bottom line automation matrikon summit 2007 mike brown michel ruel may 7
DESCRIPTION
.TRANSCRIPT

Moving towards “Bottom Line” Automation
Mike Brown, VP Technology, Matrikon Inc.Michel Ruel, President, Top Control

Moving towards “Bottom Line” AutomationMoving towards Bottom Line Automation
Users and suppliers are beginning to rethink the role of automation and demanding to know more role of automation and demanding to know more about how automation contributes to plant profitability and the core business drivers.
2
Source: ARC Market Surveys, 2007

How can data and automation systems help drive common work processes and a collaborative operating environment?
Goals & Objectives
Multiple KPIs
Objectives
Multiple roles, EngineerProduction Plant VP Safety
Throughput Cost Compliance Safety Uptime Efficiency
M lti l
depts, PCs, PDAs & processes
Maintenance Manager
ManagerManagerOperations
Process Control Manager
Quality Manager
Manager
Operations Supervisor
Operator
Multiple applications/ systems/ data sources
ERP DCS MES EAM LIMS Historian SCADA
3
Multiple assets

Moving towards “Bottom Line” AutomationMoving towards Bottom Line Automation
• How can automation systems become more business centric?business centric?
• What are some of the critical elements in moving in this direction?t s d ect o
• What can I do now?1. Transforming the data2. The resourcing challenge3. How about innovation4 The need for monitoring4. The need for monitoring5. Back to basics – the humble PID layer
4

Linking Automation Information to Core gBusiness Drivers
• Given that 70% of our processing plant assets are under p g psome form of Process Control, do we know what impact automation is having….or NOT!– Can my plant efficiency be improved?Can my plant efficiency be improved?– What is the shutdown risk of my plant today?– Is there room to increase production?
W t k t ti d t l t t d t di • We must make automation data relevant to understanding the impact of automation on the core business drivers– Safety, Productivity, Quality, Capacity Utilization, Efficiency,
Environmental,….
• The information must be available to the people who are accountable for the core business drivers
5

Linking Automation Information to Core Linking Automation Information to Core Business DriversTransformation 1:
• 10TC100 is in alarm– Operator: silence, acknowledge and try to understand the process
issueissue• 10TC100 has generated 52 alarms in the last shift
– Automation Engineer: sensor problem or alarm limit configuration• Area 1 has experienced 3 alarm floods and has an average of 12
t di lstanding alarms– Operating Manager: Impact on Operator loading…process, understand,
prioritize and take action• Over the month, Operator base alarm loading, Operator response , p g, p p
time and priority distribution are not in compliance with recommended industry guidelines– Plant Manager: We are running our production assets in an area
elevated risk of plant shutdown, unit trip or unplanned incident.
6
p , p p– Safety, Production, Environmental, …

Linking Automation Information to Core gBusiness Drivers
Transformation 2:
• 10TC100 is saturated at its output limit– Operator: acknowledge alarm, put in manual,
manage the throughput constraint• 10TC100 is saturated 70% of the time during • 10TC100 is saturated 70% of the time during
summer months– Automation Engineer: valve sizing or instrument
i eissue– Process Engineer: production bottlenecks, cooling
constraint, bypass management, process
7
modifications

8
9

Linking Automation Information to Core gBusiness Drivers
“ ….the important issue is not whether the installed ….the important issue is not whether the installed automation technologies are always operating. What matters is that the plant can consistently
t th i ti l d t meet their operating goals and customer requirements while operating safely, reliably and adding profit to the corporation”adding profit to the corporation
This requires effective “transformation and This requires effective transformation and communication” of our automation data
10

Experience and Qualified Resources are CriticalExperience and Qualified Resources are CriticalAutomation value added solutions
– Technology + People + Sustainment– Technology is the enabler but the people add the value
Other
Business Focus
Technology
Plant Performance
Asset Utilization
ROIROI
Product Expertise
Industry Experience
11
Low CostSource: ARC Market Research, 2007

