bsc sustainability solutions catalogue
DESCRIPTION
Sustainability Solutions for Australian IndustryTRANSCRIPT

Sustainability Solutions for AuStrAliAn induStry
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
WATER SAVING
SOLUTIONS
WATER SAVING
SOLUTIONS
ENVIRONMENTAL
SOLUTIONS
ENVIRONMENTAL
SOLUTIONS
www.bsc.com.au

AuStrAliAn owned Since 1921
2
Formerly known as Bearing Service Pty Ltd and established in
1921, BSC is the premier and most experienced Bearing and
PT product distributor in Australasia. Proud of its Australian
owned heritage, we are primarily engaged in the supply of
Bearings and Power Transmission products. Today, BSC employs
around 300 permanent staff and operates over 40 branches in all
states around Australia.
The BSC product range is the largest of its type and is supported
by a large distribution network of more than 100 computer-linked
branches and authorized distributors to ensure that our broad
stock range is available in all areas throughout Australasia
including PNG, New Caledonia, Fiji, Solomon Islands, etc.
Comprehensive bulk stock and accounts are managed using
an IBM AS400 server platform.
Over the years BSC has built a reputation as a respected supplier
of quality products and services. Since 1995 BSC has been
licensed as a Quality Endorsed Company (QEC4475) and regularly
audited and certified by SAI Global Limited to comply with the
requirements of AS/NZ ISO 9001:2000 for the procurement,
warehousing, distribution and sale of a wide range of bearings,
power transmission and associated products.
www.bsc.com.au

Margaret Mead
“ We won’t have a society if we destroy the environment.
Sustainability Solutions for Australian Industry
3www.bsc.com.au
INDEX
Sustainability Solutions for Australian Industry INDEX
BSC understands our responsibility to the environment and our customers, and sustainability has been an important part of our company policy for many years. Our commitment to sourcing technically advanced products across our product range from world class manufacturers has been our response.
In today’s environment with soaring energy
prices it is essential for companies to reduce
costs in order to remain competitive. This
has prompted BSC to put together a range
of products with potential energy saving
initiatives and ideas.
BSC’s new Sustainability Catalogue will not
only save you money with smart product
choices and energy saving initiatives
and ideas but will also be helping our
planet. Selecting products from this range
will significantly reduce your energy
consumption or water usage or simply
using environmentally friendly products.
Energy Management
Motors 4Variable Speed Drives 8Engineering Services 11Gear Boxes 17Belts 19
Water Management
TS Flat Chain 25AESSEAL Water Management 26
Environment Management
Bearings 27

Energy Wise Electric MotorsPublished - ecoBiz Queensland
IND
uS
tr
y IN
fo
rm
AtIo
N
Half of the world’s electrical energy goes toward
powering electric motors.
To improve energy-efficiency in your workplace, ensure
electric motors are suitable for the tasks they perform. The best
way to identify potential energy savings is to work backwards
from the task the motor performs to its power input.
A smaller motor may provide sufficient power for a specific task
and cost less to run. If feasible, install a time switch to control
the length of time the motor operates. Alternatively, install a
calendar time switch to prevent motors running on days when
not in use, such as when your workplace is closed.
Does your motor match your needs?
Consider three basic factors when assessing motor suitability:
1. Consider total life costs when buying an electric motor,
including purchase price, installation and operating costs.
If you invest in an energy-efficient motor your business will
save more over time.
2. High Efficiency Motors (HEM) are about two to four percent
more efficient than standard electric motors, and offer
lower operating costs and reduced energy consumption.
The initial investment will be greater, but it only takes about
two years to recoup the additional costs in energy savings.
HEMs produce less heat, reducing air-conditioning costs
and providing a cooler work place. They maintain high
efficiency over a wider range of loads and have a greater
thermal tolerance.
It is important to match the HEM to its application as
these motors operate at a slightly higher full-load speed
than standard motors. This means that centrifugal loads,
including pumps, fans, and compressors, can be affected by
higher speeds and negate energy savings. This may involve
replacing an existing motor with a smaller one, trimming
impellers on pumps or changing gear or pulley ratios.
3. Consider the size of the motor. Companies often buy an
oversized motor to cope with unexpected peak loads or
to allow for process expansion in the future. As a result,
hundreds of motors used in industrial applications are
grossly oversized. Motors are most efficient when operating
at full load, and installing a smaller motor, which operates at
full load, will greatly improve the operating efficiency.
Improve performance with a VSD
A Variable Speed Drive (VSD) is an electrical device that
controls power to the motor, and is suitable for inconsistent
loads. Rather than continuously running at full speed, the VSD
varies the motor speed to meet the energy needs of the load.
While a VSD can cost more than the motor, it can achieve
energy savings of up to 50 percent a year. VSDs provide best
energy savings when applied to a motor-driven centrifugal
pump.
There are cheaper alternatives to VSDs. Multi-speed motors
can be used with two or more pumps running parallel systems.
One motor is used for the base load, and the second is used
only during peak load times, offering improved reliability and
providing a back-up if one motor or component fails.
Maintaining your motors
• Check that drive belts, chains and couplings are in good
condition and are adjusted in accordance with the supplier’s
recommendations.
• Check for motors that are running hot, as this is a sign of energy
loss. Use an infrared non-contact thermometer to measure the
temperature of the motor casing (investigate if it is 60 degrees
or higher).
• Check alignment, as parts in a misaligned motor will be
susceptible to wear more quickly, reducing both the motor’s
service life and efficiency.
• Record data for each motor to assess if it is running
unnecessarily. Record the motor’s application, the nominal
power (in kW) from the motor identification plate and how the
motor is controlled.
• Replace a motor rather than rewinding it. Although rewinding
is popular, efficiency is reduced by up to three percent each
time a motor is rewound, leading to lower operating efficiency
than the nameplate efficiency. If a motor burns out, the best
solution is to review your load needs and purchase a high-
efficiency motor to match that load.
4
motorS

Reduce energy loss and save money. Based on state-of-the-art technologies which
reduce carbon foot print from manufacturing,
to installation and on-going use, the W22 range
of E3 High Efficiency motors will reduce your
operating, inventory and maintenance costs,
whilst helping you achieve carbon emission
targets.
The new generation W22 E3 super long life
High Efficiency Motor encompasses many
performance advantages including reliability,
life, energy efficiency, reduced noise and
vibration levels, extended lubrication intervals,
standardisation and flexibility. The W22 motor
comes in two design variants either meeting
the requirements of AS1359.5 High Efficiency
E3 levels or exceeding them with a Super High
Efficient model.
W22 E3 super long life High Efficiency motor
designed to exceed the requirements of MEPS3
high efficiency levels are among the most
efficient motors in the world. In fact the W22
E3 can reduce energy losses by between 10%
and 40% compared with other typical motors.
For the life of the motor, the purchase cost can
be as low as 2% of the total cost of ownership.
The payback period for a W22 over a standard
efficiency motor can be less than 7 months
depending on the operating hours.
Completely interchangeable with lower level
efficiency motors (eg MEPS2) and designed
to comply with standard EN 50347 for ‘kW to
frame’ ratios. The W22 E3 has a flat efficiency
curve: from 75% up to 100% of load the high
efficiency is kept constant for maximum
energy saving in applications where the motor
has been oversized.
The optimised cooling system of the W22 E3
composed of fan, fan cover and motor frame is
designed for optimum balance of airflow and
noise level. The fan provides greater amounts
of air to cool the motor and the fan cover with
its aerodynamic outline is designed to avoid
recirculation of air (loss of performance) and to
better direct the airflow over the motor fins.
The ageing of the insulating material is directly
proportional to its operating temperature –
the optimised cooling system of the W22 E3
provides outstanding heat dissipation and
eliminates hotspots by providing a uniform
temperature distribution throughout the frame.
OH&S regulations call for reduced noise levels.
It is possible to meet the lowest noise levels
on the market simply and economically as the
W22 limits noise to 80Db(A) at 1 metre from
the motor without compromising flexibility.
An electric machine’s lifespan is governed by its
insulating material operational hours. H Class
insulation is standard in W22 E3; providing a
design life of up to 3.35 times that of standard
F Class insulated motors. This super long life
maximizes product serviceability and results
in a significant reduction in materials spend
– from reduced replacement to providing a
solution enabling plants to halt the practice
of rewinding – universally identified as a
significant contributor to lowering motor
efficiency levels.
W22 E3 Motor
5
Sustainability Solutions for Australian Industry
www.bsc.com.au
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
motorS
IE1 IE3
Energy Cost
COST BREAKDOWN OF MOTOR
$210
$215
$220
$225
Purchase Cost Maintenance Cost
COST
60 70 80 90 100 110 120 130
100
90
EFFI
CIEN
CY (%
)
PERCENT OF RATED OUTPUT
Constant e�ciency area
TYPICAL EFFICIENCY CURVE OF W22 LINE
80

