automotive lightweight materials manufacturing congress · § biw weight reduction methods, ......
TRANSCRIPT
AutomotIve LIghtweIght MaterIals ManufacturIng Congress BODY & paınt LIGTHWEIGTH DESING CHALLENGES 29-30 November 2016 / Bırmıngham, UK
Engin YILMAZER November 29-30, 2016
agenda
§ Who we are? § Our Products § BCE Tool Manufacturing timing § Weight Overview on Transit Custom § Material Overview on Transit Custom § BIW weight reduction methods, challanges and solutions on transit custom
§ Stamping of Aliminium panels § Aliminium assembly Joining process § Paint challanges of Aliminium / Steel assemblies

Company Confidential
Company Confidential
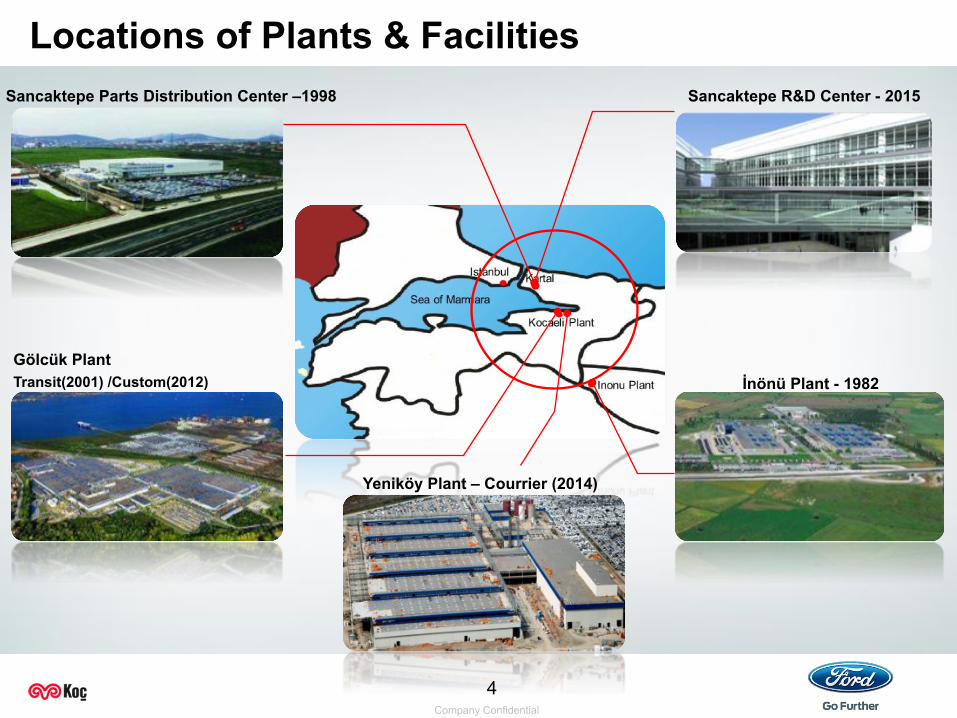
Gölcük Plant Transit(2001) /Custom(2012)
Sancaktepe Parts Distribution Center –1998 Sancaktepe R&D Center - 2015
İnönü Plant - 1982
Locations of Plants & Facilities
4
Yeniköy Plant – Courrier (2014)

Company Confidential
Who are we? Kocaeli bce vome team
Our Projects
New Transit
Tourneo Courier
Tourneo Custom
Engin YILMAZER November 29-30, 2016
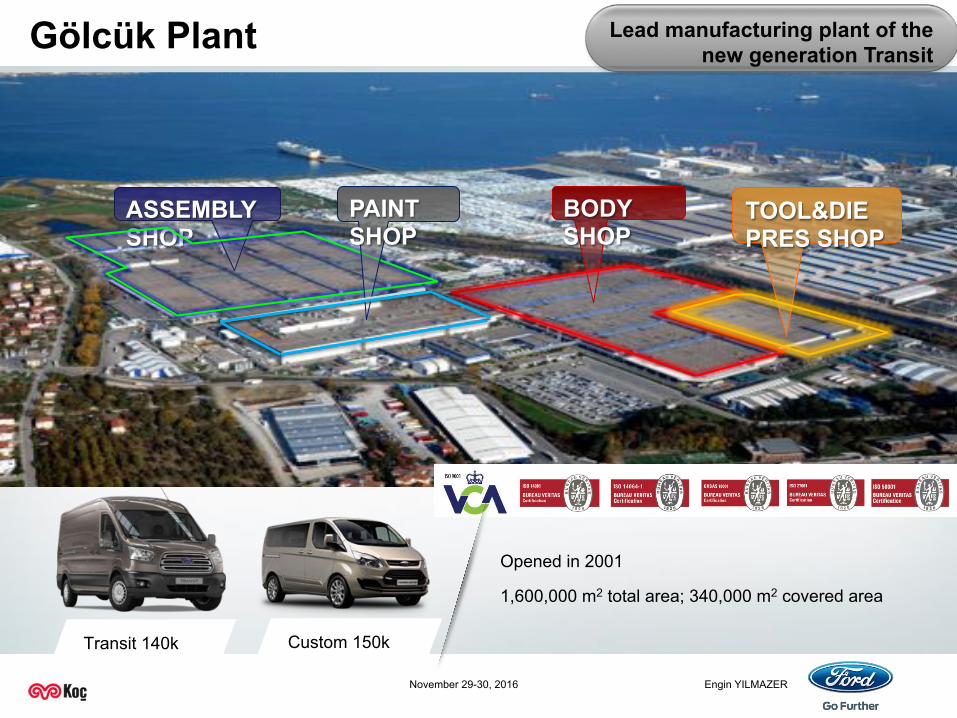
Lead manufacturing plant of the new generation Transit
ASSEMBLY SHOP
BODY SHOP
TOOL&DIE PRES SHOP
Gölcük Plant
PAINT SHOP
Opened in 2001
1,600,000 m2 total area; 340,000 m2 covered area
Transit 140k Custom 150k
Engin YILMAZER November 29-30, 2016
Yeniköy Plant The single production center of Ford Courier in the world
New production facility at Gölcük plant site opened on 22 May 2014
70,000 m2 covered area
Environment and disabled-friendly plant
Courier 110k

Engin YILMAZER November 29-30, 2016
Annual Production Capacity 415,000
Gölcük 290,000
Yeniköy 110,000
İnönü 15,000
Total Employees 10,676
Blue Collar 7,944
White Collar 2,732
KEY PERFORMANCE METRICS
Transit
Custom
Courier
Cargo
Chart Title
Blue Collar
White Collar