Experience and Qualified Resources are CriticalExperience and Qualified Resources are Critical
• Serious resourcing issue and we need people!• Increase Outsourcing: training, installation,
configuration, basic maintenance• Increase Outsourcing in the Future: Performance • Increase Outsourcing in the Future: Performance
management, Optimization solutions• Technology can help make the people much more
productive in sustaining the ROI of automation initiatives…outsourcing, changing the support model
12

Experience and Qualified Resources are CriticalExperience and Qualified Resources are Critical
• Control monitoring technology has the ability to improve resource efficiency by up to 90% improve resource efficiency by up to 90%
13

Where is the innovation coming from?Where is the innovation coming from?• There have been distinct periods of system innovation from the
automation suppliers, from the “system” centric era of the 1970’s pp , yto the open “application” centric era of the 1990’s.
• We must now take advantage of these enabling systems to tackle the real challenges in our plantsg p
• Example: APC sustainment– 4% of refiners say they cannot run their plants without APC– 65%+ of refiners feel that they cannot be competitive without APC65% of refiners feel that they cannot be competitive without APC– 50%+ of APC applications experience significant degradation
• ProcessDoctor Tai-Ji for MPC– Shifted the APC maintenance from open-loop time consuming tests to Shifted the APC maintenance from open loop time consuming tests to
automated closed-loop testing– Reduction in APC maintenance effort by 50 to 80%– Reduction in APC downtime
14
Reduction in APC downtime– Redefined the way industry maintains APC applications

TaiJi-PID: Automated step testing and tuning of PID loopsTaiJi-PID: Automated step testing and tuning of PID loops
1. Tune loops in both open and closed loop mode– reduce impact on
Operations– Easy to initiatey
2. Tune multiple loops simultaneously simultaneously – Significant time savings
3. Launch a tuning request at any time– Easy enough for
15
y gOperators

Innovation in TuningInnovation in Tuning
TaijiAutomated tests
Optimizing tools
Automated testsAutomated
identification
MPC, multi PIDTuning and analysis
softwareTuning tools
softwareBump tests
MPC, multi PID
T i b
softwareBump testsmodelsformulas
Tuning by trial and error
1970’ 1980’ 1990’ 2000’ 2010’
16
1970’s 1980’s 1990’s 2000’s 2010’s

The shift to continuous monitoring?The shift to continuous monitoring?Over the years, more tools, more solutions…Still difficult to convince people to optimize and above all Still difficult to convince people to optimize and above all,
sustain it!Examples:
– Good tools to tune, • Do we use them? Or too often they are forgotten…
– Tools to view the data, to analyze this data, to establish , y ,diagnostics… • Do we use them? • Efficiently?Efficiently?
We have now the technology to automate these tasks…We have now the technology to use more efficiently our time…
17

Monitoring? What are the driving forces?Monitoring? What are the driving forces?• At start-up, no time for optimization…
perhaps the default values are not too bad?perhaps the default values are not too bad?• Control engineer takes care of 6000 loops.
Does he have time to look at them?oes e a e t e to oo at t e• Experienced guys retired… too many tasks…
18

