bitumen quality and manufacturing processes-past and...
TRANSCRIPT

Indian Journal of Chemical TechnologyVol. 4, November 1997, pp. 259-276
Bitumen quality and manufacturing processes-Past and presenttechnological status
Himmat Singh & Pankaj Kumar Jain
Indian Institute of Petroleum, Dehradun 248 005, India
Received 11 April 1997; accepted 18 September 1997
Bitumens for road paving applications are derived from refming of crude oils. Their qualitydepends upon the nature and origin of crude and processing scheme. Bitumen manufacture since the lateeighties has undergone significant changes, basically due to better understanding of chemistry ofhydrocarbons constituting the feedstocks, processing chemistry and final bitumen through the use ofadvanced analytical techniques and understanding of the mechanism of aggregate interaction. In view ofthis, there are fast developments in the technology of bitumen making, some of which are: (i) detailedcharacterisation of feedstocks and fluxes, (ii) better understanding of the role of different types ofconstituting hydrocarbons on performance properties, (iii) upgradation of process technology, based onreaction kinetics, (iv) multigrading concept to have bitumen with low temperature susceptibility andacceptable performance level in extreme climatic conditions, and (v) use of unconventional (nonbitumen bearing) crudes in making bitumen. The present review examines some of the above on goingdevelopments for their application in improving quality and technology of bitumen making.
Historically bitumen/asphalt was the firstpetroleum product used by human being as anadhesive and water proofing material by thecivilizations along the Euphrates river as early as3800 B.CI. It is further believed that soft bitumen
'.vas used extensively in the preservation ofEgyptian mummies2 as well. Many theories havebeen advanced concerning origin and formation ofpetroleum and native bitumen3.4. Red Wood'ssuggested that bitumens are of inorganic origin.Lucas and Maberry2 however believed in anorganic origin of bitumen as later confirmed byPeckham4 who showed that bitumen was a productof distillation. Modem theories are also in favour
of the organic origin.The use of bitumen for walls and pavement
surfaces in ancient days has been wellauthenticated by excavations and inscriptions onvases and tablets of different periodss,s.Considerable research has been carried out todetermine whether bitumen was used in any wayon old roads so that one can bridge the enormousgap in time between its use in ancient days and thepresent. Little information has come to ~ight,although one reference of considerable interest andimportance is worth recording. Abraham9 has
elaborated on this aspect using road constructionhistory ofPerulO•l1•
Bitumen and Highways - PrehistoricIn order to form some idea of the reasons why a
bituminous material was ever used on a road it is
desirable to very briefly review highwayconditions prevailing before and after the comingof the automobile. The roads/highways ofpreautomobile period (around the turn of presentcentury) were mainly of stone or gravel, or of suchother materials as would compact and support theloads transported. Those were demanded by.farmers, the postal service, and the people livingoutside cities as improved means for travel. Thebirth of automobile thereafter is considered more
responsible for the development of use of bitumenthan any other agency12.
Bitumen base crude oils were plentiful in manysouthern sections of California, USA and its usesoon spread to all parts of the west and, as itsbeneficial effect became known, to the eastern partof the country. No specifications were then inexistence. The cutback bitumen had not been
developed, and the methods of application wereindeed crude. Engineers therefore, experimented

260 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
r ,"*II,l '. ,I , ,.1, " ,
with other types of construction using thispromising material. Many references to itssuccessful use can be found in reports of StateHighway Departments13 of USA. In addition to theuse of liquid bitumens for dust elimination,numerous experiments were conducted, in manystates, using mixes of stone and heated bitumen asbinders. The processing and placing of road mixesof sand, gravel, or stone were all done bymanually, a method inefficient and costly (Apractice followed in our country even today).Highway engineers felt need of mechanised systemto mix bitumen with aggregate, spread andconsolidate the mixture to the proper grade andcamber.
The introduction of cut back bitumen in the
early 1930' s was largely res}Jonsible for thedevelopment of road machines to incorporatebitumen with the aggregates. The self operatedspreading machine come into general use in theearly 1930's replacing all hand spreading on majorprojects. Further developments of hot mix plantsare probably responsible for the excellentperformance of sheet bitumen and bituminousconcrete pavements than any other mechanicaldevice. The importance of the machinery requiredand the proper handling of the mix thereforeassumes great significance as the very success of apavement is largely dependent on the machineryused. The percentage of bitumen in the mix as abinder usually varies from 3 to 10% as comparedto 90% and above of aggregate depending upon therequirement of traffic and specifications.
Bitumen Quality AspectsIn view of huge expenditure involved in the
construction of new roads and maintenance of the
existing road network, the quality considerationsof bitumen have become a subject ofinterese4. Thebitumen quality varies with the variation in crudeoil source and refining process, which often causeconsiderable' distress to road pavement. Bitumenobtained from refineries, though meet the existingspecifications'5 but do not give required inserviceperformance under the prevailing heavy traffic andenvironmental conditions thus indicatingdeficiencies in the specifications itself. It isdesirable that the specifications should enable theengmeers to select a bitumen on the basis of
performance required under the current and alsounder the projected traffic and environmentalconditionsl6. The daily and seasonal variations intemperature and traffic loadings besides changes inoriginal properties during construction andinservice aging makes the task of designer moredifficult to select an appropriate binding material.
The quality of bitumen is judged'7 by : (i) itsflow properties at different temperatures, (ii)chemical composition, (iii) resistance to change inflow properties during inservice aging and climaticvariations. The compositional changes duringaging and corresponding effect on flow can helpexplain serviceability of bituminous roads. Hence,quality of a bitumen to achieve performance levelsrequired by present and projected traffic loadingsand environmental exposures prevailing inpractically world over can be controlled by a set ofspecifications based on valid relationship betweenits properties, mix properties and fieldperformance 18. Hence, as a result of increasedtraffic loading conditions, variations in nature ofcrudes and developed quality consciousness amonghighway engineers, recent trends all over the worldare to move from a simple to performance basespecifications'9. Since an approach allows fieldengineers to match materials to desired levels ofpavement serviceability and to tailor the choice ofbituminous binder and bitumen - aggregatemixtures to alleviate or minimize specific roaddistress associated with bitumen characteristics20.
Besides taking care of key performance factors, thespecifications should also enable the control of (i)constructability and (ii) safety aspect involved inbituminous road construction.
A performance based specification may bedefined 17 as "the limi ts and requirementsdeveloped from an extensive data base related toperformance based tests by means of wellestablished performance prediction models, whichhave been validated by correlation within placefield performance data". In the 4th EurobitumeConference held at Madrid, Spain, Shell ResearchLaboratories Amsterdam presented Qualagon21
concept for performance based specifications. Thisconcept consist of 9 tests that includes 6 tests onbitumen and 3 tests on bituminous mixtures which
cover the following three key performanceelements:
'Ill
, IIf '''''I'' I "1'111'1 "'I " !.. !I!!:tJlU, !:!"I~:" ,,,.,llJikl,(:I,,j,KJjlJj'- ••.llj. ,;JL "
SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 261·
Cohesion - Low temperature ductilityAdhesion - Retain Marshall stabilityDurability - Rolling thin film oven test
The background philosophy of quality polygonfor performance emanates from the fact that byproper choice of feedstock and processingconditions, the bitumen may be produced withright balance in properties, i.e.,
• A balance in molecular weight distribution.• A balance in chemical composition.• A balance in physical properties.
In case the properties of the bitUmenprepared fromany crude/feedstock does not fall within thepreferred limits of qualagon they are broughtwithin the area by altering the process conditions.These liinits are however not used as pass/failcriteria.
According to Strategic Highway ResearchProgramme IS (SHRP) concept of specifications, itshould be based on a set of validated relationshipbetween, bitumen properties, mixture propertiesand pavement performance factors that establishacceptable response to changes during constructionand inservice aging. SHRP specifications arepresented in Table 1. It is reported that moisturesensitivity and adhesion can be controlled byspecifying limits of strength of the bitumenaggregate bond in blister test. Fatigue cracking canbe controlled by specifying limits in repeatedbending beam test. Details of both the tests aregiven under SHRP specifications IS.
Summary of specifications representingAmerican view point is as follows :• Average 7 days maximum pavement
temperature.• Minimum pavement design temperature.• Flash point.• Maximum viscosity at 135°C.• Dynamic shear (G*Sin 8)• Physical hardening index.• Rolling thin film oven test residue• Mass loss
• Dynamic shear (G*Sin 8).
A tripartite group of lIP, IOC R&D Centre andCRRI has also worked into the prevailing BISbitumen specifications1s in our country. The group
has evolved an elaborate approach/set .ofspecifications22 to be followed at refineries duringmanufacturing of bitumen and later forperformance during application.
Relationship between bitumen composition!constitution and performance-Bitumens arevisco-elastic materials and their behaviour varies
from purely viscous to elastic, depending upontime of loading and temperature. Viscosity ofpaving bitumen therefore plays an important roleduring bituminous road construction andsubsequent performance 17. During mixing,compaction of bituminous mixes at high servicetemperatures their properties can be expressedthrough a stiffuess modules. The field performanceof bitumen is further linked with their chemical
compositions in terms of concentration ofasphaltenes and wax present.
