carbonera (tv), 21/10/2011 alternative tecnologicheper il ... · onions 103-130 96-104 91-94...
TRANSCRIPT

Alternative tecnologiche per ilCarbonera (TV), 21/10/2011
Alternative tecnologiche per il controllo dell’azoto negli effluenti dicontrollo dell azoto negli effluenti di
digestione anaerobicaIng. Francesco Fatone
Dipartimento di Biotecnologie, Università di [email protected]

Contenuti della presentazioneContenuti della presentazione
Il “ bl t ” ll i ti• Il “problema azoto” nello scenario normativo e ambientale
• Ammonificazione e quantificazione del• Ammonificazione e quantificazione del “problema”
• Le alternative tecnologiche per il trattamento del• Le alternative tecnologiche per il trattamento del digestato:– Separazione solido‐liquidoSeparazione solido liquido– Recupero, con processi chimico‐fisici– Rimozione, con processi biologici, convenzionali (via‐, p g , (nitrato) e innovativi (via‐nitrito)
• Considerazioni conclusive

BRef: a che punto siamo?BRef: a che punto siamo?

Perché si deve recuperare (o rimuovere) l’azoto ?p ( )• Protezione risorse idriche sotterranee e superficialiapporti eccessivi di azoto eutrofizzazione, nitrati nelle faldepp ,
• Protezione qualità dell’ariaemissioni in aria ammoniaca contributo alla formazione del particolato atmosferico secondario, direttamente correlabili alla concentrazione di ammoniaca nel liquame stoccato
• Effetto serra dovuto all’emissione di N2Oprotossido di azoto elevatissimo GWP livelli di emissione ancora inprotossido di azoto elevatissimo GWP livelli di emissione ancora in discussione, ma correlabili al quantitativo di azoto presente (1,57 gN2O/kgN/anno da stocaggio, Houghton et al., 1997)
Decreto Ministero PAF 209/06 in G.U. 120 del 12/05/06Limiti più restrittivi sul carico di azoto ammissibile al campo 170 k N/h / i l bil170 kgN/ha/anno in zona vulnerabile

Contenuto di azoto in diversi substratialimentabili alla digestione anaerobicaalimentabili alla digestione anaerobica
Parameters Total solids (TS)
Total volatile solids (TVS)
TVS/TS COD N P
Substrates g/kg g/kg % g/kg dm mg/kg dm mg/kg dm D i ( lid) 260 350 250 315 78 84 880 930 34 49 6 0 7 8Dairy manure (solid) 260-350 250-315 78-84 880-930 34-49 6.0-7.8 Dairy manure (liquid) 89-97 69-76 76-89 910-1020 31-41 7.6-8.1 Piggery 60-90 47-76 66-83 860-965 18-42 4.2-8.5 Poultry (litter) 467-688 397-530 72-87 751-1000 27-47 11 8-20 1Poultry (litter) 467 688 397 530 72 87 751 1000 27 47 11.8 20.1 Duck (liquid) 124-190 105-155 81-88 802-871 27-39 10.7-11.6 Rabbit manure 192-255 154-213 80-84 803-970 19-21 8.0-10.7 Maize silage 272-453 262-440 89-96 545-1170 11-17 2.2-3.1 Triticale silage 190-315 167-282 87-95 990-1160 13-19 1.1-4.8 Fruit marc 220-255 210-230 96-98 1120-1250 25-35 1.2-3-2 Potatoes 157-192 167-180 92-94 980-1050 20-26 2.2-3-9 Onions 103-130 96-104 91-94 880-996 20-34 3 0-3 3Onions 103 130 96 104 91 94 880 996 20 34 3.0 3.3 Vegetables (e.g., lettuce) 40-80 31-70 80-91 765-1050 21-36 6.4-7.7