Quarrying Application
CA
SE S
tu
Dy
Total Design Life Materials & Energy Saving of over $451,170
A major BSC quarrying customer in Victoria recently worked
with BSC’s Engineering Services to identify site improvement
opportunities that would enhance reliability, reduce ongoing
materials spend associated with replacements and rewinding
and deliver significant energy consumption reduction. Quarry
environments are tough and require mining class rated motors.
Following the survey and analysis, Engineering Services
identified a number of areas throughout the quarry where a
progressive change-out to the Super Long-Life High Efficiency
mining specification motor range would provide significant
benefits to our customer.
The outcome for the customer:
• Reduction in energy consumption of
223,778kwh per annum
• Reduction in CO2 emissions of 321 tonnes per annum
• Nett reduction in energy costs of $31,329 per annum
• Increased motor life of 335%.
The use of Variable Speed Drives (VSD) is
recognized to be one of the major driving
forces for energy efficiency because it can
adjust motor output to best suit load needs.
However, voltage spikes from the PWM
waveform can have harmful effects on the
motor winding, leading to premature failure
of the insulation system. This worsens as
switching frequency is increased. All W22 E3
motors are fitted with WISE insulation which
permits them to be operated by VSD – the
WISE system is composed of Class H wire
(200C), enhanced insulation materials and a
solvent-free resin. When used with a VSD, our
innovative WISE® insulation will deliver years
of reliable operation. Operating the W22 with
WEG’s CFW11 VSD, the patented Optimal
Flux® will provide further savings. For further
information on Optimal Flux® please refer to
the section in this catalogue on the CFW11.
Insulated bearings are expensive and, like any
load carrying rotating or sliding product, are
subject to wear which eventually requires
replacement. W22 E3 motors can be fitted with
a non-drive end shield where the bearing hub
is insulated. This component doesn’t wear and
guarantees longer operating hours.
W22 E3 Motor (CoNtINuED)
6
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
motorS
COMPARISON BETWEEN W22 AND MEPS EFFICIENCY LEVELS
EFFI
CIEN
CY (%
)KW
W22 Top Premium E�ciency Minimum High E�ciency Level
W22 Premium E�ciency Minimum E�ciency Level
37 45 55 75 90 110 132 160 200 250 315 355
91
92
93
94
95
96
97
98
REDUCTION
321 T pa

The DE end shield has a patented design with
fins and reinforced structure that increases heat
dissipation, ensuring low bearing operating
temperatures. This results in extended
lubrication intervals and subsequently lower
maintenance costs and reduced TCO as
lubrication intervention relies upon personnel
and equipment. In the W22 E3 design,
extended lubrication intervals of up to 126%
are achieved through patented end shield
design and reduced bearing temperature rise.
W22 E3 motors are IP66 rated – the highest
Ingress Protection rating against solid objects
such as dust and the highest Ingress Protection
against water (powerful jetting) other than
totally immersible motors. This IP rating allows
for standardisation of motors throughout, in
most operating environments, as there is no
longer any need to carry motors of varying IP
ratings in inventory.
Premium Efficiency Motor Audit – Food & Beverage Industry
CA
SE S
tu
Dy
Energy consumption reduction equivalent to over $400,000 per annum
BSC’s Engineering Services was asked by one of our major
national customers, a multi faceted manufacturer with
production plants in most States throughout Australia,
to conduct a detailed audit of electric motor applications
with a view to identifying opportunities to reduce energy
consumption and increase reliability.
Utilising our Super Long Life High Efficiency motor range BSC
was able to provide an attractive solution which would provide
very significant savings.
At a glance:
• Reduction in energy consumption of 4.6 million kwh per
annum
• Reduction in CO2 emissions of 6,600 tonnes per annum
• Increased motor life of 335%
• No more rewinding costs
• IP66 standardisation opportunity
7
Sustainability Solutions for Australian Industry
www.bsc.com.au
motorS
REDUCTION
6600 T pa
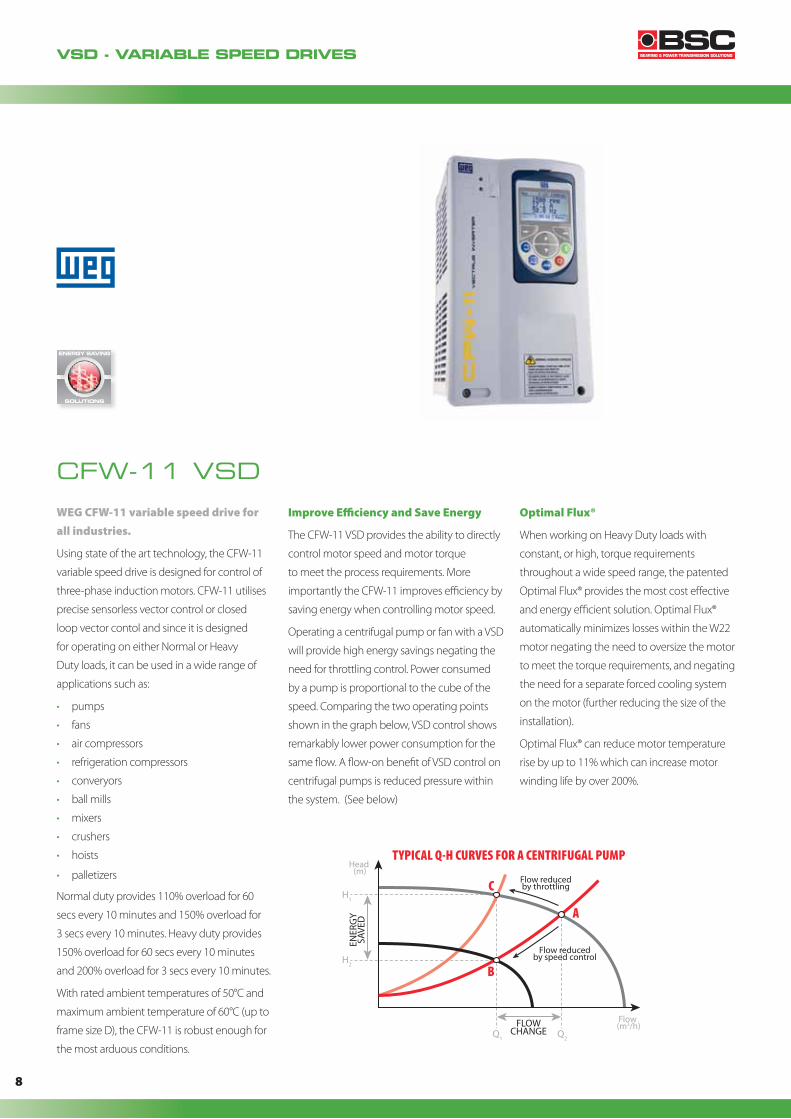
WEG CFW-11 variable speed drive for all industries.
Using state of the art technology, the CFW-11
variable speed drive is designed for control of
three-phase induction motors. CFW-11 utilises
precise sensorless vector control or closed
loop vector contol and since it is designed
for operating on either Normal or Heavy
Duty loads, it can be used in a wide range of
applications such as:
• pumps
• fans
• air compressors
• refrigeration compressors
• converyors
• ball mills
• mixers
• crushers
• hoists
• palletizers
Normal duty provides 110% overload for 60
secs every 10 minutes and 150% overload for
3 secs every 10 minutes. Heavy duty provides
150% overload for 60 secs every 10 minutes
and 200% overload for 3 secs every 10 minutes.
With rated ambient temperatures of 50°C and
maximum ambient temperature of 60°C (up to
frame size D), the CFW-11 is robust enough for
the most arduous conditions.
Improve Efficiency and Save Energy
The CFW-11 VSD provides the ability to directly
control motor speed and motor torque
to meet the process requirements. More
importantly the CFW-11 improves efficiency by
saving energy when controlling motor speed.
Operating a centrifugal pump or fan with a VSD
will provide high energy savings negating the
need for throttling control. Power consumed
by a pump is proportional to the cube of the
speed. Comparing the two operating points
shown in the graph below, VSD control shows
remarkably lower power consumption for the
same flow. A flow-on benefit of VSD control on
centrifugal pumps is reduced pressure within
the system. (See below)
Optimal Flux®
When working on Heavy Duty loads with
constant, or high, torque requirements
throughout a wide speed range, the patented
Optimal Flux® provides the most cost effective
and energy efficient solution. Optimal Flux®
automatically minimizes losses within the W22
motor negating the need to oversize the motor
to meet the torque requirements, and negating
the need for a separate forced cooling system
on the motor (further reducing the size of the
installation).
Optimal Flux® can reduce motor temperature
rise by up to 11% which can increase motor
winding life by over 200%.
CFW-11 VSD
8
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
VSD - VArIAblE SpEED DrIVES
TYPICAL Q-H CURVES FOR A CENTRIFUGAL PUMP
A
C
B
ENER
GY
SAVE
D
FLOWCHANGE
Flow reducedby speed control
Flow (m3/h)
Head (m)
Flow reducedby throttling
H2
H1
Q1 Q2