Cerrone23 studied the influence of asphaltenes incontrolling the properties of paving grade bitumen.With increase in percentage of asphaltenes, there isa substantial change in the bitumen's colloidalstructure which tend to assume more and more the
configuration of a "Gel" type. At the same timeimportant properties of bitumen are altered in amanner more favourable to their use. The altered
properties are thermal susceptibility andrheological characteristics in general and themechanical and elastic properties in particular.Asphaltenes theref6re constitute an importantelement in estimating the commercial value ofbitumen. It is possible that a bitumen of specifiedorigin containing small quantity of asphaltene mayposses a structure and characteristics which aremore favourable than those of bitumen of another
type containing a higher percentage of asphalteneconstituents24• Asphalt Institute25, USA opined thatchemically asphaltenes are most complex fractionof bitumen, they contain largest tendency tointeract and associate. Indonesian specification25stipulate a range of 15-25% asphaltenes a:;..moreappropriate.
In petroleum industry paraffins (wax) is thecollective name given to a crystalline material withmelting point above 45°C that is present in oilproducts including bitumen. The melting point ofthe paraffin increases with the increase in carbonnumber of the paraffin chain and decreases when

N0'\N
Table 1- SHRP Binder Specifications22 - 1992=
Performance Grade PG-52PG-58PG-64PG-70
10
1622283440461622283440102228344010162228
Average 7-day maximum pavement design temperature, °C
< 52 < 58<64<70
Minimum pavement design
-10-16-22-28-34-40-46-16-22-28-34-40-16-22-28-34-40-10-16-22 . -28
temperature, °C Original BinderZFlash point temp. AASHTO
2300T48:Min,oC
;;Viscosity, ASTM D 4402.
Z~Max, 3 Pa-s, (3000 cP), Test
135n- Temp, DC ::I::- t'I1-- Dynamic shear, SHRP B-003- s:=
G'sin 0, Mitr, 1.0 kPa Test52 586470.....,
Temperature @ 10 rad/s, °C
tTlnPhysical Hardening Index, h
Report::c
ZRolling Thin Film Oven Test Residue (AASHTO T240, ASTM D 2872)0
Mass Loss, Max, percent
1.0r-
Dynamic shear, SHRP B-003.
52 586470Z.;.
0= G'sin 0, Min, 2.2 kPa Test Temp <
tTl@ 10 rad/s, DCs:
Pressure Aging Vessel Residue (SHRP B-005)
totTlt PAV Aging Temp, DC 90100 100100/(100);;:0
Dynamic shear, SHRP B-003
~\DG'sin 0, Max, 5000 kPa Test
25221916131072522191613282522191634312825 -.J
Temp @ 10 rad/s, DC Creep stiffness, SHRP B-002S, Max, 300,000 kPa, m-value,
0-6-12-18-24-30-36-6-12-18-24-30-6-12-18-24-300-6-12-18
Min, 0.30 Test Temp, @ 60 s, DC Direct Tension, SHRP B-006,failure strain, Min 1.0%, Test
0-6-12-18-24-30-36-6-12-18-24-30-6-12-18-24-300-6-12-18
Temp, @ 1.0 mm1min, DC ~----
-
.. • .•. ..• A 1 ,.

SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 263
structural variations are presehe6• The structure(crystallinity and hardness) of paraffin wax, itsmolecular weight, and its concentration all affectbitumen performance in two ways : At low roadtemperature (below 15°C)paraffin crystallizes andbitumen surfacings show sign of distress in theform of fine hair cracks. At high road temperature(above 60°C) paraffin melts, act as a flux and thebituminous surfacings start bleeding. The presenceof high paraffin content reduces the net bitumencontent in the surfacings and thus affects itsdurability. Also presence of high paraffin contentin bitumen posses adhesive problems and affectssetting characteristics. Wax decreases thepenetration viscosity number (PVN) makingbitumen more susceptible to temperature changes.The bitumen produced from indigenous crudesparticularly for special application in Assam regionat Digboi Refinerl7 contain paraffin wax as highas ~ 8% while bitumen deri~d fromimportedcrude the quantity of paraffin is below 4.5% at parwith the international standards..
The relationship between constitution andrheology-Rheology is the science of deformationand flow of matter. A body is said to be deformedwhen application of appropriate loading systemalters its shape and size. Considerable evidence28•29exists that the stress versus strain characteristics ofthe material comprising the structural section ofroad pavements are stress dependent. Bitumen asan integral constituent of road pavements, based onits composition determines the resistance to flowunder various conditions of loading. Systematicstudies involving blending of saturates, aromatics,resins and asphaltene fractions separated frombitumen have demonstrated the dependence ofrheology on constituents30-33• By holdingasphaltene content constant, and varying theconcentration of other three fractions, it has beendemonstrated that (i)increasing aromatic content ata constant saturate to resin ratio has little effect on
rheology, other than a marginal reduction in shearsusceptibility, (ii) maintaining a constant ratio ofresins to aromatics and increasing saturate contentssoftens the bitumen and (iii) addition of resinshardens the bitumen, reduces the penetration index(PI) and shear susceptibility but increases theviscosity.
It has also been shown17·18 that the rheologicalproperties of biturilel) depend strongly on theasphaltene content. At constant temperature theviscosity of the bitumen increases as theconcentration of the asphaltenes blended into theparent malthenes is increased. The increase inviscosity, however, is substantially high~r than.would be expected if the asphaltenes. werespherical, non-solvated entities. This' suggests thatthe asphaltenes can interact with each other and/orthe solvating medium. Even in a dilute toluenesolution the viscosity increase observed whenincreasing the asphaltene content corresponds to aconcentration of non-solvated sphere, some fivetimes higher than the amount of asphaltene used34•
Bitumen asphaltenes are believed to be stacks ofplate - like sheets formed of aromatic/naphthenicring structures. The viscosity of a solution, inparticular a dilute solution, depends on the shapeof the asphaltene particles. Size is important onlyif shape changes significantly as size increases. Athigh temperatures the hydrogen bonds holding thesheets/stacks together are broken, resulting in achange in both the size and shape of theasphaltenes. Dissociation of the asphaltene entitiescontinues until the limiting moiety, the unit sheetof condensed aromatic and naphthenic rings, isreached3s• Consequently, viscosity falls astemperature increases. However, as a hot bitumencools, associations between asphaltene occur toproduce extended sheets. These, in turn, interactwith other chemical types present (aromatics andresins) as well as stacking together to form discreteasphaltene particles. Thus property relationship oflate has become extremely important with theintroduction of multigrade concept in pavingbitumen as well.
Physico-chemical Methods for the Separation ofBitumens
Developments in the past two decades in thefield of separation science and advances inanalytical techniques have provided betterunderstanding of the compositional aspects of thebitumens.
Fractionation using solvents-The fractionationof bitumens by selective solvents dates back to1916. This is based on the pioneering work ofMarcusson36 relating to the differentiation between

264 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
native and petroleum bitumens. In the succeeding
forty years a number of investigators havefollowed methods reported by Abraham37. In 1944Hoiberg and Garris38 described a procedure for theseparation of bitumen into five fractions. Hexanewas used to precipitate asphaltenes. This methodwas found applicable to bitumens varying inconsistency from road oils to highly air blownproducts. Chelton and Traxler9 fractionated
asphaltenes precipitated by n-pentane by treatmentwitb increasing amounts of methanol in benzene.Traxler and Schweyer40 developed a procedurewhich gave a three component analysis that proveduseful in classifying bitumens on the basis of theircolloidal, rheological and physical properties.
Hewett and Faid41 modified the procedure (asmentioned by Traxler and Schweyer) by firstprecipitating the asphaltenes with n-pentane fromroofing bitumens' and then' fractionating thepentane soluble material with acetone at -23.3°C(1l.2°F). It is noteworthy to mention here thatthroughout the history of studies related topetroleum composition, there has beenconsiderable attention paid to the asphalticconstituents, i.e., the asphaltenes and resins42 dueto their being responsible for high yields ofthermal coke and also for shortened catalyst life inrefinery operations43. Although the early studies44.45were primarily focussed on the compositionalbehaviour of bitumen, the techniques developedfor those investigations have provided an excellentmeans of studying heavy petroleum feed stocks.
Adsorption chromatography-In 1932 Poll46developed a method for separation of bitumensinto several fractions by first removing theasphaltene with light petroleum naphtha thencontacting the pentane solubles (maltenes) withfuller's earth. Hubbard and Stanfield47 used
adsorption on anhydrous alumina followed by
washing with n-pentane and a methanol-benzenesolution to obtain oils and resins, respectively.Grader48 used carbon tetrachloride, benzene, andtrichloroethane as the agents for removingmaterials from the adsorbents. O'Donne1l49, in hiselaborate study of the analysis of bitumen usedadsorption on silica-gel followed by elution withiso-pentane and other solvents. The aromatics weredissolved in iso-pentane and separated into mono-
and dicylic hydrocarbon types over Alcoa grade 'F20 alumina. Serguienko et al.50 fractionated threeRussian asphaltic oils by first precipitatingasphaltene with n-pentane. The pentane solutionwas percolated through silica to remove the resins.The mass was washed with petroleum ether toremove oils and resins displaced from the silica gelby carbon tetrachloride (fraction I), benzene
(fraction II), and acetone (fraction III). The total(unfractionated) resins were determined in aseparate experiment.
Kleinschmidth51 fractionated air blown bitumens
by adsorbing the n-pentane soluble materials onfuller's earth. White oils, dark oils, and asphalticresins were then removed by washing with n
pentane, methylene chloride and methyl-ethylketone, successively. Fuchs and Nettescheim52 andMiddleton53 separated different bitumens byadsorption of silica gel followed by elution withsolvents including benzene and aromatic ketones.The study based on 5 bitumens concludes that"Efficient fractionation in. elution analysis isassured if the composition of the eluent is changedduring the fractionation in a smooth, uniformmanner towards a stronger eluent". The principlesof forming such gradients have been discussed byBock and Ling54. Chelton and Traxler9 analyzedthree typical vacuum reduced residua and a 50penetration air blown bitumen from each residuumby first precipitating the asphaltenes with n
pentane. The three residua represented the gel, solgel; and sol types bitumens respectively.
