chapter 1 introduction - shodhgangashodhganga.inflibnet.ac.in/bitstream/10603/35760/13/13_chapter...
TRANSCRIPT

Chapter 1
Introduction
Introduction
1
1.1. Polyolefin
From the beginning of early civilization, human beings have been utilizing natural
polymers for clothes, housing and foods. Polymeric materials have contributed to society
for practical use even from the days prior to scientific developments. As chemistry
progressed, natural polymers were continuously modified to produce semi-synthetic
polymers, for example, cellulose acetate, viscose, rayon etc. The production of fibers from
regenerated cellulose and phenol formaldehyde started commercially in late 19th
century
which brought the symbolic breakthrough for synthetic polymers. 1, 2
Polymer science
started its journey with the loving care of a band of revolutionary physical chemists like
Staudingers, Mark, Meyer, Flory, Huggins and others in overseas and Palit in India. 3- 5
To achieve a higher standard of living, there have been increasing demand to
improve the function and performance of synthetic polymers. They include large volume
materials such as polyethylene (PE), polypropylene (PP) and poly(vinyl chloride) and
special materials such as ethylene–propylene elastomers EPR, EPDM, SBR and
polybutene-1 (PB-1).6-8
The success of polyolefin is logically explained as this polymer
family is found in the majority of industrial domains including films, packaging,
machinery parts, electrical insulators, inks and petroleum additives etc.9
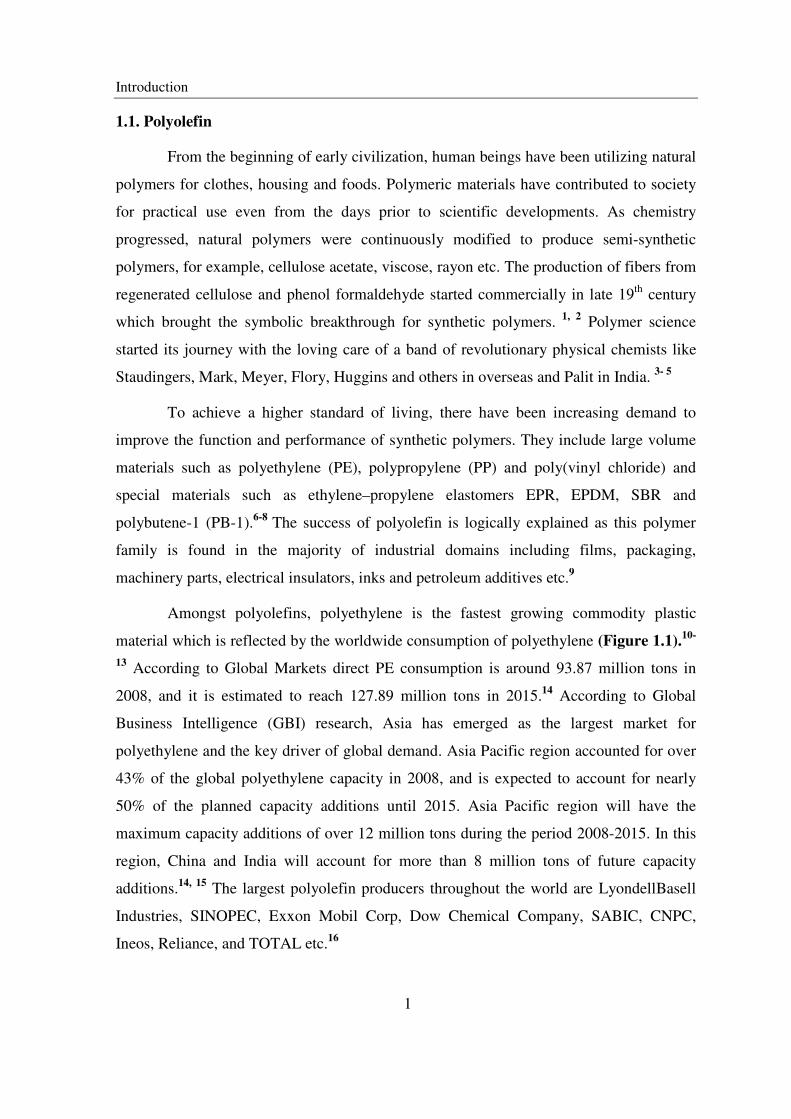
Amongst polyolefins, polyethylene is the fastest growing commodity plastic
material which is reflected by the worldwide consumption of polyethylene (Figure 1.1).10-
13 According to Global Markets direct PE consumption is around 93.87 million tons in
2008, and it is estimated to reach 127.89 million tons in 2015.14
According to Global
Business Intelligence (GBI) research, Asia has emerged as the largest market for
polyethylene and the key driver of global demand. Asia Pacific region accounted for over
43% of the global polyethylene capacity in 2008, and is expected to account for nearly
50% of the planned capacity additions until 2015. Asia Pacific region will have the
maximum capacity additions of over 12 million tons during the period 2008-2015. In this
region, China and India will account for more than 8 million tons of future capacity
additions.14, 15
The largest polyolefin producers throughout the world are LyondellBasell
Industries, SINOPEC, Exxon Mobil Corp, Dow Chemical Company, SABIC, CNPC,
Ineos, Reliance, and TOTAL etc.16

Introduction
2
Figure 1.1: PE and PP growth
1.2. Significance of the Catalytic Systems
In 1898, Hans von Pechmann accidently synthesised the first synthetic linear
polyolefin probably polyethylene from diazomethane with heating.17
But the hydrocarbon
polymer very likely in solid form was obtained by Lind and Glockler by subjecting ethane
to a semi-corona discharge which resembles the present-day high pressure polyethylene
production.18
Unfortunately, they were not able to characterize the product as
polyethylene. In the early period of 1927 ethylene and its homologs were converted to oils
form by boron fluoride catalyst with cobalt as promoter. Friedrich and Marvel, in 1930,
reported the first low molecular weight polyethylene by an incidental polymerization of
ethylene sighting the production of a “non-gaseous” product.19
Also in 1930, Carothers et
al. published the synthesis of paraffin waxes from the reduction of decamethylene bromide
with sodium.20
In 1933, Eric Fawcett and Reginald Gibson (ICI) polymerized ethylene to PE as a
waxy solid form for the first time from the reaction of benzaldehyde and ethylene at 1400
bar and 170°C (Figure 1.2).21
The polymerization was initiated by trace amounts of
oxygen which was unknown to Fawcett and Gibson at that time. Unfortunately, repetition
of the experiment with ethylene gave only trifling amount of solid product due to the
occurring of violent explosion at high pressure. After extensive experiments the explosion

Introduction
3
Figure1.2: Apparatus used by Eric Fawcett and Reginald Gibson to discover
polyethylene.
was prevented by controlling the amount of oxygen in ethylene which acts as initiator. In
1935 Michael Perrin, Imperial Chemical Industries (ICI) chemist converted this accident
into a reproducible high-pressure synthesis for polyethylene that became the basis for
industrial LDPE production.22
His experimental condition yield 8 gm of highly ductile
polyethylene with melting temperature in the range of 110 °C. By 1936, ICI had
developed a larger volume compressor that made possible the production of polyethylene
commercially. Subsequently, high-pressure polyethylene was produced in the United
States since World War II, principally by the Bakelite Division of Union Carbide and
Carbon Chemicals Corporation and by E. I. DuPont under the license from Imperial
Chemical Industries. But the PE produced by free radical mechanism is highly branched
structure resulting into low density in the range of 0.910-0.935 g/c.c.
For obtaining a controllable polymerization, many catalysts and diluents systems
were studied. In addition to oxygen, many other catalysts were identified like hydrogen
peroxide, tert-butyl hydroperoxide, tert-butyl peroxide, methyl peroxide, ethyl peroxide,
acetyl peroxides, peracetic acid, persuccinic acid, diethyl peroxydicarbonate, di-tert-butyl
peroxydicarbonate, and tert-butyl perbenzoate, alkali metal persulfates etc. were
identified.23-33
Amongst these catalysts, only a few catalysts were active at moderate
temperature and pressure.

Introduction
4
After continuous attempts to synthesize PE at lower temperature and pressure led
to the discovery of the Phillips catalyst in the last half of 1951 by Robert Banks and John
Hogan working at Philips research laboratory in Bartlesville and Oklahoma.34-36
The
catalyst consists of calcined chromium oxide supported on silica-alumina (Scheme 1.1)
and other carriers.37- 39
Ethylene was polymerized to high density polyethylene at 88 °C
and pressure of 600 psi. The resulting polymer was initially known by the trade name as
Marlex which was quickly adopted for toy manufacturing. The melting point of the
resulting polymers such as Marlex 50 is 113-127 °C, the density is about 0.96 g/c.c., melt
flow index <1 and the degree of crystallinity is found to be 50 per cent greater than the
crystallinity of the conventional high pressure polyethylenes.40
The catalysts possess more
than one active site with each site having a distinct ratio of chain transfer to propagation
rates and comonomer reactivity ratios. Due to this multi-site feature, these catalysts yield
polymer with broad molecular weight distribution (PDI~15-30).41, 42
Scheme 1.1: Philips catalyst produced by reaction of chromium compound with silica
Academic researcher then became interested more on understanding the
mechanism of polymer chain growth and termination at the chromium center of Philips
catalyst. As illustrated in Scheme 1.2 the three general proposals came out after
continuous research over the years. 28, 29
The first mechanism was proposed by Cossee-
Arlman, which suggest the direct migration of the polymer chain onto coordinated
ethylene.45, 46
The second mechanism commonly known as Green-Rooney mechanism
involves a 1,2-hydrogen shift from the growing chain generates a metal-alkylidene
hydride.47, 48
Further reaction with ethylene produces a metallacyclobutane before alkyl-
hydride reductive elimination re-forms a linear alkyl chain. The third possibility was
supposed to occur via an extended metallacycle mechanism where ethylene insertion took

Introduction
5
place into growing metallacycles.49, 50
Amongst the three possibilities, Cosee-Arlman
mechanism for polymerization has been more or less established.
Around the same time in 1953, Karl Ziegler, at the University of Mülheim,
discovered heterogeneous catalyst based on titanium chloride (TiCl3·1/3 AlCl3) upon
activation with organoaluminium co-catalyst (AlEt2Cl) which can produce highly
crystalline polyethylene under mild conditions, atmospheric pressure and temperature (50
-100°C).51-53
Later, in 1954 Gulio Natta and co-workers discovered stereoregular
polymerization of propylene with a catalyst composed of TiCl3 and Et3Al. 54-56
The
CrP Cr
P PCr
CrP
H H
Cr
H
P
H
Cr
H
P
H
Cr
H P
HPCr
H H
Crn
Crn
Crn
(a) Cossee-Arlman ( Linear insertion)
(b) Green-Rooney (carbene hydride)
(c) Metallacycle
Scheme 1.2: Mechanistic proposal for ethylene polymerization with Philips Catalyst.
Where, P-polymer chain. (a) Cossee-Arlman mechanism (migratory insertion ethylene into the polymer
chain). (b) Green-Rooney mechanism (α-hydride shift and metallacyclobutane formation). (c) Metallacycle
mechanism (metallacyclopentane formation and growth by ethylene insertion into large-ring metallacycles).

