Download - for the P-50 Industrial Robot by

A Microprocessor Based Development System
for the
P-50 Industrial Robot
by
R. Rajkumar
Thesis submitted to the Faculty of the
Virginia Polytechnic Institute and State University
in partial fulfillment of the requirements for the degree of
Master of Science
in
Electrical Engineering
APPROVED:
Dr. Charles E. Nunnally
Dr. S. Wahid Zewari Dr. Paul M. Lapsa
June, 1985
Blacksburg, Virginia

A Microprocessor Based Development System
for the
P-50 Industrial Robot
by
R. Rajkumar
Dr. Charles E. Nunnally
Electrical Engineering
(ABSTRACT)
With the current interest in the control of robots, the
need for an industrial robot as a research tool has become
preeminent. This thesis presents the concepts and the design
for a microprocessor based development system for the P-50
Process Robot, in an effort to convert it into a Robot Con-
trol Development System.
Various control philosophies were reviewed to arrive at a
hierarchical control structure that provides maximum flexi-
bility and control over every degree of freedom of the robot
arm.
The working of the original controller of the P-50 robot
was studied in detail to facilitate design of interface cir-
cuits that transfer control of the arm to the augmented con-
troller. All the hardware required for the controller was
designed and tested. Guidelines for developing the software
as well as schematics for constructing the remaining hardware
circuits, are provided.

The conclusion discusses modifications that could be made
to this design and instructions for using the fully developed
controller.
iv

ACKNOWLEDGEMENTS
I thank Dr. Wahid Zewari, who conceived this project, for
his tremendous interest and support, for teaching me the
basics of robot kinematics &: control and for boosting my
morale at times, when everything seemed to go wrong.
Dr. Charles Nunnally not only guided me through the prep-
aration of this thesis, but also gave advice on the se-
lection of hardware for developing the system. I am thankful
to him for all the help and support he provided.
I would like to thank Dr. Paul Lapsa for serving on my
graduate committee.
The design of the servo for the development system would
never have been completed without the help from Doug Hopkins·,
in understanding the working of the original P-50 controller.
I also thank many others who made this work possible: Mark
Hopkins shared his experiences in designing a controller for
the Rhino robot;
immensely with
Frank Caldwell and Billy Shepherd helped
much-needed electronic components; Bob
Lineberry provided help with the design of some of the cir-
cuits; Greg Sherman, who could be called an 'IBM PC expert',
wrote programs for the user interface level of the control-
ler; Ashit Gandhi and Jayaram Sankar calculated the mechan-
ical parameters of the manipulator arm and simulated it using
the Interactive Simulation Language.
Acknowledgements V
TAB LE OF CONTENTS
1.0 Introduction. . . . . . . . . . . . . . 1
1.1 Classification of Robots. 1
1.2 System Requirements. 3
1. 3 The Control Structure. . . . 4
1.4 System Overview. 6
2.0 Kinematics, Trajectory Planning and Control of Manipulators. 11
2.1 Homogeneous Transformations and Coordinate Frames. 11
2.2 Forward Kinematic Solution of the P-50. 20
2.3 Inverse Kinematic Solution of the P-50. 23
2.4 Trajectory planning. 25
2.5 Joint Driving Functions. 29
2.6 Control of the Robot. 35
3.0 Study of the P-50 Robot.
3.1 System Configuration.
3.2 Working of the Controller.
3.3 Control Structure of the P-50.
4.0 System Design.
4.1 System Topology.
4.2 The Digital Servo.
4.3 The micro controller.
Table of Contents
39
39
43
51
54
54
55
62
vi
4.3.1 Position Decoding.
4.3.2 Velocity Feedback.
4.3.3 Driving Signal Generator.
4.4 The Master Controller.
5.0 Conclusion.
5.1 Modifications to the system.
5.2 Using the Augmented Controller.
Appendix A. Analog to digital converter specifications.
Appendix B. ISL Simulation of the servo system.
Appendix C. Serial Port Configuration.
Appendix D. Edge Connections for the Interface Card.
Appendix E. FX-31 Pin Connections.
Appendix F. 8031 Programs.
Bibliography
Vita
Table of Contents
70
75
78
81
85
87
88
93
95
98
104
105
106
115
117
vii

LIST OF ILLUSTRATIONS
Figure 1. Revolute Joint
Figure 2. Prismatic Joint
Figure 3. The 6R Manipulator
Figure 4. Line Diagram of the P-50
Figure 5. Attachment of the coordinates
Figure 6. Taylor's Algorithm
14
15
19
21
22
28
Figure 7. Cycloidal-Constant Velocity-Cycloidal Motion 32
Figure 8. Velocity vs. Joint Position 33
Figure 9. Acceleration vs. Joint Position 34
Figure 10. P-50 Robot Arm 41
Figure 11. Robot Arm Specifications 42
Figure 12. System Block Diagram 45
Figure 13. Servo motor specifications 52
Figure 14. Topology of the Robot Development System. 56
Figure 15. Proportional Integral Derivative control sys-tem 59
Figure 16. Programming the 8255 PIO 65
Figure 17. SM-31 Monitor Commands 66
Figure 18. Position Decoding Circuitry 72
Figure 19. State Diagram of Encoder Outputs and Eprom Data . . . . . . . 73
Figure 20. Velocity Feedback Circuit 77
Figure 21. Pulse Width Modulator 79
Figure 22. Crystal Oscillator 80
Figure 23. Alternate Circuit for Position Tracking 89
List of Illustrations viii

Figure 24. The P-50 Controller Interface
Figure 25. Control Schematic For One Link
Figure 26. Configuring Serial Port Addresses
List of Illustrations
91
97
99
ix

1.0 INTRODUCTION.
With the proliferation of industrial robots in the manu-
facturing industry, much interest has evolved on the control
of robots for their efficient and productive utilization.
Robotics is a multidisciplinary subject requiring profi-
ciency in different fields of technology. This, makes re-
searchers look at a robot from different perspectives. From
the control view point, robotic manipulators belong to the
family of redundant, multi variable, non-linear mechanisms.
They are essentially dynamically coupled systems whose con-
trol is also "dynamic" in nature. Most robots have this
control task implemented in software as control algorithms.
To develop and to test complex control algorithms, it is
essential to have complete access to each component of an
industrial grade robot.
This thesis represents the initial work done in designing
and implementing a comprehensive Robot Control Development
System, in the College of Engineering at Virginia Polytechnic
Institute and State University.
1.1 CLASSIFICATION OF ROBOTS.
Industrial Robots can be classified into three generations
[21]. The first generation is essentially the type of robot
Introduction. 1
with "fixed programs" and can be called a programmed robot.
It is capable of repeating a strictly specified set of oper-
ations under conditions completely determined in advance.
Robots of this type are intended for industrial applications
requiring stereotype repetitive operations. They have prac-
tically no information about the environment. However, they
can be programmed to do different jobs, by the user.
Adaptive robots capable of adjusting to the environment
belong to the second generation. These have sensors which
provide information about changes in the surrounding by means
of vision or other sensory feedback.
The so-called 'smart'· robots, the ones that make use of
Artificial Intelligence techniques, are categorized as the
third generation robots. They are capable of defining in-
stantaneous tasks, taking into account the information
available regarding their operating environment. This type
of robots, which are more sophisticated, are expensive and
at present are mainly used as mobile sentry robots for secu-
rity installations [High Technology MAY 1985]. Much work is
being done to integrate this technology into industrial robot
controllers.
Based on this discussion, it is clear that the Robot De-
velopment System to be built should be flexible, expandable
and transcend categorization into a specific generation.
Introduction. 2
1. 2 SYSTEM REQUIREMENTS.
Before the design work began, the entire system was con-
ceptualized and the requirements for the RCDS (Robot Control
Development System) were clearly defined.
1. It should be possible to implement all the control algo-
rithms presently used by robots and provision should be
made to take into account future trends in control phi-
losophies.
2. The control structure should be modular to facilitate
easy modification, replacement or removal of different
control levels as explained later in this chapter.
3. Individual control of each joint must be available to the
user. This means, it should be possible to assign a dif-
ferent control structure to each axis of freedom.
4. System should be user friendly. The operator need not
know the actual system details to program a task. He/she
should be able to change all control constants and pa-
rameters in all the levels of control. If an unacceptable
constant is chosen, the system software must flash a
warning and go into a default mode to avoid damage or
injury. To lessen chances of a wrong entry, a menu
Introduction. 3

driven screen will be the interface between operator and
the machine.
5. If parts of a commercial robot are used to develop the
system, control should be easily transferable from the
original controller to the development system, and back .
. 1.3 THE CONTROL STRUCTURE.
Based on the system requirements, a hierarchical control
structure was chosen. This type of organization enables a
vertical integration of different control levels; each con-
trol level with wider aspect of the overall system than its
immediate lower level. A higher level will communicate with
the lower level, giving it instructions and at times receiv-
ing responses that help it to transmit the next instruction.
A structure like this allows for maximum flexibility and ex-
pandability. Maximum decoupling of hardware as well as soft-
ware is possible, enabling modular design of different
control levels and the communication between them. This also
provides for addition of more control levels at a later date
and removal or replacement of control levels with the minimum
of modifications.
The highest level is the man-machine interface level. At
this level, the operator programs the task and keeps track
of the data from the lower levels. The operator's decision
Introduction. 4
will always override the controller and so, emergency situ-
ations like collision avoidance will have to be controlled
at this level.
The remaining levels can be classified as follows [21].
• The highest level, after the user interface, is the one
that recognizes obstacles in the workspace by means of
external sensors.
• The next level is the strategical level that breaks down
the job/task into elementary moves of the tool center
point. Shifting and looping for repetitive operations are
done at this stage.
• The tactical level is usually the second from the lowest
level. Here trajectory planning, as discussed in chapter
two, takes place and the elemental displacements of each
joint with respect to time, is communicated to the lowest
level.
• Executive level forms the base of the hierarchy. This
lowest level is the servo system that executes the im-
posed motion of each degree of freedom. The task of the
executive level is the realization of a particular func-
tional movement. The basic control philosophy such as
Introduction. 5
Proportional Integral Derivative controller parameters
reside here.
1.4 SYSTEM OVERVIEW.
Instead of building the entire system from scratch, it was
decided to use the manipulator arm - the mechanical hardware,
actuators, feedback transducers and servo amplifier of an
available robot (General Electric P-50 process robot), as the
base, system.
The P-50 1 is an upgraded version of a welding robot and
is typical industrial robots. The controller supplied by the
manufacturer provides the user only with a restricted high
level command language to teach the robot different points
in the workspace. The robot can then be programmed to move
its Tool Center Point (TCP) through these points using ar-
ticulated, circular, or straight line motion. The speed of
the TCP can also be controlled. As such, the robot cannot
be used in research and development activities. The new
controller that was designed offers the user complete control
over the motion of each joint of the P-50.
To establish high speed computation at the highest control
level, a VAX 11/780 computer was the first choice. However,
l P-50 is the registered model number of the Process Robot marketed by General Electric, U.S.A.
Introduction. 6
due to geographical constraints, a hardwired line from the
VAX to the robotics laboratory was not available and the lo-
cal net, based on time sharing, cannot be tolerated in such
real-time dynamic systems. This prompted the use of an IBM
PC with 640 K Bytes of memory and an 8087 math coprocessor
to be used unti 1 something better becomes available at a
later date. The PC has an added advantage of easy availabil-
ity of inexpensive PC compatible hardware and software like
EPROM programmer, cross assembler for various microcontrol-
lers, and 8088, 8087 development systems.
It was decided to get the system working with three levels
-human interface, the tactical level and executive level -
and then add the other levels at a later date. In this three
level configuration, the IBM PC serves as the interface be-
tween the user and the system, as well as the tactical level.
A microcontroller for each joint forms the executive level
of the hierarchy. A survey of commonly available microcon-
trollers revealed the Intel 8031 to be ideal. The low cost,
availability as single board computers with serial and par-
allel ports, boolean operations at bit level, one micro sec-
ond instruction cycle, and multiply/divide instructions of
the I8031 made it the obvious choice. Chapter Four deals with
the system design and further details.
The executive level or the joint controllers are essen-
tially PID controllers. They receive position and velocity
feed back from each joint and send out a driving signal de-
Introduction. 7
pending on the reference position data and the actual posi-
tion. In order to design the software for this, the default
control parameters like Proportional Constant, Integral Con-
stant and Derivative Constant (K, K. and Kd) of P.I.D con-p l.
trol have to be determined, if the user prefers not to change
them. To do this, the weights and dimensions of each link was
measured and a highly simplified model of the robot was sim-
ulated on the computer using ISL ( Interactive Simulation
Language). Appendix B presents the results.
It must be pointed out that the model used, does not con-
sider the effect of gravity and friction on the coupled sys-
tern. The 'worst case', with the arm fully stretched
horizontally, is considered, as the intention was only to
arrive at approximate values for the constants.
The tactical level residing in the PC should compute joint
positions in real time or off-line computation mode. It was
decided that all computation be done prior to running the
robot and the data stored in a look-up table at this time.
When the robot is to be moved, the position data correspond-
ing to real-time situation is transmitted to each joint con-
troller which in turn executes the motion. The rate at which
the data is to be send and the position increments depend
entirely on the control algorithm used and the velocity with
which each joint is supposed to move.
Communication between the PC and the joint controllers are
through serial lines. This was selected as the mode of com-
Introduction. 8

munication since the PC can be replaced with a more powerful
computer without major modifications to the communication
protocol or the hardware of the joint controllers.
An EPROM programmer was procured as an integral part of
the system since different servo configurations for the
executive level can be stored as firmware on easily available
EPROMS that fit into the I8031 micro controller boards.
Since the original actuators and servo amplifiers of the
P-50 were used, it was necessary to find out where the feed-
back signals from the position encoders and the
tachogenerators could be tapped out. It was also necessary
to know the nature of the driving signal and where it could
be fed into the servo amplifier when the original controller
is disabled. This proved to be a difficult part of the
project. No schematics or other technical information were
available from the vendors since they were considered pro-
prietary information.
The only solution was to study the various signals on the
numerous circuit boards with an oscilloscope and to trace the
wiring on the printed circuits. This work was made all the
more difficult by the many custom designed hybrid circuits
that form the servo circuitry.
Finally, interface circuits were designed to decode and
condition the data from the position encoders and
tachogenerators. This data is the position and velocity
feedback to the joint controllers. A pulse width modulator
Introduction. 9
was built to give the acceptable driving signals to the servo
amplifiers of the P-50.
It must be stressed that this work has broken the ground
for further work on the Robot Control Development System. All
the hardware needed for one joint was designed and built.
They were tested as individual modules - position decoding,
velocity feed back and its analog to digital conversion, the
pulse modulator and the driving signal to the robot and the
serial communication between the joint controllers and the
IBM PC. These modules could not be integrated and tested due
to time constraints and the unforeseen break down of the ro-
bot. The software generated for this thesis was only for
testing individual parts of the joint controller and the
communication network.
The development of the entire software operating system
could be the topic of another thesis itself. A cross assem-
bler for the 8031 and a macro assembler for the 8088 were used
to develop some of the testing routines. The control algo-
rithm is meant to be written in a high level language, adding
to the user-friendliness of the system. Detailed schematics
required for constructing the remaining joint controllers are
included in the appendices.
Introduction. 10
2.0 KINEMATICS, TRAJECTORY PLANNING AND CONTROL OF
MANIPULATORS.
The purpose of a Robot system is to produce physical mo-
tion along the path prescribed by the user. Control of the
robot arm is required to maintain the specified motion of the
manipulator along a desired trajectory by applying corrective
compensation torque to the actuators to adjust for any devi-
ations of the manipulator from the planned trajectory
[12,15). Before any study or design of a robot controller
is undertaken, it is required to know the basics of robot
kinematics, dynamics and control. This chapter presents a
concise overview of these topics for a better understanding
of the present as well as the microprocessor based develop-
ment system for the P-50 robot.
2.1 HOMOGENEOUS TRANSFORMATIONS AND COORDINATE FRAMES.
Using the Denavit-Hartenberg representation of linkages a
simple yet efficient way of representing the position and
orientation of any link of a manipulator is presented
[28,16). Three dimensional coordinate frames with i,j and k
unit vectors as axes are assumed to be attached to each link
according to specified rules and from this, the orientation
Kinematics, Trajectory Planning and Control of Manipulators. 11
and position of one link with respect to another can be eas-
i 1 y computed. This will include a coordinate frame repres-
enting the inertial reference or ground.
A coordinate frame [C ] represents the coordinate frame n m "n" expressed relative to frame "m".
i n
0 0
k n
0
r on
1
Where in, k are 3Xl unit vectors representing the n orthogonal axes attached to frame n, whose components are
written relative to frame "m" and
r on is a vector from the origin of frame "m" to
the origin of frame "n".
This same matrix also known as "A" matrix can be inter-
preted as the one that transforms the frame "m" to frame "n".
[C l = [A l m m n [C ] is an identity matrix. m m
A transformation matrix [C] contains the complete infor-
mation needed to transform a coordinate frame from one lo-
cation and orientation to another. The upper left 3X3 sub
matrix of [C] gives the rotational information and the 4Xl
column vector, the last column of [CL
translational information of the frame.
Kinematics, Trajectory Planning and Control of Manipulators.
contains the
12

For a clearer presentation of how coordinate frames are
attached, consider Figure 1 on page 14 and Figure 2 on page
15.
Kinematics, Trajectory Planning and Control of Manipulators. 13
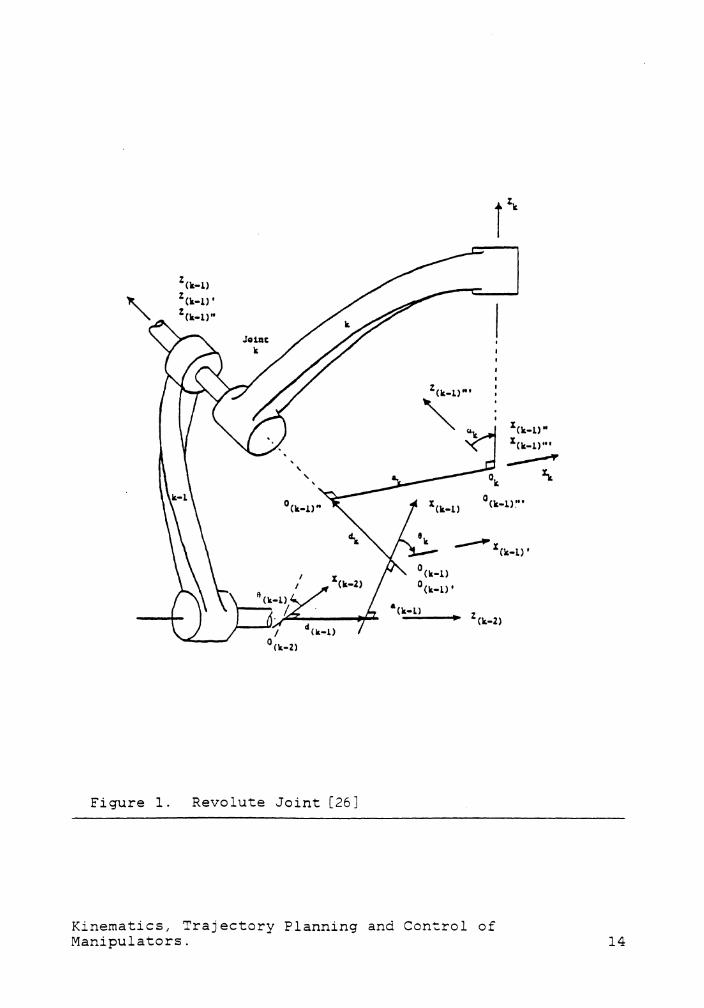
Figure 1.
%(k-l) %(k-1), %(k-1)"
Revolute Joint [26]
O (k•l) O(k-1)'
•ck-ll
Kinematics, Trajectory Planning and Control of Manipulators.
1 Ck•l)" 1 (k•l)'" ___.
1c
14
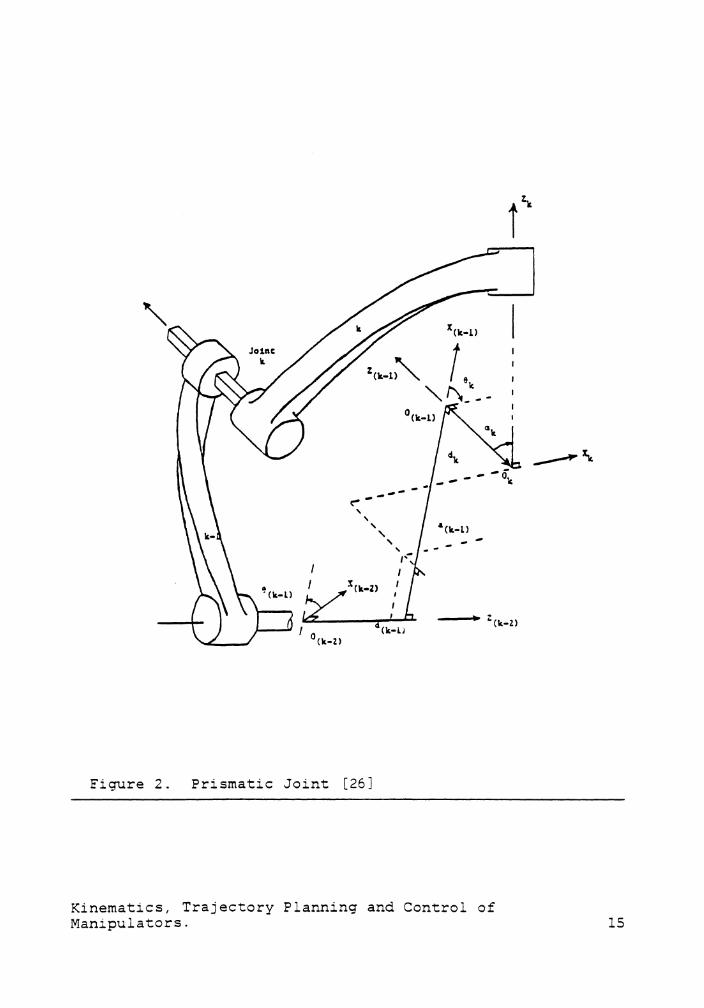
Figure 2. Prismatic Joint [26]
Kinematics, Trajectory Planning and Control of Manipulators.
f
15
Figure 1 represents coordinate frames associated with a
revolute joint. The coordinate frames are attached to the
joint as follows.
1. The base or ground link is assigned the subscript 0.
2. The link attached to the base link is link 1 and the re-
maining links are numbered consecutively from the base
towards the tool center point (TCP).
3. The z axes are drawn along the joint axes and are as-
signed a subscript number, one less than the joint num-
ber.
4. Common perpendiculars to each pair of two axes are drawn.
These normals represent X-axes such that Xk is directed
If these axes intersect, orientation
of Xk is arbitrary or it can be in the direction of the
cross product+/- (Zk_ 1 ) X (Zk)
5. The Y-axes are defined by the right hand rule.
6. 0k is the directed angle from Xk-l to Xk measured around
Zk-l' positive by the right hand rule.
Kinematics, Trajectory Planning and Control of Manipulators. 16

