures ou la mort ainsi qu'unendommagement de l'appareil et d'autres équipements.
Pose des câblesATTENTION : Ne pas coincer les câbles et vérifier leur état régulièrement.Remplacer immédiatement les câbles endommagés !
Raccordement de la résistance de chauffage de l'applicateurLe raccordement électrique s'effectue par enfichage des connecteurs dansles prises correspondantes du fondoir ou d'un boîtier à bornes. Si les filsd'alimentation sont intégrés dans le tuyau à adhésif, la prise correspondantese trouve directement sur le tuyau. Immobiliser le connecteur avec un clip defixation si besoin est.
Raccordement des électrovannesSuivant la conception du système de dépose d'adhésif, l'activation desélectrovannes des modules de commande a lieu par l'intermédiaire descâbles prévus à cet effet dans le tuyau chauffant ou au moyen d'une tensionexterne (contrôleur de dépose p. ex.). Immobiliser le connecteur avec un clipde fixation si besoin est.
ATTENTION : Si l'applicateur est équipé d'électrovannes bleu‐noir, celles‐cine doivent être connectées qu'à un automate programmable (API) ou uncontrôleur de dépose délivrant un signal 24 V DC stabilisé sans surexcitation.Une tension plus élevée provoque la détérioration des électrovannes.
Exemple : Activation via contrôleur de dépose NordsonES 90REMARQUE : Si l'applicateur est équipé d'électrovannes bleu‐noir et utiliséavec un contrôleur de dépose de type ES 90, il convient de désactiver sur cedernier la tension dite d'excitation de 48 V pour chacun des modules decommande. Voir aussi le manuel Contrôleur de dépose.
1. Sélection de la désactivation : passer de gauche à droite ou inversementà l'aide de � .
2. Sélectionner le numéro du canal à l'aide de � ou �.
3. Quitter le sous-menu à l'aide de ESC.
Fig. 3‐1

Installation3‐4
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Raccordements pneumatiquesNordson conseille d'utiliser de l'air sec, régulé et non graissé.
Fonctionnement avec de l'air non graissé à l'huileSi un applicateur est raccordé à un réseau d'alimentation en air comprimédans lequel l'air était graissé à l'huile auparavant, il ne suffit pas de cesser degraisser l'air comprimé. Les résidus d'huile contenus dans le réseaud'alimentation pénètrent dans les électrovannes et les modules decommande et lessivent la graisse ou l'huile utilisée pour graisser ces piècesen usine, ce qui réduit considérablement leur durée de vie.
REMARQUE : Il est indispensable d'assurer que l'alimentation desapplicateurs en air comprimé s'effectuera avec de l'air totalement exemptd'huile.
REMARQUE : S'assurer que l'huile provenant d'un compresseuréventuellement défectueux ne risque pas de pénétrer dans le réseaud'alimentation en air comprimé.
REMARQUE : Nordson décline toute responsabilité / n'accorde aucunegarantie en cas de dommages imputables à un graissage temporaireintempestif.
Conditionnement de l'air compriméLa qualité de l'air comprimé doit être conforme au minimum à la classe 2définie dans la norme ISO 8573-1. Ceci signifie :
� taille maxi des particules 1 �m
� concentration maxi en particules : 1 mg/m3
� point de rosée maxi sous pression -�40 °C
� teneur en huile maxi 0,1 mg/m3.
Brancher l'air comprimé1. Relier l'alimentation en air client à l'entrée d'une unité de
conditionnement.
Pression pneumatique maxi :
8 bar 0,8 MPa 116 psi
2. Raccorder les modules de commande Speed‐Coat à l'unité deconditionnement.
3. Réglage de la pression de l'air de commande :
env. 5 bar env. 0,5 MPa env. 72,5 psi

1 32
Installation 3‐5
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Installation du tuyau chauffant
ATTENTION : Chaud ! Risque de brûlure. Porter des gants calorifuges.
VissageS'il y a de l'adhésif froid dans le raccord du tuyau (1, 2), il faut échauffer cescomposants jusqu'à ce que l'adhésif soit ramolli (env. 80 C).
1. Pour commencer, effectuer seulement le branchement électrique dutuyau (3).
2. Faire chauffer l'appareil et le tuyau pour ramollir l'adhésif (env. 80C).
3. Visser le tuyau chauffant.
PRUDENCE : Des consignes spéciales s'appliquent aux applicateursalimentés d'un seul côté ! Voir Applicateurs alimentés d'un seul côté à lapage suivante.
Fig. 3‐2
Dévissage
Dépressurisation1. Régler la vitesse du ou des moteurs à 0 min‐1 ; arrêter le(s) moteur(s).
2. Placer un récipient sous la buse de l'applicateur.
3. Activer les électrovannes électriquement ou les actionner à la main.Poursuivre cette opération jusqu'à ce qu'il ne sorte plus d'adhésif.
4. Éliminer l'adhésif dans les règles de l'art conformément aux prescriptionsen vigueur.
Utiliser une deuxième clé plateUtiliser une deuxième clé plate pour visser et dévisser le tuyau chauffé. Cecipermet d'éviter que le raccord placé sur l'appareil tourne en même temps.
Fig. 3‐3
Installation3‐6
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Installation du tuyau chauffant (suite)
Applicateurs alimentés d'un seul côté
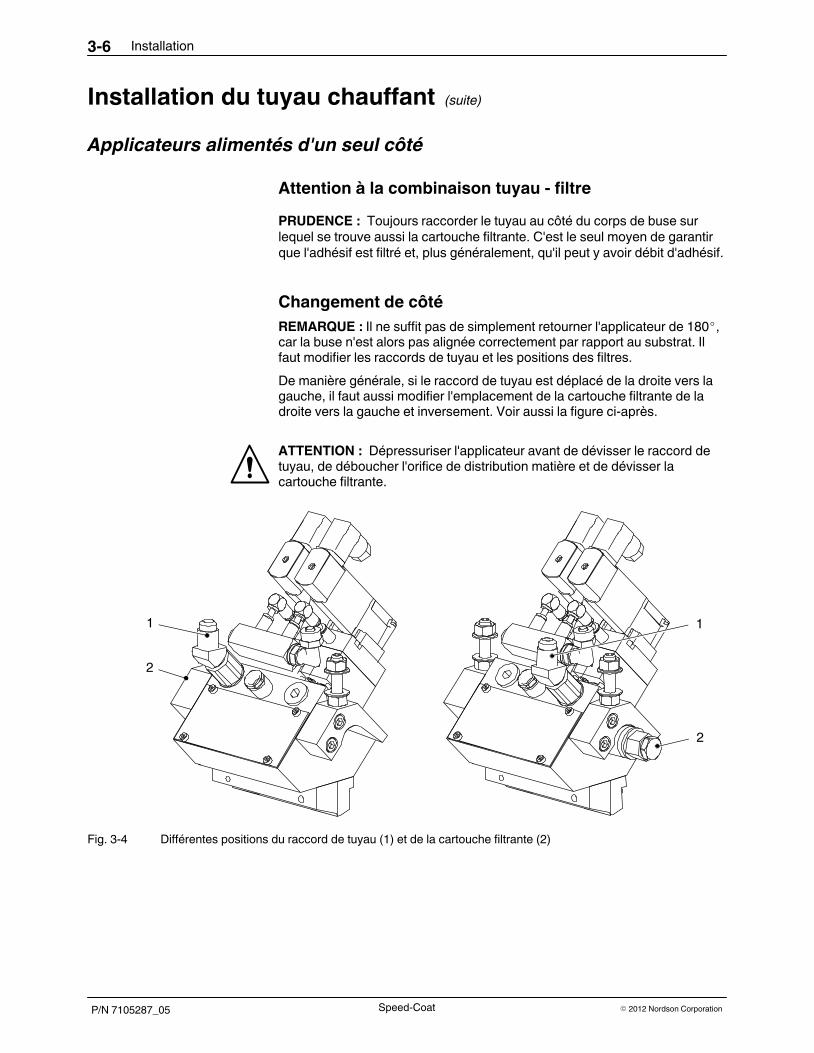
Attention à la combinaison tuyau - filtre
PRUDENCE : Toujours raccorder le tuyau au côté du corps de buse surlequel se trouve aussi la cartouche filtrante. C'est le seul moyen de garantirque l'adhésif est filtré et, plus généralement, qu'il peut y avoir débit d'adhésif.
Changement de côtéREMARQUE : Il ne suffit pas de simplement retourner l'applicateur de 180,car la buse n'est alors pas alignée correctement par rapport au substrat. Ilfaut modifier les raccords de tuyau et les positions des filtres.
De manière générale, si le raccord de tuyau est déplacé de la droite vers lagauche, il faut aussi modifier l'emplacement de la cartouche filtrante de ladroite vers la gauche et inversement. Voir aussi la figure ci-après.
ATTENTION : Dépressuriser l'applicateur avant de dévisser le raccord detuyau, de déboucher l'orifice de distribution matière et de dévisser lacartouche filtrante.
1
2
1
2
Fig. 3‐4 Différentes positions du raccord de tuyau (1) et de la cartouche filtrante (2)