Engin YILMAZER November 29-30, 2016
We are an effective team that manufactures high quality Body Construction Line and Products on low budgets.
Who are we? Kocaeli bce vome team
Engin YILMAZER November 29-30, 2016
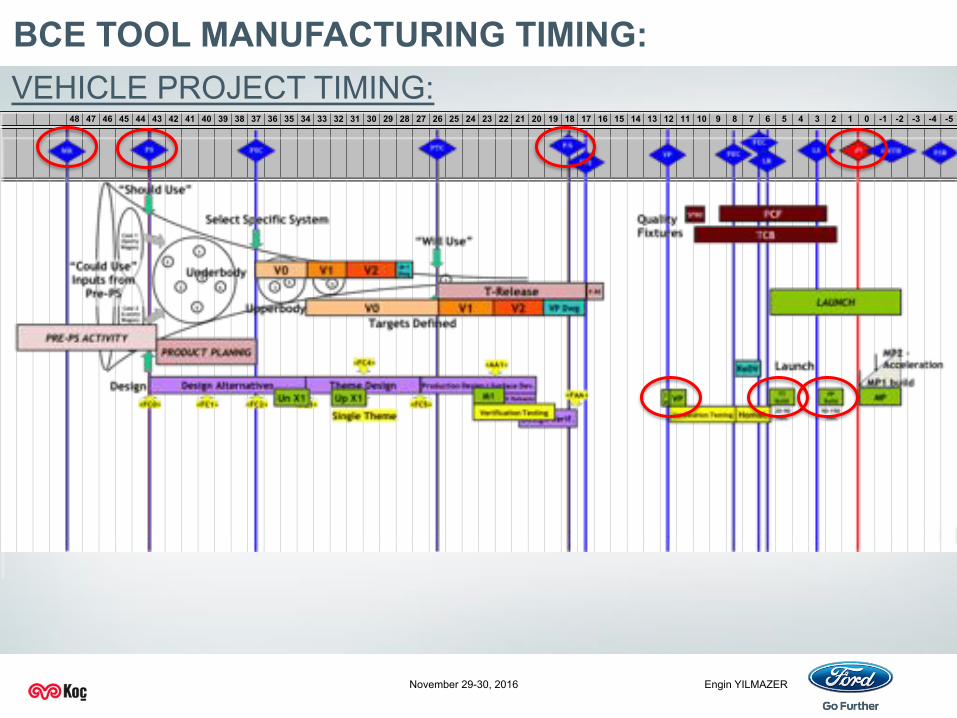
VEHICLE PROJECT TIMING: 48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0 -1 -2 -3 -4 -5
J1 FSR
Targets Defined
“Will Use”
“Should Use”
1
2
3
4
5
6
1
3
1
55 1
Select Specific SystemCase 1 (Sporty Wagon)
Case 2 (Luxury Wagon)
V0 V1 V2 M-1DwgUnderbody
V0 V1 V2 VP Dwg
P.RE
Upperbody
Verification Testing
ReDV
TTBuild
PPBuild MP
Verification Testing
Launch
MP1 build
MP2 -Acceleration
M1 VP1st
Homol.
Design Alternatives Theme Design Production Design / Surface Dev.
St Releases (S,A,B,C)
Design Verif.Single Theme<FC0> <FC1> <FC2> <FC3>
<FC4>
<FC5>
Design
FeasibilityStampingProcess Planning
ToolDesi
P/C/R/P
Pattern / Casting / Raw Material / Pre Mach
FMFinal Machining
Production Release Complete
Un X1
“Could Use” Inputs from
Pre-PS
20-90veh.
50-150 veh.
OKTBLSLR
FECPECVPMR PS
FDJ
PAPTCPSC
Up X1
T-Release
LAUNCH
PRE-PS ACTIVITYPRODUCT PLANNIG
<AA1>
<FAA>
SFB0 PCF
TCB
Quality Fixtures
48 47 46 45 44 43 42 41 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0 -1 -2 -3 -4 -5
BCE TOOL MANUFACTURING TIMING:
Engin YILMAZER November 29-30, 2016
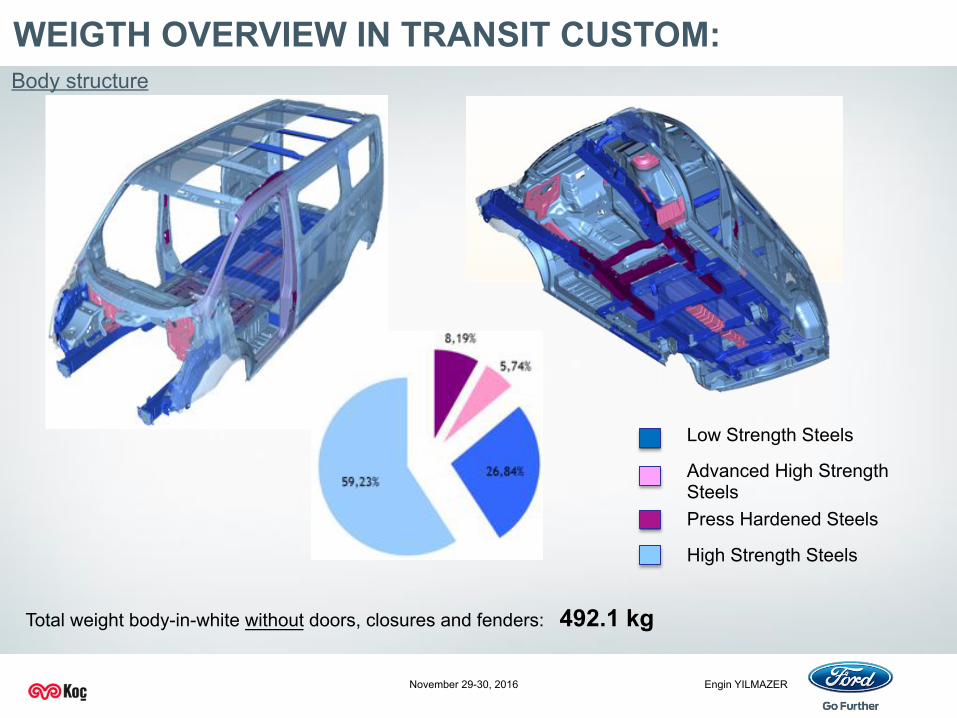
WEIGTH OVERVIEW IN TRANSIT CUSTOM: Body structure
Low Strength Steels
Advanced High Strength Steels Press Hardened Steels
High Strength Steels
Total weight body-in-white without doors, closures and fenders: 492.1 kg