7. The twist angle ak is the directed angle from Zk-l to Zk
measured around Xk.
8. The perpendicular distance between Zk-l and Zk along Xk
is ak and is called the length of the link.
9. The signed number dk is the distance between Xk-l and Xk
along Zk-l and is positive in the direction of positive
10. The origin of the coordinate frames would be the inter-
section of corresponding X and Z axes.
11. The origin of the coordinate frame k would fall on the
intersection of Zk and Xk (along axis of joint k+l). If
Zk-l and Zk intersect each other, the origin would be at
the point of intersection of the two joint axes.
In the case of revolute joints (Figure 1 on page 14) 0 k is the joint variable and ak, dk, ak are the fixed quanti-
ties.
For prismatic joints (Figure 2 on page 15), dk is the
joint variable and ak, 0k, ak are fixed. To simplify the
matrix, ak can be made zero by relocating Zk-l as shown in
Figure 2 on page 15.
Kinematics, Trajectory Planning and Control of Manipulators. 17
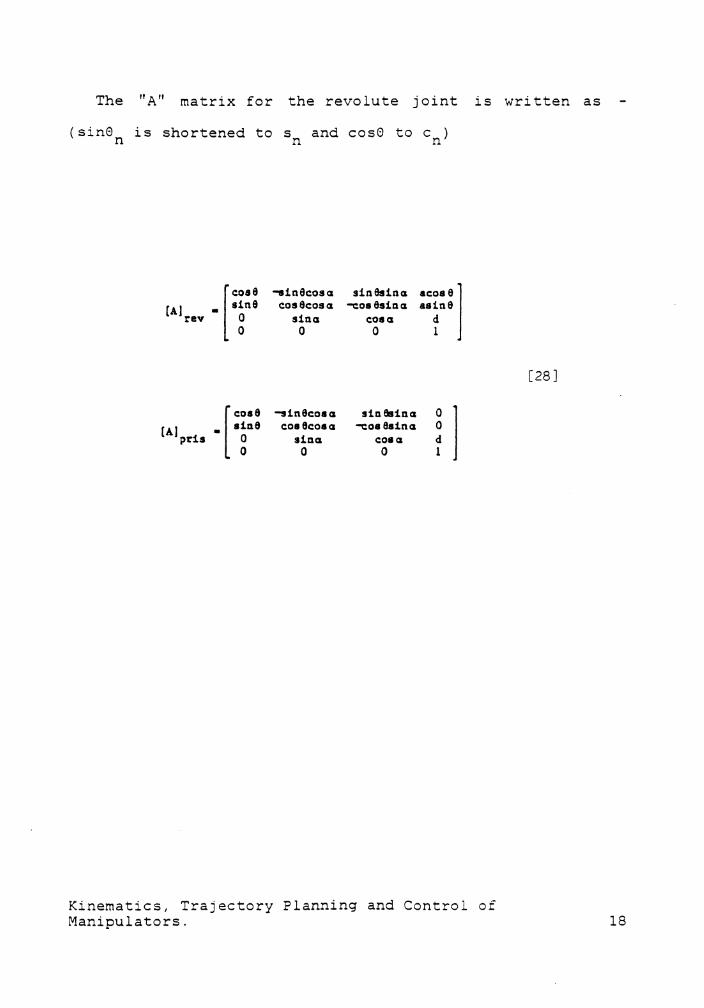
The "A" matrix for the revolute joint is written as
(sin0 is shortened to s and cos0 to c ) n n n
r~·· -sinecosa sin8sina acos el (Al rev
sine cosecosa -coaesina asine - 0 sina cosa d
0 0 0 l
[cosO -sinecosa si118sina 0 l (A]pris - sine cosecoaa -coseaina 0 0 sina coaa d 0 0 0 l
Kinematics, Trajectory Planning and Control of Manipulators.
[28]
18
T
l ------- ---· "a
1'1•n.uJ.• I .. a I•'-~ IUB Jouc Cu-l
l I il . a 90 "t I l. I a : i2 . l6 0 a I 0 I L
J !3 . u 0 •3 0 I a I l.
• . 2• -90 •:. J I •l I 0
5 . ·5 . 90 90, I a 0 I l I 0 ., . 90 0 0 I ·; I 0 I
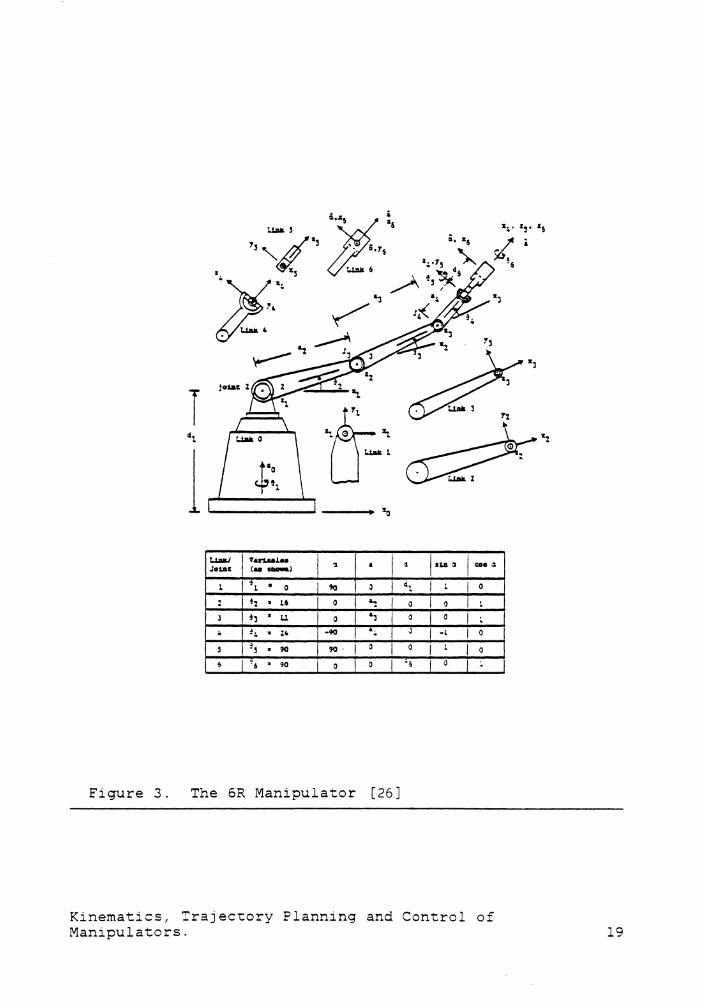
Figure 3. The 6R Manipulator [26]
Kinematics, Trajec~ory Planning and Control of Manipulators. 19
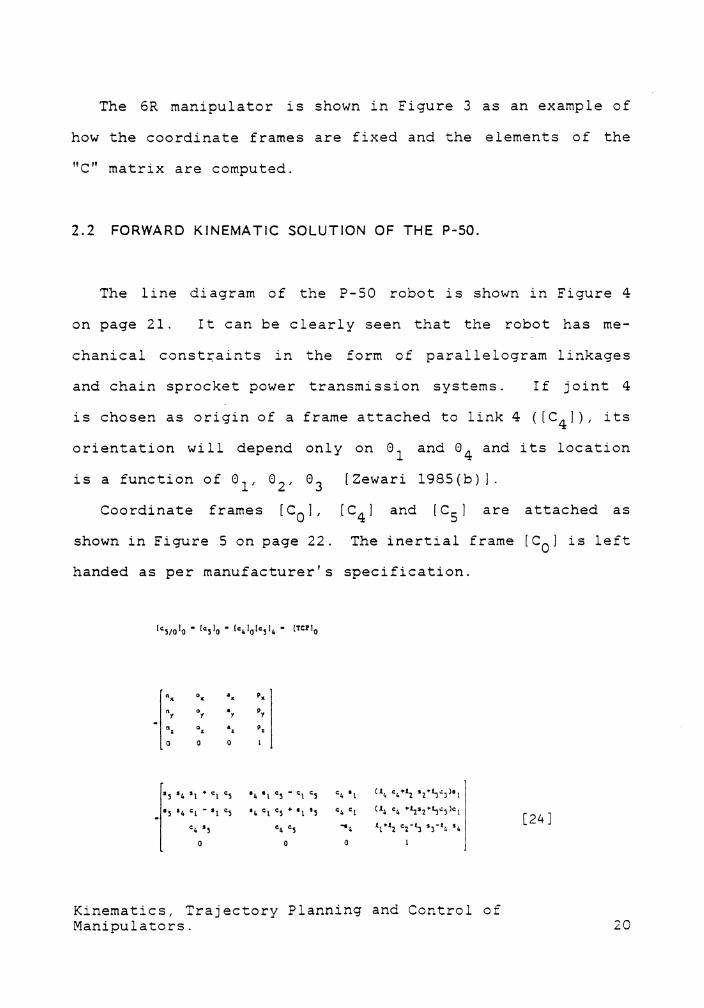
The 6R manipulator is shown in Figure 3 as an example of
how the coordinate frames are fixed and the elements of the
"C" matrix are computed.
2.2 FORWARD KINEMATIC SOLUTION OF THE P-50.
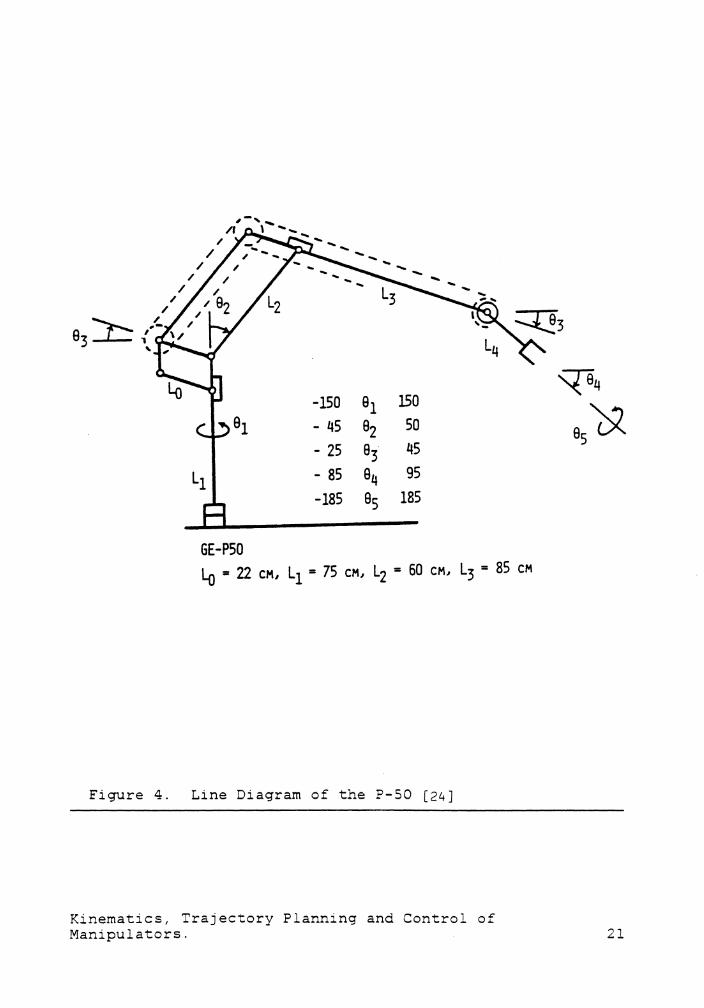
The line diagram of the P-50 robot is shown in Figure 4
on page 21. It can be clearly seen that the robot has me-
chanical constr:-aints in the form of parallelogram linkages
and chain sprocket power transmission systems. If joint 4
is chosen as origin of a frame attached to link 4 ([C 4 ]), its
orientation will depend only on 0 1 and 0 4 and its location
is a function of 0 1 , 02 , 03 (Zewari 198S(b)].
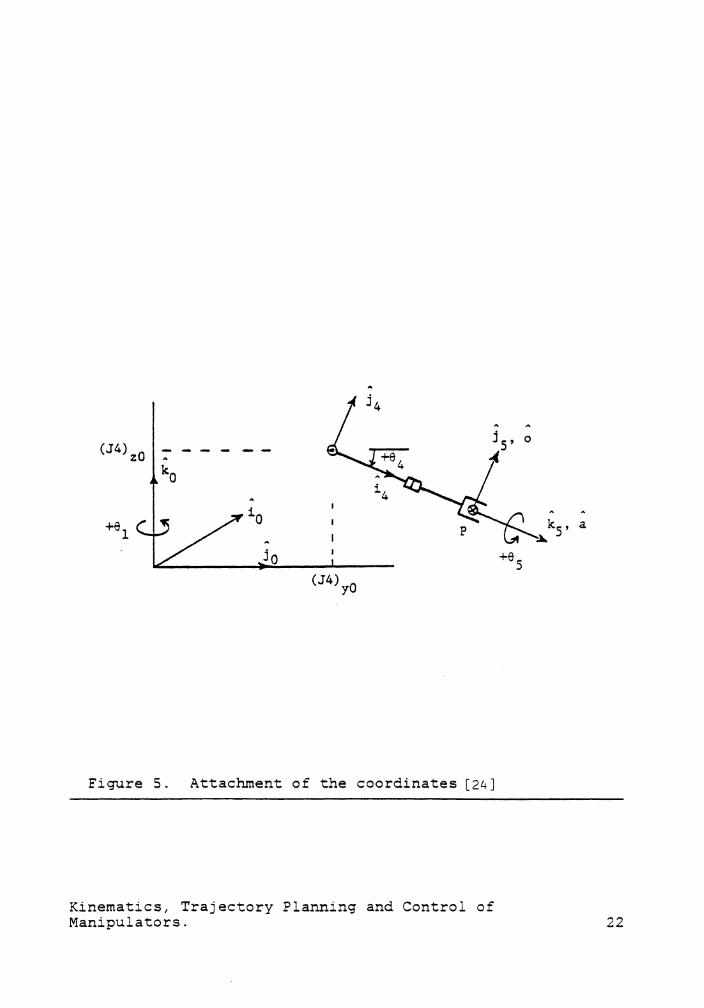
Coordinate frames [ c0 ], [ c4 ] and [ c5 ] are attached as
shown in Figure 5 on page 22. The inertial frame [C0 ] is left
handed as per manufacturer's specification.
.. .. .. p& . . y . y Py y .
' . '
. ' P,
0 0 0
s :5 t 4 s l • cl c, 1 4 , 1 c 5 - c:1 c 5 C:.4 1 1 (l,. c:4•.t2 •2~1i.:1)•1
I 5 S 4 C: 1 - I 1 C5 t 4 Ct C:5 + 1 l 1 5 c~ c:1 (l4 C4 •.t,•2+-½<1)cl
C:4 ., c4 C:5 .... .t1•12 c,-t) •3-14 '4
0 0 0
Kinematics, Trajectory Planning and Control of Manipulators.
[24]
20
L4
-150 81 150 - 45 82 50 - 25 8 . 3 45 - 85 84 95 -185 85 185
GE-PS0 Lo= 22 CH1 Ll = 75 CH1 L2 = 60 CH, L3 = 85 CH
Figure 4. Line Diagram of the P-50 [24]
Kinematics, Trajectory Planning and Control of Manipulators.
'(84
85iX
21
(J 4)zO
Figure 5. Attachment of the coordinates [24]
Kinematics, Trajectory Planning and Control of Manipulators. 22
The last column of [ c5 ] 0 shows the location of the TCP
(Tool Center Point) and the third column the 'approach' of
the robot hand (axis z5 ). The first and second columns give
the 'normal' and 'orientation' vectors.
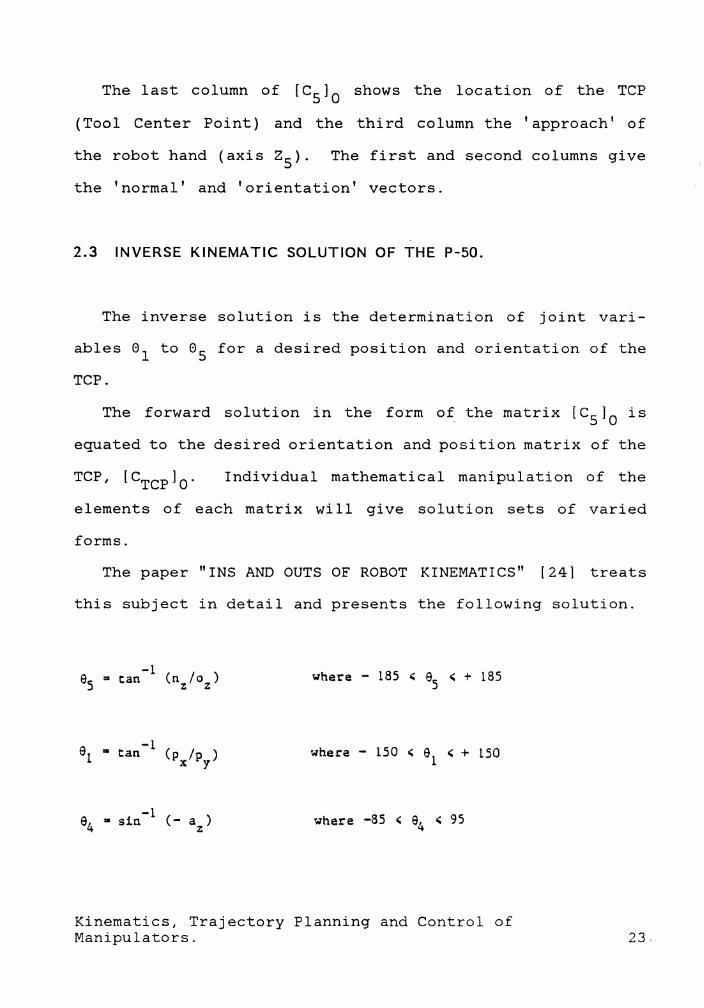
2.3 INVERSE KINEMATIC SOLUTION OF THE P-50.
The inverse solution is the determination of joint vari-
ables 0 1 to 05 for a desired position and orientation of the
TCP.
The forward solution in the form of the matrix [ c5 JO is
equated to the desired orientation and position matrix of the
Individual mathematical manipulation of the
elements of each matrix will give solution sets of varied
forms.
The paper "INS AND OUTS OF ROBOT KINEMATICS" [ 24] treats
this subject in detail and presents the following solution.
where - 185 < a5 ( + 185
where - 150 < a1 < + 150
a • sin- 1 (-a) 4 z where -85 ( e4 ( 95
Kinematics, Trajectory Planning and Control of Manipulators. 23.

where
N l "' p s l + p cl - J.4 c X y 4
Kinematics, Trajectory Planning and Control of Manipulators.

The forward linear velocities can be obtained by taking
the derivative of the position vectors. It must be noted
that although the TCP position and orientation is represented
as a 4X4 matrix, not all elements need be specified for
finding the inverse solution. The sum of the squares of the
components of each unit vector is one. This means only two
components of each unit vector need be specified. The cross
product of one component of a unit vector with the corre-
sponding component of another will give the component of the
third unit vector. Therefore, just by specifying the ele-
ments of the position vector and any four elements of the
upper 3X3 rotation sub-matrix, a computer program can deter-
mine the missing elements if needed and solve the inverse
kinematic equations to find the individual joint angles.
2.4 TRAJECTORY PLANNING.
While performing any task, the robot will move the Tool
Center Point from one specified location to another. The path
traced by the TCP between these two points is called the
trajectory. Trajectory planning is an important consider-
ation, especially in the case of painting and welding robots
where the movement of the TCP has to be under precise con-·
trol.
Kinematics, Trajectory Planning and Control of Manipulators. 25
In a hierarchical control structure, as developed in
Chapter 1, trajectory planning is done in the level between
task computation level and the level that computes the in-
verse kinematic solutions. The trajectory planning program
usually divides the path between the present point and the
target point into small sections by adding intermediate
points along the path. These points are then used to compute
the inverse kinematic solution. The way in which these
intermediate points are selected depends on the trajectory
planning algorithm used or the individual 'joint-driving-
functions' [25].
The target point can be defined in two ways [10].
1. By the end point of the trajectory as defined by the task
program.
2. By a spatial displacement increment defined by its di-
rection and magnitude. Here, the target command is con-
tinuously changed in a random manner during the
trajectory interpolation. This method is usually employed
by Adaptive robots that have external sensors to guide
the TCP to the destination within a cluttered workspace.
When the path between the initial and final point is bro-
ken up into smaller parts or "splines" [ 23], the number of
Kinematics, Trajectory Planning and Control of Manipulators. 26
splines depend on the location of work piece within the robot
workspace [23], precision of the path and complexity and ef-
ficiency of the algorithm used to compute the inverse
kinematic solution. Where precision is the main criterion,
more splines are required leading to greater amount of com-
putation which has an adverse effect on the speed of the TCP.
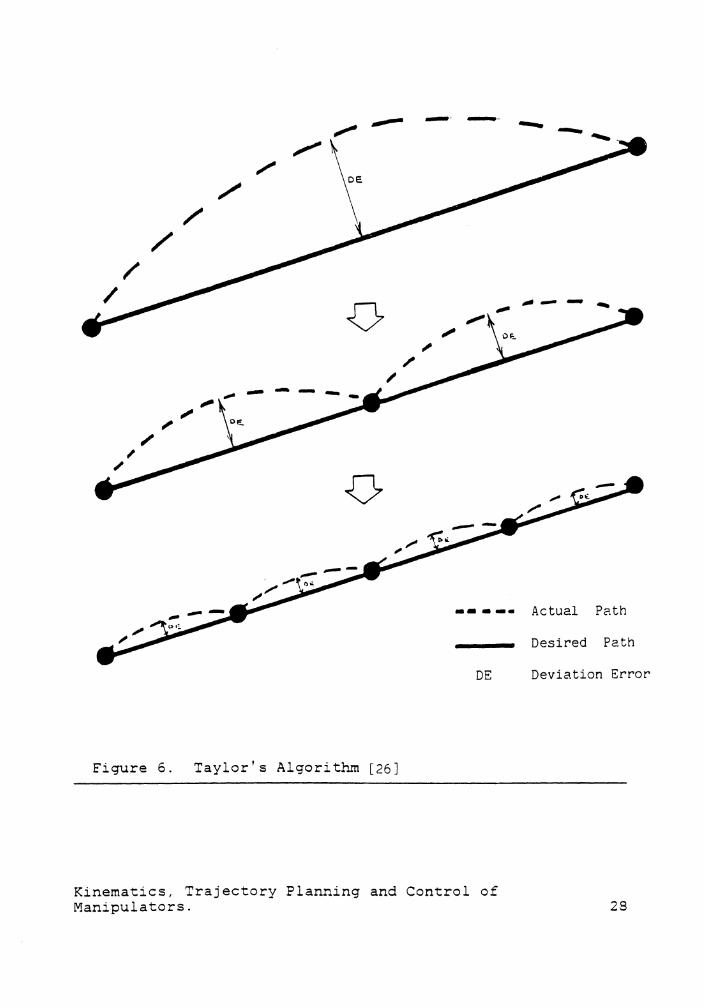
Taylor's algorithm is an example of how straight line
trajectory can be implemented. This algorithm determines the
distance between the location of the TCP at joint space mid
point and the straight line mid point (Figure 6 on page 28).
If this deviation is unacceptable, the mid point of the de-
-sired straight line path is selected as an intermediate node
and the path is divided into two splines. This algorithm is
run recursively util an acceptable deviation from the path
is reached.
One way of implementing such an algorithm in real-time is
to ignore the magnitude of deviation from the straight line.
The precision of the trajectory will depend on desired robot
speed and the speed of the computer. The computer can first
of all compute the number of times it can calculate the in-
verse kinematic solution within the time given for the TCP
to move from one point to the other. The number of splines
or segments into which the path can be broken up will be equal
to this number, no matter what the deviations are.
Kinematics, Trajectory Planning and Control of Manipulators. 27
,,,- --------
•• • -• Actual Path
Desired Pa.th
DE Deviation Error
Figure 6. Taylor's Algorithm [26]
Kinematics, Trajectory Planning and Control of Manipulators. 28
It must be noted that the trajectory need not always be
computed in real time. One common method is to have the pro-
gramming done off-line and the trajectory and inverse
kinematic calculations results stored in a look-up table in
the memory of the computer. When the robot is running, data
from the table can be fed to the joint controllers in real-
time.
Another method of accomplishing off-line programming is
to move the TCP over the required path manually, while the
joint positions are sampled and recorded at a fast rate.
These taught points can be 'played-back' at different veloc-
ities in real-time, as practiced in painting robots.
Both of the above methods preclude the use of vision or
other sensory feedback during operation of the robot and
hence are not suitable for adaptive control.
2.5 JOINT DRIVING FUNCTIONS.
When trajectory planning of the TCP is the main concern,
little attention is paid to the motion of the individual
joints. If the TCP is made to move in a straight line, in-
variably, the joints will be subjected to impulsive forces
that expedite the breakdown of the mechanical components.
In operations like 'pick-and-place' where the path of the TCP
Kinematics, Trajectory Planning and Control of Manipulators. 29
is not of much importance, the joints can be driven with
special joint driving functions to reduce the wear and tear.
Currently, a variety of joint driving functions are in
vogue [25]. Some of them are described below.
1. Bang-Bang is misleadingly referred to as constant accel-
eration, constant deceleration driving function in
robotic work. This function is highly impulsive at the
boundaries and at midrange and should not be used in
driving actual robot joints except for comparison with
other functions.
2. Third order polynomials. The position of the joint is
written as a third order function of time. As can be seen
from figure 2.8, the start point and end point are sub-
ject to abrupt change in angular acceleration which leads
to impulsive forces.
3. Fifth order polynomials. These are popular joint driving
functions. Their advantage being the ability to start
executing another segment of motion before coming to a
full stop. This is because the acceleration and velocity
at the boundary regions need not be zero. The disadvan-
tage is the longer computation time required.
Kinematics, Trajectory Planning and Control of Manipulators. 30
4. Joint space interpolation. In this method, all the joints
start and stop at the same time. Their velocities are
constant during motion leading to large impulsive forces
at the end points.
5. Cycloidal-constant velocity-cycloidal motion. This mo-
tion is best explained by Figure 7 on page 32. The con-
stant velocity part of this function reduces the peak
power required to move the joint. The computation re-
quired might be higher than the fifth order or higher
polynomials.
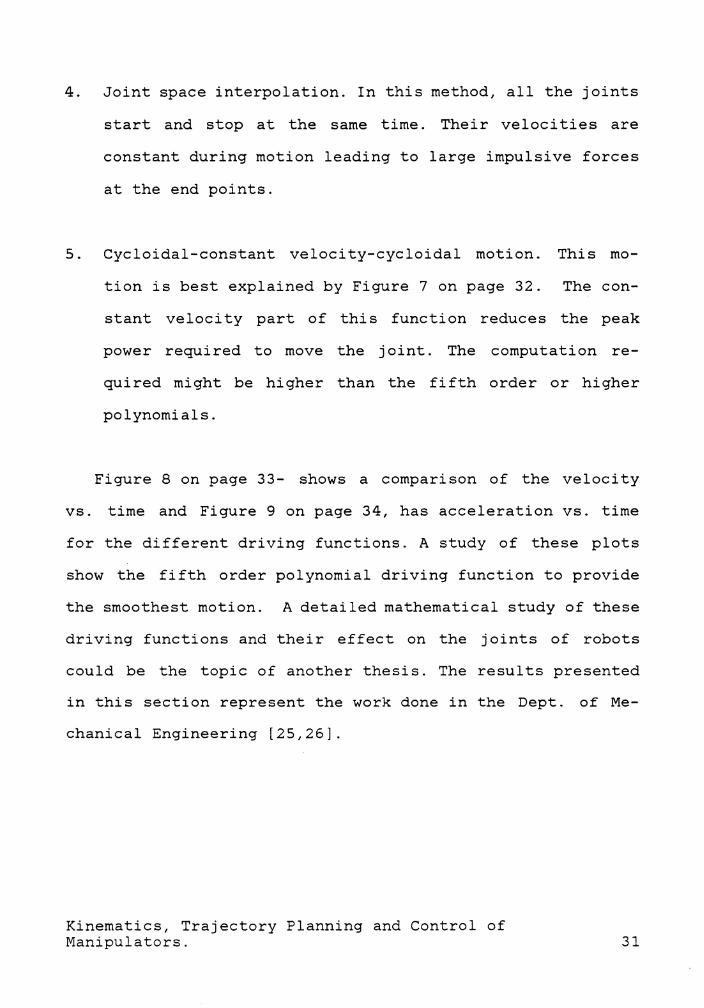
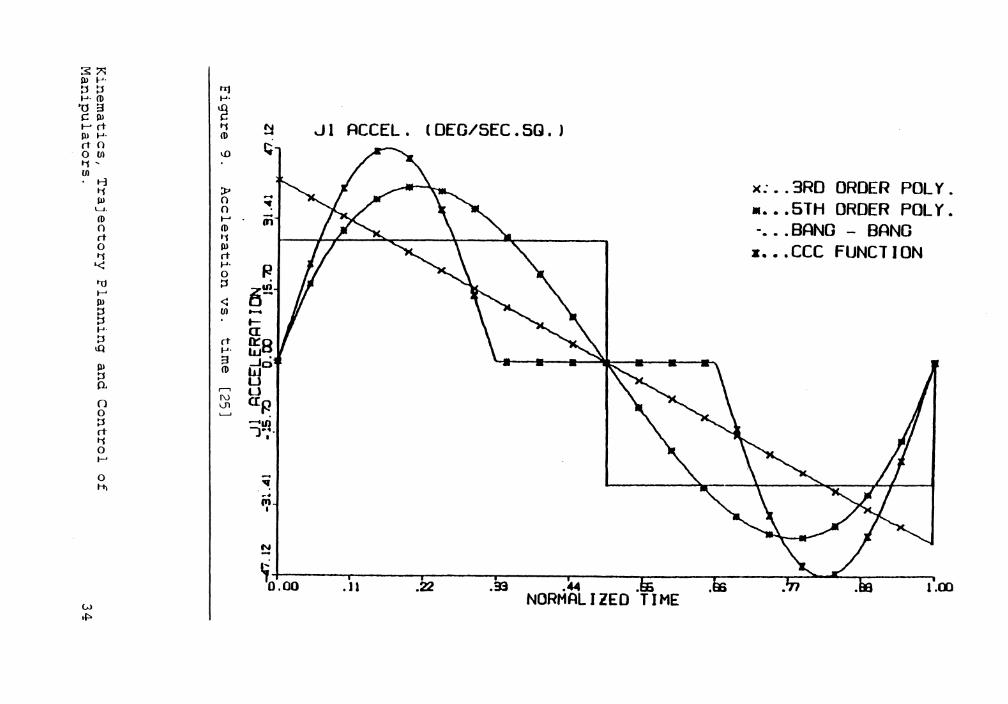
Figure 8 on page 33- shows a comparison of the velocity
vs. time and Figure 9 on page 34, has acceleration vs. time
for the different driving functions. A study of these plots
show the fifth order polynomial driving function to provide
the smoothest motion. A detailed mathematical study of these
driving functions and their effect on the joints of robots
could be the topic of another thesis. The results presented
in this section represent the work done in the Dept. of Me-
chanical Engineering [25,26].
Kinematics, Trajectory Planning and Control of Manipulators. 31
e . 1
0 . 1s..,.------
Figure 7. Cycloidal-Constant Velocity-Cycloidal Motion [25]
Kinematics, Trajectory Planning and Control of Manipulators. 32

