cnc hot wire foam cutter cnc styrocut 3 cnc loader. 2.1 click - ‘reset’ 2.2 use jog tower to...
TRANSCRIPT
Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS
Model: CNC StyrocutSize: W1200 x D1200 X H900Material: EPS & XPS FoamsInterface: Desk CNC, Mach 3 Input: .dxf, .dnc
CNC HOT WIRE FOAM CUTTER CNC Styrocut

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 2
Sample Output
Save Geometry as ‘.dxf’While importing from rhino export in ‘.dxf format as version R12 Lines and Arcs’
The cutting margin in EPS is between 1 to 2 mm depending on the material density, the wire property (resistance) and current passing through. Pre-test a sample and prepare files accordingly for percision cutting.
INTRODUCTION
CNC Styrocut - 2D

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 3
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
1. Switch On the CNC multitool.
2. Make sure the wire is horizontally and vertically aligned using Mach 3 CNC loader.2.1 Click - ‘Reset’2.2 Use Jog tower to move both towers together. UPW moves the CNC in upward direction and DWN moves it downward. Use directional arrows to move towers individually.
Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 4
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
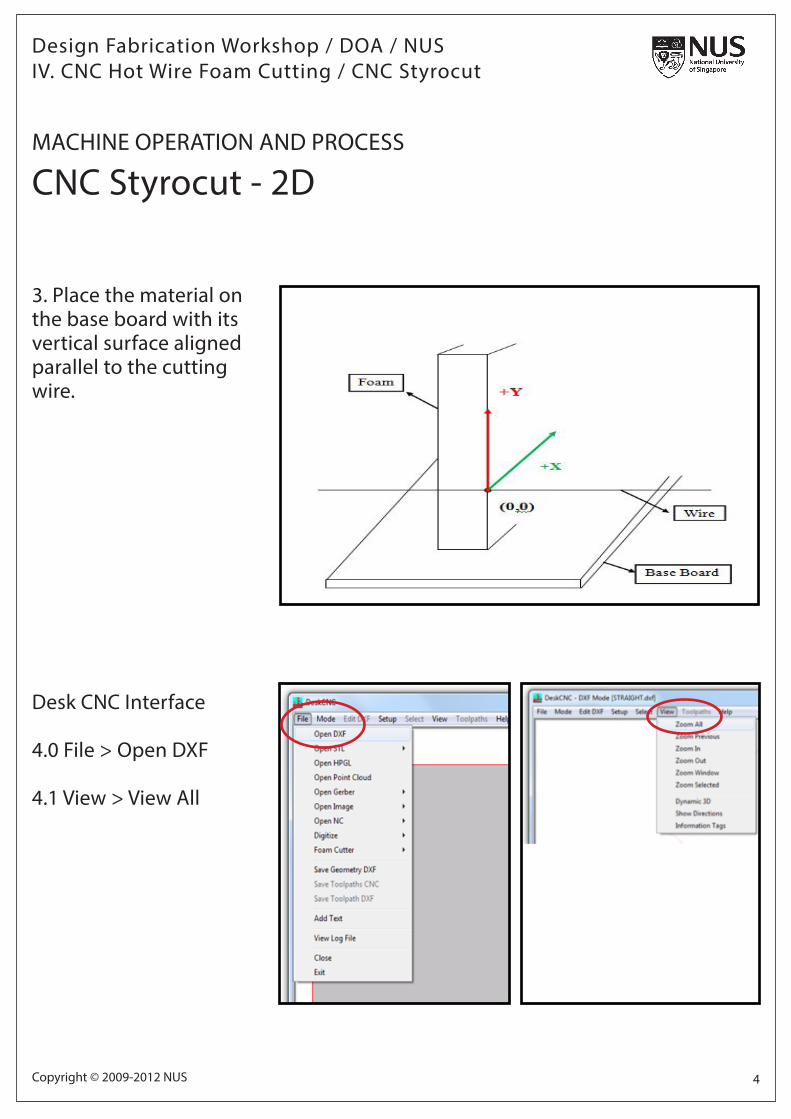
3. Place the material on the base board with its vertical surface aligned parallel to the cutting wire.
Desk CNC Interface
4.0 File > Open DXF
4.1 View > View All

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 5
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
5. Select > Select All.The color of the cutting profile should change to blue color.
6. Edit DXF > Scale, Move, Rotate Selected

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 6
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
6.1 Click - ‘Move to Origin’(The drawing sample is moved to origin)The values for Bottom Left X & Y change to ‘0’.
6.2 Input ‘Scale Factor’ and Click - ‘Scale’.Scale up or down the dxf file to required sample output.The values for Top Right X & Y change to final output size.