Contenuto di azoto in diversi substrati alimentabiliContenuto di azoto in diversi substrati alimentabilialla digestione anaerobica
Parameters Total solids (TS)
Total volatile solids (TVS)
TVS/TS COD N P
Substrates g/kg g/kg % g/kg dm mg/kg dm mg/kg dm Dairy manure (solid) 260-350 250-315 78-84 880-930 34-49 6.0-7.8Dairy manure (liquid) 89-97 69-76 76-89 910-1020 31-41 7.6-8.1 Piggery 60-90 47-76 66-83 860-965 18-42 4.2-8.5 Poultry (litter) 467-688 397-530 72-87 751-1000 27-47 11.8-20.1 D k (li id) 124 190 105 155 81 88 802 871 27 39 10 7 11 6Duck (liquid) 124-190 105-155 81-88 802-871 27-39 10.7-11.6 Rabbit manure 192-255 154-213 80-84 803-970 19-21 8.0-10.7 Maize silage 272-453 262-440 89-96 545-1170 11-17 2.2-3.1 Triticale silage 190-315 167-282 87-95 990-1160 13-19 1.1-4.8 Fruit marc 220 255 210 230 96 98 1120 1250 25 35 1 2 3 2Fruit marc 220-255 210-230 96-98 1120-1250 25-35 1.2-3-2Potatoes 157-192 167-180 92-94 980-1050 20-26 2.2-3-9 Onions 103-130 96-104 91-94 880-996 20-34 3.0-3.3 Vegetables (e.g., lettuce) 40-80 31-70 80-91 765-1050 21-36 6.4-7.7
FORSU è nel range 20‐30 mg/kgTS, i fanghi attivi sono nel range 40‐50 mg/kgTS

Ammonificazione in digestione anaerobicaanaerobica
La digestione anaerobica mineralizza parte dell'azoto organico ad azoto minerale (ammoniacale).azoto minerale (ammoniacale).
Il fenomeno è molto più evidente nella co‐digestione (vd. LB + SM).Fonte: Workshop Wageningen (NL) 24 25 November 2010Fonte: Workshop, Wageningen (NL), 24‐25 November 2010Managing livestock manure for sustainable agriculture

Ammonificazione in DA di fanghi di depurazione

FeedFeed‐‐back di azoto in impianti di trattamento delle back di azoto in impianti di trattamento delle acque reflueacque reflueacque reflueacque reflue

Possibile soluzione per il feedback di azoto Possibile soluzione per il feedback di azoto in in impianti di trattamento delle acque reflueimpianti di trattamento delle acque reflueimpianti di trattamento delle acque reflueimpianti di trattamento delle acque reflue

Trattamento del digestato: alternative tecnologiche
From Fuchs and Drosg, ADSW&EC, 2011

i d i ( l)Digestate drying (tunnel)
Esempio Bio‐dry® by BTS

Pro & Contro dell’essiccamento diretto(dati Austria‐Germania‐Svizzera)
tt l’ tili d ll’ i t i d ll i ( i 80 permette l’utilizzo dell’energia termica dalla cogenerazione (aria a 80‐90 °C)
permette il recupero di ridotte quantità di materiale solido facilmentestoccabile e trasportabile
Necessita di trattamenti dell’effluente gassoso per il recuperod ll’ i (NH ) SOdell’ammonio (NH4)2SO4
Costi elevati (fino a 12‐15 € per m3) costi di investimento tra 300 eCosti elevati (fino a 12 15 € per m ), costi di investimento tra 300 e 400 k€

Pensando ad altre filiere, dopoi lid li idseparazione solido‐liquido
From Fuchs and Drosg, ADSW&EC, 2011

Separazione solido‐liquido

Separazione solido‐liquido
F = alimento, L = frazione liquida, S = frazione solida
(I, II, III, VI = vagli, stacci; IV: presse a vite; V: filtropressa a nastro, VII: ( g p pcentrifuga)
Fonte: Burton (2007) su Livestock science

