e-2c hawkeye 10-1 nov 17.pdfcarrier battle groups that continues to this day. introduced by the...
TRANSCRIPT

E-2C HawkeyeFlight Ready Assets
Volume 10 - Issue 1

A new Special Wage Rate Schedule for eight specific aircraft maintenance and related leader and supervisory positions at FRCSW was approved on 26 September 2017. The effective date of these changes was 1 October 2017.
Special Rates under the Federal Wage System may be evaluated when there is sufficient data to show recruitment and retention diffi-culties. FRCSW has had a very difficult time filling these positions with qualified personnel; thus, the request and approval of this change was directly related to these recruitment challenges.
Although FRCSW requested these positions be reviewed and approved for Special Wage Rates, the final approval of the changes resided with the Department of Defense Civilian Personnel Advisory Service as well as Office of Personnel Management.
This is a first step by the Command in addressing recruitment difficulties for several key positions. FRCSW will continue to monitor recruitment actions and evaluate any other potentially impacted positions.
Please note that this Special Wage Rate Schedule applies only to the positions listed below as well as the corresponding leader, su-pervisory, and production facilitating positions classified in the same occupational series. This pay increase does not apply to all Federal Wage System employees at the command.
The following positions were approved for the wage increase: (1) Aircraft Sheet Metal Mechanic, WG-3806-08 and above;
(2) Aircraft Workers, WG-8852-08 and above;
(3) Instrument Mechanic/Inspector, WG-3359-10 and above;
(4) Electronics Mechanic, WG-2604-10 and above;
(5) Machinist, WG-3414-10 and above;
(6) Non-Destructive Inspection Testing Mechanic, WG-3705-10 and above;
Aircraft Systems/Maintenance Supervisor WD/WS-8801-06 and Supervisory Aircraft Examiner (General) WN-4701-07 were called out specifically in the new Special Wage Schedule as their series differ from the trades they supervise/support above. However, these positions are considered as corresponding leader, supervisory and production facilitating positions and are thus eligible for the Special Wage Rate.
All FRCSW teammates are an extremely valuable part of the success enjoyed by this command. I value everyone’s abilities and contributions. Without you, we would not succeed in our mission to support the U.S. Navy and Marine Corps warfighters. Thank you all for your service to our country.
CRAIG OWENCaptain, U.S. Navy
Commanding Officer
Skipper’s Corner:Special Wage Rates for Specific Aircraft Maintenance Positions
Commanding Officer
Capt. Craig OwenExecutive Officer
Capt. Anthony JaramilloCommand Master Chief
CDMCM (AW/SW) Joel RodriguezCommand Address
Commanding OfficerFleet Readiness Center SouthwestP.O. Box 357058San Diego, CA 92135-7058
FRCSW Websitehttp://www.navair.navy.mil/frcsw
FRCSW YouTubehttps://www.youtube.com/user/FRCSWPAO
FRCSW Public Affairs Office619-545-3415
OmbudsmanMatthew Lutz
Phone: (619) 301-7091Email: [email protected]
Work Schedule Status &Special Instructions in Emergencies
1-866-269-6590
FRCSW Mission & VisionMission
We generate readiness through timelyand responsive production of engines,
aircraft, and components for thewarfighter.
VisionTo be the premier maintenance repair
and overhaul organization in theDepartment of Defense by providingthe best value, highest quality, and
most reliable products.
FRCSW is a cornerstone of futureNaval Operations which we achieve
through a highly capable workforceand robust community partnerships.
Magazine StaffPublic affairs Officer Mike Furlanoeditor Jim MarkleGraphic Artist Chuck ArnoldVideographer Scott JanesPhotographer Brent Asten
FRCSW ALMANAC is an authorized publication for members of the Department of Defense. Contents are not necessarily the official views of, or endorsed by, the U.S. Government, the Department of Defense, or the U.S. Navy. Contributions are welcome, but the Commanding Officer and editor reserve the right to correct, edit, and omit material as necessary to conform to editorial policy. FRCSW ALMANAC is printed from appropriated funds in compliance with NPPR P-35 Rev. Jan. 1974.
Fleet Readiness Center Southwest
Capt. Craig Owen

An F/A-18F Super Hornet assigned to the “Mighty Shrikes” of Strike Fighter Attack Squadron (VFA) 94 flies over the aircraft carrier USS Theodore Roosevelt (CVN 71). Photo by MCSN Nicholas R. Burgains
About the CoverAn E-2C Hawkeye from the “Black Eagles” of Carrier Airborne Early Warning Squadron (VAW) 113 prepares to launch from the aircraft carrier USS Carl Vinson (CVN 70). Photo by MC2 Sean M. Castellano
Features4 COVER StORy E-2C Hawkeyes Depot Repair 8 CEntER BARREL REPLACEMEnt F/A-18s Rejuvinated10 H-53 SuPER StALLiOnS FRCSW Supports Heavy Lifters12 t700 EnginES Level II Repairs H-60 & H-1 Engines15 BLuE AngELS nuMBER 7 Heat-Damaged Hornet Repaired
Volume 10 - Issue 1 - November 2017
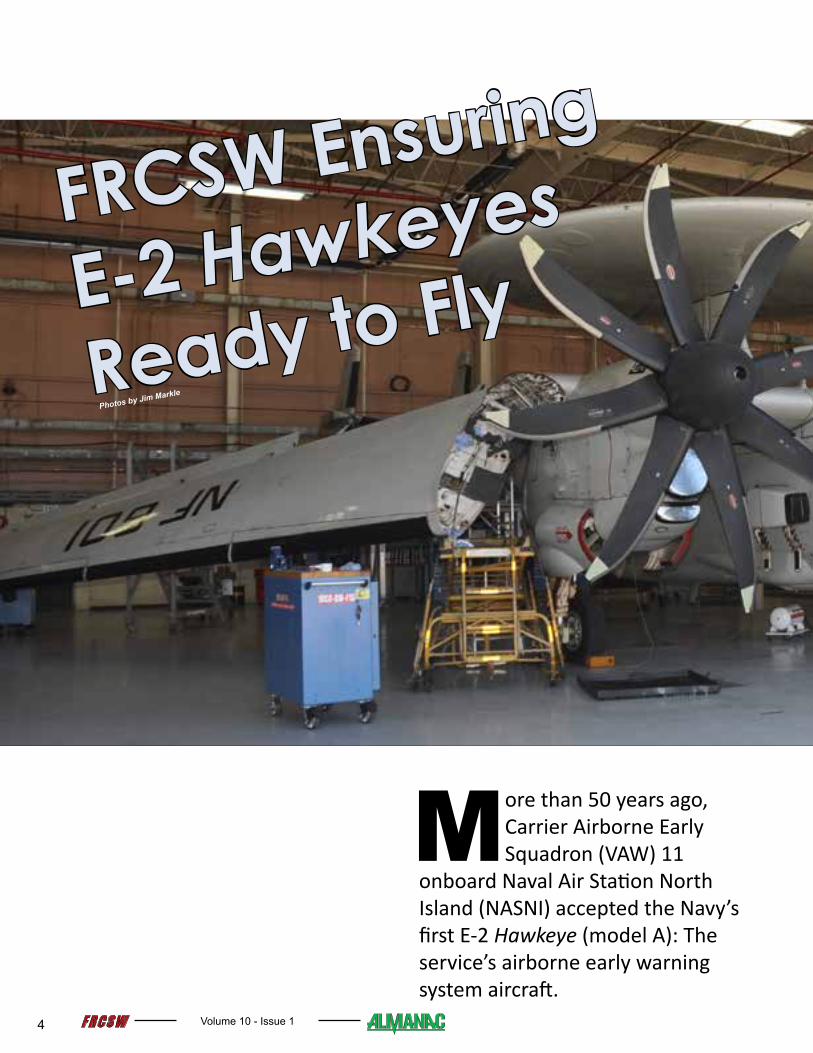
FRCSW Ensuring
E-2 Hawkeyes
Ready to Fly Photos by Jim Markle
More than 50 years ago, Carrier Airborne Early Squadron (VaW) 11
onboard Naval Air Station North Island (NASNI) accepted the Navy’s first E-2 Hawkeye (model A): The service’s airborne early warning system aircraft.
4
Volume 10 - Issue 1
Volume 10 - Issue 1 5