Reduce the cost of the installation
An often overlooked aspect of a VSD is the
installation where costs can be incurred. The
CFW-11 has features that can reduce the cost
of the installation.
The design of CFW-11 allows the heatsink to be
mounted external from a panel, reducing the
temperature rise within the electrical cabinet
and reducing the cost of ventilation and
cooling. The internal components of the
CFW-11 are protected by an IP54 seal ensuring
reliable operation.
Automatic control of the speed of the heatsink
fan reduces the power consumed by the VSD
providing lower energy usage in favourable
ambient conditions.
With application functions such as Multipump
for multiplie pumps systems, crane, winder,
and a SoftPLC for customising, additional time
and equipment is not required for specific
applications. (See right)
Oriented Startup reduces time to configure
the drive by providing the minimum required
parameters necessary to control a motor. The
default configuration of the CFW-11 is suitable
for most applications out of the box. The
intuitive keypad and menu structure makes
a programming manual almost redundant.
Navigating the keypad is as simple as
navigating a mobile phone. (See right)
9
Sustainability Solutions for Australian Industry
www.bsc.com.au
VSD - VArIAblE SpEED DrIVES
CA
SE S
tu
Dy A Major Food Processing Facility
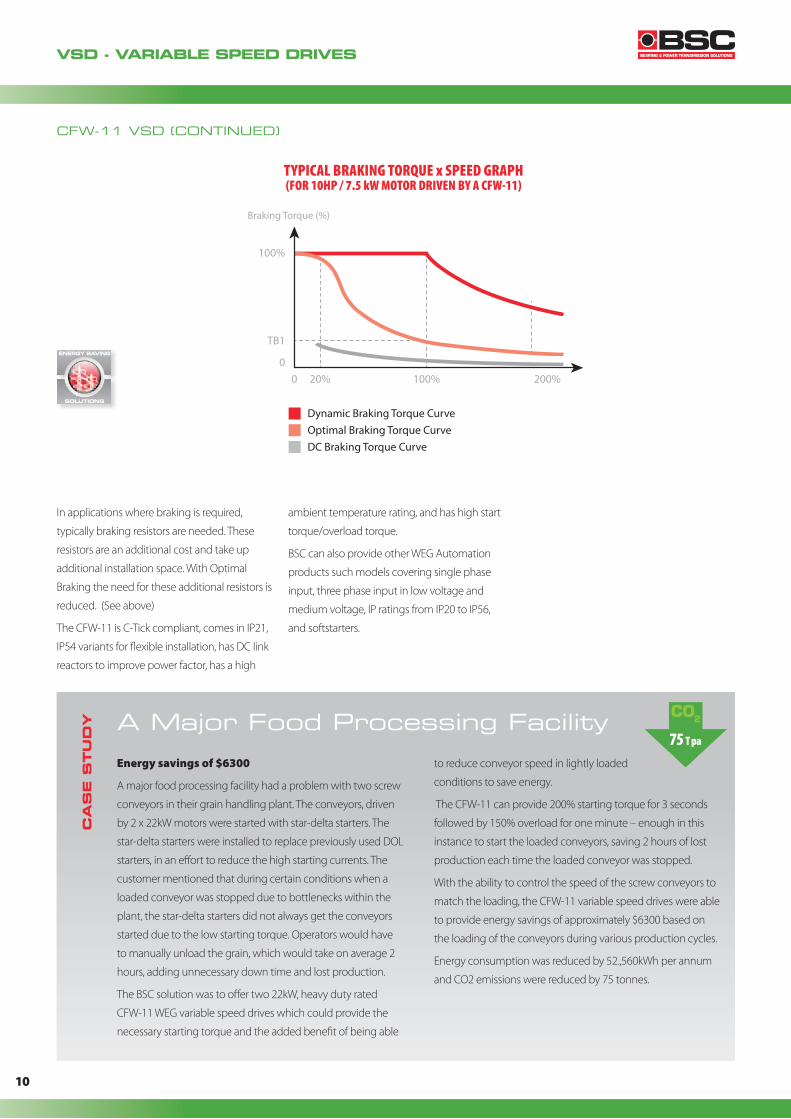
In applications where braking is required,
typically braking resistors are needed. These
resistors are an additional cost and take up
additional installation space. With Optimal
Braking the need for these additional resistors is
reduced. (See above)
The CFW-11 is C-Tick compliant, comes in IP21,
IP54 variants for flexible installation, has DC link
reactors to improve power factor, has a high
ambient temperature rating, and has high start
torque/overload torque.
BSC can also provide other WEG Automation
products such models covering single phase
input, three phase input in low voltage and
medium voltage, IP ratings from IP20 to IP56,
and softstarters.
Energy savings of $6300
A major food processing facility had a problem with two screw
conveyors in their grain handling plant. The conveyors, driven
by 2 x 22kW motors were started with star-delta starters. The
star-delta starters were installed to replace previously used DOL
starters, in an effort to reduce the high starting currents. The
customer mentioned that during certain conditions when a
loaded conveyor was stopped due to bottlenecks within the
plant, the star-delta starters did not always get the conveyors
started due to the low starting torque. Operators would have
to manually unload the grain, which would take on average 2
hours, adding unnecessary down time and lost production.
The BSC solution was to offer two 22kW, heavy duty rated
CFW-11 WEG variable speed drives which could provide the
necessary starting torque and the added benefit of being able
to reduce conveyor speed in lightly loaded
conditions to save energy.
The CFW-11 can provide 200% starting torque for 3 seconds
followed by 150% overload for one minute – enough in this
instance to start the loaded conveyors, saving 2 hours of lost
production each time the loaded conveyor was stopped.
With the ability to control the speed of the screw conveyors to
match the loading, the CFW-11 variable speed drives were able
to provide energy savings of approximately $6300 based on
the loading of the conveyors during various production cycles.
Energy consumption was reduced by 52.,560kWh per annum
and CO2 emissions were reduced by 75 tonnes.
CFW-11 VSD (CoNtINuED)
10
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
VSD - VArIAblE SpEED DrIVES
TYPICAL BRAKING TORQUE x SPEED GRAPH(FOR 10HP / 7.5 kW MOTOR DRIVEN BY A CFW-11)
Braking Torque (%)
0 20% 100%
100%
TB1
0200%
Dynamic Braking Torque CurveOptimal Braking Torque CurveDC Braking Torque Curve
REDUCTION
75 T pa