Separazione solido liquidoSeparazione solido‐liquido
Mǿller et al., 2002

Separazione solido‐liquido• Rimozione ottenibile è funzione della % N presente in forma sospesa e dell’efficienza di separazione dei solidi del dispositivo
•Le centrifughe forniscono le maggiori efficienze di separazione perché•Le centrifughe forniscono le maggiori efficienze di separazione, perché consentono di trattenere anche le particelle più fini (> 0,02 – 0,03 mm)
•L’efficienza di separazione dei solidi è fortemente dipendente dalla “freschezza” del liquamefreschezza del liquame
L i lid li id id l’ i i i l•La separazione solido liquido riduce l’azoto, ma, in misura maggiore la sostanza organica effetti sulla DA e sulla scelta del sistema di rimozione dell’azoto dalla frazione liquidaq

Separazione solido/liquido – bilancio di materia per unità 500 kW CHP che tratta 50% effluente di allevamento e 50% colture energeticheg
Land applicationppCompostingDrying …..
fromWulf & Dohler, IBBK, 2010

Distribuzione tipica tra solido e liquidoDistribuzione tipica tra solido e liquido

Distribuzione tipica tra solido e liquidoDistribuzione tipica tra solido e liquido

E con il liquido? La soluzione più semplice ed economica…

Pro & Contro (dati Austria‐Germania‐Svizzera)
è la tecnica più economica per la gestione del digestato , circa 5 €/m‐3
può essere applicato, in ZVN, fino a170 kgN/ha per year
è una soluzione limitata nello spazio: ha senso in un raggio < 30 km dal polo di produzione
non risolve il problema del N nell’ambiente
i volumi sono troppo elevati per spostare i carichi azotati da ZVN a non‐ZVN

From Fuchs and Drosg, ADSW&EC, 2011

Digestate drying (tunnel)g y g ( )Riutilizzo aria dal CHP (a 80‐90°C) per essiccamento

Essiccamento digestato – bilancio di materia per unità 500 kW CHP chetratta 50% effluente di allevamento e 50% colture energetichetratta 50% effluente di allevamento e 50% colture energetiche
TrattamentoTrattamento aria esausta e recupero N
fromWulf & Dohler, IBBK, 2010

From Fuchs and Drosg, ADSW&EC, 2011

Trattamenti biologici convenzionali

Trattamenti biologici convenzionali: configurazioni impiantistiche più diffuseconfigurazioni impiantistiche più diffuse

SBR tradizionale per trattamento liquame suino tal quale
Trattamento liquame suino:• Processo tradizionale diffuso e consolidato finProcesso tradizionale diffuso e consolidato fin dagli anni ’90Ri i 90% COD N• Rimozione >90% COD e N, nonostante rapporto C:N sbilanciato
• Semplicità di manutenzione
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

Andamento forme azotate in un ciclo di reazione
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

Azienda “La Fortezza” – Magreta (MO)g
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

Azienda “Il Corleto SS” Magreta/Formigine (MO)
• 11000‐12000 maiali• Peso vivo: 700‐800 tonnellate
/d l d• 150 ton/d liquame prodotto
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

SBR Azienda “Il Corleto S.S.”
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

Parametri di carico di progettoParametri di carico di progetto
Li t l l 3/d 150Liquame tal quale m3/d 150
TKN g/L 2g/
Nin kgN/d 300
Volume reattore m3 2500Nitrogen Loading Rate kgN/m3*d 0 12Nitrogen Loading Rate kgN/m3 d 0,12
Tempo di ritenzioneidraulica comlpessivo d 17

PrestazioniRimozioni complessive COD (99%), N (95%), P (96%)
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

CostiCosti
Da due casi di studio, incluso l’ammortamento• Costi trattamento 6 €/ton (dati 2001‐2003)Costi trattamento 6 €/ton (dati 2001 2003)• Ricavi dalla produzione di carne 0.17 €/kg
Sostenibile???
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010p, g g ( ),Managing livestock manure for sustainable agriculture

La prima soluzione…ovvia: digestione anaerobica d i li i i t tt t di t tdei liquami e successivo trattamento digestato
Fonte: Workshop, Wageningen (NL), 24‐25 November 2010Managing livestock manure for sustainable agricultureagriculture

Intensificazioni del processo biologico convenzionale: come???convenzionale: come???
•Dal SBR convenzionale al SBR‐MBR (bioreattorea membrana)?a membrana)?
C ll i i i i di SBR•Controllo automatico e ottimizzazione di un SBR convenzionale?
•Processi biologici innovativi (di rimozione•Processi biologici innovativi (di rimozione biologica via nitrito) e loro controllo automatico?