In 1965 the airframe’s first aircraft carrier deployment occurred aboard USS Kitty Hawk (CVA 63). The Hawkeye’s ability to guard against airborne threats set precedence for the protection of naval carrier battle groups that continues to this day.
Introduced by the Grumman Aircraft Company in the mid-1960s, the twin turbo-propeller aircraft E-2 Hawkeye and its sister airframe, the C-2A Greyhound transport, still operate aboard naval aircraft carriers.
Production of the E-2C model began in 1973. Thirty years later the E-2C’s enhanced variant, the E-2C Hawkeye 2000, deployed aboard USS Nimitz (CVN-68).
In-depth maintenance to the E-2C and Hawkeye 2000 is handled in Building 460 at Fleet Readiness Center Southwest (FRCSW).
FRCSW performs two levels of scheduled maintenance on the airframe: a light periodic maintenance interval (PMI) 1 which is done at FRCSW Site Pt Mugu and FRC Mid-Atlantic, and PMI-2, or a heavy maintenance, at NASNI.
A staff of 124 comprised of 90 artisans and 34 indirect support personnel are assigned to the program. (Artisans also perform PMI procedures to the C-2A Greyhound in Building 460 and at VRC-30’s hangar at NASNI.)
An E-2C Hawkeye aircraft undergoes depot maintenance at Fleet Readiness Center Southwest in Building 460 aboard Naval Air Station North Island, Calif.
4
Volume 10 - Issue 1
Volume 10 - Issue 1 5

During PMI-1, artisans assess the attachment points of the flight control surfaces on the body of the aircraft, the engines, and similar areas identified in the maintenance specification. Sheet metal repairs are made and worn parts replaced, but if a larger repair is needed, an in-service repair (ISR) is generated.
“ISRs are wrapped up in the PMI, but are funded separately,” said John Goolsby, deputy program manager/Integrated Production Team (ITP). “We usually go to Pt Mugu about once a month for ISR work. It’s hard to give an average of them because we’ll knock out two to four ISRs per aircraft.”
Artisans have completed three PMI-1s at Pt Mugu so far this year, with two more scheduled.
Though not a complete overhaul, PMI-2 is a substantial disassem-bly of the aircraft down to the fuselage. Artisans remove the aircraft’s wings, engines, landing gear and tail.
By using chemical or physical means, the aircraft’s corrosion preventive paint is removed and an in-depth metal assessment is performed targeting cracks, corrosion, exfoliation, missing fasteners, and any other surface anomalies.
Goolsby said that PMI-2 procedures are conducted under the Critical Chain Project Management (CCPM) program.
“The F-18 IPT was the first to get it and we were the second. There’s a program called `Concerto’™ that helps us manage the aircraft throughput,” he said.
CCPM is a project management method that earmarks resources --- like people and equipment --- needed to complete a task in a specified amount of time. Concerto™ is a software program used to manage multiple CCPM projects.
The E-2 CCPM throughput is divided into four procedures (induc-tion, repair, assembly, testline), each with a targeted completion time.
E-2 Hawkeyes
6
Volume 10 - Issue 1
Volume 10 - Issue 1 7

“Within the cells we have 30 days for the repair phase, from there it goes to full kitting where we make sure the wings and tail are built up, and then it goes to assembly. Under CCPM methodology we can guarantee an aircraft out in 220 days, assuming we have the materials,” Goolsby said.
The program anticipates a workload expansion when it begins induction of the E-2D variants next year.
“The East Coast got the E-2Ds first, and they’re doing field events in Norfolk,” Goolsby said. “The first depot event is scheduled to be in September next year. We are the single site for all of the depot events.”
Meanwhile, FRCSW is working five PMI-2 events this year. Two are complete, two are awaiting landing gear, and the fifth, a NAVUP which typically includes avionics upgrades, should be in the painting phase by mid-July. ▼
Fleet Readiness Center Southwest Commanding Officer Capt. Craig Owen, (back row, right) is joined by teammates from the E-2/C-2 production and support line outside of Building 94 July 7. In less than one week the team returned three assets to the fleet by completing an array of In-Service Repair (ISR) work that included service to two outer wing panels, a tail assembly, and a rotodome. Photo by Brent Asten
FRCSW E-2/C-2 Team Returns Fleet Assets in One Week
While in transit home from deployment, members aboard USS Carl Vinson (CVN 70) discovered damage to two E-2C Hawkeye surveillance aircraft: One suffered a cracked outer wing panel and the other a cracked center wing panel, as well as a bad rotodome.
The two Hawkeyes were removed from the ship on June 23 and inducted into Fleet Readiness Center Southwest (FRCSW) three days later for In-Service Repair (ISR) work, along with another Hawkeye assigned to USS Theodore Roosevelt (CVN 71).
By 8 a.m. FRCSW estimators and planners had processed the necessary paperwork to authorize a rotodome swap, two outer wing panel swaps, and a tail assembly swap.
Two days later, Wednesday, the outer wing panels swaps were complete, and the aircraft delivered to the customer the follow-ing day. On Friday, June 30, the tail and rotodome swaps were complete.
Although this was not traditional depot ISR work, the aircraft were non-flyable and their squadron, Carrier Airborne Early Warning Squadron 113 (VAW-113), had less than two months to Naval Air Station Fallon for a scheduled sustainment exercise and subsequent deployment.
The Props Integrated Production Team came together and embodied the mission of FRCSW “…to generate readiness through timey and responsive production of engines, aircraft, and compo-nents for the warfighter.”
The following artisans made every minute count by returning three assets to the fleet in less than one week: Steven Aguilar, Noah Apgar, Mark Atanasoff, Zolito Balleser, Chester Banaga, Gilbert Benitez, Cesar Castillejos, Joselito Centino, Christian Crawford, Marvin Del Rosaria, David Heck, Mike Malley, Jorge Mancilla, Alan Mayo, John Powanda, Walter Reed, Rick Sabio, John Salyers, Alan Sarno, Stephen Short, Arnaldo Taya, Nelson Urban, and Joe Weides.
Mechanic apprentice Aaron Aguilar removes the swivel assembly from the wing of an E-2C Hawkeye as part of the aircraft’s PMI-2 disassembly phase.
6
Volume 10 - Issue 1
Volume 10 - Issue 1 7