Introduction
6
fascinating successive discovery of MgCl2 as a support with TiCl4 catalyst system
resulted in a two fold increase in the activity of the Ziegler-Natta catalyst which led to
extremely active heterogeneous ethylene polymerization catalysts.
The polyethylene produced by Ziegler-Natta catalyst at low pressure and relatively
low temperature was significantly different in physical properties from those produced at
higher temperatures and high pressure. The polymer is linear in structure with higher
density of 0.95 to 0.96 g/cm3 compared to the high pressure polyethylene about 0.92
g/cm3. Also this polymer was comparatively more rigid than high pressure polyethylene
and could handle boiling water. Due to this mild polymerization condition Ziegler-Natta
catalyst systems does not require expensive engineering as the high pressure one. In
comparison with Philips catalyst, Ziegler catalyst is costly and difficult to handle. And one
of the major drawback this catalytic system is the presence of multi-active sites due to
which it display different activities and selectivities for monomer insertion. This
phenomenon exercise poor control over polymer architecture, comonomer distribution and
resulting polymer with high polydispersity index. Ultimately, it influences the product
morphology, processability and properties of the polymer. However, heterogeneous
Ziegler-Natta catalysts were used extensively for polyethylene production.
In order to overcome those drawbacks it is necessary to prepare well-defined
active sites with uniform in composition and distribution and thereby generate “single-
site” homogeneous catalysts. In 1957, the first pioneering homogeneous polymerization
catalyst was prepared by Breslow and Natta within a few years of Ziegler’s discovery. 57-59
The catalyst consists of bis(cyclopentadienyl)titanium dichloride (Cp2TiCl2, Cp = η5-
cyclopentadienyl) and alkylaluminum chloride (AlR2Cl), the catalyst exhibited a low
polymerization activity ~104 g polyethylene (PE)/(mol Ti-h. atm). Even though they were
regarded as excellent models for understanding the mechanism by which heterogeneous
Ziegler-Natta catalysts are operated but these titanocene catalysts were of no commercial
interest due to their poor activity, tendency to decompose to inactive species and inability
to polymerize higher alpha-olefins like propylene etc.60
In 1976, Walter Kaminsky and Hansjörg Sinn introduced partially hydrolyzed
aluminum alkyls, in particular methylaluminoxane (MAO) as an efficient cocatalyst for
homogeneous single site catalysts (metallocenes: which is a sandwich complex with a

Introduction
7
transition metal coordinated to two cyclopentadienyl derivatives).61- 66
Generally, MAO is
an oligomer with [-O-Al(Me)-]n repeat units which may exist in a linear or cyclic form
with a molecular weight between 1000 and 1500 g/mol (Scheme 1.3).67- 69
The role of
MAO cocatalyst is believed to:70-75
i) alkylate the metallocene ring consequently forming an active complex,
ii) scavenge the impurities,
iii) stabilize the cationic center through an ion-pair interaction, and
iv) prevent bimetallic deactivation processes (Scheme 1.4 ).
Scheme 1.3: Possible structure of methylaluminoxane (MAO)
Cp'2Zr CH3 + Cp'2Zr CH2 ZrCp'2
2+
P CH2 ZrCp'2
P CH3+
P- polymer
Scheme 1.4: Bimetallic deactivation processes

Introduction
8
After the use of MAO as a cocatalyst, the catalytic activity was increased by
several orders of magnitude. Cp2TiC12/MAO has productivity of 9.3 x l06 g PE/ mol Ti/ h/
atm at 20 °C and Cp2ZrC12/MAO has the productivity of 9 x l07 g PE/ mol Zr/ h/ atm at
70 °C.76, 77
However, these catalysts were unable to produce stereospecific polypropylene
due to the symmetric characteristic of the active centre. Generally, these molecules
associated with C2v symmetry where the two Cp rings in the molecules are not parallel
(Scheme 1.5). The Cp2M fragment is bent back with the centroid-metal-centroid angle θ
about 140° due to an interaction with the other two σ bonding ligands. 78
Ti ClClHf CH3H3C
Cp2TiCl2 Cp2Hf(CH3)2
Scheme 1.5: Structure of two metallocene with C2ν symmetry
Brintzinger and co-workers in 1980 performed an initial follow-up studies on the
effect of ligand substitution on catalytic activity. They produced isotactic polyolefin with
homogenous single site catalysts that brought a new renissance to this economically
important area of chemistry.79-81
They synthesised some ansa-metallocene catalysts like
racemic ethylene-bridged bis(indenyl)zirconium dichloride, Et(Ind)2ZrC12 and racemic
ethylene-bridged bis(4,5,6,7-tetrahydroindenyl)zirconium dichloride, Et(H4Ind)2ZrC12
(Scheme1.6) which have both meso and racemic configiguration and produced
stereoselective polypropylene after activation with MAO with high productivity and high
density.79-84
A number of efficient metallocene catalysts developed by changing the
transition metals (Ti, Zr or Hf) and substituents on the Cp rings, as well as the bridging

Introduction
9
Zr ClCl Zr ClCl
Et(Ind)2ZrCl2Et(H4Ind)2ZrCl2
Scheme 1.6: Structure of the Brintzinger catalysts.
groups capable of producing highly stereo- and regio-regular isotactic polypropylene not
only in the laboratories but also in commercial scale.85-89
Among the substituted Cp ligands
methylcyclopentadienyl (MeCp), pentamethylcyclopentadienyl (Me5Cp), indenyl(Ind),
tetrahydroindenyl (H4Ind) and fluorenyl (Flu) ligands are most frequently used.90-104
Whereas ethylene (Et, -CH2CH2-), dimethylsilene (Me2Si, (CH3)2Si=), isopropylidene (iPr,
(CH3)2C=), and ethylidene (CH3CH=) are the common bridging groups. 105-113
It is believed that symmetry of the catalyst and the substituents on the
cyclopentadienyl ring are the main feature for stereospecific α-olefin polymerization.
Kaminsky et al. designed the basic structure of the C2-symmetric catalysts (ethylene-
bridged bis(tetrahydroindenyl) zirconium complex to produce isotactic polypropylene
(Scheme 1.7).114-116
[Me2Si(2-Me-4-naphthylindenyl)2]ZrCl2 and [Me2Si(2-Me-4-
phenylindenyl)2]ZrCl2 C2 symmetric ansa metallocene complexes are found to provide
highly isotactic polypropylene with high productivity.117
Ewen et al. also developed a new
class of catalyst known as Cs symmetry metallocene catalyst by introducing bulkier
fluorenyl moiety in the bis(cyclopentadienyl)-based structures (Scheme 1.7).118
Highly
syndiotactic polypropene was first obtained by this Cs symmetric metallocene catalyst.118-
123 Likewise, Chien reported first the synthesis of C1-symmetric complex, [1-(5-indenyl)-
1-(5-tetramethylcyclopentadienyl)ethane]TiCl2 which provide hemiisotactic elastic
polypropylenes with narrow molecular weight distribution (Scheme 1.7).124-127
Ewen et al.
synthesised a highly effective hemiisospecific metallocene catalyst [2-(9-5- fluorenyl)-2-
(3-methyl- 5- cyclopentadienyl) propane] zirconium dichloride and its hafnium

Introduction
10
analogue.118, 128
The hafnium analogue provides highest molecular weights (M̅w ~200000–
300000 g/mol) PP whereas the zirconium complex gives lower molecular weights (M̅w
~50 000 g/mol PP).
1.3. Metathesis olefin polymerization
In the mean time metathesis reactions were also taking most spectacular
improvements in the synthetic strategies for olefin production. In 1967, Calderon and co-
Scheme 1.7: Correlation of polymer microstructure with the catalyst symmetry
workers for the first time coined the term “olefin metathesis”, which became one of the
powerful methods for polymerization of α-olefin, cyclic compounds that include
carbocyclic, heterocyclic, and fused ring framework.129-134
Chauvin and Hérisson first
proposed the widely accepted mechanism of transition metal alkene metathesis.134-140
According to this mechanism, the coordination of an olefin to a metal carbene catalytic
species leads to the reversible formation of a metallacyclobutane (Scheme 1.8). In the last
stage of the catalytic cycle, this transition molecule is broken apart and gives a metathesis
product and the re-formation of the metal methylene molecule which is ready to act as
catalyst in another metathesis reaction. However, initially such reactions were limited due
to the insufficient catalytic performance. The considerable breakthrough brought by
Richard Schrock and Robert Grubbs in terms of catalyst discoveries opened new vistas in

Introduction
11
olefin metathesis.141-147
Generally, Grubbs' catalysts are a series of transition metal
[ruthenium (II) based] carbene complexes used as catalysts for olefin metathesis.140, 148
As
illustrated in (Scheme 1.9) there are two generations of the catalyst, 1st and 2
nd generation
of Grubbs catalyst; which are often used in organic synthesis to achieve olefin cross-
metathesis (CM), ring-opening metathesis polymerization (ROMP), acyclic diene
metathesis polymerization (ADMET), and ring-closing metathesis (RCM) etc. using
various kind of reactants (Scheme 1.10).134, 149-169
Grubbs' Catalysts are relatively less
sensitive to oxygen and water and therefore more functional group tolerant. Whereas,
M
M
R1
M
R2
M
R2
M
R1R2
R1
R1
R2
Scheme 1.8: General mechanism of olefin metathesis
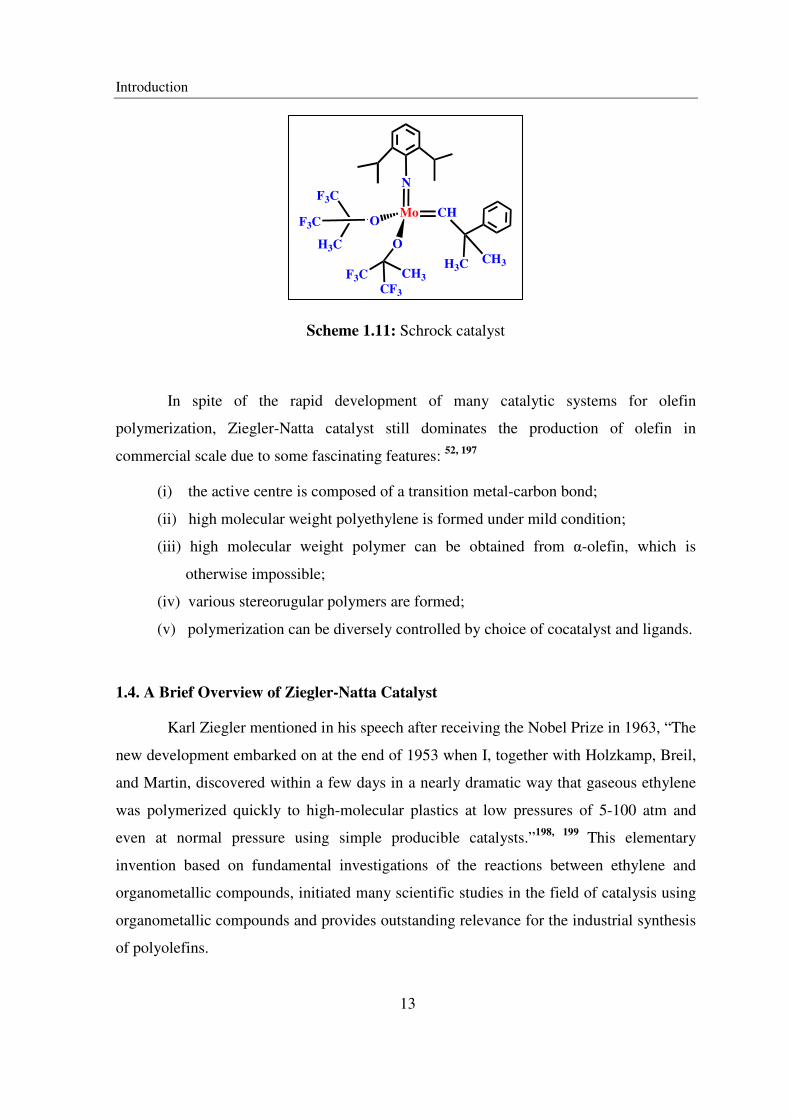
Schrock catalysts are molybdenum(VI) and tungsten(VI) based (Scheme 1.11).170-175
Schrock catalysts are more active and are useful in the conversion of sterically demanding
substrates and monolithic polymeric materials.174, 176-179
Today’s state of the art of olefin
metathesis catalysts allow the synthesis of linear, cyclic and hyperbranched PE.157-189
By
modifying the ligands structure, the catalytic activity of both Grubbs and Schrock can be
enhanced and the development process is still going on.169,174, 175, 190-196

Introduction
12
Ru
P(Cy)3
PhCl
Cl
P(Cy)3
Ru
Ph
Cl
Cl
P(Cy)3
N N
H3C
CH3
H3C
CH3
H3C
CH3
(a) (b)
Scheme 1.9: Grubbs (a) 1st generation and (b) 2
nd generation catalyst
Scheme 1.10: Formation of the 1-methylidene and ethylidene complexes with 1st
generation Grubbs catalyst.
Ru
P(Cy)3
PhCl
Cl
P(Cy)3
Ph
Ru
P(Cy)3
Cl
Cl
P(Cy)3
Ru
P(Cy)3
Cl
Cl
P(Cy)3
Methylidene resting state
Ethylidene resting state
Introduction
13
Mo
N
CHO
O
H3C CH3
F3C
CF3
CH3
H3C
F3C
F3C
Scheme 1.11: Schrock catalyst
In spite of the rapid development of many catalytic systems for olefin
polymerization, Ziegler-Natta catalyst still dominates the production of olefin in
commercial scale due to some fascinating features: 52, 197
(i) the active centre is composed of a transition metal-carbon bond;
(ii) high molecular weight polyethylene is formed under mild condition;
(iii) high molecular weight polymer can be obtained from α-olefin, which is
otherwise impossible;
(iv) various stereorugular polymers are formed;
(v) polymerization can be diversely controlled by choice of cocatalyst and ligands.
1.4. A Brief Overview of Ziegler-Natta Catalyst
Karl Ziegler mentioned in his speech after receiving the Nobel Prize in 1963, “The
new development embarked on at the end of 1953 when I, together with Holzkamp, Breil,
and Martin, discovered within a few days in a nearly dramatic way that gaseous ethylene
was polymerized quickly to high-molecular plastics at low pressures of 5-100 atm and
even at normal pressure using simple producible catalysts.”198, 199
This elementary
invention based on fundamental investigations of the reactions between ethylene and
organometallic compounds, initiated many scientific studies in the field of catalysis using
organometallic compounds and provides outstanding relevance for the industrial synthesis
of polyolefins.