Dal SBR al SBR‐MBR?

Controllo automatico di un SBR via‐nitrato? Via indirettanitrato? Via indiretta…

o via diretta?…o via diretta?

Processi innovativi viaProcessi innovativi via‐‐nitrito?nitrito?• <25% richiesta di ossigeno40% f t di b i•<40% fonte di carbonio
•<40% produzione di fango
• <60% richiesta di ossigeno•<100% fonte di carbonio•<85% produzione di fango
Soluzione ideale per…p•Elevate concentrazioni di azoto > 100 mgN/L •COD/N < 5 •Elevati pH (7 9) e T(>20 25°C)•Elevati pH (7‐9) e T(>20‐25 C)
…digestato…digestato anaerobico!anaerobico!

Processi innovativi via nitrito ‐stechiometriastechiometria

Metodi di rimozione dell'azoto e stima dei costi specifici per kgN NH4 rimossocosti specifici per kgN‐NH4 rimosso
Tecnologia O2 Elettricità Fonte di carbonio (ipotesi di uso di
t l )
Fango Costo totale (incluso
lti tmetanolo) smaltimento fango)
kg kWh € kg MeOH € kg € €N/D convenzionale senza uso di 4.3 4.3 0.39 - - 1.0 0.27 0.66 C esternoN/D convenzionale con uso di C esterno
4.3 4.3 0.39 2.5 0.75 1.0 0.27 1.36
N/D i it it e di C 3 4 3 4 0 31 0 60 0 16 0 47N/D via-nitrito senza uso di C esterno
3.4 3.4 0.31 - - 0.60 0.16 0.47
N/D via nitrito con uso di C esterno
3.4 3.4 0.31 1.5 0.45 0.60 0.16 0.92
Nitritazione parziale/Anammox (1 o 2 steps)
2.0 2.0 0.18 - - 0.15 0.04 0.22
(Fernandez et al 2010)(Fernandez et al., 2010)