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 7
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
6.3. Input cutting in depth for material ‘Bottom Left X & Y’ and Click - ‘Move’.The wire will move into the material in both X & Y directions before cutting the actual profile.The size of the output also changes accordingly.
6.4 Click - ‘Cancel’
Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 8
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
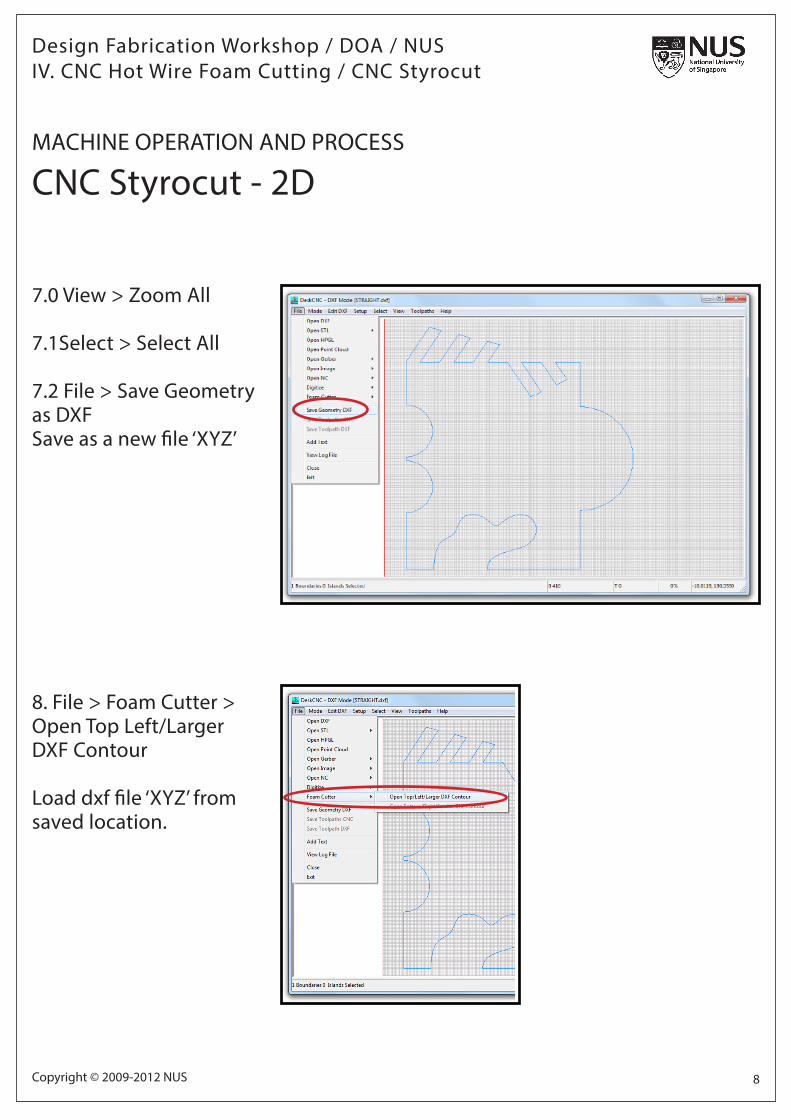
7.0 View > Zoom All
7.1Select > Select All
7.2 File > Save Geometry as DXFSave as a new file ‘XYZ’
8. File > Foam Cutter > Open Top Left/Larger DXF Contour
Load dxf file ‘XYZ’ from saved location.