~:;,<: Ill 1-'· pp ..... (1) 'd 9
Ill I-' rt Ill 1--'· rt () 0 (I}
tf -(I}
H 1-1 Ill
LJ. (1) () rt 0 tf '<
w w
tu I-' Ill p p ...... p ,Q
Ill p p.
0 0 p rt 1-1 0 I-'
0 H)
"1 ......
1-1 (1)
00
<! (1) I-' 0 () ...... rt '< <: (I}
rt ...... ;3 (1)
.. N V1 ._,
Bl IR
Ill IR
IQ ::I(\· ..... u 0 .JBI W, >m -.... t-,IR o· ·1!2
8
JI VELOCITY lOEG/SECl
+ ••• lRST ORDER POLY. x ••. 3RO ORDER POLY. •... STH ORDER POLY. -••• BANG - BANG z ••. CCC FUNCTION
·--~---,r----r----r----.----,.-----r----,-----,------• II .22 .93 .44 .B:i
NORMALIZED TIME
C)
U) . u u.J
U)
' 0 u.J C
l
J u.J u u a:. --,
• >-
J J
00 Z
a..a..oo z-
a: a: CI t-
W LLJ C
D U
C
lCl
Z 0: a::
I ::,
0 0
LL 0
Cl l:
Z U
0:1-C
IU
m U
J CD
U
. . I
e I
e . . . . . X
•
I N
a -Lu
-a Lu N
-..J ,;a:
'%:
a:: 0 z
m .
--0 1
K
, 1
, ::::::,,,._.
• ,
I 00•
21·0-r,-·,s
ct:sr oo·a
a,:s:-,,.·1E-
zt·~ N
O I lt:;~373::J'Jtj Ir
Figure 9.
Accleration
vs. tim
e [25]
Kinem
atics, Trajectory
Planning and
Control
of M
anipulators. 34
2.6 CONTROL OF THE ROBOT.
The design of a control system for a robot depends on a
number of factors [17).
1. The geometric design of the machine.
2. Specifications of speed and accuracy.
3. Type and structure of task to be performed.
4. External disturbances.
5. Accuracy in modelling the arm.
6. Method of teaching the task.
For a robot to perform well, full coordinated control of
each degree of freedom has to be effected by sophisticated
control algorithms. These algorithms take into account the
kinematics and dynamics of the system and compute the forces
and torques needed to drive the TCP along the desired tra-
jectory. Though this may be considered the 'Control-
Problem', the solution for manipulator control is complicated
Kinematics, Trajectory Planning and Control of Manipulators. 35
by the gravitational loading of the arms, friction and the
coupling reaction between the joints.
Many control methods have been established [ 13] and in
fact this work is itself the development of a system to serve
as a tool for developing and testing different control phi-
losophies. The prominent control methods used today are the
Resolved Motion Rate Control (RMRC) [22], the Cerebellar
Model Articulation Control ( CMAC), Near-minimum-time con-
trol, the Computed Torque method and the Adaptive Control
techniques.
The RMRC is a technique by which the joint angle rates
required for the TCP to move in a certain direction with
respect to the inertial coordinate system is computed. To
find the angular velocities, the inverse of the Jacobian Ma-
trix is required and this computational effort and ocassional
singularity of the Jacobian matrix are the main disadvantages
of this method.
Cerebellar Model Articulation is a table look up control
method based on neurophysiological theory. Instead of solving
analytical equations, control functions are computed by
looking up a table stored in the computer memory.
Near-minimum technique is based on the linearisation of
the highly non-linear motion of the robot, around the nominal
trajectory and linear feedback is obtained analytically. For
Kinematics, Trajectory Planning and Control of Manipulators. 36
manipulators with more than four joints this proves to be too
complex [ 13] .
Adaptive control methods can be used to maintain good
performance over a wide range of motions and payloads. Sta-
bility is the problem here since the dynamic equations of the
manipulator are complex arid non-linear. A good simulation
model is difficult to device and designing a stable adaptive
control law is neither simple nor easy.
The computed torque technique assumes that all the dynamic
and kinematic parameters of the manipulator are known. From
this, the driving signal required to move a joint from one
position to another with a particular velocity is computed
and applied. This is basically a feed forward system that
does not take into account the changes in payload or any ex-
ternal disturbances. An off shoot of this method is the Dual
Mode Control scheme which combines the inverse dynamics with
servo feedback [27). Here, the computed torque method is em-
ployed in conjunction with a servo feedback loop or until a
particular time when control is switched to a feed back servo
system. This way the steady state error inherent to the com-
puted torque method and the initial oscillations of a servo
are avoided. The main problem with the later version of this
scheme is determination of an optimum moment to switch over
to the servo.
Kinematics, Trajectory Planning and Control of Manipulators. 37
This brief discussion on different control strategies is
in no way comprehensive. It gives a general idea of the con-
trol problem and shows the need for a robot research tool to
provide for experimental verification of different control
schemes. This chapter also shows the computational power
required of a robot controller.
Kinematics, Trajectory Planning and Control of Manipulators. 38
3.0 STUDY OF THE P-50 ROBOT.
The Robotics Industry Directory [20] describes the P-50
as a continuous path, five degrees of freedom, point to point
linear interpolation process robot with a resolution of
0.2mm, accuracy of 0.2mm and a repeatability of 0.2mm. This
robot is manufactured by Hitachi Corporation of Japan and
marketed in the United States by General Electric. The P-50
is an upgraded welding robot with a load carrying capacity
of 10kg. Its typical applications, supported by the manufac-
turer, are machine tool loading/ unloading, parts transfer,
spray painting, plastic molding and welding.
3.1 SYSTEM CONFIGURATION.
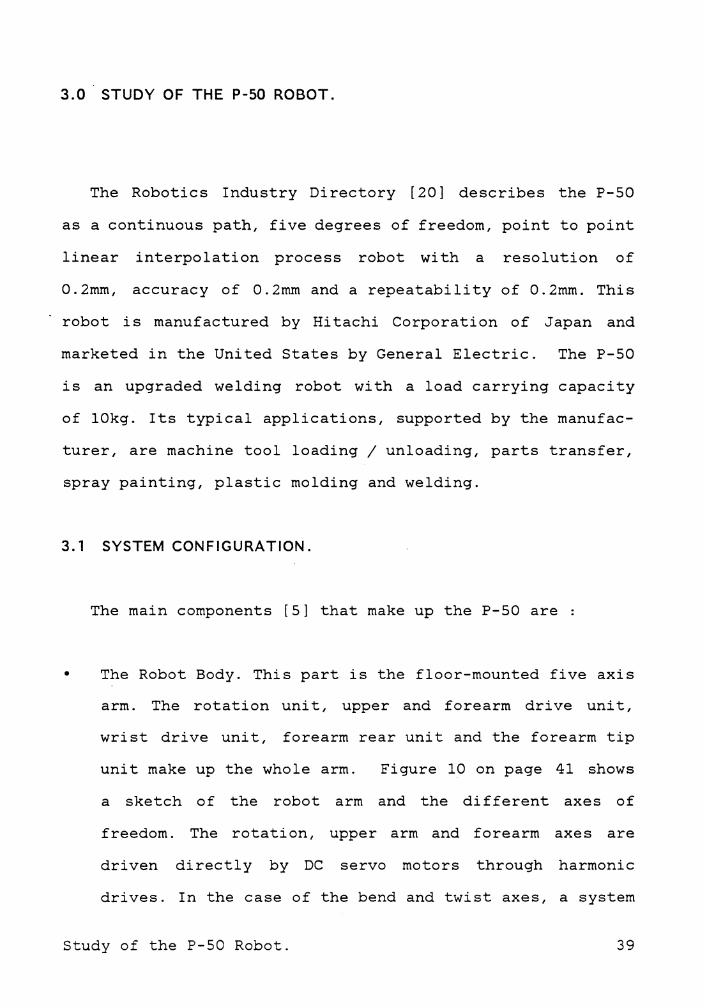
The main components [5] that make up the P-50 are
• The Robot Body. This part is the floor-mounted five axis
arm. The rotation unit, upper and forearm drive unit,
wrist drive unit, forearm rear unit and the forearm tip
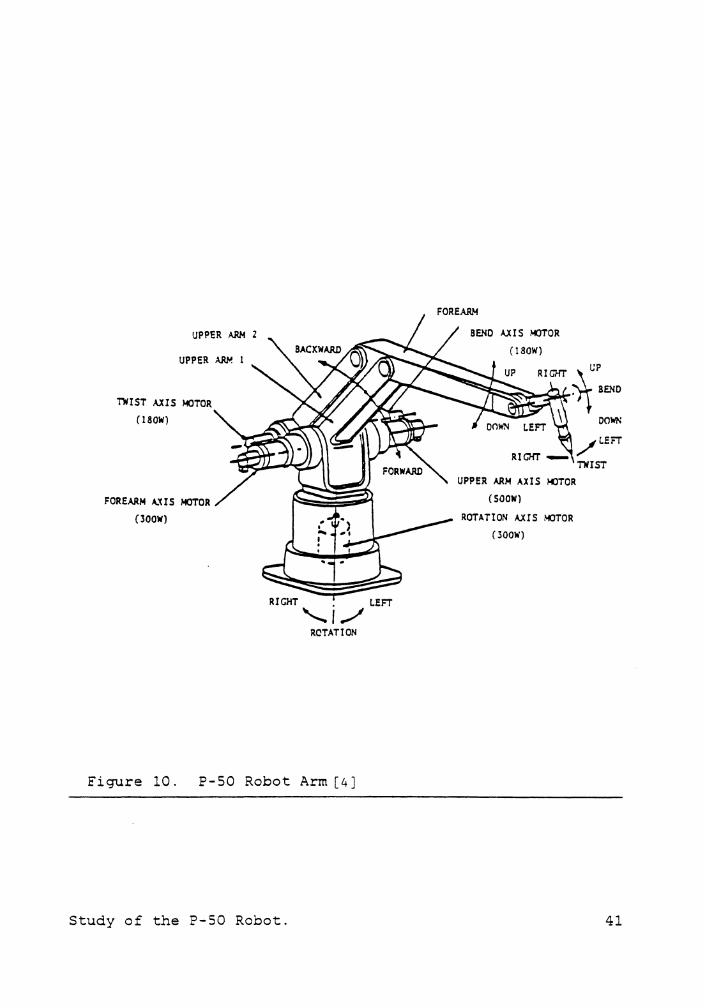
unit make up the whole arm. Figure 10 on page 41 shows
a sketch of the robot arm and the different axes of
freedom. The rotation, upper arm and forearm axes are
driven directly by DC servo motors through harmonic
drives. In the case of the bend and twist axes, a system
Study of the P-50 Robot. 39
of chains and rigid bars are used along with the harmonic
drives to transfer the power from the actuators. The
rotation, upper arm and forearm axes motors are equipped
with electromechanical brakes for holding the arm in po-
sition when the servo system is deactivated. Each of
these axes are also equipped with proximity switches
which lets the controller unit determine the zero point
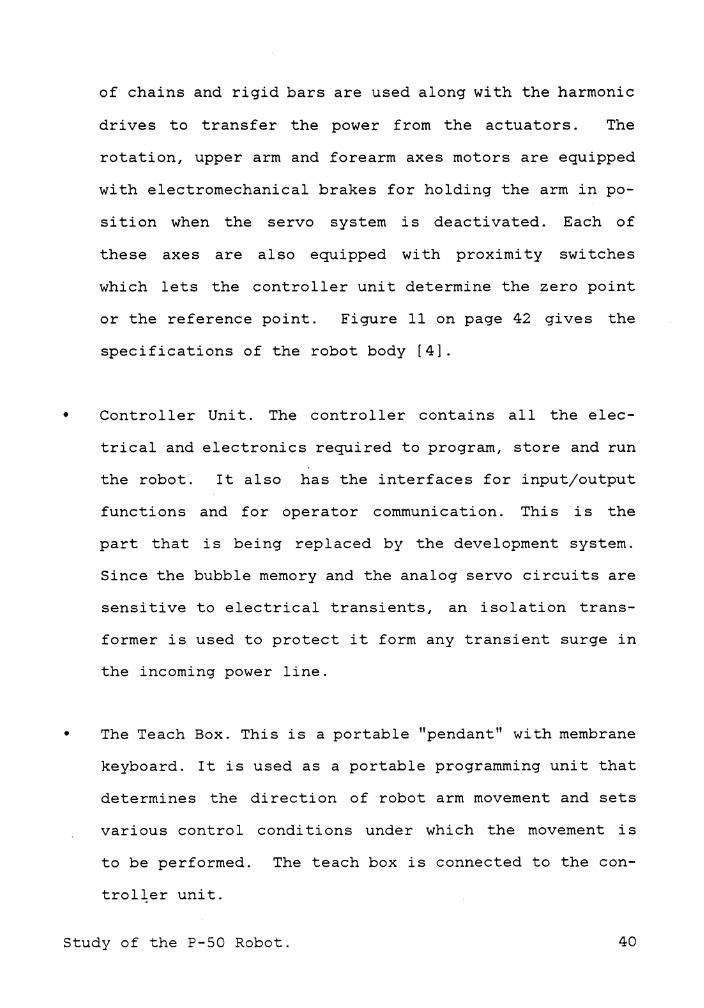
or the reference point. Figure 11 on page 42 gives the
specifications of the robot body [4].
• Controller Unit. The controller contains all the elec-
trical and electronics required to program, store and run
the robot. It also has the interfaces for input/output
functions and for operator communication. This is the
part that is being replaced by the development system.
Since the bubble memory and the analog servo circuits are
sensitive to electrical transients, an isolation trans-
former is used to protect it form any transient surge in
the incoming power line.
• The Teach Box. This is a portable "pendant" with membrane
keyboard. It is used as a portable programming unit that
determines the direction of robot arm movement and sets
various control conditions under which the movement is
to be performed. The teach box is connected to the con-
trol~er unit.
Study of the P-50 Robot. 40
UPPER ARM 2
UPPER AAA 1
TWIST AXIS MOTOR (180W)
FOREARM A.~IS MOTOR (lOOW)
RIGHT . LEFT
"-.I/ ROTATION
Figure 10. P-50 Robot Arm [ 4]
Study of the P-50 Robot.
SEND AXIS MOTOR ( 180W)
RIGITT ~IJP
rt'~~=-~~• SEND o.-~....-. __,,,LL.._
DOWN
/LEFT
TWIST UPPER ARM AXIS 1-0TOR
(SOOW)
ROTATION AXIS MOTOR (300W)
41
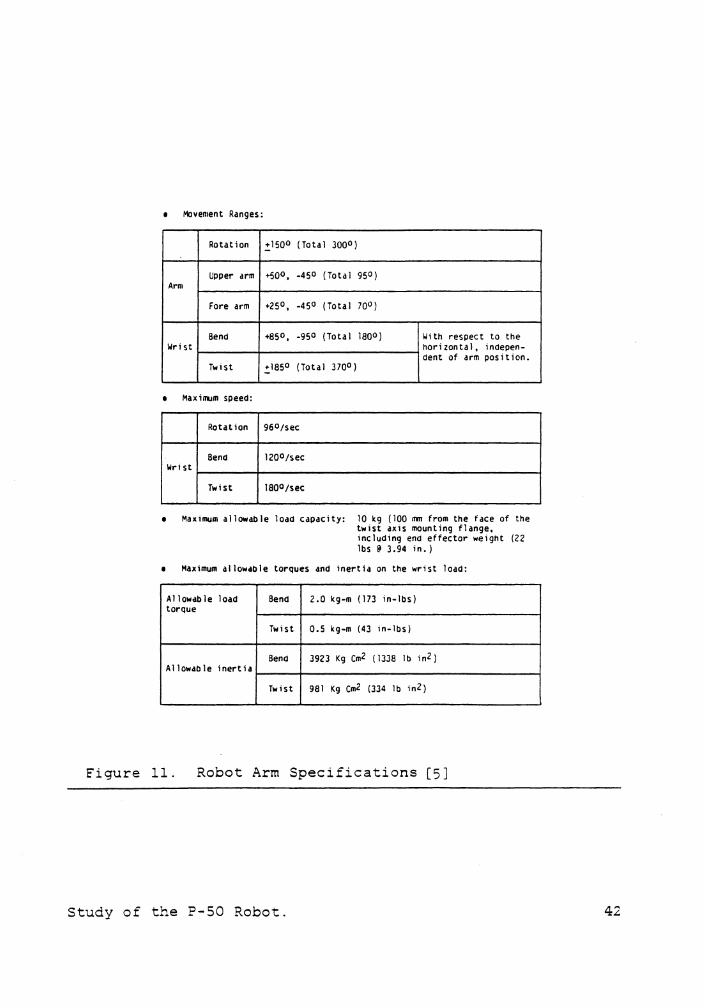
• Movement Ranges:
Ro tat ion +150° (Total 3000)
Upper arm +5QO, -450 (Tota I 95°) Arm
Fore arm +25°. -45° (Tota I 70°)
Bend +850, -950 (Total 1800) With respect to the Wrist hOrizontal, indepen-
dent of arm position. Twist +185° (Total 370°)
• Maxi,rum speed:
Rotation 960/sec
Bend 12001sec Wrist
Twist 1800/sec
• Maximum allowable load capacity: 10 kg (JOO mm from the face of the twist axis mounting flange, including end effector weight (22 lbs @ 3.94 in.)
• Maximum allowable torques and inertia on the wrist load:
Allowable load Bend 2.0 kg-m (173 in-lbs) torque
Twist 0.5 kg-m {43 1n-lbs)
Bend 3923 Kg cm2 (1338 lb in2) Allowable inertia
Twist 981 Kg cm2 (334 lb in2)
Figure 11. Robot Arm Specifications [5]
Study of the P-50 Robot. 42

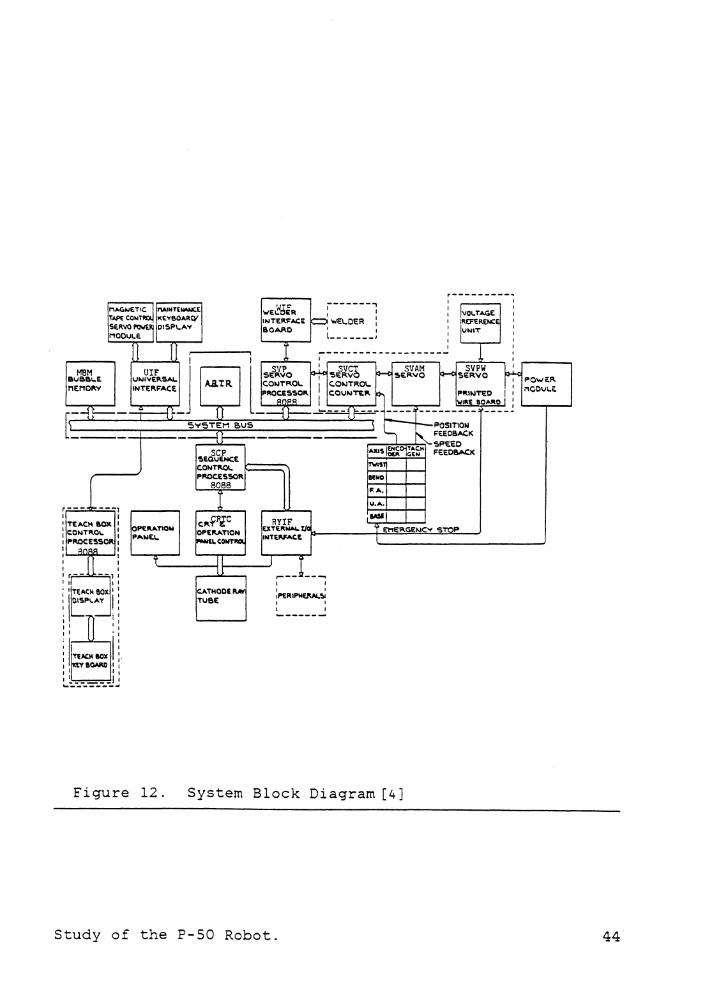
3.2 WORKING OF THE CONTROLLER.
Schematics of the electronic circuitry of the controller
or any other techical information about it is considered
proprietary. Hence a general idea of how the controller works
was culled from the system block diagram (Figure 12 on page
45 ) supplied by the venders and by observing signals at
various points on the circuit boards with an oscilloscope.
The first thing that is observed when the controller cir-
cuit board is exposed is that all the signals and data are
transmitted via two wire differential lines. In the mainte-
nance and installation manual the letters P and N are used
to denote the two wires assigned to each signal. This tech-
nique is used to develop immunity from electrical noise. The
servo pulse amplifiers and welding machines generate so much
electrical noise that it would cause havoc in the digital and
analog circuits of the controller. Noise is picked up by
wires carrying signals. Since differential lines are used
only the difference in voltage levels between the two lines
are considered as the actual signal. This will totally elim-
inate all the noise picked up because the noise levels on
both lines are the same.
Once the front panel of the controller is removed, a se-
ries of circuit boards can be seen mounted on the 'W-rack'.
These circuit boards bear a one to one relationship with the
blocks on Figure 12 on page 1)!5. wt.
Study of the P-50 Robot. 43
MAGWE.TIC. MINTE:»'NC.E !TAP£ co .. no KEY80AR[V SERVO ~I CISPI.AV MODULE
wE2idiR INTERFACE 110"-RO
-------, I I
ioWELCER : ' I (_ ______ ,
r--------- .. I I I I
' VOLTAGE I
' RO'e.RENC:£ I I UNIT I I I I I
] I J I __ ..,__~ ;-r-------------~-- --r----_-_-_-_-..,----"'----, :
j l SI/P I SVCT SVAM SI/PW r: l I I
MBM euae.1.E MEMOfl.V
UIF SEF\VO SERVO jO-< SEFWO SERVO I PO'-'C:R u,NNT,:RE~!c"; AB.1:R. coNTR01. I CONTROi.. , _
.. •. .. PROCESSOI\ COUNTEF\ PIO.INTED I I ncou1. .. 0 ~ 00 I '--~---' ._ __ ,_,_ w11'r acA"O i : ----,----
[\_--n--_ -- ri-- 11 --n--=--=-=-f!==-- .::-- -------- ~-----,, S.,.STEt1 BUS I r-POSITION
•--l f---------•---- I f'_ FEEOa.t.CK -+---·- SPEEO
, ___ 1 ___ 1
I I 1 TtACH 80X I : CONTI0.01. : 1 l'IO.OCE5SOR 1 1 MM I
SCP SEQUENCt CONTI\OI. ~==:"\ PIIOC.ESSOR
8088
I
A1U$ 1~°1~~~M FEE08ACJ<
ltNO
F'.A.
U.A.
c,._f?iC OPEIO.ATION Jl'N,u COIITIOIIO
,IASI afU.f.... tic 't El"IERGe:Ncv STOP INTEI\FACE "l:1-------,Jr--"====-=="---'
I 1 : ~--n--,: t ii 11
't'------,![1---_,1 ~--!--~ . '!~:cw SOX I I
ILPl.:_!i §', :I T(KH SOX i i
'l'IIOAIO.Cl1 I l 1
~-----l I ________ _,
Figure 12.
CATHODE RM TUBE
1 I I I 11'ERIPMEIVll.!ol
System Block Diagram [4]
Study of the P-50 Robot. 44
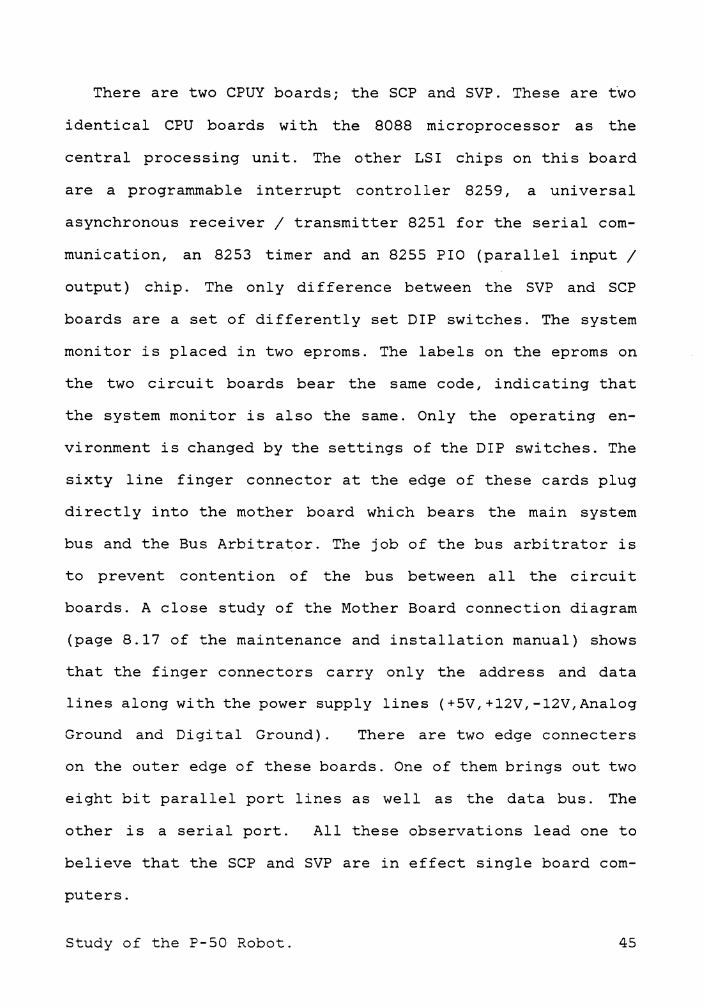
There are two CPUY boards; the SCP and SVP. These are t·wo
identical CPU boards with the 8088 microprocessor as the
central processing unit. The other LSI chips on this board
are a programmable interrupt controller 8259, a universal
asynchronous receiver/ transmitter 8251 for the serial com-
munication, an 8253 timer and an 8255 PIO (parallel input/
output) chip. The only difference between the SVP and SCP
boards are a set of differently set DIP switches. The system
monitor is placed in two eproms. The labels on the eproms on
the two circuit boards bear the same code, indicating that
the system monitor is also the same. Only the operating en-
vironment is changed by the settings of the DIP switches. The
sixty line finger connector at the edge of these cards plug
directly into the mother board which bears the main system
bus and the Bus Arbitrator. The job of the bus arbitrator is
to prevent contention of the bus between all the circuit
boards. A close study of the Mother Board connection diagram
(page 8.17 of the maintenance and installation manual) shows
that the finger connectors carry only the address and data
lines along with the power supply lines (+5V,+12V,-12V,Analog
Ground and Digital Ground). There are two edge connecters
on the outer edge of these boards. One of them brings out two
eight bit parallel port lines as well as the data bus. The
other is a serial port. All these observations lead one to
believe that the SCP and SVP are in effect single board com-
puters.
Study of the P-50 Robot. 45

