design for assembly - nptelnptel.ac.in/courses/107103012/module7/lec2.pdf · design for assembly...
TRANSCRIPT

DESIGN FOR ASSEMBLY
Assembly is an important stage in product development and accounts for one third of the
company labor. Reducing the number of parts and making the assembly easier and faster can
simplify a product. In addition to the cost of assembly operation, designing for assembly has
many other benefits and few are listed below.
When a product is simplified, it becomes easier to assemble in the factory and to
disassemble when maintenance, repair, or disassembly for recycling is required.
Simpler assemblies often can be brought to market sooner because of fewer parts to
design, procure, inspect, and stock with less probability that a delay will occur.
Reducing the number of parts requires fewer engineering and production-control
documents, lower inventory levels, reduced need for inspection and quality-control
documents, fewer setups, less materials handling, and probably, reduced purchasing
workload.
DESIGN CONSIDERATIONS
In order to find various alternatives for smooth assembly operation, a product designer should be
able to visualize how the parts can be put together and what are the difficulties in putting parts
together. The designer is expected to understand the various assembly methods and different
tools, fixtures, and gauges that will be used during assembly. The assembly having the fewest
numbers of parts and the least costly fasteners is considered to be the best one.
Assembly design of each component should be such that a minimum number of manufacturing
and assembly operations are required. The usual procedure is to use the assembly or sub
assembly by putting them to the main assembly with lesser cost than putting complex individual
parts one by one. Most of the design suggestions that follow are applicable to assemblies
fastened by the purely mechanical methods mentioned above as well as to those that are welded,
soldered, brazed, and bonded.
Minimizing the Number of Parts
The basic approach in design for assembly is to reduce the number of parts without disturbing
the functionality of the part.
Some important principles to reduce the number of parts are as follows:
1. Combine parts.
This includes integrating the functions of several parts into one part. Integration of several
parts has been demonstrated below through various examples.
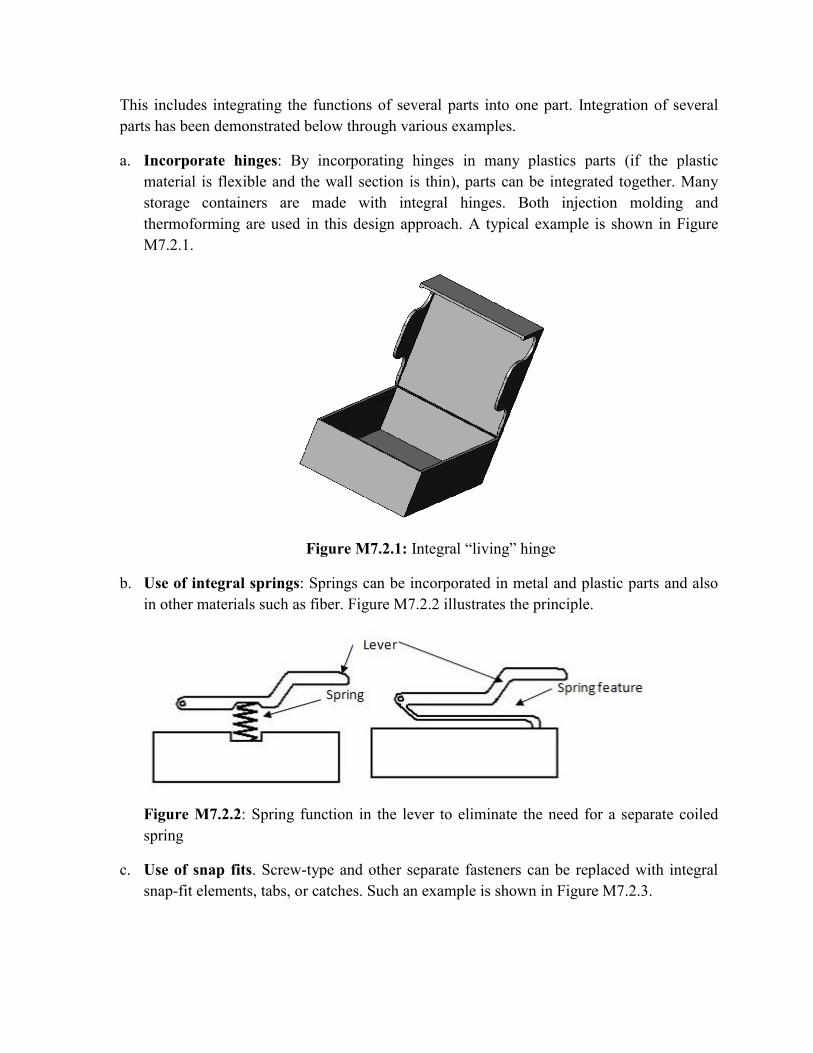
a. Incorporate hinges: By incorporating hinges in many plastics parts (if the plastic
material is flexible and the wall section is thin), parts can be integrated together. Many
storage containers are made with integral hinges. Both injection molding and
thermoforming are used in this design approach. A typical example is shown in Figure
M7.2.1.
Figure M7.2.1: Integral “living” hinge
b. Use of integral springs: Springs can be incorporated in metal and plastic parts and also
in other materials such as fiber. Figure M7.2.2 illustrates the principle.
Figure M7.2.2: Spring function in the lever to eliminate the need for a separate coiled
spring
c. Use of snap fits. Screw-type and other separate fasteners can be replaced with integral
snap-fit elements, tabs, or catches. Such an example is shown in Figure M7.2.3.