FRCSW Center Barrel Program: The Lifeline of Legacy HornetsPhotos By Jim Markle
For more than 25 years the Fleet Readiness Center Southwest (FRCSW) F/A-18
Hornet center barrel replacement (CBR) program has been working to ensure the readiness of the Navy’s first jet designed as a dual role attack-fighter aircraft.
Some of the CBR’s 48 artisans work with aircraft older than themselves: The legacy A-D Hornet airframes entered Marine Corps service 34 years ago; the Navy, one year later.
And the CBR is essential to keeping these aircraft mission ready.
The initial CBR procedure was created in 1991 when a crash-damaged F/A-18 aircraft with minimal flight hours was brought to FRCSW (then Naval Aviation Depot North Island) for analysis. The area damaged was the center fuselage section – the center barrel – where the wings and main landing gear attach.
With a price tag of close to $46 million per aircraft, scrap-ping the plane for parts was deemed the final option.
Instead, the engineers and artisans of FRCSW were chal-lenged to find a way to make the repair. After a thorough examination, it was determined that replacing the center barrel was the most viable option.
In less than two years the project was complete, and at a cost of $4 million, it totaled less than 10 percent of the aircraft’s replacement value.
The capability later evolved into the CBR + program, which addresses the fatigue life expec-tancy (FLE) of the legacy Hornets and includes replacement of the forward and aft dorsal decks, and the forward, aft, and keel longerons (structural beams).
Sheet metal mechanics Inah Cruz, left, and Ken Tu install rivets in the under tail section of an F/A-18 legacy Hornet undergoing the center barrel replacement procedure in Building 378.
8
Volume 10 - Issue 1
Volume 10 - Issue 1 9

Originally designed as a 6,000 flight-hour airframe, the Hornet’s FLE reflects the usage history of an individual aircraft and is based upon stress-related factors affecting key areas of the airframe, such as the wing attachment points. The aircraft also contain sensors that calculate its fatigue life.
“The center barrel is replaced in aircraft with an FLE above .62,” said F/A-18 center barrel production manager Keyon Marshall. “And when a plane reaches an FLE of 1.0 or 10,000 flight hours --- whichever comes first --- it’s scrapped.”
“An aircraft’s evaluation is also driven by its periodic maintenance interval (PMI). So, we’re also performing both PMI 1 and 2 and high-flight-hour (HFH) procedures in conjunc-tion with the center barrel.”
The HFH program began in 2006 and includes an array of airframe inspections to ensure operational safety of an aircraft to 8,000 flight hours.
aerospace manufacturer Northrop Grumman builds the center barrels, and corresponding kits that contain about 12 components and thousands of fasteners are provided by Naval Air Systems Command’s (NAVAIR) Central Kitting Agency in Orange Park, Fla.
FRCSW and FRC Southeast are the only naval maintenance facilities authorized to perform the CBR+ procedure, Marshall noted.
The program’s disassembly and assembly phases are handled by a crew of approximate-ly 14 artisans in Building 94, while the center barrel phases take place in Building 378.
Each CBR+ averages about 25,000 manhours at a total cost of $2.5 to $3 million per aircraft.
Since the first center barrel procedure, FRCSW gained $1 million in savings per air-craft through AIRSpeed projects that targeted cost structures such as turn-around time and point-of-use tooling issues.
AIRSpeed is a continuous process improvement program designed to increase production efficiencies and reduce turn-around times.
A point-of-use tooling AIRSpeed project 10 years ago resulted in the creation of 16-foot aluminum stands in Building 378. The two-tiered stands enable work from atop and below the aircraft and provide direct access to materials and tools used by sheet metal mechanics, saving approximately 2,000 manhours.
“We had been operating with four (CBR+) fixtures, but now we’re down to one as we introduced a Super Hornet fixture to the aft side. So our current production has been about 10 center barrels for the past two years,” Marshall said.
Unlike legacy Hornets Super Hornets do not have a third, or center barrel, section; instead, the airframe is of a modular design.
“Work with the Super Hornets would be more of an in-service repair (ISR), like replac-ing an aft tail section. We have the capacity to do this or Service Life Extension Program (SLEP) work on them,” Marshall noted.
About three years ago, FRCSW replaced the legacy Hornet ISR fixture in Building 378 with an alignment fixture applicable to all F/A-18 E-F models and the EA-18G Growler airframe.
Made of steel and aluminum, the fixture’s modular design allows for fuselage disas-sembly in segments at existing manufacturing breaks from the Y383 bulkhead forward; Y453 to the Y524; Y524 to the Y591; and from the Y591 bulkhead and aft; as well as the left and right inlet assemblies, and the forward left and right leading edge extensions.
FRCSW is using the fixture in the repair of an `E’ model F/A-18 Super Hornet by splicing an existing section of fuselage from that of a donor `F’ model Super Hornet. Like the work that created the CBR, this procedure will be the first of its kind.
Meanwhile, Marshall said that there are still about 200 legacy Hornets left in the fleet that are eligible for the CBR+. ▼
Sheet metal mechanic Van Le prepares the upper left hand skin of an F/A-18 legacy Hornet for rivet drilling and longeron creasing in the center barrel replacement program in Building 378.
8
Volume 10 - Issue 1
Volume 10 - Issue 1 9

H‑53 Super Stallions Get Super ServicePhotos by Jim Markle
From its use in the evacuation of the U.S. embassy during the Somalian Civil War in 1991, to the Persian Gulf War and its role today in supporting
the war on terror in Afghanistan and elsewhere, the CH-53E Super Stallion helicopter is a staple in the logistics toolbox of Navy and Marine Corps operations.
AB3 (Handling) Tiffanie Allenderriley signals a CH-53E Super Stallion helicopter assigned to Marine Medium Tiltrotor Squadron (VMM) 265 (Reinforced) to land on the flight deck of the amphibious assault ship USS Bonhomme Richard (LHD 6).
Photo by MC2 Cameron McCulloch
10
Volume 10 - Issue 1
Volume 10 - Issue 1 11