The parallel port and data lines from the SVP connect to
the SVCT or servo counter board. The serial lines are con-
nected to the welder interface board or WIF. SVCT or the
servo counter board is the only digital portion of the servo
circuitry. The inputs to this board are the digital data from
the SVP and the position feedback from the position encoders
of each joint. The output from the SVCT are a set of digital
lines marked VCO through VCll. In servo control parlance, the
position error signal is also called the velocity control
signal. From this it can be hypothesized that the SVP feeds
the position reference signal to the SVCT which conditions
and subtracts the actual position from the reference to get
the velocity control signal in 12 bit data format. It must
be noted that both the reference position input as well as
the velocity control output are time division multiplexed.
To decode the multiplexed signals, lines carrying the decod-
ing information are also supplied from one board to another.
SVAM is the name of the sevo amplifier or the analog part
of the servo circuitry. The inputs to this board are the ve-
locity control signals which are converted to analog data by
a D/A converter and demultiplexed; and the actual velocity
feedback from the tachogenerators attached to the shaft of
each actuator. There are five sealed hybrid micro circuits
on this board that determine the velocity error and send out
the driving signal. The output from this board is the driv-
Study of the P-50 Robot. 46
ing signal in a pulse width modulated form, one for each de-
gree of freedom.
The SCP board, the other CPU board, has its parallel port
lines connected to the RYIF board. The RYIF board is the one
that takes care of all the external input/ output signals.
This board has banks of electromechanical relays that isolate
the electronics of the controller from external voltage
sources. There are also a set of timer ICs on this board. The
use of these I/0 lines can be explained as follows.
1. Input signal - Used as an interlock signal from a pe-
ripheral device to change the operating condition of the
robot or to stop/start robot motion.
2. Output signal-Used as a start signal for the peripheral
unit, from the robot. The peripheral unit can also be
controlled by the robot to a certain extent by using a
set of output lines to format a digital word and having
some electronics on the peripheral side to decode the
'meaning' of the word.
3. Timer - Used as a time limiting element for both the ro-
bot and the peripheral unit.
There are sixteen input lines and sixteen output lines
Study of the P-50 Robot. 47
The serial port of the SCP board is connected to the CRTC.
This is nothing but the cathode ray tube controller. The
circuitry is similar to that of a video monitor. The data
coming in through the serial port is displayed on the CRT
screen. There are some optional output ports from this port
which can be used to run a printer.
UIF and MBM are the remaining circuit boards on the W-
rack. The UIF is a kind of universal interface board that
interfaces the Maintenance Keyboard (MKD) and the cassette
deck to the main system bus. To mention briefly about the
MKD, it is a keyboard and led display which can be used to
pinpoint faults and to rectify software faults in the case
of a breakdown. It is used to load system software from cas-
settes to the bubble memory. The MBM board has an onboard
DC to DC converter that takes in the +SV and -12V lines and
outputs a higher voltage needed by the magnetic bubble mem-
ory. The bubble memory is a technique of storing large den-
sities of data in a non-volatile form without the use of
moving parts. Usually rare earth garnets are used as the base
for making bubble memories. These materials have the prop-
erty of being able to trap magnetic domains within their
surface. The magnetic domains shrink into cylinders or 'bub-
bles' [2] when an external magnetic field is applied. With
suitable 'islands' of magnetic material placed on the surface
of the garnet and by means of conductors which generate a
revolving magnetic field, these bubbles can be moved around
Study of the P-50 Robot. 48

within the material. If the presence of a bubble in a certain
location indicates a logical one and its absence a zero,
digital data can easily be stored. The technique of reading
the presence, creation and movement of a bubble is complex
and beyond the scope of this chapter. All that is required
to be known from the controller point of view is that the
magnetic bubble memory board acts as a non-volatile 128K byte
RAM. It may be mentioned in the passing that these devices
are extremely sensitive to transients in the supply voltages
and to external magnetic or electric fields.
SVPW is the servo pulse width modulator. This board can
be seen only if the back panel of the controller is laid back
on its hinges. Care should be taken while doing this since
two of the flat cables are not long enough and they have to
be detached from the connectors on the SVPW board. The only
input to this board are from the SVAM, the driving signals
for each joint, the brake control lines and servo on/ off
line. There are some interlock circuitry built into this
board to switch off power supply to the power amplifier if
conditions like over-current or damage to the power devices
occur.
The driving signal from the SVAM is an 18.658kHz pulse,
varying in amplitude from -2.Sv to +2.Sv. This signal and its
generation are discussed in the next chapter. The heavy-duty
de current for each motor is pulse modulated by the driving
signal. During the negative half of the pulse, current passes
Study of the P-50 Robot. 49

through the motor in one direction. The positive half sends
the current in the opposite direction. The motors are of the
permanent magnet direct current type. Due to the high fre-
quency of the alternating current, the shaft remains sta-
tionary. To rotate the motor shaft in any one direction, the
duty cycle (the percentage of the period of the pulse for
which it is positive) of the pulses are changed. When the
duty cycle is less than 50%, there is more current passing
in the negative direction and the shaft rotates in that di-
rection. Similarly, with a duty cycle greater than 50%, ro-
tation is effected in the opposite direction. The motors,
being of the permanent magnet type, do not have the problem
of cross magnetization effects and empirically, the re-
lationship between the duty cycle of the driving signal and
the motor torque can be deduced as follows.
• 0% duty cycle equivalent to 100% torque in negative di-
rection.
• 50% duty cycle equivalent to no torque in either direc-
tion.
• 100% duty cycle equivalent to 100% torque in positive
direction.
Study of the P-50 Robot. 50
Because of the bui 1 t in current feedback loop in the power
module (pulse amplifier) there is a linear relationship be-
tween the torque and duty cycle for all practical purposes.
Note that inductors are connected in series with the motors
to reduce the current pulsations in the motor drive circuit.
Al though the rated voltages of the motors are from 85V to
115V, all of them are driven from a lOOV DC bus. Figure 13
on page 52 gives all the parameters of the actuators.
As a protection measure, the servo goes into an emergency
stop if any fault is detected by the interlock circuits. In
the case of minor errors, the operator can reset the system,
however if the error is major ( as determined by the CPUY
cards), the power supply to the entire system will have to
be switched off, the error rectified and the system re-
powered. Techniques for overcoming these interlocks for
disabling the present controller without affecting the pulse
amplifiers are explained in the chapter on system design.
3.3 CONTROL STRUCTURE OF THE P-50.
From the above discussion on the working of the controller
it can be concluded that the controller emulates a four level
hierarchical control structure. The power modules, SVPW,
SVAM, and SVCT make up the lowest or the executive level. The
SVP and MBM boards form the tactical as well as the strate-
gical levels ( as discussed in the introduction). Certain
Study of the P-50 Robot. 51

NAME MOTOR SIZE MOTOR REVOLUTION AXIS MOVING END
Rotation O.JOkW cw Left ccw Right
Upper Ann O.SOkW cw Rear ccw Fore
Foreann O.JOkW cw Down ccw Up
Bend D. 18kW cw Up ccw Down
Twist 0. 18kW cw Right ccw Left
Motor rewlution directions indicated In the above table were detennined when looking at the motor from the drive shaft end.
The output shaft of each hannonic drive moves in~ direction opposite to that of the motor.
~otor revolution: CW: Clockwise CCW: Counterclockwise
Figure 13. Servo motor specifications [4]
Study of the P-50 Robot. 52
amount of adaptiveness is possible with the input output
lines and the SCP RYIF combination could be considered as the
fourth level of the hierarchy, from the bottom. The man -
machine interface is accomplished by the CRT display, the
controller keyboard and the teach box.
Study of the P-50 Robot. 53

4.0 SYSTEM DESIGN.
This chapter deals with the design and development of the
development system for the P-50 Process Robot. As mentioned
earlier in the introduction, the goal was to provide for the
disabling of the original controller and to transfer control
of the manipulator arm to the new development system. How-
ever, to avoid duplication of hardware, the power amplifier
of the original controller is used in the design of the new
controller. Al though the entire Robot Control Development
System was conceptualized, only the hardware for the execu-
tive level and the communication link to the higher levels
could be built and tested. This in itself is no mean
achievement since, at the start of the project, there was no
technical information available on the P-50 and all the
interface hardware and software had to be designed and tested
in a sort of trial and error fashion. In this chapter, em-
phasis is placed on the work that has been done. The rest can
be considered as guide lines for developing the entire sys-
tem.
4.1 SYSTEM TOPOLOGY.
With the hardware presently available, a four level control
hierarchy is envisioned. The IBM PC integrates the human
System Design. 54
interface through its keyboard and color monitor, the stra-
tegical level and tactical level in a high level language
like FORTRAN and the communications to the executive level
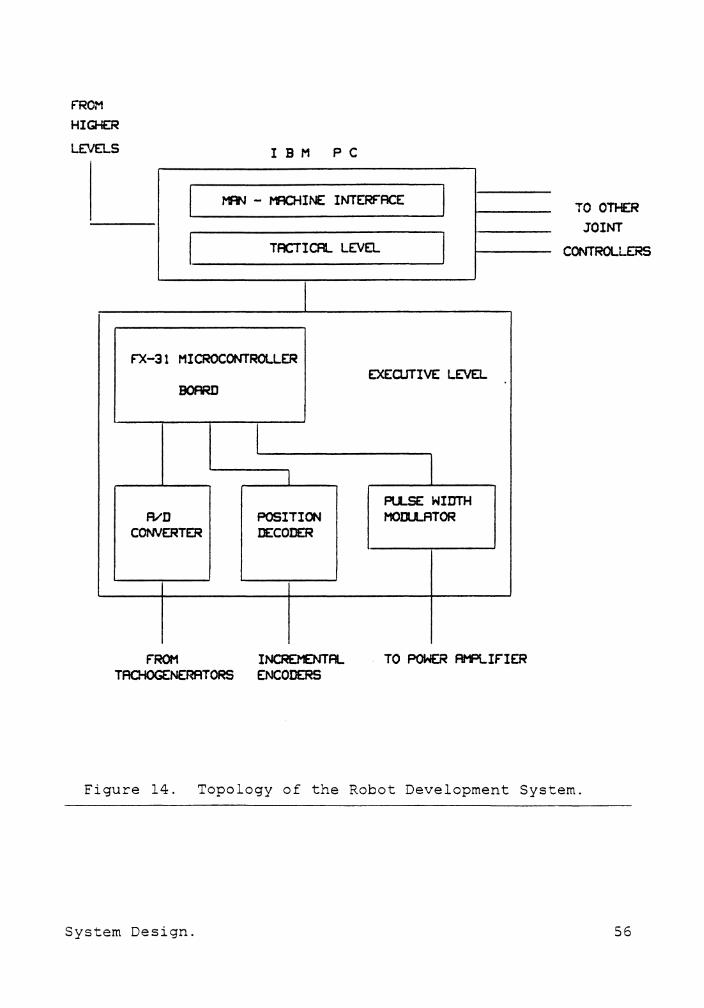
through serial ports. Figure 14 on page 56 shows the ar-
rangement of the different levels of the control hierarchy.
The executive level is made up of five different microcon-
trollers. All of them operate independent of each other.
These microcontrollers get feedback signals from the manipu-
lator and the reference or 'set point' from the tactical
level in the IBM PC; their output is the driving signal to
the power amplifier of the P-50.
4.2 THE DIGITAL SERVO.
To begin at the lowest level of control, the executive
level can be split into four sections for a detailed study.
These sections are:
• The micro controller board .
• Position decoding circuitry .
• Velocity feedback signal .
• Driving signal generator .
System Design. 55
FROM HIGHER LEVELS I B M P C
I l'ff,.I - l"R:HINE INTERF"ACE I I TRCTICR. LEVEL I
F"X-31 MICROCONTROLLE:R EXECJTIVE LEVEL
BOARD
I PU.SE WIDTH
A/D POSITION MOill.ATOR CONVERTER DECODER
f"ROM INCRDOITFL TO POWER Al"A..If"IER TROIOG£NERATORS ENCODERS
TO OTHER JOINT
CONTROLLE:RS
Figure 14. Topology of the Robot Development System.
System Design. 56
Various control structures were considered for this level.
The simplest one utilizing all the feedback resources avail-
able was to be implemented at first, to test the servo and
then it is to be left to the researcher to develop any par-
ticular design, in the assembly language of the microcon-
troller used, to suit their research needs. Considering a
simple proportional controller, the equation could be written
as
DCP =(KP* DE)
where, DCP = proportional controller output
DE = the error
KP = proportional gain.
The disadvantage with the proportional controller is its in-
herent steady state error problem. Its equation shows that
the power applied to the motor is equal to a constant multi-
plied by the error. Now, for the arm to hold a load against
gravity requires a torque output from the motor. But if there
is no position error, there can be no torque and hence a
steady state error is inherent in this control configuration
to hold up a load or compensate for sustained disturbance.
The second problem with proportional controllers is over-
shoot. The joint has only friction to stop its movement. If
that frictional force is small, the joint will tend to over-
shoot the desired position and if its too large it may never
get to the desired set point.
System Design. 57
To avoid the steady state error problem, an integrating
controller could be added. The equation of a Proportional
Integral controller can be simplified and written as
DCPI =(KI* SUM* DT) + (KP*DE)
where DCPI= controller output
SUM= SUM+DE = summation of all the sampled errors
KI = integral controller constant
DT = time between samples
SUM*DT= area under the error-time curve.
The Proportional Integral controller is not without
faults. Although the steady state error is eliminated, the
overshoots become worse and could make the system unstable.
The solution to this problem lies in applying a large driving
signal when the error is large and the velocity is small. If
the error is small and the velocity is high, a negative drive
should be given to slow down the motion of the joint. This
leads to adding derivative control (velocity being the de-
rivative of displacement) to make it a Proportional Integral
Derivative (PID) controller. Figure 15 on page 59 shows the
PID control scheme.
The PID controller represents the ultimate in the execu-
tive level of the control of a continuous process for which
a specific system transfer function cannot be written. It
must be noted that the constants KI, KP, and KD as specified
in the equation
DCPID = KP*DE + KI*SUM*DT - KD*Velocity
System Design. 58

set p osition I/ + K I ·-,p -
' /
- r< I ' 1
Figure 15. Proportional system
System Design.
+ +
+ -
1 - - -s
driving si
l / K. s --I ·,,j
gnal
actual position
Integral Derivative control
59
are the same as those derived for an analog system (see sim-
ulation results in the appendix) [9]. The tuning of the PID
controller is complicated but the control that can be
achieved warrants its use.
The technique used to move a joint from one position to
another can be considered a "dog race" technique [ 18] . The
tactical level sends the set point to this servo and keeps
changing it to one further forward before the joint actually
reaches the desired position. However, the time required for
the joint to move from one point to another is affected by
its interactions with other joints, its own inertia and
friction and the inertia of any load its carrying. If the
robot is carrying a light load, it might tend to overshoot
the goal and stop. This will result in jerky start-stop
movement. On the other hand if the friction is too large,
the robot may not be able to keep up with the changes in the
desired position and the path executed by the tool center
point will not be the prescribed one. To solve these prob-
lems, the time between changes in the set point of each joint
should not exceed the mechanical time constant ( response
time) of the arm and loading should be computed at both ends
of the trajectory for adjusting the controller gains prop-
erly. The loading along the trajectory can be extrapolated.
For a heavy industrial robot, it is al 1 the more complex,
since the weight of its links calls for different control
constants for different positions of the arm.
System Design. 60

Of particular importance when implementing controller al-
gorithms in digital machines, is to see that the range
( length of the word with which it is represented) of the
variables and the constants are compatible with the hardware.
For instance, if the set point is a sixteen bit word and the
driving signal has to be represented as an eight bit word,
the data will have to be normalized to conform with such re-
quirements. Some other practical points to be considered
are,
• Polarity of the error. It is best to use an unsigned
number with the sign attached to a separate flag.
• Product overflow. When some constant is multiplied by a
controller constant, it could result in an overflow. As
an example, if a sixteen bit word is the result and the
actual result exceeds the range of sixteen bits, then the
value should be set to the maximum value.
• Sum overflow and underflow. If the variable is repres-
ented as a sixteen bit binary number, it can have a value
between OOOOH and FFFFH. Corrections from errors will be
added to or subtracted from this variable. An overflow
occurs when the addition causes the result to exceed the
sixteen bit range and it is an underflow when the sub-
traction leads to a number less than OOOOH. The program
System Design. 61
implementing the controller should be so written to out-
put the maximum value when an overflow occurs and the
minimum value in the case of an underflow.
• The polarity of the constants. This will determine
whether the action of the the control is direct or re-
verse. Direct implies that a positive error produces an
increase in the controlled variable output and the re-
verse produces a decrease in the output. The polarity of
the controller constant must be carefully accounted for
in some flag.
4.3 THE MICRO CONTROLLER.
To implement the PID controller, an Intel 8031 microcon-
troller was chosen. The 8031 belongs to the MCS-51 family of
microcontrollers designed and manufactured by Intel. The ma-
jor features of this microcontroller that led to its se-
lection are [8]:
1. Eight bit CPU
2. On-chip oscillator and clock circuit
3. 32 Input/ Output lines
System Design. 62

4. 64K address space for external data memory
5. 64K address space for external program memory
6. Two 16 bit timers/ counters
7. Five source interrupt structure
8. Full duplex serial port
9. Boolean processor
10. Built in multiply and divide instructions
11. Bit addressing capability
12. 128 bytes of internal RAM
The 8031 microcontroller was not used by itself. Instead,
a single board computer having the 8031 as CPU was procured
from Allen Systems, Columbus, Ohio. This assembled board is
a general purpose single board computer called the FX-31. A
22 / 44 pin standard finger connector brings out all the ad-
dress, data and control lines along with the power supply
pins (+5,+12,-12 & GND). Another 40 pin connector brings out
all the parallel port lines and the RS-232 connections. The
System Design. 63
program memory space is expandable up to 64K but at present
only a 4K 2732A EPROM is used. Data memory is configured to
start at 2000H and a 6116 RAM provides 2K but is expandable
to 64K. The 8031 has four parallel ports but two of these are
used for addressing the external memory. A 8255 PIO (Parallel
Input / Output) is used to bring out three parallel ports.
Portl of the 8031, which is bit addressable, is also avail-
able to the user. The 8255 ports have to be programmed for
input or output. The base address of the 8255 is wired up as
7000H. Figure 16 on page 65 shows the technique of program-
ming the 8255.
The on board clock frequency is 12MHz and this means an
average instruction cycle time of one micro second. The 1488
and 1489 integrated circuits raise the TTL level of the se-
rial port of the 8031 to RS-232 standard.
A system monitor software was also got from ALLEN SYSTEMS.
This monitor, the SM-31 resides in a 2732A Eprom and fits
into the program memory socket. This monitor enables the
FX-31 to be hooked up to any terminal via the RS-232 lines.
It must be mentioned that serial communication is accom-
plished on the 8031 by polling and hence only three lines,
the transmit, receive and ground are used for the communi-
cation. Once a terminal is connected to the FX-31, contents
of memory locations and registers can be examined or changed.
The G command can be used for executing instructions at any
particular address and S for single stepping. Figure 17 on
System Design. 64

The 8255 PIO has four port address. On the FX-31 board, they are:-7000H 7002H
Port A Port C
7001H Port B 7004H Control
This PIO can be programmed for three modes of operation by writing the appropriate control word to the Control Port address. The following figures show the different modes.
_., I Ila ...,.._CTL UNIII
Ill/OUT ,C,IIT A
IIICICll 1: IIIODI I: I 1/0 ,C,tlft,I CTL LIIIII I IIQ,C,IIT• CTL LINH
THE CONTROL WORD.
D7 A Control
D6 D5 D4 B Control
D3 D2 D1 DO I LPort C (lower) direction • Port B direction
1 =Input
Mode Selection 1=Mode1, O=ModeO Port C (upper) direction
·---------Port A direction '------------Mode Selection OO=ModeO, 01=Mode1, 1X=Mode2
•---------------Type of Control Word. 1=Mode Definition
Figure 16. Programming the 8255 PIO
System Design. 65