Utilisation 4‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 4
Utilisation
ATTENTION : Seul un personnel qualifié doit être autorisé à procéder auxinterventions suivantes. Observer les consignes de sécurité données dans leprésent document ainsi que dans tout le reste de la documentation.
Activation de l'électrovannePRUDENCE : Les électrovannes ne doivent être activées qu'une fois quel'applicateur a été porté à la température de service !
Réglage des températuresREMARQUE : La température de mise en œvre prescrite par le fabriquantde l'adhésif est déterminante pour les réglages (normalement de 150 à180 °C). Ne jamais dépasser la température d'utilisation maximale du produitdécrit dans ces lignes.
Le réglage de l'applicateur à la température voulue s'effectue au niveau dufondoir (200 °C maxi).
Réglage de la pression de l'air de commandeLa pression de l'air de commande se règle sur une unité de conditionnementen fonction de l'application. L'unité de conditionnement à détendeur ne faitpas partie de l'applicateur.
Réglage de la pression de l'air de commande :
env. 5 à 6 bar env. 0,5 à 0,6 MPa env. 72,5 à 87 psi
Nordson décline toute responsabilité et n'accorde aucune garantie en cas dedommages imputables à un mauvais réglage de pression.

Utilisation4‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Réglage de la pression de l'adhésifLa pression de l'adhésif est produite par les pompes du fondoir. La pressionde l'adhésif peut être surveillée (option) par un capteur raccordé à uncontrôleur de pression (ES 80 p. ex.).
Il est ainsi garanti que la pression de l'adhésif est toujours constante dansl'applicateur :
Pression de l'adhésifdans l'applicateur
Vitesse pompe Résultat : Pressionde l'adhésif
trop faible Augmenter augmente
trop haute Diminuer diminue
Pression maxi de l'adhésifNe jamais dépasser la pression maxi de l'adhésif. Voir la Fiche technique.
Positionnement de l'applicateurComme l'angle optimal de l'applicateur dépend de différents facteurs selon lecas spécifique de chaque client, on ne peut le définir exactement à l'avance.
On obtient une bonne dépose et une bonne coupure de l'adhésif lorsquel'applicateur est positionné quasiment perpendiculairement au substrat. Il estpossible de faire varier l'angle dans une plage d'env. 80° à 100° .
Si l'angle d'incidence de l'applicateur par rapport au substrat est trop grand, ilse forme un bourrelet d'adhésif au niveau du bord de la buse. Il en résulteune application irrégulière et un schéma de dépose d'aspect écailleux.
Fig. 4‐1 Bourrelet d'adhésif
REMARQUE : La position optimale de l'applicateur dépend de plusieursfacteurs spécifiques du cas d'application de chaque client. Il faut donctoujours la déterminer expérimentalement. En règle générale, il y a lieu defaire la distinction entre :
� Dépose d'adhésif sur un substrat ayant une superficie à pores ouverts(par exemple toile)
� Dépose d'adhésif sur un substrat ayant une superficie à pores fermés(par ex. film).

Utilisation 4‐3
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Application par procédé à contact
Application contre la tension du substratLa buse de l'applicateur doit être placée entre le rouleau d'entrée et lerouleau de sortie, toutefois le plus près possible du rouleau de sortie.
L'enduction n'a pas lieu contre le rouleau, mais contre le substrat tendu.L'applicateur pénètre de 1 à 5 mm environ dans la bande de substrat, ce quipermet de générer la force de rappel maximale du substrat. L'adhésif estainsi continuellement raclé par la buse.
90< 90
> 90
Fig. 4‐2 Positionnement de l'applicateur
Application contre un rouleauREMARQUE : Les applicateurs Speed‐Coat ne sont généralement paspositionnés contre un rouleau. Celui-ci doit présenter une parfaite rotonditéet ne doit pas osciller ou cogner contre l'applicateur. Il se produit alors uneusure importante de la buse et la qualité de l'application se dégrade de plusen plus.