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 9
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
9. Toolpath > 4 Axis Foam Cut
Click - ‘Create’
Input Feed rate ‘450’(Feed rate can vary between 300 to 500 depending on the material density)
Click - ‘Cancel’
10. Toolpath > Run Machine.
Save file in ‘.dnc’ format for cutting in ‘Mach 3 Loader’

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 10
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
11. Click - ‘Load’
Load saved ‘XYZ.dnc’ file in Mach 3 Loader.
12. Set Origin (0,0)Click ‘Zero’ tab for ‘X Horizontal and Y Vertical’ both on ‘Left Tower and Right Tower.’
The (0,0) point corresponds to the bottom ‘Left Edge of the Material’

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 11
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
13. Switch ‘ON’ the power supply to heat the wire.
13.1 Manually adjust the current in the range of 20 - 25 depending on material density.
13. Click - ‘Start’
The toolpath of the CNC Hotwire can be checked on screen, displayed in the middle.

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 12
Sample Output
The cutting margin in EPS is between 1 to 2 mm depending on the material density, the wire property (resistance) and current passing through. Pre-test a sample and prepare files accordingly for percision cutting.
INTRODUCTION
CNC Styrocut - 3D (Conical)
Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 13
MACHINE OPERATION AND PROCESS
CNC Styrocut - 3D (Conical)
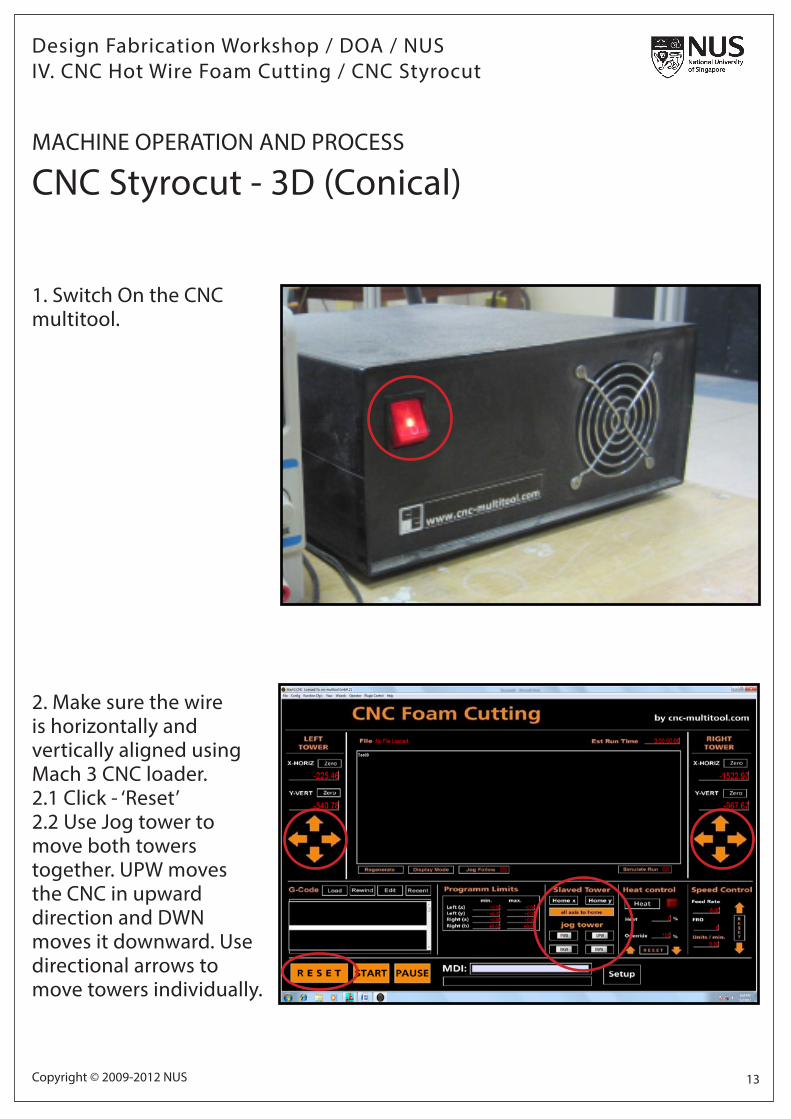
1. Switch On the CNC multitool.
2. Make sure the wire is horizontally and vertically aligned using Mach 3 CNC loader.2.1 Click - ‘Reset’2.2 Use Jog tower to move both towers together. UPW moves the CNC in upward direction and DWN moves it downward. Use directional arrows to move towers individually.