Figure M7.2.3: Snap-fit principle to attach the cover
d. Use of guides, bearings, covers, etc. In certain manufacturing processes, use of these
elements (guides, bearings, covers, etc.) in the basic parts often reduces the number of
components significantly.
e. Mount electrical and electronic components in one location, and consolidate
components as much as possible.
Additional guidelines for combining specific parts are provided below.
1. Bent tabs or crimped sections are found to be less costly and recommended instead of
using separate fasteners to hold several parts together. (Refer Figure M7.2.4.)
Figure M7.2.4: Bent tabs, rivet-like extensions, and crimped sheet metal members to avoid
separate fasteners
2. It is recommended to use combined fasteners.

3. Threaded holes and nuts are to be avoided. Use of self-tapping screws is preferred over
threaded holes as it is more costly to make precision hole with internal screw thread.
Avoid using separate attached label, instead use cast or molded-in identification
4. Some of the fasteners can be replaced by the use of integral locators, hooks, or lips.
(Refer Figure M7.2.5)
Figure M7.2.5: Lips or other hooking elements in the basic parts
5. Threaded or other fasteners can be eliminated by the use of press fits, integral tabs, or
rivets. Press fits with flexible or grooved components are normally less expensive and as
effective as precision-machined parts.
Connection of parts is to be made keeping an eye on the feasibility of connection by raising the
following questions.
1. When the product is being used, does the part move with respect to mating parts?
2. Must adjacent parts be made of different materials?
3. If parts were combined, would assembly of other parts or field service be made more
difficult or unfeasible?
It is probably not feasible to combine the parts if the outcomes of these questions are ‘yes’.
Otherwise the part is a good candidate to be combined with others. A simple example has been
demonstrated in Figure M7.2.1 on this line. Further, Figure M7.2.6 explains the large number of
functions that have been consolidated into a few parts in a common everyday product (finger nail
clipper).
Feasible Better

Figure M7.2.6: Finger nail clipper
2. Make an outright reduction in the number of parts
The fasteners can be reduced by using smaller number of heavier fasteners.
3. Make a major or full-product redesign
When the assembly is redesigned, it is sometimes possible to achieve the function
supplied by a separate component by another method. One example would be the
replacement of a flanged and bolted pipe system with a threaded pipe system.
4. Use a different technology
Often with drastic change in design, it is possible to achieve the same function by some
other methods. For example, when a mechanical device is replaced by an electronic
micro circuit.
OTHER MAJOR GUIDELINES FOR ASSEMBLY IMPROVEMENT
General Recommendations
1. Use standard fasteners and other parts. It is recommended to use few sizes and styles to
reduce the total number. Minimizing the varieties is also important. The subassembly
which is usable in several products is to be standardized.
2. If the subassembly process is different from the final assembly process then it is
recommended to use subassemblies; particularly modular subassemblies. Modular
assembly provides quality and reliability advantages together with serviceability
advantage.
3. It is recommended to avoid too many sub-assemblies. This will add to the overhead in the
form of additional floor space, inventory and manufacturing specifications and also
increase the manufacturing throughput time.
4. Parts need to be designed such that they can’t be inserted incorrectly.