Utilisation4‐4
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Calcul de la quantité d'adhésif
Exemple de calculAvant la mise en service de l'applicateur, Nordson conseille de suivrel'exemple de calcul donné et de noter dans le tableau Paramètresspécifiques Client les valeurs caractéristiques du cas d'application :grammage, largeur du schéma de dépose, vitesse du substrat et débit de lapompe.
Ces valeurs permettent de calculer la vitesse de la pompe et la quantitéd'adhésif.
Nordson recommande en outre de porter également les résultats des calculsdans ce tableau. Il est ainsi garanti que les valeurs peuvent être reproduitesà tout moment.
REMARQUE : Pour une dépose intermittente, la quantité de matière secalcule de la même manière que pour une dépose continue.
Grammage m = 20 g/m2
Largeur du schéma de dépose par cordon d'adhésif b = 10�mm = 0,01�m
Vitesse du substrat v = 500 m/min
Quantité d'adhésif M = m � b � v = 20 g/m2 � 0,01 m � 500 m/min = 100,0 g/min
Débit de la pompe D = 2,4 g/tour
Vitesse de la pompe n = M � D = 100,0 g/min � 2,4 g/tour � 42 t/min
Paramètres spécifiques Client
Grammage m
Largeur du schéma de dépose b
Vitesse du substrat v
Quantité d'adhésif M = m � b � v
Débit de la pompe D
Vitesse de la pompe n = M � D

Utilisation 4‐5
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Compte rendu de réglageInformations relatives à la production
Adhésif Fabricant
Température maxi de mise enœvre
Viscosité
Produit nettoyant Fabricant
Point d'éclair
Réglages de base Grammage
Largeur du schéma de dépose
Vitesse du substrat
Quantité d'adhésif
Débit
Pression pneumatique surl'applicateur
Air de commande
Réglages de base de latempérature (zones dechauffe)
Corps de base applicateur
Tuyau chauffant
Vitesses des pompes Fondoir
Régulation moteur (consigne)
Pression de l'adhésif Fondoir
Régulation moteur (consigne)
Remarques
Formulaire rempli par :
Nom Date

Utilisation4‐6
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Compte rendu de réglage – copie de réserveInformations relatives à la production
Adhésif Fabricant
Température maxi de mise enœvre
Viscosité
Produit nettoyant Fabricant
Point d'éclair
Réglages de base Grammage
Largeur du schéma de dépose
Vitesse du substrat
Quantité d'adhésif
Débit
Pression pneumatique surl'applicateur
Air de commande
Réglages de base de latempérature (zones dechauffe)
Corps de base applicateur
Tuyau chauffant
Vitesses des pompes Fondoir
Régulation moteur (consigne)
Pression de l'adhésif Fondoir
Régulation moteur (consigne)
Remarques
Formulaire rempli par :
Nom Date

Entretien 5‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 5
Entretien
ATTENTION : Seul un personnel qualifié doit être autorisé à procéder auxinterventions suivantes. Observer les consignes de sécurité données dans leprésent document ainsi que dans tout le reste de la documentation.
REMARQUE : Les opérations d'entretien sont des mesures préventivesimportantes qui permettent de préserver la sûreté de fonctionnement del'applicateur et de prolonger sa durée de vie. Il ne faut les négliger en aucuncas.
Adhésifs de type PUREn cas de mise en œvre d'adhésifs thermofusibles de type polyuréthannes(PUR), observer les consignes de sécurité supplémentaires ainsi que la fichede données de sécurité du fabricant de la matière (MSDS).
En cas d'utilisation d'une adhésif de type PUR, il faut éviter qu'il réagissedans l'applicateur du fait des sollicitations thermiques.
PRUDENCE : Abaisser la température avant toute interruption de laproduction ayant une durée supérieure à 30 minutes.
Les adhésifs réactifs (PUR) réticulés ne se ramollissent pas.
Les adhésifs thermofusibles de type polyuréthannes (PUR) ne peuvent êtreréutilisés.
L'applicateur doit être rincé quotidiennement après l'achèvement du travail.N'éliminer le produit nettoyant que juste avant de démarrer la série deproduction suivante.

Entretien5‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
DépressurisationATTENTION : Système et adhésif sous pression ! Dépressuriser le systèmeavant de dévisser les tuyaux chauffants et les applicateurs d'adhésifsthermofusibles. La non-observation de cette mise en garde peut entraîner degraves brûlures.
ATTENTION : Chaud ! Risque de brûlure. Porter des lunettes de protectionet des gants calorifuges.
1. Régler la vitesse du (des) moteur(s) du générateur d'adhésif à 0 min‐1 ;arrêter le(s) moteur(s).
2. Placer un récipient sous la buse de l'applicateur.
3. Dépressurisation :
a. Si le système est encore alimenté en air comprimé : Activerélectriquement les électrovannes ou les actionner à la main (voir lafigure). Ne pas utiliser d'objets pointus ! Répéter cette opérationjusqu'à ce qu'il ne sorte plus d'adhésif.
Fig. 5‐1 Actionnement de l'ectrovanne à la main
b. Si le système n'est plus alimenté en air comprimé : La pressiond'adhésif dans l'applicateur ne peut être relâchée qu'à l'aide des visde décharge de toutes les cartouches filtrantes. Voir plus basDémonter d'une cartouche filtrante dans cette section.
c. Sur les applicateurs avec vannes de purge (équipement optionnel),l'adhésif peut s'écouler par les vannes de purge.
4. Éliminer l'adhésif dans les règles de l'art conformément aux prescriptionsen vigueur.