Introduction
14
Karl Ziegler devoted his enduring research interest to the investigation of the
emerging new class of metal alkyl compounds for C-C bond formation by means of
addition of alkali alkyls to olefins, styrene, and dienes etc.200, 201
At the end of 1952,
Ziegler and Holzkamp accidentally discovered the "nickel effect” which stemmed from
the observation that nickel contamination from an autoclave was recognized to prevent
ethylene propagation in the presence of aluminium alkyls and favour dimerization of
ethylene to produce exclusively 1-butene.198, 202-204
Subsequently, Ziegler launched a
systematic study with other transition metal compound similar to nickel combined with
aluminium alkyls on ethylene. In October 1953, Karl Ziegler and Heinz Breil eventually
found that a mixture of triethylaluminium (Et3Al) and zirconium acetylacetonate
polymerized ethylene into a white solid powder.198
Heinz Martin, student of Ziegler,
succeeded in polymerization of ethylene with a more effective catalyst system titanium
tetrachloride combined with triethylaluminium which allowed the polymerization to
proceed in a glass vessel (Figure 1.3) at atmospheric pressure and room temperature. 51- 54
Figure 1.3: Ziegler’s glass reactor for performing his low pressure ethylene
polymerization
On March 11, 1954 the group of Giulio Natta’s group tried to polymerize
propylene using various catalysts and eventually found that a catalyst composed of TiCl3
and Et3Al produced tacky product. Natta immediately recognized that the poly(propylene)
obtained is composed of different diastereoisomers which provide different physical

Introduction
15
properties. Natta distinguished between highly crystalline isotactic and syndiotactic and
amorphous atactic poly (propylene) by means of X-ray diffraction.54
Further, Natta
established the concepts of stereospecific polymerization which had far-reaching impact
on the progress of polymer science and technology.55, 56
The significance of this discovery
was recognized by the Nobel Prize Committee in 1963 and the committee awarded the
Nobel Prize to both Karl Ziegler and Giulio Natta for their eminent achievements. A.
Fredga commented while summarizing the work of Natta that- ‘‘Nature synthesizes many
stereoregular polymers, for example cellulose and rubber. This ability has so far been
thought to be a monopoly of Nature operating with biocatalysts known as enzymes. But
Professor Natta has broken this monopoly.’’205, 206
1.4.1. Mechanism of Polymerization with Ziegler-Natta catalyst
Amongst the various developed models and reaction mechanisms, Cossee and
Arlman’s comprehensive monometallic mechanism for Ziegler-Natta catalysis was
generally accepted and their mechanism was further supported by molecular orbital
calculations.45, 46, 207-209
According to Cossee polymerization of ethylene and 1-alkene
proceeded at the titanium centre. The reduced form of titanium is octahedral and contains
open coordination sites (□) and chloride ligands on crystallite edges. Initiation begins
after alkylation by TEA followed by formation of an active center, believed to be a
titanium alkyl (Scheme 1.12). The alkyl group migrates (rearranges) such that an open co-
ordination site moves to a crystallite edge position. The catalytic cycle starts with the side-
on π-complexation of ethylene which activates the C=C double bond. The reaction
proceeds in a concerted manner. The first step involves the insertion of the ethylene in the
Ti-alkyl bond by means of breaking of the C=C double bond. This leads to the formation a
C-Ti bond between the monomer molecule and the Ti site and a C-C bond between the
monomer and the growing chain. At the same time, the vacant site at Ti becomes free for
further complexation with another monomer molecule (Scheme 1.12).

Introduction
16
Ti C2H5
CH2=CH2
Ti
C2H5
Ti
C2H5
Ti
CH2CH2C2H5
Ti
Rp
π-complex
Transition state
n CH2=CH2
Rp = (-CH2CH2)n+1C2H5, a polymer chain
(C2H5)3 Al
Ti
Cl
Ti C2H5
Cl Al
C2H5
C2H5
δ+
δ−
-(C2H5)2 AlCl
Scheme 1.12: Alkylation and insertion of ethylene to active centre
Since Ti-C σ-bond is known to be unstable, so besides Cossee’s postulation a
different mechanism was postulated. It was suggested that the titanium alkyl become
stabilized by association with the aluminium alkyl. This postulation is known as the
"bimetallic mechanism" and essential features were originally proposed by Natta and other
workers in the early 1960s.210-214
In this bimetallic mechanism the basic steps are similar
to the Cossee-Arlman mechanism except the participation of the aluminium alkyl and the
key steps are illustrated in (Scheme 1.13). However, polymerization is still believed to
proceed by insertion of C2H4 into the Ti-C bond (rather than the Al-C bond).

Introduction
17
Ti
Cl
RCH2=CH2
Al Ti
Cl
R
Al
CH2=CH2
CH2
CH2
R
Ti
Cl
AlTi
Cl
CH3 CH2
R
Al
CH2=CH2
Scheme 1.13: Bimetallic mechanism
1.4.2. Polymerization by supported Ziegler-Natta catalyst with electron donors
The production of polyethylenes by polymerization of ethylene under normal
pressure (upto 5 MPa) and moderate temperatures (upto 900C) with Ziegler catalyst was
transferred into an industrial process in 1955 by Farbwerke Hoechst.215
In succession,
Montecatini Company started the industrial production of poly(propylene) at its Ferrara
plant in 1957.215
However, from an industrial point of view, the catalyst activities < 5 kg
PE/g (Ti) and 0.5-1 kg PP/g (cat.) and stereospecificities were so low which required
extensive purification by means of solvent extraction in order to removing colored and
corrosive catalyst residues as well as atactic poly(propylene).201, 216
The introduction of a
Lewis base (electron donor) into the antiquated catalyst system gave rise to the second-
generation catalysts with enhanced catalytic activity and stereospecificity. Yet most of the
titanium salt involved in the catalyst was left inactive as a polluting residue in the
polymer. An enormous research effort was devoted to develop a catalyst which could
fulfil all the chemical, physicochemical and environmental aspects. In the mid-1960s, ball-
milling of catalysts was introduced and resulted in increased surface area and higher
activity.217, 218
The major improvement occurred in the early 1970s with the application of
supported Ziegler-Natta catalyst.219-222
A variety of inorganic and organic compounds such

Introduction
18
as silica, alumina, carbon black and alkoxides of magnesium, manganese, iron, nickel,
cobalt, etc. were tested as supports.223-229
In British Petroleum process, the catalyst was
prepared by reducing TiCl4 with a co-catalyst (Et2AlCl) to precipitate as TiCl3 and TiCl3
was supported on silicon carbide, calcium phosphate, magnesium carbonate and sodium
carbonate. These supported catalysts performed maximum activities of 120 g PE/mmol
Ti.230
Sun Oil subsequently used γ-alumina as a support which gave an activity of 70g
PE/mmol Ti.227
Cabots’ achieved a comparable catalytic activity of 150 g PE/mmol Ti
with silica as a support.231-234
Solvay achieved a moderate success in 1963 with
Mg(OH)Cl support, which enhanced the catalytic activity 10 times higher (1100 g/
PE/mmol Ti) than the original non supported Ziegler catalyst.228, 235, 236
Their attempts
were to fix the catalyst precursor onto the solids with polar hydroxyl groups (Scheme
1.14).
Cl-M OH + M'Xn Cl-M OM'Xn-1+ HX
(M= Mg, Ca, Cd, Fe, co, Ni, Mn
M' = Ti, Sc, V etc. and Xn= halide or alkoxide)
Scheme 1.14: Fixation of transition metal compounds to solids with hydroxyl groups
In 1968, the sparking discovery of MgCl2-supported Ti based catalyst led to
the drastic improvement in productivity.237-240
Compared to conventional Ziegler-Natta
catalysts, the supported catalysts yield as high as 600-1000 kg of polymer/gm catalyst. In
the conventional process the product contains as much as 300-1700 ppm of residual metal.
Whereas this supported catalysts produce polyethylene with very low metal residue
(typically <5 ppm), obviating post-reactor treatment of polymer.241
With appropriate
electron donor in MgCl2 supported Ti catalyst, Montedison and Mitsui achieved high
activity and stereospecificity for propylene polymerization.224, 242
The outstanding success of MgCl2 is due to the same hexagonal crystal
structure as TiCl3, the nearly identical ionic radii of Mg2+
and Ti3+
and similar lattice
distances (Table1.1).237, 243
TiCl4 forms co-ordination bond on the surface of MgCl2 by

Introduction
19
donation of electron from MgCl2 to Ti4+
. The electronegativity of Mg2+
is smaller than
Ti4+
. The exchange of d electrons of Ti3+
to the π* orbital of the monomer (olefin) and π
electrons of the monomer to a vacant d orbital in Ti3+
, leading to effective accretion of
monomer insertion into the growing polymer chain.244
The coverage of the MgCl2 particle
surface with the titanium component and the conversion of this titanium component into
active sites after alkylation corresponding the Cossee /Arlman model are shown in
Table1.1: Crystallographic data for δ-MgCl2 and δ -TiCl3
Crystallographic Parametres:
δ = MgCl2 δ = TiCl3
hexagonal close packed layer structure of Cl-- ions
a = b = 3.53 Å a = b = 3.54 Å
c = 5.93 Å c = 5.86 Å
cation cordination: octahedral
Mg = Cl: 1.23 Å Ti = Cl : 1.25 Å
Mg2+ : 0.65 Å Ti4+ : 0.68 Å
Ti3+ : 0.76 Å
.
(Scheme 1.15).216, 243, 245
The reactive sites of MgCl2 are the co-ordinatively unsaturated
edges, in particular, the (1 0 0) surface with five coordinated Mg and the (1 1 0) surface
with four coordinated Mg. These two unsaturated surfaces differ in their binding abilities
due to the different coordinative saturation and steric environment. Along these two axis
(100) and (110) of MgCl2, TiCl4 can be absorbed. Thus the active sites are formed on the
surface of MgCl2. In the first step, one chlorine ligand at the titanium center is exchanged
with an alkyl group of the alkyl aluminium compound. In the next step, Ti4+
is reduced to
Ti3+
by splitting off an alkyl radical. This alkyl radical is deactivated by reaction with a
further alkyl radical. By these two reaction steps, the vacant site at the titanium center is
formed, which is necessary to complex and activate the ethylene molecule.

Introduction
20
In propylene polymerization, catalyst geometry is very important to ensure
that the methyl group in the propylene molecule is aligned in the same plane, producing
isotactic polypropylene chains. According to Busico’s model, the active sites formed on
the MgCl2 crystal surfaces; i.e. Ti3+
atoms located on the (100) cuts of MgCl2 produce
isotactic polymer, whereas isolated Ti3+
atoms on the (110) cuts produce atactic
polymer.246
It is generally accepted that a donor binds to the more reactive (110) surface
thereby affecting the stereospecificity by hindering the formation of aspecific
mononuclear Ti centers, whereas donor binding to the (100) surface likewise hinders the
formation of stereospecific dinuclear Ti centers according to Corradini’s model (Scheme
1.16).247-251
The introduction of internal ethyl benzoate (EB) predominantly adsorbs on
more acidic sites, the (110) faces, to prevent TiCI4 from forming non-stereospecific site
and converted some of the aspecific sites to highly stereospecific sites, thereby producing
polypropylene with high isotactic index (I.I.)=98%.246, 247
CH2
CH2
(100)(110)
(A)(B)
Step 1: Ti4+ Ti3+
Step2: Cl- alkyl Exchange
(A) Epitactic Fixation of TiCl4 on MgCl2 Surface
(B) Formation of active sites
Step3: Ethylene polymerization
Specific site
Non specific site
TiCl4Mg2+
Cl-
2TiCl4
Scheme 1.15: Surface topology of MgCl2-supported Titanium catalyst

Introduction
21
A great deal of effort with electron donor ethyl benzoate (EB) established the
platform of these PP production technologies.252, 253
In general, electron donors are
classified into two types, where one is an internal donor (ID) supported on the MgCl2
surface with TiCl4 during catalyst preparation and the other is an external donor (ED)
introduced with Et3Al at the start of propylene polymerization.254, 255
The addition of
(A)
Free specific site
Non specific siteblock by LB
Mg2+
Cl-
2TiCl4LB LB
LB
LB
LB LB
LB
LB
This is effect in isotacticity
Scheme 1.16: Competition between TiCl4 species and Lewis bases (LB) for the adsorption
on the lateral cuts of MgCl2
alkylaluminums (alkylation) results in the partial removal of the internal donor from the
catalyst surface.247
Therefore, external donors are needed to maintain high
stereoselectivity. The combination of dialkyl phthalate and alkoxysilane as internal and
external donor, respectively was found to be most efficient, providing 1000 times higher
activity than the TiCl3 catalysts and extremely high stereoregularity polypropylene(more
than 98% of isotactic index).256-270
However, when 1,3- diethers are used as internal
donors, they co-ordinate strongly with the (110) faces and cannot be removed by
alkylaluminums.271-278
As a consequence, Ziegler-Natta catalysts with excellent
isospecificity are obtained with diether internal donors that do not require any external
donor. The properties of the various generations of catalysts are reported in Table 1.2.