BSC’S Engineering Services
“
Tony Blair
If we are going to carry on growing, and we will, because no country is going to forfeit its right to economic growth, we have to find a way of doing it sustainably.
Sustainability Solutions for Australian Industry
11www.bsc.com.au
Help your business enhance its
sustainability and improve profitability
and competitiveness.
Corporate sustainability encompasses
strategies and practices that aim to meet the
needs of stakeholders today whilst seeking
to protect, support and enhance the human
and natural resources that will be needed in
the future.
From a macro perspective, the challenge for
business is to lower greenhouse gas emissions
whilst remaining globally competitive.
At plant level the opportunities to achieve
lower operating costs through reduced energy
and resource consumption, reduced materials
spend and increased reliability....and in doing
so improve profitability and competitiveness...
by adopting environmentally sustainable
practices, are significant.
As one of Australia’s largest suppliers of
bearings, sealing and power transmission
products, BSC recognises the positive impact
that our specialised products and services
can, and do, have in helping our customers
become more sustainable across economic
and environmental objectives.
BSC has been actively working with our
customers to achieve these outcomes
for several years and we have achieved a
level of experience and market leadership
demonstrated with significant success
across all market segments.
BSC’s major priority in supporting our
customers in this area is electricity
consumption reduction. Electricity is the largest
resource consumed in the industrial process
and, with significant price/kwh increases in
recent years and forecast in coming years, the
critical priority for industry is the management
of electricity usage.
Our proven strategies are guaranteed to deliver
immediate reductions in energy consumption,
increasing reliability and reducing the total cost
of ownership for our customers.
Water consumption is generally a much
smaller input to industry costs than electricity
or gas; however business recognizes a social
obligation to the broader community to lower
water usage. BSC’s water management systems
and new technologies contribute notably to
achieving these goals.
Reducing lubricant usage and waste are also
important areas that contribute to an overall
level of sustainability and BSC’s expertise and
niche products again support these goals.
The products and services featured have been
carefully selected and designed to provide
BSC’s customers with the benefit of the latest
technologies that can support you build a
sustainable and competitive business by
reducing consumption & increasing reliability.
ENgINEErINg SErVICES

To partner our customers to achieve optimum plant reliability through the application of knowledge and technologies which deliver the highest level of service and results.
BSC Engineering Services provide a range
of services designed to assist you to achieve
optimum plant reliability. This can be through
a complete reliability program using a variety
of technologies and services. By utilizing
our complete program, BSC Engineering
Services will work in conjunction with clients
engineering and maintenance teams to
achieve agreed results that deliver improved
plant reliability and productivity whilst
reducing maintenance and capital costs.
BSC Engineering Services include:
• Energy Reduction Program –
Energy Audit Service (EAS)
• Predictive Maintenance PdM
using Condition Monitoring
• Stop Leak – Air Leak Detection
• Oil Analysis
• Infra Red Thermography
• In-situ Balancing
• Laser Alignment
• Failure Investigation
• Installation & Training
• Product Redesign
Engineering Services
12
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
ENgINEErINg SErVICES

Energy consumption can be reduced up to 40% by analysing inefficient and poorly designed drives and adopting good drive design practices.
The path to becoming an environmentally
sustainable manufacturer begins with
understanding how much energy you
currently use and how you can reduce that
consumption. BSC is very active in the
reduction of our customers’ carbon footprint
via the BSC Energy Audit Service (EAS). The
program focuses upon the meaningful
reduction of energy consumption via power
transmission and covers AC motor survey,
analysis and upgrade recommendations to
premium high efficiency super long life motors,
gearbox analysis and upgrade, belt and chain
drives analysis and upgrades.
Energy reduction Program – Energy Audit Service
CA
SE S
tu
Dy Food Manufacturing
Energy Audits for energy savings.
BSC Engineering Services conducted
an Energy Audit at a manufacturer in
Smithtown. A total of 213 motors were
identified for improvement as a result of the audit. Utilising the
BSC super long life High Efficiency motor range
• Energy consumption reduction $21,216pa.
• Annual CO2 reduction >304 tonnes.
• Creation of an up-to-date Asset (motors) Register detailing
application, type and size.
• >300% increase in motor design life.
• Design life materials and energy savings of $887,581
• Project Payback – 16.6 months
BSC Engineering Sevices conducted a
detailed Energy Audit and Analysis of
AC motors at two sites of a large dairy
products manufacturer in Western Victoria
who are committed to manufacturing efficiency, quality and
sustainability. Utilising the super long life High Efficiency motor
range BSC provided an excellent outcome for both sites.
• Site 1
• Energy saving $44,748 pa
• Annual CO2 reduction 642 tonnes
• Design life materials and energy savings $1.3m
• Project Payback – 10 months
• Site 2
• Energy saving $27,198 pa
• Annual CO2 reduction 390 tonnes
• Design life materials and energy saving $1.1m
• Project Payback – 14 months
13
Sustainability Solutions for Australian Industry
www.bsc.com.au
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
ENgINEErINg SErVICES
REDUCTION
1032 T pa
REDUCTION
304 T pa

Predictive Maintenance PdM Program For Asset Optimization.
Predictive maintenance PdM aims to find
measures of machinery condition and use
them to prevent breakdowns. Establishing
trends allow accurate pinpointing of
machinery problems and their severity.
Increasing up time on machines is the primary
aim, while reduced likelihood of secondary
failures and less unnecessary maintenance are
additional benefits.
Condition Monitoring is most frequently
used as a Predictive or Condition-Based
Maintenance technique. Condition
Monitoring uses advanced technologies in
order to determine equipment condition, and
potentially predict failure.
BSC’s Predictive Maintenance Program
utilises Azima DLI technology. AzimaDLI
is a world leader in condition monitoring
services to industry delivering a wide range
of technologies and services reducing
maintenance costs whilst ensuring maximum
equipment reliability.
The BSC – Azima Watchman Remote is a
robust, automated monitoring and diagnostic
service that links industries critical equipment
with our best systems engineers and analysts
via automated alarms and advanced internet
technologies 24/7. When an alert occurs our
analysts are called into action immediately
reviewing detailed machine data to assess
condition and recommend the most cost
effective actions available. Remote program
benefits include reduced failure risk and allows
for just-in-time maintenance of equipment.
Our expertise spans all areas of condition based
maintenance, including:
• Vibration analysis
• Onsite data collection
• Lubrication analysis
• Infrared thermography
• Laser alignment
• Failure analysis
• In situ balancing
• Installation
14
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
ENgINEErINg SErVICES

Basically, predictive maintenance differs from preventive maintenance by basing maintenance needs on the actual condition of the equipment, rather than on some predetermined schedule.
A predictive maintenance approach strives to detect the onset
of equipment degradation and to address the problems as they
are identified. This allows causal stressors to be eliminated or
controlled, prior to any significant deterioration in the physical
state of the component or equipment. This leads to both current
and future functional capabilities.
Recall that preventive maintenance is time-based. Activities
such as changing lubricant are based on time, like calendar time
or equipment run time. For example, most people change the
oil in their vehicles every 3,000 to 5,000 miles traveled. This is
effectively basing the oil change needs on equipment run time.
No concern is given to the actual condition and performance
capability of the oil. It is changed because it is time.
This methodology would be analogous to a preventive
maintenance task. If, on the other hand, the operator of the
car discounted the vehicle run time and had the oil analyzed
at some periodicity to determine its actual condition and
lubrication properties, he or she may be able to extend the oil
change until the vehicle had traveled 10,000 miles. This is the
fundamental difference between predictive maintenance and
preventive maintenance, whereby predictive maintenance is
used to define needed maintenance tasks based on quantified
material and equipment condition.
Advantages & Disadvantages
Advantages
• Provides increased component operational life & availability
• Allows for preemptive corrective actions
• Results in decrease in equipment and/or process downtime
• Lowers costs for parts and labor
• Provides better product quality
• Improves worker and environmental safety
• Raises worker morale
• Increases energy savings
• Results in an estimated 8% to 12% cost savings over which
might result from a predictive maintenance program
Disadvantages
• Increases investment in diagnostic equipment
• Increases investment in staff training
• Savings potential is readily seen by management
There are many advantages of using a predictive maintenance
program. A well-orchestrated predictive maintenance program
will all but eliminate catastrophic equipment failures. Staff will
then be able to schedule maintenance activities to minimize or
eliminate overtime costs. And, inventory can be minimized, as
parts or equipment will not need to be ordered ahead of time
to support anticipated maintenance needs. Equipment will be
operated at an optimal level, which will also save energy costs
and increase plant reliability.
Past studies have estimated that a properly functioning
predictive maintenance program can provide a savings of
8% to 12% over a program utilizing preventive maintenance
strategies alone. Depending on a facility’s reliance on a reactive
maintenance approach and material condition, savings
opportunities of 30% to 40% could easily be realized.
In fact, independent surveys indicate the following industrial
average savings resulted from initiation of a functional predictive
maintenance program:
• Return on investment: 10 times
• Reduction in maintenance costs: 25% to 30%
• Elimination of breakdowns: 70% to 75%
• Reduction in downtime: 35% to 45%
• Increase in production: 20% to 25%
The down side of using a predictive maintenance approach are
its initial costs. The up-front costs of starting this type of program
can be expensive. Much of the equipment requires expenditures
in excess of $50,000. And, training of in-plant personnel to
effectively utilize predictive maintenance technologies and
practices will require substantial additional funding. And,
beginning a predictive maintenance program requires an
understanding of the facility’s predictive maintenance needs and
the approaches which need to be undertaken. It is also essential
to have a firm commitment, by management and all facility staff
and organizations, to make
it work.
Predictive MaintenancePublished - u.S. Department of Energy - Energy Efficiency & renewable Energy
IND
uS
tr
y IN
fo
rm
AtIo
N
15
Sustainability Solutions for Australian Industry
www.bsc.com.au
ENgINEErINg SErVICES