Corbett55 described a convenient method for
determining bitumen composition based onfractionation into four generic components. Thismethod follow chromatographic separationsinvolving elution of each component from anabsorbent with solvents of increasing polarity. Thepolar nature and adsorption tendency become theseparation criteria. Based on Corbett methodMullin et al.56 developed mathematical equationsrelating generic components of bitumens obtainedby the above procedure with essential properties.
Fractionation methods based on electrical
deposition and urea/thiourea adduction 57.58 ofasphaltics from crude oil are also reported for theseparation of long, straight chain hydrocarbonsfrom branched molecules.
•
I " t

SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 265
Spectral methods-The successful use ofinfrared and ultra violet spectrometry in the studyof chemical compounds and mixtures such aslubricating oils suggests their applicability tobitumens and fractions thereof. The ACS
Symposium of April 195959on "Spectroscopy inthe Petroleum Industry" at Ohio presented anexcellent picture of the status and futurepossibilities of the various spectroscopic fields.Most of the investigations considering thevanadium and nickel porphyrins found in oils andbitumens have used infrared spectroscopy foranalysis. Knotnerus60used infrared analysis in hisexcellent studies of the oxygen containingfunctional groups in air blown bitumens. By thistechnique he obtained evidence that thesaponifiable matter in the bitumen consists mainlyof ester groups and that acid anhydrides andketones were almost entirely absent. Beitchman61reported "infraredspectra of a number of bitumensin films 1.5 to 2.0 mm thick. He inferred that, ingeneral, the less durable bitumens exhibitedstronger hydroxyl absorption than the moredurable ones. Stewart62, after fractionatingweathered and unweathered roofing bitumens byselective adsorption obtained infrared absorptionspectra of the fractions. His data indicateddifferences in the chemical composition of thebitumen from various sources as well changes inconcentration produced by weathering.
Ultraviolet absorption has been used49to followthe separation of aromatic compounds found inbitumen. An exploratory study of the absorption ofthe ultraviolet and infrared energy of severalbitumens was made by Schweyer63. He alsoinvestigated the applicability of Beer-Lambert Lawto bitumens dissolved in a mixture of iso octane
and butanol for ultraviolet absorption, and incarbon tetrachloride as thin films for infraredabsorption. Infrared absorption data were obtainedon 10 fractions separated by thermal diffusion64from the petrolenes (maltenes) of a pavingbitumen. From these and other values it was
possible to make deductions' concerninghypothetical structures of different bitumenfractions. Fischer and Schram65 used infrared
absorption in conjunction with mild hydrogenationto obtain evidence concerning the structure and'
composition of asphaltenes, resins and oilsseparated from bitumens.
Developments in mass spectrometry66-68havealso led to the application of this technique to thestudy of molecular structure of oils and heavierhydrocarbons obtained from Bitumen by variousprocedures. Various ;mthors from their studiesconcluded that the structural composition of suchmolecules are simpler than have been suggested bymost authors. Swaminathan and Swami69used aphotoelectric absorbtiometer to analyze roadbuilding bitumens. On the assumption thatextinction coefficient is constant for a givenwavelength, the authors .found that absorptioncharacteristics bear no relationship to the usualphysical properties of the bitumen and these canonly be related to the chemical composition of theconstituents of the bitumen. The changes in thestructure of the bitumen as a result of weathering,over heating, etc., thus can be predicted by thisapproach.
Shanxiang70.72based on the assumption of equaldegree of substitution or equal number ofsubstituents on an aromatic ring estimated thearomatic ring distribution of bitumen by. protonNMR spectroscopy. He also estimated aromaticcarbons in bitumens and developed an improvedmethod for characterizing saturated carbons,including naphthenic internal carbons, methyl andalkyl substituted naphthenic carbons etc. Strausz73detected new classes of compounds appearing ashomologous series in bitumen using combinationof instrumental and chemical methods like NMR,IR and potentiometric titration. Sadeghf4characterized fractions of bitumen based on
polarity by using elemental analysis and FTIR andIH NMR spectroscopy by the modified BrownLadner equations as well as the 5-regions method.Phillip75 also characterized corbett fractions ofbitumens by FTIR and NMR spectroscopicmethods. Very recently Shanxiang76established acomplete system for estimating concentrations ofstructural groups and parameters of bitumen fromNMR spectra and paraffinic chain distributionobtained by selective oxidation of the protonatedcarbons in aromatics. Zho et al.77 analyzedparaffinic wax fraction in bitumen by DifferentialScanning Calorimetry (DSC) methods. Qian andHsu78,79studied the use of on-line LC/MS·

266 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
combined with low voltage electron impactionization (LV-En medium resolution massspectrometry (MR-MS) and advanced analyticaldata handling system to provide in depth molecularlevel characterization of high boiling petroleumand synthetic fuel fractions: This approach isexpected to be very useful in understanding thechemistry of bitumen in the coming years.
Smith and Patterson80 used gas chromatographyto determine the Henry's Law constants andinfinite dilution activity coefficients forhydrocarbons and other vapour phase solutes intwo bitumens. They discussed its use forcomponents with widely varying molar masses andof parameters (measuring solvent/soluteinteraction energies) as is used in polymer systems.Mitera81 reported a quantitative mas~ spectrometricdetermination of petroleum asphaltenes and lactumoliogomers. Equations for calculating the averagemolecular weight of the compounds studied werepresented. Sebor et al.82 characterized metalloporphyrins in bitumen and asphaltene fractionsof a Russian crude oil by mass spectrometry.Brule83 determined the molecular size of bitumens,asphaltenes and maltenes using Gel permeationchromatography. He found that there was usually alinear relationship between the molecular sizedistribution coefficient and maximum molecular
size. Selueky et al.84 used gel permeation and otherchromatographic means to separate asphaltenesand resins from Athabasca bitumen. Kozlova et
al.85 reported an absorption spectroscopic methodfor the rapid quantitative determination ofpetroleum bitumen group compounds in solution.The method is based on individual luminescence
characteristics of light, middle, and heavy aromatichydrocarbons, resins, and asphaltenes. Paukku andcoworkers86 reported polar components ofasphaltenes-resinous substances of petroleum withmetals (Fe, Ti or V) of variable valence.
Khu1be et al.87.88 employed ESR (Electron SpinResonance) to determine free radical concentrationand their formation in Athabasca bitumens. Studies
on the effect of solvents (C02, polar and non-polarsolvents) and heating rates provided informationon free radical formation. Interactions of bitumen
with CO2 are important in petroleum reservoirengineering. ESR was also used to study thepossible mechanism of bitumen oxidation with
oxygen or ppotoexcited oxygen89• Charge-transfer
complexes were presented as the reaction pathwayfor the oxidation of bitumens. The method
elucidates the oxidative reaction chemistry ofsulfur and nitrogen species. Also, the effect of theaddition of charge-transfer deactivating chemicalswas related to bitumen's physical properties.
Smiljanic et al.90 reported aging studies on paveroads by characterization of asphalts, extractedfrom the wearing coarse of the Belgrade highway.Stefanova et al.91 predicted paving grade bitumenperformance by a triangular diagram. Theyconcluded that it is possible to judge thecharacteristics for producing paving grade bitumenof a given quality.
Manufacture of Bitumen
Bitumen production - early attempts
Production of bitumen from petroleumdeveloped slowly during the years immediatelypreceding and following the advent of thetwentieth century. In the beginning, heavy residuesfrom the distillation of almost any crude oil wereused to soften the relatively hard native bitumens92•It soon became evident that residues from the
paraffin oils were not suitable. Thus, whenavailable, the heavy viscous bottoms from thedistillation of asphaltic and semi-asphaltic oilswere used. The refiners begin to distill asphalticoils to harder residues, some times obtaining goodbitumens, some time inferior ones. Applicationsother than road building were found for the hardbitumens. Roofing and water proofing developedas outlets and demanded radical alterations in
manufacturing procedures. Air blowing andcompounding procedures were developed.
Assessment of crude oil for bitumen manufactureThe chemical nature of the crude source has a
profound effect on the composition of bitumen.Usually bitumens are of two types, i.e., sol and geltype. In the presence of sufficient quantities ofresins and aromatics of adequate solvating powerthe asphaltenes are fully peptised, and the resultingmicelles have good mobility within the bitumen.These are known as 'sol' types bitumen93• If thearomatic/resin fraction is not present in sufficientquantity to peptise the micelles, or has insufficientsolvating power, the asphaltenes can associate
,,:1 I. H I
'"'' I" I

SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 267
further together. This can lead to an irregular openpacked structure of linked micelles, in which theinternal voids are filled with an intermiceller fluidof mixed constitution. These bitumens are known
as 'gel' type bitumens. Some crude oils yieldbitumen having essentially sol characteristics.Other may give bitumens with such pronouncedgel properties that they are unsuitable for roadbuilding purposes, though useful for otherapplications94. When evaluating any new asphalticor semi asphaltic crude it is necessary to determinethe amount of bitumen that can be obtained on a
volume and weight basis. A laboratory run usuallyis made to determine the amount present ofbitumen of an established consistency, e.g., 100penetration at 25°C. If a reasonable amount ofquality bitumen (around 10%) is available furtherwork is carried out· to establish the commercial
feasibility including the use of other light products.In fact Institut of Francais Du Petrole (IFP) hasproposed a procedure how to select crude forasphalt (bitumen) making - based on variousphysico-chemical characteristics9s. Stanfield96 haspresented in detail a procedure for evaluating anasphaltic crude oil in the laboratory. Operatingprocedures for atmospheric and vacuumdistillation, standard tests, and results on 12different crudes are given in detail.
