challenges in achieving class a finish on carbon fiber composites
TRANSCRIPT

150 years
Challenges in Achieving Class A Finish on Carbon Fiber Composites
Donald H. Campbell
April 2015

150 years
Lightweighting efforts have increased interest for carbon fiber composites as
exterior body panels.
These panels are expected to exhibit a class A surface finish
Continuous Fiber panels
Resin transfer molding (RTM) – shorter cycle times, carbon fiber weaves
Prepreg with autoclave – unidirectional carbon fiber layers or weaves
Both unidirectional and weaves cause varying degrees of texture in the panel
surface
This texture is currently reduced by multiple coats with sanding between coats
Chopped Fiber panels
Likely choice for high volume exterior panel applications
Fiber protrusion and porosity cause pop-like defects – similar to SMC issues
Challenges in Achieving Class A Finish on Carbon Fiber Composites
24/20/2015
150 years
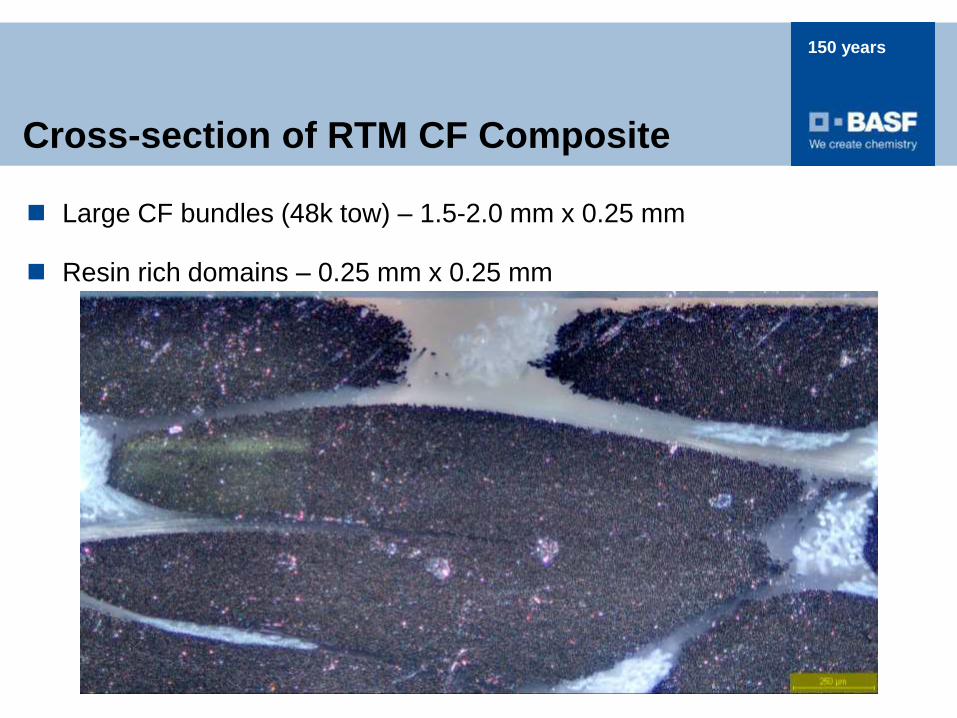
Cross-section of RTM CF Composite
Large CF bundles (48k tow) – 1.5-2.0 mm x 0.25 mm
Resin rich domains – 0.25 mm x 0.25 mm

150 years
Multiple surfacers were screened for coverage of surface texture
Topcoating was done with low bake (100°C) 2K clear and water basecoat
Low bake products were generally better
Unsanded surfacer showed 0.25 mm and wider 2 mm surface structure
Even when surfacer was sanded smooth, 0.25 mm structure was seen after
topcoating!
Multiple coats of primer plus sanding did not improve this
Panels were reheated to 100°C and evaluated while still hot
No surface structure was seen in unsanded areas!!
Sanded areas had reverse of structure
Optical profilometry study planned to map coated and uncoated areas at 25°C and
100°C
Filling of Texture in ContinuousCF Substrate (RTM)Results of Technology Screening
44/20/2015

150 years
Unsanded primer + Topcoatwide depressions at 25°C, almost gone at 100°C
25°C
100°C

150 years
Uncoated RTM CF Compositedeeper depressions at 25°C
25°C
100°C

150 years
Uncoated RTM CF CompositeDifference between 25°C and 100°C
-4
-3
-2
-1
0
1
2
3
4
0 2 4 6 8 10
dis
pla
cem
en
t (m
icro
ns)
position (mm)
Overlay of 25C and 100C (uncoated)
25C
100C
-2.5
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
0 2 4 6 8 10
dis
pla
cem
en
t (m
icro
ns)
position (mm)
Difference between 25C and 100C (uncoated)
Unsanded primer + Topcoat at 25C
Results and Conclusions The difference in the substrate
(25°C vs 100°C) is similar to the texture that is seen in the unsanded panel at 25°C.
Change in substrate surface during cooling is causing appearance defects
Changes are larger than epoxy surface domain

150 years
Sanded Primer + Topcoatsmall depressions at 25°C, reversed at 100°C
Small depressions 0.25 mm x 0.25 micron = epoxy surface domains
Depressions are reversed at high temperature
25°C
100°C

150 years
Small Deformations (0.25 mm x 0.5 microns)
Comparison with Domain Sizes and CTE
• Carbon fiber CTE (transverse) is 5-10ppm/C • Resin CTE measured at 55ppm/C, 45ppm differential CTE to CF domains• 0.34% differential thermal expansion between 25°C and 100°C• 0.8 micron of surface expansion above these 250µm domains
Table 1: CTEs for some common
electronic materials
material CTE (ppm/°C)
silicon 3.2
alumina 6–7
copper 16.7
tin-lead solder 27
E-glass 54
S-glass 16
epoxy resins 15–100
silicone resins 30–300

150 years
Why Sanding is ineffective
substrate
primer
Primer sanding
clearcoat
baked primer on CF substrate
clearcoat at room temperature system at bake temperature
Clearcoat baking
system after cooling

150 years
Summary
• Surface texture on continuous CF composites can be related to non-
homogenous CTE within the substrate
• Glass fiber (GF) composites can be designed with matched CTE between fiber
and matrix
• Potential means to counteract this issue include:
• Prepreg weave has smaller resin domains than RTM samples
• Unidirectional prepreg have smallest resin domains
• Low CTE epoxy resins
4/20/201511

150 years
150 years