Printing Works
CA
SE S
tu
Dy
Air leaks are one of the biggest contributors to needless costs in any industrial plant/facility.
A leak is a costly drain on overall operating
costs. State-of-the-art ultrasonic equipment is
used to identify air leaks.
The “Operation Stop Leak” Process is the first
step in continuous improvement. Every
identifiable leak, including fittings, valves,
flanges and hoses are tagged with a number,
its location, severity and cost. From this, total
estimated savings are generated within a
corresponding report. The report provides a
detailed format for a targeted approach and
allows monitoring of progress by cfm and
dollars saved.
Objectives of Operation Stop Leak
• Identify Air and Fluid Leaks
• Reduce energy usage
• Reduce fluid loss
• Identify Cost Savings
• Energy savings translate into cost savings
• Reduce cleanup costs
• Increase Safety & Reliability
• Identifying air and fluid leaks enable
corrective action to be implemented
• Training in use of Loctite solutions reduces
rework and improves equipment reliability
operation Stop Leak
BSC Engineering Services utilising Ultrasonic Leak Detection has produced annual savings of $80,000 for a large Sydney based printing works.
Producing high volume magazine and brochure print requires
volumes of compressed air to be transported to machinery
throughout the plant as do many packaging processing
plants. This particular printer uses three large Atlas Copco
Compressors to service their plant and was concerned about
their inability to identify problem leaks.
Using the Ultrasonic Leak Detection service BSC Engineering
Services were able to tag and locate the costly leaks providing
a comprehensive report on the actions and products required
to repair the compressed air system. Three months later with
all the leaks rectified the company was able to
shut down one of their compressors as the third compressor
was just servicing their air leaks.
This was a cost saving of $80,000 in energy costs alone and
a substantial reduction in green house emissions! The third
compressor is used today as a back up and in time will be
decommissioned further reducing maintenance and
operating costs.
16
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
ENgINEErINg SErVICES
REDUCTION
945 T pa

Highly efficient power transmission.
Gearboxes are used throughout industry to
achieve a speed reduction from the motor
shaft to the output shaft. Conversely, gearboxes
multiply torque as they reduce speed. There are
various forms of gearboxes and consideration
should be given to the efficiency of the
gearbox during the selection process.
NORD gear units are the right solution for your
application if the highest levels of efficiency are
required. Due to optimised gear design relative
to rolling motion, especially in NORD helical
and bevel gear units, mechanical losses caused
by friction are reduced to a minimum – the
drive is practically without losses!
A worm gear unit can have efficiencies
ranging from as low as 40% to as high as 93%
depending on the worm size, ratio and input
speed. A 2 stage helical-bevel box has an
efficiency of up to 98% and a 3 stage helical-
bevel of up to 95%. A large amount of energy
saving can be achieved by using helical-bevel
gear units instead of worm gear units.
Taking an example of a 3 inch worm box with
an output speed of 72 RPM and providing
239 Nm. This equates to 1.8kW of mechanical
power however, due to the low efficiency of
the worm box, it requires a 2.2kW motor to
operate. This worm gear unit has an efficiency
of 82%. Operating this unit 16 hours per day
with a cost of 15 cents/kWh, it costs $1880 per
annum in electrical energy.
An equivalent helical-bevel gear unit to provide
the same mechanical power would only
consume 1.83kW of electrical power.
Operating at 16 hours per day with a cost of
15cents/kWh, it costs $1603 per annum in
electrical energy. A 15% reduction compared to
the worm gear unit. This saving does not even
include the use of a W22, super high efficient
motor compared to a standard efficient motor
– which at 2.2kW can provide approximately 6
to 7% additional savings.
Multiplied by the number of gearboxes that
can installed on one production line, not to
mention the whole plant, installing helical-
bevel gearboxes can provide significant
savings, especially as the above comparison
was with a relatively high efficient worm gear
unit. In certain instances it is even possible
to reduce the motor size as the helical-bevel
boxes have higher torque ratings.
All NORD drives are built in the UNICASE™
housing design first developed by NORD in
1981. In addition to the high levels of efficiency
of the NORD gear drives helical and bevel gears
there are other key advantages for the user.
Greater operational reliability, high output
torques, high axial and radial loading capacity,
quiet running, high efficiency as well as
Nord Helical, Parallel shaft & Helical-bevel gear units
Nord Helical-bevel geared motor
17
Sustainability Solutions for Australian Industry
www.bsc.com.au
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
gEAr boXES

CA
SE S
tu
Dy Mixing Application
reduced maintenance requirements and a
longer service life of the product are the key
features of this series.
The main feature of the UNICASE™ housing
design is that all boreholes are integrated into
one housing block. All boreholes and sealing
surfaces are incorporated into a single-line. The
advantage: no screwed-on bearing surfaces
and therefore no sealing surfaces are subjected
to torque loads. Additional advantages of
this system are the high rate of production
accuracy, lowest tolerances and smooth,
quiet running.
Nord are a leading German drive manufacturer
for the global market with a range of gearboxes
from 0.12kW to 1MW, 19Nm to 200,000Nm.
Total Increase in Gearbox Efficiency of 88%
Major BSC confectionery customer in Tasmania recently
worked with the local BSC branch for 5 replacement specialty
inline gearboxes on mixers. The existing gearboxes that had to
be replaced had an efficiency of 51%.
After consultation with the customer and Nord, BSC offered
helical-bevel boxes which were ex-stock and had an efficiency
of 96%. Being a Nord standard gearbox configuration, the
purchase cost and lead time was lower compared to a direct
replacement from the original vendor.
The outcome for the customer:
• Reduction in energy consumption of 96, 910 kwh
per annum
• Reduction in CO2 emissions of 138 tonnes per annum
• Nett reduction in energy costs of $9,691 per annum
NorD HELICAL, PArALLEL SHAFt & HELICAL-BEVEL gEAr uNItS (CoNtINuED)
Nord UNicase HoUsiNg - cUtaway
18
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
gEAr boXES
REDUCTION
138 T pa