Indian Institute of Petroleum (IIP)97-IOOhas alsodone considerable work on this subject astechnological support to industry. Over 30imported and indigenous crudes have beenevaluated for their bitumen yields and quality.
The refinery helps to manufacture bitumen fromthe particular crude. If a few grades of roadbuilding bitumen best fit the manufacturing andmarketing facilities of the refinery, the problem isfairly simple. The required grades of bitumen areselected from the evaluation run and the propertiesare compared with the specifications establishedby the purchaser or qualifying organisations. If themanufacturing and sales departments are interestedin the handling of roofing bitumens and wide rangeof speciality product, the evaluation becomes quiteinvolved and expensive. For full scale evaluation,it may be necessary to start with one or two barrelsof crude oil in order to that adequate residua ofdifferent viscosities may be obtained for use asblending and air blowing stocks. It is therefore,
evident that the complete evaluation of crude oil asa suitable source for a wide variety of asphalticmaterial is a tedious and expensive procedure1ol. Italso require skill and experience for proper
interpretation of the results obtained. Even, afler afavourable evaluation is completed, anexperimental plant run is sometimes advisablesince difficulties not apparent in the small scalelaboratory or pilot plant operations may appear incommercial manufacture.
Bitumen manufacturing practices
Bitumen from vacuum distillation-Varioustypes of equipments have been used to fractionateasphaltic-base petroleums, but the vertical stilI isuniversally used today. The modem unit is aprecise tool made up of integrated units plus theirauxiliary service facilities. The crude oil ispumped, preferably after desalting (to controlbituminous electrical properties and waterabsorbing tendency), through a furnace in wltichthe oil is heated to about 315°C (600Df) and theninjected into the atmospheric section of the still toflash off the lower boiling point products. Theheavy oil at the bottom of the atmospheric towergoes to the vacuum section of the still, at atemperature of about 357-400°C (675-750Df),where a vacuum of 10 to 150 mm of mercury ismaintained, depending on the type of crude beingprocessed. Low pressure makes it possible tovapourize the heavier oils without over heating theresiduumlo2-104.The consistency of the asphalticresiduum at the bottom of the vacuum tower
depends upon (a) the nature of the oil (b) rate atwhich it enters the distillation unit, (c) temperatureat which it enters and progresses through the still,(d) pressure in the vacuum section, and (e) rate atwhich the residuum leaves the unit. GaglelO4 has
supplied a succinct review of the design andoperation of an asphaltlbitumen plant. He gaveflow sketches for atmospheric and vacuumdistillation, high vacuum distillation, and propanedeasphalting units. A modernized bitumen plantwas described by PruesslOS.
Air blowing operation (non-catalytic blowing)Some heavy crudes· give vacuum residues whichcan be used directly in the manufacture of pavingbitumen. In many refinery situations, however, this

268 INDIAN J. CHEM. TECHNOL., NOVEMBER 1997
is not an acceptable route as the use of such crudescould have an adverse effect on mainline refineryproducts. For instance, many of these crudes arewaxy, or have high sulphur contents, or do notyield the required amounts of main refineryproducts using the existing refinery process plants.Other. crudes, which are better su'ited for theproduction of main refinery products, give vacuumresidues which are unsuitable for direct use in
bitumen manufacture. For example, the viscosityof the vacuum residue could be too low for
bitumen production. Air blowing of such feedstocks enables acceptable bitumens to be madefrom these crudes provided that care is taken toselect the correct residue ·length (cut point). Insome cases it is also possible to include surplusrefinery components (fluxes) in the feed stockintended for air blowing as this can provide avaluable method of disposing off such stocks.Industrial grade bitumen, which have highsoftening points, can also be made using thebitumen blowing process. By selecting theappropriate feed stock for blowing it is possible toprepare a wide variety of industrial gradebitumens, with differing penetration values for agiven softening point, to meet specific industrialuseslO6.
References to early experimental work onoxidation (air blowing) of asphaltic oils are welldocumented by Abraham107.The continuous typeof converter come into use during mid 30'SI08.Itusually comprises a series of two or more verticalvessels. Hot residuum enters and finished bitumenleaves the system at the same rate. The rate of flowregulates the time of contact between the air andhot oil. Longer type of contact and an increased airflow rate yields a bitumen possessing higherconsistency. Continuous converters are flexibleand economical in operation and require aminimum of time to reduce a ton of residuum tobitumen of the desired consistency.
Mechanical agitation of liquid air mixturereduces the time required to air blow a bitumen toa particular consistency. Laboratory studies onmechanical mixing were reported by Rescorla etal.I09• Pilot plant experiments have been conductedby others, and it appears that a high power inputper barrel of bitumen is required to increasematerially the rate of oxidation110.The air blowing
is exothermic in nature. lbe amount of heatliberated varies with the chemical nature source of
the stock, extent of the oxidation, and temperatureat which the oxidation is conducted. Crammer II1
proposed injecting water into the vapour sPllceabove the bitumen to control the temperature. Theeffects of temperature, air rate, pressure, and liquidlevel in the converter on the rate of reaction and
properties of the air blown bitumen weredetermined in pilot plant studies by Chelton,Traxler and Rombergll2.
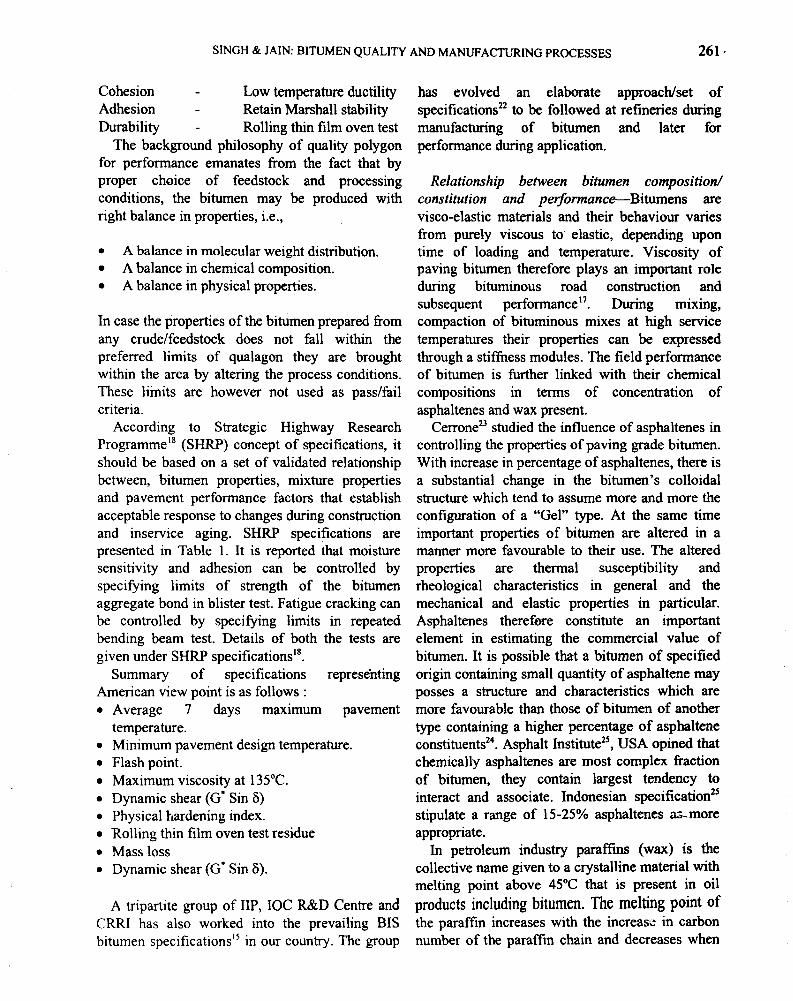
A typical106flow diagram of a conventionalbitumen manufacturing process involving airblowing step is shown in Fig. 1. In the bitumenblowing process aromatic compounds present inthe feed stock are oxidised with air under
controlled conditions to produce hydrocarbons ofhigher molecular weight (of which those soluble intoluene and insoluble in n-heptane are calledasphaltenes), with the simultaneous formation ofwater vapour. The main effect of this reaction isthat it increases the viscosity of the blown product.For a given viscosity increase, however, theasphaltene content increases much more rapidlyduring air blowing than would be the case if thefeed stock were vacuum distilled, hence the airblown product has different rheological properties.An air blown product is characterised by having ahigher softening point than a bitumen of similarpenetration value obtained from the same crudesource by vacuum reduction. The air blowing thuscorrect the deficiency of certain crudes which havelow asphaltene contents and can produce pavingbitumens suitable for use on the road and or inindustrial applications.
Lockwood1\3 and Patwardhan114have publishedstudies on kinetics of air blowing. They concludedthat a first-order kinetic analysis describes the airblowing reaction except at high temperatures andlow air rate. They mentioned that such an analysis"gives a middle-of-the-road basis for pilot plantdesign and control of operations". ManypatentsI15.116have been taken dealing with theoxidation kinetics of bitumens.
Catalytic air blowing-The aim of air blowingprocess is to generate asphaltenes. This phenomenais characterized by three basic reactions namely :reactions leading to the size increase of themolecules through the process of oxygen linkage,
tr
i NI II I II "I I I 'I" II 11'1 11'1 I~
I ""11 I" I
SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 269,.
Blowingtower
Knock out drumlcyclone sepGrOtor
Steam -,
SteamWater
Air
tlc:inerator
S. to incineratoror fuel
- - - -- _. OependinQon circumstances
Product Productpump cool.