Introduction
22
Fifth generation of catalyst composed of diether is the most effective in productivity and
controlled isotacticity. Based on succinates as internal donors a new MgCl2-TiCl4 system
Table 1.2: Generations of Ziegler-Natta Catalysts for the Polymerization of Propylenea
Generation
(year)
Catalyst composition Productivity
(kgpp/g cat)
I.Ib
(%) mmmm
(%)
M̅w/M̅n
First
(1954)
δ-TiCl3.0.33AlCl3+AlEt2Cl
2–4
90–94
Second
1970
δ-TiCl3+AlEt2Cl
10–15
94–97
1968 MgCl2/ TiCl4 + AlR3 15 40 50-60
Third
1971
MgCl2/ TiCl4/benzoate +
AlR3/benzoate
15-30
95-97
90-94
8-10
Fourth
1980
MgCl2/ TiCl4/phthalate +
AlR3/silane
40-70
95-99
94-99
6.5-8
Fifth
1988
MgCl2/ TiCl4/diether +
AlR3
100-130
95-98
95-97
5-5.5
MgCl2/ TiCl4/diether +
AlR3/silane
70-100 98-99 97-99 4.5-5
Next
1999
MgCl2/ TiCl4/succinate +
AlR3/silane
40-70 95-99 95-99 10-15
aPolymerization conditions: liquid propylene, 70ºC, H2;
bIsotactic Index (I.I.)

Introduction
23
was also able to controll stereoregularity (either very high or low) of polymer with broad
MWD.279-283
Miro et al. studied different organosilicon electron donors with magnesium-
supported catalysts which provided polypropylene with reasonably broad MWDs,
desirable melt flow rates, low melting points and low decalin soluble fractions.284
Campbell and Chen reported that combination of esters or diesters of aromatic
dicarboxylic acids (ID) and aloxysilanes resulted in good catalyst activity and very good
process stability while maintaining the self-extinguishing property.285, 286
In general, most of the MgCl2-based catalysts, the content of ID depends on
the content of Ti and the ID/Ti molar ratio is normally between 0.77 and 0.82.287
The
amount of external donor, or Al/ED ratio, is an adjustable parameter to control the
stereospecificity of the promising catalyst for propylene polymerization. Recent
improvements in polypropylene catalysts can primarily be endorsed to the development of
new and more efficient electron donors.255, 288-292
The corresponding catalysts for
polyethylene in principle do not require any donor, even though electron donors can be
part of the catalyst system for the synthesis of special polymer grades. In particular, donors
tend to improve the quality of LLDPEs.293-298
However; the fixation of the active site at the
surface of MgCl2 does not necessarily means to have high mileage catalyst for olefin
polymerization. For the formation of high mileage catalyst its surface area must be very
high so as to maximize the amount and optimize the dispersion of active titanium sites and
hence the productivity of the resulting catalyst. Further, it is also essential to enable one to
shape the average particle size and particle size distribution.216
Amidst the different
preparative methods, the following routes are commonly knows to form high mileage
supported Ziegler-Natta catalyst:
• Dry milling of MgCl2 with TiCl4.253, 299-301
• Precipitation of C2H5OH soluble MgCl2 in hydrocarbon solvent and mixing
with TiCl4.300, 301
• Active MgCl2 is prepared by the reaction of dialkyl-Mg compounds with
aliphatic chlorohydrocarbon (eg. CHCl3) in a hydrocarbon diluents and
treating with TiCl4.303-305
Introduction
24
• Transformation of suspended Mg-dialkoxides with TiCl4 dissolved in
hydrocarbon followed by forming MgCl2-titanium catalyst and soluble Ti-
tetraalkoxides.306
1.4.3. Limitation of inorganic oxide supported Ziegler-Natta catalyst
Although due to several advantages of inorganic supported Ziegler-Natta
catalysts are used extensively, inorganic supports too possess certain ill effects.307, 308
One
of the major problems of these supported catalysts is that they liberate metals and
chlorides as contaminants into the polyolefin, which often alters the physical properties
and stability of the final polyolefin product. In addition, acidic inorganic supports have
reactive surfaces that can lead to catalyst deactivation. It is also essential either to calcine
the inorganic oxide support at high temperature or need chemical treatment with
appropriate reagents to remove physically adsorbed water and O2 from the surface since
they are well known in catalytic poisoning which can adversely diminish the catalytic
activity of the catalyst. Thus, a great care is required in handling and preparing inorganic
oxide supported catalysts. Moreover, inorganic oxide supports have a limited maximum
pore size which also can restrict the catalyst performance. Although large pore size
inorganic oxides are available, these materials may be friable and formed unwanted fine
particles by means of attrition.
To circumvent the above drawbacks commonly observed in inorganic oxide
supported catalysts, special attention has been devoted to immobilize the catalyst system
on organic material since it never releases any inorganic impurities into the synthesised
polymer. Polymer supported catalysts also provide the following advantages in olefin
polymerization.307- 311
• Easy to functionalize;
• No need of fastidious preparation, pre-treatment and dehydration
prior to use;
• Inert, easy to handle and non corrosive in nature;
• Adequate thermal and aero-stability;
• Available with different porosity, morphology and particle size.

Introduction
25
The presence of functional moiety in the polymer structure is the fundamental
to promote chemical bonds or well defined interactions between the catalyst precursor and
the polymer, so that the catalyst system does not release from the surface during alkylation
as well as polymerization.312
In the 1970s, Neckers and co-workers reported first example of a so-called
“polymer-protected reagent” where crosslinked polystyrene was used to form stable
complex with AlCl3.313
This catalyst is less sensitive to moisture and is stable for months
without significant change in its capacity. Neckers suggested that AlCl3 could be
stabilized by the interaction between its vacant orbital and π-electrons of benzene rings of
the hydrophobic polystyrene sheath used as a polymeric support. Polystyrene-AlCl3 (PS-
AlCl3) has found very effective in number of important applications. Thereafter,
functionalized polymers are frequently used as an alternative supports for copper, cobalt,
nickel and so many Lewis-acid catalysts.314- 320
In 1993, Ran demonstrated that the polymerization of isoprene with a
polystyrene- supported Ziegler-Natta (PS-TiCl4.Et2AlCl) catalyst gave a living-like
polymerization with productivity of 20 kg polyisoprene/ g Ti, in which both, monomer
conversion and molecular weight of the product increased linearly with polymerization
time.321
Jerico et al. has investigated ethylene polymerization with some chlorinated
organic polymer supported Ziegler-Natta catalyst.322
The catalysts showed productivity of
4 kg PE/mol Ti/ min/ bar and the viscosity average molecular weight of the PE is in
between 300-550 kg/mol. Mori and co-worker performed the similar study with a
modified-polypropylene supported Ziegler-Natta catalyst.308
They observed that yield
increased linearly as a function of polymerization time and found catalyst stability upto
100 h. Hsu et al. has prepared a Ziegler-Natta catalyst immobilized on a magnesium-
modified polymer support having carboxyl functional group which is highly active for
polymerization as well as copolymerization of olefins without substantial contamination
of the resulting products with chlorine or metal ions.323
Mteza et al. evaluated the effects of catalyst preparation condition on catalytic
activity for ethylene polymerization in slurry process with (polyethylene-gr-2-tert-butyl
amino ethyl methacrylate) supported Ziegler-Natta.324
Similarly, Sun et al. has synthesized
hybrid poly(ethylene-co-acrylic acid) supported Ziegler-Natta catalyst by different

Introduction
26
methods.325
Amongst the combinations, TiCl4/n-Bu2Mg.Et3Al/poly(ethylene-co-acrylic
acid) catalyst system performed excellent catalytic activity for ethylene polymerization.
Later on Gupta et al. anchored TiCl4 and Cp2TiCl2 on polyethersulfone (Scheme 1.17) as
a template to evaluate ethylene polymerization.326
These supported catalysts display
efficient catalytic productivity of 40-1600 kg PE/moleTi/h/bar and produced PE with
narrow polydispersity index (PDI~2.1-4.5).
S
O
O
Ti ClCl
(A)
S
O
O
TiCl
(B)
ClCl
Cl
Scheme 1.17: Polyethersulfone supported Titanium based catalyst
Ohnishi et al. has developed EPDM (ethene-propene-diene monomer)-
supported homogeneous Ziegler-Natta catalyst for the production of high molecular
weight polyethylene with narrow molecular weight distribution (PDI~ 2.2).327
Chung et al.
examined the kinetic of the gas phase ethylene polymerization over crosslinked
polystyrene supported (CH3)2Si[Ind]2ZrCl2.328
They noticed that the active sites follow the
first order deactivation and the activity is gradually decreased at high temperature resulted
from a strong dependency of the first-order decay rate constant on temperature. Kaur et al.
synthesized poly(methyl acrylate-co-1-octene) (PMO) support via Atom Transfer Radical
Polymerization (ATRP) and used it to immobilize TiCl4 with varying TiCl4/PMO weight
ratio.329
They claimed that TiCl4 was coordinated with potential Lewis base sites, such as
oxygen of carbonyl group and OCH3 group on poly(methyl acrylate- co-1-octene).
According to their finding, lower content of Ti (2.8 wt %) showed a higher activity
(productivity of 1.91 kg PE/g Ti/h and PDI~12.0) for ethylene polymerization.
Recently, Lijun et al. modified the surface of poly[styrene-co-(acrylic acid)]
(PSA) with different magnesium compounds and used to support TiCl4.330
According to

Introduction
27
XPS results, TiCl4 directly coordinated with the -COOH groups of PSA. It is noticed that
the chemical environments around Ti atoms and physical structures of the polymer-
supported catalysts are the governing criteria on catalytic performance. Jinhua et al.
produced porous polyethylene with nanofiber structure (diameter in the range of 20-80
nm) with CH3MgCl modified cyano-functionalised porous polymer supported Ziegler-
Natta catalyst (productivity of 100-200 g PE/mmol Ti/ h / atm) (Scheme 1.18).331
Scheme 1.18: The growth of nanofiber structure by porous polymer supported catalyst.
As a result various kinds of functional polymers have been employed as
support immobilizing the catalyst precursor for olefin polymerization.332-339
1.5. Polymerization Process
To polymerize ethylene in commercial scale utilizes four types of process:
high-pressure, solution-phase, gas-phase, and slurry-phase. Each process is able to
produce polyethylene with different physical properties.
1.5.1. High-Pressure Process
Amongst industrial processes for production of polyethylene, this process is
the oldest one for production of low-density polyethylene by free radical polymerization
under the most severe conditions. The polymerization is conducted in a thick-walled
autoclave or tubular reactor, typically employing at pressures of 1000-3000 bar and a
Introduction
28
temperature of 150-300 °C and is initiated by oxygen or more commonly peroxide.340
At
such high temperatures and pressure, polymerization of ethylene occurs in "solution" of
polymer in excess monomer without additional diluents. The product particles precipitate
from excess monomer when the reaction mixture becomes cool with exceptional clarity,
having no catalyst residues and low volatile organic contents (VOCs). Another advantage
of this process is the ability to copolymerize a variety of polar functional monomers to
produce interesting resins such as poly(ethylene-co-vinyl acetate) (EVA). Depending upon
the design of reactor LDPE resins contain both long- and short-chain branches. At the end
of 1960 Exxon Mobil has produced LDPE with high pressure processes.341
In high pressure process, safety is the key consideration to handle the
hazardous organic peroxide. Another severe concern is the possibility of ethylene
decomposition within the reactor which may generate catastrophic explosions.
1.5.2. Solution Process
In 1960, DuPont, Canada (now Nova) commercialized solution polymerization
process for polymerization of olefin with titanium and vanadium based Ziegler-Natta
catalysts.342
Later, Dow also developed highly successful solution processes for ethylene
polymerization.
Solution processes are carried out at temperature 130-250 ºC and pressures of
500-5000 psi sufficient to keep the polymer in solvent typically cyclohexane or C8
aliphatic hydrocarbon.340,341
Under such conditions, polymerization becomes
homogeneous since temperatures are well above the melting range of polyethylene. In
general the process is running in a continuous stirred tank reactor (CSTR). The main
advantages of this process are capable of producing polyethylene in the density range of
0.86-0.96 g/cm3, in particular, LLDPE, VLDPE, ultra-low-density polyethylene (ULDPE),
EPDM with wide range of molecular weight distribution and short residence times (1-10
min) lead to rapid grade transitions comparing to the other metal-catalyzed processes. The
significant snag of this process is high-energy consumption since after polymerization the
hot polymer solution is discharged from the reactor followed by vaporising and recycling
the solvent, hence a cost disadvantage.