Entretien 5‐3
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Entretien quotidien
Planning d'entretien
Partie de l'appareil Intervention Périodicité Voir
Modules de commande Contrôle de l'étanchéité(fuites éventuelles)
Tous les jours Page 5‐3
Ensemble de l'applicateur Contrôle visuel(endommagementapparent)
Tous les jours Page 5‐3
Nettoyage extérieur Tous les jours Page 5‐3
Rinçage avec un produitnettoyant
Tous les jours en casd'utilisation d'adhésifs detype PUR
Page 5‐4
Contrôle d'un module de commandeS'il sort de l'adhésif par le trou de regard, cela indique que les joints sontusés à l'intérieur et qu'il faut remplacer le module de commande. VoirEntretien régulier, remplacement d'un module de commande.
Contrôle visuel (dommages apparents)
PRUDENCE : Si des pièces en mauvais état compromettent la sûreté defonctionnement de l'applicateur et/ou la sécurité de l'opérateur, arrêterimmédiatement l'applicateur / le système et faire remplacer les piècesendommagées par un personnel qualifié. N'utiliser que des pièces derechange originales de Nordson.
Nettoyage extérieurLe nettoyage extérieur prévient les anomalies de fonctionnement causéespar des impuretés inhérentes à la production.
Lors de l'utilisation de produits nettoyants, il est absolument indispensabled'observer les consignes données par le fabricant!
1. Faire chauffer électriquement l'applicateur jusqu'à ce que l'adhésif soitliquéfié.
2. Éliminer soigneusement l'adhésif chaud à l'aide d'un produit nettoyantet/ou d'un chiffon doux.
3. Enlever les poussières, flocons, etc. en les aspirant ou à l'aide d'unchiffon doux ne peluchant pas.
PRUDENCE : Ne pas abîmer ni retirer les plaquettes de mise en garde.Apposer de nouvelles plaquettes en remplacement de celles qui ont étéendommagées ou enlevées.
Entretien5‐4
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Changement de sorte d'adhésifREMARQUE : Avant de changer de sorte d'adhésif, se renseigner poursavoir si le nouvel adhésif peut être mélangé avec l'ancien.
� On peut mélanger les deux : Il est possible d'éliminer les résidus del'ancien adhésif en rinçant avec le nouveau.
� On ne doit pas mélanger les deux : Rincer à fond avec un produitnettoyant recommandé par le fabricant d'adhésif.
REMARQUE : Éliminer l'adhésif et le produit nettoyant dans les règles del'art conformément aux prescriptions en vigueur.
Rinçage avec un produit nettoyantPRUDENCE : Utiliser uniquement le produit nettoyant conseillé par lefabricant d'adhésif. Observer les consignes données dans la fiche dedonnées de sécurité du produit nettoyant.
REMARQUE : En cas d'utilisation d'une adhésif de type PUR, il faut éviterqu'il réagisse dans l'applicateur du fait des sollicitations thermiques.L'applicateur doit être rincé quotidiennement après l'achèvement du travail.N'éliminer le produit nettoyant que juste avant de démarrer la série deproduction suivante.
1. Maintenir la température.
2. Placer un récipient sous la buse.
3. Dépressuriser (voir page 5‐1).
4. Dévisser le tuyau chauffant pour le séparer de l'applicateur (voirInstallation�).
5. Rincer si besoin est le fondoir et le tuyau chauffant (voir leurs manuelsd'utilisation respectifs).
6. Raccorder le tuyau de rinçage à l'applicateur.
7. Rincer l'applicateur jusqu'à ce que tout l'adhésif soit éliminé.
REMARQUE : En cas d'utilisation d'adhésifs de type PUR, ne poursuivre laprocédure que juste avant la série de production suivante.
8. Dévisser le tuyau de rinçage.
9. Revisser le tuyau chauffant sur l'applicateur.
10. Rincer l'applicateur (ainsi que le fondoir et le tuyau si besoin est) avecl'adhésif en cours d'utilisation afin de chasser le produit nettoyant.
REMARQUE : Éliminer le produit nettoyant dans les règles de l'artconformément aux prescriptions en vigueur.

Entretien 5‐5
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Entretien régulier
Planning d'entretien
Partie de l'appareil Intervention Périodicité Voir
Électrovanne Remplacer En cas de défectuosité Page 5‐6
Buse Démontage et nettoyage Régulièrement ou si leschéma de dépose sedégrade
Page 5‐7
Remplacer le clinquant En cas d'endommagement Page 5‐8
Rectification de la buse
Recommandation : Fairerectifier la buse parNordson
En cas d'endommagement Page 5‐9
Monter une buseTriple‐Shim
Si nécessaire Page 5‐10
Modules de commande Remplacer En cas de défectuosité Page 5‐12
Cartouche filtrante Nettoyage de la cartouchefiltrante
Suivant le degré decontamination de l'adhésif.
Recommandation : Toutesles 100 heures de service.
Page 5‐14
Remplacer le tissu filtrant Page 5‐15

Entretien5‐6
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Entretien régulier (suite)
Remplacement d'une électrovannePièces nécessaires : électrovanne, joints toriques/joint d'étanchéité etsilencieux
1. Déconnecter la commande d'électrovanne et retirer la douille del'électrovanne (1).
2. Desserrer les vis (F11 ou F12) et séparer l'électrovanne (2) du module decommande.
3. Démonter la plaque isolante (3) et remplacer les deux joints d'étanchéité(4).
4. Remettre la plaque isolante (3) en place.
5. Remplacer également le silencieux (5).
6. Visser l'électrovanne neuve (2).
7. Emmancher de nouveau la douille de l'électrovanne et allumer lecontrôleur de dépose.
Type Booster Type Non‐Booster
3
4
5
2
1
4
3
4
5
2
1
4
F12
F11
Fig. 5‐2 2 types différents d'électrovannes

ÁÁ
1 2
46
78
3
5
Entretien 5‐7
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Démontage et nettoyage de la buse
ATTENTION : Chaud ! Risque de brûlure. Porter des gants calorifuges.
La buse doit être démontée régulièrement pour permettre le nettoyage desdifférentes pièces (bride, clinquant et logement de la bride). Les résidusd'adhésif affectent la qualité du schéma de dépose. Ils doivent être éliminés.
1. Faire chauffer l'applicateur jusqu'à ce que l'adhésif soit ramolli.
2. Desserrer les vis de fixation (8) et séparer la buse de l'embase.
3. Desserrer les boulons d'assemblage (2) et les visser dans le trou (3) pourchasser la bride (4) du logement (7).
REMARQUE : La position de la bride par rapport au logement estdéterminée par des goupilles cylindriques (6).
4. Extraire les goupilles à l'aide d'un chasse‐goupille et d'un marteau.
5. Détacher à l'aide d'un outil approprié (mèche ou alésoir) l'adhésifcarbonisé dans les canaux de circulation et orifices.
6. Dissoudre à l'aide d'un produit nettoyant les résidus d'adhésifimpossibles à éliminer mécaniquement.
Fig. 5‐3 BuseREMARQUE : Éliminer le produit nettoyant et les résidus d'adhésif dans lesrègles de l'art conformément aux prescriptions en vigueur.
PRUDENCE : Utiliser uniquement le produit nettoyant conseillé par lefabricant d'adhésif. Se conformer aux instructions données dans la fiche dedonnées de sécurité de ce produit.
Montage de la buse1. Goupiller et visser le logement de la bride (7), le clinquant (6) et la bride
(5). Pour ce faire, enfoncer les goupilles (6) côté bride à l'aide d'unmarteau jusqu'à ce que le bord supérieur des goupilles soit à fleur de labride.
REMARQUE : Pour le montage de la buse avec trois clinquants(Triple‐Shim), veiller à la disposition de la bride et de son logement ainsi quedes clinquants correspondants. Celle-ci résulte des schémas de perçage dulogement et de la bride.
2. Mettre les bagues d'étanchéité (1) .
3. Visser à nouveau la buse complète sur l'embase à l'aide des vis defixation (8).