For more than 30 years the Sikorsky-built aircraft has moved personnel and equipment, and it remains the largest helicopter ever built by the Defense Department.
Today, about 150 of the helicopters are still in service. Super Stallions are found in naval squadrons on the East and West Coast, and those assigned to Marine Corps Air Station (MCAS) Miramar are maintained and repaired by the artisans of Fleet Readiness Center Southwest (FRCSW).
The FRCSW CH-53 program is comprised of approximately 104 employees including production control personnel and planners.
“About 60 to 70 of those employees are the artisans on the floor. They include the primary trades of sheet metal mechanics which is the largest group, electricians, and mechanics,” said John Santos, CH-53 production manager.
The program operates in two buildings: 333, where fiberglass and component work is done, and 378 where the remaining airframe work is completed.
The maintenance schedule of the Super Stallions is based upon a 54-month cycle called the Integrated Maintenance Program (IMP).
The IMP targets structural repairs to the fuselage, and includes replacing the skin, transition bulkhead, cockpit floorboard, any KAPTON electrical wiring upgrades and corrosion repair throughout the aircraft.
The IMP workload standard requires about 16,000 manhours per aircraft.
After induction, FRCSW artisans disassemble the aircraft and begin the IMP inspection specifications.
“We’ll typically do a lot of metal repairs that require us to disassemble electronic and mechanical components so we can access specific areas to rebuild the aircraft,” Santos noted.
The program is a combination of organizational level (O-level), or work handled by the Marine Corps squadrons, and depot-level work.
“We’ll also do a lot of troubleshooting,” Santos said. “If our spec says `test the landing gear operation,’ for example, and when we test it the landing gear doesn’t respond, we’re supposed to call the Marines because the landing gear system is maintained by the O-level maintainers. The spec only tells us to test it.”
However, the Marines have the option to turn an O-level repair over to the depot.
“An In-service Repair (ISR) may get to the type commander (TYCOM) who would grant the hours for the repair. The ISR request still goes through the squadron because they need to cut the planner and estimator request to get it submitted to the TYCOM,” Santos said.
Like other aging airframes, recurring areas of the Super Stallion are beginning to show signs of failure.
“A fitting toward the back of the aircraft near the base of the ramp have been cracking and we’ve seen issues on both West and East Coast aircraft,” Santos said. “This is a repair that requires the input of mechanics, sheet metal, machinists and non-destructive inspection (NDI) personnel.”
To better align the tail drive shaft, Santos said that a new tooling kit was added to the IMP specification.
“It’s a surface interim change notice that adds this as a spec, and this procedure will suffice on an interim basis while the aircraft is here,” he said.
“When the tail of the aircraft folds, and when it spreads back out, there’s a coupling that connects the tail to the fuselage that has teeth. We’ve been finding that sometimes they are clocked different, so the alignment makes them flush to each other so the power can transfer efficiently and safely from the gear box to the tail rotor.”
FRCSW is scheduled to induct 10 CH-53s during fiscal year 2017. ▼
Aircraft mechanic/work leader Rodney Abad operates the winch to install a CH-53 Super Stallion gearbox, after artisans repaired wear around the gearbox frame. Installation of the unit takes about a day to complete
Aircraft mechanic Max Hofstetter shims the drive shaft on the tail rotor of a CH-53 Super Stallion helicopter in Building 378.
Aircraft electrician John Norriss adjusts an air pressure adapter installed in the cockpit area of a CH-53 Super Stallion. The Integrated Maintenance Program involves many different trades, including mechanical, sheet metal, and electrical artisans working as a team alongside one another.
Aircraft mechanic Vanessa Roughton installs new floor boarding.
Aircraft mechanics Joshua Jackson, left, and Alfonso Canalas prepare the bolts used to install the gearbox. Twelve bolts are used to attach the gear box to the helicopter.
10
Volume 10 - Issue 1
Volume 10 - Issue 1 11
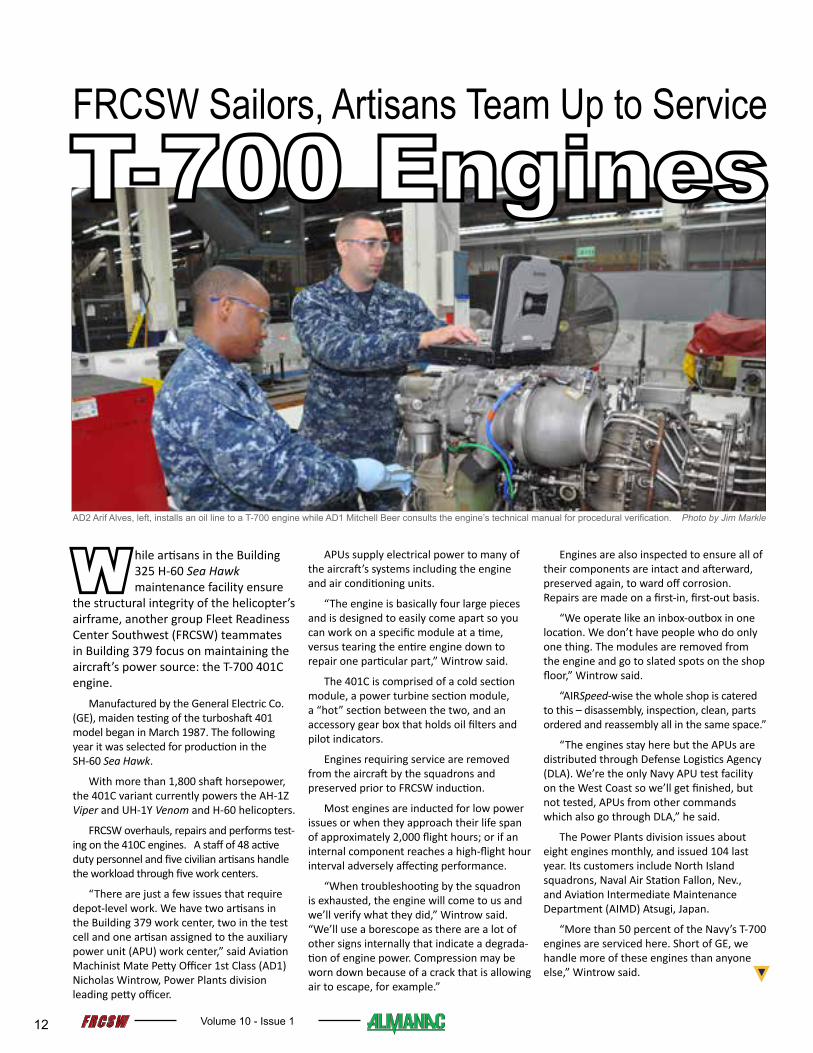
W hile artisans in the Building 325 H-60 Sea Hawk maintenance facility ensure
the structural integrity of the helicopter’s airframe, another group Fleet Readiness Center Southwest (FRCSW) teammates in Building 379 focus on maintaining the aircraft’s power source: the T-700 401C engine.
Manufactured by the General Electric Co. (GE), maiden testing of the turboshaft 401 model began in March 1987. The following year it was selected for production in the SH-60 Sea Hawk.
With more than 1,800 shaft horsepower, the 401C variant currently powers the AH-1Z Viper and UH-1Y Venom and H-60 helicopters.
FRCSW overhauls, repairs and performs test-ing on the 410C engines. A staff of 48 active duty personnel and five civilian artisans handle the workload through five work centers.
“There are just a few issues that require depot-level work. We have two artisans in the Building 379 work center, two in the test cell and one artisan assigned to the auxiliary power unit (APU) work center,” said Aviation Machinist Mate Petty Officer 1st Class (AD1) Nicholas Wintrow, Power Plants division leading petty officer.
APUs supply electrical power to many of the aircraft’s systems including the engine and air conditioning units.
“The engine is basically four large pieces and is designed to easily come apart so you can work on a specific module at a time, versus tearing the entire engine down to repair one particular part,” Wintrow said.
The 401C is comprised of a cold section module, a power turbine section module, a “hot” section between the two, and an accessory gear box that holds oil filters and pilot indicators.
engines requiring service are removed from the aircraft by the squadrons and preserved prior to FRCSW induction.
Most engines are inducted for low power issues or when they approach their life span of approximately 2,000 flight hours; or if an internal component reaches a high-flight hour interval adversely affecting performance.
“When troubleshooting by the squadron is exhausted, the engine will come to us and we’ll verify what they did,” Wintrow said. “We’ll use a borescope as there are a lot of other signs internally that indicate a degrada-tion of engine power. Compression may be worn down because of a crack that is allowing air to escape, for example.”
engines are also inspected to ensure all of their components are intact and afterward, preserved again, to ward off corrosion. Repairs are made on a first-in, first-out basis.
“We operate like an inbox-outbox in one location. We don’t have people who do only one thing. The modules are removed from the engine and go to slated spots on the shop floor,” Wintrow said.
“AIRSpeed-wise the whole shop is catered to this – disassembly, inspection, clean, parts ordered and reassembly all in the same space.”
“The engines stay here but the APUs are distributed through Defense Logistics Agency (DLA). We’re the only Navy APU test facility on the West Coast so we’ll get finished, but not tested, APUs from other commands which also go through DLA,” he said.
The Power Plants division issues about eight engines monthly, and issued 104 last year. Its customers include North Island squadrons, Naval Air Station Fallon, Nev., and Aviation Intermediate Maintenance Department (AIMD) Atsugi, Japan.
“More than 50 percent of the Navy’s T-700 engines are serviced here. Short of GE, we handle more of these engines than anyone else,” Wintrow said. ▼
AD2 Arif Alves, left, installs an oil line to a T-700 engine while AD1 Mitchell Beer consults the engine’s technical manual for procedural verification. Photo by Jim Markle
12
Volume 10 - Issue 1
Volume 10 - Issue 1 13