Command
DbYtel DbYtel,bYte2 DbYtel=bYte2,bYte3
Action
Examine 8031 internal RAM at address bYtel Examine internal RAN from address bYteel to bvte2 Chan•• data at bYtel to bvte2,at bYtel+l to bvte3,etc.
The D command assumes internal RAN locations ran•• from Oto 127 f 7FH ). If the oPerator enters an address value> 127, it is masked to a modulo 128 value. •
Eaddrl Eaddrl,addr2 Eaddr1•bvtel,bvte2
Caddrl Caddrl,addr2
0 Gaddrl Oaddr1,addr2
Naddrl=addr2,addr3
s
c:ntl S
cntl Q
ESC
Examine external RAN at address addr1 Examine external RAH from addrl to addr2 Chan•• data at addrl to bvte1, at addrl+l to bYte2,etc.
Examine Pro•ram memory at address addrl' Examine Pro•ram memory from addrl to addr2
DisPlav contents of user re•isters DisPlaYs re•ister contents for user software and oPtionallv allows chan•in, it Chan••• the value or a re•ister. Note that if a carria•• return is tvped followins the"<-" PromPt, the r••ister remains unchansed.
Start exec:utin, from address at user_' s PC Start executin• at addrl Start executin• at addrl and.break on addr2
Hove data from addr2 to addr3 to addrl
Prompt for new command
Figure 17. SM-31 Monitor Commands [1]
System Design. 66
page 66is a list of instructions that can be used with the
SM-31 monitor.
This monitor was found to be extremely versatile for de-
veloping and debugging programs written for the 8031. It may
be noted that the communications routines in the monitor may
be used for communication between the IBM PC and the FX-31
boards. The protocol is simple and the same commamds as used
by the monitor, to change or examine contents of memory lo-
cations, could be used. The monitor code begins at OOOOH and
ends at 056FH. The remaining memory space, 0570H to OFFFH can
be used for writing the PID controller program.
For developing programs, a cross-assembler for the 8031
was used on the IBM PC and assembled code was down loaded to
the FX-31 board through the serial port. The protocol used
was the same as changing the contents of memory locations on
the FX-31. The program to down load, written in BASIC first
sends out the letter 'E' followed by the starting address and
then the character '=' This is followed by the code to be
loaded. Each byte of the code is separated by a','. The baud
rate is 1200. One problem faced with this down loading pro-
gram was the inability of the 8031 monitor program to keep
up with a steady stream of data entering through the serial
port. This problem was rectified by incorporating a small
delay between transmission of the bytes. To improve reli-
ability of the program, a new starting address is specified
by the program once every sixteen bytes of code. The end of
· System Design. 67
down loading is indicated by the PC sending a series of car-
riage returns. This program is at present being modified to
check the parity and to retransmit a character if it was not
properly received by the 8031. To use the down load program,
the user types in the file name to be down loaded (the program
assumes the file type to be TSK - as generated by the cross
assembler) and the starting address. The code being down
loaded appears on the screen.
A point that requires clarification is that the interrupt
vector locations specified in the Intel Microcontroller
Handbook are all in the program memory. The interrupt vector
table is shown below.
• External Interrupt O - 0003H
• Timer O Overflow - OOOBH
• External Interrupt 1 - 0013H
• Timer 1 Overflow - OOlBH
• Serial Port - 0023H
For program development, it is always convenient to have the
interrupt vector locations available in the RAM memory. To
have this facility, The instruction LJMP 2000H was programmed
System Design. 68
at location 0003H and LJMP 2003H at location 0013H of the
monitor code in the EPROM. When an external interrupt O oc-
curs, a hardware subroutine call pushes the contents of the
Program Counter register into a stack and loads the PC with
0003H. The processor begins executing at this address, it
comes across a long jump instruction to 2000H and begins ex-
ecuting here. The user can program another jump instruction
at 2000H which transfers control to the actual interrupt
service routine. The external interrupts can either be level
triggered or edge triggered. Further details on the interrupt
structure and interrupt priorities are explained in page 6-25
of the 1983 Intel Microcontroller Handbook.
Whenever any data has to be programmed or changed in the
Monitor Eprom, the entire monitor has to be transfered to the
buffer or a file in a floppy disk, the Eprom should be com-
pletely erased using an ultra violet lamp eprom eraser,
changes made to the program in the buffer or on the file and
the eprom reprogrammed with the new code.
The resources of the FX-31 board were allocated as fol-
lows. Port A of the 8255 was programmed as input port to
accept the velocity feedback data from the analog to digital
convert~r. Port B to output the driving signal to the pulse
generator, as an eight bit word. Port C is at present unused
but is reserved for the velocity feedback when a 12 bit word
is used to represent the velocity. Port 1, the original port
of the 8031 is bit addressable and hence it is reserved for
System Design. 69

control of the A/D converter and any other interface hardware
or peripheral to be added at a later date. INTO and INTl,
the external interrupt lines are used for position decoding.
The serial port, as mentioned earlier is the communication
link between the executive level and the higher levels of the
control hierarchy.
4.3.1 POSITION DECODING.
Position feedback data is available from each joint of the
manipulator arm. The position encoders are of the incremental
type [3] which produce 500 pulses per revolution of the motor
shaft. The incremental shaft encoder operates by translating
the rotation of the shaft into interruptions of a light
beam which are then output as electrical pulses. The standard
"Code Wheel" is a metal disc which has 500 equally spaced
apertures around its circumference. A matching pattern of
apertures is positioned ..._ on a stationary phase plate adj a-
cent to the Code Wheel. A light beam will be transmitted
through the apertures only when the apertures in the code
wheel and the phase plate line up; therefore during one ro-
tation of the shaft, there will be 500 alternating light and
dark periods. Photo diodes detect these light beams and
conVert it to an electric pulse. The light sources are light
emiit:ing diodes. The apertures for each pair of photo diodes
that. form a 'channel' are placed so that a light period on
System Design. 70

one corresponds to a dark period on the other. The distance
between apertures of the two 'channels' are such that there
is a 90 degree phase shift between the pulses from each
channel. An optional 'index channel' is the third. Index
pulse of typically 1 cycle width is generated for each rota-
tion of the code wheel. This channel is not used for position
decoding in the development system. Figure 18 on page 72
shows the different pulses generated by each incremental en-
coder as well as the decoding circuitry.
Channels A and Bat TTL level are derived by using an op-
tical isolator followed by a inverter gate. The pull up re-
sistor on the collector of the opto isolator transistor was
experimentally chosen so that the TTL pulse from the inverter
would have 50% duty cycle. The problem of decoding the di-
rection of rotation of the shaft, from these signals has an
interesting solution [ 19]. Figure 19 on page 73 shows the
four unique states of the encoder and the unique sequences
of possible encoder outputs for continuous motion in each
direction.
The goal was to get a "Count Up" pulse when the shaft rotated
in one direction and a "Count Down" pulse in the other di-
rection. An eprom was used in a feed back structure so that
it works as a finite state machine. Only four address lines
and four data lines are used. The remaining address lines are
grounded and the data lines left floating. These four ad-
dress lines can address sixteen memory locations and the data
System Design. 71
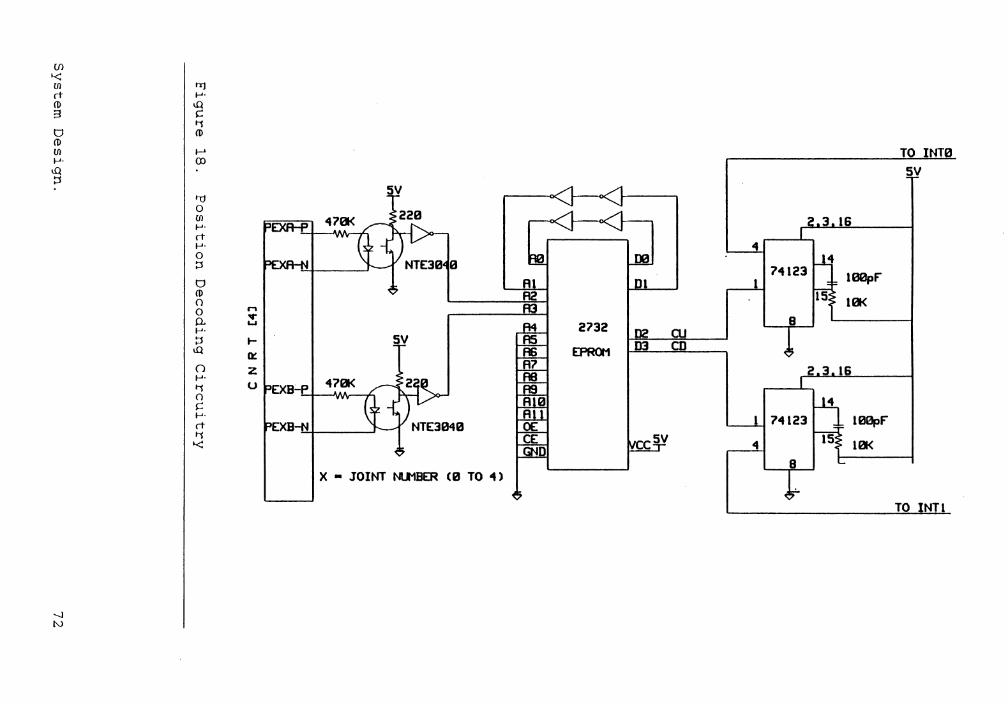
{/)
'< Ul rt (1) 3 t:J (1) Ul I-'·
I.Q ::1
--.J N
h:J I-'· I.Q s:: l"1 (1)
I-' 00
trj 0 Ul I-'· rt I-'· 0 ::1 t:J (1) 0 0 p. I-'· ::1
I.Q
0 I-'· l"1 0 s:: I-'· rt l"1 '<
5V
M .. .., .... 5V O! z u
X • JOINT Nlt1BER (0 TO 4)
TO INT0 5V
4 D0
l00pf"
101<
2732 OJ EPRCX1 CD
l 74123 l00pf"
101<
TO NTl
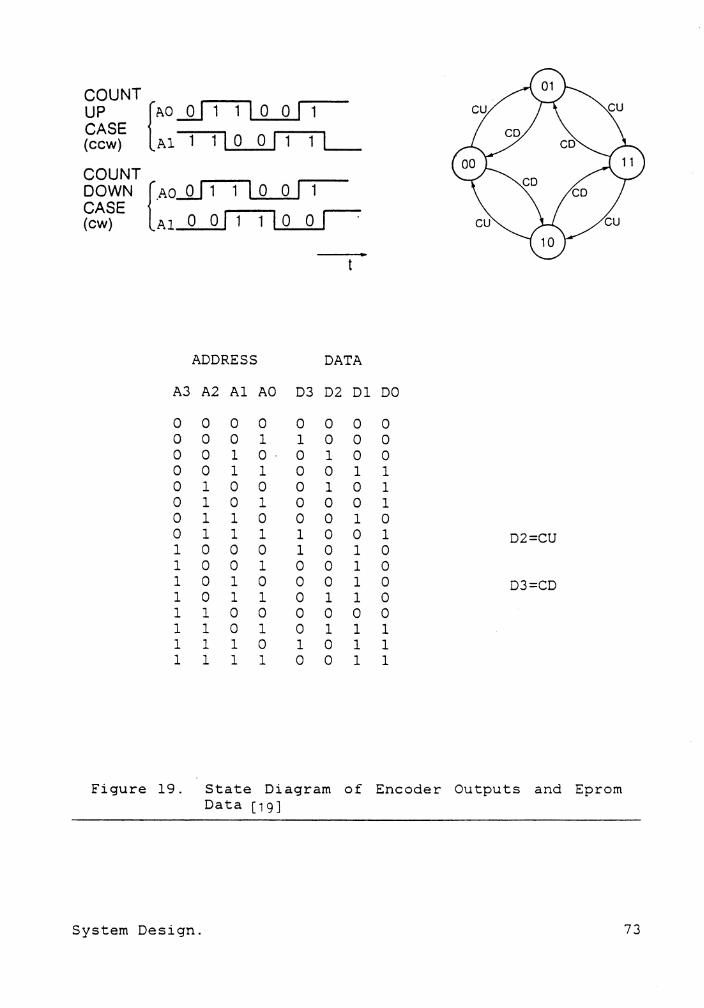
COUNT UP {P..0 _.Q.J 1 1 ! 0 0 ! 1 CASE (ccw) Al 1 1 I O O I 1 1 L_ COUNT DOWN {·Ao.JU 1 1 I o o I 1 CASE (cw) Al O O l 1 1 ! 0 0 !'
ADDRESS DATA
A3 A2 Al AO D3 D2 Dl
0 0 0 0 0 0 0 0 0 0 1 1 0 0 0 0 1 O· 0 1 0 0 0 1 1 0 0 1 0 1 0 0 0 1 0 0 1 0 1 0 0 0 0 1 1 0 0 0 1 0 1 1 1 1 0 0 1 0 0 0 1 0 1 1 0 0 1 0 0 1 1 0 1 0 0 0 1 1 0 1 1 0 1 1 1 1 0 0 0 0 0 1 1 0 1 0 1 1 1 1 1 0 1 0 1 1 1 1 1 0 0 1
DO
0 0 0 1 1 1 0 1 D2=CU 0 0 0 D3=CD 0 0 1 1 1
Figure 19. State Diagram of Encoder Outputs and Eprom Data [19]
System Design. 73
from the table in Figure 19 on page 73 is used to program
these locations. Address lines A2 and A3 receive the condi-
tioned signals from the encoder. Data lines D2 and D3 output
the "Count Down" and "Count Up" signals. DO and Dl are fed
back to AO and Al through a delay (two inverter gates in se-
ries).
The operation of the circuit is as follows. Consider the
inputs A2=1, A3=0 and assume the output to be 0010. Since the
lower two bits of the output form the lower bits of the ad-
dress, the effective address is 1010 and the data lines will
carry its contents - 0010. This represents a stable state
as AO / DO · and Al / Dl have the same value. Now, if A2
changes from O to 1, the input address becomes 1110. Data
lines will carry 1011 ( as per the table). After the delay
caused by the inverters in the feedback circuit, AO and Al
will be forced to the 11 state, changing the -input address
to 1111. Again a look up is done and the data corresponding
to this address - 0011 is output. This is again a stable
state. What actually transpired when A2A3 changed from 10
to 11 is that a pulse ( duration equal to the delay in the
feedback circuit) appeared on the "Count Down" line! Simi-
larly, if A2 now becomes 0, a pulse will appear on the "Count
Up" line. The table of data for the eprom is so devised that
if some malfunction occurs and A2A3 transits directly from
00 to 11 or from 01 to 10, no pulse will be generated by the
eprom.
System Design. 74

The position of each joint is to be kept track of, as a
count of the pulses from the encoder. The Count Up and Count
Down lines are connected to the INTO and INTl external in-
terrupt pins of the 8031. When a Count Up pulse occurs, the
interrupt service routine associated with interrupt O incre-
ments contents of a memory location in the FX-31 RAM desig-
nated as POSCOUNT. If a Count Down occurs, the contents of
POSCOUNT is decremented. POSCOUNT is a 16 bit word or double
byte. The disadvantage with this system is that when the
joint is moving with high speed, a large number of interrupts
will be generated, leaving the processor much less time to
do other computation. At its highest speed, one interrupt
will be generated every 30 micro seconds. Although the arm
will rarely be moved at its highest speed, this problem could
be alleviated, at the expense of accuracy, by placing flip-
flops (divide by 2) between the interrupt pins and the count
up/ count down lines.
A short program in 8031 assembly language is included in
the appendix. This will serve as the interrupt service rou-
tine and show how the interrupts are enabled and their modes
selected.
4.3.2 VELOCITY FEEDBACK.
The velocity or the derivative feedback is obtained from
the tachogenerators attached to each actuator. They are rated
System Design. 75
as producing 7 volts to 8 volts per 1000 rpm depending on the
joint. This analog signal cannot be used in the digital servo
system. It has to be converted to a digital value and then
processed by the 8031 assigned to each joint of the manipu-
lator. After surveying various data books on Analog to Dig-
ital converters, the ADC 80 made by Micro Networks was found
suitable. The particular version of the ADC 80 chosen is
numbered as ADC 802-12. The letter Z indicates that its power
supply requirements are +Sv, +12v and -12v. This ability to
work with +12 and -12 vol ts was one of the factors that led
to its selection. The FX-31 also requires +12v and -12v and
so a standardized power supply bus could be designed (usu-
ally, A/D converters require +lSv and -15v).
The ADC80 is a successive approximation converter that
includes internal clock, reference voltage and comparator.
If 12 bits are used to represent the converted voltage, each
complete conversion is accomplished in 25 micro seconds. The
accuracy can be reduced to 10 bits or 8 bits by appropriate
wiring of the pins. If this type of "short cycling" is used,
the conversion could be completed in 17 to 21 micro seconds.
This high speed conversion will lead to more number of sam-
ples per unit time and smoother servo operation.
Figure 20 on page 77 shows the entire velocity feedback
circuitry.
Tachogenerators are DC generators and the polarity of the
generated voltage changes with the direction of rotation of
System Design. 76

[/}
'< en trJ rt ...... Cl) '§ :3 t:1
11 (1)
(I) en N ...... 0 <Q ::,
<: (I) I-' 0 Cl ...... rt '< TG X A trJ (I)
.. N
(I)
Ill Cl
~:z l' lH .
I- lM ;,;' z 0 u ...... ' 11 Cl TG X B r:: ...... X•JOINT NO.C0 TO 4> rt
-..J -..J
-12V +12V
12 15 21
lH 30
I" 17
r 25 V 13
TL081 5V ...; :..
lH 101< .. 19
+l2V & -12V F'OR OP RP 20 9 7
31 32
l 2 3
N -,!, 4 IS) 5 m
6 16
10 15
22 18
I
LSB
HSB
==
0
..
a:
.0 luF'
C ONVERT ROM Pl.0 ~,
t. . 0 . C TO Pl.l
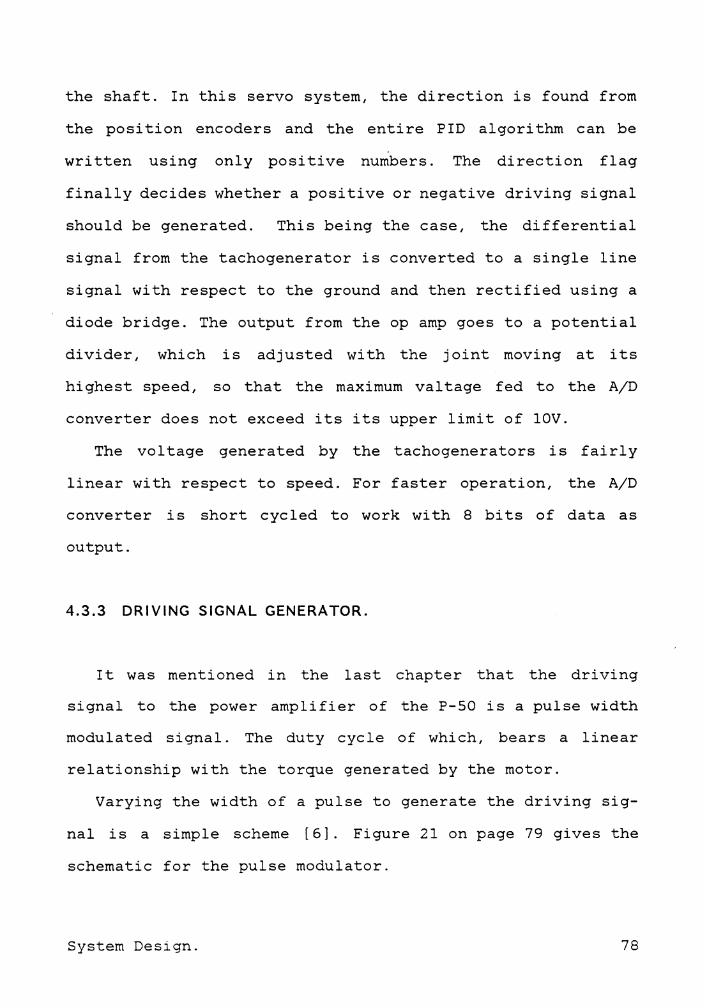
the shaft. In this servo system, the direction is found from
the position encoders and the entire PID algorithm can be
written using only positive numbers. The direction flag
finally decides whether a positive or negative driving signal
should be generated. This being the case, the differential
signal from the tachogenerator is converted to a single line
signal with respect to the ground and then rectified using a
diode bridge. The output from the op amp goes to a potential
divider, which is adjusted with the joint moving at its
highest speed, so that the maximum val tage fed to the A/D
converter does not exceed its its upper limit of lOV.
The voltage generated by the tachogenerators is fairly
linear with respect to speed. For faster operation, the A/D
converter is short cycled to work with 8 bi ts of data as
output.
4.3.3 DRIVING SIGNAL GENERATOR.
It was mentioned in the last chapter that the driving
signal to the power amplifier of the P-50 is a pulse width
modulated signal. The duty cycle of which, bears a linear
relationship with the torque generated by the motor.
Varying the width of a pulse to generate the driving sig-
nal is a simple scheme [ 6]. Figure 21 on page 79 gives the
schematic for the pulse modulator.
System Design. 78
FX-31 PORT B I LSB
I I 1611
I I I t 181213 15 7 6 S 4 '3 2 18 12 13 IS
3 74LS85 74LS85 s ,-
1 • 9 II 14 I !I , • ,
I 741.S14y
741.S14
I
I I I 34 5 g II 18 9 8
74LS393 1:1 I
I I
I~.}'!_ --·
+l2V • -l2V TO n.m1
Ill<
F'ID'I 4. ,s ... O&C.
7 n a.sv LJ L"'
Figure 21. Pulse Width Modulator
System Design. 79

?4LS04
------ D 1-------1---.
4.75 MHz XTRL
0.00iul=""
Figure 22. Crystal Oscillator
4?0pF
System Design. 80
The signal output from the FX-31 board is an eight bit word.
If the word is OOH, then the duty cycle of the generated pulse
must be zero and the motor will give maximum torque in the
negative direction. If the word is 7FH, the duty cycle of the
pulse is 50% and the motor is in hold. A FFH would lead to
100% duty cycle and maximum torque in the positive direction.
To generate a pulse stream, a crystal oscillator oscil-
lating at 4.75MHz is used (Figure 22 on page 80). This is a
simple oscillator made of inverter gates and was found to
work very well. The output of the oscillator is fed to an
eight bit binary counter. The counter counts from OOH to FFH,
resets and begins the count again.
A digital magnitude comparator compares the count of the
counter and the 8 bit output from portB of the FX-31 at each
instance and indicates which input is higher. The logical
state of the line that indicates whether the counter is
higher than the set word is the actual pulse width modulated
signal. The frequency of this pulse is 18. 555kHz
( 4750kHz/256 = 18. 555kHz). The original controller uses a
pulse width modulated signal of 18.658kHz but the difference
does not matter.
4.4 THE MASTER CONTROLLER.
The master controller or the strategical/tactical level,
is basically software, written in some high level language
System Design. 81

like Fortran and operates on the IBM PC. The PC has two disk
drives and 256K of RAM on the mother board. An additional
384K bytes of RAM was added expanding the total memory to
640K. This memory expansion board (AST 6 PAK PLUS from AST
Research Inc.) has also got a real time clock as well as a
serial port and a parallel printer port. No problem was
faced in installing this board. However, when the serial
port was hooked up to the local net, it was found necessary
to force the CTS, DSR and DCD lines high before the terminal
emulation software (YTERM) could work. To make these pins a
logical high, each jumper pin on the block associated with
the serial port has to be shifted one pin to the right. This
particular serial port is configured as C0Ml (port 3F8H on
the PC) and was assigned solely for communication with higher
levels on main frame computers through the local net.
An 8087 math coprocessor was installed in the IBM PC to
extend its computation capability. This was tested using di-
agnostic routines and found to work well. The Fortran com-
piler (Microsoft Fortran 3. 2) makes use of the 8087 and is
claimed to execute numerical problems up to ten times faster
than without the coprocessor.
Greg Sherman of the Mechanical Engineering Dept., wrote
the user interface software in different high level lan-
guages. Surprisingly, compiled BASIC was found to execute the
fastest and moreover, the input/ output commands of the IBM
PC BASIC are tailored for the machine. In certain instances
System Design. 82

for better control of the CRT screen, routines were written
in 8086 assembly language and linked to the BASIC program.
This level presents the user with various options and sub-
options. The user will be able to change all the control
constants of the servo as well as display the position and
velocity feedback from each joint, on the screen.
To move the TCP of the robot (in the fully developed ver-
sion), the user can enter a serie.s of absolute coordinate
points through which it should move. The software that makes
up the strategical level then splits this job into different
moves. The tactical level (depending on how the control al-
gorithm is written) plans the trajectory of the TCP between
the end points of the move, and makes a table of the positions
of each joint with respect to time. When the robot is re-
quired to move, this table is looked up and data for each
joint is transmitted to the respective FX-31 board for exe-
cution of the movement. The time interval between consecutive
changes in these "set points" depend on the control algorithm
and actual timing could be done with the real time clock on
the AST SIX PAC board.
The communication between the IBM PC and the FX-31 boards
are through five individual serial lines. Serial communi-
cation was chosen to enhance the flexibility of the system.
This way, the IBM PC can be replaced with a more powerful
computer with no hardware changes. The reason for having five
separate serial lines instead of one running through all the
System Design. 83
boards was to lessen the number of interrupts on each
processor. If just one line was used, each time a message
appears on the line, all the processors will be interrupted
to check if that message is for them. Another main advantage
of having individual lines is that different joints could be
controlled by different computers if the need arises. Since
the communications routines in the monitor of the FX-31
boards are to be used, a simple communication protocol could
be developed from the commands already available in the mon-
itor.
The fully integrated Robot Control Development System
could be built using the guide lines in this chapter. Most
of the hardware for the servo was built and tested. What re-
mains is mainly the software for the strategic level, tac-
tical level, the PID controller and the communications. The
strategical and tactical level software will change with each
user, since the RDS is being built for testing the software
on an industrial grade robot.
System Design. 84

