aqueous cleaners challenge chlorinted solvents - …infohouse.p2ric.org/ref/25/24686.pdf · the...
TRANSCRIPT

POLLUTION ENGINEERING I
P45l391 Z!A!&,s/l t’2)=
Aqueous Cleaners Challenge Chlorinated Solvents
Reprinted from Pollution Engineering, December, 1991
Water-based cleaners do an effective job cleaning metal parts without the hazardous waste and
worker health concerns of solvent degreasers.
by JoAnn Quitmeyer
For many years the Metalworking Industry has cleaned metal parts with chlorinated solvents such as trichloro- ethylene, methylene chloride, perchloro- ethylene or 1.1.1-trichloroethane. Recently, however, health and disposal- relatedenvironmentalconcems regarding chlorinated solvents have increased.
The Occupational Safety and Health Administration (OSHA) has instituted worker vapor exposure limitations for virtually allof the solvents used insolvent- based cleaners. In addition, the United States Environmental Protection Agency (EPA) hasdefinednearlyall solvent-based cleaners as “hazardous”. The waste generators’ cradle-to-grave waste responsibility is another factor behind concerns over chlorinated solvents.
After using chlorinated solvents, the resulting sludge andor used solvent must he treated as a hazardous waste. In the United States, a chlorinated solvent may cost between $1-$1.50 per pound. A $1.37 perpound federal excise tax must be added. Dependingonlocation, itcancostup to$l perpound todispose ofchlorinated wastes. InJune, 1990,itcost52centsperpouudto dispose of chlorinated wastes in Lexington, MA. That same month, it cost 93 cents per pound to dispose of a similar type waste in Imine, Calif., where these wastes must be transferred across several state lines for treatment or incineration by qualified handlers.
Because of these factors, there now is an industry-wide effort to reduce or eliminate the use of chlorinated solvents for metal cleaning.
Water-based cleaners are among the alternatives offered. New-technology alkaline cleaners can he used instead of chlorinated solvents in many cleaning processes. These water-based cleaners reduce the release of volatile organic compounds (VOC’s) by as much as 99 percent. The VOC of l,l,l-trichloro- ethane is 11 pounds per gallon, whereas, a typical aqueous alkaline cleaner has no
VOC. Hazardous waste generation also is significantly reduced or eliminated. This, in tum, can ease worker exposure restric- tions and positively impact the environment.
The use of aqueous products also can eliminate or reduce the annual reporting required under SARA Title 111, Section 3 13 (Toxic Chemical Release Reporting: Community Right-To-Know) because these aqueous cleaners contain few or no chemicals currently listed in Section 3 13. Standard degreasing solvents such as perchloroethylene, 1,1,1 -trichloroethane, trichloroethylene and methylene chloride, presently require reporting under Section 313 when used in quantities of 10,000 pounds or greater annually.
Tables 1 and 2 compare the physical and chemical properties of water-based cleaners and chlorinated solvents.
The cleaning process Cleaning is defined as “the removal of
soil or unwanted matter from a surface.” The cleaning process selected depends on the natureofthe soil, thesubstrateinvolved and the degree of cleanliness required.
Cleaning of metal substrates can he accomplished in several ways: * By using mechanical action such as
wiping, brushing or spraying. By solubilizing the soil. By chemically reacting the soil through saponification or chelation.
* By lifting thesoil through surfaceaction and detergency. Often a combination of mechanisms is
employed. Vapor degreasing is a traditional
method for cleaning metal parts. During the process, vapors from aboiling solvent condense on the cooler part, flushing off oily soils. The soils are then dissolved in the solvent. This cleaningaction continues until the metal part warms up enough to stop the condensation from oc- curring. Thepartis thenremovedfromthe cleaner and dried. The process is typically

l,l,l- Parameter Methylene chloride trichloroethane Trichloroethylene Perchloroethylene I
I Cleaner I A I C I D I
POLLUTION ENGINEERING
Most soils were removed by aqueous cleaners within I O minutes

completed in approximately IO minutes. Vapordegreasing isespecially effective
for removing organic soils such as oil- based cutting oils, grease, petrolatums and high-melt waxes. It is less effective in the case of finger prints, water salts and road film. The aerospace, electronics and automotive industries typically use vapor degreasing.