Introduction
29
1.5.3. Gas phase polymerization
Gas phase ethylene polymerizations are typically conducted either a
mechanically stirred or fluidized bed as the polymerization zone at pressures of 20-30 bar
and temperatures of 80-110 °C.340-343
Ziegler-Natta catalysts are the predominant catalyst
for this process. Gas phase process was developed originally by Union Carbide (now
Dow) and later by Naphtachimie (now INEOS) which are commonly known as Unipol
and Innovene processes, respectively.344,345
The significant advantages are low-energy
consumption, no need of solvent and no mass transfer limitation.346,347
During
polymerization gas-solid phase exist only. Therefore, there is no solubility concern for
monomer, co-monomer and polymer during the polymerization. In this process PE, having
a density range of 0.91-0.97 g/cm3 can be produced. These advantages make convenient to
use in commercial production of wide range of polyethylene with different densities and
melt flow indexes (MFI).
1.5.4. Slurry / Suspension Process
In slurry process polymerization is typically conducted at temperatures around
70-90 °C and pressures of 2-24 bar with an aliphatic hydrocarbon (hexanes, propane,
isobutane etc.) as a diluent.348
It is essential that the diluents should be inert towards the
catalyst system. In 1955, Hoechst in Germany received the first licence for producing low
pressure polyethylene with Ziegler catalyst in slurry process at low pressure which was
improved over the years and known as Hostalen process.349
A simplified process flow
diagram for the Hostalen slurry process is shown in (Scheme 1.19).350
The Hostalen
process consists of two continuous stirred-tank reactors (CSTR). Depending on required
polymer grade the reactors are operated in parallel or in series. Cooling jackets are fitted
to remove the heat of polymerization otherwise, “hot” spots may form leading to a
softening of the polymer. Likewise the growths of particles are also suspended in the
“inert” solvent. Thus slurry polymerization process can be controlled by mass transfer
limitations by means of gas-solvent, solvent-particle and intra-particle phases. The
Hostalen process can be designed to produce either unimodal (broad or narrow molecular
weight distribution polymer) or bimodal polymer by using Ziegler-Natta catalysts. Slurry
process can be adopted in loop reactors (Phillips or horizontal stirred tank reactors) to

Introduction
30
produce high performance polyolefin.342
In comparison with gas phase polymerization
slurry process is relatively expensive. This process needs separation of product from the
slurry by the removal of solvent (C5-C8 hydrocarbon) via centrifugation or other
techniques and subsequently recycling the solvent. Even though the slurry process still
remain the significant demand in the market for olefin polymerization due to the
• very efficient heat removal, • wide co-monomer range,
• mild operating conditions and • relatively easier for handling.
Slurry processes are able to produce high density polyethylene with a density
range between 0.93-0.97 g/cm3.
Scheme 1.19: Slurry ethylene polymerization (Hostalen processes)
1.6. Nomenclature and application of polyethylene (PE)
The Society of the Plastics Industry (SPI) classified three main categories of
polyethylene based on the polymer architecture and the density of packing: high density
polyethylene (HDPE; few short or no branches), linear low density polyethylene (LLDPE;
many equal short branches) and low density polyethylene (LDPE; various branches on
branches).38, 342, 351
The generic architecture of LDPE, LLDPE, and HDPE are illustrated

Introduction
31
in (Scheme 1.20). However, recent advances in the area of catalysts further subdivided to
numerous subsets, most notably ultra-high molecular weight polyethylene (UHMWPE)
and very-low density polyethylene (VLDPE).352
The mechanical properties of PE depend
significantly on variables such as the extent and type of branching, the crystal structure
Scheme 1.20: Chain structures of polyethylene (a) HDPE (b) LLDPE and (c) HDPE
and the molecular weight (Table 1.3).353, 354
Polyethylene can be used in wide range of
applications starting from plastic bags to high strength fiber.
HDPEs are used in the area of high-performance pipes, since these materials
need to satisfy a number of severe specifications in terms of stiffness, impact strength, and
especially, short- and long-term ESCR and creep resistance (Figure 1.4). HDPE is also
used for cell liners in subtitle D sanitary landfills, wherein large sheets of HDPE are either
extrusion or wedge welded to form a homogeneous chemical-resistant barrier, with the
intention of preventing the pollution of soil and groundwater by the liquid constituents of
solid waste. In addition, HDPE is largely used wood plastic composites and composite
wood. Milk bottles and other hollow goods are manufactured with HDPE as well as in
packaging. Where as Ultra-high-molecular-weight polyethylene (UHMWPE) also known
as high-performance polyethylene (HPPE) are used in highly demanding applications due
to its outstanding physical and mechanical properties such as high abrasion resistance,
high impact strength, extremely low moisture absorption, good corrosion and chemical

Introduction
32
resistance, resistance to cyclic fatigue, and resistance to radiation. UHMWPE is applied in
artificial implant (Figure 1.5) materials eg. hip and knee joint prostheses.
Table 1.3: General properties of different polyethylene
Property LDPE LLDPE HDPE UHMWPE
Density (g/cm3) 0.91-0.93 0.90-0.92 0.94-0.97 0.93
Elongation at break (%) 100-700 200-1200 100-1000 300
Flexural modulus (MPa) 415-795 248-365 689-1654 _
Tensile Strength (MPa) 6.9-17.2 14-21 18-30 34.5
Melting Temperature (ºC) 106-112 100-126 130-136 132-135
Hardness (Shore D) 45-60 41-53 60-70 _
Figure 1.4: HDPE used in (a) container, (b) car shade and (c) pipe lines
UHMWPE fibers are also used in personal and vehicle armor, cut-resistant gloves, bow
strings, climbing equipment, fishing line, spear lines for spearguns, high-performance
sails, suspension lines on sport parachutes and paragliders, rigging in yachting, kites, and
kites lines for kites sports.
Introduction
33
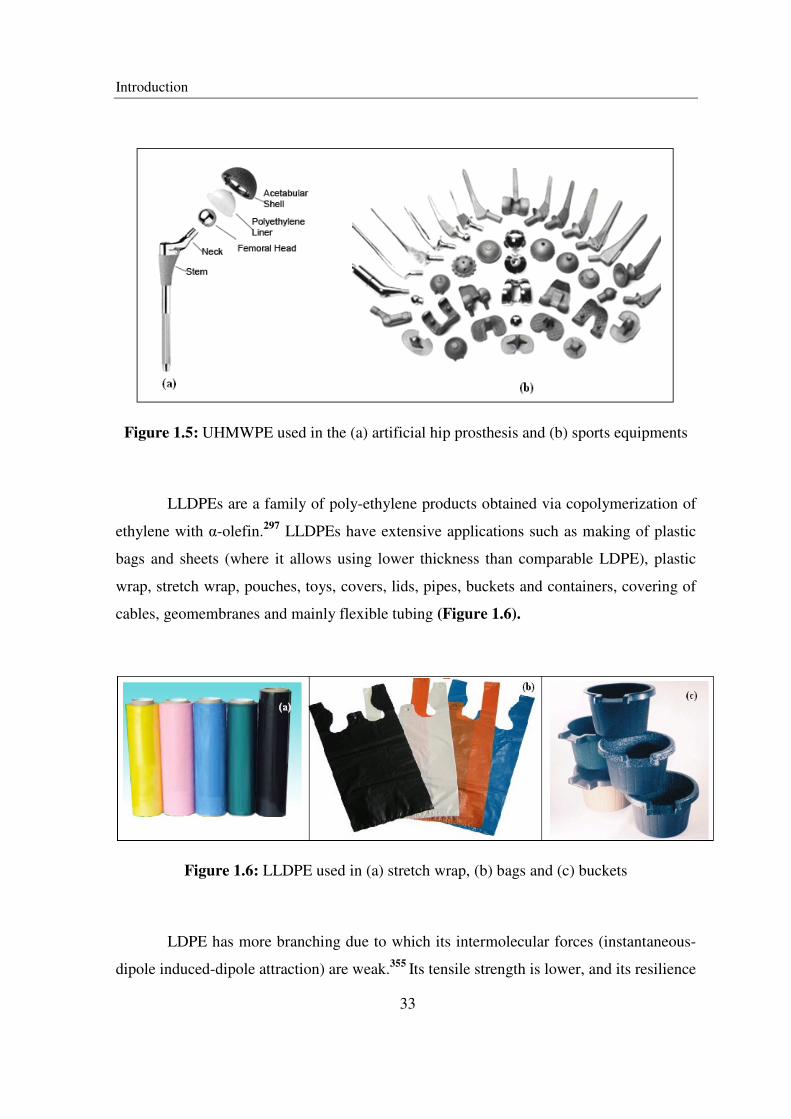
Figure 1.5: UHMWPE used in the (a) artificial hip prosthesis and (b) sports equipments
LLDPEs are a family of poly-ethylene products obtained via copolymerization of
ethylene with α-olefin.297
LLDPEs have extensive applications such as making of plastic
bags and sheets (where it allows using lower thickness than comparable LDPE), plastic
wrap, stretch wrap, pouches, toys, covers, lids, pipes, buckets and containers, covering of
cables, geomembranes and mainly flexible tubing (Figure 1.6).
Figure 1.6: LLDPE used in (a) stretch wrap, (b) bags and (c) buckets
LDPE has more branching due to which its intermolecular forces (instantaneous-
dipole induced-dipole attraction) are weak.355
Its tensile strength is lower, and its resilience

Introduction
34
is higher. LDPE is mainly used in plastics bags. This grade of polymer also used for
manufacturing various containers, dispensing bottles, wash bottles, tubing, plastic bags for
computer components, playground slides, plastic wraps and various molded laboratory
equipment. VLDPE is mainly used in food packaging due to high barrier property.
1.7. Objective of the present investigation
Inorganic oxide supported Ziegler- Natta catalysts have a significant demand in
the production of polyolefins. Unfortunately, they possessed certain drawbacks. They
introduce metal and chlorides as contaminants into the polyolefin which often alters the
physical properties and stability of polyolefins. To eliminate the drawbacks of inorganic
oxide supports, different polymers have been utilized as an alternative support for Ziegler-
Natta catalyst. In the present thesis, a considerable effort has been devoted to synthesize
some polymer supported Ziegler-Natta catalysts by immobilizing TiCl4 onto the backbone
of the functional polymer. All the synthesised polymer supported catalysts have been
utilized for ethylene polymerization at 1 atmospheric pressure and 40-50 ºC temperature.
The following objectives have been set for the thesis:
• Synthesis of polymer supports like polystyrene, poly(amic-acid), melamine
formaldehyde, poly(styrene-co-methyl methacrylate) and their characterization
with FT-IR, SEM, XRD and TGA.
• Immobilization of TiCl4 onto the backbone of solid polymer particles and their
characterization with XPS, UV-visible spectroscopy, FT-IR, SEM-EDX, XRD and
TGA.
• Evaluation of catalytic activity of polymer supported-TiCl4 adducts for ethylene
polymerization.
• Optimization of the Ti content of the supported catalysts.
• Characterization of the resulting polyethylene with GPC, MFI, FT-IR and DSC.