Engin YILMAZER November 29-30, 2016
WEIGTH OVERVIEW IN TRANSIT CUSTOM:
Front bumper beam: 10.6 kg
Closures/ doors/ hood: 127.1 kg
Body-in-white weights of doors, closures and fenders
Front doors (both): 47.6 kg Sliding door (single) 31.9 kg Hood: 10.6 kg Tailgate: 26.0 kg Front fenders (both): 5.3 kg
Hang-on parts
Engin YILMAZER November 29-30, 2016
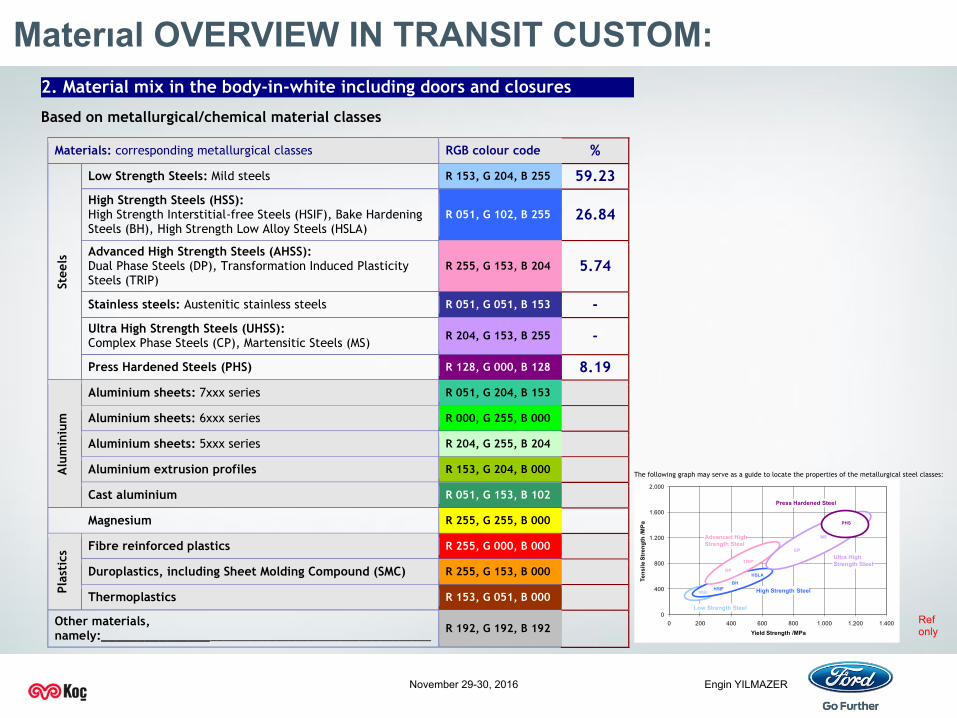
2. Material mix in the body-in-white including doors and closures Based on metallurgical/chemical material classes
Materials: corresponding metallurgical classes RGB colour code %
Stee
ls
Low Strength Steels: Mild steels R 153, G 204, B 255 59.23 High Strength Steels (HSS): High Strength Interstitial-free Steels (HSIF), Bake Hardening Steels (BH), High Strength Low Alloy Steels (HSLA)
R 051, G 102, B 255 26.84
Advanced High Strength Steels (AHSS): Dual Phase Steels (DP), Transformation Induced Plasticity Steels (TRIP)
R 255, G 153, B 204 5.74
Stainless steels: Austenitic stainless steels R 051, G 051, B 153 - Ultra High Strength Steels (UHSS): Complex Phase Steels (CP), Martensitic Steels (MS)
R 204, G 153, B 255 -
Press Hardened Steels (PHS) R 128, G 000, B 128 8.19
Alu
min
ium
Aluminium sheets: 7xxx series R 051, G 204, B 153
Aluminium sheets: 6xxx series R 000, G 255, B 000
Aluminium sheets: 5xxx series R 204, G 255, B 204
Aluminium extrusion profiles R 153, G 204, B 000
Cast aluminium R 051, G 153, B 102
Magnesium R 255, G 255, B 000
Plas
tics
Fibre reinforced plastics R 255, G 000, B 000
Duroplastics, including Sheet Molding Compound (SMC) R 255, G 153, B 000
Thermoplastics R 153, G 051, B 000 Other materials, namely:_________________________________________________
R 192, G 192, B 192
Materıal OVERVIEW IN TRANSIT CUSTOM:
The following graph may serve as a guide to locate the properties of the metallurgical steel classes:
0
400
800
1.200
1.600
2.000
0 200 400 600 800 1.000 1.200 1.400
Tens
ile S
tren
gth
/MPa
Yield Strength /MPa
HSLA
BH
Low Strength Steel
High Strength Steel
Ultra HighStrength Steel
Advanced HighStrength Steel
CP
MS
PHS
Press Hardened Steel
Mild
TRIP
DP
HSIF
Ref only

Engin YILMAZER November 29-30, 2016
LIGHT WEIGHT materıal OVERVIEW IN FORD

Engin YILMAZER November 29-30, 2016
Tem
pera
ture
Resistance Spot Welding
Hybrid Joining
Arc and Laser Brazing
Plasma Welding Arc Stud Welding
Inert Gas Arc Welding MIG, MAG, TIG
Laser Welding
Bonding
Self-Pierce Riveting Clinching
Bolt joining Flow Drilling
Screws Hemming
Car Body - Joining Technologies
Source : SCA Presentation

Engin YILMAZER November 29-30, 2016
• Frt. Member Floor Side for Ford Custom : – Boron Side Members – Tailor welded blank – With three different thickness – and one different material grade.
FRT.STRUCTURE WEIGHT REDUCTION
Previous Transit Design (Multi Piece Design )
Successor Transit Custom Design

Engin YILMAZER November 29-30, 2016
Typical V363 VBK Rr Underbody
ReAR UNDERBODY LADDER WEIGHT REDUCTION
• Complexity Management
• Complexity Management • Part deletion for specific
derivative. • Gauge difference • Grade difference
• Complexity Management • Gauge difference
• Complexity Management • Gauge difference • Grade difference
• Complexity Management • Gauge difference • Grade difference