AOB vs NOB:AOB vs NOB:effetto di temperatura ed età del fangoeffetto di temperatura ed età del fangoeffetto di temperatura ed età del fangoeffetto di temperatura ed età del fango
Minimal AOB e NOB in relation to T (Mulder e Maximal growth rate and (Zhu et al., 2008) (van Kempen, 1997)
g ( , )
High temperatures favours the AOB growth Low SRT favours the AOB growth
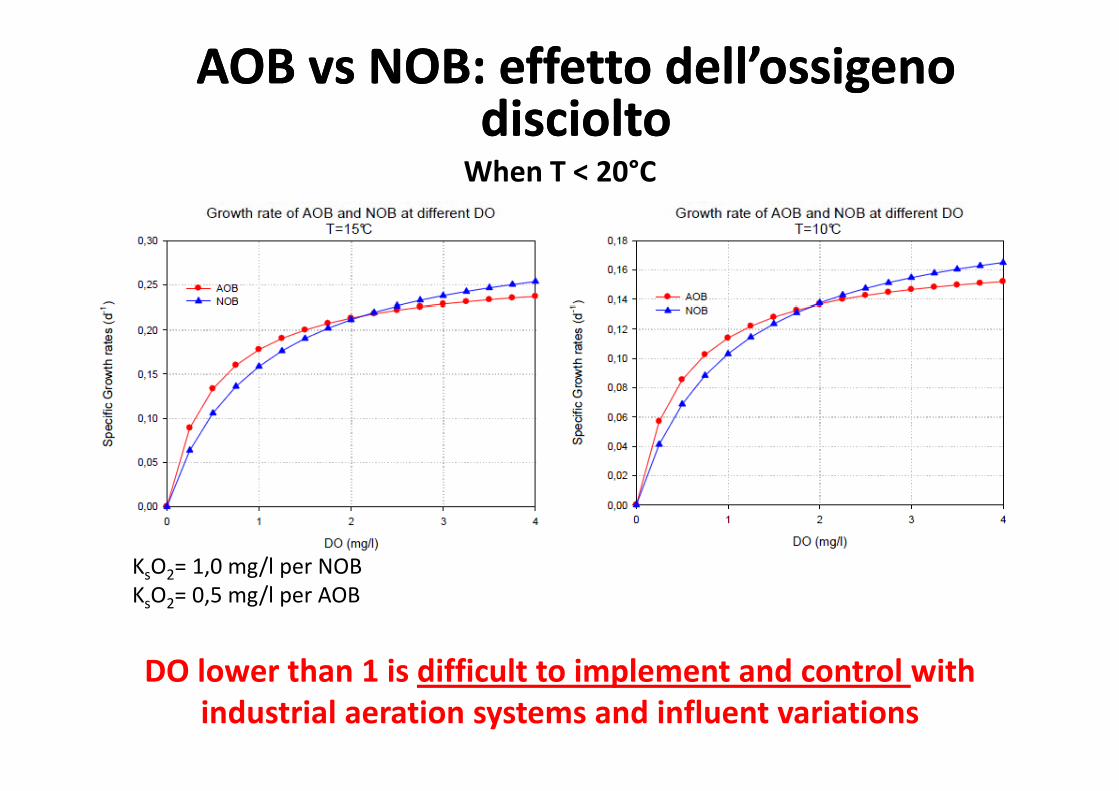
AOB vs NOB: effetto dell’ossigeno AOB vs NOB: effetto dell’ossigeno discioltodiscioltodiscioltodisciolto
When T < 20°C
KsO2= 1,0 mg/l per NOB s 2 , g/ pKsO2= 0,5 mg/l per AOB
DO l th 1 i diffi lt t i l t d t l ithDO lower than 1 is difficult to implement and control withindustrial aeration systems and influent variations

Influenza del pH sulla nitrificazione

Influenza pH su AOB e NOBf p

AnAmmOx

Configurazioni impiantistiche

Two‐stage processesg p

One stage process

One stage process

One stage process

One stage process

Impianti AnAmmOx in piena scala al 2010Impianto Applicazione Volume reattore
(m3) Capacità del trattamento (kg N d-1)
Tempo di start-up (mesi)
Waterboard Hollandse Delta, Rotterdam, The Netherlands (2 steps)
Municipal (reject water) 72 750 42
Strass, Austria (1 step) Municipal (reject water) 500 350 30 IndustrieWater Lichtenvoorde, The Netherlands (2 steps)
Tannery 100 150 12
Waterstromen, Olburgen, The Netherlands (1 step)
Potato processing 600 700 6 Netherlands (1 step) Himmerfjarden WWTP, Sweden (1 step)
Municipal (reject water) 700 240 6
Glanerland, Switzerland (1 step) Municipal (reject water) 400 250 2 S i d t Pl t Mi S i d t 58 220 2Semiconductor Plant, Mie prefecture, Japan (2 steps)
Semiconductor 58 220 2
Zürich 1, Switzerland (1 step) Municipal (reject water) 1400 625 6 Zürich 2, Switzerland (1 step) Municipal (reject water) 1400 625 0 St. Gallen 1, Switzerland (1 step) Municipal (reject water) 300 108 7 St. Gallen 2, Switzerland (1 step) Municipal (reject water) 300 108 5 Niederglatt, Switzerland (1 step) Municipal (reject water) 160 56 3
Fernandez, 2010