5. It is recommended to avoid the use of flexible parts, if possible, because positioning and
handling the part to a proper location consumes more time. Further, such parts are also
susceptible to tangling.
6. Open-end slots are preferable to holes or closed slots if the design permits and the part
can be contained. This would permit shafts or other mating parts to be assembled from
the top (or side) instead of endways.
7. Use layered top-down assembly. Design the part in such a way that parts can be added
from the top, not from side or bottom. If top down assembly is not possible design the
part in such a way that it can be assembled in a single step translation.
8. If the space is limited for doing the assembly operation avoid adding simultaneous
addition of several parts to the main assembly.
9. Design parts to be self-aligning. (See Figure M7.2.7)
Figure M7.2.7: Self-aligning features in the right side
10. Eliminate adjustments as much as possible.
11. Recommended to use chamfered shape openings of holes and slots whenever possible to
help with the insertion of mating parts. Taper is put on the parts that are to be inserted to
the other part. (Refer Figure M7.2.8)
Figure M7.2.8: Funnel-shaped openings and tapered ends to facilitate insertion of parts

12. If the assembly quantities are large, it is recommended to use fasteners that fed
themselves to hoppers, strips or other automatic feeding methods.
13. Parts need to be designed so that they can be handled easily. This may involve adding
grasping element or projection to the part.
14. Slots or oversized hole are recommended on one of the parts for taking care of
misalignment when mating parts have through holes.
15. Situations in which one has to manually hold the part till all other parts are assembled are
to be avoided. This creates quality problem as well as additional assembly time and cost.
16. Loosest fit possible between mating parts is recommended to use, unless it will affect the
product function.
17. Internal mechanisms are to be kept accessible.
18. Threaded fasteners are to be avoided as these take more time for assembly. Assembly
time can be reduced by the use of push-on fasteners instead of threaded fasteners, if snap
fits are not feasible. (Refer Figure M7.2.9)
Figure M7.2.9: Push-on fasteners to speed assembly operation
19. It is recommended to design small parts so that they can be inserted in as many ways as
possible, from both ends.(Refer Figure M7.2.10)
20. Recommended to use plastic molding or zinc die casting to hold metal parts together.
(Refer Figure M7.2.11)

Figure M7.2.10: Design of small parts for inserting many possible ways
Figure M7.2.11: zinc die casting to hold metal parts
21. If possible, right and left-hand parts and subassemblies should be made identical, thereby
avoiding the need for extra part designs with separate inventories, etc. (Refer Figure
M7.2.12)
Figure M7.2.12: Combine right and left hand features

22. The use of components that can tangle when in a mass prior to assembly is to be avoided.
For example, hook like projections should be avoided, surfaces should be smooth, and
holes and slots should be avoided. (Refer Figure M7.2.13)
Figure M7.2.13: Design of parts to avoid entangle
23. It is recommended from a manufacturing cost standpoint to use fewer large fasteners
instead of a larger number of small fasteners.
24. Subassemblies of loosely held and flexible parts that can be damaged or entangled in
handling are to be avoided if possible. Under unavoidable situation, fixtures should be
provided to facilitate assembly and holding boards used to facilitate handling.
25. Snap rings are considered to be an inexpensive way to fasten parts; particularly when
freedom of movement is desired, as in the case of rotating shafts. A separate retaining
ring is often more economical than the use of a headed pin because considerable
machining can be eliminated. (Refer Figure M7.2.14)
Figure M7.2.14: Snap ring to act as holder
Rivets
Rivets are used to provide strength and performance to a joint. The design rules that need to be
referred for the economical use of rivets are listed below.
1. Sufficient space around the rivet location is to be provided for the movement of standard
rivet gun location and prevent the marring of the work piece as shown in Figure M7.2.15.