Engin YILMAZER November 29-30, 2016
BODY CONSTRUCTION LINE SOLUTION: • Rear UN Floor Side BCE Process Flow Changes & Challenges
– Conventional air pressured guns and AC transformers are not capable to supply repeatable weld quality . DC MF guns and controls required.
– Tailor welded blank drives muti-joint conditions which does not suit manual spot welding process and dictates robotic application.
– Automation lines requires more space but there is no new building assumption for the change over
– Weld parameter setup requires more prototypes to verify due to time constraints – Weld quality checks needs different calibration on US controls.
– Assembly tooling locator concept is affected needs new tooling and change over period is critical .
– Above Process dictates high initial investment which is not competitive in Turkey OEMS.
Engin YILMAZER November 29-30, 2016
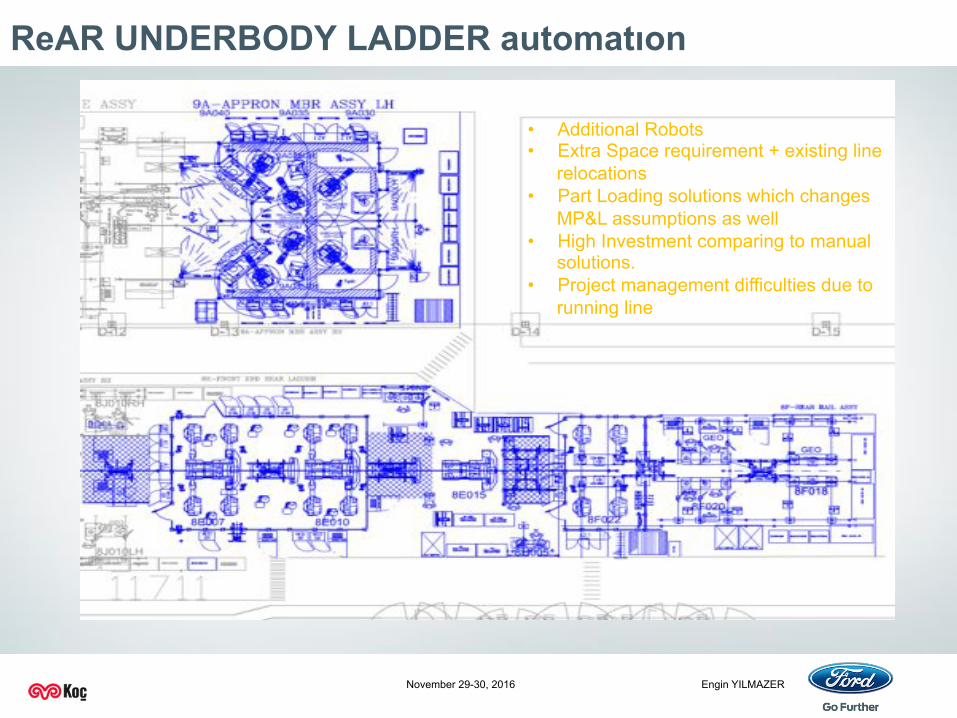
ReAR UNDERBODY LADDER automatıon
• Additional Robots • Extra Space requirement + existing line
relocations • Part Loading solutions which changes
MP&L assumptions as well • High Investment comparing to manual
solutions. • Project management difficulties due to
running line
Engin YILMAZER November 29-30, 2016
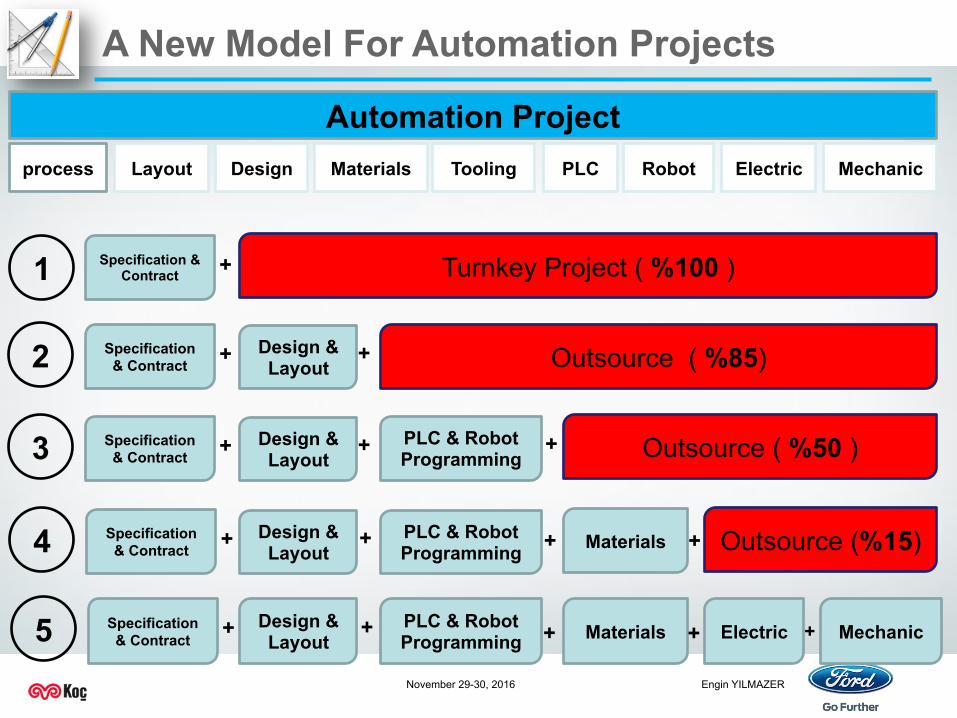
A New Model For Automation Projects
1 Specification & Contract Turnkey Project ( %100 ) +
Specification & Contract
Design & Layout
+ Outsource ( %85) + 2
Specification & Contract
Design & Layout
+ PLC & Robot Programming
+ 3 Outsource ( %50 ) +
Specification & Contract
Design & Layout
+ + 4 Outsource (%15)
Specification & Contract
Design & Layout
+ + 5 Electric Mechanic +
Automation Project process Layout Design Materials Tooling Electric Mechanic Robot PLC
PLC & Robot Programming
PLC & Robot Programming
Materials
Materials
+
+
+
+
Engin YILMAZER November 29-30, 2016
Next steps for weıgth reductıon -Alumınum closures
Hang-on parts
Closures / doors / hood :

Engin YILMAZER November 29-30, 2016
• Tolerances: Skin panels: max 0,5 mm Inner Panels: max 1 mm
Panel
Lower die
Part Sprung back
Previos aplication New Application
• Trim die is deforming panel because of the spring back
• 1st trim die has been machined according to *stl data taken from simulation files.
STAMPING TOOLS FOR ALUMINIUM

Engin YILMAZER November 29-30, 2016
1. Blank seperation on Destacker : • Running both ALU/Steel blanks in the same destacker cause
bottleneck. • We have to install additional blowers and increased the pressure
to 12 bars to loading the blanks properly.
Aluminium blanks
Major Issues Whıle StampIng of alu. panels