5.0 CONCLUSION.
The development system for the P-50 process robot, when
fully functional, will serve as the Robot Development System.
This controller was designed with maximum emphasis on flexi-
bility. The design represents the result of a study of vari-
ous, state of the art, control philosophies and the
hardware/software required to implement them in an industrial
robot.
To summarize the work done till the present: - The Robot
Control Development System is being designed and constructed
on the manipulator arm of the P-50 process robot. The choice
of this robot was entirely due to its availability for ex-
perimentation. The lack of circuit diagrams and other tech-
nical details about the controller of the P-50 proved to be
a major stumbling block. However after much probing and ex-
perimentation, techniques to disable the original controller
and transfer control to the development system were discov-
ered.
In the mean time, many control structures and ways of im-
plementing different control algorithms were studied. This
resulted in the conceptualization and design of a hierarchi-
cal control structure. The main components of this type of
structure are the executive level forming the lowest level
of the hierarchy, preceded by the tactical level, strategical
Conclusion. 85

level and the human interface level. This structure lends
so much flexibility to the controller that many other levels
can be incorporated depending on the need.
The advantages of sampled data control systems [ 11] like
improved sensitivity, better reliability, zero drift and high
flexibility weighed heavily in favor of an entirely digital
controller. Moreover, the high speed and performance of the
modern microprocessors make digital systems fast enough for
real time control purposes.
The hardware required for this project was chosen depend-
ing on the availability, cost and performance of each device.
An IBM PC with 640K bytes of RAM and an 8087 math coprocessor
became the master computer. Intel 8031 microcontrollers in
the form of single board computers (FX-31) were chosen to be
the slave units or the executive level that executed the ac-
tual motion of each joint.
Communication between the master computer and the slave
units are through three-wire serial lines. Five serial ports
were installed on the PC to provide individual lines to each
of the microcontrollers. The reasons for adopting such a
scheme are explained in Chapter 4.
It was decided to implement a PID controller as the servo
system in the executive level. Circuits were designed to
condition and interface the position / velocity feedback
signals to the micro controller. The analog voltage output
of the tachogenerators was found to be linear over most of
Conclusion. 86
its operating range and it is considered to be linear over
the entire range for easier computational purposes.
The PID controller on the 8031 boards receive the set
point or the reference position from the IBM PC through the
serial port. The output from the micro controller is an eight
bit word. Driving signal to the power amplifier of the P-50
is a pulse train. A pulse width modulator was designed and
built. The digital output of the PID controller is used to
modulate the duty cycle of the pulse train. There is a linear
relationship between the duty cycle of this pulse train and
the torque output of the motors.
5.1 MODIFICATIONS TO THE SYSTEM.
One area that might require refinement, is the way posi-
tion information is up dated. Currently, external interrupts
are generated for every pulse of the incremental position
encoders. This could lead to a large number of interrupts,
in extreme cases, that will prevent the processor from exe-
cuting its normal tasks of running the PID control algorithm.
At the expense of sacrificing accuracy, the pulses from the
decoding circuits could be divided by a factor of two, to
reduce the number of interrupts. In this case, the resolution
of the encoder will drop from 500 pulses per revolution to
250 pulses per revolution. Another way of overcoming this
problem is to have a counter external to the microcontroller
Conclusion. 87
which will keep track of the position. Figure 23 on page 89
shows how this could be done.
The present way of transferring control from the P-50 (see
appendix) controller to the new one is rather cumbersome.
Some other ways could be found to overcome the protection
interlocks of the original controller to enable the use of
the power amplifiers without triggering its emergency stop.
Feedback from the proximity switches on the arm could be
directly brought to the new controller to enable zeroing
(moving to reference position) of the arm without help from
the original controller.
Baud rate for the serial communication could be stepped
up to 9600 baud. This will require changing parts of the
SM-31 monitor routines. The higher baud rate can shorten the
time interval between successive transmissions of the 'set-
point' to the FX-31 boards.
The other modification that can be recommended at this
time is to use the IBM PC as a buffer and sophisticated com-
munications controller while a VAX or some other more power-
ful computer runs the control algorithm and does computation
in real time.
5.2 USING THE AUGMENTED CONTROLLER.
Before the Development System can assume control over the
manipulator, the P-50 has to be brought to its reference po-
Conclusion. 88
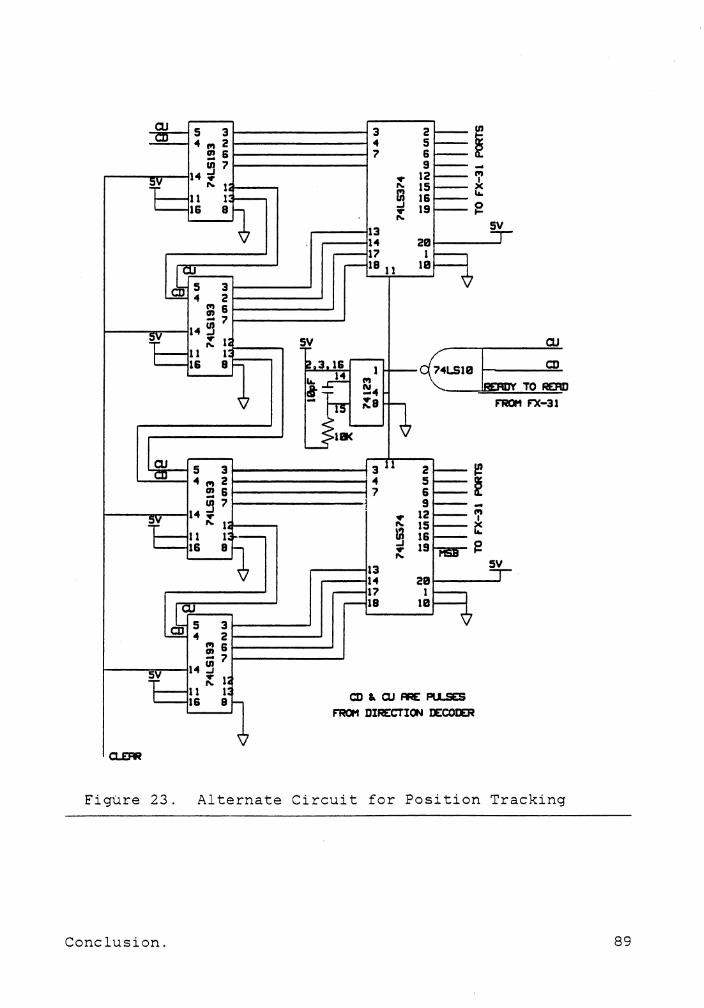
QJ
5V
~ir--t5 3--------~ OI 6 1----------t
? "' la----,
1 8
31--------' 2------' 1"161-------!!? ? 1---------'
1-----.. ......
3
?
2 i 5 6 9 -12 l"I y
"' 15 16
y 19 "' 5V
2B 1
1B
QJ
,;,:LSIB E CD TO READ
2 5 6 9
t 12 l:t 15 :l 16 y 19 "'
F'R0t1 F'X-31
l l 1 8 CD a. QJ PAE PU.SES
F'R0t1 DIRECTION IECOIER
Figure 23. Alternate Circuit for Position Tracking
Conclusion. 89
sition. This is done by pressing the "zero adjust" button on
the teach box of the original controller as soon as the power
is applied to the system. The new controller also treats this
zero position as its reference position. Now, if the new
controller is ready, control is transferred to it by acti-
vating switch S1 (Figure 24 on page 91). This will disable
the P-50 controller. The P-50 controller has a number of
interlocks to handle emergencies. To deactivate the "emer-
gency stop", simulated feedback signals, similar to those at
stand still, are fed to the SVCT and SVAM cards. The pulse
train to the SVPW card from the SVAM card is cut off and re-
placed with the one from the development system controller.
Power amplifier of the P-50 will be activated only if the
original controller is in the "high speed play back" mode.
Control can be transferred back to the original controller
by deactivating Sl.
Conclusion. 90
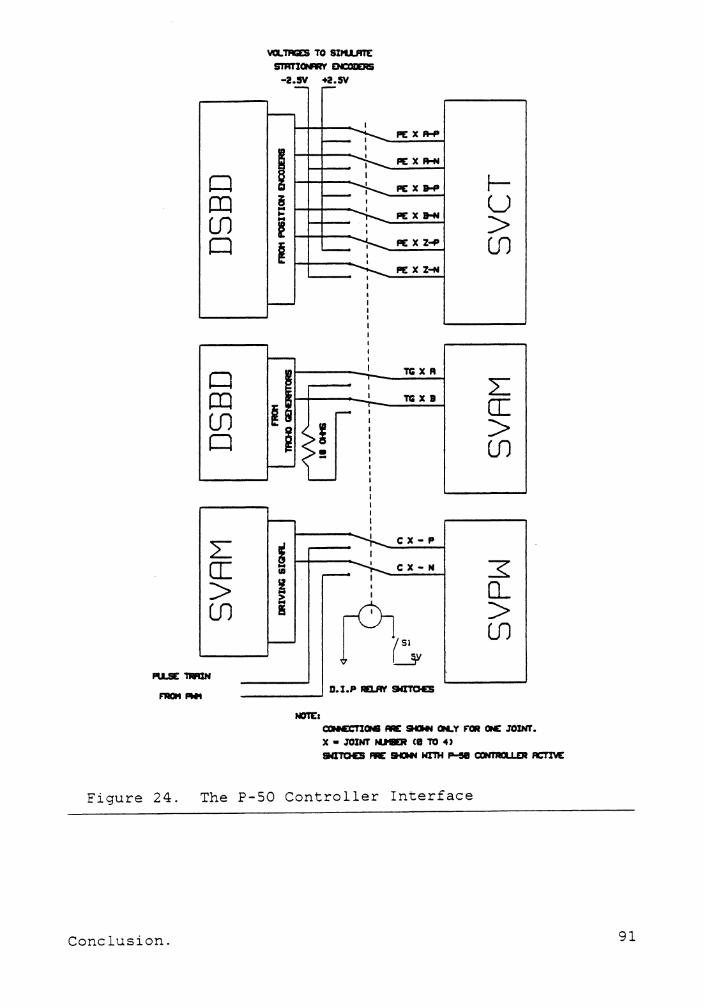
D CD lf1 D
Cl CD lf1 D
2:: er: > lf1
PU.SE'TIIIUN
FR0II .....
\la.TAGIES TO SDUJffE STRnCNR'I ENC0DER5
-2.IV +2.IV
I § .. ... ! I
-i ... .. -I
PE X A-fl
PE X 11-H
PE X &-49
PEX ...
PE X Z~
PE X
TG X A
TG XI
cx-P
CX-N
!i 0~ -___ __. D.I.P IIELIW SIGTO£S
Nln'Ea
r-u > lf1
2:: er: > lf1
Q_ > lf1
CIHETICNI flE SNMI CN.Y F'CII QC JODff. x • JOJNI' JU&R ca TO 4> aaTO£S .. 90N NI1H ..... c:cNTA0LL£R ACTnE
Figure 24. The P-50 Controller Interface
Conclusion. 91

This thesis presents the preliminary work done in concep-
tualizing and designing the hardware for the new P-5O con-
troller. One servo unit was constructed and tested to
validate the design. It was found to work well. The software
for the entire controller remains to be written. Once this
is done according to the design specified in this thesis, the
user of the system will be able to program motion of the tool
center point of the manipulator by specifying the coordinates
of the points through which it is supposed to move. The user
will also be able to change the constants of the servo system
and restructure the entire control scheme through software.
The position and velocity of each joint at any instance could
also be displayed on the CRT terminal to enhance the testing
and validation of complex control algorithms. The completed
system can be used to conduct research in other fields such
as human factors engineering (man-machine interface schemes),
kinematic and dynamic studies.
Conclusion. 92

APPENDIX A. ANALOG TO DIGITAL CONVERTER SPECIFICATIONS.
When connecting the A/D converter in the velocity feedback
circuit, proper attention to layout and decoupling is neces-
sary to ensure accuracy of the converted data. Analog and
Digital Ground pins are not connected internally, they should
be tied together to a large analog ground. plane under the
chip. Coupling between the analog inputs and digital signals
should be minimized to avoid noise pickup. Power supplies
should be decoupled with tantalum or electrolytic capacitors
located close to the ADC80. For optimum performance, accord-
ing to the manufacturer, 1 micro farad capacitors paralleled
with 0.01 micro farad ceramic capacitors should be connected
as shown in the figure next page.
For normal operation a positive, 100 nano second wide,
input pulse is applied to the Convert Command input. The
rising edge of the convert command will start the internal
clock and initiate conversion. The Convert Command input must
remain low until the End of Conversion output returns low,
indicating the end of conversion period. The External Clock
and Clock Inhibit inputs must be tied high for normal opera-
tion.
Further information about the ADC80 is available in the
1984 Micro Networks (Division of Unitrode) catalog.
Appendix A. Analog to digital converter specifications. 93
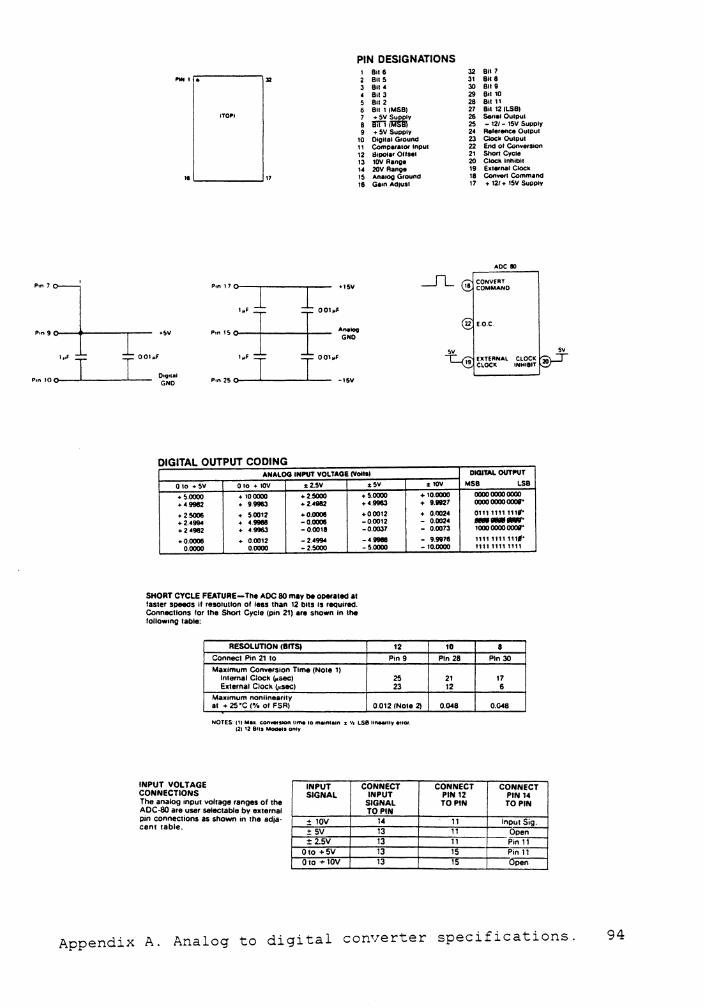
Pin 7
Pi" 9
Pin 100
l,1F
T
PIN DESIGNATIONS 8116 32 Bit 7
""'' . 811 5 31 8118 BIi, 30 Bit 9
• Bil 3 29 Bil 10 5 811 2 28 81111 6 8111 (MSB) 27 Bit 12 ILSB)
110,i 7 26 Se,1a1 Oulpul 8 25 - 12/ - 15V Supply 9 + SV Supply 2, Reference Oulpul
10 Otg11a1 Ground 23 Clock Oulpul 11 Comparator lnpul 22 End of Com,e,saon 12 21 Shon Cycle 13 t0V Range 20 Clock lnh&bil 1, 20V Range 19 Exlemal Clock
ti 17 15 Anatog Ground 18 COnwtfl Command 18 Gain Ad1usl 17 + 12/ • 15V Supply
AOC 80
P,n 1701•, 1 CONVfRT I +ISV COMMAND
+SY ...... I f" GNO
001-,F
..... 100
'•' I oo1••-,sv T o, ..... P,n250 I EXTERNAL CLOCK 20 CLOCK INHIBIT
GNO
DIGITAL OUTPUT CODING ANALOG INPUT VOL TAQE (Yottal DIGITAL OUTl'UT
0 lo +SY Oto+ 10V s:2.5V •5Y • 10V MSB LSB
+ 5.0000 + 100000 +2.5000 +. 99112 9.9983 + 2.4912 + 25006 + 50012 +0.0008 + 2.4994 + ,.9988 -o.oooe + 2 4982 + • 9963 -0.0018
+0.0008 + 0.0012 -2.,994 0.0000 0.0000 -2.5000
SHORT CYCLE FEATURE-The ADC 80 may lie operaled at laster speeds If resolullon of leas lhan 12 bits Is required. Connec:llons for the Short Cycle (p,n 21) are snown In Ille follow1ng lable:
RESOLUTION (BITS) Connecl Pin 21 to Maximum Conve,slon Time (Nole 1)
Internal Clock <,.sec) External Clock ~,sec)
Maximum nonhneanty
+ 5.0000 10.0000 .,.9983 + 9.11927 +0.0012 + 0.0024 -0.0012 - 0.002, -0.0037 - 0.0073 -·- - 9.9978 -5.0000 - 10.0000
12 10 Ptn 9 Pin 28
25 21 23 12
al + 25 •c (¾ ol FSR) 0.012 (Note 2) 0.048
NOTES IH Me•. conwetsM>n II~ 10 ma1nt .. n :t 'It LSB llnee,Uy eno,. 121 12 Bits MOOets only
INPUT VOLTAGE CONNECTIONS The analog input voltage ranges of the AOC-80 are user selectable by ex1ernal pm connections as shown in the adja-cent 1able.
INPUT SIGNAL
:t lOV + SV :!: 2.SV
Oto +SV Oto +10V
CONNECT INPUT
SIGNAL TOPIN
14 13 13 13 13
CONNECT PIN 12 TOPIN
11 11 11 15 1,
0000 0000 0000 0000 0000 ooo,• 01111111 ,,,,. ---· 1000 0000 ooo,· 11111111 ,,,,. 111111111111
a Pin 30
17 6
0.C..8
CONNECT PIN 14 TOPIN
lnpu1 Sig. Open Pin 11 Pin 11 Open
sv
Appendix A. Analog to digital converter specifications. 94

APPENDIX B. ISL SIMULATION OF THE SERVO SYSTEM.
This simulation and modelling of the PID controller for
each joint (with the arm stretched horizontally - worst case)
of the manipulator was done by Ashi t Gandhi and Jayaram
Sankar. The dimensions of all the links of the P-50 were
measured and the volumes and masses calculated. From this the
mass moments of inertia for the links were found, about the
axes fixed to the links. Figure 25 on page 97 shows the
control schematic for each kinematic link, driven by an
electric motor.
Modelling of a robot arm is a highly complex task. The
model used here is for illustrative purpose and does not
consider friction or gravitational effects on the coupled
system. The goal of this simulation was to find out the ap-
proximate magnitude of the constants.
The ISL (Interactive Simulation Language) package was used
to find the best values of the control parameters of each
joint. It must be noted that the moment of inertia about axis
of joint 1 depends on the orientation of joints 2 and 3; that
of joint 2 depends on joint 3. Optimum values of the control
constants (K, K., Kd and K) for an input of 0 =0.2 radians p 1 a r and 0 1 , 02 , 03 equal to 1.047, -0.5236, -0.5236 radians, re-
spectively. Their values are tabulated in the next page.
Appendix B. ISL Simulation of the servo system. 95

K Kd K. K p l. a
I Joint 1 29 2 78 50
Joint 2 900 20 500 200
Joint 3 900 30 700 200
Appendix B. ISL Simulation of the servo system. 96
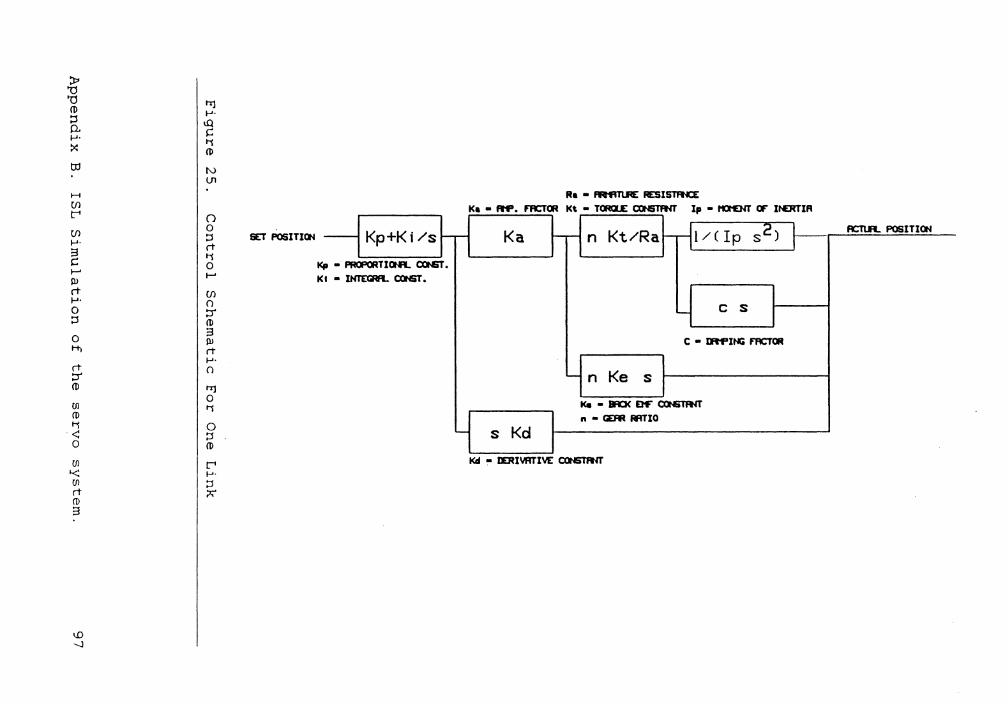
::i:, 'O 'O (1) ::s p_. I-'·
tp
H (/) t-1 (/) I-'· 3 C r' Ill rt I-'· 0 ::i
0 Mi
rt :::r (1)
en (1) ti <: 0
m '< m rt (D
3
I.O --..J
til I-'· IQ C ti (1)
N V1
0 0 ::i SET POSITIQ-1 rt ti 0 r'
(/) 0 :::r (1) 3 Ill rt I-'· 0
til 0 ti
0 ::i (1)
t-1 I-'· ::i
- Kp+Ki/s --l(p K
• ~TIClft.. CONST. I• lNTEGRFL CONST,
-
Ra • fRflTlR: RESISTRa Ka • Rt". FACTOR K\ • TORa..E CXINSTflrr Ip • t10t£NT CF Il€RTIR
Ka Kt/Ra --141 / C Ip s2) I R:TI..R.. POSITia-4 -- n I
C s
C • IRflNCi FACTOR
- n Ke s Ke • IRl< DF COHS1RlT n • CiEFR fffTIO
s Kd Kd IERIIIRTIVE COHS1RlT
APPENDIX C. SERIAL PORT CONFIGURATION·.
The serial port modules used for communications, are man-
ufactured by Maynard Electronics, Casselberry, Florida. These
modules use the 8250 UART (Universal Asynchronous Receiver/
Transmitter) which can be programmed for different baud rates
and has double buffering to eliminate need for synchroniza-
tion. These modules (maximum of six) plug into a "multi-
function card" which, in turn, plug into the expansion slots
on the IBM PC mother board.
The base address for each serial port module can be pro-
grammed by using shorting jumpers on the bank of connector
pins located on the edge of each module. Figure 26 on page
99 shows how this can be done.
It must be noted that the Eprom Programmer uses the port
address 0280H. The addresses recommended for use are under-
lined.
These serial ports are fully programmable and supports
asynchronous communications only. It can add and remove start
bits, stop bits, and parity bits. Baud rate can be programmed
for 50 to 9600 baud with five, six, seven or eight bit char-
acters [ 7].
Since the FX-31 serial port uses only pins 2, 3 and 7
(Transmitted Data, Received Data and Signal Ground), the in-
terrupts and modem control lines on these modules are not
Appendix C. Serial Port Configuration. 98
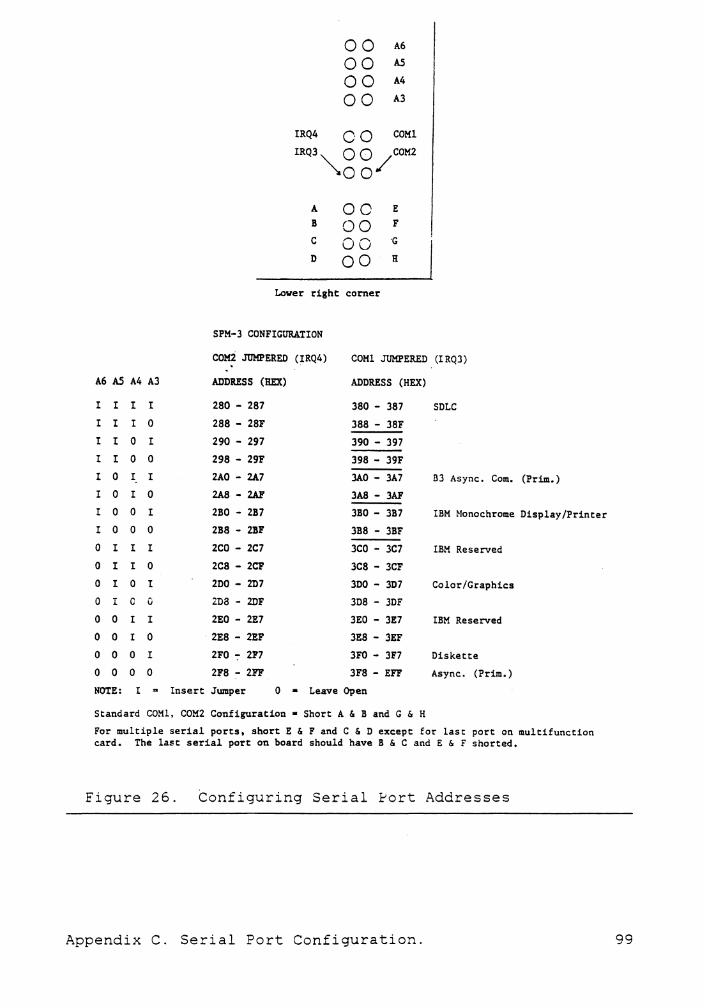
A6 AS A4 AJ
I I I I I I I 0 I I 0 I I I 0 0
I 0 I I I 0 I 0
00 A6
00 AS 00 A4 0 0 A3
IRQ4 Q O COMl IRQ3'\,_ 0 Q /COM2
'a00
A 00 E B 00 F C 00 ·G D oo H
Lower right corner
SPM-3 CONFIGURATION
COM2 JllMPERED (IRQ4)
ADDRESS (BEX)
COMl JUMPERED (IRQJ)
ADDRESS (HEX)
280 - 287 380 - 387 SDLC 288 - 28F 388 - 38F 290 - 297 390 - 397 298 - 29F 398 - 39F 2AO - 2A7 3AO - 3A7 BJ Async. Com. 2A8 - 2A1' 3A8 - JAF
(Prim.)
I 0 0 I 2BO - 2B7 3BO - 3B7 IBM Monochrome Display/Printer I 0 0 0 2B8 - 2BF 3B8 - 3BF 0 I I I 2CO - 2C7 3CO - JC7 IBM Reserved 0 I I 0 2C8 - 2CF 3C8 - 3CF 0 I 0 I 2D0 - 2D7 3D0 - 3D7 Color/Graphics 0 I C 0 2D8 - 2DF 3D8 - 3DF 0 0 I I 2EO - 2E7 3EO - 3!7 IBM Reserved 0 0 I 0 2E8 - 2EF 3E8 - 3EF 0 0 0 I 2FO-:- 2F7 3FO - 3F7 Diskette 0 0 0 0 2F8 :- 2FF 3F8 - EFF Async. (Prim.) NOTE: I - Insert Jwaper 0 - Leave Open
Standard COMl, COM2 Configuration• Short A & Band G & H For multiple serial ports, short E & F and C & D except for last port on multifunction card. The last serial port on board should have B & C and E & F shorted.
Figure 26. Configuring Serial ~ort Addresses
Appendix C. Serial Port Configuration. 99

used. The section on IBM Asynchronous Communication Adapter
in [7] deals with serial ports and their programming. How-
ever, a concise description of how to initialize the ports
for 1200 baud, 7 data bits, 1 stop bit, one start bit and even
parity (SM-31 specifications), follows.
DLAB (Divisor Latch Access Bit) is bit 7 of the Line Con-
trol Register. The following registers are associated with
each serial port.
Port Address
Base Address+ 0
Base Address+ 0
Base Address+ 0
Base Address+ 1
Base Address+ 1
Base Address+ 2
Base Address+ 3
Base Address+ 4
Base Address+ 5
Base Address+ 6
Register
TX Buffer
RX Buffer
Divisor Latch LSB
Divisor Latch MSB
Interrupt Enable Reg.
Interrupt Identification
Line Control Register
Modem Control Register
Line Status Register
Modem Status Register
DLAB State
DLAB=O
DLAB=O
DLAB=l
DLAB=l
DLAB=O
XX
XX
XX
XX
XX
• Set DLAB=l by writing 80H into Line Control Register.
• To program baud rate for 1200 baud, OOH is written into
Divisor Latch MSB and 60H into Divisor Latch LSB.
Appendix C. Serial Port Configuration. 100