The Reality confirms the need! yNumbers from audits, articles and our field experience
• 20% of control loops have improper design• 20% of control loops have improper design
• 30% of control valves have related problems
• 15% of equipment is not installed properly q p p p y
• 30% of controllers have nonsensical tuning parameters
• 85% of controllers have improper tuning parameters
• 15% of controllers are in manual mode
• Only 25% of control loops give acceptable performance in automatic control!
• >3 000 000 PID controllers in NA $ 5 Billion for
19
• >3 000 MPC in NA Process Control
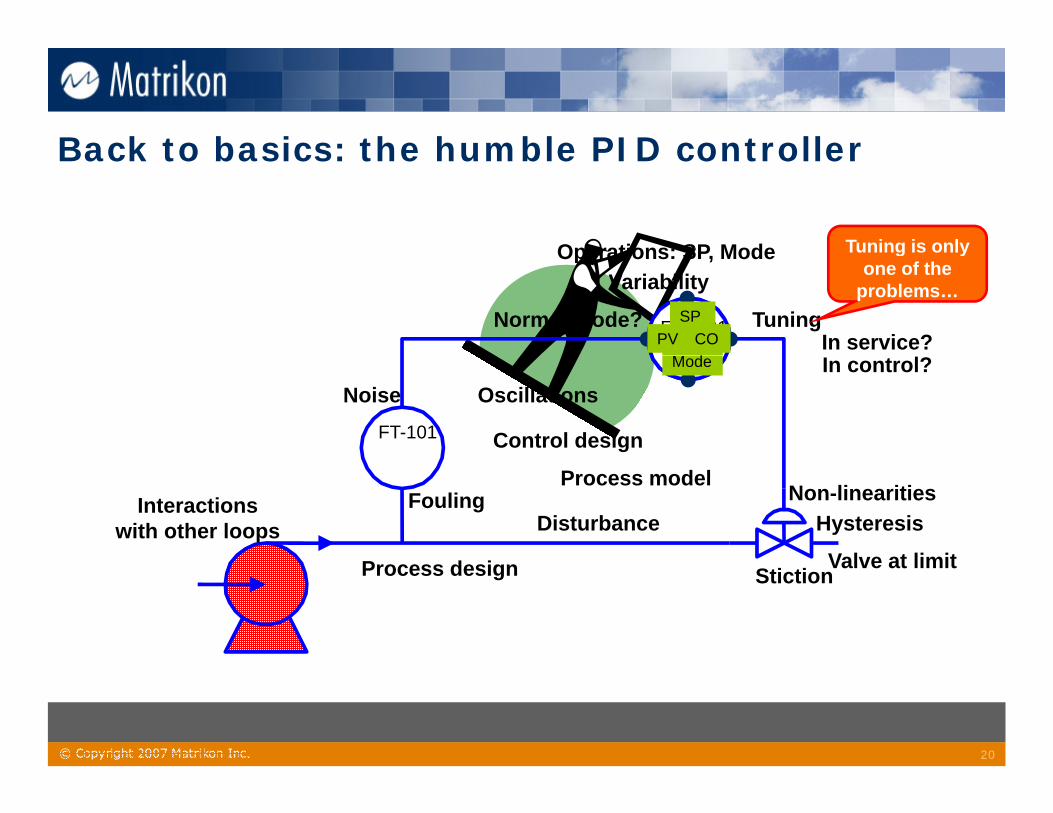
Back to basics: the humble PID controllerBack to basics: the humble PID controller
Operations: SP Mode Tuning is only
FIC-101
Variability
TuningNormal mode?
Operations: SP, Mode
In service?FIC-101PV CO
SP
M d
g yone of the
problems…
FT-101
Noise
Control design
OscillationsIn control?Mode
Non-linearities
P d i
Disturbance Hysteresis
Valve at limit
Interactions with other loops
Process modelFouling
Process design StictionValve at limit
20
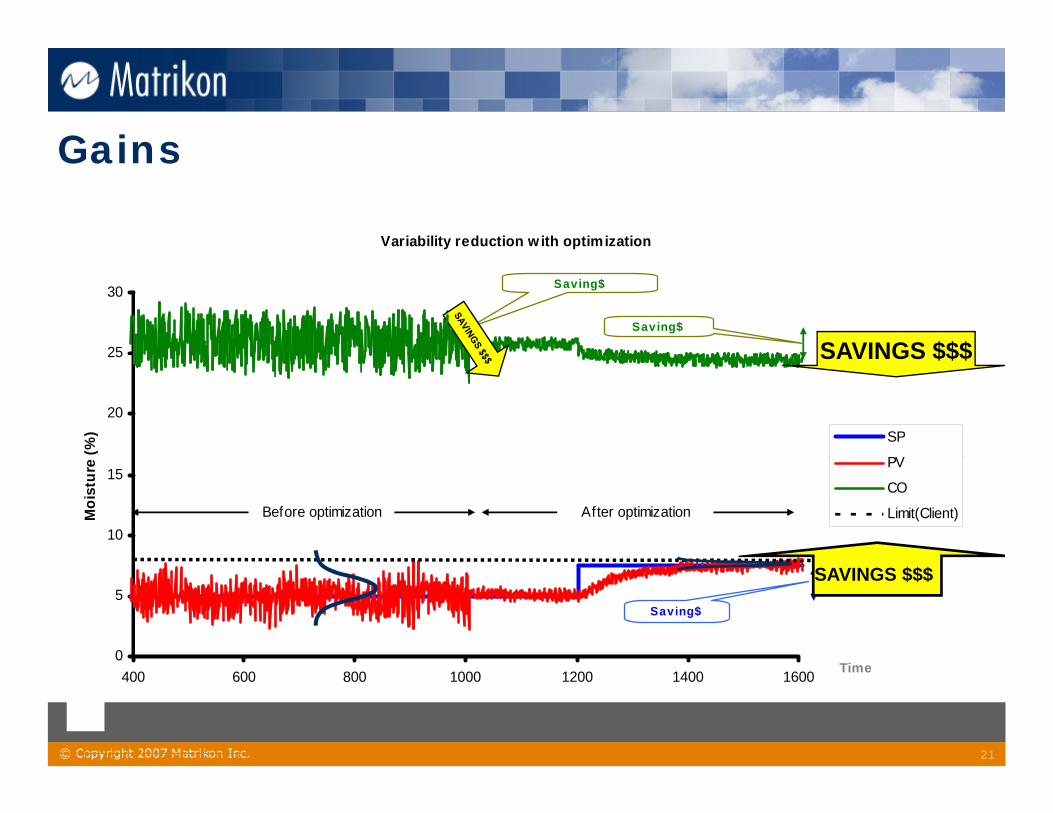
GainsGains
Variability reduction w ith optimization
25
30
Saving$
Saving$
SAVINGS $$$
20
25
(%) SP
PV
SAVINGS $$$
10
15
Moi
stur
e PV
CO
Limit(Client)Before optimization After optimization
0
5Saving$
Ti
SAVINGS $$$
21
400 600 800 1000 1200 1400 1600 Time