Entretien5‐8
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Entretien régulier (suite)
Insertion d'un nouveau clinquantPour remplacer un clinquant, il faut séparer la buse de l'applicateur et ladémonter. Voir Démontage et nettoyage de la buse.
1. Démonter la buse. Mettre le vieux clinquant au rebut.
2. Nettoyer à fond toutes les pièces et les sécher.
3. Poser le nouveau clinquant de manière appropriée entre la bride et lelogement. Le clinquant est maintenu par deux goupilles cylindriques ouplus.
REMARQUE : Pour le montage de la buse de la SCDM à Triple‐Shim, veillerà la disposition de la bride et de son logement ainsi que des clinquantsrespectifs. Celle-ci résulte des schémas de perçage du logement et de labride.
4. Visser les moitiés de buse ensemble.
REMARQUE : Le clinquant peut dépasser de 0,3 mm max. hors de la buse.
5. Il faut poncer le clinquant de manière à ce qu'il soit aligné avec la bride etle logement de celle-ci (affleurement).
Le clinquant est constitué d'acier inoxydable et ne peut pas être usiné avecune lime, une lame ou de la toile d'émeri. La machine requise pour leponçage doit être équipée d'une meule abrasive en céramique.
Fig. 5‐4 Ponçage de la buse sur une rectifieuse
6. Monter à nouveau la buse sur l'applicateur.

0,5 mm0,02"
25,0 mm -0,5 -> 24,30 mm
Entretien 5‐9
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Rectification de la buseLa buse étant en contact avec le substrat, elle est soumise à l'usure. Unerectification de la buse est nécessaire pour conserver un schéma de déposeoptimal.
REMARQUE : Nordson décline toute responsabilité / n'accorde aucunegarantie en cas de dommages imputables à une rectification non effectuéedans les règles de l'art. La buse devrait être envoyée à Nordson pourrectification.
Mesure de la cote limite de la buse
L'usure de la buse est irrégulière (ondulée)
4 points de mesure
Fig. 5‐5 Points de mesure sur la brise et son logement
Il faut mesurer la cote limite en 4 endroits différents sur toute la longueur dela bride et de son logement.
Il faut utiliser l'entaille la plus profonde pour déterminer la cote limite.
REMARQUE : La cote limite pour la buse Speed‐Coat est égale à : 24,30mm.
Si la cote mesurée est égale ou inférieure à la cote limite, il n'est pluspossible de rectifier ou de réutiliser la buse et il faut commander une buseneuve chez Nordson.
Nordson conseille d'avoir une buse complète en réserve de manière à éviterles arrêts de production.
Fig. 5‐6Si la cote limite n'est pas atteinte, la buse peut encore être rectifiée.
1. Rectification du rayon
2. Rectification du bord
3. S'assurer que la largeur d'appui est conservée
4. S'assurer que la profondeur de pénétration est conservée. Celle-ci a uneinfluence sur le réglage de l'applicateur.

Entretien5‐10
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Entretien régulier (suite)
Monter une buse Triple‐Shim1. Poser le logement de la bride sur une surface plane propre. Poser un
clinquant adapté au canal d'adhésif.
Fig. 5‐7 Les canaux d'adhésif larges se trouvent en haut à droite et à gauche.
2. Poser la tôle d'espacement sur la combinaison du logement de bride etdu clinquant.
Fig. 5‐8 Tôle découpée à l'emporte-pièce
3. Poser le deuxième clinquant adapté au canal d'adhésif dans la bride surla combinaison du logement de bride, du clinquant et de la tôled'espacement.
Fig. 5‐9 Les deux canaux d'adhésif étroits se trouvent en haut à droite et àgauche.
4. La bride de la buse est posée en dernier sur la combinaison complète.

Entretien 5‐11
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
5. Visser ensemble toutes les parties de la buse.
Fig. 5‐10 Buse assemblée par vissage
6. Serrer la buse dans un étau à mâchoires douces et percer les trous desgoupilles avec un foret neuf affûté :
a. À l'aide d'un foret de 5, agrandir les trous dans les clinquants de 4 à 5mm à travers la buse.
b. À l'aide d'un foret de 6, agrandir les trous dans les clinquants de 5 à 6mm à travers la buse.
Fig. 5‐11 Perçage des trous de goupille