Product to storage
Fig. 1- Conventional bitumen manufacturing process - typical flow diagram
formation of cyclic hydrocarbons by means ofdehydrogenation and reactions during which thesize of the molecules decrease due to dealkylationof side chains. The net effect of all the above
reactions is change in colloid-chemicalconstitution and rheological properties of thebitumen. In early 50's attempts were reportedl17involving addition of external agents (catalysts) inair blowing step of bitumen making. This was donewith a view to accelerate the blowing reactions(reduction in time cycle), produce bitumen ofgreater flexibility at low service temperature and toincrease resistance to flow at high temperatures.Chlorine has also been investigated118.119as anagent for the dehydrogenation and hardening ofbitumen, but the process has not been usedcommercially. Bencowitz and Boe120developed aprocedure for incorporating finely powderedsulphur into bitumen without the generation ofmuch hydrogen sulphide. Properties of theresulting mixtures were studied.
Catalytic air blowing process of bitumens mostwidely used today is the one patented anddescribed by Hoiberg121.122P20S and FeCl3 weretried as catalysts for accelerating the rate ofoxidation. Later, Shearon and Hoiberg117describedin detail the use of P20S as a modifier in the air
blowing process. Illman and Sommer123patentedthe use of mono-, di-, or hexafluoro phosphoricacid as an aid in producing air blown bitumenspossessing higher penetration indices. Fink et al.124proposed heating of 80-98 parts asphaltic residuumwith 2-20 parts petrolatum followed by air blowingin the presence of 0.2 to 2.0% by weight ferricchloride.
Modern Methods of Making Paving BitumensThe conventional "blowing operation" however,
has certain limitations with respect to efficientoxygen utilization, temperature controlmanagement, likely coking, leading to processinterruption and processing of wide variety ofcurrent refinery feed stocks to yield qualitybitumens. All this has resulted in the developmentof new generation processes with specifiedinternals in reactor/convertor and catalytic route tomake quality paving and industrial grade bitumens.The two most notable developments of theimmediate past are the Biturox Process :Compositionally controlled chemical processing ofbitumen making by PORNER12S·126and premiumasphalt making process of Petro Canada.
The reactor is key component of Biturox processas it provides the reaction control to achieve the
270 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
" I
c'hemica1 modification 127. The process IS
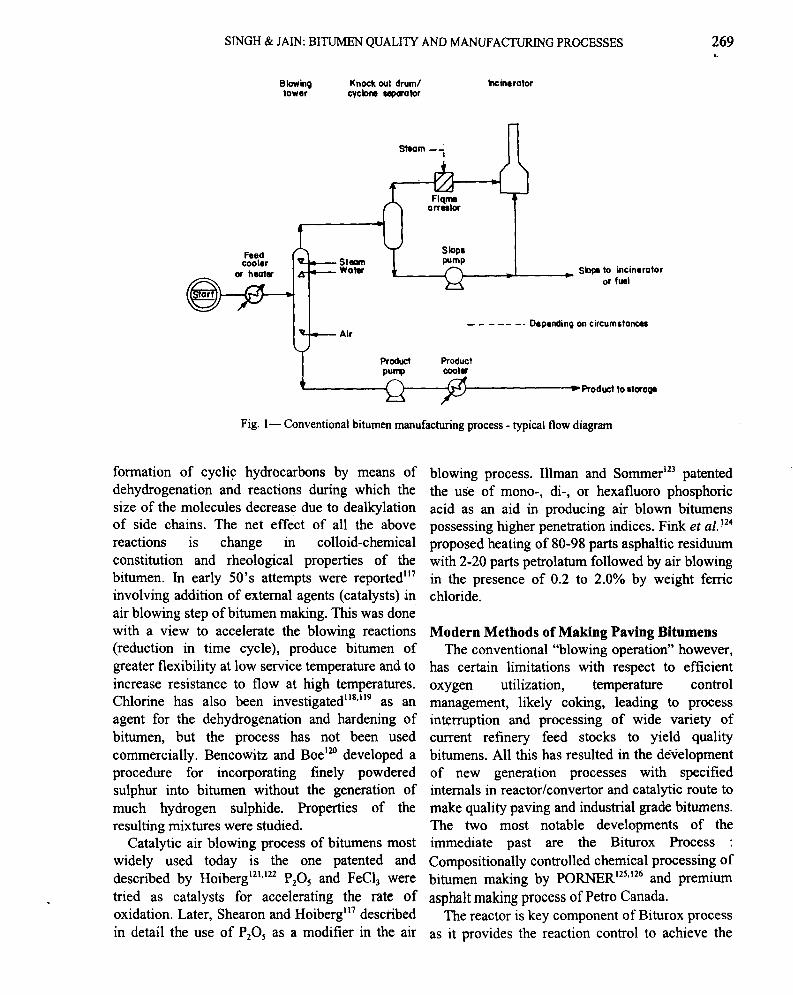
economical and represents a significant advanceover simply increasing penetration index byprocesses which employ air rectification of shortresidues or fluxed feed stocks. Table 2 reportscomparison of performance properties ofconventional bitumen with that of multigradeproduct - Mobil bitumen128•
The catalyst based production technology ofPetro Canada for making premium asphalt is still aclosely guarded secret. Basically it involves thefollowing steps:
• Premium asphalt is produced by blending.• A catalytic polymerization/air oxidation
process is used.• Hydrocarbon emissions are controlled by
incineration.
The blended premium asphalt product is producedfrom a hard and soft asphalts, usually originating
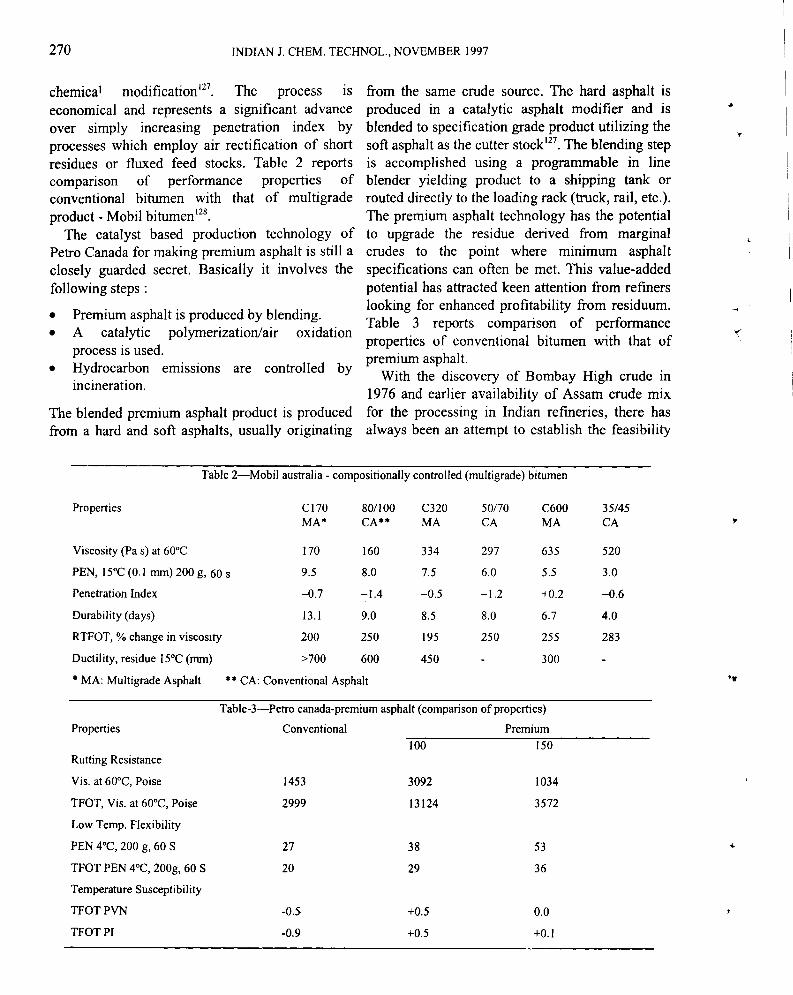
from the same crude source. The hard asphalt isproduced in a catalytic asphalt modifier and isblended to specification grade product utilizing thesoft asphalt as the cutter stock127• The blending stepis accomplished using a programmable in lineblender yielding product to a shipping tank orrouted directly to the loading rack (truck, rail, etc.).The premium asphalt technology has the potentialto upgrade the residue derived from marginalcrudes to the point where minimum asphaltspecifications can often be met. This value-addedpotential has attracted keen attention from refinerslooking for enhanced profitability from residuum.Table 3 reports comparison of performanceproperties of conventional bitumen with that ofpremium asphalt.