From aircraft engine and sheet metal mechanics to electricians and painters, Fleet Readiness Center Southwest (FRCSW) employs an array of artisans to
ensure the integrity and safety of an aircraft prior to its testing at the flight line.
But before the flight line pilots and their crew take to the sky, the staff of the paraloft shop in Building 785 inspects and tests the aircrew’s gear to make sure it is in top condition.
“We work on the flight crew and pilots’ personal gear including their helmets, some of the equipment in the aircraft like the harness, life rafts, seat pans and parachutes; just about anything that pertains to the aviator or the air crew,” said Aircrew Survival Equipmentman 3rd Class (PR3) Cameron Laver.
Depending upon the type of equipment, gear inspections are typically performed in 30, 90, 180, and 360-day intervals.
“The 90-day inspection is for the overall equipment,” Laver said. “That’s everything from the helmets, the harnesses, and everything carried in the pockets including knives.”
“The 360-day inspection cycle only pertains to individual harnesses like E-2 Hawkeye and F/A-18 Hornet equipment, which includes a hang check of the harnesses in case the crew ejects or bails out of the aircraft,” he said.
“Damaged gear is replaced. and because our shop is at the organizational level (O-level), equipment that is repairable but beyond our capability is sent to the intermediate level (I-level). We’re issued new equipment that we turnover for repair, like life preservers,” PR2 andrew Thomas said.
The primary difference between I and O-level responsibilities is that the inspection-oriented duties of the O-level demand different Job Qualification Requirements.
In addition to `A’ School graduation, the three Sailors assigned to the paraloft shop are also required to maintain ordnance and Emergency Global Rescue, Escape and Survival System (EGRESS) qualifications.
Ordnance qualification is required because the paraloft shop handles the pencil flares and day and night flares stored in the vests of pilots.
“We install the seat pans in the aircraft that hold survival items,” Thomas noted. “We also install the parachutes, the life rafts, and their ordnances in the aircraft because no one else is qualified to handle those items.”
Sewing repairs and adjustments to flight suits and vests are also done in the shop.
Anti-gravity suits (G-suit), which are exclusive to F/A-18 Hornet pilots, are tested on a 180-day interval. Worn over or under a pilot’s flight suit, the G-suit is designed to prevent pilot unconsciousness by inflating to compensate for gravity forces.
The shop conducts about eight gear inspections weekly, Thomas said. ▼
FRCSW Paraloft Shop Maintains Test Flight Line Gear
PR2 Andrew Thomas, left, and PR3 Cameron Laver inspect the condition of a flight vest. Photo by Jim Markle
12
Volume 10 - Issue 1
Volume 10 - Issue 1 13