Esempio di SBREsempio di SBR
INFLUENTPLC
EFFLUENT
PAMIXERAccumulation tank V = 10 m3
External
PE
External Carbon
PDA
SBR
Blower 1DO
ORP
pH
C d
N-NH4
N NONaOH 30%
PDB
SBRVreaction = 2.8 m3Blower 2
ORP Cond N-NOx
Blower 3

Rushton turbine
1500 rpm
Measures useful for real‐time control ProgramablepH, DO, ORP, Conductivity, NH4‐N, NOx‐N
gLogic Controland plant’s synoptic
A BA B
Pumps for soda and externalcarbon:
A: NaOH 30%
Filtratax
3 blowers automaticallycontrolled
B: Acetic Acid 80%, glycerol, pre‐fermented OFMSW
Nitratax

From Fuchs and Drosg, ADSW&EC, 2011

Processi a membrana ‐ esempio da impianto da 1 MWel
(Fuchs et al, 2011)

Pro & Contro (dati Austria‐Germania‐Svizzera) o & Co t o (dat ust a Ge a a S e a)Elevata efficienza di rimozione (qualità del permeato adeguata alloscarico in acque superficiali)scarico in acque superficiali)
Mancanza di dati di lungo termine e del tempo di vita delleg pmembrane: incertezza sui costi di manutenzione (i.e.: membrane replacement)
Necessità di rimozione spinta di solidi in testa (i.e. grigliatura ad aperture di 1 mm con geometria a mesh o punched holes)aperture di 1 mm con geometria a mesh o punched holes)
Consumi energetici 16‐25 kWh per m3 (Fuchs et al., 2011)g p ( , )

Strippaggio dell’ammoniaca• Principio del processo: trasferimento dell’ammoniaca da fase disciolta a
fase gas in torri di strippaggio con rapporti aria/liquido da 20/1 a 100/1fase gas in torri di strippaggio con rapporti aria/liquido da 20/1 a 100/1
• L’ammoniaca trasferita alla fase gas deve essere intercettata e rimossaLammoniaca trasferita alla fase gas deve essere intercettata e rimossa (lavaggio acido/recupero)
• Nei liquidi, l’ammoniaca è presente in due forme: ione ammonio e ammoniaca disciolta, in equilibrio tra loro:
)273/(63444
3 10][][
T
pH
eNNHNNH
• Requisiti: innalzamento pH (> 10) e/o innalzamento temperatura
4 ][

Strippaggio dell’ammoniaca
dosaggio basiRimozione NH3
dal gas
Riduzione pH sul liquido trattato
mediante fflinsufflazione biogas
Lei et al., (2007)

In ogni caso la fase liquida passaattraverso corpi di riempimento cheattraverso corpi di riempimento cherompono il flusso aumentandodrasticamente la superficie specifica

Strippaggio dell’ammoniaca
Necessario che l’azoto sia in forma ammoniacale bene dopo digestione anaerobicadopo digestione anaerobica
Possibile raggiungere efficienze di rimozione dell’ammoniaca dell’80‐ 90%
Costi elevati determinati da:Costi elevati determinati da:
•Dosaggio reagenti (digestato alcalino elevati dosaggi calce per aumentare il pH)
•Consumi energetici (per riscaldamento e aerazione)•Consumi energetici (per riscaldamento e aerazione)
•Trattamento e smaltimento residui

Strippaggio e recupero – bilancio di materia per unità 500 kW CHP che tratta 50% effluente di allevamento e 50% colture energeticheche tratta 50% effluente di allevamento e 50% colture energetiche
Separazione solido liquido ottimizzata!
fromWulf & Dohler, IBBK, 2010

Pro & Contro (dati Austria‐Germania‐Svizzera)
Tecnologia consolidata in altri settori
Permette recupero come ammonio solfato
Costi di investimento (300 – 400 k€) e di gestione (circa 12‐15 € per m3)m )
necessità di rimozione spinta dei solidi sospesi
Possibili problemi di scaling a causa di salinità e alcalinità