With the discovery of Bombay High crude in1976 and earlier availability of Assam crude mixfor the processing in Indian refineries, there hasalways been an attempt to establish the feasibility
Table 2-Mobil australia - compositionally controlled (multigrade) bitumen
Properties C17080/100C32050/70C60035/45MA*
CA**MACAMACA
Viscosity (Pa s) at 60°C
170160334297635520
PEN, 15°C (0.1 rom) 200 g, 60 s
9.58.07.56.05.53.0
Penetration Index
-0.7-1.4-0.5-1.2+0.2-0.6
Durability (days)
13.19.08.58.06.74.0
RTFOT, % change in viscosity
200250195250255283
Ductility, residue 15°C (rom)
>700600450-300
* MA: Multigrade Asphalt
** CA: Conventional Asphalt ~.
Properties
Rutting Resistance
Vis. at 60°C, Poise
TFOT, Vis. at 60°C, Poise
Low Temp. Flexibility
PEN 4°C, 200 g, 60 S
TFOT PEN 4°C, 200g, 60 S
Temperature Susceptibility
TFOTPVN
TFOTPI
Table-3-Petro canada-premium asphalt (comparison of properties)
Conventional Premium
100150
1453
30921034
2999
131243572
27
3853
20
2936
-05
+0.50.0
-0.9
+0.5+0.1
I II I
SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 271
of using these crudes in bitumen making inlocations like AOD (laC) refinery at Digboi andother coastal refineries receiving BH crudel29• TheR&D efforts in this direction met with limitedsuccess due to techno-economic reasons, thatrequired to eliminate or reduce waxes in feed stockand upgrade the asphaltene constituents\30. Thissituation still needs more R&D efforts to find asuitable solution. Similar examples also exist inUSA as well, where procedures based on solventdeasphalting were found to over come suchproblems. The most recent advance reported in thiseffort is the development of Paratox Process formaking bitumen from waxy crudel3l.
High Performance BitumensWith the continuing increase in traffic, both in
terms of vehicle numbers, axle weight (upto 22tonnes in the case of heavy goods vehicles) andtyre pressures, there is a growing concern withinthe r<?adindustry regarding resistance to rutting(permanent deformation or mechanical stability) ofasphalt mixes and the consequential cost ofbuilding and maintaining the road system132•
Due to viscso-elastic behaviour of bitumen in
asphalt mixes permanent deformation (Fig. 2)develops typically under heavy axle load and athigh pavement service temperatures133. In short theabove features calls for pavement to be constructedwith high stability of asphalts mixes in order topreve~t excessive rutting. With the standard andconvention materials the mix design options arelimited : An increase of mechanical stability maylead to a trade off between the low temperaturemix properties (resistance to cracking and fretting)or the mix durability- (resistance to aging). Forconventional asphalt mixes in most cases, anoptimum choice has been made in terms of, forexample, bitumen hardness and bitumen content,giving an adequate balance between pavement
RUTTING( PERMANENT DEFORMATION 1
~-~=-.,'\ SURFACERUTTED PAVEMENT
A- RUT DEPTH PROFILE
Fig. 2-Rutting in asphalt concrete pavements
rutting and pavement cracking under normalloading conditions134• With the move towards moreclosely specified performance from bituminousbinders, conventional paving grade bitumen maybe upgraded using bitumens obtained frommodified/improved processes.
As stated earlier bitumen is a complex mixtureof chemical compounds (hydrocarbons) in acomplex equilibria, hence the proportion of eachchemical species is critical to performance. This isshown in Fig. 3. Performance of bitumens (bothpaving and industrial) is related to their chemicalcomposition. This in turn is determined by thecrude source used and the processing scheme used.Mobil, Shell, Petro-Canada and other UScompanies have developed processes by which thechemical composition and rheology of bitumenmay be controlled leading to development of highperformance bitumen commonly designated asmultigrade/premium asphalt/super paveproducts127.135. The controlled chemical balancealso ensure that properties such as durability andadhesion are optimized as well.
Basically the high performance bitumens arebased on Penetration Index (PI), i.e., the higher thePI, lower is the dependence of rheology ontemperature. These materials have thereforecharacteristics of a softer grade at low temperatureand of harder grade at high temperature. They havea higher penetration at lower temperature and ahigher viscosity at higher temperature than thoseof conventional bitumens 132, \36.
Multigrade/premium and super pave bitumensare all proprietary engineered oil-based bitumenwhich exhibits superior rutting and lowtemperature cracking resistance, temperaturesusceptibility and fatigue resistance as compared to
I,I ~•• - ' ••• II, \ ,I Sol_I Y\ phaM I\ /
'- /
Fig. 3-Chemistry - physical property performance relationships

272 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
conventional bitumen. All the products are 100%recyclable and no special handling and mixingoperations are required for during pavement laydown, compared to conventional bitumen.Multigrade bitumens are produced by a techniqueof physical and chemical modification that altersthe chemistry and balance of the bituminouscomponents to a desired optimum. The processcreates those components which have rightchemical balance leading to acceptable roadperformance, from those available in the feedstocks being processed. Premium bitumen processtechnology involves the catalytic polymerizationof straight run bitumen using liquid catalystssupplemented by air-blowing and special in-lineblending techniques137-139.
Polymer modified materials-The literature140,141is full with suggestion for using small amount ofnon-petroleum compounds for improving theproperties of bitumens. Materials to increase theadhesion of bitumen to solid surfaces (stone andaggregates) have received greatest attention. Nextoften mentioned are additives for improvingrheological properties and, especially lowtemperature characteristics. Finally, a number ofmaterials have been proposed for adjusting thecolloidal characteristics in order to reducesyneresis and incompatibility.
Lewis and Welbom142investigated the use ofdifferent kinds of powdered rubber (natural andsynthetic) in different kinds of bitumen. Theyconcluded that the properties of the blend dependon the kind and quality of rubber used, the natureof bitumen, and the manner in which the blend isprocessed. Addition of rubber was found toincrease the viscosity and decrease temperaturesusceptibility and tendency to flow. Gregg andAlcoke143studied the effect of rubber in road
building bitumens. A flexure-fatigue test was usedto evaluate the merits of the various blends. Theinfluence of rubber on the brittleness and viscosityof bituminous material was studied by Mason etal.I44• The blends were subjected to an imposedtensile strain at -17.SoC; stress and strain weremeasured throughout the test. The deformationcharacteristics of the bitumens, blends, andmixtures with sand were measured in a concrete
cylinder viscometer.
Attempts at improvement of bitumens throughblending with small amount of polymersparticularly rubbers, have been the subject matterof attention and imagination of great manyworkers in both the bitumens and rubber/polymerfields. The main objective has been to obtainbituminous binder of improved serviceperformance level (capable of meeting thedeveloping needs). Beyond those whenmanufactured according to conventionalprocessing step145,i.e., vacuum distillation, airblowing or solvent deasphalting. Bahl et al.146
reviewed the bitumen properties modificationusing organic polymers. They concluded thataddition of certain organic polymers to bitumen insmall concentration improve their performance,enhances service life and ability to withstandextreme climatic conditions.
Naugautuck Chemical147,a division of UnitedStates Rubber Company, is marketing a blend ofrubber and bitumen under the trade name "SurfaSealz". They have made extensive investigationsof the rheological properties of the blends. Theyconcluded from their field evaluations that themixture prevent rutting and shoving, and strippingfrom the aggregate by water, and give increasedresistance to skidding. The presence of thepolymer in the bitumen also increases the elasticityof the pavement, reduces temperaturesusceptibility and decreases the rate of agehardening148.Aromatic oils, resins, and pitcheshave been proposed149as a":ditive for improvingthe physical and rheological properties ofbitumens. Usually several per cent of suchmaterials are required to effect a useful change incolloidal properties oftb.e hitllmen.
Recent studies '. characterisation ofbitumens-Whiting et al.150 employed use ofelemental and functional group analysis formonitoring compositional changes occurring on airblowing of a natural asphfilts. The heteroatomcontent, degree of unsaturarion and functionalgroup composition were found to be related toasphalt durability. Subramanian et al.l5l studiedcompositional studies of bitl:men and bitumenderived product by gas chromatography. Borregoet al.152 reported NMR and FTIR spectroscopicstudies of bitumen and shale oil from selected
Spanish oil shales. Results related to composition
•..
ill; H 'II I

SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 273
of bitumen and shale oil suggest that with increasein maturity the similarity of bitumens and Shaleoils increase. Mojelsky et al.153reported structuralfeatures of Alberta oil sand bitumen and heavy oilasphaltenes. Rafenomanantsoa et al.154 reportedstructural analysis by NMR and FIMS of the tarsand of Bemolanga. Huang et al.m reported photooxidation of corbett fractions of asphalt by FTIRspectroscopy. Bukka et al.156.157 reported theinfluence of carboxylic acid content on bitumenviscosity by FTIR characterization, fractionationand characterization of Utah tar-sand bitumens byNMR and IR spectroscopy. The results suggestthat a discrete group of compounds present in polarfraction of bitumen may have a significantinfluence on viscosity and may be of equal, if notgreater importance than the asphaltene contentitself. Quddus et al.158 studied the chemicalcomposition of catalytic air blown asphalts. Theyreported chemical changes during air blowing ofasphalts, in the presence of transition metal salt byadsorption-desorption chromatography. Theyproposed general transformation mechanism.Recently Huang and Bertholf59 stUdied themolecular weight distribution of bitumen fractionsobtained by corbett method using Gel permeationchromatography. Laurent et al.l60 studiedqualitative and quantitative functionaldetermination in bitumen acidic fractions by 29SiNMR spectroscopy.
Conclusions
Based on th~ review presented current state oftechnology of feed stocks for making qualitybitumen, process technology involved andrelationship between compositional parameters andperformance properties can be summarized asfollows:
1 Bitumen making which was considered to bea "Black Art" till early 70's has now attained thestatus of an important refining process convertingvariety of feed stocks to quality paving andindustrial grade bitumens.
2 Advances in 'separation science' and'instrumental' techniques have enabled improvedunderstanding of chemical/structural parameters ofbitumen feed stocks, products, and their interrelationship with performance properties.
3 Although majority of quality paving bitumencontinues to be made from bitumen bearing curdesbut slowly non-bitumen bearing. crudes (havinghigh wax and low in asphaltenes) are also beingincreasingly aC'1eptedas feed stock for bitumenmaking through new technological schemes andprocesses.