Precision in manufacturing aircraft parts not only ensures
performance as intended, but safe operation under a gambit of stresses and circumstances. accuracy is paramount.
Fleet Readiness Center Southwest (FRCSW) recently improved the accuracy of its manufacturing measurements to 0.001 of an inch by purchasing a new Coordinate Measuring Machine (CMM) through the com-mand’s Capital Investment Program (CIP).
The CIP invests in new technology equip-ment that will improve efficiency.
“This project was to be completed in 12 months; it was awarded in April and completed November 4, so it was ahead of schedule and under budget,” noted CIP project manager Martha Hoffman.
Located in the Building 472 climate-con-trolled “cold room” and costing approximately $500,000, the CMM will not only help FRCSW meet its demand for manufacturing measure-ments, but will also allow for measurements of parts manufactured before installation.
Five artisans who are assigned to oper-ate the new measuring machine recently completed a week-long certification class provided by Zeiss, the CMM manufacturer.
“engineering will send a blueprint and 3-D model (of the part) for us to use,” said machinist Kevin Guittar.
“We program the CMM. It uses a stylus and touches different points on the part, and during the programming we can pull dimen-sions that will match the blueprint. So using the blueprint, we write a program to make the measurements and it will record those measurements. This will tell us if it’s a good or bad part.”
The bridge-type measuring machine uses computer-aided design and computer-aided manufacturing (CAD/CAM) software with a toolkit, and can be adapted to meet future sensor and software requirements.
“The training is pretty constant as we get more involved and deeper in the software. The goal is to get enough people trained up to run three shifts,” Guittar said. “It has all of the latest and greatest things and the tool kit has all of the accessories we need and more than enough to do the job.”
To ensure a quality product within techni-cal specifications, parts undergo First Article Testing, or testing procedures that oversee production steps.
Guittar said that flight critical parts, like F/A-18 ribs and formers, undergo a 100 percent inspection on every dimension.
Prior to the installation of the new CMM, artisans were using an older measuring machine that was built in the early 1990s.
“And before that,” Guittar noted, “they used a lot of large fixtures for gauges so they could put the parts in and manually check everything; it was very time consuming and took up a lot of space.”
Now, artisans will use the Zeiss CMM which delivers faster results with a greater capacity.
“The new machine runs approximately six times faster than the older one and it can run multiple parts. The older machine required us to write a program and run one part and then set the next one. But with the new one, we can set all of the same parts and run at the same time. So, we can get everything done in one shot,” Guittar said.
Another advantage of the Zeiss model is its advanced scanning head.
“When we’d measure a circle on the old machine you’d take a single point, and the machine would take 8 to 16 points to make the circle. This one takes 1,000 to 3,000 points so you get a true form; if it’s a true circle, an oval, or a trimetric shape. It pro-vides a lot more information that’s important to intricate things, like bushings.”
In the event a measurement is not within required specifications, engineering is noti-fied and the machining modified to increase the accuracy.
The Zeiss CMM is the third measuring machine in the manufacturing department, and a fourth from the reverse engineering department will be added soon, Guittar said.
“We’ll be using all four of them, hopefully across all three shifts. All of this will result in less rework which will save manpower and money and increase readiness,” he said. ▼
New CMM Enhances FRCSW Manufacturing Capability
Machinist Kevin Guittar makes preparations to operate the new Zeiss Coordinate Measuring Machine in the Building 472 manufacturing department. Photo by Scott Janes
14
Volume 10 - Issue 1
Volume 10 - Issue 1 15

At their naval Air Weapons Station (nAWS) China Lake air show in March, the navy’s elite naval Flight Demonstration Squadron (nFDS) ---- the Blue Angels ---- realized something
was amiss with their number 7 aircraft during one of its flight demonstrations.
The Blue Angels have 11 jets, but the Number 7 aircraft is one of only two, two-seat F/A-18 D legacy fighter Hornets the squadron uses during its rigorous nine-month air show schedule.
To troubleshoot and repair the airplane, the Blue Angels called upon the expertise and resources of Fleet Readiness Center Southwest (FRCSW).
“This aircraft sustained heat damage to its aft keel section,” said Charles Miller, FRCSW Customer and Field Service Department Program Manager. “Unfortunately, the damage was too severe for a field repair because of the lack of required fixtures and the magnitude of logistical requirements. The initial inspection wasn’t too promising with more than a 50 percent chance that major structural compo-nents would have to be replaced.”
After the aircraft was released by the mishap board in April, it arrived via flatbed truck May 5 to Marine Corps Air Station (MCAS) Miramar where FRCSW inducted it as an In-Service Repair (ISR).
FRCSW Site Miramar artisans disassembled the Hornet’s damaged area and provided their engineering counterparts with the informa-tion they needed to determine the extent of damage and type of repair that would be required.
Miller noted that on-site support team members planner and evaluator Andrew Zablocki and estimator Larry Walker worked closely with the squadron and structural engineer Jacob Weintraub to identify and inspect all damaged components and areas that were exposed to the heat damage.
Initial assessments indicated potential replacement of the Y590 and Y598 formers, structural components of the aircraft’s fuselage.
“With the help of our engineering group and the artisans it was determined that there was less damage than what we had thought and the repair would just be to the Y598 former. We also decided to add planned maintenance interval two (PMI-2) and some modifica-tions that were required in the cockpit,” Miller said.
“Not having to change the Y590 former was a huge win as it not only represented a tremendous cost savings both in terms of labor and a materials savings of about $250,000, but it also allowed our team to complete the PMI-2 and mods and the ISR 30 days ahead of the projected sell date of Sept. 15.”
“The decision was to be able to expedite the repair of this aircraft in order to return it to the squadron who, unfortunately at one point this year, had no back up aircraft and counted on every single aircraft to support their flight demonstration for the remainder of the season,” he said.
Approximately 10 FRCSW Site Miramar artisans from a variety of trades ranging from sheet metal and aircraft mechanics to machinists removed the damaged former, skins and associated components to complete the work in 102 days; totaling more than 6,000 manhours.
“Materials lab engineer team representative Heather Stoll was also instrumental in the success of this repair as she handled all the necessary inspections on short notice. Furthermore, our weight and balance team performed the weighing of the aircraft prior to fueling and running the aircraft as part of a five-year interval requirement that was noted by the squadron and requested on short notice,” Miller said.
Once weighted, the aircraft underwent the inspections phases by the squadron maintenance personnel. The Blue Angels’ Number 7 Hornet passed all of its ground checks with zero discrepancies and its test flight on the first try.
“This aircraft came to us in boxes on May 5 and left MCAS Miramar flying back to Naval Air Station Pensacola on Aug. 25,” Miller said. “So, the next time you go to a Blue Angels air show and see Number 7 flying, you can tell your friends and family that FRCSW played a part in returning that aircraft to its squadron. It’s a reminder that FRCSW is ready, willing and able to support our fleet at any time or at any place.” ▼
FRCSW Repairs Heat-Damaged Blue Angel Hornet
Blue Angels Number 7, an F/A-18D Hornet is delivered via flatbed truck to MCAS Miramar on May 5. Courtesy photo
14
Volume 10 - Issue 1
Volume 10 - Issue 1 15