Once a chlorinated solvent has been used for degreasing purposes, it must he recycled at considerable capital equipment expense. More often than not, the result- ing sludgeandorusedsolvent is discarded and treated as hazardous waste.
Some water-based cleaners use non- chlorinated solvents as part of their pack- age. These emulsion cleaners function by emulsifying the soils and dispersing them throughout the bath. As the emulsion cleaner is used, the entire bath becomes contaminated. The entire bath, including the water, must be treated asahydrocarbon waste. Again, the wastegeneratorislegally responsible for that waste from cradle-to- grave.
New technology cleaners Using new technology, water-based
cleaners are being developed to replace chlorinated solvents for cleaning metal substrates. Thesenew cleaners are aqueous solutions containing water conditioners, corrosion inhibitors, varying amounts of alkalinity builders and a careful selection of organic surfactants. These ingredients are selected for desired foaming, wetting (surface tension) and soil removal properties.
This new technology includes cleaners designed to be self cleaning. When the cleaner has a greater affinity for the part surface than the soil, it undercuts the soil. The soil is then released from the part surface. Light oils float while heavy soils sink. This way, the cleaning bath can he skimmed and filteredtoremoveboth light and heavy soils. The water-based cleaner concentration is then replenished to recommended limits and cleaning con- tinues. Only the contaminants skimmed or filtered from the bath need to be hauled away as waste. Theliquidcan berecycled indefinitely.
Shop dirts, cutting oils, fingerprints, grease, carbon, low-melt waxes and road soils all can be readily removed with an aqueous cleaner. Additionally, by adding heat andor somemechanical action, these aqueous cleaners can be used to remove petrolatums and high-melt waxes.
In-use comparisons Cleaning tests conducted on a wide
variety of soils demonstrated the cleaning efficiency of one chemistry vs. another. Every hydrocarbon solvent tested dissolved the soils. Aqueous cleaners either emulsified, saponified or rejected the soils depending on the chemistry of the cleaner and soil. Overall, most of the soils tested were removed by one or more aqueous cleaners within the IO-minute time frame typical for vapor degreasing.
Ink, solder paste and candle wax were not removed from metal parts with either the chlorinated solvents or aqueous cleaners without adding heat or mechanical action.
Since these water-based cleaners have little or no volatile components, cleaning cannot take place in the vapor phase. Instead, metal parts must be immersed in, or sprayed with the cleaner. Though parts are wet after processing, they can easily be dried with heat, forced air, or other means.
The bath is filtered periodically to
remove contaminants.
Keeping environmental regulations in mind, the end-user should select cleaning products that remove themajority of soils at a concentration, temperature and time compatible withproductionneeds. Tomin- imize waste, a cleaner that has a long or indefinite tank life should be selected. Ideally the bath should be filtered periodically to remove contaminants. Once again, since the bath need not be dumped, waste is minimized.
Field testing Aqueous cleaners have already replaced
vapor degreasers in many industries. Making the change has enabled users to eliminate process stages and reduce waste significantly-in some cases up to 80 percent.
A major U S . aerospace manufacturer successfully replaced l,l,I-trichloro- ethane without major capital expenditures. This company is using the water-based cleaners toremove protective oils, cutting oils, hydraulic fluids, silicone oils, water- soluble coolants, shop dirts, finger prints and other soils.