Belt Drives & Energy Efficiency
“Dave Foreman
We must all work together in order to save the environment and the world that we live in from further change.
bEltSSustainability Solutions for Australian Industry
About one-third of the electric motors
in the industrial and commercial
industry sectors use belt drives. Belt
drives provide flexibility in the positioning
of the motor to the driven equipment.
Pulleys of varying diameters allow the speed
of the driven equipment to be increased
or decreased. A properly designed belt
transmission system provides high efficiency,
low noise, does not require any lubrication,
and presents low maintenance requirements.
However, certain types of belts are more
efficient than others, offering potential energy
cost savings.
The majority of belt drives use V-belts. V-belts
use a trapezoidal cross section to create a
wedging action on the pulleys to increase
friction and the belts power transfer capability.
Joined or multiple belts are specified for
heavy loaded drives. V-belts can have a
peak efficiency of 95% to 98% at the time
of installation. Efficiency is also dependant
on pulley sizes, driven torque, under or over
belting, belt tension and V-belt design and
construction. Efficiency can deteriorate by as
much as 5% to 15% (to nominal efficiency of
93%) because of the belts tension. If tension
is not applied correctly at installation
or is not periodically checked over
time slippage occurs thus dramatically
reducing efficiency levels.
In all drive systems the efficiency of a drive
system is at the mercy of its weakest link.
The maintenance industry has taken great
strides to improve efficiency and productivity
of motors and driven equipment. However,
little attention has been given to the power
transmission component connecting the
equipment. Ordinary wrapped belts waste
energy - an average typical operating
efficiency for wrapped V-belts is 90% to 94%.
There are two belt constructions that can
improve efficiency levels.
Raw Edge Cog Belts have cogs that run
perpendicular to the belts length and are
manufactured in raw edge construction.
The cogs improve the belts flexibility
reducing bend resistance and the raw-edge
premium rubber sidewalls allow better grip
characteristics reducing belt slip.
On average the raw edge cog belts will
run 4.5% more efficient than ordinary
wrapped belts.
Timing Belts are toothed and operate by
mating the tooth profile of the belt with that of
a sprocket. Timing belts are also called positive
or synchronous and offer efficiency levels of
about 98% and maintain this efficiency over
a wide load range. In contrast timing belts
do not have the sharp reduction in efficiency
at high torque due to increase in slippage as
v-belts do.
Energy savings of up to 20% can be realised
immediately by simply upgrading the belt
transmission used on the drive. Timing belts
are the most efficient choice, however cog
belts may be a better choice when vibration
damping is needed or shock loads are present
causing abrupt torque changes in the drive.
Cog belts also do not require any pulley
modifications as cog belts can be installed on
existing pulleys.
19www.bsc.com.au

gold Label raw Edge Cog Belts
CA
SE S
tu
Dy Fine Sediment Crusher
Gold Label Cog-Belts can reduce energy waste by 50% or more.
Ordinary v-belts waste energy and money.
Tests prove the Gold Ribbon Cog-Belt by
Carlisle is more energy efficient than ordinary
v-belts. The secret to the energy saving
power of the Gold Ribbon Cog-Belt is in its
unique design. The Gold Ribbon Cog-Belt has
raw-edge premium rubber sidewalls to grip
pulleys better and precision molded cogs for
improved flexibility and cooler running. Saving
energy on air moving systems is as easy as
taking old v-belts off the drive and installing
a factory matched set of the Carlisle Gold
Ribbon Cog-Belts. Gold Ribbon can be installed
on your existing drives without any special
drive modifications. Install Carlisle Gold Label
Cog-Belts on your existing V-Belt drive to realize
immediate energy savings without changing
pulleys or modifying your drive! Conventional
V-Belts deteriorate to a nominal efficiency of 93
percent. Carlisle Gold Label Cog-Belts maintain
higher efficiency ratings, resulting in significant
savings.
An Improved Crusher Drive Saving $1700 Annually
Standard wrapped V-Belts were lasting up to 6 weeks on a Fine
Sediment Crusher. The cost of the continual maintenance and
shut down of the machine was a large factor in the annual
maintenance budget for the plant. The abrasive environment
was considered the main root cause for the failures.
With the drive information supplied by the site, we were able
to use the Carlisle Drive Engineer 3.1 program to analyze the
drive. The change from the original “B” section to the high
power SPBX3000 Cogged Raw Edge belts ensured that the
drive had sufficient capacity for all situations. With the new
drive tensioning was also pointed out as the probable culprit of
some of the failures.
The drive was installed and run, with the New Carlisle
SPBX3000 running for nearly 9 months, more than 6 times
longer than the original set up. The plant noticed that the
drive no longer required maintenance due to belt problems.
The improved up-time and reduced maintenance meant time
could be invested in other problem areas. Altogether a saving
for the plant of more than $1700 annually.
20
bEltS
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
ANNUAL BELT LIFE COMPARISON
262
42
DAYS0
100
200
300
Original Life New Life

CA
SE S
tu
Dy Stock Feed Plant
rPP Panther® Tests show that RPP Panther can effectively transfer power at 98-99% efficiency.
For maximum drive system efficiency, the
Carlisle RPP Panther high torque synchronous
belt can put some real teeth into your plant
maintenance energy conservation program.
The RPP Panther synchronous drive system
operates on a “teeth in mesh” principle for
positive engagement between belt and
sprocket. As a result, power is transferred
from the motor to the driven unit at a rate
of 98% efficiency. RPP Panther is the power
transmission system of choice on many
new installations. Because of the positive
engagement power transfer of Panther,
operating speeds can be controlled much
more closely than with ordinary v-belts. The
RPP Panther is ideally suited for modern
systems where inverter devices and / or
modern systems where inverter devices are
used because of its inherent high operating
efficiency. Also, if your belt drive pulleys or
chain sprockets are more than five years old,
these components are likely to be worn out
and wasting energy due to drive slippage and
tension loss. It’s probably time to replace these
worn out components. It is also an opportune
time to upgrade your existing power
transmission system from outdated chain or
v-belt drives to the modern and efficient RPP
Panther drive system. The payback in energy
savings is often recovered in just a few short
months.
Total Cost Savings $5,500 per individual auger
Premature failure of the roller chain drive on the auger was causing ongoing downtime losses every 4 months. Time was also being lost in having to lubricate the chain drive. This was not a regular program and the inevitable failure of the drive caused loss of production and unplanned downtime to replace the chain. The augers were difficult to access and operated in a hot, dry and dusty environment.
BSC’s objective was to design a drive that would extend life from the existing 4 months to a minimum 12 months. BSC recommended the new Panther Ultra Cord and completed a drive design for this application, the Dayware software selection offered a drive that would meet all space requirements and provided an adequate service factor for the application.
In most harsh environments Panther Ultra Cord belts last many
times longer than conventional chain. The new drive was installed and has been a success. The customer has already ordered some more belts for the other 8 augers as the trial is running so well.
Extended Life = 20 months… AND STILL GOING!
bEltS
21
Sustainability Solutions for Australian Industry
www.bsc.com.au
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
EXTENDED LIFE = 20 MONTHS +600
120
DAYS0
200
400
600
Original Life New Life

CA
SE S
tu
Dy Fan Drive refurbishment
Efficient raw edge and synchronous belts improve system performance.
Transmit more torque with less slippage.
Higher horsepower ratings translate into
greater design flexibility, reducing space,
weight and drive costs. Carlisle’s raw edge
construction creates outstanding operating
efficiency. More torque with less slippage
reduces energy costs. The Power-
Wedge Cog-Belt is heat and oil resistant and
static dissipating. It’s available in SPZX, SPAX,
SPBX, SPCX & SPPX cross sections lengths up
to 5000mm.
The Hi-Modulus cord carries high horsepower
loads with minimum stretch and improved belt
stability, requiring fewer take-up adjustments.
Fabric Laminates are located in the “Power
Zone” to maximize response to shock loads.
Raw Edge sidewalls provide greater contact
with the pulley surface and produces a
smoother running belt.
Power Wedge raw Edge Cog Belts
$10,000 energy saving per annum
A major industrial site had advised a need to refurbish the
existing fan drives as they were over 14 years old. The fans
we visually inspected and condition of the pulleys all had
shown signs of extreme wear. The site was also heavily into
conservation of resources so they expressed an interest in the
energy conservation options available
Using the Carlisle Design program each drive was checked
to ensure the latest belt types would be used to offer the
best drives for the purpose. As the pulleys would also be
looking at getting replaced there was an opportunity to
explore the timing belt option as a way to improve efficiency
and also lower the bearing usage from the site. The Carlisle
Power Wedge Cogged Raw Edge design was favoured as
the top performing V belt available and the
Megadyne Silver Series High Performance Timing Belts were
also an option.
The proposal for the total refurbishment included both belt
types. The extra cost for changing the drives to the Megadyne
Silver RPP profile timing belt was a $2,000 premium over the V
belt version.
The lower bearing loads by up to 30% that the timing belt
offered, plus the $10,000 energy saving over the V belt per
annum resulted in a payback period measured in only months..
22
bEltS
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
REDUCTION
120 T pa