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 14
3. Calculating Distancesa. dist.1 – should be as small as possibleb. dist.2 – your materialc. dist.3 – should be as small as possible, move the towers togetherd. total wire distance between the two bolts (spring included)total wire = dist.1 + dist.2 + dist.3
3.1 Calculate Cutting Cycles (Projections)sideB = 44mmsideA = 75mmdist.1 = 140mmdist.2 = 300mmdist.3 = 370mmtotal wire = 810mmProjection A = 90mmProjection B = 5mmIf the cutting wire is toolong, the cutting cycle of the left tower can become negative.
INTRODUCTION
CNC Styrocut - 3D (Conical)

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 15
MACHINE OPERATION AND PROCESS
CNC Styrocut - 3D (Conical)
3.2 Calculate the ‘Scale Factor’ for Input files
Scale factor for Side A = 90/75 = 1.2
Scale Factor for Side B = 5/44 = 0.1136
3.3 Save two separate .dxf files
SideA.dxf (Larger Side)
SideB.dxf (Smaller Side)

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 16
MACHINE OPERATION AND PROCESS
CNC Styrocut - 3D (Conical)
3.4 Place the material according to the calculations done above.
You may choose the right tower with the fixed end for the shorter cycle. The spring is on the left tower.
Desk CNC Interface
4.0 File > Foam Cutter > open Top/Left/larger DXF contour (SideA.dxf )
4.1 View > View All
4.2 Select > Select All.The color of the cutting profile should change to blue color.

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 17
MACHINE OPERATION AND PROCESS
CNC Styrocut - 3D (Conical)
5.0 Edit DXF > Scale, Move, Rotate Selected
5.1 Click - ‘Move to Origin’
5.2 Input Scale Factor for Side A = 1.2Click - ‘Scale’
5.3 Input Cutting Distance in materialX = 10, Y = 10Click - ‘Move’Click - ‘Cancel’
6.0 View > Zoom All
6.1Select > Select All
6.2 File > Save Geometry as DXFSave as a new file ‘Projection_SideA.dxf’

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 18
MACHINE OPERATION AND PROCESS
CNC Styrocut - 3D (Conical)
7. Repeat Steps 4 to 6(CNC Styrocut - 3D Conical) and save dxf file‘Projection_B.dxf’
(Use Scale Factor 0.1136 for Side B Projection)
8.1 File > Foam Cutter > Open Top/Left/Larger DXF ContourLoad file ‘Projection_SideA.dxf’
8.2 File > Foam Cutter > Open Top/ Right/Bottom DXF ContourLoad file ‘Projection_SideB.dxf’

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 19
MACHINE OPERATION AND PROCESS
CNC Styrocut - 3D (Conical)
9. Toolpath > 4 Axis Foam Cut
Click - ‘Create’
Input Feed rate ‘450’(Feed rate can vary between 300 to 500 depending on the material density)
Click - ‘Cancel’
10. Toolpath > Run Machine.
Save file in ‘.dnc’ format as ‘Conic.dnc’ for cutting in ‘Mach 3 Loader’

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 20
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
11. Click - ‘Load’
Load saved ‘Conic.dnc’ file in Mach 3 Loader.
12. Set Origin (0,0)Click ‘Zero’ tab for ‘X Horizontal and Y Vertical’ both on ‘Left Tower and Right Tower.’
The (0,0) point corresponds to the Bottom ‘Left Edge of the Material’

Design Fabrication Workshop / DOA / NUS IV. CNC Hot Wire Foam Cutting / CNC Styrocut
Copyright © 2009-2012 NUS 21
MACHINE OPERATION AND PROCESS
CNC Styrocut - 2D
13. Switch ‘ON’ the power supply to heat the wire.
13.1 Manually adjust the current in the range of 20 - 25 depending on material density.
13. Click - ‘Start’
The toolpath of the CNC Hotwire can be checked on screen, displayed in the middle.