Introduction
35
References
1. Stevens, M. P. Polymer chemistry: An introduction (2nd edition), Oxford University
Press, New York, 1990.
2. Fried, J. R. Polymer science and technology, Prentice Hall PTR, New York , 1995.
3. Flory, P. J. Principle of polymer chemistry, Cornell University Press, New York,
1953.
4. Carothers, W. H. J. Am. Chem. Soc. 51 (8), 2548-2559, 1929.
5. Staudinger, H. Ber. Deut. Chem. Ges. 53 (6), 1073–1085, 1920.
6. Dias, M. L., et al. Appl. Catal. A: Gen. 403 (1–2) 48–57, 2011.
7. Zhang, H. X., et al. J. Appl. Polym. Sci. 120 (1), 101–108, 2011.
8. Mortazavi, M., et al., J. Appl. Polym. Sci. 122 (3), 1838–1846, 2011.
9. Makio, H. et al. Chem. Rev. 111 (3), 2363–2449, 2011.
10. Galli, P., & Vecellio, G. J. Polym. Sci., Part A: Polym. Chem. 42 (3), 396–415, 2004.
11. Dashti, A., et al. Polym. Int. 58 (1), 40–45, 2009.
12. Forte, C., et al. J. Polym. Sci., Part A: Polym. Chem. 49 (15), 3338–3345, 2011.
13. Bielawski, C. W. Et al. Science 297 (5589), 2041-2044, 2002.
14. http://www.plastemart.com/Plastic-Technical-
Article.asp?LiteratureID=1407&Paper=Global-Polyethylene-consumption-demand-
2008-decline-4percent, (accessed on 10 July, 2012).
15. http://www.gbiresearch.com/Report.aspx?ID=Light-Olefins-Asia-Pacific-Market-to-
2020-Asia-Pacific-Dominance-Maintained-as-China-to-Become-Global-Leader-by-
2015&ReportType=Industry_Report&Title=Chemicals, (accessed on 2 June, 2012).
16. Source: CMAI 2010, LyondellBasell.
17. Pechmann, H.V. Ber. Dtsch. Chem. Ges. 31 (3), 2950–2951, 1898.
18. Lind, S. C., & Glockler, G. J. Am. Chem. Soc. 51 (9), 2811-2822, 1929.
19. Friedrich, M. E. P., & Marvel, C. S. J. Am. Chem. Soc. 52 (1), 376-384, 1930.
20. Carothers, W. H., et al. J. Am. Chem. Soc. 52 (12), 5279-5288, 1930.
21. Fawcett, E. W., Gibson, R. O., Perrin, M. W., Paton, J. G. and Williams, E. G. GB
Patent No 471590, September 6, 1937.
22. http://pubs.rsc.org/en/content/articlepdf/1934/jr/jr9340000386?page=search,
(accessed on 12 March, 2012).

Introduction
36
23. Hopff, H., Goebel, S. and Rautenstrauch, C. W. US Patent No. 2342400, February
22, 1944.
24. Roedel, M. J. US Patent No. 2409996, October 22, 1946.
25. Roedel, M. J. US Patent No. 2519791, August 22, 1950.
26. Peterson, M. D. US Patent No. 2425638, August 12, 1947.
27. Peterson, M. D. US Patent No. 2391920, January 1, 1946.
28. Sargent, D. E. and Hanford, W. E. US Patent No. 2467234, April 12, 1949.
29. Larson, A. T. US Patent No. 2396920, March 19, 1946.
30. Larson, A. T. US Patent No. 2414311, January 14, 1947.
31. DuPont, GB Patent No. 579882, August 20, 1946.
32. DuPont, GB Patent No. 579881, August 20, 1946.
33. Winding, C. C. Ind. Eng. Chem. 43 (9), 1997-2006, 1998.
34. Hogan, J. P., et al. Ind. Eng. Chem. 47 (4), 752-757, 1955.
35. Hogan, J. P. J. Polym. Sci., Part A: Poly. Chem. 8 (9), 2637–2652, 1970.
36. Clark, A. et al. Ind. Eng. Chem. 48 (7) 1152-1156, 1956.
37. Sailors H. R., & Hogan, J. P. J. Macromol. Sci., Part A: Chem. 15 (7), 1377-1402,
1981.
38. Wong, J.X., et al. Sains Malays. 40 (7), 771–779, 2011.
39. Barzan, C., et al. Phys. Chem. Chem. Phys. 14 (7), 2239–2245, 2012.
40. Jones, R.V., & Boeke, P. J. Ind. Eng. Chem. 48 (7), 1155-1161, 1956.
41. McDaniel, M. P. Adv. Catal. 33, 47-97, 1985.
42. Bordiga, S., et al. J. Mol. Catal. A: Chem. 204–205, 527–534, 2003.
43. McGuinness, D. S., et al. Organometallics 29 (22), 6111–6116, 2010.
44. Groppo, E., et al. Chem. Rev. 105 (1) 115-183, 2005.
45. Cossee, P. J.Catal. 3 (1), 80-88, 1964.
46. Arlman, E.J. J. Catal. 3 (1), 89–98, 1964.
47. Ivin, K.J., et al. J. Chem. Soc., Chem. Commun. (14), 604-606, 1978.
48. Green, M. L.H. Pure & Appl. Chem. 50 (1), 27-35, 1978.
49. Rebenstorf, B., & Larsson, R. J. Mol. Catal. 11(2–3), 247–256, 1981.
50. Espelid, Ø., & Børve, K. J. J. Catal. 206 (2), 331–338, 2002.
51. Ziegler, K., et al. Angew. Chem. 67 (19-20), 541–547, 1955.

Introduction
37
52. Masuda, T., et al. In Catalysis in Precision Polymerization, Kobayashi, S., ed. John
Wiley & Sons, Chichester, 1997, 18–54.
53. Ziegler, K., Breil, H., Holzkamp, E. and Martin, H. US Patent No. 3574138, April 6,
1971.
54. Natta, G., et al. J. Am. Chem. Soc. 77 (6), 1708-1710, 1955.
55. Natta, G. Angew. Chem. 68 (12), 393-403, 1956.
56. Natta, G. Angew. Chem. 76 (13), 553-566, 1964.
57. Breslow, D. S., & Newburg, N. R. J. Am. Chem. Soc. 79 (18), 5072-5073, 1957.
58. Natta, G., et al. Chim. Ind. (Milan) 39, 1032-1035, 1957.
59. Piccolrovazzi, N., et al. Organometallics 9 (12), 3098-3105, 1990.
60. Bianchini, C., et al. Coord. Chem. Rev. 250 (11-12), 1391–1418, 2006.
61. Kaminsky, W. Macromolecules 45 (8), 3289−3297, 2012.
62. Kaminsky, W. J. Chem. Soc., Dalton Trans.1413–1418, 1998.
63. Alt, H. G. J. Chem. Soc., Dalton Trans. 1703–1709, 1999.
64. Sinn, H. W., Kaminsky, Volmer, H. C. And Woldt, R. O. H. H. US Patent No.
4404344, September 13, 1983.
65. Sinn, H., et al. Angew. Chem. Int. Ed. 19 (5), 390–392, 1980.
66. Kaminsky, W., et al. Angew. Chem. Int. Ed. 15 (10), 629–630, 1976.
67. Kaminsky, W., & Steiger, R. Polyhedron 7 (22-23), 2375-2381, 1988.
68. Reddy, S. S., & Sivaram, S. Prog. Polym. Sci. 20 (2), 309-367, 1995.
69. Kaminsky, W., et al. Macromol. Rapid Commun. 4 (6), 417–421, 1983.
70. Hamielec, A. E., & Soares, J. B. P. Prog. Polym. Sci. 21 (4), 651-706, 1996.
71. Chien, J. C. W., & Wang, B. P. J. Polym. Sci., Part A: Polym. Chem. 26 (11), 3089–
3102, 1988.
72. Chien, J. C. W., & He, D. J. Polym. Sci., Part A: Polym. Chem. 29 (11), 1603–1607,
1991.
73. Kaminsky, W. Macromol. Symp. 97 (1), 79–89, 1995.
74. Hlatky, G. G. Chem. Rev. 100 (4), 1347-1376, 2000.
75. Jiingling, S., et al. J. Organomet.Chem. 460 (2), 191-195, 1993.
76. Andresen, A., et al. Angew. Chem. Int. Ed. 15 (10), 630–632, 1976.
77. Sinn,H., & Kaminsky, W. Adv. Organomet. Chem. 18, 99–149, 1980.
78. Lauher, J. W., & Hoffmann, R. J. Am. Chem. Soc. 98 (7), 1729-1742, 1976.

Introduction
38
79. Wild, F. R.W.P., et al. J. Organomet. Chem. 288 (1), 63-61, 1985.
80. Wild, F. R.W.P., et al. J. Organomet. Chem. 232 (1), 233-247, 1982.
81. Beck, S., et al. J. Mol. Catal. A: Chem. 111 (1-2), 67-79, 1996.
82. Kaminsky, W. Catal. Today 62 (1), 23–34, 2000.
83. Soga, K., & Kaminaka, M. Macromol. Chem. Phys. 194 (6), 1745–1755, 1993.
84. Santos, L. S., & Metzger, J. O. Angew. Chem. Int. Ed. 45 (28), 977 –981, 2006.
85. Kaminsky, W. Pure & Appl. Chem. 70 (6), 1229-1233, 1998.
86. Kaminsky, W., et al. Macromol. Symp. 47 (1), 83–93, 1991.
87. Foster, P., et al. Organometallics 15 (23), 4951-4953, 1996.
88. Kaminsky, W., et al. J. Organomet. Chem. 684 (1-2), 200-205, 2003.
89. Shi, X. C., & Jin, G. X. Dalton Trans. 40, 11914-11919, 2011.
90. Kaminsky, W., & Laban, A. Appl. Catal., A 222 (1–2), 47–61, 2001.
91. Flores, J. C., et al. Organometallics 15 (23), 4945-4950, 1996.
92. Llinas, G. H., et al. Organometallics 12 (4), 1283-1288, 1993.
93. Chien, J. C. W., et al. J . Am. Chem. Soc. 113 (22), 8570-8571, 1991.
94. Thomas, E. J., et al. Organometallics 19 (26), 5744-5749, 2000.
95. Chien, J. C. W. J. Phys. Chem. 67 (11), 2477-2481, 1963.
96. Babu, G. N., et al. Macromolecules 25 (26), 7400-7402, 1992.
97. Chien, J. C. W., et al. Macromolecules 26 (12), 3239-3240, 1993.
98. Flores, J. C., et al. Macromolecules 29 (25), 8030-8035, 1996.
99. Esteb, J. J., et al. J. Organomet. Chem. 688 (1-2), 153-160, 2003.
100. Nifant’ev, I. E., et al. Macromol. Chem. Phys. 205 (17), 2275–2291, 2004.
101. Rosa, C. D., et al. J. Am. Chem. Soc. 126 (51), 17040-17049, 2004.
102. Rieger, B., et al. Organometallics 13 (2), 647-653, 1994.
103. Kruger, C., et al. J. Organomet. Chem. 452 (1-2), 79-86, 1993.
104. Mortazavi, M., et al. J. Appl. Polym. Sci. 122 (3), 1838–1846, 2011.
105. Kaminsky, W. Macromol. Chem. Phys. 197 (12), 3907–3945, 1996.
106. Kaminsky, W., et al. Macromol. Symp. 159 (1), 9–17, 2000.
107. Flores, J. C., et al. Organometallics 14 (4), 2106-2108, 1996.
108. Blais, M. S., et al. Organometallics 17 (17), 3775-3783, 1998.
109. Thoas, E. J., et al. Organometallics 18 (8), 1439-1443, 1999.
110. Herzog, T. A., et al. J. Am. Chem. Soc. 118 (47), 11988-11989, 1996.