Super II
CA
SE S
tu
Dy
Energy savings of up to 20% can be realised immediately by simply upgrading the belt transmission used on the drive.
Many heavy-duty, industrial drive system
applications demand more than conventional
v-belts can stand. Punishing drives make
ordinary wrapped v-belts crack under pressure,
resulting in costly downtime. End the hassle
and expense of constant v-belt breakdowns
with Super II from Dayco. This rugged v-belt
is specifically designed to provide superior
performance on the most brutal v-belt drives
including rock quarry shaker screens, lumber
mill debarkers, pipe descalers, and any other
application known for being tough on v-belts.
The secret to the Super II v-belt’s durability is
its unique construction. Several innovative
Super II design features allow you to avoid
many problems common to ordinary wrapped
v-belts. Rugged multiple fabric plies on both
the top and bottom of the v-belt help relieve
stress on the centre cord, assist in minimizing
belt stretch, and help to control slippage under
heavy loads. The high modulus polyester
cord located in the mid-section of the v-belt
resists extreme shock loads without stretching,
increases v-belt flexibility for longer life, and
eliminates backside idler problems. Superior
grade 100% neoprene rubber compound
resists cracking from heat and flex fatigue
better than ordinary wrapped v-belts that use
cheaper, less effective rubber. Neoprene also
provides the best resistance available against
dirt, dust, ozone, oil, and grease. Unique fabric
loaded raw edge sidewalls grip pulleys better
than wrapped v-belts but still allow controlled
slippage during extreme shock loads for
increased productivity. The raw edge Super II
also dissipates heat quicker for cooler running,
longer lasting v-belts.
Aggregate PlantCarlisle Super II V-belts outlast wrapped belts up to 6 times longer.
A large Aggregate Plant using wrapped construction v-belts
was constantly having to change out the V-belt drives on
their shaker screens. Belts would only last 2-4 weeks on
average depending on the volumes being processed. The
constant changing of belts was a huge problem in belt costs,
maintenance time and down-time.
The maintenance supervisor was introduced to Carlisle Super II
V-belts. It was explained that the unique construction of Super
II having the characteristics of wrapped construction but the
performance of raw edge would make them ideally suited for
the off & on load cycles generated by the shaker screen drive.
After 8 weeks no belts had failed and the Super II was proving
to be a great success. The original set of Super II was eventually
replaced after 18 weeks in operation. Performing over 4 times
longer than the wrapped construction belt.
bEltS
23
Sustainability Solutions for Australian Industry
www.bsc.com.au
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS

CA
SE S
tu
Dy Paper Mill
Use the Powermiser program to calculate the energy savings you can enjoy with efficient Carlisle Raw Edge V-belts and timing belts.
An area not often considered when looking at a cost of a belt is energy efficiency. The efficiency of a v-belt drive is a measure of the utilization of total energy input to the belt pulley system. A major source of energy loss in a v-belt is internal friction of the rubber, cover and cords when they are cyclically deformed while traversing a pulley. The magnitude of energy loss depends upon material properties and the amplitude of deformation.
Many original equipment manufacturers tend to standardise on traditional wrapped V-belts. These belts are generally designed
for long life, high load, power capability and smooth running. One of the design criteria of a wrapped belt is also its ability to slip somewhat on start-up, which tends to compensate for high starting torque or load, which can sometimes vary from 1-1/2 to 3 times the normal running torque of the motor. While these belts will provide exceptional performance on a drive, they generally have an overall efficiency rating of between 88% - 94%, which equates to a performance and energy loss between 6 to 12 percent. This unfortunately is a potential savings that is overlooked when doing system design or system maintenance.
This energy loss can be difficult to measure, however Carlisle Power Transmission has
developed a software program called POWERMISER that will enable end users to calculate the energy cost when changing to more efficient belt construction such as Raw Edge Cog or Timing Belts.
Features• Will allow you to calculate the energy
savings you can enjoy.• Input fields hours of operation per year,
Motor Power rating. Motor efficiency level, Utility rate, belt efficiency % increase.
• User friendly and Windows® based• Calculates the annual dollar savings based
on your utility costs.• Include V-belts and timing belts
Powermiser Software
Savings of $156,000 per annum
In today’s economic environment it is important that each industry operates efficiently and economically. BSC was asked to evaluate 132 belt driven machines in a Pulp and Paper mill to ascertain any problems and offer advice on improving belt performance and efficiencies
With the drive information supplied by the site, we were able to use the Carlisle Drive Engineer 3.1 program to analyze each drive. We checked for conformance to ISO design standards, noticeable drive warnings such as excessive shaft loadings and under designed drives. We advised remedial action for the
under designed and over designed drives and tensioning information for all drives to ensure best maintenance practices were followed.
The 9 drives evaluated as under designed could be the cause of at least 9 plant stoppages a year. With the cost of downtime at the plant at approx $16,500 per hour, the possible savings from a belt drive re-design was estimated in excess of $121,000 a year. Combined with an energy saving of up to $30,000 per year by using the most efficient belt drive types and tensioning drives correctly, the customer can enjoy the benefit of a $156,000 saving per annum.
24
bEltS
ENERGY SAVING
SOLUTIONS
ENERGY SAVING
SOLUTIONS
REDUCTION
286 T pa

Major Bottling Plant
CA
SE S
tu
Dy
The environmental choice, save money save the environment.
• Reducewaterusage
• Reducedpowerconsumption
• Reducenoise
• Smoothoperation
• Longlife
• Improvedreliability
Habasit’s TS option for Flat Top chain, uses
extra low friction resin technology, resulting in
the lowest coefficient of friction, with special
self-lubricating agents built into its molecular
structure.
Ideal for critical bottling applications, this chain
is well suited to dry running applications. The
benefits include, reduced water consumption
associated with top chain lubrication. The
extra low friction Habasit “TS” uses less energy
than standard low friction models, which also
contributes to smooth, effortless and quiet
operation.
Habasit TS, is dimensionally interchangeable
with most LF products on the market, so there
is no need to change out sprockets and wear
strips unnecessarily. However, Habasit can also
provide a special low noise sprocket option
complete with a patented split sprocket / split
bush and suitably compatible wear strips.
Habasit tS EXtrA Low Friction Flat top Chain
TS Series Habasit / KVP chain has been recently installed as the exclusive specification within a major bottling plant in Queensland.
In the past the plant had used standard low friction ‘LF’ acetal
table top conveying chains throughout the site. The ‘LF’ series
chains did the job, however this busy plant was consuming
over 11 Million litres per annum in potable water in order to
constantly lubricate the acetal conveying chains.
The significantly increasing cost of water plus the social
imperative to preserve what is the most precious and often
taken for granted resource on our planet, were driving factors
in the site’s decision-making process.
The self-lubricating properties of the TS Series chain have
resulted in the plant ‘turning off the taps’ as the need to water
lubricate no longer exists.
In straight water saving this saves the site over $15,000 per
annum in water consumption costs alone. An additional
benefit of moving from the ‘LF’ chains to the TS Series is the
240% - 270% extra life that will be achieved thanks to the
harder-wearing nature of the special TS material.
The TS Series table top conveying chain has proved to be a
significant weapon in the battle to reduce ongoing operational
costs in the areas of resource consumption and maintenance
expenditure.
25
Sustainability Solutions for Australian Industry
www.bsc.com.au
WAtEr mANAgEmENt SyStEmS
WATER SAVING
SOLUTIONS
WATER SAVING
SOLUTIONS