Engin YILMAZER November 29-30, 2016
2. Oil spec. for Aluminium Blanks: We also change the spec to get 0,3 - 0,5 gr/m2 oil on the blanks. Lessons learnt form Valencia Stamping Plant (Alu/ Steel Press Line) 3. Cleaning the Presses: Whole presses are cleaned manually. Approximately 10 - 15 min. It is done in parallel with the die change. 4. Rework Area: The rework area should be different than steel one.
Major Issues WhIle StampIng of alu. panels
Engin YILMAZER November 29-30, 2016
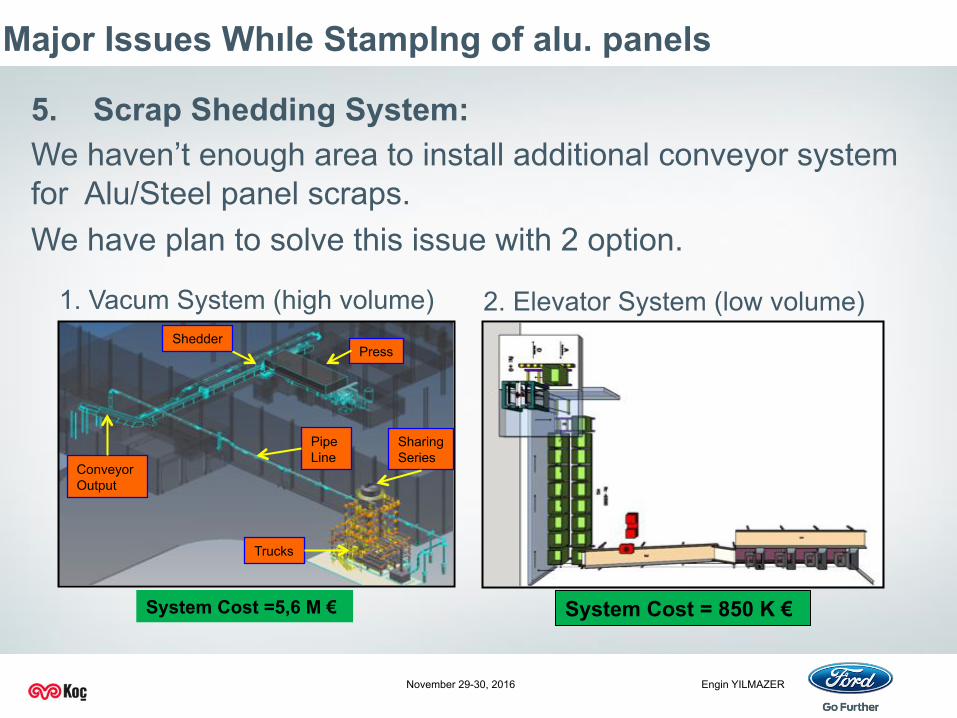
5. Scrap Shedding System: We haven’t enough area to install additional conveyor system for Alu/Steel panel scraps. We have plan to solve this issue with 2 option.
Trucks
Pipe Line
Sharing Series
Press Shedder
Conveyor Output
1. Vacum System (high volume) 2. Elevator System (low volume)
System Cost =5,6 M € System Cost = 850 K €
Major Issues Whıle StampIng of alu. panels
Engin YILMAZER November 29-30, 2016
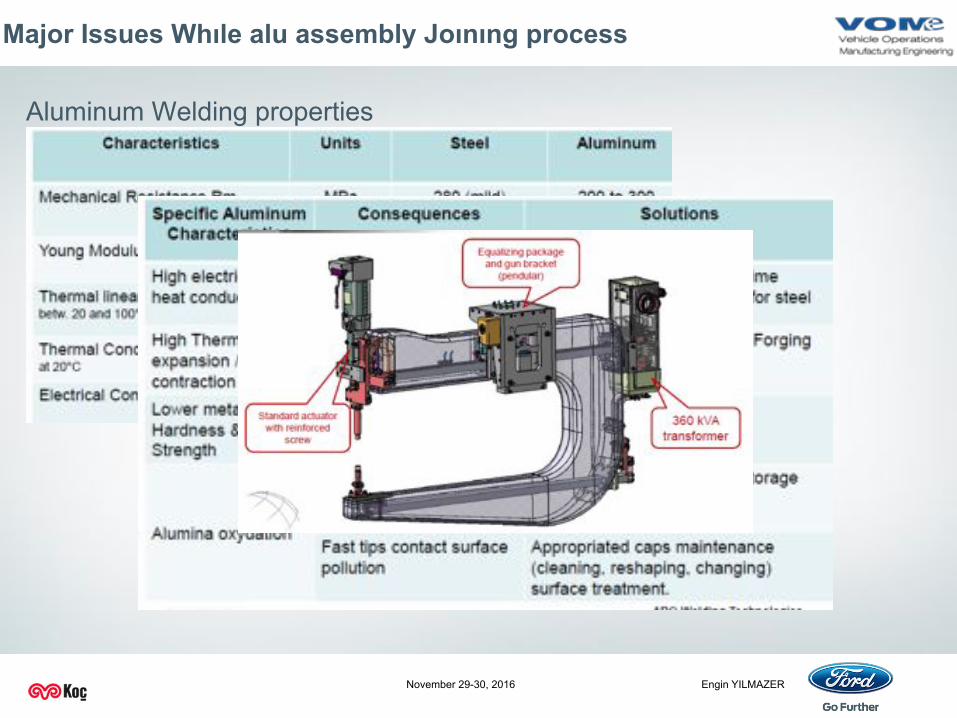
Aluminum Welding properties
Major Issues Whıle alu assembly Joınıng process
Engin YILMAZER November 29-30, 2016
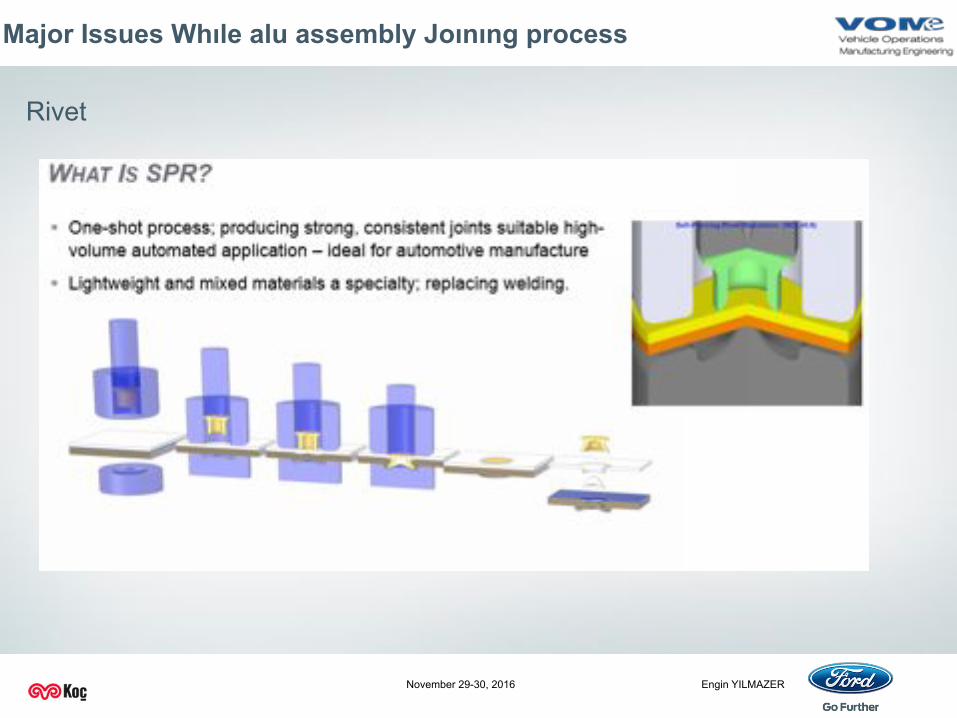
Rivet
Major Issues Whıle alu assembly Joınıng process