Entretien5‐12
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Entretien régulier (suite)
Montage d'une buse Triple‐Shim (suite)
7. Insérer les goupilles de serrage à travers les trous.
Fig. 5‐12 Goupillage de la buse
La buse est à présent fermement goupillée et peut être redémontée lors destravaux d'entretien ultérieurs. Il est maintenant toujours possible de retrouverla bonne position.
REMARQUE : Le clinquant peut dépasser de 0,3 mm max. hors de la buse.
8. Il faut poncer le clinquant conjointement avec la buse montée de manièreà ce qu'il soit aligné avec la bride et le logement de celle-ci(affleurement).
REMARQUE : Les consignes de la rubrique Insertion d'un nouveau clinquantcontinuent de s'appliquer plus loin dans cette section.
Remplacement du module de commandeNordson conseille d'avoir des modules de commande en réserve afin d'éviterdes interruptions de la production (cf. Liste des pièces de rechange).
ATTENTION : Chaud ! Risque de brûlure. Porter des lunettes de protectionet des gants calorifuges.
PRUDENCE : Le module de commande est un appareil de haute qualitéfabriqué avec une grande précision. Le manipuler avec beaucoup deprécautions !
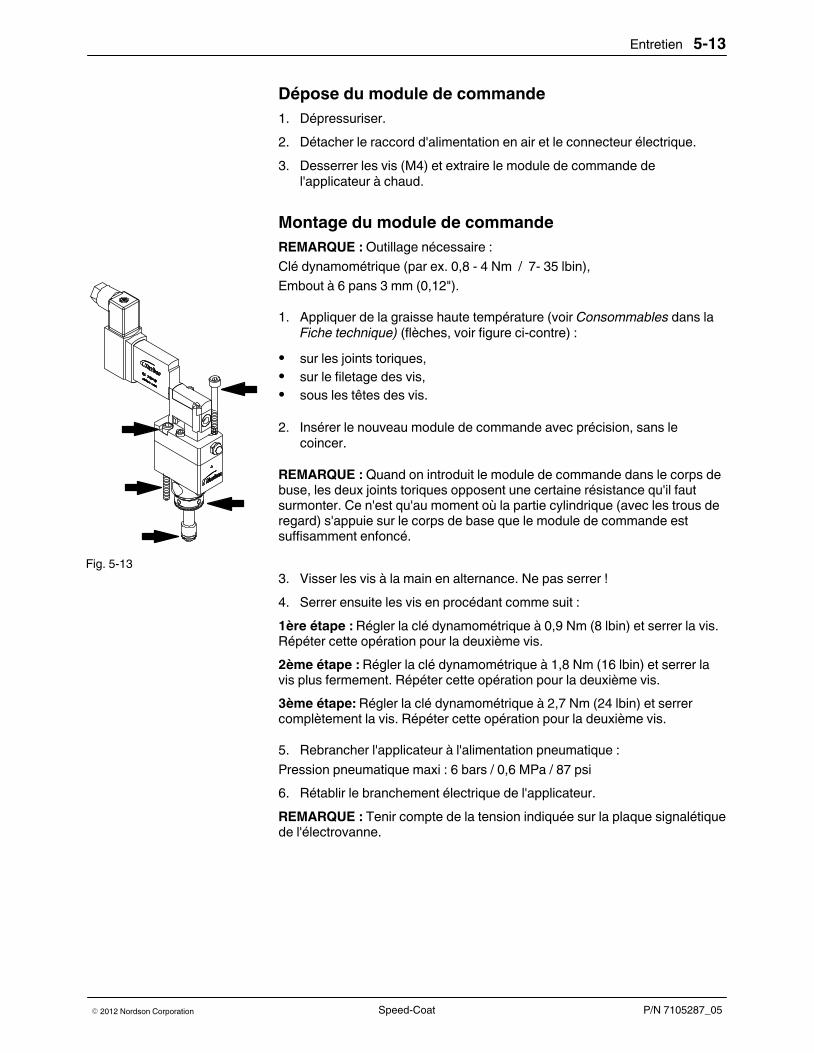
Entretien 5‐13
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Dépose du module de commande1. Dépressuriser.
2. Détacher le raccord d'alimentation en air et le connecteur électrique.
3. Desserrer les vis (M4) et extraire le module de commande del'applicateur à chaud.
Montage du module de commandeREMARQUE : Outillage nécessaire :
Clé dynamométrique (par ex. 0,8 - 4 Nm / 7- 35 lbin),
Embout à 6 pans 3 mm (0,12").
1. Appliquer de la graisse haute température (voir Consommables dans laFiche technique) (flèches, voir figure ci-contre) :
� sur les joints toriques,� sur le filetage des vis,� sous les têtes des vis.
2. Insérer le nouveau module de commande avec précision, sans lecoincer.
REMARQUE : Quand on introduit le module de commande dans le corps debuse, les deux joints toriques opposent une certaine résistance qu'il fautsurmonter. Ce n'est qu'au moment où la partie cylindrique (avec les trous deregard) s'appuie sur le corps de base que le module de commande estsuffisamment enfoncé.
Fig. 5‐133. Visser les vis à la main en alternance. Ne pas serrer !
4. Serrer ensuite les vis en procédant comme suit :
1ère étape : Régler la clé dynamométrique à 0,9 Nm (8 lbin) et serrer la vis.Répéter cette opération pour la deuxième vis.
2ème étape : Régler la clé dynamométrique à 1,8 Nm (16 lbin) et serrer lavis plus fermement. Répéter cette opération pour la deuxième vis.
3ème étape: Régler la clé dynamométrique à 2,7 Nm (24 lbin) et serrercomplètement la vis. Répéter cette opération pour la deuxième vis.
5. Rebrancher l'applicateur à l'alimentation pneumatique :
Pression pneumatique maxi : 6 bars / 0,6 MPa / 87 psi
6. Rétablir le branchement électrique de l'applicateur.
REMARQUE : Tenir compte de la tension indiquée sur la plaque signalétiquede l'électrovanne.

1
2
Entretien5‐14
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Entretien régulier (suite)
Nettoyage de la cartouche filtranteREMARQUE : Toujours démonter la cartouche lorsque l'applicateur estchaud et hors pression. Toujours la mettre en place lorsque l'applicateur estchaud.
ATTENTION : Chaud ! Risque de brûlure. Porter des lunettes de protectionet des gants calorifuges.
ATTENTION : Système et adhésif sous pression ! Avant de remplacer unecartouche filtrante, dépressuriser le système. La non-observation de cettemise en garde peut entraîner de graves brûlures.
Démontage de la cartouche filtrante1. Placer un récipient sous la cavité du filtre si besoin est.
REMARQUE : Utiliser une deuxième clé à fourche pour visser et dévisser lavis de décharge de pression (1, fig. 5‐14). Ceci permet d'éviter que lacartouche (2, fig. 5‐14) tourne aussi.
2. Dévisser la vis de décharge en la tirant hors de la cartouche jusqu'à cequ'il sorte de l'adhésif.
3. Appliquer simultanément les actions suivantes sur la cartouche filtrante :
Fig. 5‐14a. enfoncer,
b. tourner dans le sens contraire des aiguilles d'une montre (fermeture àbaïonnette),
c. puis extraire.
Le cas échéant, utiliser une clé plate ou polygonale de 17.
REMARQUE : Si la cartouche filtrante (2, fig. 5‐14) est coincée dans lacavité, la saisir et l'extraire à l'aide d'une pince.
4. Rincer la cavité en pompant brièvement de l'adhésif. Ceci permetd'éliminer les impuretés qui se trouvaient éventuellement encore dans lacavité.
5. Éliminer l'adhésif dans les règles de l'art conformément aux prescriptionsen vigueur.
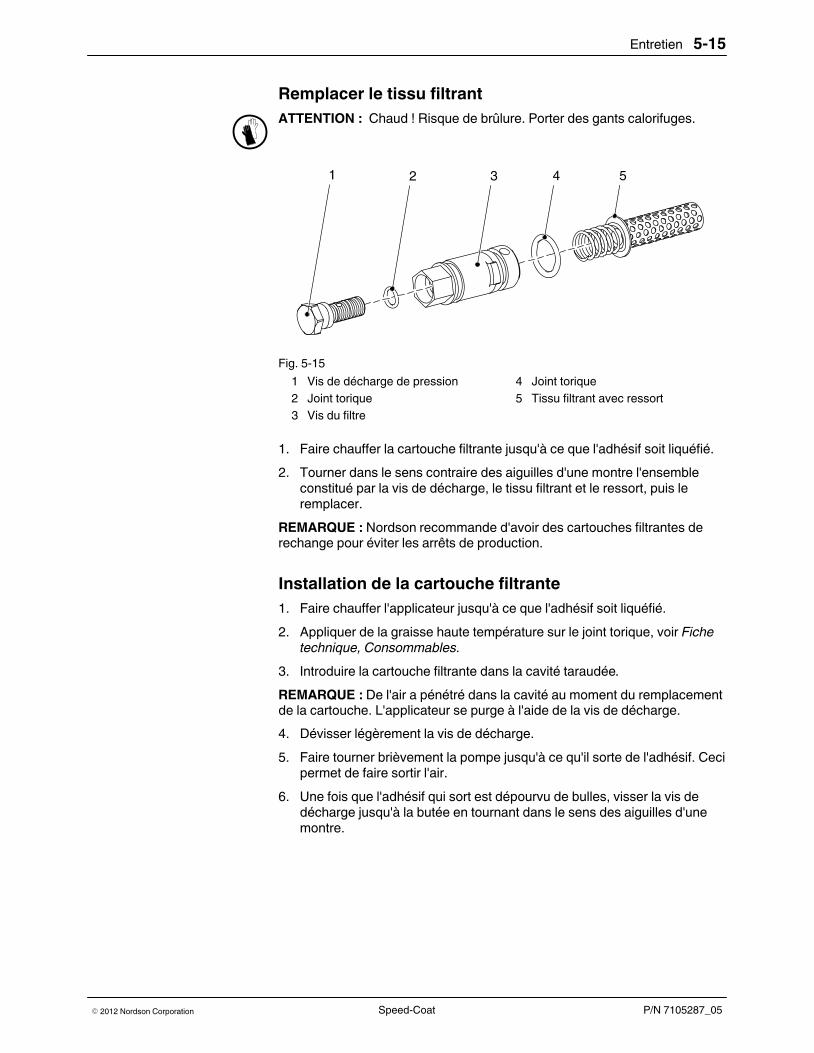
Entretien 5‐15
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Remplacer le tissu filtrantATTENTION : Chaud ! Risque de brûlure. Porter des gants calorifuges.
1 2 3 4 5
Fig. 5‐15
1 Vis de décharge de pression2 Joint torique3 Vis du filtre
4 Joint torique5 Tissu filtrant avec ressort
1. Faire chauffer la cartouche filtrante jusqu'à ce que l'adhésif soit liquéfié.
2. Tourner dans le sens contraire des aiguilles d'une montre l'ensembleconstitué par la vis de décharge, le tissu filtrant et le ressort, puis leremplacer.
REMARQUE : Nordson recommande d'avoir des cartouches filtrantes derechange pour éviter les arrêts de production.
Installation de la cartouche filtrante1. Faire chauffer l'applicateur jusqu'à ce que l'adhésif soit liquéfié.
2. Appliquer de la graisse haute température sur le joint torique, voir Fichetechnique, Consommables.
3. Introduire la cartouche filtrante dans la cavité taraudée.
REMARQUE : De l'air a pénétré dans la cavité au moment du remplacementde la cartouche. L'applicateur se purge à l'aide de la vis de décharge.
4. Dévisser légèrement la vis de décharge.
5. Faire tourner brièvement la pompe jusqu'à ce qu'il sorte de l'adhésif. Cecipermet de faire sortir l'air.
6. Une fois que l'adhésif qui sort est dépourvu de bulles, visser la vis dedécharge jusqu'à la butée en tournant dans le sens des aiguilles d'unemontre.