• Reset DLAB and program the 8250 for even parity, 7 bit
word, and 1 stop bit by writing 3AH into Line Control
Register.
• Interrupts are disabled by setting all bits of Interrupt
Enable Register to 0.
The Line Status Register gives all the information regarding
the status of the port.
• Bit 0 when logical 1, indicates that an incoming charac-
ter has been received and transfered to the receive
buffer. It is reset when the processor reads the receive
buffer. By polling this bit, the processor will know when
to read the RX buffer.
• Bit 2 indicates parity error when set to logical 1.
• Bit 6 is the bit that shows the transmitter shift regis-
ter is empty. Any character for transmission must be sent
to the TX Buffer only when this bit is a logical 1. It
is reset upon a data transfer from the transmitter hold-
ing register to the shift register.
Information on the working of the 8031 serial port can be
found in the Intel Microcontroller Handbook [8].
Appendix C. Serial Port Configuration. 101
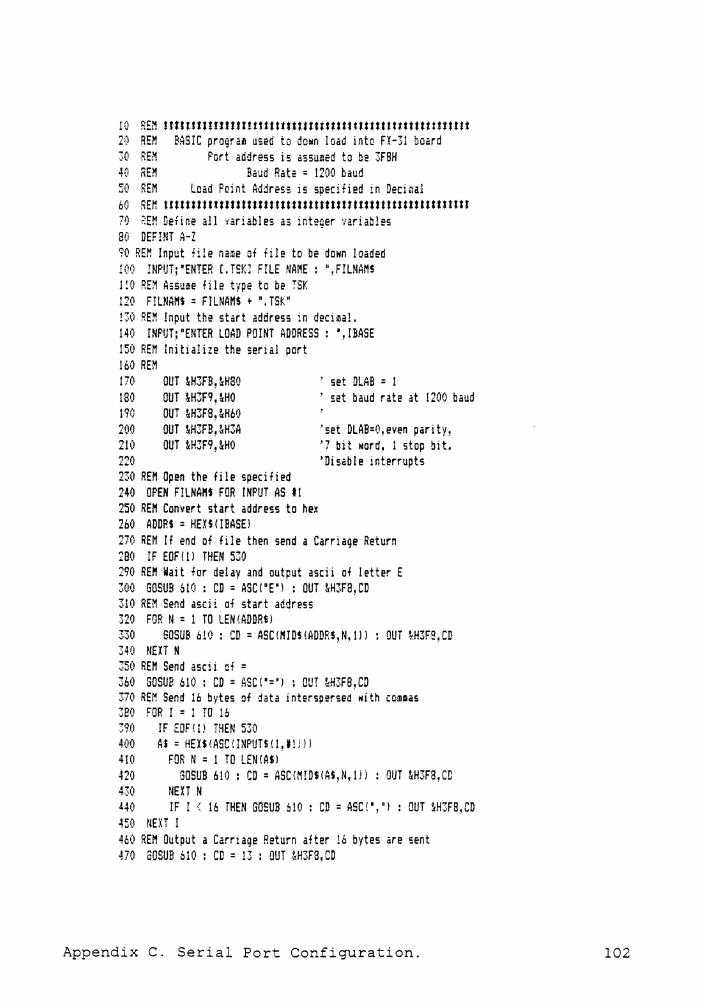
10 REM tttttttlttttttttttttttttttttttttttttttttttttttttt!ttt!t 20 REM BASIC progra~ used to da~n load into Fl-31 beard 30 REM Port address is assumed ta be 3F8H 40 RE:'! Baud Rate = 1200 baud 50 REM Load Point Address is specified in Decimal 60 REM ttttttttltSttltlttttttttttttttttttttttttttttttttttlttll 71) ?.EM Define all variables as integer variables 80 DEFINT A-Z 90 REM Input file name of file to be down loaded 100 IMPUT; 'EIHER (. TSKJ FILE NAME : ", FILNAMS 1!0 REM A~sute file type to be TSK 120 F!LNAM$ = FILNAMS • ".TSK" !30 RE~ Input the start address in decimal. 140 INPUT;"ENTER LOAD POINT ADDRESS: ',IBASE 150 REM Initialize the serial port 160 REM 170 OUT ~H3FB,~H80
OUT &H3F9,&HO 190 OUT &H3F8,&H60 200 OUT ~H3FB,&H3A 210 OUT ~H3F9,&HO 220 230 REM Open the file specified 240 OPEN F!LNAMS FOR INPUT AS 11 250 REM Convert start address to hex 260 ADDP.S = HEXS(IBASEJ
set DLAB = t set baud rate at 1200 baud
'set DLAB=O,even parity, '7 bit word, 1 stop bit. 'Disable interrupts
270 REN If end of file then send a Carriage Return 280 IF EOF(!l THEN 530 290 REN Wait for delay and output ascii of letter E 300 GOSUB 610 : CD = ASC ( • E • l : OUT &H3F8, CD 310 REM Send ascii of start address 320 FOR N = 1 TO LEN(ADDRSl 330 GOSUB 610 : CD= ASC!NIDS(ADDRS,M, ll l OUT ~H3FS,CD 340 flElT N 350 REN Send ascii of = 360 GOSUB 610 : CD= ASCl'="i : OUT &H3F8,CD 370 REM Send 16 bytes af data interspersed with commas 380 FOR I = t TO 16 390 IF EOF ! 1) THEN 530 400 Al= HEXS!ASCIINPUTSll,t!lll 410 FOR N = 1 TO LENIASI 420 50SUB 610: CD= ASC(NIDS(AS,N,111 : OUT &H3FB,CC 430 NEXT N 440 IF I< 16 THEN GOSUB 610: CD= ASC!',"l: OUT ~H3FS,CD 45(1 NEXT I 460 REM Output a Carriage Return after !6 bytes are sent 470 SOSUB 610: CD= 13 : &H3F8,CD
Appendix C. Serial Port Configuration. 102
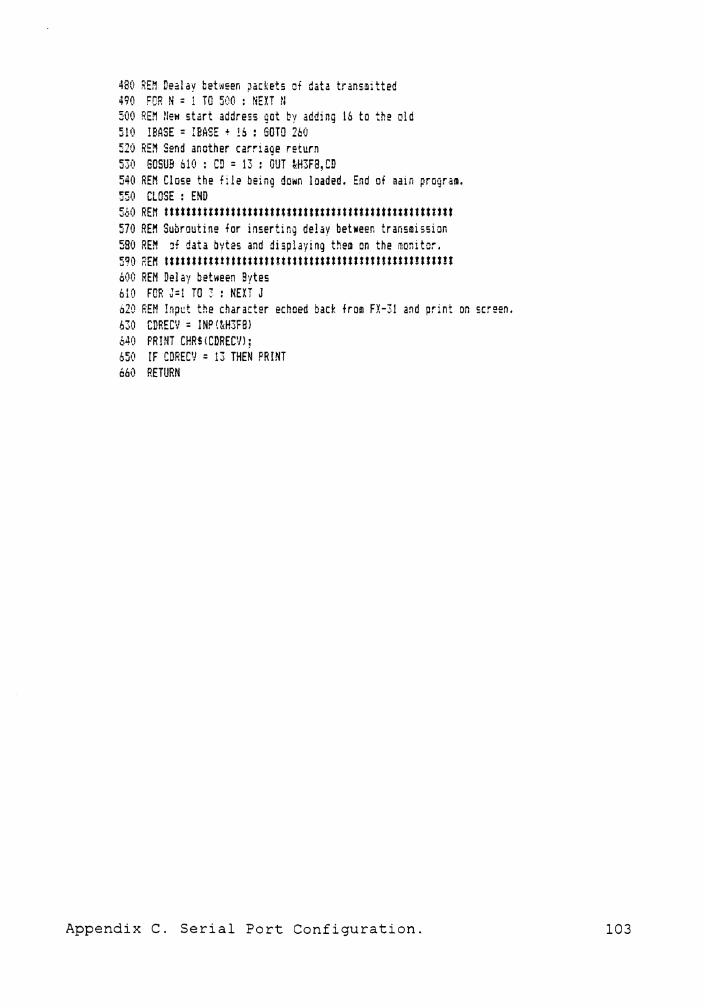
480 REM Dealay bebleen packets of data transmitted 490 FDR N = 1 TO 5(10 : tiEXT !l 500 REM New start address got by adding 16 to the old 510 !BASE= IBASE + !6: GOTO 260 520 REM Send another carriage return 530 GOSUB 610 : en= 13: OUT ~H3F8,CD 540 REM Close the file being down loaded. End of main program. 550 CLOSE: END 560 REM tt!tttttttttttttttttttttt!lttttitttttttttttttttttttt 570 REM Subroutine for inserting delay betNeen transmission 580 REM of data bytes and displaying them on the monitor. 590 REM tttttttttttttttttttt!tfttttttttttttttttttttttttttt!t 600 REM Delay between Bytes 610 FOR J=l TO:: NEXT J 620 REM Input the character echoed back from FX-31 and print on screen. 630 CDRECV = INP(~H3FBl 640 PR INT CHR$ ( CDRW/l ; 65(! IF CDRWJ = 13 THEN PRINT 660 RETURN
Appendix C. Serial Port Configuration. 103
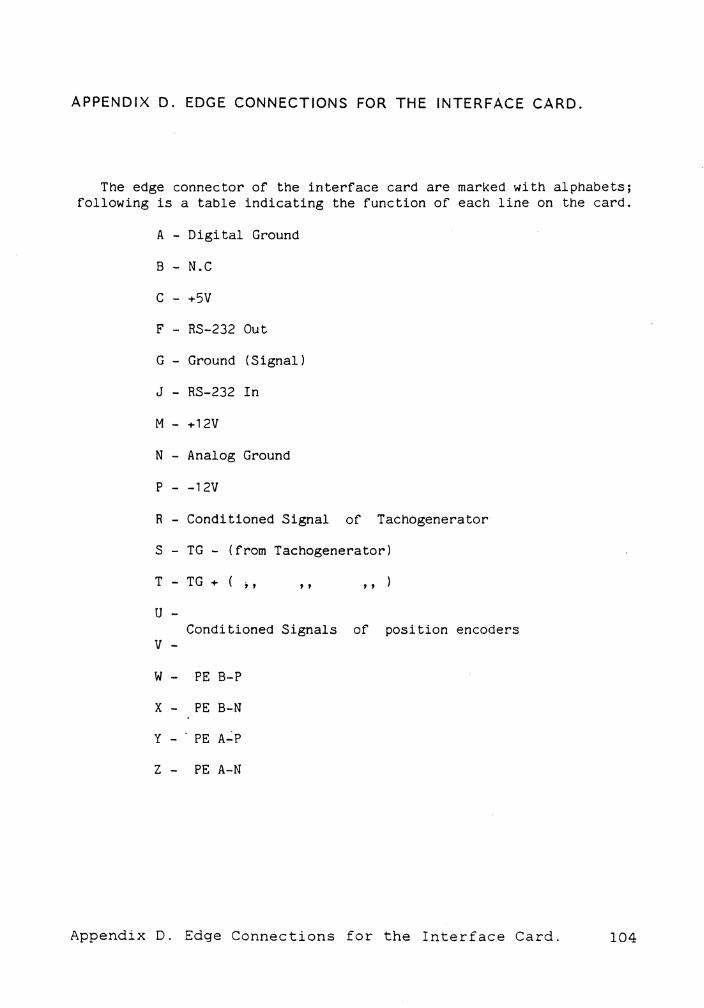
APPENDIX D. EDGE CONNECTIONS FOR THE INTERFACE CARD.
The edge connector of the interface card are marked with alphabets; following is a table indicating the function of each line on the card.
A - Digital Ground
B - N.C
C - +5V
F - RS-232 Out
G - Ground (Signal)
J - RS-232 In
M - +12V
N - Analog Ground
p - -12V
R - Conditioned Signal of Tachogenerator
S - TG - (from Tachogenerator)
T - TG + ( , , , , , , )
u -
V -Conditioned Signals of position encoders
W - PE B-P
X - PE B-N Y - - PE A_:P
Z - PE A-N
Appendix D. Edge Connections for the Interface Card. 104

APPENDIX E. FX-31 PIN CONNECTIONS.
22/44 Pin Connector SPecification
Pin for the 22/44 Pin connector is silkscreened on the component side of the board. With the board uPrisht and· the comPonent side showins, Pin 1 is on the left and Pin 22 on the
With th• board uPrisht and the solder side disPlaved < no silkscreen>, the Pin 23 is on the left and Pin 44 on the risht.
Pin# Function Pin# Function
1 +5V 23 GND0
2 N.C. 24 INTO 3 +12V 25 RD 4 PSEN 26 T1 5 -12v 27 TxD 6 ADO 28 A15 7 AD2 29 A13 • 8 AD4 30 A11 9 AD6 31 A9
10 AO 32 A7 11 A2 33 A5 12 A4 34 A3 13 A6 35 Al 14 A8 36 AD7 15 A10 37 AD5 16 A12 38 AD3 17 A14 39 AD1 18 RxD 40 -12v 19 TO 41 ALE• 20 WR 42 +12V 21 INT1 43 N.C. 22 ONO 44 +5V
40 Pin I/0 Connector Specification
Pin numberins for this connector is silkscreened on the board. Ports lines are abbreviated as shown on the schematic,
Pin•
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20
Function
PA1 PA3 PA5 PA7 PC1 PC3 PCS PC7 +5V RS-232C TTL Out +5V PB1 PB3 PB5 PB7 Pl. 1 Pl.3 Pl.5 Pl. 7
Pin• Function
21 PAO 22 PA2 23 PA4 24 PA6
PCO 26 PC2 27 PC4 28 PC6 29 GND
Out 30 RS-232C 31 TTL In 32 GND 33 PBO 34 PB2 35 PB4 36 PB6 37 Pl.O 38 Pl.2 · 39 Pl.4 40 Pl.6 ·
Appendix E. FX-31 Pin Connections.
In
[ 1 ]
105
APPENDIX F. 8031 PROGRAMS.
The 8031 programs in the following pages were written to
test the hardware of the individual parts of the digital
servo system. Programs were edited using PCX editor on the
IBM PC, assembled using the 2500AD SOFTWARE INC. 8051 cross
assembler and down loaded into the FX-31 RAM.
The position encoding is tested by running the position
encoder testing program on the FX-31 board, with the IBM PC
configured as a dumb terminal (with Tech Term Software) and
linked to the micro controller board via the RS 232 lines.
When the robot arm is made to move, with the teach box, the
position count appearing on the terminal should increment or
decrement, depending on the direction of rotation of the
joint.
The velocity feedback is tested by applying a de voltage
between zero and ten vol ts, to the input of the A/D con-
verter. The digital equivalent of this analog signal should
appear on the terminal.
To test the pulse width modulator, an increasing count
(digital) is applied to the input of the PWM. The pulse width
of the pulse train from the PWM, seen on an oscilloscope
should vary from 0% to 100%.
Appendix F. 8031 Programs. 106
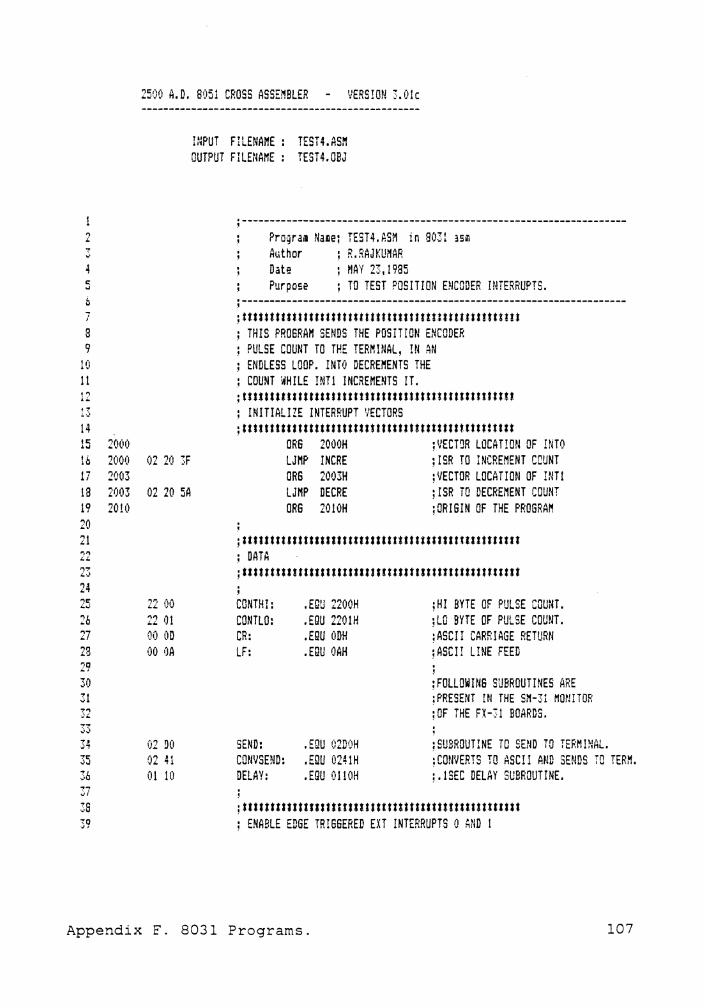
., i.. ,.
4 C: .., 6 ; I
3 9
1 (i 11 ,., ' .. ,.,.
14 15 20(H)
16 200(1 17 20(13 18 2003 19 2010 20 21 ,.,,, ..... ,.,.,. ;;..,.\
24 ,.,c: '-"' 26 27 .,!J •w 29 30 31 ~., .. , ... .,..,. .,;,,~
34 "'.'r ..)..!
36 ~"7 ..,, 39 39
2500 A.D. 8051 CROSS ASSEMBLER - VERSION 3.0lc
02 zrj 3F
02 20 5A
22 OIJ .,., ,Jl ...... DO OD 00 QA
02 DO 02 41 01 I (l
INPUT FILENAME: TEST4.ASM OUTPUT FILENAME: TESH.OBJ
·---------------------------------------------------------------------!
Prograa Name; TEST4.ASM in 8031 35~ Author R.RAJKUMAR Date MAY 23, 1985 Purpose TO TEST POSITION ENCODER INTERRUPTS .
·---------------------------------------------------------------------' ;tttttttttltttttttttt,ltttttttttttttttttt!tt!ttt!!t THIS PROSRAH SENDS THE POSITION ENCODER
; PULSE COU~H TO THE TEF:MHlAL, IN AN ; ENDLESS LOOP. INTO DECREMENTS THE ; COUNT WHILE INTI INCREMENTS IT. :ttttttttltttStttttttttttttttttttttttttttttttttttt ; INITIAL! ZE INTERRUPT \'ECTORS ;ttttttttttttttttttttttttttttttttttttttttttttttttt
ORS 2000H ;VECTQR LOCAT!ml OF HiTO LJMP INCRE ;ISR TO INCREMENT CCUNT ORS 2003H ; I/ECTOR LOCATION OF INT! LJMP DECRE ; ISR TO DECREMENT COUNT ORS 2010H ;ORIGIN OF THE PROGRA~
;ttttttttfttttttttttttttttttttttttttttttttltttltttl : DATA ;tttttttlttttttttttttttttt!ttttttSttttttttttttttttt
CONTHI: CONTLO: CR: LF:
SEND: COliVSEND: DELAY:
,EQU 2200H .mu 2201H .EQU ODH .mu rJAH
.EQU 02DOH
.EQU 0241H
.rnu 01 !0H
;HI BYTE OF PULSE COUNT. ;LG BYTE OF PULSE COUNT. ;ASCII CARRIAGE RETURN ;ASCII LINE FEED
; FOLLOW ms SUBR!lUTI NES ARE ; PRESENT IN THE SN-31 MONITOR ;OF THE FX-31 BOARDS.
: SUBROUTINE TD SEND TO TERM! NAL. ;CONVERTS TO ASCII AND SENDS TO TERM. ;.!SEC DELAY SUBROUTINE.
;tttttttlttttllttttttttttttttttttttttt!tttt!tlttttt ; ENABLE EDGE TRIGGERED EXT INTERRUPTS O AND I
Appendix F. 8031 Programs. 107