Engin YILMAZER November 29-30, 2016
Rivet
Major Issues Whıle alu assembly Joınıng process
Engin YILMAZER November 29-30, 2016
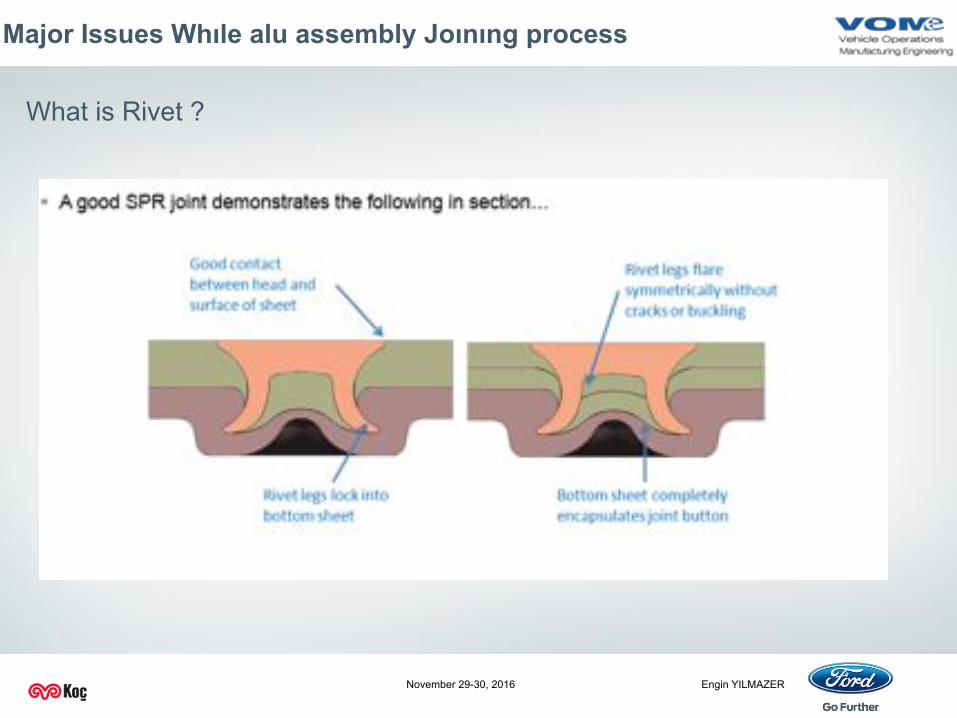
What is Rivet ?
Major Issues Whıle alu assembly Joınıng process
Engin YILMAZER November 29-30, 2016
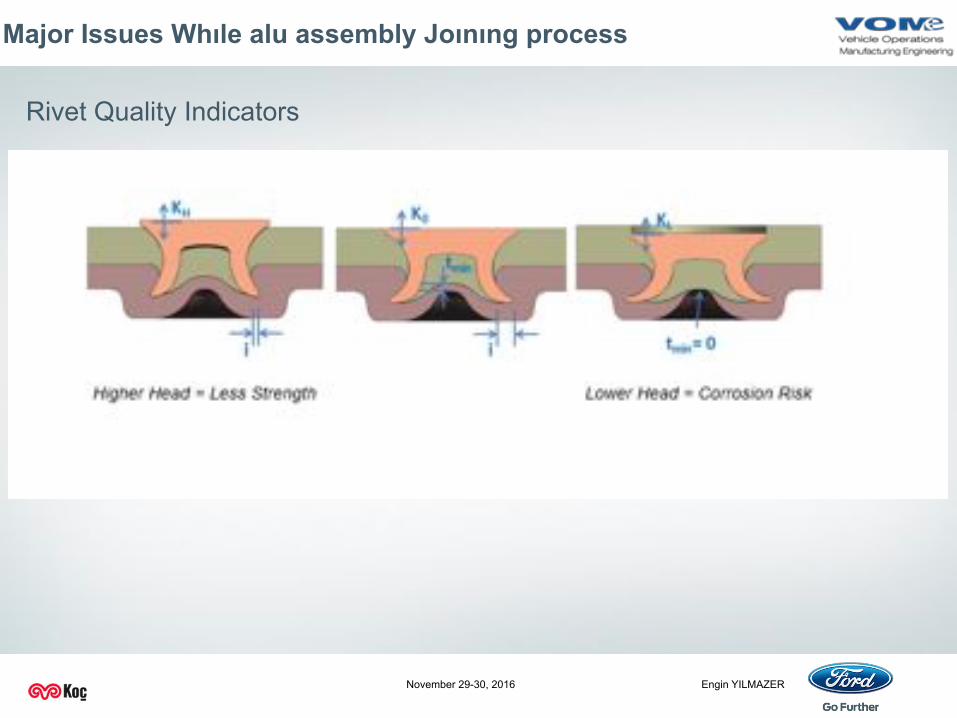
Rivet Quality Indicators
Major Issues Whıle alu assembly Joınıng process
Engin YILMAZER November 29-30, 2016
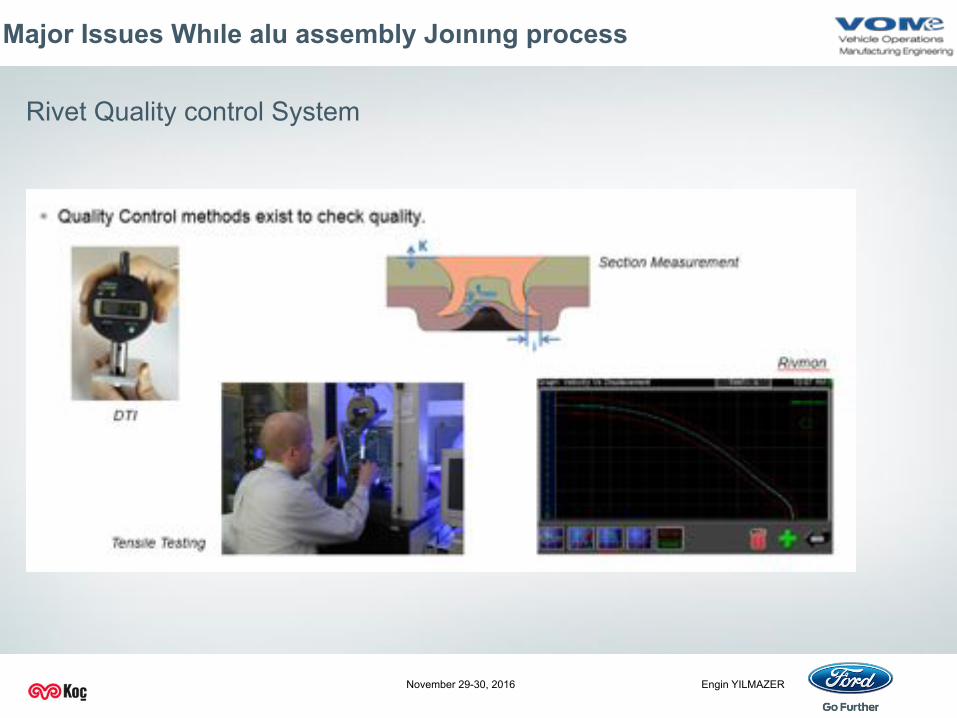
Rivet Quality control System
Major Issues Whıle alu assembly Joınıng process