Evaporazione/Concentrazionep /• Tecnologia applicata da tempo per la depurazione spinta di reflui
concentrati (percolati) o anche recupero da acque di processoconcentrati (percolati) o anche recupero da acque di processo
• Evaporazione dell’acqua (ed altre sostanze, ad esempio acidi volatili)Evaporazione dell acqua (ed altre sostanze, ad esempio acidi volatili) a formare un distillato/condensato, per effetto dell’innalzamento della temperatura e/o riduzione pressione
• Concentrato residuo fortemente salino (tenori di 250 ‐ 300 gST/kg; ( g / g;riduzione volumi circa 5 a 1)
Rid i d l H l i di 4 5 t tt l’ i l• Riduzione del pH a valori di 4‐5 per trattenere l’ammoniaca nel concentrato
• Rimozione azoto ammoniacale fino al 90%

Evaporazione e recupero dell’ammonio – bilancio di materiaper unità 500 kW CHP che tratta 50% effluente di p
allevamento e 50% colture energetiche
“pure” water like
fromWulf & Dohler, IBBK, 2010
pure water like

Esempio di impianto di digestione di sole colture energetiche –potenzialità 2 MWhel

Esempio digestione di colture energetiche – 2 Mwel‐flussi di acqua, organici e inerti)
enhancement factors : water … 1x; organics … 5x; ashes … 5x Fuchs et al., 2011

Esempio digestione di colture energetiche – 2 Mwel‐flussi di nutrienti‐
Fuchs et al., 2011

Pro & Contro (dati Austria‐Germania‐Svizzera)Pro & Contro (dati Austria Germania Svizzera)
rimozione di azoto dall’effluente (fino a 95‐99%) e concentrazione rimozione di azoto dall effluente (fino a 95‐99%) e concentrazione
acqua “distillata” ottenibile come sottoprodotto
oltre a N, altri nutrienti sono recuperati nella fase acida
elevati costi di investimento (fino a 1 milione di €)
processo energivoro

Cristallizzazione a struviteCristallizzazione a struvite

Cristallizzazione e recupero della struvite (o MAP, magnesium ammonium phosphate)magnesium ammonium phosphate)
Reattori che sviluppano condizioni idonee perReattori che sviluppano condizioni idonee perla precipitazione controllata di struvite
La struvite precipita per pH > 8
a) Dosaggio di basi: Ca(OH)2, NaOH o Mg(OH)2) gg ( )2, g( )2b) Strippaggio di CO2
c) Dosaggio di MgCl2 o Mg(OH)2.

Cristallizzazione e recupero della struvite(o MAP, magnesium ammonium phosphate)
Rimozione N fino al 70 – 90 %, in presenza di idonee concentrazioni di magnesio e fosforo (circa 1: 1: 1 su base molare rispetto all’azoto)
MgNH4PO4∙6H2Og 4 4 2
Possibile recupero come fertilizzante incertaPossibile recupero come fertilizzante, incerta commerciabilità

Cristallizzazione a struvite(schema di processo)
Storing tank



Conclusioni generali ‐ Economics
I ti di t t l i i t ti i lt i hèI costi di queste tecnologie sono riportati in range molto ampi perchè:
Mancano esperienze di lungo termineMancano esperienze di lungo termine
molte delle installazioni sono casi pilota o dimostrativi
alcune tecnologie sono ben consolidate in altri settori (i.e. t tt t di l ti di di i ) il di t t bitrattamento di percolati di discarica), ma non per il digestato anaerobico

fromWulf & Dohler IBBK 2010fromWulf & Dohler, IBBK, 2010

N bi l
Stripping
Struvite
N bio‐removal
Membrane processes
Evaporation
St pp g
Solid/Liquid separation
Drying beds
0 10 20 30 40
€/m3 digestate
Bakx, IBBK, 2010

BRef: a che punto siamo?BRef: a che punto siamo?
Ecco il perché d ll’i d i idell’indecisione