4 There has been deep understanding of scienceand chemical engineering principles involved inthe air blowing process of bitumen making. Thishas led to the development of: (a) New generationreactor intemals enabling more efficient utilizationof oxygen and reduction in time duration and (b)Reaction kinetics involved in air blowing operationthus linking the feed stock! fluxing componentcompositions with operating parameters to obtainan acceptable balance of hydrocarbon typecombinations, leading to required performancefeatures.
The studies reported in the subsequent chaptersmakes an attempt to confirm some of the reportedfindings and presents new' correlations for makinguse of non-bearing bitumen crudes as feed stockfor paving bitumens and equations relatingcompositional parameter with performanceproperties.
AcknowledgementsAuthors are thankful to Dr T.S.R. Prasada Rao,
Director, Indian Institute of Petroleum forencouragements. Our thanks are also due to ShriSuresh Kothari for typing the manuscript.
References1 Spielmen, P E, Bituminous Substances (Ernest Benn Ltd,
London), 1925,5.2 Lucas, L, & Mabbery M, Egypt Arch, 10 (1924) 132.3 Redwood, B, A Treatise on Petroleum, Charles Griffin
and Co Ltd London, 1922,259.4 Peckham, S F, Solid Bitumens. Their Physical and
Chemical Properties and Chemical Analysis, (Myron C.Clark Publishing Co, New York), 1909,312 ..
5 Louis, M, Eisma, E, Hanson, W E, Jackson, A: F &Schultze, G R, Proc. Fifth World Petroleum Congress,Sect I, (1959), 1037.
6 Tresanguet, M, Highway Construction 5th ed (Wiley,New York), 1907,286.
7 Devereux, Roy & Macadam, R, The Clussus of Roads,(New York University Press, New York), .1936, 89.
8 Telford Thomas, American Highways,XXVI/(1945) 161.9 Abraham Herbert, Asphalt and Allied Substances, 6th Ed
(Van Nostrand Co, Princeton), 1960, 140..

274 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
10 Prescott W L, History of the Conquest of Peru (Harper,New York), 1947,92.
II Von Hagen, Victor, Highway of the Sun (Duell, Sloan,
and Pearce, New York), 1955, 199.
12 Page Logan WalJer, Effect of Motor and Horsedrawn
Vehicles on Roads Eng Record, (1910), 251.13 State of New York, Report of State Commission of
Highways, (1910), II.
14 Tyagi, B R, Gwasikoti, N P, Srivastava, S P &Bhatnagar, A.K, Seminar on Bitumenous Roads Design
and Construction Aspects, IRC, New Delhi, August 2526 (1994), 1-25.
15 IS:73-1992, Specifications for Paving Bitumen.
16 Button, J W Little, D N & Gallaway, B.M, Influence ofAsphalt Temperature Susceptibility on Pavement
Construction and Performance, National CooperativeHighway Research Programme, Report No. 268 and itssuppl, 1983.
17 Sisko, A W & Brunstrum, L C, AAPT, 37 (1968) 448475.
18 Kennedy, T W & Harrigan, E T, Performance Based
Asphalt Specification, the Product of SHRP, HighwayResearch : S~aring the Benefits, Ed J Porter, Proc USSHRP, Instt of Civil Eng, London (1991).
19 Asphalt Properties and Relationship to Pavement
Performance - Literature Review, SHRP Report NoA IIR-90-0 15 (1990).
20 Gloven C J, Davison R R, Button J A & Donaldson, G R,Transp Res Record, 1170 (1988) 71.
21 Van Gooswi11igen G, de Bats, F Th, & Harrison, T,Quality of Paving Grade Bitumen - A Practical
Approach in Terms of Functional Tests, Proc of the 4thEuro Bitume Symp, Madrid, Oct, (1989) 290.
22 Arya I R, Jain P K, Tyagi B R & Singh, Himmat,Seminar on Bitumenous Roads Design and
Construction Aspects, IRC, New Delhi, Aug 25-26,(1994) I.
23 Cerrone R, Proc 15th ARRB Conf, Part 2, (1990) 120.24 Sheu E Y, & MulJins 0 C, Asphaltenes Fundamentals
and Applications (Plenum Press, New York), 1995, 155.25 Shukla R S, Proc 2nd Int Conf on Roads and Roads
Transport, New Delhi, 1 (1995) 503.26 Deo J C, & Horta, S, Transp Research Board, 1291, 1,
National Research Council, Washington, D C, (1991)127.
27 Jain, P K & Verrnani, N D, Highway Res Bull, 47 (1992)1.
28 Bahl J S, Singh H & Gulati I B, Feasibility Studies on
Production of Quality Bitumens from Assam Crude Mix
for Digboi Refinery Expansion Modification, lIPTechnical Report No 6, 456, June (1993).
29 Shukla R S, Proc 2nd International Conference onRoads and Roads Transport, New Delhi, I (1995) 562568.
30 Griffin R L & Miles, T K, J Chem Eng Data, 4 (1959)61.
31 ASTM Special Publication : The Influence of AsphaltComposition on Rheology, (1960) 294.
32 Yoder E J, Highw Res Board Proc, 36 (1977) 388.33 Root W H, Highw Res Board Proc, 13 (1933) 339.
34 Reerink H, Ind Eng Chem Prod Res Dev, 12(1), (1973)123.
35 Grriffin R L & Miles, T K, J Chem Eng Data, 6 (1961)III.
36 Marcusson J Z, A ngew Chem, 29 (1916) 21.37 Abraham H, Asphalt and Allied Substances, 5th Ed (D
Van Nostrand Company, Inc), 2 (1945) 1847.38 Hoiberg A J & Garris, WE, Ind Chem, Am Ed, 16 (1944)
294.
39 Chelton H M & Traxler R N, Proc Fifth WorldPetroleum Congress, V (1959) 247.
40 Traxler R N & Schwyer, Chem Rev, 19 (1936) 119.41 Hewett C M & Faid R W, I29th Meeting Am Soc Symp
on Bituminous Materials, DalJas, Texas, April (1956).42 Tissot B P, Ed, Characterization of Heavy Crude Oils
and Petroleum Residues, Technip, Paris, (1984) 68.
43 Speight J G, Ed, In Characterization of Heavy Crude
Oils and Petroleum Residues, Technip, Paris, (1984) 32.44 Koats J A & Speight J G, Fuel, 54 (1975) 179.45 Speight J G, Ed, The Desulphurisation of Heavy Oils and
Residua (Marcel Dekker, New York) 1981 84.46 Poll H, Petroleum (Berlin), 28-36 (1932) 511.
47 Hubbard R L & Stanfield K E, Anal Chem, 20 (1948)460.
48 Grader R, Oel u Kohle, 38 (1942) S67.49 O'Donnell G, Anal Chem, 23 (1951) 894.
50 Serguienko S R, Davydov B E, Delone I 0 & Teterina,M P, Proc Fourth World Petroleum Congress, 5 (1955)449.
51 Kleinschmidth L R, J Res Nat Bur Standards, 54(3)(1955) 163.
52 Fuchs W & Nettescheim, G, Erdol Kohle, 10(1) (1957)15.
53 Middleton W R, I33rd Meeting Am Chem Soc,Petroleum Division Symposium, San Francisco,
California, April (1958).54 Bock R M & Ling N, Anal Chem, 26 (1954) 1943.55 Corbett, L W, Anal Chem, 4I(4} (1969) 576.
56 Mullin T E & Shortland M D, Hydrocarbon Processing,68(1) (1989) 374.
57 Preckshott G W, Dellisle N G, Cotteh C E & Katz, D L,Trans Am Inst Mining Met Eng Pet Dev Technol, 151(1943) 188.
58 Csanyi L H & Bassi, B S, Proc Assoc Asphalt Paving
Technol, 27 (1958) 52.59 Beerbower A & Nixon, J, Symp Spectroscopy in the
Petroleum Industry, Div Pet Chem, ACS, Ohio, April(1959). '
60 Knotnerus K J, Ind Eng Chem, 38 (1951) 182.61 Beitchman B D, J Res Nat Bur Standards, 63A (1959)
189.
62 Stewart J E, J Res Nat Bur Standards, 58 (1957) 265.
63 Schweyer HE, Anal Chem, 30 (1958) 205.64 Gardner R A, Hardman H F, Jone, A L & Willians, R B,
J Chem Eng Data, 4 (1959) 155.65 Fischer K A & Schram, A, Proc Fifth World Petroleum
Congress, V (1959) 259.66 0' Neal M, Hood A, Clerc R J, Andre M L & Hines C K,
Proc Fourth World Petroleum Congress, 5 (1955) 307.67 Levy E J, Appl Spectrosc, 12 (J::l5R) 20.
-.,.
'I 1_ II I
11f! I ~ 1 'I I

SINGH & JAIN: BITUMEN QUALITY AND MANUFACTURING PROCESSES 275
68 Hood A, Clerc R J & 0' Neal M J, J Inst Pet, 45 (1959)168.
69 Swaminathan C G & Swami S A, J Indian Road Cong,'22 (1957) 109.
70 Shanxiang Lu, Gray M R, Huadong Ligong DaxueXuebao, 20(4) (1994) 501.
71 Shanxiang Lu & Gray M R, Haudong Ligong EaxueXuebao, 20(4) (1994) 507-13.
72 Shanxiang Lu & Gray M R, Haudong Ligong DaxueXuebao, 20(40) (1994) 514-21.
73 Strausz, Otto P, Lown Elizabeth M, Fuel Sci TechnolInt,9(3) (1991) 269.
74 Sadeghi Kazem M, Sadeghi Mohammed Ali & WuWenhui, Fuel, 68(6) (1989)782.
75 Phillip C V, Bullia J A, Glover C J & Davison R R, PrepDiv Pet Chem, ACS, 34(2) (1989) 311.
76 Shanxiang Lu, Gray M R, Xuobao Shiyou, Jiagong,12(1) (1996) 95.
77 Zho Ming, Shen Benzian, Liu Fuying & Fengminke,Proc Int Symp Heavy Oil Residue Vpgrading Vtil (1992)63.
78 Qian K, Hsu C S, Anal Chem, 64(20) (1992) 2327-33.79 Hsu C, Quian K, Energy Fuels, 7(2) (1993) 268-72.80 Smith J & Patterson D, Can J Chem Eng, 70(4) (1992)
818-21.