Engin YILMAZER November 29-30, 2016
Robotic Cell- Rivetting Gun
Major Issues Whıle alu assembly Joınıng process
Engin YILMAZER November 29-30, 2016 29/11/2016 Confidential Page 33
Phosphate Coating Process
§ Phosphate coating ,which is the first step of paintshop processes , is currently applied by zinc phosphate. If this material contact with aluminum,it will produce 5 times more mud than current level.
Ø Galvanic produces 1,5-2 gr/m3 of mud, while Aluminium produces 10-12 gr/m3 of
mud. § The mud ,Na3AlF6 (krolit), that is formed by contact of the Phosphate bath and
aluminium surfaces, has a hard structure due to iron-fluorine combination in it and may cause clogging of the mud.
Possible Risks • Poor quality and rework of the vehicle due to high mud formation. • Clogging of the installation due to increase of phosphate mud formation and rust
formation due to loss of circulation. • Loss of bath temperature due to sludge accumulation between heat exchanger
plates and loss of production.
Engin YILMAZER November 29-30, 2016 29/11/2016 Confidential Page 34
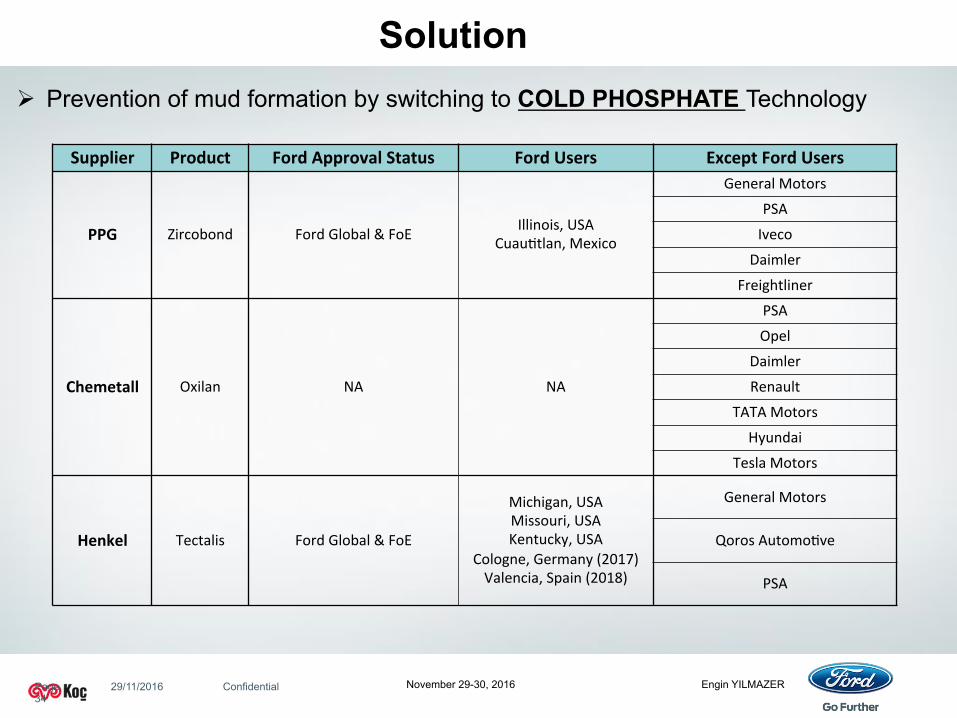
Solution Ø Prevention of mud formation by switching to COLD PHOSPHATE Technology
Supplier Product FordApprovalStatus FordUsers ExceptFordUsers
PPG Zircobond FordGlobal&FoE Illinois,USACuau8tlan,Mexico
GeneralMotors
PSA
Iveco
Daimler
Freightliner
Chemetall Oxilan NA NA
PSA
Opel
Daimler
Renault
TATAMotors
Hyundai
TeslaMotors
Henkel Tectalis FordGlobal&FoE
Michigan,USAMissouri,USAKentucky,USA
Cologne,Germany(2017)Valencia,Spain(2018)
GeneralMotors
QorosAutomo8ve
PSA
Engin YILMAZER November 29-30, 2016 29/11/2016 Confidential Page 35
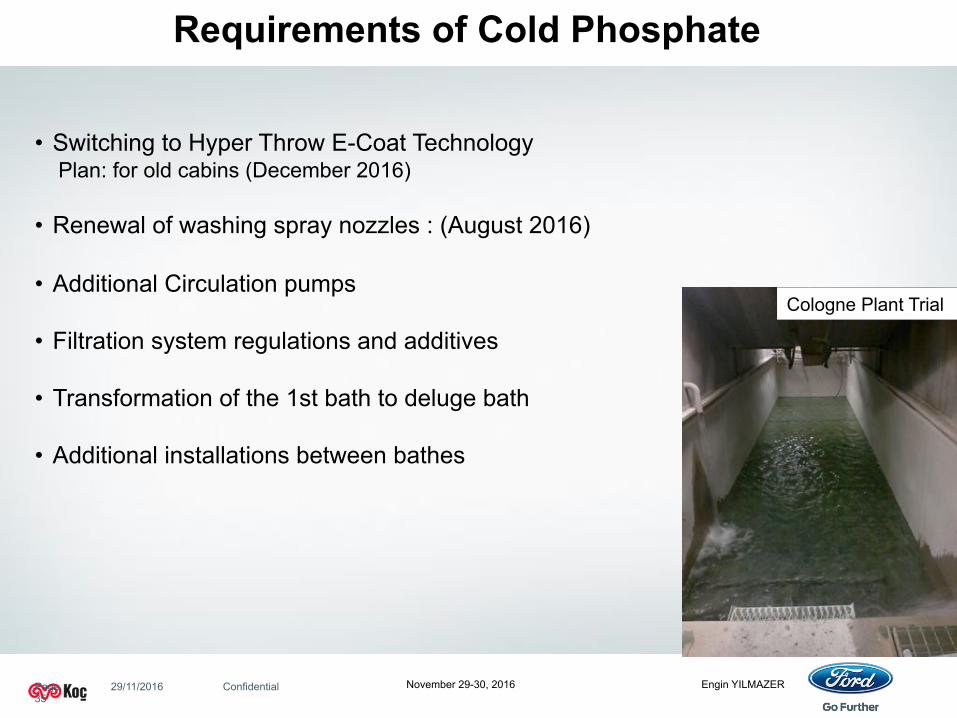
• Switching to Hyper Throw E-Coat Technology Plan: for old cabins (December 2016)
• Renewal of washing spray nozzles : (August 2016)
• Additional Circulation pumps
• Filtration system regulations and additives
• Transformation of the 1st bath to deluge bath
• Additional installations between bathes
Requirements of Cold Phosphate
Cologne Plant Trial
Engin YILMAZER November 29-30, 2016
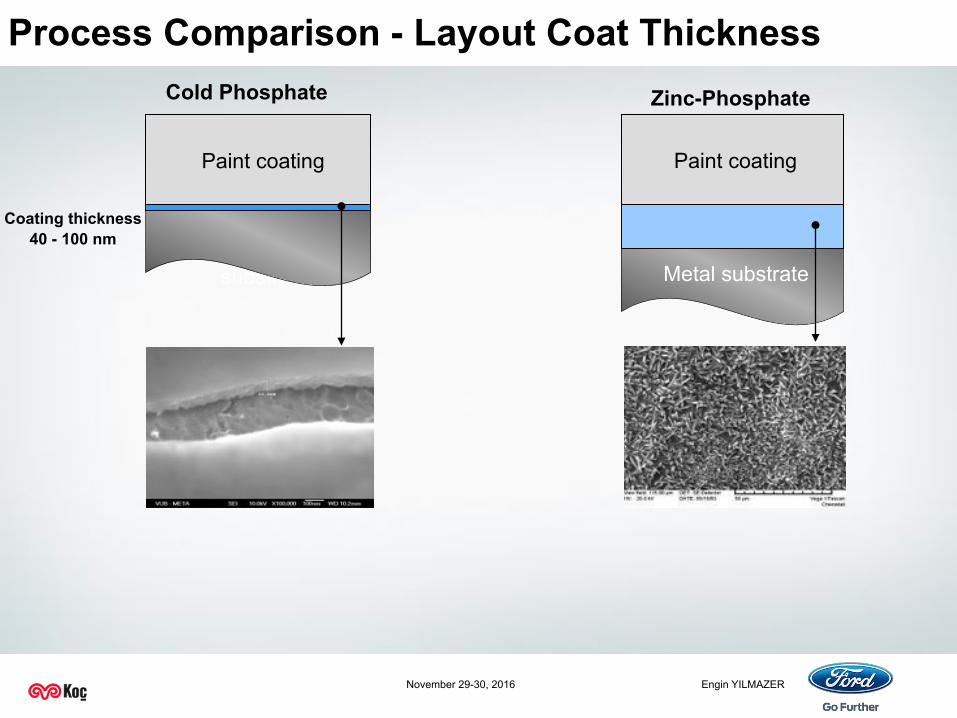
Metal substrate
Paint coating
Metal substrate
Zinc-Phosphate
Process Comparison - Layout Coat Thickness
Coating thickness 40 - 100 nm
Paint coating
Cold Phosphate