Entretien5‐16
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Compte rendu des opérations d'entretienPartie de l'appareil Intervention Date Nom Date Nom
Applicateur Contrôle visuel etnettoyage extérieur
Électrovanne Remplacer
Buse Nettoyage
Remplacer la buse
Remplacer le clinquant
Module de commande Nettoyage extérieur
Remplacer le module decommande
Cartouche filtrante Remplacer le tissufiltrant

Dépannage 6‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 6
Dépannage
ATTENTION : Seul un personnel qualifié doit être autorisé à procéder auxinterventions suivantes. Observer les consignes de sécurité données dans leprésent document ainsi que dans tout le reste de la documentation.
IntroductionLes tableaux de dépannage sont destinés à orienter un personnel qualifiémais ne sauraient remplacer une recherche ciblée, effectuée p. ex. en faisantappel à des schémas de câblage et à des instruments de mesure. Ils neconsidèrent pas non plus tous les défauts possibles, mais seulement ceuxqui sont les plus caractéristiques.
Les défauts suivants ne sont normalement pas pris en considération dans lestableaux de dépannage :
� erreurs d'installation
� erreurs de manipulation
� défectuosité des câbles
� connexions et raccords mal enfichés et/ou vissés.
Dans la colonne Action corrective, on a généralement renoncé à indiquerque les pièces défectueuses devaient être remplacées.

Dépannage6‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Tableau de dépannage
Problème Cause possible Action corrective Voir
Pas d'adhésif Le bac du fondoir est vide Remplir ManuelFondoir
Le moteur du fondoir n'est pas enmarche
Mettre en marche ManuelFondoir
La pompe du fondoir nefonctionne pas
Vérifier ManuelPompe
L'applicateur n'est pas encore àla température de service
Attendre que la consigne soitatteinte, le cas échéant vérifier lavaleur de réglage de latempérature
ManuelRégulateur
de température
L'applicateur est froid ou pasassez chaud
Voir L'applicateur ne chauffe pas - -
L'air comprimé n'est pas raccordé Brancher Page 3‐4
Buse bouchée Nettoyer la buse Page 5‐7
Le pointeau est bloqué Remplacer le module decommande
Page 5‐12
La cartouche filtrante estcolmatée
Nettoyer ou remplacer le tissufiltrant
Page 5‐14
Les électrovannes ne commutentpas
Voir Les électrovannes necommutent pas
- -
Trop peu d'adhésif Le tuyau et le filtre sont montésde part et d'autre de la têted'application. Le bouchon placédans le trou du filtre empêche ledébit d'adhésif.
Monter le tuyau et le filtre dumême côté de l'applicateur.
Page 3‐5
L'applicateur nechauffe pas
La température n'est pas réglée Régler la température sur lerégulateur
ManuelRégulateur
de température
Le connecteur n'est pas enfiché Brancher Page 3‐3
Fusibles défectueux dans lefondoir
Déconnecter l'appareil de lasource de tension, vérifier lesfusibles, les remplacer si besoinest
- -
Cartouche(s) chauffante(s)défectueuse(s) dans l'applicateur
Remplacer - -
L'applicateur neparvient pas à latempérature deconsigne
Cartouche(s) chauffante(s)défectueuse(s) dans l'applicateur
Remplacer - -
Température ambiante trop faible Augmenter la températureambiante
- -
Tournez S.V.P.