“The Problem” Mechanical Seal water wastage and seal unreliability.
The most common methods of supporting mechanical seals with water are either flush/quench to drain or into the process fluid.
The two key impacting negatives here are the high water consumption and high cost of removing injected water by evaporation further along in the manufacturing process.
These methods typically waste huge amounts of water, and in some cases produce vast amounts of water effluent which subsequently needs to be treated, adding even more cost and consuming even more environmental resources.
Typical water consumption of a single mechanical seal in this arrangement is in the region of 12 litres per minute (3.17 gallons per minute), which gives a total consumption for
one pump of 6.3 million litres per year (1.7 million gallons per year).
Bearing in mind there is an initial cost attached to this water which multiplies upwards when we consider the cost of steam generation required to drive this flush water out of the process via the evaporator. This figure further escalates with the number of pumps associated in any given production line.
AES Water Management Seal Support Systems – “The Solution”
Rather than running water straight through the seal to drain, the AES standard water management system removes heat and lubricates the mechanical seal faces by use of the ‘thermosiphon effect’.
Colder water is supplied to the mechanical seal, which is in turn heated
up by the seal faces. This ‘warmer’ water then rises back into the vessel, raising the bulk temperature of the vessel. The vessel then loses heat to the atmosphere which results in an ‘equilibrium temperature’ being reached. Should the vessel be required to lose more heat to the atmosphere, the increased surface area of the system ensures that this can occur.
In order to prevent contamination of the system, a positive pressure is applied to the clean water in the system. This is achieved by connecting the system to the plant mains water supply and adjusting the integral water pressure regulator to the required pressure. This also ensures that if a small trace of water is lost into the process across the seal faces, this will be immediately replaced by water from the mains supply.
CA
SE S
tu
Dy Mechanical Sealing & Water Management
AESSEAL Water Management
Payback: the total cost of the redesign was $30,813.50, bringing the full payback period below 12 months and ensuring significant nett savings each following year of nearly $35,000pa.
BSC Engineering Services, working in conjunction with one of BSC’s national contract customers, analysed mechanical sealing and water management systems around 12 individual pump applications. The site had 10 pumps that were flushing to drain and 2 that were flushing to process.
Measuring the flow from the pumps that were flushing to drain revealed an annual usage of 24.2 million litres of water at a cost of $35,562 per annum.
BSC Engineering Services redesigned the mechanical seals to reliable double seal assemblies with AES SW02 water management systems fitted with flow and purge fuses.
The reduction in water usage was dramatic – reducing to only 450 litres per annum across all 10 pumps ...a saving of over 24 million litres per year.
In addition to the huge savings, the application of the flow and purge fuses had the benefit of removing the opportunity for bacterial growth within the system vessel. The flow fuse also provided a further benefit of protecting the final product from mass contamination in the situation of eventual momentary upset or failure of the mechanical seal.
26
WAtEr mANAgEmENt SyStEmS
WATER SAVING
SOLUTIONS
WATER SAVING
SOLUTIONS

CA
SE S
TU
DY cane train locomotives
Environmentally friendly lubricant.
Anti-friction bearings by their very nature are designed to be energy efficient. One particular area of modern bearing technology that does make a noticeable contribution to sustainability is the NSK Molded-Oil Bearing.
Molded-Oil Bearings are lubricated with NSK’s own oil-impregnated material, consisting of lubricating oil and polyolefin resin that has an affinity for oil. Oil slowly seeping from this material provides ample lubrication to the bearing for the life of the bearing.
The solid lubricant is resistant to both water
and dust and acts as a barrier to protect the bearing from penetration of contaminants. Bearing life in water or dust contaminated environments is consequently increased significantly.
A significant benefit of the Molded-Oil Bearing is that once fitted there is no subsequent need to worry about relubricating. Environmentally friendly as oil seeping from the Molded-Oil inside the bearing provides sufficient lubrication, troublesome oil refilling or grease repacking is not required and, as well as consumption of lubricant being negated, contamination of the environment is negligible.
Molded-oil™ Bearings
Total maintenance & materials savings > $270,000 PA
A Sugar Mill was experiencing ongoing life problems with the performance of crank bearings on its fleet of cane train locomotives resulting in frequent maintenance and re-greasing.
Normally the cranks are totally covered in grease which, apart from being environmentally unfriendly, results in contaminants sticking to the lubricant and eventually working their way into the bearing set-up and shortening bearing life. The bearings would need to be changed every year.
The cranks in each of the 16 locomotives would require 182 hours of re-greasing per season, using 26 barrels of grease each year.
Engineering asked BSC Cairns to assist by identifying a ‘better way’. The solution was to replace the bearings with NSK Molded Oil bearings which contain an integral solid lubricant with oil life designed to last approximately 8 years and are therefore maintenance-free.
The Molded Oil bearings have now completed two years and will remain in service for a third year with the likelihood of that extending out an additional year or two as the Mill is intending to run them until failure – no additional lubrication is required.
The maintenance and materials (grease) savings have been significant and will continue to be enjoyed in subsequent years.
In recent years, demand for hybrid vehicles has been rising rapidly due to their low fuel consumption and low emissions, realised through a more efficient integration of the engine and electric motor.NSK has developed low-torque ball bearings for hybrid vehicles designed to improve fuel efficiency.
In order to further improve fuel efficiency, there is a growing need to reduce torque loss in the bearings used in the transmissions (drivetrains) of new generation hybrid cars.
NSK has met this need with its low-torque bearings, which reduce frictional loss.
The new product will be featured in Toyota’s latest Prius model.
NSK has claimed to have found a way to cut torque by 50-65 per cent compared to existing bearings.
The number of balls has been reduced, and ball diameters, race dimensions and clearances have been optimised utilising analysis technology, which has allowed rolling friction losses to be minimised.
NSK’s new manufacturing processes overcame conventional hurdles to decrease the number of balls.
Losses have been reduced by agitating lubrication oils during operation via the introduction of specially shaped cages made of resin.
NSK has achieved compactness, lightness and low torque for automobiles via its four core technologies: tribology, materials, analysis and mechatronics.
Sustainability Solutions for Australian Industry
27www.bsc.com.au
BEARINGS
ENVIRONMENTAL
SOLUTIONS
ENVIRONMENTAL
SOLUTIONS
NEW SOUTH WALES
SYDNEY STATE OFFICE
MOOREBANK Phone: (02) 9824 2100
BRANCHES
ARNDELL PARK (BEARINg TRADERS) Phone: (02) 9622 9322
DUBBO Phone: (02) 6884 5545
gRAFTON Phone: (02) 6642 2666
gRAFTON SOUTH Phone: (02) 6642 4588
LISMORE Phone: (02) 6621 2337
NEWCASTLE Phone: (02) 4954 6877
ORANgE Phone: (02) 6362 3555
WOLLONgONg Phone: (02) 4231 8500
WAggA WAggA Phone: (02) 6925 3711
ACT
CANBERRA Phone: (02) 6280 7517
VICTORIA
MELBOURNE STATE OFFICE
CLAYTON Phone: (03) 9560 3222
BRANCHES
BALLARAT Phone: (03) 5337 6001
DANDENONg Phone: (03) 9794 5624
gEELONg Phone: (03) 5272 2951
MORWELL Phone: (03) 5134 3633
SHEPPARTON Phone: (03) 5821 4911
SOMERTON Phone: (03) 9308 7000
SUNSHINE Phone: (03) 9311 4138
SWAN HILL Phone: (03) 5032 9444
WODONgA Phone: (02) 6024 3722
TASMANIA
HOBART DERWENT PARK Phone: (03) 6272 4344
BURNIE Phone: (03) 6431 5044
QUEENSLAND
BRISBANE STATE OFFICE
NORTHgATE Phone: (07) 3866 8333
BRANCHES
ARCHERFIELD Phone: (07) 3277 4488
BUNDABERg Phone: (07) 4153 3220
CABOOLTURE Phone: (07) 5495 6266
CAIRNS Phone: (07) 4225 3100
MACKAY Phone: (07) 4952 1399
ROCKHAMPTON Phone: (07) 4927 2033
SOUTHPORT Phone: (07) 5532 4888
TINgALPA Phone: (07) 3390 7099
TOOWOOMBA Phone: (07) 4634 4133
TOWNSVILLE Phone: (07) 4779 0500
WACOL Phone: (07) 3271 3444
YATALA NORTH Phone: (07) 3807 4971
WESTERN AUSTRALIA
PERTH STATE OFFICE
WELSHPOOL Phone: (08) 9251 4444
BRANCHES
O’CONNOR Phone: (08) 9337 3000
OSBORNE PARK Phone: (08) 9445 1811
SOUTH AUSTRALIA
ADELAIDE (WINgFIELD) Phone: (08) 8344 0800
LONSDALE Phone: (08) 8326 5459
C100
-001
9/10
explore our comprehensive product range onlinewww.bsc.com.au