42 201C D2 88 43 2012 D2 A8 44 2014 02 8A 45 2016 02 AA 46 47 48 49 50 c:, "'
54 55
2018 201B 20!C
90 22 00 E(!
12 (!2 41
56 20 !F A3 57 2020 EO 58 2021 12 02 41 59 60 2024 61 2026 62 2029 63 202B 64 65 202E 66 2031 67 2034 68 2037 69 2•)3A 70 203D 71 72 1'"'.! I._,
74 75
74 OD 12 02 DC 74 OA 12 02 DO
12 01 10 12 01 10 12 01 10 12 01 10 12 01 1 (! 01 18
76 203F CO DO 77 2041 CO EO 78 2043 C2 AS 79 2045 C2 AA so 81 2(!47 90 22 01 82 204A EO 83 204B 24 01 84 2040 FO 85 204E 50 24 86 2050 90 22 00 87 2053 EO
BE6IN: SETB ITO SETB EXO SETB IT! SETB EX!
;INTO TRANSITION ACTIVATED ; INTO ENABLED ;INTl TRANSITION ACTIVATED ; INT 1 ENABLED
;ttlttlttt!tttttttttltttt!tt!tttttttttttttttttt!ttl ; KEEP SENDING COUNT DATA TO SCREEN ;ttttttttttttttttttttttttlttttttt!!tttt!t!tt!!!tt!l
START: MOV OPTR,tCDNTHI ;CONVERT THE CONTENTS OF MOVI A,iDPTR ;CONTHI TO ASCII AND L CALL CONVSEND : SEND TO TERM HJAL.
INC DPTR MOVX A,~DPTR LCALL CONVSEND
MOV A,#CR LCALL SEND MOV A,ILF LCALL SEND
LCALL DELAY LC/ILL DELAY LCALL DELAY LCALL DELAY LCALL DELAY JMP START
;CONVERT CONTENTS OF ;CONTLO TO ASCII AND ;SEND TO TERMINAL.
;SEND CR&LF.
:.1 SEC DELAY
; LOOP BACK TO START.
:ttttttttttttttttttlttttttttttttt!ltttttttttttttttt , INTERRUPT SERVICE ROUTINES ;ttt!tttttttttttttttittttttttitttttttttrtttttttttst
INCRE: PUSH PSW PUSH A CLR E!O CLR EX 1
MOV DPTR,iCONTLO 110\IX A,ilDPTR ADD A,#01H MOVX aDPTR, A JNC BOBAK MOV DPTR,ICONTHI MOVX A,iDPTR
; SAVE PS\!! ON STACr-: ;SA\/E ACCUMULATOR ;DISABLE INTO :DISABLE INTl
; INCREMENT THE LO BYTE ;OF THE POSITION ;COUtHEF:. ;IF NO OVERFLOW, THEN RETURN. ; !F OVERFLOW, THEN : INCREMENT HI BYTE.
Appendix F. 8031 Programs. 108
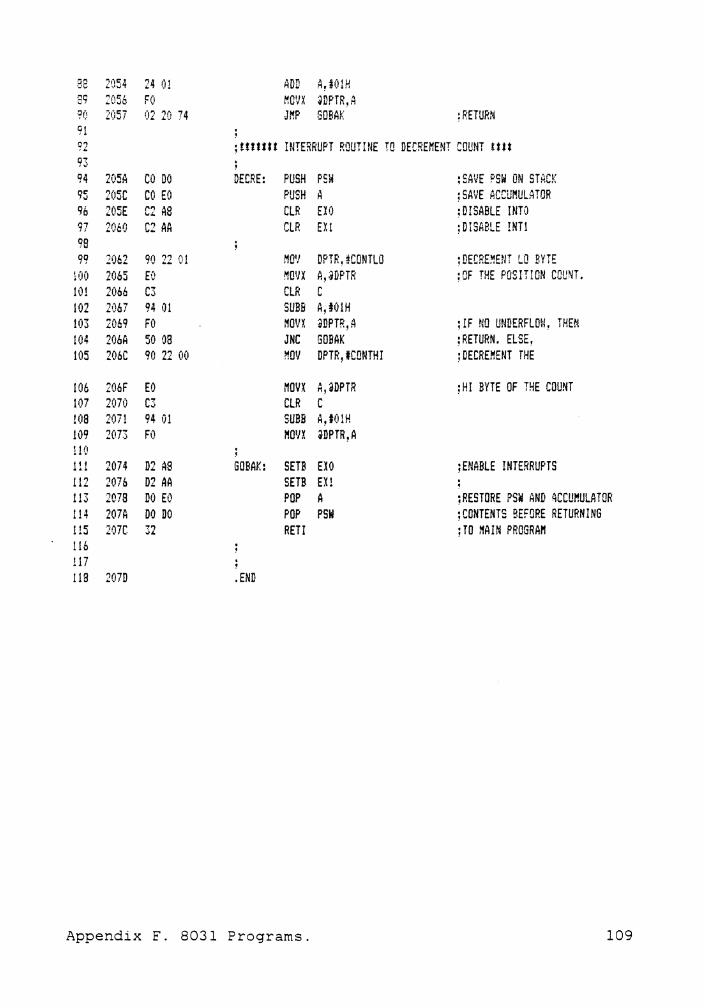
BB 2054 24 ()! ADD A,101H 89 2056 FO MOVX iDPTR,A 9(! 2057 02 20 74 Jl'!P GOBAK ;RETURN 91 92 ;!!ttlSt INTERRUPT ROUTINE TO DECREMENT COUNT tttS Q~ ,_,
94 205A CO DO DECRE: PUSH PSW :SAVE PSW ON STACK qr: ,,J 205C CO EO PUSH A ;SAVE ACCUMULATOR 96 20SE C2 AB CLR E!O ; DI SABLE INTO 97 2060 C2 AA CLR EX! ;DISABLE !NT1 98 99 2062 90 22 01 MOV DPTR,iCONTLO ;DECRE~ENT LO BYiE
100 2065 EO MOI/X A,;iDPTR ;CF THE POSITION COUNT. 101 2066 C3 CLR C 102 2067 94 01 SUBB A,IO!H lc)3 2069 FO MOVX ,DPTR,A ; IF r-m UNDERFLOW, THEM 104 206A so 08 JNC GOBAK ;RETURN. ELSE, 105 206C 90 22 00 MOV DPTR, IC!JtHH I ;DECRE!!ENT THE
106 206F EO MOVX A,,DPTR ;HI BYTE OF THE COUNT 107 2070 C3 CLR C !08 207! 94 01 SUBB A,IOlH 109 2073 FO 1101/X iDPTR,A 110 111 2074 D2 AS GOBAK: SETB EXO ;ENABLE INTERRUPTS 112 207b D2 AA SETB EX! i 113 2078 DO EO POP A ;RESTORE PSW AND ~CCUMULATOR 114 207A DO DO POP PSN ;CONTENTS BEFORE RETURNING 115 2•)7C 32 RETI ;TO MAIN PROGRAM 116 117 118 207D .END
Appendix F. 8031 Programs. 109
tltltttltltlt SY MB Q L IC REFERENCE r ABLE lttt!tt!ttttt
BEGIN 2(110 CONTHI = 2200 cormo = 2201 CON\JSEND = 0241 CR = OOOD DECRE 205A DELAY = 0110 GOBAK 2074 !NCRE 203F LF = OOOA SEND = 02DO START 2018
LINES ASSEMBLED 118 ASSEMBL '{ ERRORS :
Appendix F. 8031 Programs. 110
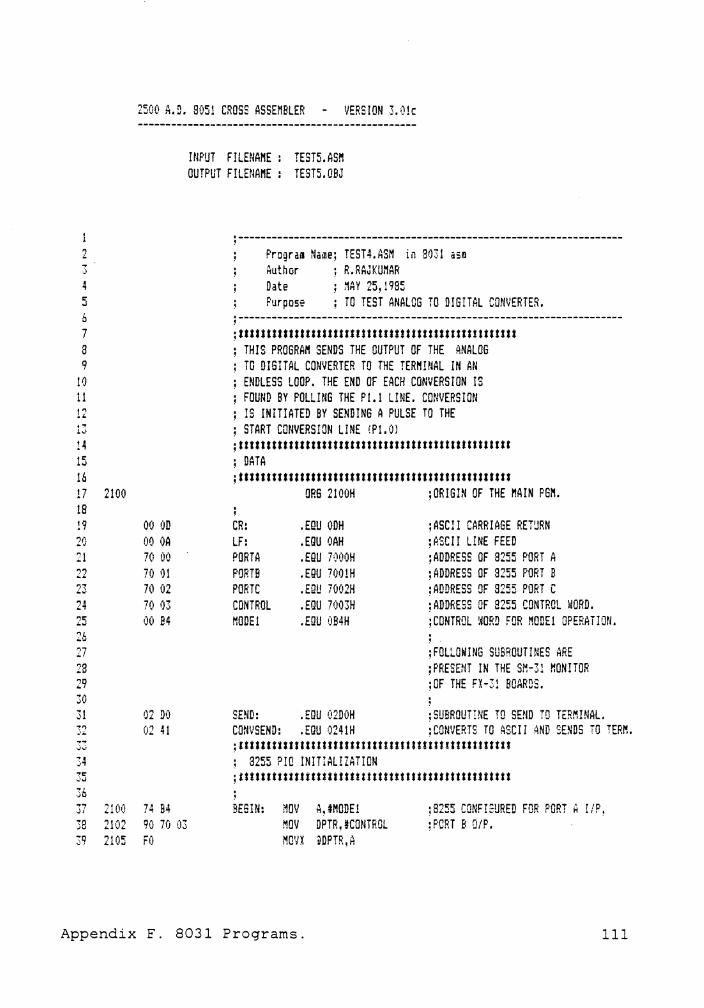
2500 A.D. 8051 CROSS ASSEMBLER - VERSION 3.0!c
' l 2
4 5 6 7 8 9
!Q 11 1" . ,. 13 !4 15 16 17 2100 18 !9
21
24 25 'H ~u
27
29 30 31
34 "'" ~•J -,L ·JU
00 OD 0(1 OA 70 00 70 01 70 02 70 03 00 B4
02 DO 02 41
J7 2100 74 B4 38 2102 90 70 03 39 2105 FO
INPUT FILENAME : TEST5.ASM OUTPUT FILENAME: TESTS.OBJ
·---------------------------------------------------------------------' Progra11 Na111e; TE5T4.ASM in 8031 asm Author Date Purpose
; R.RAJKUMAR ; MAY 25,1985 ; TO TEST ANALOG TO DIGITAL COl!\JERTER.
·---------------------------------------------------------------------' ;ttttttttttttttttttttttttttttt!tttttttittttttlttttt ; THIS PROGRAM SENDS THE OUTPUT OF THE ANALOG ; TO DIGITAL CONVERTER TO THE TERMINAL IN AN ; ENDLESS LOOP. THE END OF EACH CONVERSION IS ; FOUND BY POLLING THE Pl.! LINE. CONVERSION ; IS INITIATED BY SENDING A PULSE TO THE ; START CONVERSION LINE (Pl.Ol ;ttttttttttttttttttttttttttttttttttttttttttttttttt ; DATA ;ttttttttttttttttttttttttttttttttttttttttltttttttt
ORS 2100H ;ORIGIN OF THE ~AIN PGN.
CR: ,EQU OOH ;ASCII CARRIAGE RETURN LF: .EGU OAH ;ASCII LINE FEED PORTA .EQU 7000H ;ADDRESS OF 8255 PORT A PORTB .mu ?OO!H ;ADDRESS OF 8255 PORT B PORTC .EQU 7002H ;ADDRESS OF 8255 PORT C CONTROL . EQU 7003H ;ADDRESS OF 8255 CONTROL WORD .
;CONTROL ~ORD FOR MODE! OPERAiIOrt MOOE! .mu OB4H
:FOLLOWING SUBROUTINES ARE ;PRESENT IN THE SM-31 ;OF THE FX-31 BOARDS.
SDJD: .EOU 02DOH ;SUBROUTINE TO SEND TO TERMINAL. COMVSEND: . mu 0241H ; CONVERTS TO ASCII AND SENDS TO TERN. ;ttttttttltttttlttttttttttttttJtlt!ttt!tttttttttlt ; 8255 PIO INITIALIZATION ;ttttltttttttittlttttttttttttttttttttttttttttttttt
BE6IN: MOY A,#MODE! MOV DPTR,ICONTROL MG'IX @DPTR,A
: 8255 CONFIGURED FOR PORT A I/P, :PCRT B 0/P,
Appendix F. 8031 Programs. 111

40 41 4Z
44 2106 45 210S
r"J Of! ...... ,· .• ·
D2 90 4b 210A 00 47 2108 C2 90
49 210D A2 91 50 210F 40 FC 51 52
55
2il4 2115
9r1 70 00 EO 12 (12 41
56 2118 74 OD 57 58 59
211A 211.!) 2l!F
12 02 DO 74 OA 12 02 DO
61 2122 21 06 62 63 2124
;if.tI!tf.tttttt!tttttt!ttttttlttt!ttt!tt!ttttttttit , '1AIN PROSRAN ;tttttt!tttttttttt!tttttttt!ttttttttttt!tttttttt!t START: CLR Pl.:)
SETS Pl I\ '••\.•
NOP CLR P1 /l
POLL: MOU C,Pl.1
.END
JC POLL
MOY DPTR,IPORTA MOVX A,~DPTR LCALL COtlVSEND
MOV A,llCR LCALL SEND MO\/ A,#LF LCALL SEND
Jl1P START
;SEND A PULSE TO ?1.0 :TO START CONVERSION.
;PDLL ECC T!LL LO.
;SEND THE CONVERTER Q/P ; FROM FORT A, ~FTER CONVERSION ;TO ASCII, TO THE TERM!NAL.
;SEND CR&LF.
;LOOP BACK TO START.
ttttlttlltttt SYN BO L IC REFERENCE TABLE ltttttttttltt
BESIN 2100 CONTROL = 7003 CONVSEND = 0241 CR = OOOD LF = OOOA MODEi = 0084 POLL 2100 PORTA = 7000 FORiB = 7001 PORTC = 7002 SEND = 02D0 START 2106
INES ASSEMBLED : 63 HSSE!'IBL Y ERRORS : 0
Appendix F. 8031 Programs. 112
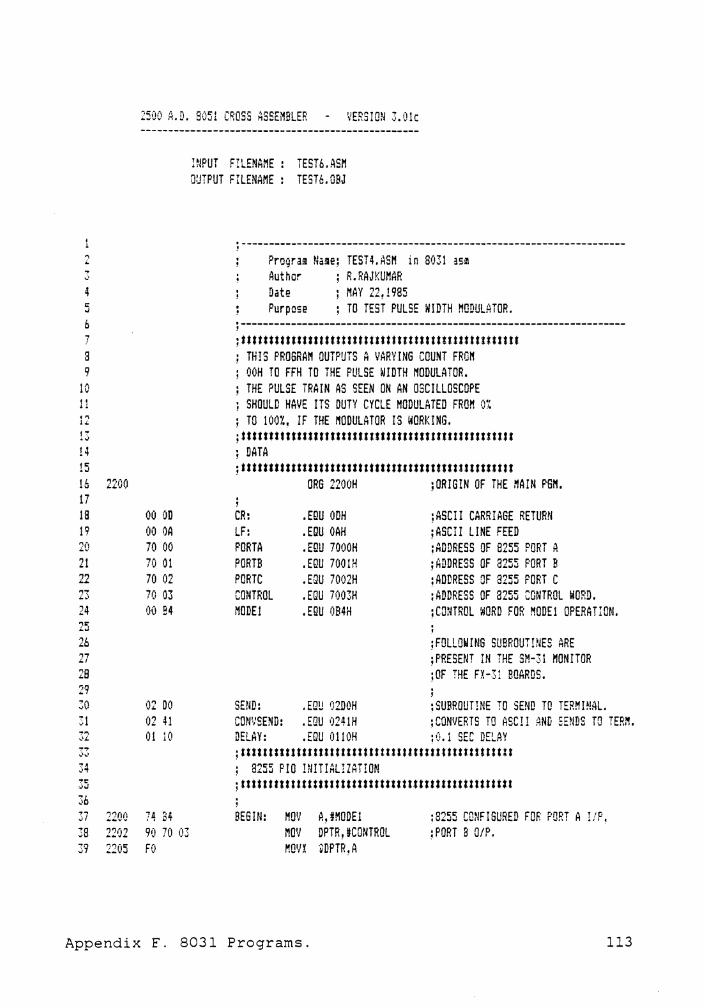
2500 A.D. 8051 CROSS ASSEMBLER - VERSION 3.0lc
4 5 6
8 9
14 15 16 221j(I 17 1B 00 OD 19 00 OA 20 70 00 21 70 01 22 70 02 23 70 03 24 00 B4
'17 .. , 2B 29 30 31
34
36 37 2200 38 22,)2 39 2205
02 DO 02 41 01 1(!
9(1 70 03 FO
INPUT FI LENA ME : TEST 6. ASM OUTPUT FILENAME: TEST6.0BJ
·---------------------------------------------------------------------!
Program Narae; TEST4.A5M in 8031 asi!I Author ; R. RAJ KUMAR Date Purpose
; MAY 22,1985 : TO TEST PULSE WIDTH MODULATOR.
·---------------------------------------------------------------------' ;ttttttttStttttttttttttttrttttJtttttttltttttttttttt THIS PROGRAM OUTPUTS A VARYING COUNT FR!JM
; OOH TO FFH TO THE PULSE ~J!DTH MODULATOR. ; THE PULSE TRAIN AS SEEN ON AN OSCILLOSCOPE ; SHOULD HAVE ITS DUTY CYCLE MODULATED FROM O'.! ; TO 10rJ%, IF THE NODULATOR IS WORKING. ;ttSStttttttttttttttttltttttttlttttlttSttlttt!tttt ; DATA ;lttStttttlttllttttttlttttltttlttttt!ttt!ltllttttt
CR: LF: PORTA PORTB PCP.TC CONTROL MODE!
ORS 2200H ;ORIS!N OF THE MAIN P6M.
.mu ODH
.mu OAH
.E9U 7000H
.mu 1001H
. mu 7002H • 7003H .mu OB4H
;ASCII CARRIAGE RETURN ;ASCII LINE FEED ;ADDRESS OF 8255 PORT A ;ADDRESS OF 8255 PORT B ;ADDRESS OF 8255 PORT C :ADDRESS OF 8255 CONTROL WORD . ; CONTROL WORD FOR MOOE! OPERATION.
;FOLLOWINS SUBROUTINES ARE ;PRESENT IN THE SM-31 MONITOR ;OF THE FY.-31 BOARDS.
SEND: . EQU 02DOH : SUBROUT! NE TO SEND TO TERM !Nill. CON\/SEND: .mu 0241H :CON\JERTS TO ASCII AND mrns TO TERl'!. DELAY: .mu 0110H :0.1 SEC DELAY ;tttttttttttttttttttttttttttlttlttttlttttttttttttt ; 8255 PIO INITIAL!ZAT!ON ;tttttttttttttttttttttttttttttttlttttttttttttttttt
MDV A,#MODE1 MDV DPTR,#CONTROL M01H ~DPTR, A
: 3255 CONF I SURED FOF: PORT A !/ P, ;PORT B 0/P.
Appendix F. 8031 Programs. 113
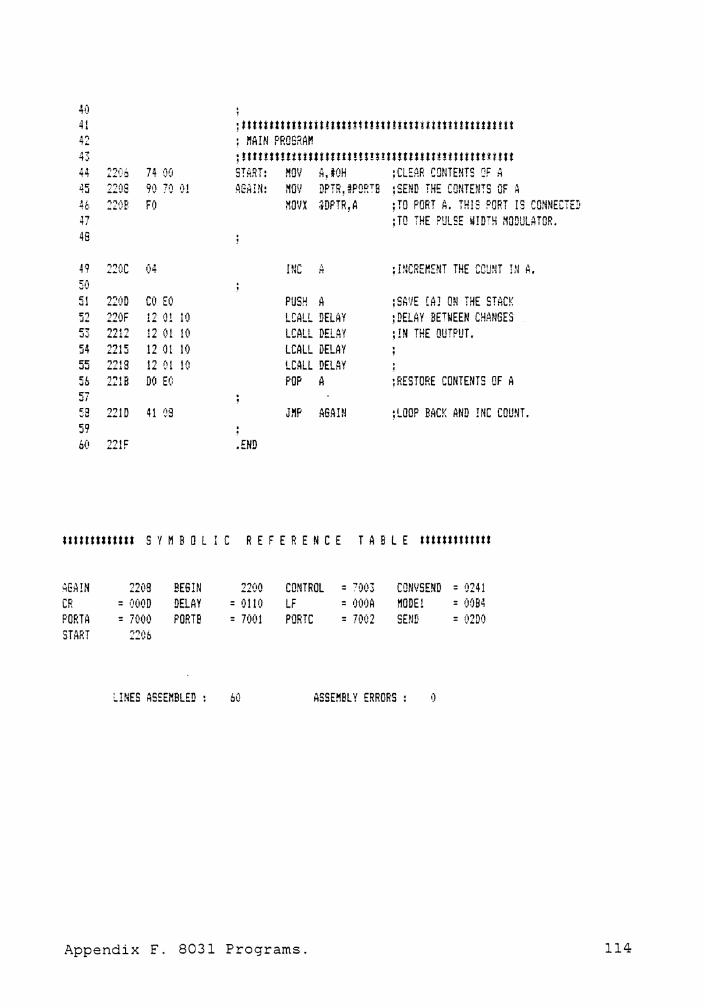
40 41 42 43 44 1206 74 0(1
45 46 47 48
49 5() 51 .,.,. .J,j
54 55 C:L wU
57 59 59 60
2208
2200 220F 2212 2215 2218 221B
2210
90 70 O! FO
CO EO 12 01 10 !2 01 10 12 01 10 12 01 ! 0 00 E(l
41 08
;itttttttSttttit!lttttttt!tt!titttittttt!ttttttttt , MAIN PROGRAM ;!tttttttlttttttttlttttt!i!tttttttltttttttttttt!St START: MDV A,IOH ;CLEAR CONTENTS QF A
.END
MO!/ DPTR,#POP.TB MOVX ~DPTR,A
PUSH A LCALL DELAY LCALL DELAY LCALL DELAY LCALL DELAY POP A
JMP AGAIN
;SEND THE CONTENTS OF A ;TO PORT A. THIS PORT IS CONNECTED ;TO THE PULSE WIDTH MODULATOR.
;INCREMENT THE CCUNT !NA.
;SAVE (AJ ON THE STACK ;DELAY BETWEEN CHANGES ; IN THE OUTPUT .
; RESTORE COIHEtHS OF A
;LOOP BACK AND !NC COUNT.
tltttttattttt SYMBOLIC REFERENCE TABLE ttttttttttltt
AGAIN 2208 BEGIN 2200 CONTROL = 7003 CONVSEND = !)241 ci;; " = 000D DELAY = 0110 LF = OOOA f10DE! = OOB4
PORTA = 70(!0 PORTB = 7001 PORTC = 7002 SEMD = 0200 START 2206
LINES ASSEMBLED : 60 ASSEMBLY ERRORS : i)
Appendix F. 8031 Programs. 114
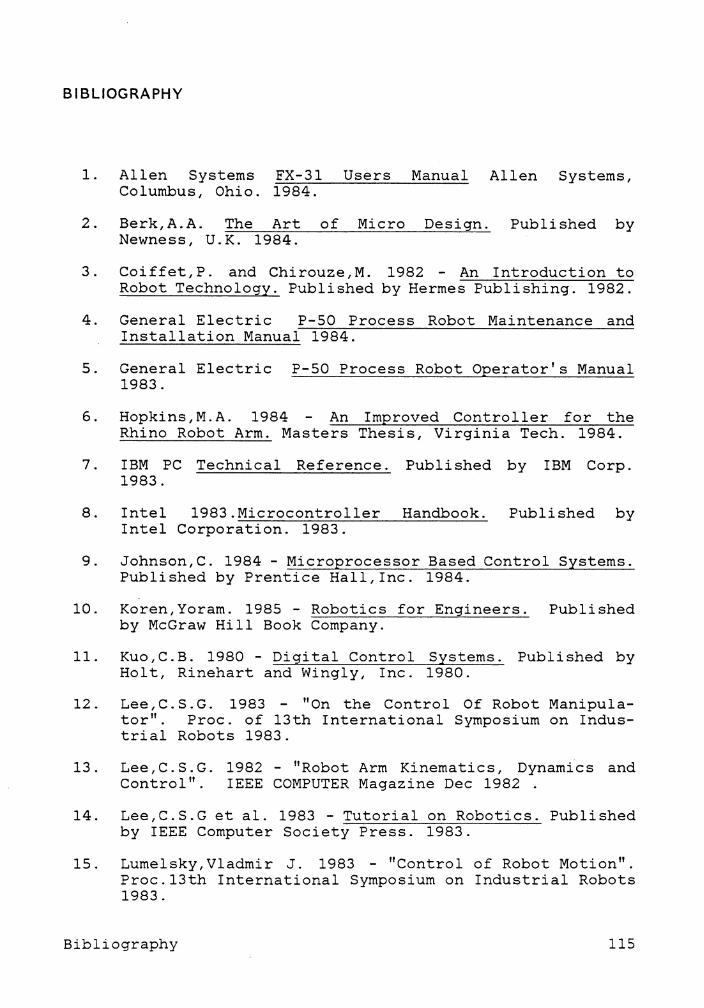
BIBLIOGRAPHY
1. Allen Systems FX-31 Users Manual Allen Systems, Columbus, Ohio. 1984.
2. Berk,A.A. The Art of Micro Design. Published by Newness, U.K. 1984.
3. Coiffet,P. and Chirouze,M. 1982 - An Introduction to Robot Technology. Published by Hermes Publishing. 1982.
4. General Electric P-50 Process Robot Maintenance and Installation Manual 1984.
5. General Electric P-50 Process Robot Operator's Manual 1983.
6. Hopkins,M.A. 1984 - An Improved Controller for the Rhino Robot Arm. Masters Thesis, Virginia Tech. 1984.
7. IBM PC Technical Reference. Published by IBM Corp. 1983.
8. Intel 1983.Microcontroller Handbook. Published by Intel Corporation. 1983.
9. Johnson,C. 1984 - Microprocessor Based Control Systems. Published by Prentice Hall,Inc. 1984.
10. Koren,Yoram. 1985 - Robotics for Engineers. Published by McGraw Hill Book Company.
11. Kuo,C.B. 1980 - Digital Control Systems. Published by Holt, Rinehart and Wingly, Inc. 1980.
12. Lee,C.S.G. 1983 - "On the Control Of Robot Manipula-tor". Proc. of 13th International Symposium on Indus-trial Robots 1983.
13. Lee,C.S.G. 1982 - "Robot Arm Kinematics, Dynamics and Control". IEEE COMPUTER Magazine Dec 1982 .
14. Lee,C.S.G et al. 1983 - Tutorial on Robotics. Published by IEEE Computer Society Press. 1983.
15. Lumelsky, Vladmir J. 1983 - "Control of Robot Motion". Pree.13th International Symposium on Industrial Robots 1983.
Bibliography 115

16. Paul, R. 1981- Robot Manipulators; Mathematics, Pro-gramming and Control. Published by MIT Press 1981.
17. Pugh,A. 1983 - Robotic Technology. Published by Peter Peregrinus Ltd; London, U.K.
18. Snyder, W. 1980 - "Micro-Computer Based Path Control".
19.
Robotics Age, Vol 2, Number 1, Spring 1980.
Snyder,W. Encoders".
and Schott, J. 1980 - "Using Optical Shaft Robotics Age, Vol 2, Number 3, Fall 1980.
20. Technical Data Base Corp. Robotics Industry Directory 1982.
21. Vukobratovic, M and Stokic ,D. Scientific Fundamentals of Robotics Vol2. Published by Springer-Verlag 1982.
22. Whitney,D.E 1969 - "Resolved Motion Rate Control of Manipulators and Human Prosthesis". IEEE Trans. Man-Machine Systems June 1969.
23. Zewari,S.W Planning".
1985(a)- "Robot's Kinetics and Trajectory Proc. Robots 9, June 2-6 1985, Detroit.
24. Zewari,S.W 1985(b)- "The Ins and Outs of Robot Kinematics". Proc. 1985 ASME International, Computers in Engineering, Conference and Exhibition.
25. Zewari, S. W 1984 - "Side Effects of Trajectory Plan-ning". Proc. 1984 ASME International, Computers in Engineering Conference and Exhibition.
26. Zewari, S. W 1984 - Class Notes of "Introduction to Robotics" at Virginia Polytechnic Institute and State University.
27. Zewari, S. W 1984 - "Dual Mode Servo Control System". Proc. American Control Conference, San Diego, June 6-8 1984.
28. Zewari,S.W 1984 - "Robot Positioning as a Transforma-tion Problem". Proc. 1984 ASME International, Computers in Engineering, Conference and Exhibition. Vol2.
Bi]?liography 116

The vita has been removed from the scanned document