Figure M7.2.15: Provide sufficient room for rivet-clinching tools
2. Eyelets and tubular rivets are recommended whenever they provide sufficient holding
power for the application. Tubular and semi-tubular rivets and eyelets require much
lower clinching forces and can be hopper-fed, inserted, and set automatically on
inexpensive equipment. (Refer Figure M7.2.16)
Figure M7.2.16: Tubular and semi tubular rivets and Bifurcated are preferred
3. When two work pieces are to be joined, the hole diameter must be correct. The
recommended diametric clearance is 5 to 7 percent. If the rivet hole is too large then the
rivet will buckle during clinching, which will create a loose and weak joint.
4. If one side of the assembly is not accessible blind rivets are to be used. But blind rivets
are more expensive than the conventional rivet.
5. In case of riveting thick materials, buckling of rivets can be avoided by counter boring
the rivet holes. (Refer Figure M7.2.17.) Counter bores are to be made wide enough to
permit access of the riveting tool.
Figure M7.2.17: Use wide counter bores for riveting thick components to avoid buckling
the rivets
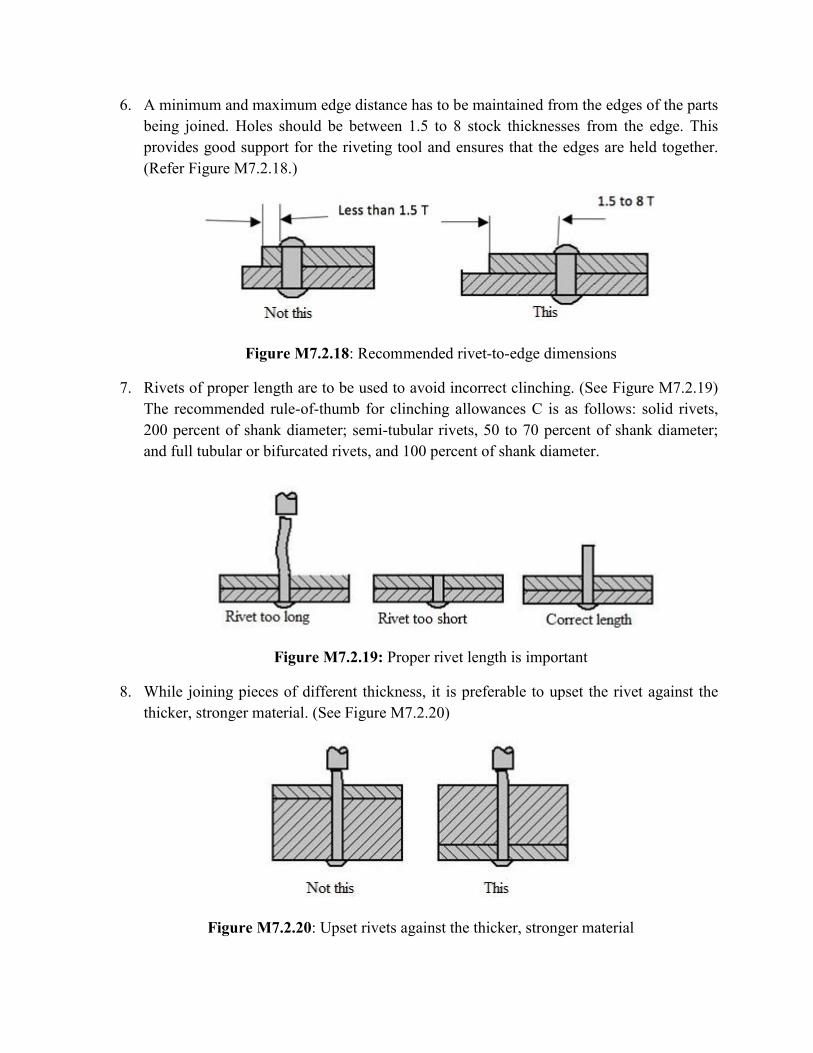
6. A minimum and maximum edge distance has to be maintained from the edges of the parts
being joined. Holes should be between 1.5 to 8 stock thicknesses from the edge. This
provides good support for the riveting tool and ensures that the edges are held together.
(Refer Figure M7.2.18.)
Figure M7.2.18: Recommended rivet-to-edge dimensions
7. Rivets of proper length are to be used to avoid incorrect clinching. (See Figure M7.2.19)
The recommended rule-of-thumb for clinching allowances C is as follows: solid rivets,
200 percent of shank diameter; semi-tubular rivets, 50 to 70 percent of shank diameter;
and full tubular or bifurcated rivets, and 100 percent of shank diameter.
Figure M7.2.19: Proper rivet length is important
8. While joining pieces of different thickness, it is preferable to upset the rivet against the
thicker, stronger material. (See Figure M7.2.20)
Figure M7.2.20: Upset rivets against the thicker, stronger material

9. In case of joining soft or fragile materials with rivets, it is desirable to use metal washers
to distribute the force of upsetting and prevent damage to the weak part. (Refer Figure
M7.2.21)
Figure M7.2.21: Metal washers distribute the force of upsetting
10. When joining a weaker material (such as leather, plastic, or wood) to a stronger material
(such as sheet steel or aluminum) with a blind rivet, it is best to use a large head that
bears against the weaker material and to clinch against the stronger material.
11. Adequate tool clearance is to be provided in case of blind rivets for the clinching tool on
the side from which the rivet is placed. If the space is limited, it is advisable to rivet from
the other side.
12. Blind rivets, though they do not have the strong axial forces of conventional rivets, still
should not be set against insufficiently supported surfaces. (Refer Figure M7.2.22)
Figure M7.2.22: Use of blind rivet
13. It is sometimes feasible to have rivet-type fastening by incorporating integral lugs on one of
the assembled parts. This eliminates the need for rivets as separate parts. (Refer Figure
M7.2.4).