Introduction
39
111. Gauthier, W. J., et al. Macromolecules 28 (11), 3771-3778, 1995.
112. Gauthier, W. J., & Collins, S. Macromolecules 28 (11), 3779-3786, 1995.
113. Bravakis, A. M., et al. Macromolecules 31 (4), 1000-1009, 1998.
114. Kaminsky, W., et al. Angew. Chem. 97 (6), 507–508, 1985.
115. Lohrenz, J. C.W., et al. J. Organomet. Chem. 497 (1-2), 91-104, 1995.
116. Kaminsky, W., & Friedanck, F. Macromol. Symp. 183 (1), 89–94, 2002.
117. Spaleck, W., et al. Organometallics 13 (3), 954-963, 1994.
118. Ewen, J. A., et al. J. Am. Chem. Soc. 110 (18), 6255-6256, 1988.
119. Resconi, L., et al. Chem. Rev. 100 (4), 1253-1345, 2000.
120. Lovinger, A. J., et al. Macromolecules 27 (22), 6603-6611, 1994.
121. Rosa, C. D., et al. Macromolecules 31 (18), 6206-6210, 1998.
122. Arnold, J. R., et al. Polymer 35 (9), 1884–1895, 1994.
123. Grisi, F., et al. J. Mol. Catal. A: Chem. 140 (3), 225–233, 1999.
124. Mallin, D. T., et al. J . Am. Chem. Soc. 112 (5), 2030-2031, 1990.
125. Chien, J. C. W., et al. J. Am. Chem. Soc. 113 (22),8569-8570, 1991.
126. Thomas, E. J., et al. Organometallics 19 (20), 4077-4083, 2000.
127. Llinas, G. H., et al. Macromolecules 25 (4), 1242-1253, 1992.
128. Ewen, J. A., et al. Macromol. Symp. 48 (1) 253–295, 1991.
129. Calderon, N. Acc. Chem. Res. 5 (4), 127-132, 1972.
130. Calderon, N., et al. Tetrahedron Lett. 8 (34), 3327-3329, 1967.
131. Furstner, A. Angew. Chem. Int. Ed. 39 (17), 3012-3043, 2000.
132. Smith, A. B., et al. J. Am. Chem. Soc. 123 (5), 990-991, 2001.
133. Wang, X., & Porco, J. A. J. Am. Chem. Soc. 125 (20), 6040-6041, 2003.
134. Trnka, T. M., & Grubbs, R. H. Acc. Chem. Res. 34 (1), 18-29, 2001.
135. Hérisson, P. J. L., & Chauvin, Y. Makromol. Chem. 141 (1), 161- 167, 1971.
136. Chauvin, Y., et al. Makromol. Chem. 177 (9), 2637–2646, 1976.
137. Katz, T. J., & McCinnis, J. J. Am. Chem. Soc. 99 (6), 1903-1912, 1977.
138. Grubbs, R. H., et al. J. Am. Chem. Soc. 98 (12), 3478-3483, 1976.
139. Katz, T. J., & McCinnis, J. J. J. Am. Chem. Soc. 97 (6), 1592-1594, 1975.
140. Astruc, D. New J. Chem. 29 (1), 42-56, 2005.
141. Grubbs, R. H., & Brunck, T. K. J. Am. Chem. Soc. 94 (7), 2538-2540, 1972.
142. Novak, B. M., & Grubbs, R. H. J. Am. Chem. Soc. 110 (3), 960-961, 1988.

Introduction
40
143. Nguyen, S. T., et al. J. Am. Chem. Soc. 114 (10), 3974-3975, 1992.
144. Sanford, M. S., et al. J. Am. Chem. Soc. 123 (27), 6543-6554, 2001.
145. Keitz, B. K., et al. J. Am. Chem. Soc. 133 (28), 11006–11006, 2011.
146. Grubbs, R. H., & Miyashita, A. J. Am. Chem. Soc. 100 (23), 7416-7418, 1978.
147. Liu, P., et al. J. Am. Chem.Soc. 134 (3), 1464−1467, 2012.
148. Mathew, J., & Suresh, C. H. Organometallics 30 (6), 1438–1444, 2011.
149. Schwab, P., et al. J. Am. Chem. Soc. 118 (1), 100-110, 1996.
150. Coates, G. W., & Grubbs, R. H. J. Am. Chem. Soc. 118 (1), 229-230, 1996.
151. Schwab, P., et al. Angew. Chem. Int. Ed. 34 (18), 2039–2041, 1995.
152. Keitz, B. K., et al. J. Am. Chem.Soc. 134 (4), 2040−2043, 2012.
153. Keitz, B. K., et al. J. Am. Chem.Soc. 134 (1), 693−699, 2012.
154. Xia, Y., et al. J. Am. Chem. Soc. 133 (49), 19953–19959, 2011.
155. Keitz, B. K., et al. J. Am. Chem. Soc. 133 (25), 9686–9688, 2011.
156. Thomas, R. M., et al. J. Am. Chem. Soc. 133 (19), 7490–7496, 2011.
157. Wenze, A. G., et al. J. Am. Chem. Soc. 133 (16), 6429–6439, 2011.
158. Boydston, A. J., et al. J. Am. Chem. Soc. 131 (15), 5388–5389, 2009.
159. Xia, Y., et al. J. Am. Chem. Soc. 131 (7), 2670–2677, 2009.
160. Hilf, S., et al. J. Am. Chem. Soc. 130 (33), 11040–11048, 2008.
161. Gorodetskaya, I. A., et al. J. Am. Chem. Soc. 129 (42), 12672-12673, 2007.
162. Hou, H., et al. J. Am. Chem. Soc. 128 (48), 15358-15359, 2006.
163. Hong, S. H., & Grubbs, R. H. J. Am. Chem. Soc. 128 (11), 3508-3509, 2006.
164. Funk, T. W., et al. J. Am. Chem. Soc. 128 (6), 1840-1846, 2006.
165. Dias, E. L., et al. J. Am. Chem. Soc. 119 (17), 3887-3897, 1997.
166. Scholl, M., et al. Tetrahedron Lett. 40 (12), 2247-2250, 1999.
167. Sworen, J. C., et al. J. Am. Chem. Soc. 125 (8), 2228-2240, 2003.
168. Lysenko, Z., et al. J. Organomet. Chem. 691 (24-25), 5197–5203, 2006.
169. Momcilovic, N., et al. J. Am. Chem. Soc. 133 (47), 19087–19089, 2011.
170. Murdzek, J. S., & Schrock, R. R. Organometallics 6 (6), 1373-1374, 1987.
171. Schrock, R. R., et al. J. Mol. Catal. 46, (1-3), 243–253, 1988.
172. Schrock, R. R., et al. J. Am. Chem. Soc. 112 (10), 3875-3886, 1990.
173. Bazan, G. C., et al. J. Am. Chem. Soc. 113 (18), 6899-6907, 1991.
174. Yu, M., et al. J. Am. Chem. Soc. 134 (5), 2788−2799, 2012.

Introduction
41
175. Peryshkov, D. V., et al. J. Am. Chem. Soc. 133 (51), 20754-20757, 2011.
176. Scheibitz, B., et al. Macromolecules 42 (10), 3493-3499, 2009.
177. Flook, M. M., et al. J. Am. Chem. Soc. 133 (6), 1784–1786, 2011.
178. Meek, S. J., et al. J. Am. Chem. Soc. 131 (45), 16407–16409, 2009.
179. Scriban, C., et al. J. Am. Chem. Soc. 131 (37), 13441–13452, 2009.
180. Singh, O. M. J. Sci. Ind. Res. 65 (7), 957-965, 2006.
181. Kawai, T., et al. J. Mol. Catal. A: Chem. 190 (1-2), 33–43, 2002.
182. Dutta, S., et al. Langmuir 22 (5), 2146-2155, 2006.
183. Choi, T. L., & Grubbs, R. H. Chem. Commun. (24) 2648–2649, 2001.
184. Lee, C. W., et al. J. Am. Chem. Soc. 124 (13), 3224-3225, 2002.
185. Choi, T. L., et al. Angew. Chem. Int. Ed. 41 (20), 3839-3841, 2002.
186. Bielawski, C. W., et al. Science 297 (5589), 2041-2044, 2002.
187. Voit, B. J. Polym. Sci., Part A: Polym. Chem. 38 (14), 2505-2525, 2000.
188. Astruc, D., & Chardac, F. Chem. Rev. 101 (9), 2991-3023, 2001.
189. Gorodetskaya, I. A., et al. J. Am. Chem. Soc. 129 (42), 12672-12673, 2007.
190. Gerber, L. C. H., et al. J. Am. Chem. Soc. 133 (45), 18142–18144, 2011.
191. Marinescu, S. C., et al. J. Am. Chem. Soc. 133 (30), 11512–11514, 2011.
192. Jiang, A. J., et al. J. Am. Chem. Soc. 131 (46), 16630–16631, 2009.
193. Lee, Y. J., et al. J. Am. Chem. Soc. 131 (30), 10652–10661, 2009.
194. Keitz, B. K. et al. J. Am. Chem. Soc. 134 (4), 2040−2043, 2012.
195. Keitz, B. K. et al. J. Am. Chem. Soc. 134 (1), 693−699, 2012.
196. Thomas, R. M., et al. Organometallics 30 (24), 6713−6717, 2011.
197. Xiaoheng, Z. et al. Chin. J. Chem. Eng. 19 (1), 52-56, 2011.
198. Ziegler, K., et al. Angew. Chem. 67 (16), 426, 1955.
199. Ziegler, K., Breil, H., Holzkamp, E. and Martin, H. German Patent No. DE
973626, November 17, 1953.
200. http://130.237.143.81/nobel_prizes/chemistry/laureates/1963/ziegler-lecture.pdf
(accessed on 11 April, 2011).
201. Weissermel, K., et al. J. Polym. Sci.: Polym. Symp. 51 (1), 187–196, 1975.
202. Ziegler, K. Angew. Chem. 68 (23), 721–729, 1956.
203. Ziegler, K. Adv. Organomet. Chem. 6, 1–17, 1968.
204. Natta, G., et al. J. Am. Chem. Soc.77 (6), 1708-1710, 1955.

Introduction
42
205. http://www.nobelprize.org/nobel_prizes/chemistry/laureates/1963/press.html
(accessed on 11 June, 2012).
206. Corradini, P., et al. Acc. Chem. Res. 37 (4), 231-241, 2004.
207. Arlman, E.J., & Cossee, P. J. Catal. 3 (1), 99–104, 1964.
208. Martinsky, C., & Minot, C. Surf. Sci. 467 (1-3), 152–168, 2000.
209. Cavallo, L., et al. J. Am. Chem. Soc. 120 (10), 2428-2436, 1998.
210. Natta, G. J. Inorg. Nucl. Chem. 8, 589-611, 1958.
211. Natta, G., et al. J. Am. Chem. Soc. 79 (11), 2975-2976, 1957.
212. Natta, G. Angew. Chem. 76 (13), 553–566, 1964.
213. Natta, G., et al. J. Am. Chem. Soc. 80 (3), 755-756, 1958.
214. Natta, G., et al. J. Polym. Sci. 26 (112), 120–123, 1957.
215. Sailors, H. R., & Hogan, J. P. J. Macromol. Sci. Chem. 15 (7), 1377-1402, 1981.
216. Bohm, L. L. Macromol. Symp. 173 (1), 53–63, 2001.
217. Tornqvist, E. and Langer, A. W. US Patent No. 3130003, April 21, 1964.
218. Luciani, L. and Corsi, G. US Patent No. 3451768, June 24, 1969.
219. Paolo, G. and Ermanno, S. German Patent No. DE 2000586, July 16, 1970.
220. Norio, K. and Tadaichi, T. German Patent No. DE 1939074, February 26, 1970.
221. Montecatini. Br. Patent No. 1288 594, July 12, 1972.
222. Mayr, A., Galli, P., Susa, E., Drusco, G. D. and Giachetti, E. U.S. Patent No.
4,298,718, November 3, 1981.
223. Delbouille, A. and Derroitte, J. L. U.S. Patent No. 3984389, October 5, 1976.
224. Gianni, U., Albizzati, S. Parodi, S. and Pirinoli, F. U.S. Patent No. 4124532,
November 7, 1978.
225. Cao, X., & Feng, L. Eur. Polym. J. 36 (10), 2243-2251, 2000.
226. Czaja, K. Polymer 41 (11), 3937–3943, 2000.
227. Thomas, C. L. and Pa., S. U.S. Patent No. 3153634, October 20, 1964.
228. Diedrich, B. and Keil, K. D. U.S. Patent No. 3644318, February 22, 1972.
229. Schwab, J., Zehner, A., Kratochvil, E. and Walter, F. U.S. Patent No. 3752449,
August 14, 1973.
230. Waldemar, L.N. and Yusuf, W. D. GB Patent No. 841822, July 20, 1960.
231. Orzechowski, A. and Mackenzie, J. C. U.S. Patent No. 3166542, January 19, 1965.
232. Orzechowski, A. and Mackenzie, J. C. U.S. Patent No. 3166544, January 19, 1965.