Dépannage 6‐3
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Problème Cause possible Action corrective Voir
Les électrovannesne commutent pas
Le contrôleur de dépose n'est pasbranché
Mettre en marche ManuelContrôleur
Connecteur non ou mal enfiché Vérifier que les connecteurs sontbien enfichés
Page 3‐3
Le marqueur detempérature del'électrovanne estde couleur sombre
(si encore présents)
L'électrovanne a été ensurchauffe et il se peut qu'elle soitdéfectueuse
Vérifier le fonctionnement desélectrovannes et remplacer cellesqui sont défectueuses
Page 5‐6
Diffusion de chaleur par le corpsde base de l'applicateur(rayonnement ou convection)
Installer des déflecteurs d'airchaud sur l'applicateur
Diminuer la températureambiante
Page 3‐2
Épaississementde l'adhésif audébut du schémade dépose
Remarque : Il n'est pas possible de supprimer l'épaississement, mais seulement dele réduire.
La course du pointeau est tropgrande
Vérifier la course du pointeauentre le piston et la pièceemboîtée
Consigne : 0,3 � 0,01 mm
- -
Pression de retour trop élevée Vérifier la pression d'applicationet régler à nouveau la pression deretour
- -
Durée de pause trop longue L'application doit avoir lieu enopérant avec un retour
- -
Le schéma dedépose n'est pasexact
Le réglage de la température surle fondoir n'est pas exact
Rectifier le réglage ManuelFondoir
Le réglage de la température del'applicateur n'est pas exact
Rectifier le réglage Page 4‐1
Le réglage du débit/de lapression d'adhésif n'est pas exact
Rectifier le réglage Page 4‐2
Distance buse / substrat incorrect Rectifier la distance Page 4‐3
Le contrôle de dépose est malprogrammé
Rectifier la programmation ManuelContrôleur
La buse est sale extérieurement Nettoyage Page 5‐7
La buse est sale intérieurement Nettoyage Page 5‐7
La buse est endommagée Remplacer la buse - -
Le grammage et la vitesse dedéfilement du substrat ne sontpas adaptés l'un à l'autre
Vérifier les réglages, les modifiersi besoin est en fonction les unsdes autres
- -
L'adhésif ne convient pas Consulter le fabricant Fiche d'information
du fabricantd'adhésif
Tournez S.V.P.

Dépannage6‐4
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Tableau de dépannage (suite)
Problème Cause possible Action corrective Voir
Durée de pausetrop longue
Le silencieux du module decommande est bouché
Remplacer le silencieux Page 5‐6
Le temps ouvert*est trop long
La température d'application esttrop élevée
Régler la température à unevaleur plus faible
ManuelRégulateur
de température
L'adhésif ne convient pas Consulter le fabricant Fiche d'information
du fabricantd'adhésif
Le temps ouvert*est trop court
La température d'application esttrop faible
Régler à une températuresupérieure
ManuelRégulateur
de température
L'adhésif ne convient pas Consulter le fabricant Fiche d'information
du fabricantd'adhésif
* Le temps ouvert est le temps qui s'écoule entre la sortie de l'adhésif par labuse et sa solidification sur le substrat.

Pièces de rechange 7‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 7
Pièces de rechange
Utilisation des listes de pièces illustréesLes listes de pièces de rechange fournies séparément dans le documentParts List comportent les colonnes suivantes :
N° — Identifie les pièces illustrées qui sont disponibles auprès deNordson.
P/N — Numéro de référence Nordson pour chaque pièce de rechangedisponible illustrée. Une série de tirets dans la colonne du P/N (‐ ‐ ‐ ‐ ‐)indique que la pièce ne peut pas être commandée séparément.
Description — Cette colonne contient le nom de la pièce de rechangeet, le cas échéant, ses dimensions ainsi que d'autres caractéristiques.Les points dans la colonne Description indiquent la relation entre lesensembles, les sous-ensembles et les pièces individuelles.
Quantity — Quantité nécessaire par appareil, ensemble ousous-ensemble. L'abréviation AR (suivant besoin) est utilisée lorsque lespostes désignent des unités de conditionnement ou lorsque la quantitépar ensemble dépend de la version du produit ou du modèle.
REMARQUE : Les textes sont uniquement disponibles en anglais. Voir ledocument Parts List, réf. P/N 7156778, fourni séparément.
Éléments de fixationLes éléments de fixation sont indiqués sur chaque figure conformément à laconvention Fx, "x" représentant le numéro de l'élément de fixation dans laliste Schedule of Fasteners qui se trouve à la fin du document Parts Listfourni séparément.
CaractérisationLes composants électriques sont marqués conformément à la normeallemande DIN 40719, partie 2.

Pièces de rechange7‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat

Fiche technique 8‐1
P/N 7105287_05� 2012 Nordson Corporation Speed‐Coat
Section 8
Fiche technique
Données généralesType de chauffage Éléments chauffants (résistances électriques)
Sondes de température possibles Thermocouple FeKo Pt 100 Ni 120
Pression de fermeture maxi sans aircomprimé
8 bar 0,8 MPa 116 psi
Pression de fermeture maxi avec aircomprimé
45 - 70 bar 4,5 - 7 MPa 650 - 1015 psi
Pression maxi de maintien en positionfermée, sans air comprimé
80 bar 8 MPa 1160 psi
Pression maxi de maintien en positionfermée, avec air comprimé
100 bar 10 MPa 1�450 psi
Viscosité maxi possible 80�000 mPas 80�000 cP
Largeur du schéma de dépose maxi 500 mm
Largeur du schéma de dépose maxipar module de commande
50 mm
Distance mini entre modules decommande
25 mm
TempératuresTempérature ambiante maxi 60 °C 140 °F
Température de service maxi desélectrovannes
80 °C 176 °F
Température de service maxi del'applicateur
200 °C 392 °F
Pression pneumatiqueAir de commande env. 5 à 6 bar env.
0,5 à 0,6 MPaenv.
72,5 à 87 psi

Fiche technique8‐2
P/N 7105287_05 � 2012 Nordson CorporationSpeed‐Coat
Caractéristiques électriquesATTENTION : L'applicateur est conçu pour une seule tension defonctionnement. Ne faire fonctionner l'appareil que sur la tension figurant surla plaque signalétique.
Tension de service 230 VAC
Fréquence de la tension de service 50/60 Hz
Tension électrovanne Type Booster
nouveau : P/N 7157157
(ancien : P/N 396250,
P/N 1064268)
Type Non Booster
P/N 460246
max. 24 VDC 24 / 48 VDC
Sans surexcitation ! Surexcitation : 3 ms
Utilisation avec contrôleur dedépose ou avec commandedirecte
Voir aussi dans la Section 3, Installation : Raccordement desélectrovannes
Courant d'activation ION électrovanne à partir de 11/2009P/N 7157157
P/N 460246
2 A 0,1 A
jusqu'à 10/2009 P/N 396250,P/N 1064268
1 A
Puissance absorbée
Watt par 50 mm de largeur d'application
SCSM 150 W SCDM 225 W
Degré de protection IP 30
Dimensions et poidsEncombrement Voir le plan coté
Poids Cf. lettre de voiture
Consommables
Désignation Numéro de commande Domaine d'utilisation
Graisse haute température Application sur les joints toriques etles filetages
REMARQUE : La graisse n'est pasmiscible avec d’autres lubrifiants.Nettoyer les pièces lubrifiées à lagraisse/à l'huile avant de l'appliquer.
� Boîte 10 g P/N 394769
� Tube 250 g P/N 783959
� Cartouche 400 g P/N 402238