Small Gestures That Count!Small Gestures That Count!
• Actions 100% Interest Succes$
– Daily– Weekly– Monthly 20%
30%40%50%60%70%80%90%
100%
%
Interest
60%70%80%90%
100% SupportR l it
Succes$Result$
Ne $y– Yearly 0%
10%
0 20 40 60 80 100 120Time
0%10%20%30%40%50%
0 20 40 60 80 100 120Time
%
20%30%40%50%60%70%80%90%
100%
%
Regularity New$
• Workflow procedures What can be automated?
0%10%20%
0 20 40 60 80 100 120Time
• Workflow, procedures…What can be automated?• How can the process be sustained?• How can optimization be optimized?
22

Evolution M i tEvolution• Data and data collection are there.• Technology is there
Maintenance
&
Monitoring• Technology is there.• We need now to change the way we work.
Continuous
Monitoring
DCS
P i t
Historian
Networks
Monitoring
EngineerSecretary,
iti
Secretary, writing report using
Secretary, writing report using
Engineer using MSOffice
Strip chart recorders
Printers
y Engineer,Writing report by hand
writing report using a typewriter
report using word processing machine
p gMS Word
Anal
ogy
23

SummarySummary• Technology is mature
R lt h b • Results have been proven• Successes are documented• Those who succeed use the tools but their workflow • Those who succeed use the tools but their workflow
is well defined and sustained• Challenges:• Challenges:
– Human factor• Cultural change• Work with other departements• Push the results above in the food chain!
24