With slight modifications, the same manufacturer was able to accomplish a chemical change-to aqueous cleaners from chlorinated solvents-without large
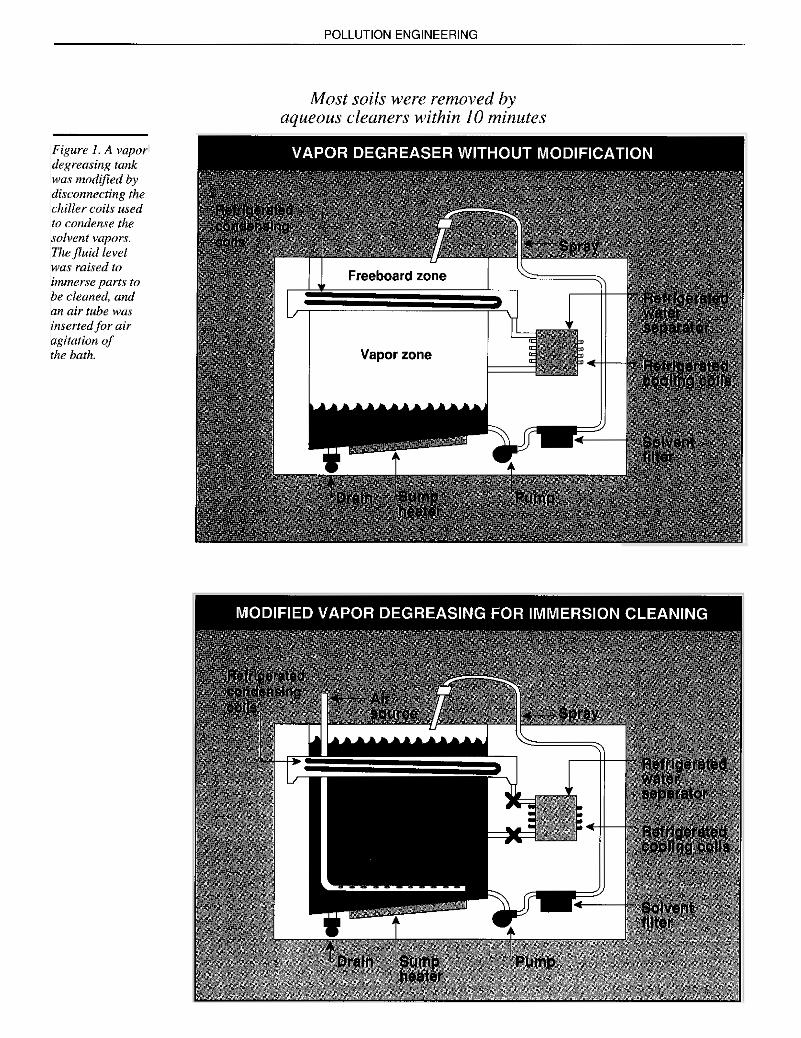
capital equipment expenses. The existingvapordegreasingtankwas
modified by disconnectingthechiller coils used to condense the solvent vapors as shown in Figure 1. The fluid level was raised to immerse parts to he cleaned, and anairtube wasinsertedforairagitationof the bath.
In another example, a major US. automotive manufacturer replaced an emulsioncleaner withan aqueous cleaner. This company uses a conveyor to run powdered metal, plastic and aluminum parts through the cleaner bath. With the new cleaner, no rinse is needed.
A large U.S. plating company eliminated avapordegreaser and acaustic bathfromitsplatingprocess by switching to a single stage new technology cleaner used at 10 percent and 140'F.
In all these cases, tank life has been or could beextended by fluid filtration. Media filters, diatomaceous earth filters, centrifuges and skimmers all work well in removing contaminants from aqueous cleaning baths. In addition to these applications, aqueous cleaners are being used for cleaning in-process airplanecom- ponents, printed circuit boards, advanced composites, fasteners, turbine blades and motor housing forthe automotive industry.
Technology tor the future Many industries are faced with finding
new technologies to reduce hazardous chemicals, thus reducing the amount of hazardous wastegenerated. Industry must share responsibility with courts and governments around the world for a cleaner, safer environment. With the new water-based cleaners, waste minimization is real and obtainable without loss of cleaning effectiveness.
JoAnn Quitmeyer is a Senior Research Associate with W. R. Grace & Co.-Conn. in Lexington, MA.