Introduction
43
233. Aftandilian, V. D. U.S. Patent No. 3285891, November 15, 1966.
234. Orzechowski, A. and Mackenzie, J. C. U.S. Patent No. 3326877, June 20, 1967.
235. Dassesse, P. and Dechenne, R. U.S. Patent No. 3400110, September 3, 1968.
236. Delbouille, a. and Gobillon, Y. U.S. Patent No. 3663660, May 16, 1972.
237. Kashiwa, N. J. Polym. Sci., Part A: Polym. Chem. 42 (1), 1–8, 2004.
238. Kashiwa. N., Fujimura, H. and Tokuzumi, Y. JP Patent No. 1031698, August 1,
1968.
239. Mayr, A., Susa, E. and Giachetti, E. JP Patent No. 691437, November 21, 1968.
240. Kashiwa, N., Tokozumi, T. and Fujimura, H. US Patent No. 3642746, February 15,
1972.
241. Sivaram, S. Ind. Eng. Chem. Prod. Res. Dev.16 (2), 121-128, 1977.
242. Mitsui Petrochemical and Montedison, Jpn. Kokai, S52 -151691, 1977.
243. Kashiwa, N. Polymer J. 12 (9), 603-608, 1980.
244. Doi, Y., et al. Polym. Commun. 24 (2), 244-246, 1983.
245. Bohm, L. L. Angew. Chem. Int. Ed. 42 (41), 5010 - 5030, 2003.
246. Busico, V., et al. Makromol. Chem. 187 (5), 1125–1130, 1986.
247. Busico, V., et al. Makromol. Chem. 186 (6), 1279–1288, 1985.
248. Credendino, R., et al. Phys. Chem. Chem. Phys. 11 (30), 6525–6532, 2009.
249. Venditto, V., et al. Eur. Polym. J. 27 (1), 45–5, 1991.
250. Monaco, G., et al. Macromolecules 33 (24), 8953-8962, 2000.
251. Corradini, P., et al. Gazz. Chim. Ital. 113, 601-605, 1983.
252. Terano, M., et al. Macromol. Chem. Rapid. Commun. 7 (11), 725–731, 1986.
253. Sergeev, S. A., et al. Macromol. Chem. 184 (12), 2421–2429, 1983.
254. Thushara, K. S., et al. J. Phys. Chem. C 115 (5), 1952–1960, 2011.
255. Pour, Z. S., et al. Int. J. Chem. Eng. Appl. 2 (4), 238-242, 2011.
256. Gupta, V. K., & Ravindranathan, M. Polymer 37 (8), 1399-1403, 1996.
257. Noristi, L., et al. Macromol. Chem. 192 (5), 1115–1127, 1991.
258. Sacchi, M. C., et al. Macromolecules 25 (22), 5914-5918, 1992.
259. Spitz, R., et al. Macromol. Chem. 190 (4), 707–716, 1989.
260. Chien, J. C. W., et al. J. Polym. Sci., Part A: Polym. Chem. 26 (11), 2973–2989,
1988.
261. Soga, K., et al. Macromol. Chem. 189 (7), 1531–1541, 1988.

Introduction
44
262. Busico, V., et al. Macromol. Chem. 196 (2), 491–498, 1995.
263. Barbe, P. C., Giannini, U., Nocci, R., Parodi, S. and Scata, U. Euro. Patent No.
45,975, February 17, 1982.
264. Lou, J., et al. Iran Polym. J. 19 (12), 927-936, 2010.
265. Chadwick, J. C. Macromol. React. Eng. 3, (8), 428–432, 2009.
266. Chadwick, J. C. Macromol. Symp. 173 (1), 21–35, 2001.
267. Sacchi, M. C., et al. Macromolecules 24 (26), 6823-6826, 1991.
268. Kang, K. K., et al. J. Appl. Polym. Sci. 71 (2), 293–301, 1999.
269. Jiang, X., et al. J. Mol. Catal. A: Chem. 235 (12), 209–219, 2005.
270. Wondimagegn, T., & Ziegler, T. J. Phys. Chem. C 116 (1), 1027–1033, 2012.
271. Barino, L., & Scordamaglia, R. Macromol. Theory Simul. 7 (4), 407-419, 1998.
272. Toto, M., et al. Macromolecules 33 (4), 1134-1140, 2000.
273. Chadwick, J. C., et al. Macromol. Chem. Phys. 202 (10), 1995-2002, 2001.
274. Chadwick, J. C., et al. Macromol. Chem. Phys. 198 (4), 1181-1188, 1997.
275. Morini, G., et al. Macromolecules 29 (18), 5770-5776, 1996.
276. Sacchi, M. C., et al. Macromolecules 29 (10), 3341-3345, 1996.
277. Sacchi, M. C., et al. Macromol. Symp. 89 (1), 91–100, 1995.
278. Lu, L., et al. J. Appl. Polym. Sci. 124 (2), 1265–1270, 2012.
279. Morini, G. and Balbontin, G. World Patent No. 02/30998, April 18, 2002.
280. Morini, G., Balbontin,G. and Klusener, P. A. A. World Patent No. 01/57099,
August 9, 2001.
281. Morini, G., Balbontin, G., Gulevich,Y. V., Kelder, R. T., Duijghuisen, H. P. B.,
Klusener, P. A. A. and Korndorffer, F. M. World Patent No. 00/63,261, October
26, 2000.
282. Wen, X., et al. J. Appl. Polym. Sci. 118 (3), 1853–1858, 2010.
283. Zhang, H., et al. Polym. Bull. 66 (5), 627–635, 2011.
284. Miro, N. D. and Ohkura, M. US Patent No. 6087459, July 11, 2000.
285. Campbell, R. E. and Chen, L. US Patent No. 7381779, March 6, 2008.
286. Chen, L. US Patent No. 7420021, September 2, 2008.
287. Garof, T., et al. Eur. Polym. J. 39 (8), 1679–1685, 2003.
288. Albizzati, E., et al. Macromol. Symp. 89 (1), 73–89, 1995.
289. Nitta, T., et al. J. Mol. Catal. A: Chem. 180 (1-2), 25–34, 2002.

Introduction
45
290. Chirinos, J., et al. J. Mol. Catal. A: Chem. 231 (1-2), 123–127, 2005.
291. Vyas, P. B., et al. J. Polym. Res. 18 (2), 235–239, 2011.
292. Gao, F., et al. . J. Appl. Polym. Sci. 120 (1), 36–42, 2011.
293. Ford, R. R., Ames, W. A., Dooley, K. A., Vanderbit, J. J. and Wonders, A. G. US
Patent No. 6191239 February 20, 2001.
294. Robert, H., Kristian, H. P., Yury, K. and Robert, M. Euro. Patent No. EP0766599
B1, April 9, 1997.
295. Y. V. Kissin and R. I. Mink World Patent No. 95/35164, December 28, 1995.
296. Lynch, M. W. and Reinking, M. K. US Patent No. 7666960 B2, February 23, 2010.
297. Xia, S., et al. J. Mol. Catal. A: Chem. 355, 161– 167, 2012.
298. Xiaoheng, Z., et al. Chin. J. Chem. Eng. 19 (1), 52-56, 2011.
299. Luciani. L., Kashiwa, P. C. B. and Toyota, A. German Patent No. 2643143, June
31, 1977.
300. Barbé, P. C., et al. Adv. Polym. Sci. 81, 1-81,1986.
301. Marques, M. F. V., et al. Appl. Catal. A: Gen. 374 (1-2), 65–70, 2010.
302. Cecchin, G. And Albizzati, E. US Patent No. 4294721, October 13, 1981.
303. Knoeppel, D. W., Coffy, T. J. Enriquez, H. and Gray, S. D. US Patent No. 0058802
A1, March 25, 2004.
304. Thum, G. Euro. Patent No. EP 0249869 A2, December 23, 1987.
305. Parada, A., et al. Polym. Bull. 43 (2-3), 231–238, 1999.
306. Bohm, L. World Patent No. WO/1991/018934, 12 December, 1991.
307. DiMaio, A., Meverden, C. C. and Becker; P. D. US Patent No. 6218331, April 17,
2001.
308. Mori, H. et al. Macromol. Rapid Commun. 17 (1), 25-29, 1996.
309. Yu, G., et al. J. Polym. Sci., Part A: Polym. Chem. 34 (11), 2237-2241, 1996.
310. Borujeni, K. P., & Massah, A. R. React. Funct. Polym. 66 (10), 1126–1131, 2006.
311. Heurtefeu, B., et al. Prog. Polym. Sci. 36 (1), 89–126, 2011.
312. Lijun, D., et al. J. Appl. Polym. Sci. 123 (4), 2517–2525, 2012.
313. Neckers, D. C., et al. J. Am. Chem. Soc. 94 (26), 9284-9285, 1972.
314. Moffat, A.J. J. Catal. 18 (2), 193-199, 1970.
315. Tsuchida, E., et al. Makromol. Chem. 64 (1), 203-213, 1973.
316. Schuchardt, U., et al. J. Mol. Catal. 55 (1), 340-352, 1989.
Introduction
46
317. Ran, R., et al. Chin. J. Appl. Chem. 2 (2), 29-33, 1985.
318. Ran, R., et al. Chem. J. Chin. Univ. 7 (7), 645-650, 1986.
319. Ran, R., et al. Acta Sci. Nat. Univ. Perkin. 6 (3) 29-35, 1986.
320. Ran, R., et al. Petrochem. Tech. 17 (1), 15-20, 1988.
321. Ran, R. J. Polym. Sci., Part A: Polym. Chem. 31 (6), 1561-1569, 1993.
322. Jerico, S., et al. J. Mol. Catal. 99 (3), 167-173, 1995.
323. Hsu, C. C. and Sun, L. World Patent No. WO 94/20545, September 15, 1994.
324. Mteza, S. B., et al. J. Polym. Sci., Part A: Polym. Chem. 34 (9), 1693-1702, 1996.
325. Sun, L., et al. J. Polym. Sci., Part A: Polym. Chem. 32 (11), 2127–2134, 1994.
326. Gupta, V. K., et al. Curr. Sci. 88 (7), 1162-1164, 2005.
327. Ohnishi, K., et al. Macromol. Chem. Phys. 199 (9), 1765-1 770, 1998.
328. Chung, J. S., & Hsu, J. C. Polymer 43 (4), 1307-1311, 2002.
329. Kaur, S., et al. J. Polym. Sci., Part A: Polym. Chem. 46 (22), 7299–7309, 2008.
330. Lijun, D., et al. J. Appl. Polym. Sci. 123 (4), 2517–2525, 2012.
331. Jinhua, L., et al. Polymer 52 (3), 602-605, 2011.
332. Stork, M., et al. Macromol. Rapid Commun. 20 (4), 210–213, 1999.
333. Bedell, S. A., Howell, W. R. and Coleman, W. M. US Patent No. 4632912,
December 30, 1986.
334. Chung, J. S., et al. Korean or. Chem. Eng. 19 (4), 597-600, 2002.
335. Yu, G. Q., et al. Chin. Chem. Lett. 12 (3), 257−260, 2001.
336. Murthy, Z. V. P., et al. Quim. Nova. 34 (7), 1157-1162, 2011.
337. Rajesh, S., et al. J. Appl. Polym. Sci. 119 (5), 2611–2619, 2011.
338. Kaur, S., et al. Catal. Lett. 132 (1-2), 87–93, 2009.
339. Wang, W., et al. J. Appl. Polym. Sci. 97 (4), 1632–1636, 2005.
340. Sevem, J. R., et al. Chem. Rev. 105 (11), 4073-4147, 2005.
341. Schuster, C. E. Handbook of Petrochemicals Production Processes, McGraw-Hill,
New York, 2005.
342. Malpass, D. B. Introduction to Industrial Polyethylene: Properties, Catalysts,
Processes, John Wiley & Sons, New York, 2010.
343. Machado, F., et al. Polym. Eng. Sci. 51 (2), 302–310, 2011.
344. Miller, A. R. US Patent No. 4003712, January 18, 1977.
345. Roger, D., Laszlo, H. and Pierre. M. US Patent No. 3922322, November 25, 1975.

Introduction
47
346. Wu, Q., et al. Macromol. Chem. Phys. 191 (1), 155-163, 1996.
347. Kissin, Y.V. J. Mol. Catal. 56 (1-3), 220-236, 1989.
348. Xie, T.Y., et al. Ind. Eng. Chem. Res. 33 (3) 449-479, 1994.
349. Choi, K.Y., & Ray, W.H. J. Macromol. Sci. Rev. Macromol. Chem. Phys. 25 (1), 1-
55, 1985.
350. www.lyondellbasell.com, Hostalen Process and Services (accessed on 15 April,
2012).
351. Kishor, R., et al. J. Appl. Polym. Sci. 122 (4), 2646–2652, 2011.
352. Androsch, R., et al. Polymer 51 (21), 4639-4662, 2010.
353. Moballegh, L., & Hakim, S. Iran. Polym. J. 20 (6), 513-521, 2011.
354. Feldman, D. & Barbalata, A. Synthetic Polymers: technology, Properties,
applications, Chapmann & Hall, UK, 1996.
355. Goyal, S. K. SPE Annu. Tech. Conf. 94, 1232-1238, 1994.