The Marine Corps Assistant Deputy Commandant for Aviation (Sustainment),
William E. Taylor, visited Fleet Readiness Center Southwest (FRCSW) Jan. 23 to learn about Cold Spray additive technology.
Engineers and artisans from FRCSW held a demonstration and briefing for Taylor, a member of the Senior Executive Service, as well as Marine Corps aviation representatives from Camp Lejeune, Calif.
Cold Spray technique is saving Naval Aviation time and money in repairing aircraft components and returning them to the fleet, improving readiness across the Navy and Marine Corps.
Cold Spray is an additive, solid-state thermal spray process that can restore com-ponents’ critical dimensional features lost due to corrosion, wear or mechanical damage.
It works by taking powdered metal alloys (customized for the need of the specific part to be repaired) and spraying it onto the metal of the damaged component, creating a mechanical bond. The process creates a low-porous or nonporous surface without making any heat-induced changes to the substrate.
Repairs often take less time and are safer, too. A traditional chrome coating, for example, takes 20 hours to cover a part with 20 mL of metal; Cold Spray can do it with a tungsten/carbide/cobalt alloy in about two minutes.
The process also eliminates the health hazards posed and safety precautions required using traditional methods.
Repaired parts come out stronger and less prone to mistake. According to Luc Doan, a materials engineer at FRCSW, of the approxi-mately 150 parts repaired using Cold Spray so far, none have been returned for another repair. Additionally, none have resulted in machine rejections. With traditional methods, approxi-mately 20 to 40 percent are machine rejected.
Conrad Macy, a secondary power Fleet Support Team (FST) engineer for Naval Air Systems Command, explained that the parts can endure at least 10 times more stress and impact than traditional parts.
Macy is the impetus behind bringing Cold Spray to Naval Aviation. In the course of mak-ing repairs to fleet aircraft, he grew dismayed at throwing away expensive parts because of minor damage.
He believed that a process existed that could fix the parts, so he began searching for it. About six years ago, through a Small Business Innovation Research (SBIR) project, he found what he needed with Cold Spray.
The SBIR, in conjunction with a company called “Inovati,” sealed the deal; showcasing the applicability of Cold Spray to increase fleet readiness by refurbishing previously scrapped components. Components that are often in demand across Naval Aviation but have long lead times.
This less expensive, faster method of repair has saved more than $1 million on one part alone. The F/A-18’s Aircraft Mounted Accessory Drive (AMAD) costs approximately $168,000 each.
Before, damage to one part of the AMAD would result in scrapping the entire drive, but with the repairs available through Cold Spray, 10 have been refurbished and returned to the fleet for a savings of about $1.6 million.
Inovati’s Cold Spray technique is called Kinetic Metallization. Cold Spray can encom-pass a variety of techniques; this one uses low pressure helium or nitrogen and a sonic nozzle to accelerate particles.
The combination of low pressure and sonic gas speed significantly decreases gas consumption compared to conventional Cold Spray processes while still achieving high particle velocities, according to the company. It also wastes less material compared to other Cold Spray machines and techniques, accord-ing to the Navy.
To bring the process to Naval Aviation, Macy worked with engineers at FRCSW to ex-plore different options. The team brought an Inovati machine to its laboratory environment for three years, and its success led to the installation of another machine in the produc-tion shop at FRCSW in December 2015.
FRCSW is the main depot for all variations of the F/A-18 Hornet, so most of the parts it has repaired using Cold Spray have been for that platform. However, it has also been used for E-2, F-5, CH-53 and H-1 parts, as well as for the LM 2500 ship engine.
engineers now are pressing forward with future applications for the technology, includ-ing on V-22 window sills.
Macy is exploring, through another SBIR, the use of a rotating nozzle in the Cold Spray machine. The current machine has a fixed nozzle, which works well for easily rotated parts, but not as well for bulkier ones.
“We’re going to be successful,” Macy said. “I’m not really worried about it.” ▼
Harry Simpson, a metalizing operator for Fleet Readiness Center Southwest, programs settings on the coldspray booth in Building 472. Coldspray uses high pressure nitrogen or helium to deposit and fuse metal onto a part at relatively low operating temperatures. Photo by Scott Janes
A close-up of an F/A-18 Hornet Airframe Mounted Accessory Drive (AMAD) casing that was repaired using coldspray. Metal was built up in layers to create the repair, saving the cost of replacing the casing at a cost of over $168,000.
Photo by Scott Janes
16
Volume 10 - Issue 1
Volume 10 - Issue 1 17

Fleet Readiness Center Southwest (FRCSW) Site Yuma recently completed its new administration facility aboard Marine Corps Air Station (MCAS) Yuma, Ariz.
The 3,000 square-foot building replaces antiquated Mobile Facilities vans that housed 10 administrative personnel. In addition to separated work centers, the building contains efficient HVAC, a break room and restroom facilities.
The structure cost more than $898,000 to build and was funded by MCAS Yuma. Furniture was funded by FRCSW.
Working under the FRCSW Field Service Program, FRCSW Site Yuma was established in 2005 and primarily conducts planned maintenance interval (PMI) and depot-level modification work to AV-8B Harrier aircraft.
The 32-member Yuma staff also provides in-service repairs (ISR) to a variety of aircraft assigned to Naval Air Facility El Centro, Calif.
In February 2008, FRCSW Site Yuma moved into a 15,000 square-foot maintenance hangar which centralized much of the site’s workload.
Projected workload at Site Yuma includes F-35B Lightning II and AV-8B Harrier modifications, and ISRs to MV-22 Ospreys, F/A-18 Hornets and AH-1W Super Cobra helicopters.
Installation personnel are reflected in the cubicle dividers of the new FRCSW Site Yuma administration facility aboard Marine Corps Air Station (MCAS) Yuma, Ariz. The 3,000 square-foot building will house 10 administrative personnel, a breakroom and restroom facilities. Courtesy photo
FRCSW Site yuma Completes new Admin Facility
A new level of artisan training is on the horizon at Fleet Readiness Center Southwest (FRCSW).
With the intention of ensuring the quality of its production and workforce, the command kicked-off its first artisan training class in April beginning with sheet metal work.
“The concept of this started about six months ago. In the past, a lot of sheet metal work was learned through on-the-job-training when we had the numbers of experienced workers to pass those skills on. But since many of them have retired or left for other reasons, we need to make sure our folks have those depot-level skills needed to work on the aircraft here,” said Production Trades Division supervisor Christopher Venable.
Working in conjunction with human resources and Industrial Production Support, Venable said that this maiden class targeted the sheet metal field because it’s the largest division of all the trades at FRCSW.
The class is entering its fourth week and is held in Building 27 where seven students use scrap pieces of metal to practice and learn on.
The students are not trained in composite repairs.
“It’s really not unlike the `A’ schools of active duty personnel. But we are still in the process of establishing the course criteria,” Venable said. “The students are taught to meet the specifications for drilling holes and fasteners for all of the airframes requiring sheet metal repairs that we work on here.”
“We want to make sure that people are up to speed, so that if someone is working on an H-53 helicopter, for example, and when that work gets done, then they can go work on a legacy Hornet if needed,” noted work leader/trainer Gary Grela.
The class employs three work leaders/trainers whose ultimate goal is to train up to 12 students per class.
As the program evolves, Venable said that the length of the class will probably last from four to six weeks.
“But we’ll need to figure how we’ll handle people who are faster learners; do we approve them as early as two or three weeks? Also, what about slow learners? Do we give them a time limit to come up to speed? These are some of the things we’re working on,” he said.
Venable said that the program currently operates via an Industrial Production Support job order number, but will enjoy a much larger budget next fiscal year of up to $10 million.
He added that classes for the paint department, machinists and electricians are in the works.
FRCSW is the only FRC conducting an artisan training class.
Sheet metal apprentice Ilima Riveira and work leader/trainer Jesse Baldwin, right, measure a fastener using a micrometer. Photo by Jim Markle
FRCSW Launches Artisan Training Program
16
Volume 10 - Issue 1
Volume 10 - Issue 1 17