81 Miter~, J Sb VysSk Chem Technol Praze, Technol Pa/iv,D 42 (1980) 149.
82 Sebor G, Kubelka V & Weisser 0, Sb Vys Sk ChemTechnol Prase Technol Pa/iv, D 42 (1980) 213-36.
83 Brule B, Bull Liaison Lab Ponts Chausse's (1977) 89100.
84 Se]ueky M L, Kim S S, Skinner F & Strauz, 0 P, AdvChem Ser No, 195 (1981) 83.
85 Kozlova G G, Shkredova N A & Bolvineva AM, Khim,Technol (1985) 85.
86 Paukku A, Posadov I A & Lazarev S Y, Wefiekhimiya,21(5) (1981) 762.
87 Khulbe K C, Mann R S, Lamarche G & Macphee J A,Fuel Process Technol, 31(2) (1992) k9I.
88 Khulbe K C, Mann R S & Lu B C Y, Fuel, 72(6) (1993)898.
89 Wang I H, Boucher J L, Romine R A & Lei G D, FuelSci Techno/Int, 11(1) (1993) I.
90 Smiljanic Miloran, Stefanovic Jovan & Jovanovic Jovan,Erdol Kohle - Erdgas petro chem, 46 (1993) 238.
9] Stefanova M, Marinov S P & Nikolova K, Erdol undKoh/e-Erdgas petro chem, 48 (1995) 179.
92 Day A J, Proc Assoc Asphalt Paving Technol, 19 (1950)348.
93 Girdler R B, Constitution of Asphaltenes and RelatedStudies, Proc of AAPT, 34 (1965)A5.
94 Brown Stephen, The Shell Bitumen Hand Book, ShellBitumen, VK, July (1990) 91.
95 Picard P, Tentative de Classification des Petroles bruts,BEICIP Report No 30,538, Paris, Dec (1972) 94.
96 Stanfiled K E, Bureau of Mines, Report of Investigations,(1941) 3568.
97 Bahl J S, Gupta U C Singh H & Krishna, R, Feasibilityof Making Paving Grade Bitumens from North KadiCrudes, IIP Technical Report No 6, Sept (1986) 501.
98 Bah] J S, Gupta U C Singh l-!" & Krishna, R, Feasibilityof Making Paving Grade Bitumens from Santhol Crude,IIP Technical Report (1986) 6492.
99 Bahl J S, Gupta U C & Singh H, Rev Inst Fr Pet, 48(2)(1993) 141.
100 Bahl J S, Gupta U C & Singh, H, Feasibility of MakingBitumens from PD Asphaltics in Combination withSuitable Fluxes, lIP Technical Report (1994) II.
101 Lowy L, Pet Eng, 29 (1957) 50.102 Nelson W L, Oil GasJ, 46, 25 25 (1947) 99.103 Khropatyi F R, Neftyanik, 4(12)(1959) 14.104 Gagle D W, Refining Eng, 30 (3) (1958) C-15.105 Pruess D B, Refining Eng, 30(11) (1958) C-6.106 Williams I H, BP Bitumen Manufacturing Process, BP
Ventures (Pvt,Comm ), Britainnic House, Moor Lane,London (1986).
]07 AbrahamH, Asphalts and Allied Substances, 5th Ed, DVan Nostrand Company, Inc, New York (1945) 209.
108 Holland C J, Pet Eng, 6(8) (1935) 7.109 RescorIa A R, Forney W E, Blakey A R & Frino M J, Ind
Eng Chem, 48(3) (1956) 378.110 Dowlen T H, V SPat I, 8, 896 (1932) 380.III Crarnner J M, V SPat, 2, 762 (1956) 758.112 Chelton H M, Traxler R N & Romberg J W, Ind Eng
Chem, 51 (1959) 1353.113 Lockwood D C, Pet Ref, 38 (1959) 197.114 Patwardhan S R & Khade S B, Ind Eng Chem Process
Des Dev, 21 (1982) 154.
115 Stratford R K, Can Pat, 343 ~1934)216.116 Allen, H L, V S Pat, I (1935) 466.117 Shearon W H & Hoiberg, A J, Ind Eng Chem, 45 (1953)
2122.
118 Sanderson F C, Highw Res Board Bull (1956) 118.I 19 Kastens M L, Ind Eng Chem, 40 (1948) 548.120 Bencowitz I & Boe, E S, Proc ASTM, II, 38 (1938) 539.121 HoibergLA J,U Sfatent 2450 (1948) 756.122 Hoiberg A !' Proc AssocAsphalt Paving Technol, 19
(1950) 225.123 IlIman J C & Sommer, H J, V SPat, 2640 (1953) 803.124 Fink D F, Greger R A & Alsberg, F R, V SPat 2627
(1953) 498.125 Presentation of the Biturox Process, Biturox Seminar,
Pomer Engineering Company, Austria, New Delhi(1994).
126 Composition-Controlled Chemical Processing ofBitumen, Potner Engineering Co, Austria, AI5W007BDoc (1996) 507.
127 Wilkinson R, Petroleum Gazette, Australian Institute ofPetroleum Ltd, 31 (1996) 4-10.
128 Holleran G, Presentation for Bitumen TechnologySeminar, Compositionally Controlled Bitumen, NewDelhi, March (1994).
129 Ditrnan J G, Oil GasJ, 72 (1974) 84.130 Ditrnan J G, Oil GasJ, 72(2)(1974) 46.131 The Biturox-Paratox Application, Pomer Engineering
Co, Austria, AI4APAA Doc (1996).132 Jain P K, Gupta, U C & Singh H, Proc 2nd ICORT, New
Delhi, I (1995) 545-553.133 Brown E R, Preprint, New Mexico Paving Conference,
New Mexico (1988) 27.

276 INDIAN 1. CHEM. TECHNOL., NOVEMBER 1997
134 Vander Werff J C, Beverwijk J H & Harrison T, 5thEurobitume Congress, Stockhalm, Sweden, June 16-18(1993) 58.
135 Koole R C, Valkering C P & Lancon D J L, AAPAAsphalt Conference, Sydney (1991) 39.
136 Singh D V, Indian Highw, May (1995) 37.137 Faure M & Berthaux J M, 5th Eurobitume Congress,
Stockhalm, Sweden, June (1993) 32.138 Robertus C, 5th Eurrobitume Congress, Stockhalm,
Sweden, June (1993) 72.139 Nicholls J C, Assessment of Multiphalte, The Shell
Multigrade Bitumen, Highways Resources Centre,Transport Research Laboratory, Crowthorne, RGI16AU,Berkshire (1994) 3-4.
140 Welborn J Y & Babashok J F, Proc Am Chem Soc (CivilEng), 84 (1958) 1651.
141 Enders H A, Coleman R J, Pierson R M & Sinclair E A,Ind Eng Chem, 43 (1951) 334.
142 Lewis R H & Welborn, J Y, Public Roads, 28 (1954) 64.143 Gregg L E & Alcoke W H, Proc Assoc Asphalt Paving
Technol, 23 (1954)28.144 Mason P, Thrower E N & Smith L M, J Appl Chem, 7
(1957) 451.145 Bahl J S & Singh H, Rev L 'Institute Francais du Petrole,
38(3) (1983)413.146 Bahl J S, Atheya N & Singh H, Erdol und Kohle
Erdgas Petrochemie, 46 (1993) 22.
147 Rogge D F, Terrel R L & George A J, Polymer ModifiedHot Mix Asphalt-Oregon Experience, ASTM STP 1108(1992) 151-157.
148 Nijveld HAW, Dedecker H C & Geesink H A 0 W,Proc Fourth World Petroleum Congress, VI (1955) I.
149 Garwin L, US Pat, 28222 (1958) 282.150 Whiting R & Smith C, Analyst, 118 (1993) 947..151 Subramanian, M, Deo M D & Hanson F V, J Chrom Sci,
34 (1996) 20..152 Borrego A G, Prado J G & Gullen M D, Energy Fuels,
10 (1996) 77.153 Mojelsky T W, Ignasiak T M & Strausz 0 P, Energy
Fuels, 6 (1992)83:154 Rafenomanantsoa A, Nocale D & Lauer J C, Energy
Fuels, 8 (1994) 618.155 Huang J, Yuro R & RomeoG A, Fuel Sci Technol Int,
13(9) (1995) 1121.156 Bukka K, Miler J D & Obland A G, Fuel, 73(2) (1994)
257-268.
157 Bukka K, Miller J D & Oblad A G, Energy Fuels, 5(1991) 333.
158 Quddus M A, Sarwar S N & Khan Fasihullah, Fuel,74(5) (1995) 684.
159 Huang J & Bertholf D, Fuel Sci Technol Int, 14(8)(1996) 1037.
160 Laurent M, Hanguet, 0 & Didier M, Energy Fuels, 10(5)(1996) 1142.
j '" ", I' "Il""'I'I II"~ "I'HI I~ \ 'I I