Engin YILMAZER November 29-30, 2016
Operating Parameter
Cleaning Zinc
Phosphate Rinsing Passivating Rinsing Activating
ZnPh DI Rinsing
Cleaning Rinsing DI Rinsing New Technology
DI Rinsing
New Technology
DI Rinsing
Engin YILMAZER November 29-30, 2016
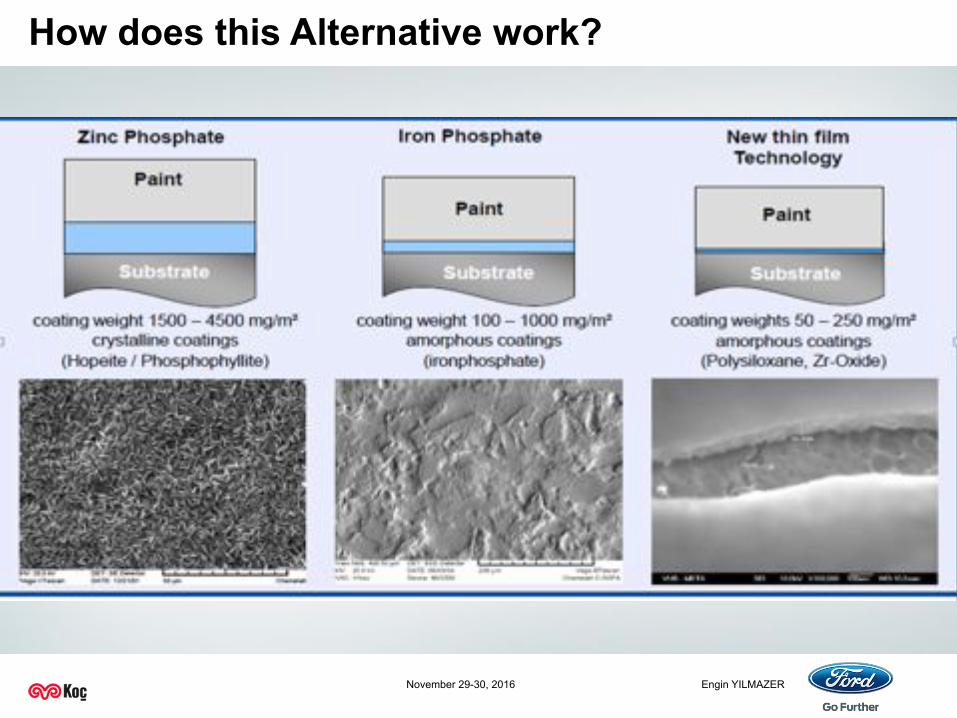
How does this Alternative work?
Engin YILMAZER November 29-30, 2016
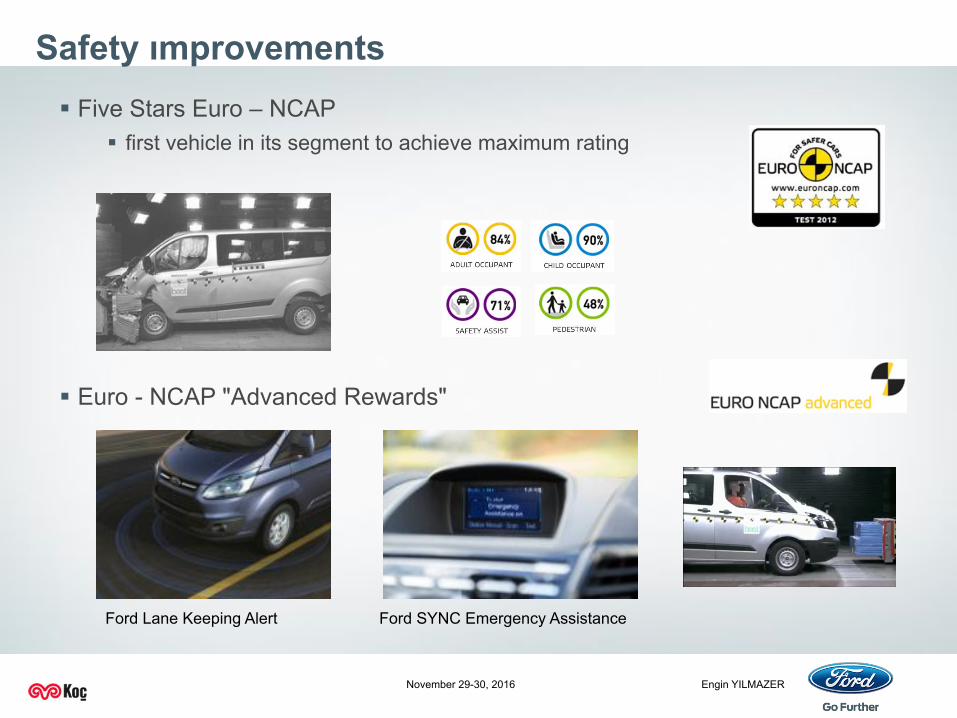
Ford Lane Keeping Alert Ford SYNC Emergency Assistance
§ Euro - NCAP "Advanced Rewards"
§ Five Stars Euro – NCAP § first vehicle in its segment to achieve maximum rating
Safety ımprovements

J. Büchner / E. Yilmazer Page 40 of 37 October 22 – 24, 2013
THANK YOU FOR YOUR ATTENTıON!
Q & A ?