Like any large city, San Diego has a growing population of homeless people.
Homelessness in San Diego County increased by three percent during the past five years to more than 9,000 people, according to a report last month by the Regional Task Force on the Homeless. Of those, eight percent are veterans.
That’s eight percent too many for Fleet Readiness Center Southwest (FRCSW) administrative assistant Brent Asten.
Asten, a U.S. Marine veteran, founded “Operation 2nd Chance” in March with the intent to find ways to mitigate the homeless veteran population of San Diego.
The first Operation 2nd Chance event focused on the residents of Veterans Village of San Diego, a nonprofit organization that provides medical and counseling services to homeless vets and their families.
“The residents of this facility have made the conscience decision to get out of homelessness and do whatever it takes to make their lives better, and that is why we wanted to help them,” Asten said.
“The point was to raise money for hot meals and haircuts for these veterans. For most of these individuals who are just coming off of the street a haircut and a hot meal is a luxury that they do not have.”
A member of the all veteran rock band “The Alpha Vets,” Asten coordinated with the Bali Hai restaurant for food and venue, and local radio station KGB for a disc jockey and sponsorship.
On March 30 more than $2,100 was raised, enough for 179 haircuts and 179 hot meals.
“This first event was a success, and we’ve been invited to come back and continue it on an annual basis,” Asten noted.
Meanwhile, Operation 2nd Chance is currently working on its next project which will be to provide a couple of cars to veterans in need of transportation. ▼
FRCSW Employee Gives Homeless Vets Helping Hand
Photos by Mike Smith, used with permission
Charlie Miller, Fleet Readiness Center Southwest (FRCSW) IPT services, is joined by U.S. Army Corps of Engineers Contracting Officer Maj. Samson Borja in a ribbon-cutting ceremony Feb. 16 to mark the opening of FRCSW’s latest renovated particle media blast (PMB) bay in the Building 468 paint complex. Bay 11 is the last of three PMB bays to be refurbished under an energy-efficient $5.4 million project that featured upgrades to fire protection and carbon monoxide notification systems. PMB is a procedure used to remove paint and protective coatings from aircraft and components. Of the three bays, two may accommodate full-sized aircraft; the third will exclusively be used for components.
Photo by Jim Markle
Latest PMB Bay Renovations Completed at FRCSW Paint Complex
18
Volume 10 - Issue 1
Volume 10 - Issue 1 19
Awards and Recognition
Length of Service
10 YearsBeck, Christopher R . Benjamin, Darren B.Cantrell, Melanie T.Chandler, Colan C.Collins, Joseph A.Davis, Christopher A.Dubin, Jeffrey A.Gaspar, Jarvis G.Hickey, James J.Jimenez, Rafael Mencke, SunshineNguyen, Benjamin N.Noblin, Jay D.Palek, Andrew E.Serna, Amanda L.White, Amy M.Williams, Kevin M.
15 YearsApilado, Alvin D.Arce, Arsenio R. Archer, Stephanie D.Brambila, Victor B.Buxton, Ronald S.
Cadua, Ruben D.Cronin, Kristopher M.Goins, Jr., SylvesterHew, Mitsuko L.Highhouse, Michael D.Hildebrand, Eric R.Lyon, Gordon B.Morales, Andrew L.Nguyen, Dang H.Ostrander, Philip T.Reece, Jr., Thomas H.Rodebaugh, Perry E.Rodr, Joseph C.Rubino, Matthew J. Sandoval, Rogelio R. Tundermann, Matthew W.Valda, Fernando G.Villena, Sheri M.
20 YearsDeguzman, Quintin C.Duryea, Joshua M. Famador, Robin H. Gilmore, Jason M.Guzman, Nestor Y.Hines, William M.Johnson, Paul J.Laroya, LukeLee, Sean K. Melton, William G.
Moraleja, Carl P. A.Plale, Daniel L.Trout, Brian M.Weides, Joe P.
25 YearsAyers, Jeffrey L.Baldwin, Jesse B.Breuer, Martha A.Moeller, David L.Plale, Daniel L.
30 YearsArray, Eugene S.Berglund, Jr., Robert M.Cardenas, John A.Cornute, Guendalena D.Gobasco, Edwina M.Gonzales, Maria M.Hoffmann, Timothy J.Peterson, Harold T.
35 YearsEnglish, Stephen F.Ga, Aquilino C. Greenfield, Mark S.Lozano, VirginiaResendez, Clarence D.Triglia, David C.
40 YearsFierro, RobertHeinrich, Richard W.Janes, Scott J.Johnson, Eduardo E. Nash, Larry D.Piarulli, Carl M.
45 YearsJackson, David P.
RetirementsArce, Arsenio R.Mangat, Lamberto A.Sapinoso, NolyMenguita, CelestinoBarrett, RobertDewell, Jerry K.Santamaria, Griselda C.Vezzani, MarkChan, PeterReynolds, Robert J.Crockett, ElizabethDela Cruz, JulianWood, William H.Young, Michael A.Scott, Jr., ElijahJackson, Luther H.Peeples, Gary
Golden Wrench AwardsMay 1 to September 1, 2017
Bernick, CristinaBrown, J. T.Gerrick, DesmondHartman, PhilipHolden, CarsonMercado, JoseQuiambao, LuisRhodes, RolandSanders, Richard-Smith, Thomas E.Tundermann, MattWasson, Colter-Waters, Grazyna-Wertz, Albert-Young, Cassandra
NAVAIR Engineer Wins Excellence AwardE-2/C-2 Airborne Tactical Data System Program Office (PMA-231) Program Manager Capt. Keith Hash presents Naval Air Systems Command aerospace engineer Gregory Kerr with the 2016 Joey Miller Engineering Excellence Award Sept. 6 in the Building 325 conference room aboard Fleet Readiness Center Southwest. Photo by Jim Markle
FRCSW’s Miller Wins First Place Award for Business InnovationFleet Readiness Center Southwest (FRCSW) Production Director David Kelly, right, presents Charles Miller, FRCSW Customer and Field Service Department Program Manager, with the 17th Annual Naval Air Systems Command Commander’s Award for Business Innovation (first place) Aug. 4 in Building 94. Miller led an FRCSW In-Service Repair (ISR) team which ensured that three F/A-18 Hornet fighters were mission-ready within one week. Photo by Brent Asten
NISA Scholarship Awarded to FRCSW Engineering TechnicianIndustrial engineering technician Derrick Panlilio, right, receives the North Island Superintendents Association’s 2017 Scholarship Award during boards in Building 94 July 21. Panlilio, who is pursuing a bachelor’s degree in business administration, is assigned to the command’s Vertical Lift Program. Photo by Brent Asten
18
Volume 10 - Issue 1
Volume 10 - Issue 1 19

An A
H-1W
Super C
obra from M
arine Light Attack H
elicopter Squadron (H
MLA
) 269 “Gunrunners”
and a UH
-1Y Venom from
HM
LA 267 “Stingers” fly in form
ation during a live-fire exercise over M
CA
S Yum
a, Ariz.
Photo ©
2017 Raym
ond Rivard, used w
ith permission.